Анализ и улучшение условий труда на рабочем месте литейщика пластмассы на ОАО 'ИМЗ 'Аксион- Холдинг'
МИНОБРНАУКИ
РОССИИ
Федеральное
государственное бюджетное образовательное учреждение
высшего
профессионального образования
«Ижевский
государственный технический университет имени М.Т. Калашникова»
(ФГБОУ
ВПО «ИжГТУ имени М.Т. Калашникова»)
Факультет
«Управление качеством»
Кафедра
«Безопасность жизнедеятельности»
Пояснительная
записка
к
выпускной квалификационной работе
на
соискание степени бакалавра
техники
и технологии по направлению
.62
«Защита окружающей среды» в области «Безопасность технологических процессов и
производств»
Тема:
« Анализ и улучшение условий труда на рабочем месте литейщика пластмассы на ОАО
«ИМЗ«Аксион- Холдинг»
Ижевск
2014
Аннотация
Выпускная квалификационная работа на тему «
Анализ и улучшение условий труда на рабочем месте литейщика пластмассы на ОАО
«ИМЗ«Аксион- Холдинг» выполнена студенткой группы 8-62-1 Ульяновой.Е.А на 68
страницах в городе Ижевске в 2014г. Выпускная квалификационная работа содержит
26 источников литературы, 15 таблиц, 2 схемы, 2 рисунка. Научный руководитель
к.м.н., доцент Гребнев.В.Л.
В данной работе рассматривается рабочее место
литейщика пластмассы.
В первой части работы рассмотрена характеристика
производственного объекта, проанализирован технологический процесс литейщика
пластмассы и его безопасность. Во второй части проанализированы вредные и
опасные факторы, возникающие в процессе литья под давлением, такие как:
загрязнение воздуха пылью и газами, шум и тяжесть трудового процесса. Согласно
аттестации рабочих мест, которая проводилась в 2012 году, класс условий труда
составил 3.3.
В третьей части работы были предложены
мероприятия для улучшения условий труда: внедрить местную приточно-вытяжную
вентиляцию, установить сорбционно - каталическую очистку «СТОПРКР-1,5-1,5»,
согласно ТУ 3646 004 83782690 2004, применить принудительную смазку, установить
в комплекс с литьевым оборудованием AlfaRobot серии Phoenix , приобретение СИЗ.
После реализации предложенных мероприятий
предполагается снизить класс условий труда до 3.1.
Перечень основных терминов
Технологический процесс (ТП) - это упорядоченная
последовательность взаимосвязанных действий, выполняющихся с момента
возникновения исходных данных до получения требуемого результата.
Пластмасса - это материал, содержащий в своем
составе полимер (или смесь полимеров), а также другие специальные ингредиенты.
Пластмассы эксплуатируются в твердом состоянии.
Литьё под давлением - это основной метод
переработки полимерных материалов и получения изделий, заключающийся в
пластикации, гомогенизации полимерного материала в материальном цилиндре и
впрыске его в предварительно замкнутую форму, которая охлаждается для
термопластов и нагревается для реактопластов.
Шумом называют комплекс звуков,
воспринимаемых органом слуха человека вне зависимости от характера и природы
возникновения.
Рабочим местом называется зона постоянной или
временной (более 50% рабочего времени или более двух часов непрерывно)
деятельности работающего.
Опасным производственным фактором является
производственный фактор, воздействие которого на работающего в определенных
условиях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредным производственным фактором считается
производственный фактор, воздействие которого на работающего в определенных
условиях приводит к заболеванию или снижению работоспособности. В зависимости
от уровня и продолжительности воздействия вредный производственный фактор может
стать опасным.
Введение
Актуальность проблем безопасности труда
определяется неуклонным ростом травматизма, числа и тяжести профессиональных
заболеваний, острых отравлений, количества производственных аварий.
Ежегодно в России 190 тысяч человек умирает от
воздействия вредных и опасных факторов на производстве, 200 тысяч человек
получают травмы на производстве, 280 тысяч человек досрочно выходят на пенсию,
30% (около 650 тыс. человек) умерших находятся в трудоспособном возрасте. В
нашей стране наблюдается и высокая заболеваемость. Тяжесть заболеваний
работающих людей составляет около 920 дней нетрудоспособности в год на 100
человек. Ежегодно в России выявляется около 100 тыс. новых инвалидов, при этом
около 25 тыс. получает инвалидность по труду. Ежедневно их ряды пополняют 80
человек. Средняя продолжительность жизни в стране меньше на 8-10 лет, чем у
норвежцев, австралийцев, шведов, японцев.
Таким образом, можно говорить об актуальности
проблем обеспечения производственной безопасности, при изучении которых
необходимо опираться на следующие концептуальные предпосылки:
. Все проблемы возникают в системе
«человек-машина-среда», поэтому для их понимания необходимо изучить все звенья
этой системы, имея в виду, что каждое может являться источником опасности.
. Последовательность решений проблем
производственной безопасности состоит из реализации задач анализа,
прогнозирования, моделирования источников возникновения опасностей, разработки
методов и средств защиты, ликвидации последствий проявлений опасностей.
. Для обеспечения производственной безопасности
необходимо использовать технические, организационные, правовые и экономические
методы и средства.
Сколько людей становятся жертвами должностных
лиц, не выполняющих требования законодательства по охране труда, а также
собственного недомыслия, приведшего их к инвалидности, а то и смерти.
Многие считают, что о безопасности труда должен
думать работодатель, а потому работают на неисправном оборудовании, без
ограждений, предохранительных устройств, не используя выданные средства
индивидуальной защиты или применяя их неправильно, рассчитывая на русское
«авось» и забывая истину - плод народной мудрости: «Береженого Бог бережет».
Проблемы охраны труда затрагивают многие стороны
жизни и деятельности трудовых коллективов, организации производства и труда,
организации управления производством, носят разносторонний многоплановый
характер. Сложность состоит в том, что решение должно обеспечиваться на каждом
этапе производственного процесса, на каждом участке производства, на каждом
рабочем месте. Создание принципиально новой, безопасной и безвредной для
человека техники и технологии требует системного, комплексного подхода к
решению проблем охраны труда.
Новый Трудовой кодекс, действующий на территории
Российской Федерации с 1 февраля 2002 года, расширил понятие охраны труда в
Российской Федерации. В нем даны определения не только отдельных требований
охраны труда, но и определен порядок организации охраны труда и порядок надзора
и контроля за соблюдением трудового законодательства и иных нормативных
правовых актов, содержащих нормы трудового права.
Очевидно, что традиционные методы обеспечения
безопасности труда, улучшения его условий не соответствуют современному уровню
развития производства, являются малоэффективными. Охрана труда является
сложной, многоаспектной системой, имеющей свои специфические цели, задачи и
средства их достижения. Основной, главной целью управления охраной труда
следует считать совершенствование организации работы по обеспечению
безопасности, снижению травматизма и аварийности на основе решения комплекса
задач по созданию безопасных и безвредных условий труда,
лечебно-профилактическому и санитарно-бытовому обслуживанию работающих.
Каждая задача, по сути, представляет собой
целевую подсистему управления, которая может быть рассчитана и детализирована
на большое число конкретных задач. Степень детализации и конкретизации задач
определяется масштабами данного производства, сложностью решаемых вопросов,
уровнем управления, значимостью конечных результатов, сложностью и объемом
требуемой исходной и выходной информации и т.д. Разделение всей проблемы
управления сферой охраны труда на основные задачи управления является
достаточно условным. Каждая задача не является обособленной в решении, а тесно
связана с решениями других задач, т.е. решается комплексно.
Таким образом, учитывая вышеизложенное, можно
говорить об актуальности, необходимости и одновременно значительной
методологической сложности изучения проблем управления охраной труда.
В данной работе в качестве объекта исследования
взято предприятие ОАО «ИМЗ «Аксион- Холдинг», которое занимается выпуском
различной продукции. Присутствуют различные технологические процессы.
Поскольку, в нашу жизнь активно входят пластмассовые изделия, которые
непосредственным образом вытесняют стекло и дерево. Мы охотно пользуемся ими,
зная вред пластмассовых изделий. А какой вред получают работники при их изготовлении?
Поэтому предметом моего изучения является рабочее место литейщика пластмассы.
Целью выпускной квалификационной работы
является: определение вредных и опасных производственных факторов, влияющие на
литейщика пластмассы, с последующей разработкой мероприятий по улучшению
условий труда.
Для достижения поставленной цели в работе
решаются следующие задачи:
. Анализ технологического процесса литейщика
пластмассы на машинах литья под давлением.
.Анализ опасных и вредных факторов на рабочем
месте литейщика пластмассы,
.Разработка плана мероприятий по улучшению
условий труда литейщика пластмассы.
1.Характеристика производственного объекта
.1 Общая характеристика производства
Предприятию трижды за всю историю приходилось
становиться на ноги: впервые - до войны, вторично - после войны, и в третий раз
- в период конверсии, ударившей практически по всем предприятиям
оборонно-промышленного комплекса страны. История ОАО "Ижевский мотозавод
"Аксион-холдинг" началась с 1933 года разработкой и серийным
производством первых отечественных мотоциклов ИЖ-7, ИЖ-8, ИЖ-9 и ИЖ-12, а во
время Великой Отечественной Войны - пулеметов "Максим".
После войны на предприятии начался выпуск
охотничьих ружей. Последняя модель ИЖ-49 получила высокую оценку специалистов и
была запущена в массовое производство. Особой страницей в истории предприятия
является изготовление опытной партии (1500 штук) знаменитого АК-47 автомата
Калашникова. С созданием в Советском Союзе ракетной отрасли
военно-промышленного комплекса, предприятие было перепрофилировано на
производство оборонной наукоемкой продукции. "Ижевский мотозавод"
стал стартовой площадкой для многих видов изделий, прежде всего для нужд армии.
В 1949 году "Ижевский мотозавод" перепрофилирован на выпуск сложных
наукоемких приборов для ракетной, а затем космической техники. В 50-е годы
"Ижевский мотозавод" стал участником реализации двух важнейших
государственных программ: освоение космического пространства и создание
ракетно-ядерного щита страны. Будучи в течение многих лет закрытым предприятием,
"Ижевский мотозавод" производил высокоточную аппаратуру связи и
телеметрии для космических и военных целей, став одним из лидеров в этой
области приборостроения. Одним из первых высокоточных изделий была
электромоделирующая станция "Электрон", принятая к производству в
1958году. Всего за 10лет производства было введено в эксплуатацию более 200
станций "Электрон", ими были оснащены почти все
научно-исследовательские институты, работавшие по ракетно-космической тематике.
Параллельно было начато производство различных модификаций счетно-решающих
приборов "Шилка", "Ваза" для самоходных танковых установок.
