Сырье в промышленности. Металлорезание
СОДЕРЖАНИЕ:
ВВЕДЕНИЕ………………………………………………………………………3
1.
Сырье в
промышленности: классификация, добыча, обогащение сырья……………………………………………………………………………..4
2. Сущность, назначение и виды
термической и химико-термической обработки………………………………………………………………………..6
3. Современные способы обработки металлов
резаньем. Сущность технологических процессов обработки на токарных станках.
Элементы режимов резания при точении…………………………………………………12
ЗАКЛЮЧЕНИЕ…………………………………………………………………14
СПИСОК ЛИТЕРАТУРЫ………………………………………………………15
ВВЕДЕНИЕ
В настоящее время резка
металла приобретает все большее значение. Это происходит в первую очередь за
счет увеличения объемов производства с которыми не справляется обычная ручная
резка, а также в связи со значительным развитием кибернетики и автоматики,
благодаря чему изготовление станков с ЧПУ для фигурной вырезки деталей и
заготовок не представляет технической сложности и окупаемость данного
оборудования лежит в пределах 0,5—1 года. Изготовление станков с ЧПУ в
существенной мере облегчило труд резчика, повысило производительность труда и
точность изготовления детали (заготовки), благодаря чему возросла роль резки металла
в заготовительном производстве.
Одной из наиболее
трудоемких операций, в настоящее время, остается подготовка кромок под сварку.
Разработки в этой области на территории бывшего СССР до сих пор не увенчались
успехом. Зарубежные аналогичные приспособления не получили широкого
распространения в нашей стране в первую очередь из-за их высокой стоимости.
1. Сырье в
промышленности: классификация, добыча, обогащение сырья
В двадцатом столетии
бурное развитие промышленности, перерабатывающей минеральное сырье, привело к
накоплению тысяч тонн отходов, в составе которых содержатся силикаты и
алюмосиликаты кальция, магния, калия и натрия. Промышленность строительных
материалов - главный потребитель техногенного сырья, является завершающим
звеном комплексного использования природных богатств и может решать многие
экологические проблемы.
В технологии бетона
особый интерес вызывают те побочные продукты, которые являются химически активными
материалами и участвуют в процессах формирования структуры.
По классификации Боженова
П.И. техногенное сырье по агрегатному состоянию в момент его выделения из
основного технологического процесса разделяется на три класса:
1. Продукты, не утратившие
природных свойств (карьерные остатки при добыче горных пород; остатки после
обогащения породы на полезное ископаемое).
2. Искусственные
продукты, полученные в результате глубоких физико-химических процессов,
образовавшиеся:
— при обработке ниже
Тспек;
— при условии полного или
частичного расплавления исходного сырья;
— при осаждении из
расплава при Т < 200 °С.
3. Продукты,
образовавшиеся в результате длительного хранения отходов в отвалах (жидкие:
растворы, эмульсии, грязи; твердые: щебень, пески, порошки)[9. c.63].
Минеральным сырьем 1
класса являются попутные продукты промышленности нерудных строительных
материалов и горно-обогатительных комбинатов (ГОК). «Хвосты» обогащения ГОКов,
содержащие в основном кварц, полевые шпаты, карбонаты кальция и магния, могут
использоваться в качестве заполнителей для производства бетонных и растворных
смесей, если по размеру зерен удовлетворяют требованиям действующих стандартов.
Техногенным сырьем 2
класса являются металлургические шлаки, золы и шлаки, образовашиеся при
сжигании твердого топлива на ТЭС, шламы глиноземной и химической
промышленности, пыль газоочистки производства ферросилиция и другие. Эти
продукты, во многом различаясь по химическому и минералогическому составу,
могут использоваться и в качестве вяжущего материала и как минеральные добавки
в бетонах и растворах.
Продукты 3 класса пока не
находят широкого применения в производстве строительных материалов из-за
разнообразия процессов, происходящих в отвалах. Наиболее подробно изучены
горелые породы угледобывающей промышленности, которые могут применяться как
неактивные минеральные компоненты бетонных и растворных смесей.
