Разработка биговально-фальцевального аппарата
РЕФЕРАТ
Записка содержит 92 страницы, 6 таблиц, 17
рисунков, 20 формул, 12 источников, 14 приложений.
Ключевые слова: технологическая схема,
проводящие валики, валики с биговочными кольцами, фальцующий нож, фальцующие
валики, укладчик, ленточный транспортер, расчеты, технико-экономическое
обоснование, охрана труда, техника безопасности, эксплуатация.
При выполнении выпускной квалификационной работы
«Разработка биговально-фальцевального аппарата» было определено назначение и
область применения фальцевально-биговального аппарата и произведен анализ
подобного существующего оборудования. Указаны устройство и принцип работы
послепечатного оборудования, имеющегося в типографии. Далее последовала
разработка и обоснование выбранной схемы изделия. Были определены предварительные
технические требования для аппарата. Также были проведены предварительные
расчеты геометрических параметров положения листа, кинематический расчет узлов
аппарата и предварительные экономические расчеты. Приведены
технико-экономическое обоснование разработки и требования по техники
безопасности и охране труда по разрабатываемому изделию.
В качестве иллюстрированной информации были
приведены: общий вид двух вариантов конструкции аппарата, чертежи двух
вариантов аппарата в объемном виде и в трех проекциях, чертежи, показывающие
геометрические параметры положения листа в конструкции 1-го варианта аппарата.
Как итог данного этапа проектирования, была приведена технологическая схема
1-го варианта аппарата (в электронном виде).
Также в электронном варианте, в отдельном файле,
имеется сборочный чертеж биговально-фальцевального аппарата с дисковой биговкой
на трех листах форматом «А0», и спецификация к нему.
ВВЕДЕНИЕ
биговальный аппарат фальцовка
послепечатный
Цель выпускной квалификационной работы: разработать
отечественный, недорогой, но надежный биговально-фальцевальный аппарат.
В ходе прохождения производственной и
преддипломной практик в издательстве «Петербургский институт печати», в
учебно-производственном комплексе был сделан вывод о том, что типография имеет
слабый парк послепечатного оборудования, относящегося к автоматическому
оборудованию. А если точнее, то в типографии отсутствуют автоматические
биговальные и фальцующие аппараты, но имеется только самодельное оборудование
для выполнения ручного труда.
Отсутствие автоматизированных аппаратов
сказывается на выполнении производственного цикла. Что очень чувствительно для
малой типографии, к которой относится данная организация. Был произведен
тщательный обзор подобного оборудования (ниже будут прилагаться его
характеристики) и сделан вывод, что:
На полиграфическом рынке отсутствует (либо очень
небольшой выбор) данное оборудование, предлагаемое отечественным
производителем.
Автоматическое оборудование, предлагаемое
зарубежными производителями, имеет достаточно высокую стоимость, неприемлемую
для малых и, отчасти, средних типографий.
ГЛАВА 1. РАСЧЕТНО-ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
Назначение и область применения аппарата. Анализ
существующего подобного оборудования, его недостатки
Разрабатываемый автоматический
биговально-фальцевальный аппарат предназначен для выполнения операций биговки и
фальцовки.
Биговка - нанесение на тонкий (до 3 мм) листовой
материал или фальцуемую тетрадь прямых углубленно-выпуклых линий, облегчающих
изгиб полуфабриката на последующих операциях.
Фальцовка - операция сгибания, складывания
запечатанного листа в тетрадь.
Данные операции необходимы для создания обложек
для книг, изготовления малостраничных методических указаний, журналов,
необходимых для нужд института.
Разрабатываемый аппарат принадлежит к
оборудованию, относящемуся к послепечатному. Основной функцией послепечатного
оборудования является приведение продукции к окончательному, презентабельному
виду.
Был проведен анализ существующего подобного
оборудования. Ниже приведены несколько предлагаемых зарубежными фирмами
аппаратов.
Автоматическая биговальная машина 5330B (рис.
1.1)

Рисунок 1.1 - Автоматическая биговальная машина
5330В
Особенности:
Большой лоток приема с магнитной остановкой;
Детектор застревания бумаги;
Практически бесшумная работа благодаря новой
конструкции системы ременного привода;
Сенсорный экран управления;
Дополнительный подающий лоток расширения для
листов толщиной до 600 мм в длину;
QWERTY-клавиатура для ввода программ;
Регулируемый сепаратор бумаги;
Регулируемые отверстия для подачи сжатого
воздуха;
Регулируемый угол всасывания воздуха;
Регулируемая частота скорости подачи;
Датчик края бумаги, для увеличения скорости
подачи;
|
Параметры:
Макс. длина перфорации, мм
|
330*600
|
|
Энергопитание,
В.
|
220
|
|
Мощность,
кВт.
|
1,6
|
|
Вес,
кг.
|
150
кг
|
Стоимость данного аппарата 239 228 руб. [8]GPM
450 SPEED (рис. 1.2)
Стоимость 324 324 руб.
Особенности:
Надежная фрикционная подача со скоростью до 2500
листов формата «А4»;
Большая рабочая ширина, подходящая для формата
«А2»;
Сенсорный экран с легкой панелью управления и
настройкой количества бигов;
Возможность сохранения 5 программ; 2 ширины
бига;
Легкая замена биговальных и перфорационных
инструментов;
Высококачественная штриховая перфорация;
Ограничители бумаги с возможностью настройки
угла на столе подачи;
Регулируемое давление подачи;
Телескопическая таблица;
Счетчик.

Рисунок 1.2 - Cyklos GPM 450 SPEED
Параметры аппарата:
Максимальная ширина биговки, мм: 100 - 450
Максимальная плотность бумаги,  :
400
:
400
Максимальная плотность бумаги при перфорации, :
250
Ширина бигов, мм: 0,5 - 1,0
Максимальное количество бигов на лист: 15
Расстояние от края листа до бига (min/max), мм:
2/1000
Производительность: 2500
Энергопотребление, В/Гц: 230/50 [11]
Автоматическая биговальная фальцевальная машина
Horizon CRF-362 (рис. 1.3)
Стоимость - в зависимости от комплектации;
требуют звонка и предоставления некоторых данных от фирмы-покупателя.
«Horizon CRF-362» создан специально для работы с
тяжёлыми бумагами и предназначен для изготовления широкого спектра
презентационной продукции и сложных типов обложек.
Конструкция биговально-фальцевальной машины
позволяет выполнять сразу две технологические операции: ударную биговку и
параллельную фальцовку, осуществляемую по готовым биговочным канавкам.
Самонаклад машины оснащён вакуумным подающим ремнём и рассчитан на
бесперебойную подачу бумаг высокой плотности и бумаг с ламинированным
покрытием.
Конструкция самонаклада содержит ультразвуковой
датчик двойного листа, который позволяет безошибочно распознавать листы с любой
запечатанной поверхностью и всевозможными защитными и дизайнерскими покрытиями.
Ударный механизм биговки имеет две пары биговочных матриц и обеспечивает
возможность изготовления «прямых» и «обратных» бигов. Уникальная, пошаговая
система подачи листов позволяет выполнять до десяти биговок на каждом листе,
обеспечивая возможность производства уникальных видов продукции. Две
фальцкассеты и массивные фальцующие валы способны выполнять разнообразные виды
фальцев с высоким качеством.
Для быстрой и простой наладки «Horizon CRF-362»
на тираж машина оснащена централизованным пультом управления с применением
«touchscreen» дисплея с интуитивно понятным интерфейсом. Интерфейс содержит
вкладки для настройки всех технологических параметров тиража и информацию о
файлах работ, находящихся в памяти устройства. Информационные вкладки содержат
алгоритмы стандартных настроек и предлагают использовать до семи вариантов
фальцовки или биговки самых распространенных типов обложек.
Технические особенности:
предварительная биговка фальца позволяет
избежать повреждения красочного слоя на цифровых оттисках;
память содержит до 200 файлов повторяющихся
работ;
полностью автоматическая настройка на тираж;
выводной лоток для некондиционной продукции;
компактный эргономичный дизайн;[10]
Технические характеристики:
|
Рабочий
формат
|
от
120х180 до 364х865 мм
|
|
Плотность
бумаги
|
обычная
бумага 80 - 400  ламинированная
бумага 0.2 - 0.5 мм ламинированная
бумага 0.2 - 0.5 мм
|
|
Ёмкость
самонаклада
|
150
мм
|
|
Механизм
биговки
|
ножевой,
две пары матриц («прямая», «обратная»)
|
|
Количество
биговочных линий
|
До
10
|
|
Электропитание
|
220В,
50 Гц
|
|
Масса
|
124,5
кг
|

Рисунок 1.3 - Автоматическая биговальная
фальцевальная машина Horizon CRF-362
Стоимость 1 248 370 руб.
«Morgana DigiFold» - это уникальная машина,
которая сочетает в себе функции биговки и фальцовки. Возможность пробиговать и
автоматически сложить изделие, сделанное на плотной бумаге, делает эту машину
незаменимой. Запатентованные компанией «Morgana» технологии биговки и
фальцовки, высокая скорость работы и большой формат позволяют использовать эту
машину, как в цифровых, так и в офсетных типографиях.
Соединив в одном устройстве функции биговки и
фальцовки, компания создала простой в обращении и обслуживании инструмент для
обработки отпечатанной продукции. «DigiFold» одинаково эффективен при работе с
тонерными отпечатками, материалами со сложной структурой, заламинированными
отпечатками и материалами высокой плотности. Эта машина позволяет
автоматизировать участок послепечатной обработки и сократить количество ручного
труда, а, следовательно, брака.
Обработка цифровых отпечатков обычно вызывает
сложности из-за того, что тонерный слой на отпечатке может растрескиваться по
фальцу или на нем появляются полосы и царапины при фальцовке с помощью обычных
фальц-кассет. Также все изделия из мелованной бумаги плотностью свыше 160 .
должны быть предварительно пробигованы перед фальцовкой для предотвращения
излома поверхностного слоя мела. Эти проблемы решены в «Morgana DigiFold», что
расширяет возможности послепечатной обработки.
Владельцам офсетного печатного оборудования
будет интересна высокая скорость работы аппарата «DigiFold» - 6000 листов
формата «А4» в час и большой рабочий формат - до 700 ×
385 миллиметров.
Среди преимуществ нужно отметить возможность
выполнения нескольких операции за один проход: биговка и фальцовка, биговка и
перфорация, что позволяет на выходе получать полностью готовую продукцию
(приглашения, буклеты-раскладушки, открытки, рекламные проспекты и т.п.).
Машина позволяет выполнять следующие виды сложений: пополам, письмом,
концертина, воротами, закрытыми воротами, инженерное, двойное параллельное.
В машине используются две самые успешные
технологии, разработанные компанией «Morgana»: биговка «нож + матрица» и
фальцовка с помощью «летающих ножей». Биговка с использованием ножа и матрицы
«Dyna Crease» позволяет сохранять скорость постоянной, независимо от количества
бигов на листе. Фальцовка с помощью уникальных «летающих ножей» позволяет
складывать материалы плотностью до 400 .
Для обеспечения стабильной подачи и повышения
производительности при работе с цифровыми или мелованными материалами
используется система вакуумной подачи бумаги с воздушным разделением стопы,
боковым равнением и возможностью дозагрузки автоподатчика «на ходу». [12]