Уникальный творческий потенциал предприятия, способность его коллектива быстро
и качественно решать сложные производственные задачи были высоко оценены
руководством страны. В начале 60-х был начат выпуск первой телеметрической
аппаратуры БРС, РТС, преобразующей коды сигналов на аппаратуру обработки и
регистрации процессов. С начала 60-х телеметрической аппаратурой производства
мотозавода оснащались практически все полигоны, космодромы и пункты наземного
наблюдения за космическими объектами. Предприятие участвовало в реализации
космических программ: "Восток", "Венера", "Марс",
"Салют", "Мир", "Союз", "Прогресс",
"Фобос", МКС и др. Начало 60-х годов - новый шаг предприятия в
освоении космоса. Начато серийное производство средств приема и
автоматизированной обработки телеметрической информации. Освоен выпуск
быстродействующего радиотелеметрического комплекса "БРС-1" в
подвижном и стационарном вариантах, радиотелеметрический комплекс
"БРС-1" в составе машин приема и регистрации информации
"МА-9", а также машин обработки информации "МО-9". Вскоре
был создан ряд модификаций новых станций: "МА-9 МК", "МА-9 МКЛЗС",
"МА-9МКЛ", "МА-9 МКТ". С этого времени практически все
полигоны, космодромы и пункты наземного наблюдения за космическими объектами
оснащаются телеметрической техникой производства "Мотозавода". Второй
государственной программой, определившей почти на полвека одно из основных
направлений развития завода, стала Программа создания ракетно-ядерного щита
страны. Здесь можно выделить три важнейших этапа. Первый - связан с серийным
изготовлением командных приборов и системы управления для
оперативно-тактических жидкостных ракет 8К-11, 8К-14, серийное производство
которых продолжалось 20 лет. В середине 60-х годов организован выпуск бортовой
аппаратуры системы управления для оснащения первой отечественной
твердотопливной ракеты "Темп-С", которая принята на вооружение в 1965
году. На протяжении четверти века этот комплекс успешно эксплуатировался
сначала РВСН, затем - сухопутными войсками. Для предприятия это был сложный
период освоения и серийного производства бортовых систем управления
оперативно-тактических ракет. Работа по их серийному производству преобразила
завод и подняла его до передового в стране уровня. Второй этап участия
предприятия по существу открыл новое направление в отечественном ракетостроении
- оснащение ракетным вооружением самых мощных атомных подводных лодок
стратегического назначения проектов 941 и 667. Это было время создания для ВМФ
СССР нового поколения ракетных комплексов. За достигнутые успехи в освоении и
организации производства ракетной и космической техники "Ижевский
мотозавод" награжден орденом Ленина (1961 год), орденом Трудового Красного
Знамени (1970 год) и орденом Октябрьской Революции (1976 год). Наиболее важным
третьим этапом деятельности предприятия в области ракетостроения в начале 90-х
годов стала организация производства наземной аппаратуры управления ракетными
комплексами "Тополь". В 1994 году на заводе было проведено
акционирование, итогом которого стало появление дочерних обществ, работающих по
определенным направлениям. На современном этапе, главные цели предприятия в
области качества:
) предлагать потребителям конкурентоспособную
продукцию, не уступающую по качеству и надежности лучшим мировым образцам,
полностью соответствующую всем установленным требованиям и использующую самые
современные научно-технические достижения;
2) повышать качество, совершенствовать процессы
производства и улучшать потребительские свойства выпускаемой продукции,
своевременно обслуживать её в процессе эксплуатации, прогнозировать запросы
потребителей;
) расширять номенклатуру продукции и завоевывать
новые рынки сбыта;
4)снижать вредное воздействие производственной
деятельности предприятия на окружающую среду.
Для достижения поставленных целей в своей
деятельности рассматриваемое предприятие стремится опираться на новейшие
достижения в области конструирования и технологии приборостроения, поддерживать
высокий уровень квалификации персонала. Предприятия корпорации специализируются
на проектировании, производстве, обеспечивает поставку, гарантийное
обслуживание бытовой и медицинской техники, автокомпонентов и продукции
производительно-технического назначения, измерительного оборудования, приборов,
систем и комплектов управления, связи, телекоммуникации, вычислительной техники
для нужд потребителей, экономики, космоса и обороны. ОАО "Ижевский
мотозавод "Аксион-холдинг" - одно из ведущих предприятий, внесшее
огромный вклад в развитие обороноспособности нашего государства. Сегодня ОАО
"Ижевский мотозавод "Аксион-Холдинг" продолжает успешно
развивать различные направления высокотехнологичного наукоемкого производства
продукции в интересах Удмуртии и России. В рыночных условиях ОАО "Ижевский
мотозавод "Аксион-холдинг" выстоял и сохранил свой мощный потенциал.
С 2007 года ОАО "Ижевский мотозавод" является членом Ассоциации
"Лига содействия оборонным предприятиям", цель которой -
содействовать проведению государственной политики по обеспечению национальной
безопасности, сохранению, реформированию и развитию оборонно-промышленного
потенциала. Теперь это предприятие будет принимать непосредственное участие в
этих процессах уже на российском уровне.
.2 Характеристика пластмассовой продукции
Пластик на сегодня - это один из самых
востребованных и популярных материалов. Производство изделий из пластмассы
предназначается для использования в различных видах промышленности, для
изготовления бытовых предметов, оборудования, инструментов, деталей и любых
других видов изделий. Множество видов пластичных масс представляют возможности
производить изделия с различными характеристиками, которые отличаются по своей
жесткости, устойчивости при физических или химических воздействиях, внешнему
виду, отношению к нагреванию или охлаждению, износоустойчивости и
долговечности.
Пластмассы - это материалы, содержащие в своем
составе полимер (или смесь полимеров), а также другие специальные ингредиенты.
Пластмассы эксплуатируются в твердом состоянии.[13]
Основным компонентом пластмасс являются полимеры
- высокомолекулярные соединения (ВМС).
Состав пластмасс очень сложен, но чаще всего это
композиции различных веществ, взятых в определенном соотношении. Основу
пластмассы составляет высокомолекулярное связующее (полимер). От связующего
вещества зависят тип пластмассы, ее свойства и способ переработки в изделия.
Для некоторых пластмасс (полиэтилен, полипропилен и др.) количество связующего
достигает более 95%.
Для придания пластмассам новых свойств вводят
другие компоненты: наполнитель, пластификатор, краситель, парообразователь,
стабилизатор и др. Наполнители придают изделиям из пластмасс большую
механическую -прочность, повышают вязкость, сокращают усадку при охлаждении,
снижают их стоимость за счет сокращения доли связующего. В качестве
наполнителей применяются измельченные вещества органического и неорганического
происхождения, древесная мука, хлопковый пух (линт), ткани, бумага, графит,
различные волокна, асбест и др. Пластификаторы предназначены для снижения
жесткости и хрупкости, облегчения формования изделий, повышения их эластичных и
пластичных свойств. Пластификаторами служат высококипящие органические
жидкости: дибутилфталат, глицерин, олеиновая кислота и др. Для окраски пластмасс
используют красители и пигменты как органические, так и минеральные (сажу,
двуокись титана, охру, мумию и др.). Необходимо, чтобы красители хорошо
окрашивали материал (были высокодисперсными) и не изменяли своей окраски под
действием света, высокой температуры переработки продуктов питания.
Стабилизаторы (противостарители)--органические вещества (амины, стеараты,
нафтолы и др.), способствующие сохранению свойств пластмасс в процессе
эксплуатации и замедляющие их старение (ухудшение свойств). Старение может
протекать под действием света, тепла, кислорода и озона воздуха,
ультрафиолетовых излучений, деформаций. В зависимости от типа пластмассы и
условий эксплуатации изделий из нее выбирают соответствующий стабилизатор.
Пластмассы обладают разнообразными свойствами.
Одни из них жесткие, прочные и твердые, как металлы, другие - мягкие, гибкие,
эластичные, но все характеризуются небольшой плотностью. Последнее
обусловливает применение пластмасс в тех изделиях, массу которых нужно
облегчить. Пластмассы отличаются высокими электроизоляционными свойствами,
устойчивостью к коррозии к гниению, действию агрессивных сред и растворителей,
низкой теплопроводностью. Кроме того, пластмассы обладают высокими
технологическими свойствами, что облегчает процесс изготовления из них
различных изделий, а также низкой себестоимостью.
Однако пластмассы имеют некоторые недостатки. К
их числу следует отнести ограниченную теплостойкость т.е. способность сохранять
физико-механические свойства при повышенных температурах. Свойства многих
пластмасс изменяются со временем в результате их старения; изменяется цвет,
увеличивается жесткость, хрупкость, снижается прочность, ухудшаются другие
свойства. Кроме того, многие пластмассы характеризуются способностью
электризоваться (накапливать на поверхности статическое электричество), что
приводит к быстрому загрязнению поверхности изделий из них.[17,18]
.3 Описание технологического процесса литейщика
пластмассы
Технологический процесс (ТП) - это упорядоченная
последовательность взаимосвязанных действий, выполняющихся с момента
возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно
рассматривать как часть более сложного процесса и совокупность менее сложных (в
пределе - элементарных) технологических процессов. Элементарным технологическим
процессом или технологической операцией называется наименьшая часть
технологического процесса, обладающая всеми его свойствами. То есть это такой
ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных
для метода, положенного в основу данной технологии. Как правило, каждая
технологическая операция выполняется на одном рабочем месте не более, чем одним
сотрудником.
Технические требования при изготовление деталей
из пластмассы.
.При изготовлении деталей из полиамида
необходимо знать и соблюдать:
ГОСТ 24105 Изделия из пластмасс. Термины и
определения дефектов.
ОСТ 92-0916-79. Литье деталей из термопластичных
материалов.
БИ33422500000003.Защита от коррозии деталей и
сборок в процессе производства, внутризаводского транспортирования и хранения
на складе готовых деталей.
БИ59062526204001 Детали из полиамидов.
Изготовление методом литья под давлением
БИ 5906256204007 Сушка термопластичных
материалов.
. При замене марки материала необходимо корректировать
режимы литья в технологической карте литья.
. Изменение режимов переработки материала и
изготовления деталей в технологической карте проводить отдельной строкой в
графе режимов за подписью технолога цеха или отдела.
. Установленные, наладчиком режимы литья
контролировать по приборам, комплектующим литьевую машину.[13]
Литьё под давлением - это основной метод
переработки полимерных материалов и получения изделий, заключающийся в
пластикации, гомогенизации полимерного материала в материальном цилиндре и
впрыске его в предварительно замкнутую форму, которая охлаждается для
термопластов и нагревается для реактопластов.
Литьём под давлением изготавливают изделия из
термопластичных и термореактивных пластмасс разнообразной конфигурации и массы,
различающиеся от десятых долей грамма до многих десятков килограмм, по толщине
стенок - от десятых долей миллиметра до нескольких десятков сантиметров. Причём
изделия имеют высокую точность и стабильность размеров.
При литье термопластов расплав, заполнивший форму,
затвердевает при охлаждении, после чего форма раскрывается и изделие
выталкивается.
При формовании реактопластов полимерную
композицию впрыскивают в форму, которую затем нагревают до температуры
отверждения материала. После этого форму открывают, и изделие также
извлекается.
Переработка пластмасс в изделия сводится к
созданию конструкции, обеспечивающей заданный комплекс эксплуатационных
свойств, путем переводу полимерного материала в состояние, в котором он легко
приобретает требуемую форму с его последующей фиксацией (сохранением).