Числитель приведенной
формулы показывает, сколько процентов СаО остается для образования силикатов
кальция, а знаменатель — сколько СаО необходимо для образования моносиликатов
кальция. Если Косн = 1, образуется CS, при Косн =1,5, следует ожидать
образования CS и C2S, при Косн — 2, образуется C2S.
По химической
характеристике (Косн) минеральные материалы разделяется на 5 групп:
— от 1,6 до + оо —
ультраосновные (обладают свойствами вяжущих);
— от 1,2 до 1,6 — основные (гидравлически активные добавки);
— от 0,8 до 1,2 — средние (сырье для материалов автоклавного твердения);
— от 0,0 до 0,8 – кислые (сырье для керамических материалов, стекла,
минеральной ваты);
— от 0,0 до – оо –
ультракислые (сырье для керамики, стекла и др.).
Эффективным сырьем для
производства активных минеральных тонкодисперсных добавок в бетоны и растворы
являются зола-уноса ТЭС, обладающая удельной поверхностью порядка S д =
3000…3500 см2Д и микрокремнезем, имеющий Syd — 20 000…22 000 см2/г. Эти отходы
не требуют специальной подготовки при их введении в бетонную или растворную
смесь. При этом, однако, следует учитывать, что при использовании зол и шлаков
их свойства в значительной степени зависят от химического состава и свойств
исходного сырья и могут колебаться в широких пределах.
К добавкам
пуццоланического действия относятся ультрадисперсные отходы ферросплавного
производства, содержащие более 90% аморфного кремнезема и состоящие из
тонкодисперсных сферических стекловидных частиц. Основной предпосылкой
использования таких добавок в производстве вяжущих и бетонов является их
способность в смеси с известью за первые 5…7 ч нормального твердения связывать
до 7% СаО в низкоосновные гидросиликаты кальция при соотношении между известью
и добавкой 1:1 по массе.
Имеются данные, что 1 кг микросилики может заменить 3…4 кг цемента в бетоне при обеспечении той же прочности в 7 и
28-суточном возрасте. Важное отличие добавки состоит в том, что эффект
пуццолановой реакции проявляется на ранних стадиях твердения более интенсивно,
чем при использовании золы-уноса.
Использование в бетонах и
растворах отходов ферросплавного производства и других подобных минеральных
веществ является перспективным направлением в технологии бетона, так как,
являясь вторичным цементирующим материалом, они в значительной мере
способствуют повышению технической и экономической эффективности бетона.
В процессе выплавки
чугуна в доменных печах образуется большое количество шлаков, которые
целесообразно использовать в качестве добавок в бетонах и растворах. Для
производства активных дисперсных добавок целесообразно отбирать расплавы
доменных шлаков, образующихся при горячем или нормальном «ходе» (тепловом
режиме) доменной печи. Для получения добавок наиболее подходят
быс-троохлажденные гранулированные расплавы, поэтому в качестве добавок лучше
использовать остеклованные шлаки.
Некоторые шлаковые
расплавы в результате силикатного распада превращаются в тонкодисперсный
порошок «доменную муку», которая почти полностью состоит из гидравлически
активного белита и может применяться как активная минеральная добавка без
дополнительного помола, что экономически весьма целесообразно.
Большим резервом производства
строительных материалов является вторичное сырье цветной металлургии. В
алюминиевой промышленности основной техногенный продукт — шламовые отходы,
количество которых в отвалах исчисляется десятками миллионов тонн. При
переработке бокситов на глинозем образуется красный бокситовый шлам,
характеризующийся рядом ценных свойств: высокой степенью дисперсности,
постоянным химическим составом и водотвер-дым отношением, значительным
содержанием полуторных оксидов.
Для определения
оптимального количества минеральных добавок необходимо проводить
экспериментальные исследования с целью установить зависимость изменения
прочности бетона от количества добавки: Rb =/(МД). Для этого изготавливаются
образцы из смеси цемента и различного количества добавки, которые после 7-и и
28-суточного твердения при нормальных условиях или сразу после пропа-ривания
испытываются на прочность.