Рисунок 1.4 - Биговально-фальцевальная машина
«Morgana Digifold»
Недостатки данных машин с точки зрения
применения на производстве нашей типографии:
Достаточно высокая стоимость.
Не все аппараты применимы для производственного
цикла нашей
типографии, поскольку мы создаем обложки книг по
определенной технологии. Не у всех есть возможность за один проход сделать три
биговки на обложке: две с одной стороны и одну с обратной стороны (в основном,
можно сделать любое требуемое количество биговок только с одной стороны листа).
Также не у всех предусмотрено фальцевание такого вида обложки по одному
биговочному каналу.
Не все аппараты эргономичны в плане загрузки
полуфабриката и
приема готовой продукции.
Использование данного оборудования только в
качестве бигования
или фальцевания листов (в основном пополам)
журналов, методических указаний, простеньких брошюр и т.д. не совсем
целесообразно и окупаемо.
Устройство и принцип работы послепечатного
оборудования, имеющегося в типографии
Ниже представлена изготавливаемая продукция
(рис. 1.5):
книги тиражом до 200 - 250 штук
учебно-методические материалы (согласно заказам,
не более 30 - 40 экземпляров одного наименования)
различные журналы (по успеваемости, по
инструктажу правил безопасности, по приходу и уходу персонала и т.д.) тиражом
до 50 штук
листовки формата «А5» тиражом до 2000 штук

Рисунок 1.5 - Изготавливаемая продукция
Оборудование типографии для осуществления
операций фальцовки и биговки
Фальцевание листов проводится вручную. Когда
толщина издания в месте сгиба (посередине) превышает 4 мм, то используется
изобретенное оборудование (рис. 1.6).
Принцип работы простой: отпечатанное издание
кладется таким образом, чтобы его середина располагалась над зазором между
двумя немного расходящимися валиками (смыкаются друг к другу посредством
пружины). Это осуществляется с помощью линейки и передвигающегося зажима с
возможностью закрепления. Затем опускают рычаг так, что тонкая пластина ребром
попадает ровно в середину издания и проталкивает его между двумя валиками.
Сфальцованное издание готово к скреплению.
Минусом устройства является то, что сгиб не
всегда может проходить строго перпендикулярно к двум параллельным сторонам
(зависит от толщины издания). Устраняется на стадии обрезки издания.
Также уходит время на осуществление операции
фальцовки.

Рисунок 1.6 - Фальцевальщик листов
Биговка отпечатанной обложки издания
осуществляется вручную на еще одном изобретенном оборудовании (рис. 1.7).
Принцип выполнения операции: на первом листе
отмечается положение будущей биговки, в зависимости от толщины корешка
подобранного блока. Затем, это положение фиксируется передвигающимися упорными
планками. В итоге, когда кладутся следующие листы, то производится операция
биговки посредством натягивания проволоки в требуемом месте. Лист кладется
сверху проволоки, т.е. в месте бигования он вжимается проволокой во впадину
рычага.
Минус - уходит время на проведение всех
требуемых бигов на обложке (до трех штук).

Рисунок 1.7 - Биговщик
Разработка и обоснование выбранной схемы
аппарата
Как указывалось выше, одной из причин выбора
оптимальной схемы автоматического биговально-фальцевального аппарата является
высокая стоимость оборудования зарубежного производства.
Помимо этого есть еще одна причина: создание
обложки для книги, которое требует наличие трех бигов (два с одной стороны и
один с обратной стороны (рис. 1.8)). Сгибание обложки по одному из двух бигов с
одной стороны, т.е. фальцевание, значительно бы ускорило процесс создания
обложки, поскольку останется согнуть вручную обложку по второму бигу. Ранее при
ручном труде требовалось сгибать лист по двум бигам.

Рисунок 1.8 - Обложка книги с тремя бигами
Теперь проясним ситуацию с одним бигом с
«обратной» стороны листа. Для чего он нужен? Технология соединения обложки с
книжным блоком на данном производстве такова:
Книжный блок с обложкой закрепляются на
прижимном устройстве термоклеевого аппарата «Fastbind Atomitie 5» и
поворачиваются стороной корешка блока к клеевому устройству (рис. 1.9). На
корешок книжного блока, скрепленного нитью, наносится слой клея. Поверх этого
клея внакидку кладется обложка, одна сторона которой уже прижата к одной из
сторон книжного блока. Книжный блок с обложкой обратно переворачивают,
вследствие чего книжный блок полностью облегается обложкой, и они прижимаются к
стенке с перпендикулярной к ней поверхности. Далее их прижимают с третьей
стороны с помощью прижимного устройства. В результате этих действий клей
скрепляет книжный блок с обложкой со стороны корешка и, также, что очень важно,
с боковых сторон корешка.
Поэтому, чтобы многократным открытием обложки,
немного скрепленной с первым листом книги, не испортить ее, создается третий
биг.