Литье под давлением имеет ряд преимуществ по
сравнению с прессованием и экструзией: хорошая пластикация и гомогенизация
продукта; точное дозирование полимерного материала; легко автоматизируемый
процесс.
Среди недостатков следует отметить: анизотропию
свойств, при литье; различную усадку для материалов.[20]
Таким образом, литейщик пластмассы должен:
Ознакомится с техпроцессом.
Разобрать и проверить форму на собираемость,
проверить чистоту оформляющих поверхностей, продуть форму сжатым воздухом и при
необходимости, смазать (Разъемник БИ6935-3011, пресс- форма БИ0605-4332)
Установить арматуру в форму
Собрать форму и установить на литьевую машину.
Произвести вспрыск расплава и выдержать деталь
под давлением и охлаждением по установленным режимам
Снять форму и перенести на рабочий стол.
Разобрать форму и извлечь деталь
Выколотка; разъемник БИ6935-3011
При необходимости установить деталь в
приспособление для правки. Приспособление для правки деталей ПУ- 552.
Проверить внешний вид деталей на соответствие
требованиям чертежа, ОСТ 92-1310-84.
Первую деталь предъявить на контроль мастеру и
оформить как «первую деталь», подтверждающую правильность установки режимов
литья и соответствия детали ОСТ92-1310-84.
Уложить деталь в тару.
2.Обеспечение технологического процесса на
примере литья под давлением пластмасс
.1 Расположение оборудования в производственном
помещении
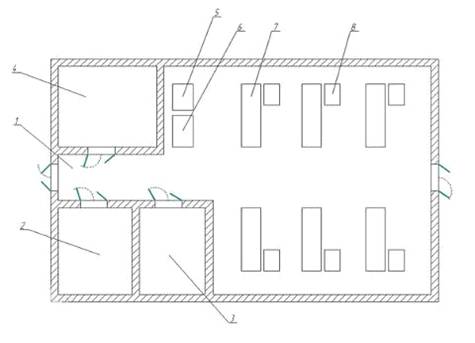
Схема 1. Расположение оборудования в
производственном помещении
|
1.Производственный
участок 2.Склад готовой продукции 3.Бюро инструментального хозяйства (БИХ)
4.Кладовая материала (склад сырья) 5.Компрессор 6.Электроустановка 7.Литейные
машины(Arburg, KUASY) 8.Рабочий стол литейщика.
|
|
|
Оборудование размещается с учетом технологического
процесса. Каждый оборудование установлено так, чтобы можно было свободно
подойти к нему. Между рядами оборудований широкие проходы и проезды. Около
оборудования или рабочего пространство для свободного передвижения, хранения
необходимых материалов до обработки и обработанных деталей.
Планировка рабочего предусматривает удобство
выполнения работы и обслуживания, экономию рабочих движений и производственной
площади.
При организации рабочего места размещено слева
от работающего то, что берет левой рукой, справа то, что берет правой, а то,
что берет двумя руками,- с той стороны оборудования, где находится.
Одним из основных факторов при проектировании,
планировке оборудования и рабочего места является такая организация
технологического процесса, при которой возможно последовательное расположение
операций.
Если трудоемкость операций на каком-либо
оборудовании или рабочем месте требует установки вторых однотипных оборудований
или рабочих мест, их нужно располагать по обе стороны конвейерной линии.
Проезды не загромождены штабелями или тележками.
Ширина главных проходов колеблется в пределах 2 - 3 м, второстепенных 1-2 м,
при этом имеют прямые проходы по всей длине цеха.
Оборудования расположены в светлой зоне
помещения, проходы и буферные склады - в более темной.
Нормальное расстояние от оборудования до стены
равно 1 м, но допускается и 0,7 м. .
Обычно оборудование располагают вдоль рядов
колонн. Очень удобно располагать оборудование и рабочие места так, чтобы
работающие в двух параллельных линиях были обращены лицом в разные стороны. На
каждые 50 м длины цеха необходим один поперечный сквозной проезд.
Перед тем как приступить к планировке
оборудования, нужно наметить тип застройки, количество этажей, пролет здания,
шаг колонны в продольном и поперечном направлениях. Нанеся продольные контуры
здания колонн, надо выделить проезды.
Имея расчетные данные по требующимся площадям
для межоперационных запасов, габарит каждого рабочего места и схему движения
собранных агрегатов и изделий, можно нанести графически поточные линии.
В процессе графического оформления планировки
намечают входы и выходы для людских и грузовых потоков, места для подъемников,
площадок эксгаустерных и вентиляционных установок, а также необходимые площади
обслуживающих помещений и буферных складов. Бытовые и конторские помещения
желательно помещать в отдельных пристройках к производственным цехам.
Важное условие рациональной эксплуатации
оборудования - правильное его размещение в производственном помещении.
Безопасность работы непосредственно связана с выполнением основных требований
по устройству, расположению и содержанию оборудования, в том числе и линий, в
производственных помещениях.[18]
Расстояние между оборудованием и элементами
зданий, а также между станками и их складочными местами соответствует нормам,
приведенным ниже:
Таблица 1
Расстояние между оборудованием и элементами
зданий, станками, соответствующие нормам
|
Расстояние
до стены, м
|
|
|
От
тыльной стороны станка(а)
|
0,6
|
|
От
боковой стороны станка(б)
|
0,6
|
|
От
продольной стороны складочного места(в)
|
1,0
|
|
Расстояние
между тыльной стороной станка и продольной стороной складочного места и
соседним станком, м (г)
|
1,0
|
|
Расстояние
между тыльными сторонами станков, м (д)
|
0,7
|
|
Расстояние
между торцовыми сторонами складочных мест и между торцами складочного места и
стеной при транспортировании деталей безрельсовыми тележками, м (е)
|
1,0
|
|
стороной
складочного места и соседним станком, м (г)
|
1,0
|
|
при
длине деталей более 2 м (1)
|
1,5
|
|
при
одностороннем движении тележек с подъемной платформой (для материалов всех
длин
|
2,0
|
Все оборудование в цехах располагаются в
соответствии с заранее разработанной планировкой, отвечающей требованиям
технологического потока.
.2 Безопасность конструкции основного
оборудования
Выбранное, основное
технологическое оборудование соответствует выбранной технологической схеме с
учётом особенностей переработки того или иного вида термопластов. К основному
оборудованию относится оборудование, оказывающее непосредственное воздействие
на материал в процессе получения готовых изделий. Таким оборудованием является
литьевая машина (Arburg)
Машины литья под давлением соответствуют
требованиям настоящего стандарта, а также ГОСТ 12.2.046.0-2004 «Оборудование
технологическое для литейного производства. Требования безопасности»[6].
Конструкция гидравлической системы обеспечена
возможностью эксплуатации машины при применении трудновоспламеняемой рабочей
жидкости по выбору изготовителя.
Разрешается устанавливать на машинах или вблизи
них аккумуляторы вместимостью одного баллона до 1,0 м ,
работающие под давлением до 20 МПа, и вместимостью до 0,2 м,
работающие под давлением до 32 МПа.
,
работающие под давлением до 20 МПа, и вместимостью до 0,2 м,
работающие под давлением до 32 МПа.
Гидравлическая и пневматическая система и
аккумуляторные установки снабжены манометрами для контроля давления. Манометры
установлены в удобных для наблюдения местах. На всех манометрах нанесена черта
по делению, соответствующему рабочему давлению в магистрали.
Все установки пневматических и гидравлических
систем снабжены таблицами, содержащими схемы трубопроводов, запорной,
распределительной и регистрирующей аппаратуры и приборов.
Детали крепления, находящиеся под
знакопеременной нагрузкой, снабжены устройствами против самоотвинчивания.
Машины снабжены предохранительными устройствами
исключающими: самопроизвольное перемещение механизмов неработающей машины;
перемещение в результате случайного внешнего воздействия; несовместимые
одновременные движения механизмов; перегрузки механизмов; начало закрытия
пресс-формы и продолжение рабочего цикла при незакрытом защитном ограждении
зоны пресс-формы; раскрытие пресс-формы в момент заполнения ее расплавом.[14]
Пульт управления машиной имеет световую
сигнализацию о готовности машины к заливке расплава. Конструкцией машины и
отдельных ее составных частей исключает возможность случайного прикасания к
частям электрических устройств, находящихся под напряжением. Включение
нескольких токоприемников силовых агрегатов одним пускателем не допускается.
Безопасности к зоне пресс-формы
Закрытие пресс-формы при ее креплении и наладке
осуществляется с пульта управления по принципу занятости двух рук рабочего,
если пульт управления расположен вблизи зоны расположения поверхностей
пресс-формы.
Машины оборудованы блокирующим устройством,
предотвращающим самопроизвольное возвратное закрытие пресс-формы в процессе ее
раскрытия, в открытом промежуточном ее положении или только при полном
раскрытии пресс-формы.
Блокирующее устройство представляет собой
самостоятельный узел машины, независимый от гидравлической и электрической системы
управления операцией запирания; имеет контроль собственной работы.
Зона пресс-формы на машине имеет защитные
ограждения со стороны оператора и с противоположной стороны. Защитные
ограждения обеспечивают безопасность работы обслуживающего персонала в рабочей
зоне машины и предохраняют от брызг расплава через плоскость разъема
пресс-форм.
Защитное ограждение со стороны оператора
подвижно, находиться в рабочем положении к началу закрытия пресс-формы имеет в
передней части блокирующее устройство для прекращения цикла работы машины и
возращения защитного ограждения в исходное положение при касании блокирующим
устройством препятствия во время перемещения защитного ограждения в рабочее
положение; имеет для пуска операции закрытия пресс-формы два концевых выключателя
с контролируемыми электросхемой функциями на протяжении каждого цикла работы
машины. В случае применения концевых выключателей с механическим воздействием
на них при рабочем положении защитного ограждения один выключатель нажат, а
другой в свободном положении; открывается после раскрытия пресс-формы и
блокировки механизма запирания от самопроизвольного закрытия пресс-формы. На
машинах допускается одновременное раскрытие защитного ограждения и пресс-формы,
а также на машинах допускается раскрытие защитного ограждения после достижения
прессующим плунжером конечного рабочего переднего положения. [16]
Безопасность к зоне механизма прессования
Заполнение пресс-формы расплавом начинают только
после полного запирания пресс-формы. Машина обеспечивает регулируемую скорость
прессующего плунжера в первой фазе прессования, не приводящую к выплеску
расплава
.3Агрегаты, находящиеся под давлением
Гидропривод предназначен для перемещения
подвижной плиты литьевой машины- термопластавтомата. В гидроприводе, содержащем
гидроцилиндр, штоковая полость которого через обратный клапан соединена с
магистралью давления, связанной с одними из входных каналов трехпозиционного
гидрораспределителя и управляющего золотника, выходными каналами сообщенного с
полостями управления трехпозиционного гидрораспределителя, в нейтральном
положении соединяющего полости гидроцилиндра с гидролинией слива, связанной со
вторыми входными каналами трехпозиционного гидрораспределителя и управляющего
золотника, трехпозиционный гидрораспределитель и управляющий золотник выполнены
одной схемы, а штоковая полость гидроцилиндра соединена с трехпозиционным
гидрораспределителем посредством обратного клапана с полостью управления,
связанной с одной из выходных гидролиний управляющего золотника и с одной из полостей
управления трехпозиционного гидрораспределителя. Технический результат -
повышение коэффициента унификации гидропривода, упрощение процесса его
комплектования за счет использования общераспространенных золотниковых
гидрораспределителей.