Исследованиями
установлено, что характер изменения прочности бетона с минеральными добавками
связан со способностью добавок работать как микронаполнители. При малых
дозировках добавки её частицы, равномерно распределяясь в тесте, играют роль
включений, снижающих однородность и прочность цементного камня. При оптимальном
содержании добавки в системе «цемент + минеральная добавка» прочность бетона
повышается, достигая максимума. В этом случае частицы минеральной добавки
играют роль элементов структуры цементного камня. Дальнейшее увеличение
дисперсного материала приводит к разбавлению цемента добавкой и нарушению
непосредственных контактов между частицами цемента, что ведет к снижению
прочности.
Следует различать экономически оптимальное количество минеральной добавки,
найденное из условия минимизации расхода цемента или стоимости бетона, и
структурно-оптимальное, обусловленное физическим состоянием системы или
структуры, связанное с перераспределением частиц в цементном тесте.
Предпочтение следует
отдавать структурно-оптимальному количеству добавки, потому что бетонам с такой
организацией структуры соответствует максимальное значение прочности — отклик
системы «Ц+МД» на оптимизацию дисперсионной среды (цементного теста) в бетоне.
2.
Сущность, назначение и виды термической и химико-термической обработки
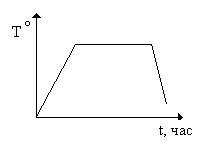
Термической обработкой стали называется совокупность
технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии
с целью изменения ее структуры и создания у нее необходимых свойств: прочности,
твердости, износостойкости, обрабатываемости или особых химических и физических
свойств [9. c.86].
Термообработка бывает
предварительная и окончательная.
Предварительная
термообработка (отжиг
поковок) проводится непосредственно после ковки с целью предотвращения
появления флокенов, снижения твердости, для облегчения последующей механической
обработки, уменьшения остаточных напряжений и подготовки структуры под
окончательную термообработку.
Окончательная
термообработка
(нормализация, закалка с высоким отпуском и т.д.) придает металлу требуемый
уровень механических свойств, обеспечивает необходимую структуру.
Отжигом называется процесс термообработки,
состоящий из нагрева стали до заданной температуры, выдержки при этой
температуре и последующего медленного охлаждения
Закалка стали – процесс,
состоящий из нагрева стали до определенной температуры, выдержки при этой
температуре и быстрого охлаждения.
Цель закалки – придание
высокой твердости и прочности за счет получения неравновесных структур. Эти
неравновесные структуры можно получить лишь при очень высоких скоростях
охлаждения.
Длительность выдержки при
нагреве под закалку зависит от размеров гуделий и массы садки.
В качестве закалочных
сред (для быстрого охлаждения) используются вода, масло индустриальное и
раствор щелочи.
Охлаждающая способность
жидкостей различна.
Отпуск стали заключается в нагреве до
определенных температур (более низких им при закалке), выдержке и охлаждении.
Цель отпуска – перевести
структуру стали в более равновесное состояние, придать стали требуемые
свойства. Кроме того при отпуске снимаются внутренние напряжения, полученные
при закалке.
В зависимости от
температуры, отпуск бывает низкий, средний, высокий.
При низком отпуске сталь
нагревается до температуры 150-3000С. Это приводит к снижению внутренних
напряжений в стали. При низком отпуске твердость стали снижается незначительно.
При среднем отпуске сталь
нагревается до температуры 300-5000С. средний отпуск значительно понижает
твердость и обеспечивает высокую вязкость стали. Среднему отпуску подвергают
пружины, рессоры, штампы для холодной обработки.
Высокий отпуск проводят при температуре 500-6800С.
высокий отпуск значительно понижает твердость и сопротивление разрыву и
повышает пластичность и ударную вязкость. Высокому отпуску подвергают валы, оси
и т.д.