Рисунок 1.9 - Книжный блок с обложкой на
аппарате «Fastbind Atomitie 5»
Вторым фактором является то, что удобнее
загружать полуфабрикат и получать готовую продукцию с одной области, а не
разрываться на две противоположные стороны машины, что сделано в автоматической
биговальной и фальцевальной машине «Horizon CRF-362».
В Приложениях 1 и 2 предложены на рассмотрение
два предварительных варианта технологических схем проектируемого аппарата. Их
зарисовка в общем представлении, поскольку было достаточно тяжело сразу с нуля
создавать совершенный аппарат. Два варианта отличаются по способу проведения
операции биговки: в варианте 1 используется технология бигования с помощью
дисков (их можно менять), установленных на валах, в варианте 2 рассматривается
технология бигования посредством заменяющихся ножей. Второе отличие заключается
в расположении ленточного транспортера. Еще одним отличием является то, что в
биговально-фальцевальном аппарате с ножевым механизмом биговки (вариант 2)
имеется передвигающийся затл, чего нет у первого варианта (в данном варианте
стоит упор).
Технические требования к проектируемому аппарату
Ниже, в табл. 1.1 приведены желаемые технические
требования к проектируемому аппарату.
Таблица 1.1 - технические требования к
проектируемому аппарату
|
Рабочий
формат
|
От
«А5» (148 х 210 мм) до «А3» (297 х 420 мм)
|
|
Плотность
бумаги
|
80
- 300 Устройство
не предназначено для ламинированной бумаги
|
|
Емкость
самонаклада
|
До
2000 листов
|
|
Механизм
биговки
|
Ножевой,
две пары матриц («прямая» и «обратная») или Роликовый (дисковый)
|
|
Количество
биговочных линий
|
До
3 (до 4)
|
|
Ширина
бигов
|
От
0.5 до 1 мм
|
|
Электропитание
|
220
В, 50 Гц
|
|
Масса
|
Не
более 120 кг
|
|
Ш
х В х Д
|
500
х 750 х 1000 мм
|
|
Количество
изготавливаемой продукции за 1 час
|
6000-7000
шт
|
|
Рыночная
стоимость оборудования
|
Не
выше 600000 тыс. руб.
|
Разработка конструкции изделия
В Приложениях 1,2 приведены лишь схематические
чертежи проектируемого аппарата. Поскольку проектируется новый аппарат, не
имеющий абсолютно точных аналогов, то процесс его проектирования достаточно
сложен. Следовательно, на этих чертежах отображены лишь общие идеи того, как
машина будет производить ту или иную операцию.
Из двух вариантов проектируемого аппарата решено
более подробно остановиться на варианте с дисковой биговкой. Следовательно, все
ниже приведенные необходимые расчеты и дальнейшие действия связаны именно с
вариантом 1. А вариант 2 (ножевая биговка) будет представлен лишь в общем,
ознакомительном виде.
Характер издательства и производства сразу
выделил одну особенность - необходимость компактного оборудования. Размер
типографии и число сотрудников выдвинул еще одну черту - создание аппарата,
обладающего хорошей покупательской способностью. Анализ выполняемых работ
выявил следующее условие - определенный диапазон форматов листа.
После последовавших дальнейших размышлений и
консультаций, в следующих Приложениях приведены уже более близкие к реальности
чертежи биговально-фальцевального аппарата.
В программе «Компас 3D» были выполнены чертежи
двух видов: объемные и проекции трех сторон (сверху, сбоку и спереди).
Возможно, достаточно было бы начертить и в одном виде, но, допустим, что
интересующийся данным аппаратом не очень понимает объемные чертежи, но
прекрасно разбирается в проекциях. А для конструктора очень важно, чтобы каждый
без особого труда мог понять основные принципы работы оборудования и его узлов.
Вторым положительным моментом является и то, что в объемном чертеже можно
увидеть какую-либо неточность, ошибку, которую не всегда явно видно в
проекциях. Были разработаны конструкции обоих вариантов проектируемого изделия.
Для удобства будущих расчетов и решения других
задач, чертежи выполнены в масштабе 1:10. Но в Приложениях данного курсового
проекта для улучшения читаемости чертежи приведены в несколько увеличенном
масштабе. Причем, объемные чертежи несколько лучше доработаны (т.к. в ходе
черчения были обнаружены неточности), а посему несколько отличаются от чертежей
в трех проекциях (пример: упоры подающего стапеля).
Вариант 1 (дисковая биговка)
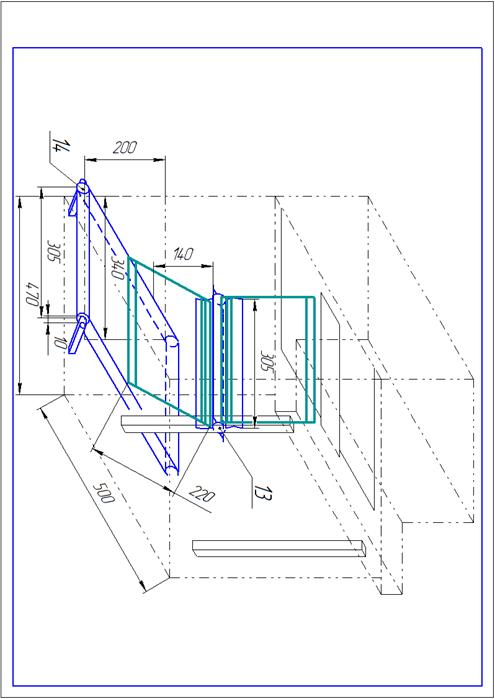
Чертеж аппарата в трех проекциях указан в
Приложении 3. Объемный чертеж указан в Приложении 4. Согласно объемному
чертежу, стопа листов 1, кладется на подающий стапель машины 2, который
перемещается вверх и вниз посредством винтового перемещения. Подающий стапель 2
имеет в своей конструкции перемещающиеся боковые упоры 3. Стопа листов также
упирается в гладкие упоры 5. Листы подаются в аппарат, посредством валика 4
данного подающего устройства. Далее лист проходит через проводящие пары валиков
6 и съемную пару валиков 7, на которой закреплены биговочные кольца 8. Затем,
лист упирается в упор 10, и равняется боковыми упорами 9. Фальцующий нож 11
проталкивает лист через проем стола по биговочной канавке между парой
фальцующих валиков 12. Сфальцованный лист попадает на укладчик 13, который
выводит его на ленточный транспортер 14.
Особенности данной конструкции:
винтовой ход стапеля позволяет с хорошей
точностью регулировать его положение.
Упоры 5 имеют гладкую поверхность и являются
частью корпуса аппарата. Они «врезаны» в пазы подающего стапеля. Являются
неподвижными в отличие от упоров 3, которые перемещаются вместе со стапелем.
Валики 7 с биговочными кольцами 8 можно менять.
Также на будущее предусмотрена возможность
легкого доступа к валикам 7, с целью изменения положения биговочных колец 8.
Один конец системы транспортировочной ленты
выводится за пределы корпуса аппарата, с целью облегчения сбора готовой
продукции. Т.е. предполагается возможность установки передвижного ящика для
сбора продукции.
Вариант 2 (ножевая биговка (штамп))
Чертеж 2-го предлагаемого варианта конструкции
машины в трех проекциях приведен в Приложении 5. Чертеж в объемном виде
приведен в Приложении 6. Согласно объемному чертежу, стопа листов 1, кладется
на подающий стапель машины 2, который перемещается вверх и вниз посредством
винтового перемещения. Подающий стапель 2 имеет в своей конструкции
перемещающиеся боковые упоры 3. Стопа листов также упирается в гладкие упоры
15. Листы подаются в аппарат, посредством валика 4 данного подающего
устройства. Далее лист проходит через проводящую пару валиков 5, которые
доводят его до пары валиков 7. А те, в свою очередь доводят лист до
перемещающегося и поднимающегося упора 8. Затем, отбигованный лист упирается в
перемещающийся затл 12, и равняется боковыми упорами 9. Фальцующий нож 10
проталкивает лист через проем стола по биговочной канавке между парой
фальцующих валиков 11. Сфальцованный лист попадает на укладчик 13, который
выводит его на ленточный транспортер 14.
Особенности данной конструкции:
винтовой ход стапеля позволяет с большей
точностью регулировать его положение.
Упоры 15 имеют гладкую поверхность и являются
частью корпуса аппарата. Они «врезаны» в пазы подающего стапеля. Являются
неподвижными в отличие от упоров 3, которые перемещаются вместе со стапелем.
Штамп биговочных ножей 6 можно менять, как узел.
Также, конструкция штампа позволяет менять положение биговочных линий.
Проводящие пары валиков 5 и 7 обеспечивают
надежное положение листа во время операции биговки. К тому же, пара валиков 7
имеет одну особенность: нижний валик приводится в движение двигателем, а
верхний валик установлен на подшипники и спокойно может совершать перемещения
вверх вниз. Это позволяет не разрывать лист, что может произойти, если все
валики пар 5 и 7 будут приводиться в движение двигателями.
Откидной упор 8 может перемещаться, что
позволяет биговать лист в нужном месте вне зависимости от его формата,
обеспечиваемого характеристиками аппарата.
Затл 12 также может перемещаться и позволяет
сфальцевать лист по биговочной линии в нужном месте вне зависимости от формата
листа, обеспечиваемого характеристиками аппарата.
Один конец системы транспортировочной ленты
выводится за пределы корпуса аппарата, с целью облегчения сбора готовой
продукции. Т.е. предполагается возможность установки передвижного ящика для
сбора продукции.
Расчет геометрических параметров положения листа
Для удобства, на всех рисунках Приложений, узлы
аппарата отмечены под одинаковыми номерами.
В 1-м варианте аппарата указан ряд приближенных
к действительности размеров аппарата, расположения проема и т.д. Это сделано
для того, чтобы показать, что реальный размер листа максимального формата
(«А3») вписывается в размеры узлов машины. Также, в последующих Приложениях
рассмотрено расположение листа в каждом узле аппарата.
В Приложении 7 нарисовано положение стопы листов
1 на подающем стапеле 2. Стопа листов наибольшего формата, «А3» (297 мм х 420
мм), располагается межу упорами 3 и 5 точно посередине стапеля, размер которого
340 мм х 460 мм. Высота упоров 3 составляет 340 мм. Если высота листа бумаги
будет составлять 1 мм, то в одной стопе листов 1 сможет находиться до 340
листов (этот параметр может измениться).
Согласно Приложению 8 лист захватывается валиком
4 и проводится через проводящие валики пар 6 и биговочную пару валиков 7. На
данном рисунке видно, что когда конец листа находится под валиком 4, то чуть
меньше половины листа находится под валиками 4, 6 и 7. Также видно, что до
упора остается не более 145 мм.
В Приложении 9 можно увидеть, что биговочные
канавки листа попадают в область проема, под которым находятся фальцующие
валики 12, а сам лист находится под биговочным ножом 11. Лист зажат с трех
сторон упорами 9 и упором 10. Биговочный нож 11 располагается точно над средней
биговочной канавкой. Расстояние от конца листа до средней биговки указано - 200
мм, и от другого края - 220 мм.
В Приложении 10 указано расстояние от места
зажатия фальцующими валиками 12 листа до верхней части аппарата - 260 мм. Так
как лист складывается и его максимальная длина становится 220 мм, то видно, что
длина листа укладывается в заданный диапазон. Следовательно, лист не будет
претерпевать каких-либо деформаций. По ширине лист также укладывается в
диапазон до 305 мм. Сфальцованный лист укладывается и в расстояние между
фальцующими валиками 12 и укладчиком 13.
При рассмотрении рисунка в Приложении 11 можно
увидеть, что сфальцованный лист форматом А3 укладывается в размер длины
укладчика 13 (305 мм) и ширины транспортировочной ленты 14 (305 мм). Размер проема
340 мм х 200 мм не препятствует выводу сфальцованного листа.
Кинематический расчет узлов аппарата 1-го
варианта (дисковая биговка)
Расчет производится под формат листа «А3».
Начнем расчет с фальцующего ножа.
Расстояние от конца ножа до зоны контакта 1-й
пары фальцующих валиков равно 35 мм (0,035 м). Поскольку движение возвратно
поступательное, то проходимое ножом расстояние увеличиваем в два раза, т.к. он
должен вернуться в исходное положение. Получится, что  .
Задаем время прохождения данного пути:
.
Задаем время прохождения данного пути:  .
.
В итоге скорость выполнения данной работы по
формуле (1.1) будет равна:
 (1.1)
(1.1)
Теперь рассчитаем параметры проводящих и
биговочных колец.
Найдем путь проводящих валиков по формуле (2.1),
т.е. длину окружности, так как валики являются телами вращения.
 , (2.1)
, (2.1)

Тогда:  Длина
окружности валика примерно в три раза меньше длины проходящего листа (0,297 м),
поэтому задаем время одного оборота валика:
Длина
окружности валика примерно в три раза меньше длины проходящего листа (0,297 м),
поэтому задаем время одного оборота валика: 
Существует формула расчета скорости вращения
валов (3.1):
 , (3.1.)
, (3.1.)
где С - длина окружности;
Т - период (время одного оборота валика).
Тогда скорость вращения валиков согласно формуле
(3.1) будет равна:
Длина окружности биговочных колец согласно
расчету составляет 10 мм (0,1 м), при радиусе в 16 мм. За тоже время одного
оборота валика (3 сек) рассчитываем скорость вращения по той же формуле (3.1):
Но, чтобы избежать деформации листа, скорости
вращения проводящих валиков и биговочных колец должны быть примерно
одинаковыми. Следовательно, для биговочных колец, следует задать время одного
оборота вала: 
Подающий валик данного аппарата имеет
отличительную черту от проводящих и биговочных валиков. Проводящие и биговочные
валики имеют постоянную скорость вращения, вычисленную выше. В итоге, они
проводят лист в зону действия ножа за 5-6 секунд. Если подающий валик будет все
время подавать листы, то они будут врезаться в нож. Поэтому, помимо того, что
подающий валик должен обладать той же скоростью вращения, что и у проводящих
валиков, у него должна быть некоторая задержка подачи листа в 2-3 секунды. Для
обеспечения данного действия предлагается сделать подающий валик откидным, т.е.
он, постоянно вращаясь, приподнимается соленоидом на определенное время (2-3
секунды) и затем опускается. И так циклически во весь период работы. Остальные
параметры подающего валика такие же, как и у проводящих валиков.
Дальше идет расчет 1-й пары фальцующих валиков.
Поскольку их диаметры соответствуют проводящим
валикам, то длина окружности составляет 94,2 мм (0,0942 м). Задаем время одного
оборота вала:  Тогда, скорость
вращения согласно формуле (3.1) будет такова:
Тогда, скорость
вращения согласно формуле (3.1) будет такова:
Теперь проведем расчет второй фальцующей пары.
Для получения качественной финишной фальцовки валики этой пары больше, чем
валики 1-й пары. Соответственно, длина окружности будет другой:  При
той же скорости вращения, время одного оборота вала будет таково:
При
той же скорости вращения, время одного оборота вала будет таково:

Параметры валов укладчика и транспортера такие
же, как и у 1-й фальцующей пары, т.к. их диаметры равны.
Предложения по организации работы, применимых к
разрабатываемому изделию
Вариант 1 (дисковая биговка)
Поскольку чертежи выполнены с учетом
определенного формата листов, то все узлы сделаны под этот определенный формат:
по требуемому максимальному формату - «А3». Следовательно, известны
предварительные габариты проектируемого аппарата: длина - 820 мм, ширина - 590
мм, высота - 700 мм. Если брать в учет последующую «оснастку» аппарата, то
длина и ширина аппарата будут увеличены. Высота в дальнейшем может быть
скорректирована.
Согласно предварительным данным, площадь
занимаемая аппаратом по формуле (4.1) будет такова:
 (4.1)
(4.1)
Данный аппарат можно разместить на столе. Со
стороны самонаклада машины может потребоваться площадь размером  для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера.
Разметка требуемых площадей указана в рис. 1.10.
для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера.
Разметка требуемых площадей указана в рис. 1.10.

Рисунок 1.10 - разметка занимаемой площади
Вариант 2 (ножевая биговка (штамп))
Поскольку чертежи 2 варианта также выполнены с
учетом определенного формата листов, то все узлы также сделаны под этот
определенный формат: по требуемому максимальному формату - «А3». Следовательно,
известны предварительные габариты проектируемого биговально-фальцевального
аппарата: длина - 1380 мм, ширина - 400 мм, высота - 760 мм. Если брать в учет
последующую «оснастку» аппарата, то ширина аппарата будет увеличена. А длина и
высота могут быть в дальнейшем немного скорректированы.
Согласно предварительным данным, площадь
занимаемая аппаратом будет такова:

Данный аппарат можно разместить на столе. Со
стороны самонаклада машины может потребоваться площадь размером для
стопы листов формата «А3» и меньше, которая будет переложена на самонаклад.
Примерно половина от данной площади (0,0375 м2) потребуется для вывода готовой
продукции в специальный ящик, стоящий под концом ленточного транспортера слева
от аппарата. Разметка требуемых площадей указана в рис. 1.11.
Рисунок 1.11 - Разметка занимаемой площади
варианта 2
Биговка
Биговка - нанесение на тонкий (до 3 мм) листовой
материал или фальцуемую тетрадь прямых углубленно-выпуклых линий, облегчающих
изгиб полуфабриката на последующих операциях.
Биговка широко применяется в производстве
картонной упаковки и тары, при изготовлении поздравительных открыток,
пригласительных билетов, временных пропусков, а в брошюровочно-переплетных
процессах - при изготовлении обложек для книжных изданий и папок для
комплектных изданий, картонных переплетных крышек типа 6, папок для различных
документов и др. Она необходима в тех случаях, когда из-за большой толщины и
жесткости материала и полуфабриката нельзя получить требуемые точность и
внешний вид сгиба.
На универсальных станках биговка выполняется
плоским тупым ножом и опорной планкой с пазом, а в фальцмашинах - дисковым
инструментом и двумя опорными дисками.
При переналадке биговального станка и
биговальных инструментов секций фальцевальной машины регулируются глубина и
ширина бига в соответствии с толщиной и прочностными свойствами обрабатываемого
материала, а также положение бига или бигов по отношению к его верной кромке. В
фальцмашинах при необходимости меняют и толщину дискового ножа. В биговальных
станках глубина бига может плавно изменяться ограничением нижнего положения
ножа. Параметры указаны в рис. 1.12.
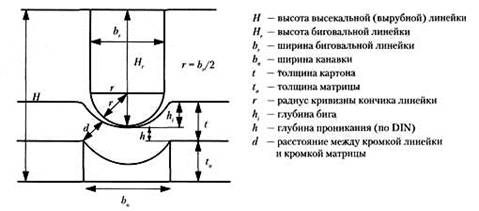
Рисунок 1.12 - Параметры биговки
Глубина бига является важнейшим показателем
настройки оборудования, так как она определяет внешний вид и прочность
полуфабриката и изделия. В процессе биговки биговальный нож с закругленным
лезвием продавливает волокнистый материал в паз колодки или в промежутки между
ножом и опорными дисками на некоторую глубину; при этом происходит растяжение
наружных и сжатие внутренних слоев волокнистого материала. Деформации
растяжения и неизбежные деформации сдвига на краях бига приводят к частичному
разрыву связей между волокнами, а деформации сжатия - к уплотнению материала
(рис. 1.13).
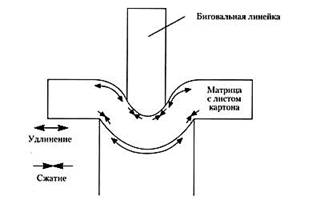
Рисунок 1.13 - Деформации при биговке
Весь процесс биговки протекает в три стадии. На
первой стадии плавное нарастание усилия биговки сопровождается пропорциональным
увеличением плотности и прочности материала на разрыв и уменьшением прочности
на изгиб. На второй стадии при незначительном изменении прилагаемой нагрузки
прочность материала на разрыв стабилизируется, а скорость падения прочности на
изгиб в 2,5-3 раза уменьшается. Для третьей стадии характерно быстрое падение
прочности материала на растяжение при относительно малых нагрузках.
При малой глубине бига изгибание полуфабриката
под прямым углом приводит к разрыву наружных слоев на выпуклой стороне бига, а
при избыточной глубине - к разрывам на внутренней его стороне. Оптимальные
значения глубины бига соответствуют второй стадии биговки, когда разрыва
поверхностных слоев бига при изгибе полуфабриката не происходит, а прочность
материала на разрыв и изгиб стабильна и выше первоначальной. У малопрочного
картона второй стадии биговки может и не быть: если участок стабильной
прочности отсутствует, то получить продукцию без разрушения поверхностных слоев
бига невозможно. Пригодность картона для биговки можно определить по значению
коэффициента 
 , (5.1)
, (5.1)
где  -
наибольшая глубина бига, при которой не разрушается его внутренняя поверхность
при изгибе полуфабриката на 900;
-
наибольшая глубина бига, при которой не разрушается его внутренняя поверхность
при изгибе полуфабриката на 900;
 - наименьшая
глубина бига, при которой не разрушается его наружная поверхность, мм;
- наименьшая
глубина бига, при которой не разрушается его наружная поверхность, мм;
 - толщина
материала, мм;
- толщина
материала, мм;
Продукцию высокого качества можно получить при
значениях  . При меньших его
значениях вероятность выпуска дефектной продукции резко возрастает.
. При меньших его
значениях вероятность выпуска дефектной продукции резко возрастает.
Ширина паза биговальной колодки и расстояние
между опорными дисками  должны быть больше
толщины биговального ножа по крайней мере на толщину материала, если его
пористость не менее 50%. Однако большие сдвиговые деформации на краях бигав
процессе биговки при малых зазорах между ножом и краями опор могут привести к
резкому падению прочности и даже к разрушению полуфабриката. Оптимальным
считается зазор, соответствующий относительной деформации сжатия материала
порядка 25%, поэтому ширину паза и ширину линии бига устанавливают из
соотношения по формуле (6.1):
должны быть больше
толщины биговального ножа по крайней мере на толщину материала, если его
пористость не менее 50%. Однако большие сдвиговые деформации на краях бигав
процессе биговки при малых зазорах между ножом и краями опор могут привести к
резкому падению прочности и даже к разрушению полуфабриката. Оптимальным
считается зазор, соответствующий относительной деформации сжатия материала
порядка 25%, поэтому ширину паза и ширину линии бига устанавливают из
соотношения по формуле (6.1):
 , (6.1)
, (6.1)
где  -
толщина ножа, мм;
-
толщина ножа, мм;
- толщина
материала, мм. [3]
Фальцовка
При изготовлении простых тетрадей, форзацев,
четырехстраничных листовок и буклетов используются преимущественно простые
варианты фальцовки: одно-, двух-, трех- и четырехсгибные перпендикулярные,
симметричные или со шлейфом.
Наиболее трудоемка эта операция в производстве
книг, журналов и многообъемной рекламной продукции книжного типа, рекламных
буклетов и листовок. При печати изданий на рулонных ротационных
машинахфальцовка отпечатанных листов исключается из схемы
брошюровочно-переплетных процессов, так как выполняется фальцаппаратами этих
машин. В зависимости от вида продукции, поверхностной плотности бумаги, тиража
и объема производства фальцовку бумаги и оттисков производят вручную, на
малоформатных настольных или на стационарных кассетных и комбинированных
фальцевальных машинах.
Оценка качества фальцовки
Качество сфальцованных тетрадей и односгибных
деталей книжных изданий оказывает существенное влияние на надежность работы и
производительность оборудования на последующих операциях и, в конечном счете -
на удобочитаемость, долговечность и товарный вид издания. В процессе работы
фальцовщик оценивает качество фальцовки многосгибных тетрадей по следующим
показателям: правильной последовательности страниц; точности размеров верхних
полей; плотности затяжки фальцев; степени их обжатия; отсутствию складок,
морщин, повреждений; ширине шлейфа, точности размеров форзацев и других деталей
и листовок по ширине и высоте; точности положения сгиба у форзацев с рисунком и
окаймляющими рамками.
Сущность явлений при фальцовке
Деформации при первом сгибе. В любом варианте
фальцовки при получении первого сгиба бумага подвергается деформации изгиба. В
зависимости от типа фальцевальных аппаратов сгиб образуется или на воронке, или
на лезвии ножа, или в кассете, после чего формируется и уплотняется клапаном и
колодкой или фальцваликами, для чего зазор в фальцваликах устанавливается
несколько меньше суммарной толщины долей фальцуемого листа.
При изгибе листа толщиной  (рис.
1.14, а) по окружности радиусом
(рис.
1.14, а) по окружности радиусом  наружные по
отношению к нейтральной линии слои бумаги подвергаются деформации растяжения, а
внутренние - деформации сжатия. Относительная деформация при этом по формуле
(7.1) будет равна:
наружные по
отношению к нейтральной линии слои бумаги подвергаются деформации растяжения, а
внутренние - деформации сжатия. Относительная деформация при этом по формуле
(7.1) будет равна:
 , (7.1)
, (7.1)
где  -
длина нейтральной линии листа;
-
длина нейтральной линии листа;  - длина
деформированных слоев листа.
- длина
деформированных слоев листа.
Относительная деформация сжатия  внутренней
поверхности листа точно такая же по модулю, но имеет отрицательное значение.
внутренней
поверхности листа точно такая же по модулю, но имеет отрицательное значение.
Длина полуокружности нейтральной линии в зоне
деформации  , а деформированных
поверхностных слоев
, а деформированных
поверхностных слоев  . Абсолютная
деформация растяжения и сжатия поверхностных слоев
. Абсолютная
деформация растяжения и сжатия поверхностных слоев  ,
а внутренних слоев понижается до нуля при приближении к нейтральной линии. Это
означает, что при изгибе кроме деформаций растяжения и сжатия, вызывающих в
бумаге повышение пористости и уплотнение, неизбежны значительные деформации
сгиба, сопровождающиеся относительным смещением волокон, нарушением связей
между ними и потерей прочности.
,
а внутренних слоев понижается до нуля при приближении к нейтральной линии. Это
означает, что при изгибе кроме деформаций растяжения и сжатия, вызывающих в
бумаге повышение пористости и уплотнение, неизбежны значительные деформации
сгиба, сопровождающиеся относительным смещением волокон, нарушением связей
между ними и потерей прочности.
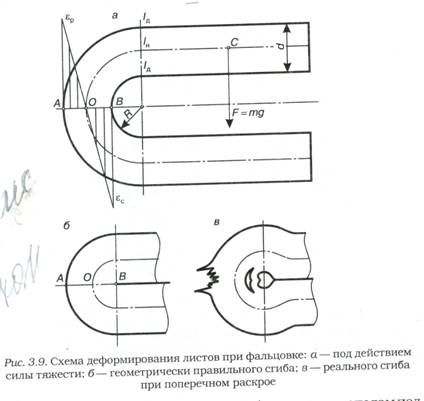
Рисунок 1.14 - Схема деформирования листов при
фальцовке
Чтобы получить четкий и стойкий сгиб, в процессе
фальцовки необходимо приложить давление около 5 МПа перпендикулярно поверхности
сложенного листа в зоне фальца. Если бы удалось получить геометрически
правильный сгиб, как показано на рис., б, то при первом сгибе относительные
деформации растяжения и сжатия оказались бы равными 100%. Такие деформации,
особенно деформации сжатия, нереальны даже теоретически, так как материя в
точке В (рис. 1.14, б) не может исчезнуть.
В реальных условиях фальцовки падение прочности
разных ыидов печатной бумаги по сгибу в зависимости от направления не превышает
30%, ожидаемого 2-3 кратного уменьшения прочности не происходит. При этом концы
соседних волокон у наружного сгиба расходятся на значительные расстояния лишь
близ поверхности бумаги поперечного раскроя, а во внутренней части сгиба
волокна набегают друг на друга, образуя утолщения и многочисленные мелкие