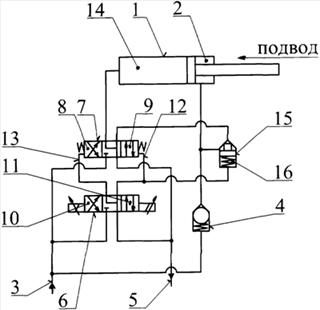
Схема № 2. Работа гидропривода
Гидропривод содержит гидроцилиндр 1 штоковая
полость 2 которого соединена с магистралью 3 давления посредством обратного
клапана 4. Гидролиния 5 слива соединена с одними из входных каналов управляющего
золотника 6 и трехпозиционного гидрораспределителя 7, со вторыми входными
каналами которых соединена магистраль 3 давления. Трехпозиционный
гидрораспределитель 7 и управляющий золотник 6, кроме нейтральной, имеют,
соответственно, позиции 8, 9 и 10, 11. Выходные каналы управляющего золотника 6
соединены с соответствующими полостями управления трехпозиционного
гидрораспределителя 7 каналами 12 и 13. Один из выходных каналов
трехпозиционного гидрораспределителя 7 связан с бесштокой полостью 14 гидроцилиндра
1, а второй - посредством обратного клапана 15 с его штоковой полостью 2. При
этом полость 16 управления обратного клапана 15 соединена с одним из выходных
каналов управляющего золотника 6 и одной из полостей управления
трехпозиционного гидрораспределителя 7.
Обеспечивая быстрый подвод подвижного узла
машины, например плиты с литьевой полуформой, и медленный отвод при
переключении трехпозиционного гидрораспределителя на дифференциальную схему
работы гидроцилиндра, данный гидропривод ввиду возможного засорения обратного
клапана, соединяющего магистраль давления со штоковой полостью гидроцилиндра,
не гарантирует ее надежного отключения в нейтральном положении трехпозиционного
гидрораспределителя, что недопустимо при отведенной литьевой полуформе - с
точки зрения соблюдения условий безопасности.
Обеспечивая быстрый подвод плиты с литьевой
полуформой и ее медленный отвод - за счет работы гидроцилиндра по
диффернциальной схеме его подключения, и при этом гарантируя надежность и
безопасные условия работы, данный гидропривод требует использования
трехпозиционных распределительных золотников специального исполнения.
Технической задачей изобретения является
повышение коэффициента унификации гидропривода.
Поставленная задача решается за счет того, что в
гидроприводе перемещения подвижного узла литьевой машины, содержащем
гидроцилиндр, штоковая полость которого через обратный клапан соединена с
магистралью давления, связанной с одними из входных каналов трехпозиционного
гидрораспределителя и управляющего золотника, выходными каналами сообщенного с
полостями управления трехпозиционного гидрораспределителя, в нейтральном
положении соединяющего полости гидроцилиндра с гидролинией слива, связанной со
вторыми входными каналами трехпозиционного гидрораспределителя и управляющего
золотника, трехпозиционный гидрораспределитель и управляющий золотник выполнены
одной схемы, а штоковая полость гидроциндра соединена с трехпозиционным
гидрораспределителем посредством обратного клапана с полостью управления,
связанной с одной из выходных гидролиний управляющего золотника и с одной из
полостей управления трехпозициционного гидрораспределителя.[15,4]
Гидропривод работает следующим образом.
В исходном положении управляющий золотник 6 и
трехпозиционный гидрораспределитель 7 находятся на показанном на чертеже
нейтральном положении, соответствующем отведенной плите. При этом бесштоковая
полость 14 гидроцилиндра 1 и полость 16 управления обратного клапана 15
соединены соответственно через трехпозиционный гидрораспределитель 7 и
управляющий золотник 6 с гидролинией 5 слива, а штоковая полость 2
гидроцилиндра 1 обратным клапаном 4 заперта. При включении управляющего
золотника 6 в позицию 11 рабочая жидкость из магистрали 3 давления по каналу 13
поступает в полость управления позицией 8 трехпозиционного гидрораспределителя
7, в которой магистраль 3 давления через обратный клапан 15 соединяется со
штоковой полостью 2 гидроцилиндра 1, а его бесштоковая полость 14 - с
гидролинией 5 слива. Таким образом, происходит быстрое перемещение подвижной
плиты в рабочее положение. Включением управляющего золотника 6 в позицию 10
рабочая жидкость из магистрали 3 давления по каналу 12 поступает в полость 16
управления обратного клапана 15, закрывая его, и полость управления позицией 9
трехпозиционного гидрораспределителя 7, в которой магистраль 3 давления
соединяется с бесштоковой полостью 14 гидроцилиндрва 1. При этом штоковая
полость 2 гидроцилиндра 1, при закрытом обратном клапане 15, сообщена через
обратный клапан 4 с магистралью 3 давления, а значит - с бесштоковой полостью
14, что соответствует дифференциальной схеме работы гидроцилиндра 1 и,
соответственно, режиму медленного отвода подвижной плиты. Гидропривод
возвращается в исходное положение. В случае засорения обратного клапана 4
рабочая жидкость из магистрали 3 давления через обратный клапан 15 (его полость
16 управления соединена с гидролинией 5 слива) и трехпозиционный
гидрораспределитель 7 попадает также в эту гидролинию, что гарантирует
стабильное нахождение подвижной плиты в исходном положении.
Таким образом, выполнение трехпозиционного
гидрораспределителя и управляющего золотника одной схемы и соединение штоковой
полости гидроцилиндра с трехпозиционным гидрораспределителем посредством
обратного клапана с полостью управления, соединенной с одной из выходных
гидролиний управляющего золотника и с одной из полостей управления
трехпозиционного гидрораспределителя, позволяет повысить коэффициент унификации
гидропривода, а значит, упрощает процесс его комплектования за счет
использования общераспространенных гидроаппаратов, производимых многими
фирмами.[21]
.4 Автоматизация производственного процесса
Основное направление автоматизации литья под
давлением - создание гибких, автоматически действующих систем машин - литейных
комплексов, позволяющих эффективно использовать такую технологию для получения
отливок не только в условиях массового, но и серийного производства.
Современные литейные комплексы литья под давлением позволяют автоматически
осуществлять все технологические операции процесса от заливки расплава в камеру
прессования до отделения литников и облоя от отливки.
Замена оператора автоматически действующими
механизмами, требует оснащения литейных комплексов средствами контроля
параметров технологического процесса, качества отливок и полноты выполнения отдельных
операций, использования программных средств и вычислительной техники,
обеспечивающих оперативную корректировку параметров и принятие решения о
возможности начала очередного цикла. Поэтому автоматизация литья под давлением
требует высокой надежности и стабильности выполнения отдельных операций
процесса, работы оснастки и машины, вспомогательных и устройств контроля и
регулирования параметров технологического процесса.
Автоматически действующие комплексы литья под
давлением условно можно разделить на три системы: машина для литья под
давлением; устройства для автоматизации манипуляторных и транспортных операций;
система управления качеством отливки, контроля, стабилизации и регулирования
параметров технологического процесса.
Автоматизация управления технологическим
процессом предназначена для стабильного получения отливок заданного качества,
повышения эффективности производства и является нижним уровнем АСУ ТП.
Для контроля параметров технологического
процесса, определяющих показатели качества отливки, машины литья под давлением
оснащают специальными датчиками.
Теория и практика литья под давлением
показывают, что наиболее существенными параметрами технологического процесса,
определяющими качество отливок при литье под давлением, являются: температура и
доза заливаемого сплава; температура пресс-формы; усилие запирания; скорость и
давление прессования; скорость нарастания давления при подпрессовке;
продолжительность выдержки отливки в пресс-форме; усилие съема отливки или
извлечения из нее стержней; темп работы, зависящий от длительности основных и
вспомогательных операций.
Температуру заливаемого сплава контролируют
термопарами в тигле автоматического дозирующего устройства или раздаточной
печи. Доза заливаемого сплава определяется точностью автоматического дозатора и
контролируется, чаще всего, по высоте пресс - остатка или перемещению пресс -
поршня.
Усилие запирания контролируют механическими,
индуктивными или тензометрическими датчиками, измеряющими деформацию колонн
машины на участке мерной длины. Такие датчики позволяют осуществить блокировку
механизмов машины и прервать выполнение последующих технологических операций,
если усилие запирания не соответствует требуемому.Для измерения скорости
прессования применяются датчики различных конструкций (реохордные, индуктивные,
импульсные и другие).Для измерения давления в гидросистеме механизма
прессования используют манометры (для измерения статического давления в
гидросистеме при настройке машины), надежные малоинерционные преобразователи
различных конструкций для регистрации изменения давления в гидросистеме в
течение всего рабочего цикла литейной машины.
Тепловые условия формирования отливки зависят не
только от температуры пресс-формы и заливаемого сплава, но и от темпа работы -
числа литейных циклов в единицу времени. Отклонения от заданного темпа работы
могут приводить к отклонению тепловых условий формирования отливки от их
оптимальных значений и требовать изменения других технологических параметров,
влияющих на качество отливок. Длительность технологического цикла контролируют
по сигналам, поступающим с тех же датчиков, которые используются, например, для
контроля скорости прессования.
Первичные преобразователи и приборы для контроля
параметров технологического процесса объединяют в измерительную систему,
которой оснащают машины для литья под давлением. Комплект преобразователей,
приборов, средств коммутации объединяют в стенды контроля технологических
параметров литья под давлением.
Системы контроля параметров технологического
процесса позволяют управлять качеством отливок на основе сопоставления
результатов контроля их качества и фактических параметров технологического
процесса, полученных с помощью систем контроля.
.5 Обеспечение электробезопасности
В соответствии с «Правилами устройства
электроустановок» производственные помещения данного предприятия относятся к
категории помещений с повышенной опасностью, так как в помещении токопроводящие
полы. Для обеспечения электробезопасности применяют следующие технические
способы и средства: защитное заземление, зануление; защитное отключение,
изоляция токоведущих частей, оградительные и блокировочные устройства.
Электрооборудование следует выбирать без
взрывозащиты, так как в производственном помещении при нормальной эксплуатации
опасные состояния не возникают.
Для предохранения от ожогов о нагретые
поверхности оборудования необходима тепловая изоляция аппаратов. Корпуса
смесителей изолируют слоем минеральной ваты и укрывают стеклотканью. Корпуса
аппарата полимеризации, экстрактора и сушилки изолируют слоем асбеста.