Химико-термической
обработкой называют
поверхностное насыщение стали соответствующим элементом (например – углеродом,
азотом и т.д.) путем его диффузии в атомарном состоянии из внешней среды при
высокой температуре.
Цементацией называется процесс насыщения
поверхностного слоя стали углеродом.
Цель цементации –
получение твердой и износостойкой поверхности. Цементация бывает двух видов:
газовая цементация и цементация в твердом карбюризаторе.
В качестве твердого
карбюризатора применяется активированный уголь (древесный уголь или
каменноугольный полукокс) с активаторами.
Газовую цементацию
осуществляют нагревом изделия в среде газов, содержащих углерод: синтин,
керосин и т.д.
Окончательные свойства
цементированных изделий достигаются в результате термической обработки,
выполняемой после цементации – закалки и низкого отпуска. Это высокая твердость
в цементированном слое и хорошие механические свойства сердцевины.
Цементации подвергают
низкоуглеродистые стали.
Контроль термической
обработки осуществляется определением механических свойств на образцах, а также
замером твердости на приборах: Бриннель и Роквелл. Определение твердости на
приборе Бриннель осуществляется путем вдавливания в поверхность детали
стального шарика под нагрузкой.
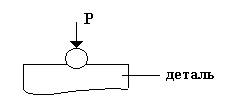
По диаметру лунки после
снятия нагрузки определяют твердость детали. Определение твердости методом
Роквелла осуществляется путем вдавливания в поверхность детали алмазного конуса
(под нагрузкой).
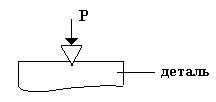
По высоте отпечатка
определяется твердость.
Оборудование для
термообработки
Печи – имеют газонепроницаемый
корпус из листовой стали, обложенный огнеупорным кирпичом и теплоизоляционными
материалами. На внутренних боковых стенках печей размещены нагреватели.
Примеры обозначения
модели печи и расшифровка:
СНО – 8.16.5/10
СВС – 100/13
США – 8.24/7
1-я буква С – вид нагрева
– печь электрическая, сопротивления и т.д.
2-я буква – основной
конструктивный признак печи
Ш – шахтная
Н – камерная
В – ванна
и т.д.
3-я буква – характер
среды при нагреве
З – защитная
О – окислительная
С – соль, селитра
А – азот
и т.д.
цифры – рабочее
пространство печи (размеры в дециметрах), за дробью температура в сотнях
градусов С.
3.Современные
способы обработки металлов резаньем. Сущность технологических процессов
обработки на токарных станках. Элементы режимов резания при точении
Резанье металлов – это
обработка путем снятия стружки. В процессе обработки рабочее движение
сообщаемое заготовке и режущему инструменту обеспечивает снятие стружки нужных
размеров.
Способы обработки металла
– 1)Точение 2) Сверление 3) Фрезирование 4)Строгание 5) Шлифование.
Процесс резанья
характеризуется 1) скоростью 2) площадь срезаемого слоя 3) машинное и штучное
время. Для определения экономических характеристик
резанья необходимо
учитывать время затрачиваемое на процесс отделения
стружки, время на
подготовку заготовки и снятие готовой детали.
Режущий инструмент –
разделяется на 2 группы 1) однолезвийный (резец) 2) многолезвийный (фреза,
сверло) Производительность зависит от материала из которого он сделан. Материал
режущего инструмента должен иметь свойства 1) износостойкость 2) твердость 3)
сопротивление изгибу и удару 4) теплопроводность 5) красностойкость. Для
изготовления применяются углеродистые и легированные стали.
Область применения
алмазного инструмента 1) шлифование 2) заточка режущего инструмента 3)
разрезание высокопрочных материалов. Для шлифования применяют круги из
электрокорунда, они имеют огранисенные скорости резанья, превышение идет к
разрушению.
Резец – состоит из
рабочей (лезвие) и крепежной части. С увеличением угла заострения повышается
стойкость резца. При затуплении усиляется трение, повышается температура.