складки вдоль линии сгиба (рис. 1.14, в), которые при фальцовке толстой бумаги
заметны даже невооруженным глазом.
Характер и величина разрушения связей между
волокнами в сгибе различны в тетрадях с долевым и поперечным раскроем. Если
сгиб происходит по машинному направлению бумаги, то в зону перегиба попадают в
основном боковые разветвления волокон целлюлозы и древесной массы и небольшое
количество волокон, оказавшихся под каким либо углом к машинному направлению
из-за сотрясательного движения сетки бумагоделательной машины. Сгиб в этом
случае получается довольно четким, стойким, со сравнительно гладким фальцем,
без изломов и искривлений.
Если же сгиб перпендикулярен машинному
направлению бумаги, то в зону перегиба попадает основная масса целлюлозных
волокон, ориентированных по машинному направлению. Наружная поверхность фальца
при этом получается шероховатой, так как концы волокон освобождаются от
молекулярных связей друг с другом, внутреннее утолщение бывает заметно большим,
а линия сгиба - неровной. Сам фальц, несмотря на разрушения около 30% толщины
листа, стремится вернуть свою первоначальную форму.
Факторы, влияющие на качество и
производительность фальцовки
На основные показатели качества сфальцованных
(точность фальцовки, степень обжатия фальцев и отсутствие морщин) оказывают
влияние режимы фальцовки и технологические факторы. Под режимами фальцовки
подразумевается величина зазора между фальцваликами и скорость работы
фальмашины, определяющие величину, время и энергию силового воздействия на
фальцуемую бумагу. К технологическим факторам относятся толщина, объемная
масса, зольность и влажность бумаги, направление раскроя, число сгибов и
вариант фальцовки тетради, определяющие деформационные свойства бумаги и
полуфабриката. На производительность фальцовки оказывают влияние в основном
формат (длина) и толщина бумаги и вариант фальцовки.
Режимы фальцовки. Величина зазора между
фальцваликами, предварительно устанавливаемая при подготовке фальцмашины к
работе, определяет удельную силу обжима фальцев; в процессе фальцовки она
должна дополнительно регулироваться с учетом числа сгибов и варианта фальцовки.
Технологически необходимая удельная сила сжатия фальцуемой тетради в
фальцваликах должна возрастать с увеличением суммарной толщины и числа
обжимаемых фальцев. Чтобы получить высокую степень обжатия фальцев, при 1-3-сгибной
параллельной фальцовке она должна возрастать от 0,12до 0,40 кН/м, а при
2-4-сгибной перпендикулярной фальцовке - от 0,20 до 2,5 кН/м.
Скорость работы фальцмашины существенно влияет
на точность фальцовки тонкой бумаги с малой объемной массой и, следовательно,
жесткостью, так как такая бумага легко деформируется в момент равнения листа по
упорам кассет и ножевых фальцсекций. Чтобы получить точность фальцовки высокого
уровня тонкой бумаги, скорость работы машины приходится снижать.
Технологические факторы.
Толщина бумаги. При фальцовке тонкой бумаги уже
меньше абсолютные деформации растяжения и сжатия в сгибах и высокоэластические
восстановительные силы, поэтому степень обжатия фальцев у тетрадей из тонкой
бумаги при одинаковой удельной силе в фальцваликах всегда выше, чем при
фальцовке толстой бумаги. Высокая точность фальцовки тонкой бумаги достигается
за счет снижения инерционных нагрузок при снижении скорости работы
оборудования.
Объемная масса бумаги. Структура
каландрированной, высококаландрированной и мелованной бумаги с большой объемной
массой ( )
многократно и сильно уплотнялась в процессе их производства, поэтому такая
бумага позволяет получать четкий фальц и высокую степень его уплотнения при
одинаковой удельной силе сжатия в фальцваликах.
)
многократно и сильно уплотнялась в процессе их производства, поэтому такая
бумага позволяет получать четкий фальц и высокую степень его уплотнения при
одинаковой удельной силе сжатия в фальцваликах.
Зольность бумаги. В бумаге с большим содержанием
наполнителя связь между волокнами целлюлозы ослаблена и значительно нарушается
в сгибах, поэтому высокозольная бумага теряет при фальцовке до 80% прочности на
разрыв; высокую степень обжатия фальцев у такой бумаги можно получить при малой
удельной силе в фальцваликах. При образовании сгибов в бумаге с малым
содержанием наполнителей прочность надмолекулярной структуры бумаги изменяется
значительно меньше, а прочность на разрыв уменьшается не более чем на 30%. Для
получения высокой степени обжатия фальцев у тетрадей из такой бумаги требуется
большая удельная сила в фальцваликах.
Влажность бумаги. С увеличением влажности бумаги
прочные водородные связи между молекулами целлюлозы в волокнах заменяются
относительно слабыми мостиковыми связями через диполи воды, поэтому при
сравнительно малом силовом воздействии на бумагу с повышенной до 10-12%
влажностью можно получить значительные остаточные деформации в сгибах при малом
разрушении надмолекулярной структуры волокон целлюлозы.
Направление раскроя. Сгиб получается ровным,
гладким, с минимальной потерей прочности на разрыв, если фальцовка обеспечивает
так называемый долевой раскрой, когда машинное направление бумаги совпадает с
линией последнего сгиба. Для получения долевого сгиба с высокой степенью
обжатия фальцев удельную силу сжатия в фальцваликах следует увеличивать. При
поперечном раскрое удельная сила сжатия сгибов в фальцваликах должна быть
минимальной, так как высокое давление может вызвать значительное разрушение
бумаги на сгибах и снизить тем самым долговечность книжного издания.
Число сгибов и вариант фальцовки. С увеличением
числа сгибов от одного до трех, для получения высокой степени обжатия фальцев
при параллельной фальцовке удельную силу сжатия в фальцваликах необходимо
увеличивать примерно трехкратно. Комбинированная и особенно перпендикулярная
фальцовка требует многократного увеличения удельной силы обжима в
фальцваликах.[3]
Способы фальцовки
Для фальцовки листов/оттисков используют два
основных машинных способа - ножевой и кассетный. Оба они имеют общие операции.
Вначале производится выравнивание листа относительно фальцевального устройства,
затем следует образование бумажной петли, наконец, обжим петли валиками -
образование фальца. Выполнение же этих операций производится разными
устройствами.
Ножевая фальцовка
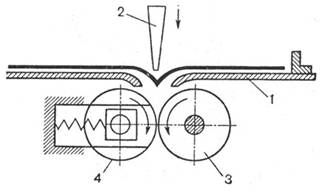
Рисунок 1.15 - Схема ножевой фальцовки
Ножевой способ фальцовки (рис. 1.15) получается
при проталкивании листа, выровненного по передним и боковым упорах, подвижным
ножом 2 между двумя, вращающихся навстречу друг другу, валиками 3 и 4, которые
обжимают место сгиба - фальц. Зазор между валиками регулируется по толщине
фальцуемой тетради.
Этот способ имеет ряд преимуществ: высокая
точность фальцовки, плотное исполнение фальцев тетрадей, им можно фальцевать
бумаги любой толщины и массы. Его недостатки: невысокая скорость работы из-за
реверсивного движения механизма ножа, необходимость кратковременной остановки
листа для выравнивания перед фальцовкой.
Кассетная фальцовка
Рисунок 1.16 - Схема кассетной фальцовки
Кассетный способ (рис. 1.16) формирует сгиб за
счет взаимного расположения кассеты 3 и трех фальцевальных валиков, которые
способствуют образованию в листе петли, обжимаемой затем по месту сгиба, как и
при ножевом способе, вращающимися валиками.
Лист бумаги после выравнивания по боковой
линейке на транспортере попадает в подающие валики 1 и 2, которые расположенные
один над другим с некоторым смещением для лучшего вхождения листа в кассету.
Кассета 3 имеет передвижной упор 4, который регулируется в зависимости от
формата и схемы фальцовки тетради. Поданный валиками 1 и 2 лист доходит до
упора 4, сначала останавливается, потом начинает деформироваться, образуя
волнообразную линию сгиба, которая заполняет всю полость кассеты. В нижней
части кассеты образуется петля, которая захватывается и обжимается
фальцевальными валиками 2, 5, вращающимися навстречу друг другу.
Лист бумаги подается в первую пару валиков 1,2,
расположенных по вертикали, являются подающими, поэтому они регулируются по
толщине листа. Вторая пара валиков 2, 5, расположенных по горизонтали, являются
фальцующими (понятно, что нижний валик одновременно является подающим) и
поэтому они регулируются по толщине сфальцованного листа. Петля в листе
образуется благодаря его изгибу в зоне валиков из-за остановки передней кромки
у упора 4 в кассете 3, представляющей собой узкую полость для входа листа.
Этот способ имеет такие достоинства, как высокая
скорость работы, отсутствие механизмов реверсивного действия, выравнивание
листа выполняется во время транспортировки. К недостаткам кассетного способа
относятся чувствительность к толщине, жесткости и гладкости бумаг, невысокая
точность фальцовки.
Прочая техническая информация
Готовые изделия
Двигатели:
Асинхронный электродвигатель ДАТ 75-40-3,0 40 Вт
- (масса 1,8 кг)
Шаговые двигатели со своими параметрами:
Массой 1,7 кг (без вала) - для 2-й фальцующей
пары валиков
Масса 0,45 кг (без вала) - для 1-й фальцующей
пары валиков, укладчика, ленточного транспортера, проводящих валиков,
биговочного валика, валика самонаклада (7 шт)
Соленоиды:
Со своими параметрами (ход до 5 мм)
Isliker Magnete UG -130.35 (ход
до
35 мм)
Наружные концентрические кольца ГОСТ 13940-86 -
52 шт:
Масса 1000 колец диаметром 20 мм (для 2-й
фальцующей пары (8 шт)) - 1,85 кг, диаметром 10 мм (для остального (42 шт)) -
0,42 кг, диаметром 6 мм (для вала самонаклада с резьбой (2 шт)) - 0,13 кг.
Подшипники:
ГОСТ 26 легкая серия (масса 0,0080 кг) - 2 шт.
(вал самонаклада с резьбой)
ГОСТ 200 легкая серия (масса 0,031 кг) - 17 шт.
ГОСТ 204 легкая серия (масса 0,108 кг) - 4 шт.
(2-е фальцующие валики)
Расчет зубчатых колес
Рассчитаем параметры зубчатых колес, необходимых
для начертания в сборочном чертеже шестерен зубчатых колес реальных размеров.
Найдем число зубьев шестерен 1-й и 2-й
фальцующих пар валиков, проводящих валиков и биговочных валиков по формуле
(8.1):
 , (8.1)
, (8.1)
где: z - число зубьев, d - делительный диаметр,
m - модуль зацепления.
Делительный диаметр для 1-й фальцующей пары,
проводящих и биговочных валиков равен 30 мм, а модуль зацепления принят за 1,5.
А для 2-й фальцующей пары валиков делительный диаметр равен 50 мм, модуль
зацепления - 2.
Согласно формуле (8.1) число зубьев шестерен 1-й
фальцующий пары валиков, проводящих валиков и биговочных валиков равен:
Согласно формуле (8.1) число зубьев шестерен 2-й
фальцующей пары валиков равен:

Также, по формулам (9.1) и (10.1), вычислим
диаметры вершины  и впадин
и впадин  зубьев
шестерни:
зубьев
шестерни:
 (9.1)
(9.1)
 (10.1)
(10.1)
Для 1-й фальцующей пары валиков, проводящих
валиков и биговочных валиков данные диаметры таковы:


Для 2-й фальцующей пары валиков диаметры таковы:


Для 1-й фальцующей пары валиков, проводящих
валиков и биговочных валиков межосевое расстояние  равно
30 мм, а для 2-й фальцующей пары валиков оно равно 50 мм. Возьмем коэффициент
равно
30 мм, а для 2-й фальцующей пары валиков оно равно 50 мм. Возьмем коэффициент  равным
0,2. Тогда по формуле (11.1) рассчитаем ширину зубчатого венца.
равным
0,2. Тогда по формуле (11.1) рассчитаем ширину зубчатого венца.
 (11.1)
(11.1)


Согласно сборочному чертежу помимо стенок корпуса
указаны следующие детали и узлы:
Станина самонаклада
Упор самонаклада (4 шт)
Соленоид (шаг до 5 мм)
«Сухарь» (10 шт)
Подающий откидной валик самонаклада
Упор-отсекатель
Кронштейн (4 шт)
Пружина (10 шт)
Проводящий валик (4 шт)
Подшипник ГОСТ 200 легкая серия (17 шт)
Биговочный валик (2 шт)
Биговочное кольцо (3 шт)
Винт регулирующий (6 шт)
Винт закрепляющий (6 шт)
Соленоид Isliker Magnete UG -130.35
Станина съемного ножа
Ролик (12 шт)
Съемный нож для фальцевания (2 шт)
Шаговый двигатель (ход до 35 мм) (7 шт)
Шаговый двигатель (ход до 5 мм)
Винт (23 шт)
Шестерня (z=20) (8 шт)
Шестерня (z=25) (2 шт)
Фальцующий валик (4 шт)
Наружное концентрическое кольцо (52 шт)
Подшипник ГОСТ 204 легкая серия (4 шт)
Болт с широкой шляпкой (36 шт)
Укладчик
Вал ленточного транспортера (2 шт)
Двигатель ДАТ 75-40-3,0 40 Вт
Болт (4 шт)
Муфта
Уголок (2 шт)
Гайка с резьбой
Вал с резьбой
Подшипник ГОСТ 26 легкая серия (2 шт)
Боковой упор (2 шт)
Вентиль (4 шт)
Фиксатор (6 шт)
Направляющая (4 шт)
ГЛАВА 2. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Структура управления типографии. Организация
планирования типографии
Рисунок 1.17 - Схема структуры управления
производством
В РИО работают:
Заведующая издательством (контролирует процесс
редакционно-издательской подготовки)
Ведущий экономист (проводит расчет экономической
составляющей производства)
Ведущий редактор (ответственен за оформление,
читабельность и соответствие издания нормам и правилам оформления)
В ведении учебно-производственного комплекса
находятся:
Заведующий лабораторией (офсетная листовая
машина). Является главным механиком и наладчиком офсетной машины.
Заведующий лабораторией (цифровая техника,
допечатное и послепечатное оборудование). Контактирует с РИО и другими отделами
института. Отвечает за вверенное оборудование. Исполняет функции главного
механика и наладчика. Выполняет работы на этом оборудовании.
Ведущий электроник (заместитель зав.
лабораторией). Выполняет те же функции, что и заведующий лабораторией во время
отсутствия начальника или ввиду повышенной загрузки. Работает с программами
персонального компьютера, которые необходимы для обработки/работы с изданием.
Также ежемесячно приходит представитель из
сервиса, который поставляет необходимые комплектующие и расходные материалы для
оборудования.
Немного о планировании организации типографии
(рис. 1.17):
В учебно-производственный комплекс приносят
оригинал-макет издания, которое выражается либо в электронном виде (чаще
всего), либо в бумажном. Далее посредством имеющейся техники производится
размножение продукции, посредством печатания на ризографе. При очень малых
тиражах используется профессиональное МФУ (многофункциональное устройство),
т.е. ксерокопирование оригинал-макета. Затем происходит подборка листов в блоки
путем работы на полу-автоматическом листоподборочном аппарате. Заключительным
этапом является скрепления блока нитью и приклейка к обложке на термоклеевой
машине. Финишная операция - это обрезка издания с трех сторон на одноножевой
резальной гидравлической машине гильотинного типа.
Слабой стороной планирования является то, что
операции бигования (нанесение биговочной канавки с целью облегчения сгиба и
сохранения презентабельного вида издания) и фальцевания (сгибание по биговочной
канавке) обложки издания выполняются вручную, т.е. требуется достаточное
количество времени на изготовление обложки. Что достаточно ощутимо при
малочисленном штате организации. Поэтому дипломный проект связан со следующим
направлением: «автоматический биговально-фальцевальный аппарат», т.е.
обновление послепечатного парка оборудования предприятия.
Суть и задачи экономики
Экономика - наука об использовании ограниченных
ресурсов в целях удовлетворения неограниченных потребностей человека.
Ресурсы, которые участвуют в производстве
товаров и услуг, называются факторами производства. Они включают природные,
человеческие и информационные ресурсы, а также капитал. Каждый фактор занимает
свое место в системе и выполняет свою конкретную функцию.
Главная задача экономики - выбрать наиболее
эффективный способ распределения факторов производства. При этом общество
должно найти ответы на следующие три вопроса:
Что из товаров и услуг должно быть произведено и
в каком количестве?
Как должны быть произведены эти товары и услуги?
Применение каких технологий и методов организации производства, использование
каких ресурсов даст максимальный экономический и социальный эффект?
Кто потребитель?
Производимые товары могут быть проданы и
принести прибыль, которая заставляет производителей изготовлять товары и
поставлять на рынок по той цене, по которой их могут купить. Прибыль заставляет
продавцов производить продукт с наименьшими затратами. Наименьшие затраты, в
свою очередь, позволяют:
Повысить прибыль, т.е. разницу между продажной
ценой и затратами;
Снизить цены в борьбе с конкурентами;
Реализовать оба подхода;
Предприятие - экономическая единица, которая
самостоятельно принимает решения, использует факторы производства для
изготовления и продажи товаров другим предприятиям, домохозяйствам и
государству, стремится к максимизации прибыли. Предприятие - организационная
основа любой экономики. На данном уровне совершаются все основные
микроэкономические процессы рыночного хозяйства. Домохозяйства и предприятия
образуют частный сектор, а государство - государственный.
Издержки производства - затраты на приобретение
вводимых факторов производства или экономических ресурсов. Следовательно,
способ производства какого-либо товара, при котором лучше всего осуществляется
минимизация издержек производства, будет наиболее экономически эффективным.
Налог - принудительная выплата государству
юридическими и физическими лицами денежных средств в целях финансового
обеспечения деятельности государства и муниципальных образований. [5]
Пример эффективности внедрения разрабатываемого
аппарата
Для того чтобы ясно представлять себе
экономическую выгоду, введем ряд данных:
стоимость окончательного изготовления одной
обложки - 1 рубль. Другими словами, в контексте работы на данной организации
работник доводит каждую обложку до требуемого вида: производит операции биговки
(три раза) и фальцовки (два раза), за 1 рубль.
возьмем средний тираж заказываемых книг числом в
200 экземпляров. Следовательно, нужно изготовить 200 обложек.
Согласно наблюдениям и опыту, выяснено, что
работник может полностью довести 200 обложек до требуемого по технологическим
соображениям вида за 7 часов, не тратя времени на выполнение других операций,
необходимых для создания книги.
В итоге получается, что работник получает 200
рублей за 7 часов работы с одними только обложками. В условиях быстрого востребования
заказа это не очень хорошо. Плюс к этому, работник стоит практически весь
рабочий день, не сходя с места, вручную выполняя однообразную работу.
А теперь изменим несколько данных. А что будет,
если эту работу будет выполнять специальный аппарат? Допустим, что операции
биговки и фальцовки для одного листа будут выполняться за 30 секунд. Тогда
общее затраченное время на работу будет равняться ста минутам, т.е. чуть больше
чем полтора часа вместо семи часов. А значит, работник сможет выполнить за день
примерно в пять раз больше подобных работ, чем, если бы он выполнял вручную.
Облегчение труда и другие особенности снижают себестоимость продукции, а значит
и цену ее изготовления.
Допустим, что теперь за данную работу работник
будет получать 30 копеек (чем проще и дешевле изготовлять продукцию,
следовательно, число продукции растет, тем меньше стоимость ее изготовления). И
в день он будет выполнять заказ численностью 800 экземпляров. В итоге за день
он будет зарабатывать 240 рублей, вместо 200 рублей. И это притом, что теперь
работник может потратить рабочий день на выполнение других, также оплачиваемых
работ.
Подведем итоги: по сравнению с ручным
выполнением труда работник при использовании биговально-фальцевального аппарата
получает за данный вид работы на 40 рублей больше, изготовляет продукцию в пять
раз больше, имеет возможность выполнять другие оплачиваемые виды работ,
периодически контролируя аппарат. И присутствует еще один положительный фактор:
освобождение работника от выполнения монотонного ручного труда, который со
временем сказывается на его индивидуальных особенностях.
А чтобы развеять последние сомнения, то приведем
еще один положительный фактор. Рост спроса на изготавливаемые изделия,
вследствие уменьшения его себестоимости, приводит к увеличению чистой прибыли.
Чем больше чистая прибыль, тем больше открывается возможностей для ее
реализации в каких-либо других целях: будь то закупка нового оборудования,
ремонт помещений и т.д. Как следствие, фирма, взявшая кредит на приобретение
данного автоматического биговально-фальцевального аппарата, сможет достаточно
быстро и без ущерба для себя вернуть его банку.
Система показателей эффективности производства
Основной производственный фонд (ОПФ) -
материально-вещественные ценности (часть имущества предприятия),
функционирующие в неизменной натуральной форме в течение длительного периода
времени и постепенно переносящие свою стоимость на производимый продукт частями
по мере износа. ОПФ используются в сфере материального производства,
многократно участвуют в производственном процессе, постепенно изнашиваются и
воспроизводятся путем замены изношенных частей на новые за счет накопленного
амортизационного фонда (простое воспроизводство) и части прибыли, направляемой
на развитие производства (расширенное воспроизводство).
К ОПФ относится большое количество разнообразных
объектов, которые отличаются назначением, сроком службы, влиянием на результаты
производства (группы ОПФ: здания, сооружения, передаточные устройства, машины и
оборудование, транспортные средства, инструменты и технологическая оснастка
долговременного пользования, производственный и хозяйственный инвентарь, прочие
основные производственные фонды).[6]
Разрабатываемый биговально-фальцевальный аппарат
относится к группе ОПФ: «машины и оборудование». Для наглядного показа
экономической эффективности разработки, ее показатели будут сравниваться с
технико-экономическими показателями устаревшего оборудования типографии и
продаваемой в данное время на российском рынке машины с функцией биговки и
фальцовки «Morgana DigiFold». Ниже приведены технико-экономические показатели
работы на послепечатном участке типографии, исполняемой работником на данном
оборудовании в течение трех лет.
Составим ряд исходных данных для трех вариантов
оборудования для заполнения табл. 2.1, 2.2 и 2.3.. Устанавливаемый срок
активной эксплуатации для каждого аппарата - 3 года (именно столько
работник-студент может работать в типографии института в течение периода своего
обучения в нем за неполный рабочий день (примерно 96 нормо-часов в месяц, т.е.
по 4 часа по будним дням)). Требуемое число работников для производства товара
(книжной обложки с тремя бигами) - один человек. Используемый материал - бумага
плотностью 120 «IQ Selection»
(500 листов, формат А3, стоимость 646 рублей).
Вместе с соавтором была написана книга по
научно-фантастической тематике на 320 страниц. Формат книги 70х100 1/16. Если
условиться, что в течение трехлетнего выпуска тиража на книгу будет идти
устойчивый спрос, то можно вычислить значение тиража, которое может сделать
один работник (выполняет в одиночку весь производственный цикл: печатный и
послепечатный), если работать пять дней в неделю по четыре часа.
На практике выяснено, что выполнение одним
рабочим операций распечатывания издания на ризографе «Duplo», подборки листов в
книжный блок, шитье книжного блока на нить тиража в 200 штук занимает 37 часов,
т.е. примерно 9 неполных рабочих дней (37/4). Приклеивание готовой обложки к
книжному блоку и последующая трехсторонняя обрезка (финишняя операция) при
таком же тираже занимают 24 часа, т.е. 6 неполных рабочих дней. В итоге,
изготовление книги тиражом в 200 штук занимает 15 неполных рабочих будних дней,
т.е. на производство уходит три недели (без учета распечатывания обложки на
ризографе и фальцевания).
года = 365х3= 1095 дней - число возможных
рабочих дней. Вычтем выходные и праздничные дни. В одном году примерно 30
недель, т.е. 60 выходных дней (суббота + воскресенье). За три года - 180 дней.
В одном году 20 праздничных дней, за три года - 60 дней. На июль и август
работник-студент берет отпуск - 62 дня. Следовательно, за три года выйдет 186
дней. В итоге, за трехлетний период выполнения заказа остается 669 неполных
рабочих дней. Если разделить 660 дней на 15 дней, то получится число 44,
которое умножаем на значение тиража в 200 штук, т.е. получаем максимальное
значение тиража в 8800 штук книг (в год - 2993 книги), который можно выполнить
за три года. Остаток из 9 неполных рабочих дней как раз идет на распечатку
обложек на ризографе в 8800 штук (можно распечатать за 2 неполных рабочих дня)
и прочие непредвиденные обстоятельства.
Но, есть еще один ранее не используемый фактор -
сроки завершающего изготовления обложки, поэтому максимальное значение тиража
будет различаться для каждого из рассматриваемых трех применяемых оборудований.
С использованием устаревшего оборудования на окончательное изготовление обложки
(три бига и фальцевание вручную) для книг тиражом в 200 штук уходит 8 часов (2
неполных рабочих дня). Чтобы сделать 8800 штук обложек, потребуется 88 дней
((8800/200)*2), учитывая, что запас в 9 дней, т.е. времени недостаточно.
Посредством простых пересчетов получится, что на устаревшем оборудовании за
трехлетний период (669 неполных рабочих дней) можно изготовить тираж в 7900
книг. Согласно предоставленной информации в ссылке [12] автоматическая
биговально-фальцевальная машина «Morgana DigiFold» может сделать 6000 листов за
один час. Следовательно, на данной машине выполнение плана в 8800 штук книг
проходит без отклонений. Согласно желаемым техническим требованиям
разрабатываемый биговально-фальцевальный аппарат должен изготавливать от 6000
до 7000 листов за час. Соответственно, на данном аппарате план в 8800 книг так
же выполняется.
Среднестатистическая книга научно-фантастического
жанра в 320 страниц стоит примерно в 350 рублей. Умножив эту стоимость на число
книг, изготавливаемых в год, можем получить годовой объем реализации продукции
в рублях.
Теперь разберемся с материальными затратами.
Зарплата работника-студента, работающего в полставки, определяется в размере
4000 рублей в месяц. Следовательно, за 30 месяцев работы, работник получает
120000 рублей. За бумагу для обложки затраты при тираже в 8800 штук и 7900 штук
составляют 11628 и 10336 рублей соответственно. Стоимость краски 130 рублей
(600 мл). Рассмотрим затраты технического плана.
Устаревшее оборудование:
Стоимость - 5000 рублей;
Восстановление изношенной части - в течение трех
лет не требуется заменять части.
Машина «Morgana DigiFold» с функцией биговки и
фальцовки:
Стоимость - 1248370 рублей.
Восстановление изношенной части - оборудование
относится к послепечатному, срок службы которого определяется в 15 лет. Поэтому
в первые три года эксплуатации оборудования гарантированно не должно быть
никаких поломок (при надлежащем уровне эксплуатации аппарата и исполнения
работником планово-предупредительных ремонтных работ)
Разрабатываемый биговально-фальцевальный
аппарат:
Согласно приведенным выше техническим
требованиям к проектируемому изделию стоимость - не выше 600000 рублей.
Восстановление изношенной части - оборудование
относится к послепечатному, срок службы которого определяется в 15 лет. Поэтому
в первые три года эксплуатации оборудования гарантированно не должно быть
никаких поломок (при надлежащем уровне эксплуатации аппарата и исполнения
работником планово-предупредительных ремонтных работ)
Осталось определиться с основным
производственным фондом (ОФП). Допустим, что ежегодно на нужды послепечатного
отдела типографии выделяется 300000 рублей. Очевидно, что такого ОПФ полностью
хватит на ручное оборудование, а для двух автоматических
биговально-фальцевальных устройств нет. Поэтому нужно будет брать кредит:
1000000 рублей, если начать производство на машине «Morgana DigiFold» и 400000
рублей - на разрабатываемом биговально-фальцевальном аппарате. Что оказывает
влияние на материальные затраты на второй и третий года эксплуатации
оборудования (в первый год эксплуатации кредит лучше не гасить).
Если добавить затраты, связанные с выплатой
кредита при процентной ставке в 18%, то за три года по кредиту нужно выплатить
1180000 и 472000 рублей соответственно.
Сумма кредита и начальный ОПФ составляют
необходимые средства на покупку БФА и оплату других расходов типографии -
700000 р. Согласно табл. 2.3, взятые в кредит 400000 рублей, уже окупятся на
второй год эксплуатации разрабатываемого биговально-фальцевального аппарата,
т.к. годовой объем реализации продукции в 4 раза превысит материальные затраты.
Таблица 2.1 - Технико-экономические показатели
работы на ручном оборудовании
|
Наименование
показателя
|
Условное
обозначение
|
Единица
измерения
|
Значение
показателей по годам
|
|
|
|
1
год
|
2
год
|
3
год
|
|
Численность
рабочих
|
Р
|
Чел.
|
1
|
1
|
1
|
|
Индекс
изменения показателя
|