Технологический процесс ведётся в герметически
закрытом оборудовании (смесители, аппарат полимеризации, экстрактор, сушилка),
снабжённом приборами автоматического контроля.[22,3]
При поражении электрическим током необходимо:
быстро отключить рубильник или быстро отстранить
пострадавшего от соприкосновения с токоведущей частью;
чтобы, прервать ток, идущий через пострадавшего,
надо отстранить провод сухой палкой, сухой одеждой или каким-либо другим
предметом( не металлическим и не мокрым, не пропускающим ток);
при оказании помощи следует соблюдать
осторожность- не касаться проводов с поврежденной изоляцией и неисправных
приборов;
оказывающий помощь, особенно когда необходимо
коснуться тела пострадавшего, неприкрытого одеждой, должен надеть диэлектрический
перчатки, либо опустить рукав пиджака, либо использовать прорезиновую или
просто сухую материю.
.6 Пожарная безопасность
Важнейшим вопросом противопожарных мероприятий в
механическом цехе является пожарная профилактика, направляемая на предупреждение
возникновения пожаров. Она включает в себя большой комплекс мероприятий:
усиление бдительности к возникновению пожаров всех работающих в цехе, оснащение
пожарных постов необходимым пожарным инструментом и первичными средствами
пожаротушения, предотвращение распространения огня, устройство путей эвакуации
работающих в случае пожара.
Основными причинами возникновения пожаров и
связанных с ними несчастных случаев на производстве являются неосторожное
обращение с огнем, неисправность электрических сетей, нарушение требований при
эксплуатации электроустановок, машин и оборудования на производстве. Особенно
опасны пожары, связанные с применением электроэнергии, чаще всего они
происходят вследствие короткого замыкания, при перегрузке электросетей, а также
в тех случаях, когда остаются без надзора включенные в электросеть
электронагревательные приборы. Короткое замыкание в большинстве случаев
возникает по причине неисправности изоляции проводов, вызванной их длительной
эксплуатацией или механическим повреждением. Перегрузка электросети происходит
при включении в сеть электроустановок большей мощности, чем рассчитанная. Пожар
может также произойти от неисправности силового или осветительного
оборудования, повреждения проводов, повреждения трубопроводов с жидким и газообразным
топливом.[2]
Литейщик обязан соблюдать требования пожаро и
взрывобезопасности:
Запрещается:
Курить и пользоваться открытым огнем на рабочем
месте (курить разрешается только в специально отведенных и оборудованных для
этих целей местах);
Применять открытый огонь в пожароопасных местах;
Сушить одежду и обувь на нагревательных приборах
и трубопроводах системы отопления;
Загромождать проходы к первичным средствам
пожаротушения.
Литейщик обязан знать места нахождения первичных
средств пожаротушения и уметь правильно ими пользоваться.
Использованные обтирочные материалы и
промасленную ветошь необходимо убирать в металлические ящики с плотно
закрывающимися крышками.
В случае возникновения пожара необходимо:
отключить оборудование, сообщить о пожаре по телефону 01, указав точный адрес
очага возгорания, свою фамилию, номер телефона и приступить к тушению
подручными средствами или оповещению и эвакуации людей и ценного имущества. При
угрозе жизни и здоровья покинуть помещение.[6]
3.Анализ опасных и вредных производственных
факторов на рабочем месте
Опасным производственным фактором является
производственный фактор, воздействие которого на работающего в определенных
условиях приводит к травме или другому внезапному резкому ухудшению здоровья.
Вредным производственным фактором считается
производственный фактор, воздействие которого на работающего в определенных
условиях приводит к заболеванию или снижению работоспособности. В зависимости
от уровня и продолжительности воздействия вредный производственный фактор может
стать опасным.[23]
Характеристика опасных и вредных
производственных факторов на рабочем месте литейщика пластмассы на основании
проведенной Аттестации рабочих мест от 2012 года.
.Химический - повышенная запыленность и
загазованность воздуха рабочей зоны вредными газообразными веществами, а также
попадание в воздух рабочей зоны токсичных элементов. Литейщик использует
следующие материалы и сырье: полиамид и полиэтилен.
Таблица 2
Фактические и нормативные значения оцениваемых
параметров
|
Наименование
вещества
|
Фактическое
значение
|
Нормативное
значение
|
Класс
опасности
|
Класс
условий труда
|
Время
возд-я
|
|
Формальдегид,
мг/м3
|
<0,2
|
0,5
|
2
|
2
|
30
|
|
Углерод
оксид, мг/м3
|
<
60
|
20
|
4
|
3.3
|
30
|
|
Диметилбензол(смесь2-,3-,4-,
изомеров), мг/м3
|
<10,0
|
50
|
3
|
3
|
30
|
|
Среднесменные
значения концентрации
|
|
|
|
|
100
|
Воздух рабочей зоны вследствие несовершенства
технологических процессов практически всегда содержит вредные вещества. Источниками пылеобразования в литейных цехах являются:
переработка формовочных материалов, очистка литья, обдувка опок и литья сжатым
воздухом. Ведущими вредными веществами, выделяющимися при переработке
пластмассовых изделий, являются оксид этилена, формальдегид, окись углерода.
Вредное действие смеси летучих веществ оказывается значительно большим, чем
эффекты отдельных компонентов. Если не
принять должных мер, то пыль, попадая при дыхании вместе с воздухом, не
полностью удаляется из легких, а частично оседает в них, тем самым вызывая
легочные заболевания работающих. Было выявлено, что подавляющее большинство из
них оказывает токсическое и угнетающее действие в первую и главную очередь на
центральную нервную систему, вызывая депрессии, неврозы и др. психические
расстройства. [8]
2.Повышенный уровень шума на
рабочем месте.
Шумом называют комплекс звуков,
воспринимаемых органом слуха человека вне зависимости от характера и природы
возникновения. Величина шума характеризуется двумя показателями: уровнем
звукового давления и эквивалентным (по энергии) уровнем звука. Уровень
звукового давления является показателем постоянного шума на рабочем месте и
измеряется в децибелах (дБ). Эквивалентный уровень звука является показателем
прерывистого, импульсного шума на рабочем месте и измеряется в децибелах по
шкале «А» (дБА).
Основными источниками шума
внутри зданий и сооружений различного назначения и на площадках промышленных
предприятий являются машины, механизмы, средства транспорта и другое
оборудование.
В нашем случаем машина,
работающая под давлением, также издает шум. (гидрокомпрессор, механизмы,
которые двигаются и соприкасаются, а также при использовании сжатого воздуха,
он также издает шум) .
Таблица 3
Измеренные величины параметров шума на рабочем
месте
|
Наименование
рабочей зоны
|
Уровень
звука, дБ
|
Время
воздействия,%
|
|
Arburg
термопластавтомат
|
85
|
30
|
Таблица 4
Фактические и нормативные значения измеряемых
параметров
|
Фактор
|
Нормативное
значение
|
Фактическое
значение
|
Величина
отклонения
|
|
Эквивалентный
уровень звука,дБА
|
80
|
85
|
12
|
|
Максимальный
уровень шума,дБА
|
110
|
86
|
_
|
Длительное воздействие
интенсивного шума может вызывать понижение чувствительности слухового аппарата.
Через слуховую систему шум оказывает вредное влияние на весь организм и в
первую очередь на нервную систему человека. Интенсивный шум нередко вызывает у
людей головные боли, головокружение, чувство страха, неустойчивое эмоциональное
состояние. Под воздействием шума притупляется острота зрения, изменяется
артериальное давление. Иногда он является причиной бессонницы. Кроме того,
производственный шум мешает рабочему сосредоточиться при выполнении работы и
снижает его работоспособность.
3.Оценка световой среды
Таблица 5
Характеристика осветительного оборудования
(осветительных приборов)
|
Тип
светильников
|
Тип
ламп
|
Мощность
ламп, Вт
|
Высота
подвеса, м
|
Доля
негорящих ламп,%
|
|
Двухламповый
|
ЛЛ
|
40
|
6
|
40
|
Таблица 6
Фактические и нормативные значения измеряемых
параметров
|
Наименование
измеряемых параметров, рабочей поверхности
|
Фактическое
значение
|
Нормативное
значение
|
Класс
условий труда
|
Время
пребывания,%
|
|
Arburg
|
|
|
|
30
|
|
КЕО,%
|
>0,5
|
0,5
|
2
|
|
|
Освещенность
рабочей поверхности, лк
|
>239
|
200
|
2
|
|
|
Прямая
блескость
|
соответствует
|
Отсутствует
|
2
|
|
|
Коэффициент
пульсации,%
|
20
|
20
|
2
|
|
.Оценка микроклимата
Период года: теплый
Таблица 7
Фактические и нормативные значения измеряемых
параметров
|
Наименование
факторов
|
Фактическое
значение
|
Значение
по нормам
|
Класс
условий труда
|
Время
пребывания,%
|
|
Arburg
|
|
|
|
30
|
|
Температура
воздуха(h-0,1м),гр.С
|
26,8
|
18-27
|
2
|
|
|
Температура
воздуха(h-1,5 м).гр.С
|
27,0
|
18-27
|
2
|
|
|
Скорость
движения воздуха(h-0,1м),м/с
|
<0,05
|
0,2-0,4
|
1
|
|
|
Скорость
движения воздуха(h-1,5м), м/с
|
<0,05
|
0,2-0,4
|
1
|
|
|
Влажность
воздуха,%
|
42
|
15-60
|
1
|
|
Период года: холодный
Таблица 8
Фактические и нормативные значения измеряемых
параметров
|
Наименование
факторов
|
Фактическое
значение
|
Значение
по нормам
|
Класс
условий труда
|
Время
пребывания,%
|
|
Arburg
|
|
|
|
30
|
|
Температура
воздуха(h-0,1м),гр.С
|
21,4
|
17-23
|
2
|
|
|
Температура
воздуха(h-1,5 м).гр.С
|
21,6
|
2
|
|
|
Скорость
движения воздуха(h-0,1м),м/с
|
<0,05
|
0-0,2
|
1
|
|
|
Скорость
движения воздуха(h-1,5м), м/с
|
<0,05
|
0-0,2
|
1
|
|
|
Влажность
воздуха,%
|
30
|
15-75
|
2
|
|
5.Тяжесть труда. Осуществляет отливку деталей на
термопластавтоматах различного типа. Проводит доработку изделий при помощи
ручного слесарного инструмента. Переносит разовые тяжести до 7 кг. При
необходимости пользуется ручной грузовой тележкой.