Экономические
характеристики – Надежность режущего инструмента определяется его стойкостью
сохранять исходные размеры. Скорость затупления максимально зависит от
температуры, для повышения надежности используется искусственное охлаждение. В
результате резанья резец принимает на до 40% общего количества теплоты, t
резанья 800-1010. В результате ускоренное изнашивание инструментов. Оптимальный
режим – сочетание элементов обеспечивающих качественное выполнение операций с
наименьшими затратами труда. Основные элементы оптимизации: 1) скорость резанья
2) глубина резанья 3) технологическое время. Основными показателями машин
являются: 1) технологичность 2) производительность 3) средняя наработка на
отказ 4) Вероятность безотказной работы. Для проектирования изделий
используются ЭВМ, что позволяет повысить производительность расчетов, и снизить
стоимость проектирования.
ЗАКЛЮЧЕНИЕ
Для развитых стран
сегодня характерны насыщенность производства техникой и квалифицированной
рабочей силой, наличие, емкого платежеспособного спроса на товары и услуги
самого разнообразного назначения. Поэтому для увеличения производства готовых
изделий нет необходимости наращивать выпуск металла, комплектующих изделий и
т.д., более того, численность станочного парка в ряде стран стала даже
сокращаться.
Проходящая структурная
перестройка нацелена на повышение качественных параметров производства и
выпускаемых изделий, усиление ресурсосберегающего типа воспроизводства,
интенсификацию народнохозяйственных процессов, ускоренное развитие новейших
наукоемких отраслей. Структурные изменения происходят в отраслевом и
воспроизводственном разрезах. Структурные преобразования стали осуществляться на
микроуровне — уровне подотраслей и видов производств — главным образом за счет
качественных сдвигов внутри традиционных отраслей хозяйства. При этом ведущей
отраслью материального производства остается промышленность и прежде всего
машиностроение, где аккумулируются научно-технические достижения. Поэтому
именно в ней наиболее заметна тенденция к снижению удельного веса сырья,
энергоносителей, живого труда, в структуре промышленности стремительно растет
доля новейших наукоемких отраслей.
Сохраняется тенденция
сокращения доли добывающей промышленности (при росте затрат на разведку,
бурение и добычу газа, нефти и т.д.). При этом в нее все больше проникают
новейшие прогрессивные технологические процессы, внедряются микропроцессоры и
микросхемы, которые оказывают громадное воздействие на структуру производства и
способствуют массовому высвобождению из производственного процесса рабочей
силы.
СПИСОК
ЛИТЕРАТУРЫ:
1.
Современные
технологии в производстве газотурбинных двигателей под редакцией А.Г.Братухина,
Г.К. Язова, Б.Е.Карасева. М.: Машиностроение, 1997г. 410с.
2.
Гарькавый А.А.,
«Производство деталей авиационных двигателей». М.: Машиностроение, 1977г.
3. Гуляев А.П.,
«Металловедение». М.: Машиностроение, 1988г.
4.
Долотов Г.П.,
Кондаков Е.А., «Оборудование термических цехов и лабораторий испытания
металлов». М.: Машиностроение, 1988г. 336с.
5.
Электротермическое
оборудование: Справочник под редакцией А.П. Альтгаузена. М.: Энергия, 1980г.
416с.
6.
Авиационные
материалы. Справочник, тои I под
редакцией Туманова А.Т., ОНТИ, 1975.
7.
арфеновская Н.Г.,
Самоходский А.И. «Технология термической обработки металлов».
8.
Филлипов С.А.,
Фиргер И.А. «Справочник термиста». М.: Машиностроение, 1975г.
9.
Башнин Ю.А.,
Ушаков Б.К., Секей А.Г. «Технология термической обработки стали». М.:
Металлургия, 1986. 424с.
10. Новиков И.И. Теория
термической обработки металлов. М.1986
11. Лахтин Ю.М. Металловедение
и термическая обработка металлов. М.: Металлургия , 1993
12. Лившиц Металлография.
М.: Металлургия ,1994.