Таблица 9
Фактические и нормативные значения параметров
|
Показатели
тяжести трудового процесса
|
Фактические
значения показателя
|
Предельно-допустимые
значения показателя
|
Класс
условий труда
|
|
1.Физическая
динамическая нагрузка (единицы внешней механической работы за смену, кг·м
|
|
|
|
|
1.1
При региональной нагрузке (с преимущественным участием мышц рук и плечевого
пояса) при перемещении груза на расстоянии 1м
|
До
1500
|
До
3000
|
1
|
|
1.2
При общей нагрузке
|
|
|
|
|
1.2.1
При перемещении груза на расстоянии от 1 до 5 метров
|
До
10000
|
До
15000
|
1
|
|
1.2.2При
перемещении груза на расстояние более 5 м
|
Не
характерен
|
До
28000
|
1
|
|
2.Масса
поднимаемого и перемещаемого груза вручную, кг.
|
|
|
|
|
2.1
Подъем и перемещение (разовое) тяжести при чередовании с другой работой (до
2-х раз в час)
|
До
5
|
До
10
|
2
|
|
2.2
Подъем и перемещение тяжести постоянно в течение рабочей смены
|
До
2
|
До
7
|
1
|
|
2.3
Суммарная масса грузов, перемещаемых в течение каждого часа смены
|
|
|
|
|
2.3.1
С рабочей поверхности
|
До
250
|
До
150
|
2
|
|
2.3.2
С пола
|
Не
характерно
|
175
|
1
|
|
3.Стереотипные
рабочие движения
|
|
|
|
|
3.1
При локальной нагрузке
|
Не
характерен
|
До
40000
|
1
|
|
3.2
При региональной нагрузке
|
До
10000
|
До
20000
|
1
|
|
4.Статическая
нагрузка- величина статической нагрузки за смену при удержании груза,
приложений усилий, кгс·с
|
|
|
|
|
4.1
Одной рукой
|
До
11000
|
До
20000
|
1
|
|
4.2
Двумя руками
|
До
20000
|
До
42000
|
1
|
|
4.3
С участием мыщц корпуса и ног
|
До
26000
|
До
60000
|
1
|
|
5.Рабочая
поза
|
Нахождение
в позе стоя до 70%
|
Периодическое,
до 25% времени смены нахождение в неудобной(работа с поворотом туловища,
неудобным размещением конечностей и др.)или фиксированной позе. Нахождение в
позе стоя до 60% времени смены
|
3.1
|
|
6.Наклоны
корпуса
|
|
|
|
|
Наклоны
корпуса (вынужденные более 30º),количество за смену
|
до
100
|
51-100
|
2
|
|
7.Перемещение
в пространстве, обусловленные технологическим процессом, км
|
|
|
|
|
7.1
По горизонтали
|
До
4
|
До
8
|
1
|
|
7.2
По вертикали
|
Не
характерен
|
До
2,5
|
1
|
6.Оценка по показателям напряженности трудового
процесса
Таблица 10
Оценка по показателям напряженности трудового
процесса
|
Показатели
напряженности трудового процесса
|
Класс
условий труда
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Интеллектуальнее
нагрузки
|
|
|
1.1Содержание
работы
|
|
+
|
|
|
|
|
|
|
1.2Восприятие
сигналов
|
|
+
|
|
|
|
|
|
|
1.3Распределение
функций по степени сложности задания
|
|
+
|
|
|
|
|
|
|
1.4Характер
выполняемой работы
|
|
+
|
|
|
|
|
|
|
2.Сенсорные
нагрузки
|
|
|
2.1Длительность
сосредоточенного наблюдения
|
+
|
|
|
|
|
|
|
|
2.2
Плотность сигналов (световых, звуковых) и сообщений в среднем за 1 час работы
|
+
|
|
|
|
|
|
|
|
2.3
Число производственных объектов одновременного наблюдения
|
+
|
|
|
|
|
|
|
|
2.4
Размер объекта различения при длительности сосредоточенного внимания (процент
от времени смены)
|
+
|
|
|
|
|
|
|
|
2.5
Работа с оптическими приборами (микроскоп, лупа и т.п.) при длительности
сосредоточенного наблюдения (процент от времени смены)
|
+
|
|
|
|
|
|
|
|
2.6
Наблюдение за экраном видеотерминала (ч в смену)
|
+
|
|
|
|
|
|
|
|
2.7
Нагрузка на слуховой анализатор
|
+
|
|
|
|
|
|
|
|
2.8
Нагрузка на голосовой аппарат (суммарное количество часов наговариваемых в
неделю)
|
+
|
|
|
|
|
|
|
|
3.Эмоциональные
нагрузки
|
|
|
3.1Степень
ответственности за результат собственной деятельности, значимость ошибки
|
+
|
|
|
|
|
|
|
|
3.2
Степень риска для собственной жизни
|
+
|
|
|
|
|
|
|
|
3.3
Ответственность за безопасность других лиц
|
+
|
|
|
|
|
|
|
|
3.4
Количество конфликтных производственных ситуаций за смену
|
+
|
|
|
|
|
|
|
|
4.Монотонность
нагрузок
|
|
|
4.1
Число элементов (приемов), необходимых для реализации простого задания или
многократно повторяющихся операций
|
+
|
|
|
|
|
|
|
|
4.2
Продолжительность (с) выполнения простых производственных заданий или
повторяющихся операций
|
+
|
|
|
|
|
|
|
|
4.3
Время активных действий (в процентах к продолжительности смены)
|
+
|
|
|
|
|
|
|
|
4.4
Монотонность производственной обстановки (время пассивного наблюдения за
ходом техпроцесса, в процентах от времени смены)
|
+
|
|
|
|
|
|
|
|
5.Режим
работы
|
|
|
5.1Фактическая
продолжительность рабочего дня
|
|
+
|
|
|
|
|
|
|
5.2
Сменность работы
|
|
+
|
|
|
|
|
|
|
5.3
Наличие регламентированных перерывов и их продолжительность (без учета
обеденного перерыва)
|
|
+
|
|
|
|
|
|
|
Количество
показателей в каждом классе
|
16
|
7
|
0
|
0
|
0
|
0
|
0
|
|
Общая
оценка напряженности труда
|
|
+
|
|
|
|
|
|
|
Факторы
|
Классы
условий труда
|
|
Оптимальный
|
Допустимый
|
Вредный
|
Опасный
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Химический
|
|
|
|
|
+
|
|
|
|
Шум
|
|
|
+
|
|
|
|
|
|
Инфразвук
|
|
+
|
|
|
|
|
|
|
Вибрация
локальная
|
+
|
|
|
|
|
|
|
|
Микроклимат
|
|
+
|
|
|
|
|
|
|
Освещение
|
|
+
|
|
|
|
|
|
|
Тяжесть
труда
|
|
|
+
|
|
|
|
|
|
Напряженность
труда
|
|
+
|
|
|
|
|
|
|
Итого
|
1
|
3
|
2
|
0
|
1
|
0
|
|
|
Общий
класс условий труда
|
3.3
|
Таблица 11Оценка условий труда литейщика
пластмассы
Таким образом, оценка условий труда на рабочем
месте литейщика пластмассы составила - 3.3.
4. Разработка плана мероприятий по улучшению
условий труда литейщика пластмассы
При проведении аттестации рабочих мест по
условиям труда были выявлены следующие неблагоприятные факторы:
химический фактор( запыленность и загазованность
воздуха рабочей зоны)
повышенный уровень шума
тяжесть трудового процесса.
вредный труд литейщик вентиляция
4.1 Технические мероприятия
Для улучшения воздуха рабочей зоны от повышенной
запыленности и загазованности.
.Внедрить местную приточно-вытяжную вентиляцию,
обеспечивающую нормальные метеорологические условия и снижающей до минимума
запыленность и загазованность воздуха в цехе.
Для создания воздухообмена между производственным помещением и наружной
атмосферой, воздух помещения удаляется, а в помещение вводится свежий воздух, в
ряде случаев после его предварительной обработки: увлажнения, очистки от пыли,
нагревания в холодный период года, охлаждения в жаркий.
Расчет приточной- вытяжной вентиляции для
удаления избыточных газов и пыли
Исходные данные параметров испарения
Площадь
рабочего места 8 м2
коэффициент
потерь герметичности 0,30%
коэффициент
запаса оборудования1,20
рабочее
давление в оборудовании2·105Н/м2
давление
в рабочем помещении1·105Н/м2
внутренний
объем оборудования и трубопроводов7,0 м3
плотность
выделяемых паров и газов0,95 кг/м3
содержание
вещества в подаваемом воздухе0,0
Количество
выделяемой в помещении влаги0,05кг/ч
Объем воздуха, необходимый для удаления паров:
 , м
, м /ч,
/ч,
=0,05·103:[(3,5-1,7)·1,197]=23 м2
где W - количество выделяющейся в
помещение влаги, кг/ч;
 - количество водяных паров в
удаляемом из помещения воздухе и в воздухе, поступающем в помещение, г/кг;
- количество водяных паров в
удаляемом из помещения воздухе и в воздухе, поступающем в помещение, г/кг;
 - плотность воздуха при данной
температуре, кг/м.
- плотность воздуха при данной
температуре, кг/м.
Плотность воздуха  при
температуре 22 оС и давлении вычисляется по формуле:
при
температуре 22 оС и давлении вычисляется по формуле:
 ,
,
=1,197·922:[1+(-0,00367)·22]=1,20
кг/м3
где  - плотность воздуха при t=22 oС и
давлении Н=922 мм Hg;
- плотность воздуха при t=22 oС и
давлении Н=922 мм Hg;
 - 0,00367 град
- 0,00367 град -
коэффициент расширения воздуха при постоянном давлении.
-
коэффициент расширения воздуха при постоянном давлении.
. Влага и различные газы, выделяемые
через неплотности в различных соединениях оборудования. В этом случае
количество влаги, пыли и газов вычисляется по формуле:
 , кг/ч,
, кг/ч,
=10-2·0,30·1,20·(2·105/1·105)·7·0,95=0,0478
где  - коэффициент, учитывающий часовые
потери герметичности, %;
- коэффициент, учитывающий часовые
потери герметичности, %;
 - коэффициент запаса, определяющий
состояние оборудования
- коэффициент запаса, определяющий
состояние оборудования
Р - рабочее давление в оборудовании,

 - давление в рабочем помещении, ;
- давление в рабочем помещении, ;
 - внутренний суммарный объем всего
оборудования и коммуникаций, установленных в данном рабочем помещении,
- внутренний суммарный объем всего
оборудования и коммуникаций, установленных в данном рабочем помещении, 
 - плотность паров и газов,
выделяющихся через уплотнения, кг/м
- плотность паров и газов,
выделяющихся через уплотнения, кг/м
. Влага, выделяемая хранящейся
остывающей готовой продукцией .
 кг/ч,
кг/ч,
=7500·2,5%·7=1312,5
где  =7500 - суточная производительность
завода;
=7500 - суточная производительность
завода;
 = 2,5%;
= 2,5%;
Т =7- продолжительность работы
предприятия ч.
Окончательным результатом расчета
является величина кратности воздухообмена N, определяется отношением объема
воздуха, необходимого для удаления влаги  , к объему рабочего помещения
, к объему рабочего помещения  :
:
 , 1/ч=1312,5+0,0478=1312,55=23/7=
3,2.
, 1/ч=1312,5+0,0478=1312,55=23/7=
3,2.
Рассчитав параметры испарения, мы
можем выбрать соответствующую приточно-вытяжную вентиляцию. Мной предложен
вариант приточно-вытяжной установки вентиляции Electrolux EPVS-200, т.к. она
более соответствует расчетным параметрам и наиболее эффективна к работе.[19]
Приточно-вытяжная вентиляция
Electrolux EPVS-200. Принцип работы:
Система может работать в реверсивном
режиме с рекуперацией тепла или в режимах вытяжки или притока воздуха. цикл.
Загрязненный воздух вытягивается из помещения и проходя через керамичес кий
рекуператор тепла, постепенно нагревает его, отдавая до 93% своего тепла. Через
определенное время керамический рекуператор нагревается и система автоматически
переключается в режим притока воздуха.цикл. Свежий, но холодный воздух с улицы
проходя через керамический рекупера тор тепла подогревается до температуры не
менее, чем 14°С. Когда рекуператор остывает, вентилятор снова переключается в
режим вытяжки воздуха и цикл повторяется. Переключение между режимами «приток»
и «вытяжка» происходит каждые 45 секунд (при монтаже Системы этот интервал
настраивается в диапазоне от 30 до 90 секунд).
.Установка сорбционно-каталитической
очистки "СТОПКР-1,5-0,5"
ТУ 3646-004-83782690-2009.
Принцип работы установки
сорбционно-каталитической очистки и местной приточно-вытяжной вентиляции
направлен на улучшение воздуха рабочей зоны. Она наиболее эффективна и подходит
для работы в цехе.
Назначение:
Очистка воздуха внутри помещений от
вредных газообразных веществ - фенолов, формальдегида, ароматических
углеводородов, сероводорода, меркаптанов, аммиака, оксида углерода и др.
Устанавливается в помещениях с уже имеющейся общеобменной вентиляцией или без
неё.
Таблица 12
|
Состав
и технические характеристики установки Сорбционно-каталитический реактор
(СКР) 2 кассеты Сорбент-катализатор
разложения вредных соединений 50 литров Фильтр 1 шт. Плазмохимический
реактор (ПХР) 1 шт. Вентилятор
1 шт. Агрегат
питания 1 шт.
|
|
Технические
характеристики Производительность
по воздуху до 1500 м³/час Энергопотребление
0.5 кВт/час Габариты
(ДШВ) 505 х 630 х 1300 мм Степень очистки от газообразных
загрязнителей 60-85% Стоимость
оборудования (без НДС) 130 000 руб.
|
Грязный воздух забирается снизу установки,
проходит очистку и выбрасывается в верхней части установки.
Установка "СТОПКР-1,5-0,5" может
производить очистку воздуха внутри цеха, работая на рециркуляцию воздуха, или
может выбрасывать воздух наружу(но для этого установку необходимо
доукомплектовать воздуховодами).
Также установку можно использовать в качестве
источника озона при обработке цеха воздуха без присутствия людей (например, в
ночное время) для подавления микроорганизмов - источника запахов.
Для перевода установки в режим озонирования
необходимо извлечь из корпуса кассеты с сорбентом-катализатором и установить
реле времени на необходимое время обработки. Время экспозиции подбирается
пошагово, опытным путём. Время разрушения озона (О3) до кислорода воздуха (О2)
в летнее время - 1 час, зимой - около 2 часов. Установка очистки
"СТОПКР-1,5-0,5" не требует постоянного технического обслуживания,
работает в автоматическом режиме.
Корпус установки снабжён для удобства
перемещения колёсами. Корпус может устанавливаться как вертикально, так и
горизонтально, а также может состыковываться с воздуховодами.
По необходимости дополнительно установка
доукомплектовывается вентиляционными переходами на диаметры требуемых
воздуховодов.

Рисунок1. Установка сорбционно-каталитической
очистки "СТОПКР-1,5-0,5"
Так как принцип работы установки
сорбционно-каталитической очистки и местной приточно-вытяжной вентиляции
направлен на улучшение воздуха рабочей зоны, мною был сделан анализ по
экономичности и эффективности.
Проведенный мной анализ показал, что затраты на
приобретение и установку окупятся за 1 год, а срок эксплуатации - 15 лет.
Таблица 13
Сравнительный анализ установок
|
Установка
сорбционно-каталитической очистки "СТОПКР-1,5-0,5"
|
Приточно-вытяжная
вентиляция Electrolux EPVS-200
|
|
Стоимость
|
130
000 рублей
|
15
140рублей
|
|
Срок
полезного использования
|
15
лет
|
6,5
лет
|
|
Режим
работы
|
1.Производит
очистку воздуха внутри помещения, работает на циркуляцию воздуха. 2.Может
выбрасывать воздух наружно 3.Переевезти в режим озонирования.(для подавления
микроорганизмов и запаха).Производится без присутствия людей (летом -1 час,
зимой-2 часа)
|
1.Вытяжка
запыленного и загазованного воздуха 2.Приток свежего воздуха
|
|
Степень
очистки от газообразных загрязнителей
|
70-95
%
|
60-80%
|
|
Удобство
в применение
|
Можно
передвигать установка, т к она оснащена колесами и малогабаритна.
|
Находится
над оборудованием
|
Таким образом, данная вентиляция наиболее
экономична, установка эффективна.
Мероприятия для
улучшения параметров шума:
. Эффективным мероприятием по
борьбе с шумом является снижение его в источнике образования, т. е. в машинах,
механизмах . Для снижения шума в источнике необходимо применить принудительную
смазку и прокладочные материалы.
Смазка castrol grease lm2.
Нефтяные масла используют для
производства смазок общего назначения, работоспособных в интервале температур
от -60 до 150° С. Смазочные свойства смазки и способность выдержать нагрузки
зависит от густоты базового масла. С помощью промывочной установки определяется
стабильность смазки под воздействием потока воды. Смазка применяется для
уменьшения трения в движущихся механизмах. Смазка применяется при механической
обработке конструкционных и других материалов на станках. У многих смазок после
интенсивного деформирования меняются свойства.
Мероприятия по снижению трудового процесса
Предлагаю :
.Повышения уровня автоматизации и механизации,
для перемещения и изъятия деталей с пресс-формы. Современный технологический
прогресс обусловил быстрые темпы роста автоматизации производств. Роботы в наши
дни - это неотъемлемая часть практически любого промышленного сектора.
Установленные в комплексе с литьевым оборудованием AlfaRobot серии Phoenix, они
выполняют спектр поставленных задач ТПА с различными усилиями смыкания:
установку закладных элементов в литьевую форму, съем готовых изделий из
пресс-формы, транспортировку и укладку готовых изделий. Используя системы
автоматизации литья мы получим:
высокий коэффициент использования ТПА
высокую скорость отработки цикла
стабильность циклов
низкий коэффициент брака
отсутствие несчастных случаев
Роботы с поворотными манипуляторами
Высокая производительность и скорость наряду с
непревзойденной устойчивостью и долговечностью - ключевые качества, благодаря
которым роботы с поворотными манипуляторами серии Phoenix идеально подходят для
удаления литников и мельчайших деталей из пресс-форм литьевых станков с усилием
смыкания от 15 до 300 тонн.
Роботы с поворотными манипуляторами серии
Phoenix оснащаются четырьмя осями перемещения и мощными пневматическими
приводами. За счет движения по оси «X» литники/детали качественно извлекаются
из пресс-формы. Посредством перемещения по вертикальной оси (Y) литники/детали
после выемки поднимаются над пресс-формой. За счет перемещения по поворотной
оси (Z) манипулятор перемещается за пределы защитной дверцы наружу литьевого
станка, где литники/детали опускаются за счет выдвижения манипулятора вперед.
Кроме того, благодаря наличию оси поворота запястья манипулятора, захват,
установленный на конце, может свободно вращаться, что обеспечивает точную
укладку литников/деталей во избежание загрязнения рабочей зоны.

Рисунок 2.
AlfaRobotа серии
Phoenix.
Таблица 14
Сравнительный анализ после внедерения AlfaRobotа
серии Phoenix.
|
До
|
После
|
|
Возможно
падение деталей: невозможность применения в дальнейшем эту деталь повлечет
прижатие , ушиб, укол
|
Исключает
такую возможность
|
|
Возможность
получить травму острыми кромками, заусенцами и шероховатостью на поверхности
|
|
|
Возможность
попадания в глаз отлетающие пластмассовые частицы(литники/облой)
|
|
|
Возможность
получить ожог, из-за всплеска горячей жидкости
|
|
.2 Обеспечение СИЗ
.При работе с повышенной загазованностью и
запыленностью воздуха в качестве средств индивидуальной защиты предлагаю
использовать респираторы.
)Респиратор ЗМ 9914. Фильтрующий материал нового
типа повышает степень защиты и снижает сопротивление дыханию. Респиратор
оснащен запатентованным компанией 3М клапаном выдоха. Степень защиты: от
аэрозолей - FFP1 (до 4 ПДК), от органических паров - в пределах ПДК.
)Респиратор "У-2К" предназначен для
индивидуальной защиты органов дыхания человека от различных видов пыли и
аэрозолей, присутствующих в воздухе. Рекомендуется использовать для выполнения
работ средней степени тяжести, в различных климатических зонах в диапазоне
температур от -10°С до +35°С и относительной влажности до 98% с концентрацией
аэрозоля в воздухе не более 100 мг/м3. Выполнен в виде фильтрующей полумаски, с
двумя клапанами вдоха и одним клапаном выдоха. Плотное прилегание респиратора к
лицу достигается регулируемым оголовьем и носовым зажимом. КЛАСС ЗАЩИТЫ - FFP1.
) Противопылевой респиратор «Бриз-1»
предназначен для защиты органов дыхания от различных видов аэрозолей и пыли.
Состав.Респиратор "Бриз-1"
представляет собой трехслойную фильтрующую полумаску. Наружный слой
углеродосодержащего материала, под которым находится фильтрующий материал их
ультратонких полимерных волокон. Одновременно специальный дополнительный
сорбирующий слой снижает раздражающие действия кислых газов, поглощает пары
неприятно пахнущих органических веществ и растворителей при наличии их в
атмосфере не выше одной предельно допустимой концентрации(1ПДК). Респиратор
имеет носовой зажим в виде аллюминивой пластинки, а также регулируемое оголовье
из резиновой ленты.
Технические характеристики. Респиратор
рекомендуется применять при концентрации пыли не более 100 мг/м3. Рабочий
интервал температур от 0 до +500С..Начальное сопротивление постоянному воздуху
при объемном расходе 30 дм3 /мин., Па, не более : - на вдохе - 50, на выдохе -
60. Масса респиратора - 14 г.Гарантийный срок хранения - 3 года.
2.В качестве индивидуальных
средств защиты от воздействия производственного шума используют противошумные
наушники.
) Наушники противошумные СОМЗ-1
"Ягуар" - наушники состоят из: пружинящего регулируемого оголовья для
равномерного распределения давления на голову; пружинящего мягкого
амортизирующего крепления; двух пластмассовых чашек; двух амортизаторов;
звукопоглощающих вкладышей. Конструкция модели позволяет подогнать наушники по
голове пользователя и обеспечивает плотное прилегание. Наушники обладают
избирательным поглощением уровня шума, защищают от производственного шума, но
дают возможность различать речь и сигналы опасности. Высокоэффективная, легкая,
удобная модель СОМЗ-1 обеспечивает удобство эксплуатации за счет
сбалансированного по усилию прижатия оголовья, мягких амортизирующих креплений
между оголовьем и чашками, пластмассовых чашек, мягких амортизаторов и
звукопоглощающих вкладышей. Такая конструкция дает возможность ношения
наушников без утомления в течение всей рабочей смены. Звукопоглощающие вкладыши
легко достаются и промываются мыльно-щелочным раствором.
2) Противошумные наушники Кларити С1
- средства защиты органов слуха <http://unionalls.ru/%D0%A1%D1%80%D0%B5%D0%B4%D1%81%D1%82%D0%B2%D0%B0_%D0%B7%D0%B0%D1%89%D0%B8%D1%82%D1%8B_%D0%BE%D1%80%D0%B3%D0%B0%D0%BD%D0%BE%D0%B2_%D1%81%D0%BB%D1%83%D1%85%D0%B0>
с избирательным шумоподавленем без применения электроники. Наушники
обеспечивают фильтрацию шумов на частотах, оказывающих вредное воздействие,
пропуская звуки предупреждающих сигналов и речи человека.
Характеристика
Максимальная защита и
непревзойденный комфорт с запатентованной технологией Air Flow Control™
Обеспечивают фильтрацию шумов на
частотах, оказывающих вредное воздействие, пропуская звуки предупреждающих
сигналов и речи человека.
Запатентованная технология
избирательного шумоподавления без применения электроники. Наушники позволяют
общаться даже в самых шумных производственных условиях.
Не допускают изоляции рабочих от
окружающей среды, повышают общую безопасность на рабочем месте.
Диэлектрические наушники подходят
для любых рабочих мест, рекомендуются для безопасной работы в
электроустановках.
Равномерное распределение давления
обеспечивает наилучший комфорт для длительного ношения.
Наушники позволяют избежать вредного
воздействия чрезмерной защиты органа слуха, поскольку обеспечивают оптимальное
шумоподавление.
Телескопическая регулировка прочного
пластикового оголовья.
Двухуровневое оголовье имеет
вентилируемый слой, не препятствующий доступу воздуха к коже головы, что
гарантирует комфорт при длительном ношении.
Акустическая эффективность: 25 дБ
) Наушники 3М 1435 обеспечивают
высокий комфорт и плотное прилегание, оснащены вкладышами, предоставляющими
максимально пространство для ушей. SNR=25 дБ.
.3 Медико-профилактические
мероприятия
Рекомендуется планировать следующие
мероприятия:
проведение медицинских осмотров
согласно приказу от 12 апреля 2011 года № 302н «Об утверждении перечней вредных
и (или) опасных производственных факторов и работ, при выполнении которых
проводятся предварительные и периодические медицинские осмотры (обследования),
и Порядка проведения обязательных предварительных и периодических медицинских
осмотров (обследований) работников, занятых на тяжелых работах и на работах с
вредными и (или) опасными условиями труда»
Согласно этому приказу литейщик
пластмассы обязан проходить медосмотр 1 раз в год у следующих специалистов:
оториноларинголог, дерматовенеролог, невролог, хирург , офтальмолог ,
стоматолог ,уролог.
ввод в эксплуатацию новых или
расширение существующих помещений гардеробных, душевых, умывальных, помещений
для личной гигиены женщин, комнат отдыха, уголков отдыха, помещений для
обогрева и охлаждения работников, стационарных или передвижных столовых, комнат
приема пищи, комнат по очистке и ремонту средств индивидуальной защиты,
сушилок, тепловых переходов, тамбуров, бань и других объектов;
внедрение оптимальных режимов труда
и отдыха;
установку различного медицинского
процедурного оборудования, оборудования спортивных залов и площадок;
внедрение производственной
гимнастики;
оборудование домов и баз отдыха,
поликлиник при организации и другие мероприятия. [10]
Оптимизация режимов труда и отдыха.
Оптимальная длительность одного
перерыва для большинства работ составляет 10-15 минут. Перерыв на обед
целесообразно делать в середине рабочего дня, как правило, через четыре часа
после начала работы, а его нормальная продолжительность должна составлять 40-60
минут. Время отдыха должно быть наиболее рационально использовано. Для работ
интенсивной и нормальной тяжести наиболее эффективен активный отдых, связанный
с переменой вида деятельности переключением нагрузки.
.4 Организационно- правовые мероприятия
обучение и проверка знаний по охране
труда в соответствии с постановлением Минсоцтруда от 13 января 2003г 1/29.
обучение работников безопасным
методам(ГОСТ 12.0.004-90-ССБТ)
организация кабинетов, приобретение
оборудований и приборов.
разработка и утверждений инструкций,
приобретение литературы.
Заключение
В данной работе было рассмотрено
рабочее место литейщика пластмассы на предприятии ОАО «ИМЗ «Аксион-Холдинг».
В ходе выполнения работы был изучен
технологический процесс, его безопасность на рабочем месте, а также специальная
оценка условий труда. Подкласс условий труда составил 3.3.Проанализировав
таблицу, можно сказать, что вредными производственными факторами являются:
Химический
Шум
Тяжесть трудового процесса.
Необходима разработка мероприятий по
улучшению условий труда. Для улучшения условий труда предложены следующие
мероприятия:
внедрить местную приточно-вытяжную
вентиляцию
установить сорбционно - каталическую
очистку «СТОПРКР-1,5-1,5», согласно ТУ 3646 004 83782690 2004.
применить принудительную смазку и
прокладочные материалы
установить в комплекс с литьевым
оборудованием AlfaRobot серии Phoenix
приобретение СИЗ.
После реализации мероприятий
предполагаются следующие результаты .
Таблица 15
Специальная оценка условий труда литейщика пластмассы
|
Факторы
|
Классы
условий труда
|
|
Оптимальный
|
Допустимый
|
Вредный
|
Опасный
|
|
1
|
2
|
3.1
|
3.2
|
3.3
|
3.4
|
4
|
|
Химический
|
|
|
+
|
|
|
|
|
|
Шум
|
|
+
|
|
|
|
|
|
|
Инфразвук
|
|
+
|
|
|
|
|
|
|
Вибрация
локальная
|
+
|
|
|
|
|
|
|
|
Микроклимат
|
|
+
|
|
|
|
|
|
|
Освещение
|
|
+
|
|
|
|
|
|
|
Тяжесть
труда
|
+
|
|
|
|
|
|
|
|
Напряженность
труда
|
|
+
|
|
|
|
|
|
|
Итого
|
2
|
5
|
1
|
0
|
0
|
0
|
|
|
Подкласс
условий труда
|
3.1
|
|
Дополнительный
тариф взносов в ПФР
|
2%
|
Проанализировав таблицу, можно сказать, что
данные мероприятия улучшили класса труда.
Таким образом, специальная оценка условий труда
на рабочем месте литейщика пластмассы составила - 3.1/2%
Вследствие внедрения данных мероприятий снизятся
выплаты предприятия работникам за вредные условия труда, что приведет к
приросту прибыли предприятия в результате экономии на компенсационных выплатах
за вредные условия труда.
Список литературы
.Трудовой
кодекс Российской Федерации: Федеральный закон от 30 декабря 2001 г. № 197-ФЗ.
.
Постановление Минтруда РФ от 21.03.97 №14 «Об утверждении правил по охране
труда в литейном производстве».
.Постановление
от 24 апреля №16 «Правила безопасности в литейном производстве».
.
Постановление Госгортехнадзора РФ от 11.06.2003 № 91 «Об утверждении правил
устройства и безопасной эксплуатации сосудов, работающих под давлением».
.
Приказ Минздравсоцразвития РФ от 1 октября 2008 г. N 541н «Об утверждении
типовых норм бесплатной выдачи сертифицированных специальной одежды,
специальной обуви и других средств индивидуальной защиты работника сквозных
профессий и должностей всех отраслей экономики, занятым на работах с вредными и
(или) опасными условиями труда, а также выполняемых в особых температурных
условиях или связанных с загрязнением».
.
ГОСТ 12.3.002 - 75 ССБТ. Процессы производственные. Общие требования
безопасности.
.
СанПиН 2.2.4.548 - 96. Гигиенические требования к микроклимату производственных
помещений.
.
Руководство по гигиенической оценке факторов рабочей среды и трудового
процесса. Критерии и классификация условий труда. Руководство Р 2.2.2006 - 05.
.
Постановление Минтруда РФ от 20.02.2004 N 20 об утверждении
единого
тарифно-квалификационного справочник работ и профессий рабочих, выпуск 27,
раздел "Производство полимерных материалов
и
изделий из них"
.
Приказ от 12 апреля 2011 года № 302н «Об утверждении перечней вредных и (или)
опасных производственных факторов и работ, при выполнении которых проводятся
предварительные и периодические медицинские осмотры (обследования), и Порядка
проведения обязательных предварительных и периодических медицинских осмотров
(обследований) работников, занятых на тяжелых работах и на работах с вредными и
(или) опасными условиями труда»
.
Постановление Минтруда РФ, Минобразования РФ от 13.01.2003 N 1/29 "Об
утверждении Порядка обучения по охране труда и проверки знаний требований
охраны труда работников организаций"
.
ГОСТ 12.0.004-90 ССБТ Организация обучения безопасности труда. Общие положения.
13. Бортников В.Г. Производство изделий из пластических масс:
Учебное пособие для вузов в трех томах. Том 1. Теоретические основы
проектирования изделий, дизайн и расчет на прочность. Казань: Изд-во “Дом
Печати”. 2001. 246 с.
. Макаров В.Г., Коптенармусов В.Б. Промышленные термопласты:
Справочник. М.: АНО “Издательство “Химия”, “Издательство “КолоС”, 2003. 208 с.
. Литвинец Ю.И. Основы материальных расчетов и выбора
оборудования для переработки пластических масс литьем под давлением: Метод.
указ. к практ. занятиям, курс. и диплом. проектированию. Екатеринбург: УГЛТА,
2001. - 44 с.
. Лейкин Н.Н. Конструирование пресс-форм для изделий из
пластических масс. М.-Л.: Машиностроение, 2006г. 244 с.
. Основы технологии переработки пластмасс: Учебник для вузов
/С.В. Власов, Э.Л. Калинчев, Л.Б. Кандырин и др./; Под ред. В.Н. Кулезнева и
В.К. Гусева. М.: Химия, 1995. 528 с.
.
Управление безопасностью труда: учеб. пособие для студ.вузов напр.подг.
«Техносферная безопасность»,а также специалистов служб охраны труда
промышленных предприятий, организаций малого и среднего предпринимательства: в
2 ч./ Б.В.Севастьянов, Е.Б. Лисина, Р.О.Шадрин, И.Г.Тюрикова, М.А.Синцов; под
общ.ред.проф. Б.В. Севастьянова.- Изд.2-е, перераб.и доп. - Ижевск:Изд-во
ИжГТУ,2013.-(Безопасность технологических процессов и производств)
.
Безопасность технологических процессов и оборудования [Текст] : учебное пособие
/ Б.В. Севастьянов, Е.Б. Лисина - Ижевск : Изд-во ИжГТУ, 2010. - 460 с.
.Беккер,
Б.М. Литье под давлением [Текст]: учебник для вузов/ М.Б. Беккер, М.Л.
Заславский, Ю.Ф. Игнатенко. - 3-е изд., перераб. и под. - М.: Машиностроение,
1990. - 400 с.
.
Гидравлика, гидромашины и гидроприводы: Учебник для вузов /Т.М. Башта, С.С.
Руднев, Б.Б. Некрасов и др. - М.: Машиностроение, 1982.-423 с