|
%
|
100
|
100
|
100
|
|
Темп
изменения показателя
|

|
%
|
0
|
0
|
0
|
|
Стоимость
ОПФ
|
Ф
|
Тыс.
руб.
|
300000
|
300000
|
300000
|
|
Индекс
изменения показателя
|

|
%
|
100
|
100
|
100
|
|
Темп
изменения показателя
|

|
%
|
0
|
0
|
0
|
|
Материальные
затраты
|
М
|
Тыс.
руб.
|
55466
|
40000
|
40000
|
|
Индекс
изменения показателя
|

|
%
|
100
|
72
|
72
|
|
Темп
изменения показателя
|

|
%
|
0
|
28
|
28
|
|
Годовой
объем реализации продукции
|
В
|
Тыс.
руб.
|
921900
|
921550
|
921550
|
|
Индекс
изменения показателя
|

|
%
|
100
|
99,9
|
99,9
|
|
Темп
изменения показателя
|

|
%
|
0
|
0,1
|
0,1
|
Индекс изменения соответствующего показателя (%)
по годам рассчитывается по формуле (1.2):
 (1.2)
(1.2)




Темп изменения соответствующего показателя
рассчитывается по формуле (2.2):
 (2.2)
(2.2)
Таблица 2.2 - Технико-экономические показатели
работы на машине «Morgana DigiFold»
|
Наименование
показателя
|
Условное
обозначение
|
Единица
измерения
|
Значение
показателей по годам
|
|
|
|
1
год
|
2
год
|
3
год
|
|
Численность
рабочих
|
Р
|
Чел.
|
1
|
1
|
1
|
|
Индекс
изменения показателя
|
|
%
|
100
|
100
|
100
|
|
Темп
изменения показателя
|
|
%
|
0
|
0
|
0
|
|
Стоимость
ОПФ
|
Ф
|
Тыс.
руб.
|
1300000
|
300000
|
300000
|
|
Индекс
изменения показателя
|
|
%
|
100
|
23
|
23
|
|
Темп
изменения показателя
|
|
%
|
0
|
77
|
77
|
|
Материальные
затраты
|
М
|
Тыс.
руб.
|
1300128
|
630000
|
630000
|
|
Индекс
изменения показателя
|
|
%
|
100
|
48,5
|
48,5
|
|
Темп
изменения показателя
|

|
%
|
0
|
51,5
|
51,5
|
|
Годовой
объем реализации продукции
|
В
|
Тыс.
руб.
|
1026900
|
1026550
|
1026550
|
|
Индекс
изменения показателя
|

|
%
|
100
|
99,9
|
99,9
|
|
Темп
изменения показателя
|

|
%
|
0
|
0,1
|
0,1
|
Таблица 2.3 - Технико-экономические показатели
работы разрабатываемого аппарата
С помощью матрицы показателей эффективности
производства, указанной ниже (табл. 2.4), можно вычислить такие показатели как:
трудоемкость продукции (Р/В), фондоемкость продукции (Ф/В), материалоемкость
продукции (М/В), производительность труда (В/Р), фондоотдача (В/Ф),
материалоотдача (В/М), трудоемкость ОПФ (Р/М), трудоемкость материальных затрат
(Р/Ф), фондоемкость труда (Ф/Р), фондовооруженность материальных затрат (Ф/М),
материалоемкость труда (М/Р), материалоемкость ОПФ (М/Ф).
Таблица 2.4 - Матрица показателей эффективности
производства
|
Рабочая
сила Р, чел.
|
Средства
труда Ф, тыс. руб.
|
Предметы
труда М, тыс. руб.
|
Результаты
труда В, тыс. руб.
|
|
Показатели
трудоемкости
|
|
Рабочая
сила Р, чел.
|
|
Р/Ф
|
Р/М
|
Р/В
|
|
Показатели
фондоемкости
|
|
Средства
труда Ф, тыс. руб.
|
Ф/Р
|
|
Ф/М
|
Ф/В
|
|
Показатели
материалоемкости
|
|
Предметы
труда М, тыс. руб.
|
М/Р
|
М/Ф
|
|
М/В
|
|
Показатели
выработки продукции
|
|
Результаты
труда В, тыс. руб.
|
В/Р
|
В/Ф
|
В/М
|
|
Рабочая сила - численность или затраты рабочего
времени.
Средства труда - основной производственный фонд
(ОПФ).
Предметы труда - материальные затраты.
Результаты труда - выпуск или реализация
продукции.
Все показатели выше главной диагонали являются
показателями «емкости», а показатели ниже главной диагонали (обратные) -
показатели «отдачи».
Основные производственные фонды (ОПФ) и их
амортизация
Среднегодовая стоимость ОПФ рассчитывается по
формуле (3.2):
 , (3.2)
, (3.2)
где  рублей
- балансовая стоимость ОПФ на начала года;
рублей
- балансовая стоимость ОПФ на начала года;
 рублей -
балансовая стоимость вновь введенных ОПФ;
рублей -
балансовая стоимость вновь введенных ОПФ;
 рублей -
балансовая стоимость выбывших (списанных с баланса) ОПФ;
рублей -
балансовая стоимость выбывших (списанных с баланса) ОПФ;
 - число месяцев
работы выбывших и введенных в эксплуатацию ОПФ в течение года;
- число месяцев
работы выбывших и введенных в эксплуатацию ОПФ в течение года;

Норма амортизации - установленный годовой
процент возмещения стоимости ОПФ. Поэтому годовая сумма амортизации
определяется по формуле (4.2):
 (4.2)
(4.2)
где  =
8,3% - норма амортизации ОПФ (принимается по Единым нормам амортизационных
отчислений на полное восстановление ОПФ);
=
8,3% - норма амортизации ОПФ (принимается по Единым нормам амортизационных
отчислений на полное восстановление ОПФ);
 рублей - ОПФ исходя
из рыночной стоимости аппарата.
рублей - ОПФ исходя
из рыночной стоимости аппарата.
Затраты на монтаж и доставку вычисляются так: 
Производственная мощность постпечатного участка
типографии
Рассчитаем для разрабатываемого
биговально-фальцевального аппарата эффективный годовой фонд времени работы
оборудования ФЭ исходя из номинального рабочего времени ФН и действительного
фонда времени работы оборудования ФД по приведенным ниже формулам (5.2), (6.2)
и (7.2).
 , (5.2)
, (5.2)
где  -
общее число дней в году;
-
общее число дней в году;
 - число выходных
(суббота и воскресенье) дней в году;
- число выходных
(суббота и воскресенье) дней в году;
 - число праздничных
дней в году;
- число праздничных
дней в году;
 - число
предпраздничных дней в году;
- число
предпраздничных дней в году;
 - число смен
работы;
- число смен
работы;

Действительный фонд времени работы оборудования
учитывает простои оборудования в планово-предупредительных ремонтах.
 , (6.2)
, (6.2)
где  -
норматив простоя оборудования в ремонте в течение года, %.
-
норматив простоя оборудования в ремонте в течение года, %.

Эффективный фонд времени работы оборудования
учитывает допустимые работы потери времени на переналадки.
 , (7.2)
, (7.2)
где  -
коэффициент допустимых потерь на переналадку оборудования (данное значение
применимо для массового изготовления продукции).
-
коэффициент допустимых потерь на переналадку оборудования (данное значение
применимо для массового изготовления продукции).

В общем виде производственная мощность М
рассчитывается по формуле (8.2):
 , (8.2)
, (8.2)
где  -
эффективный фонд времени работы оборудования (в часах);
-
эффективный фонд времени работы оборудования (в часах);
 - число работающих
аппаратов одного вида;
- число работающих
аппаратов одного вида;
трудоемкость изготовления одного изделия (6000
штук обложек изготавливается за 1 час);
Следовательно производственная мощность
послепечатного участка:

ГЛАВА 3. РАЗРАБОТКА ТРЕБОВАНИЙ ПО ТЕХНИКЕ
БЕЗОПАСНОСТИ И ОХРАНЕ ТРУДА
Охрана труда
Развитие полиграфической промышленности,
создание новых образцов оборудования и внедрение новых технологических
процессов, наряду с повышением производительности труда, приводят к
необходимости акцентирования внимания к охране труда и технике безопасности на
производстве.
Охрана труда - это система законодательных
актов, социально-экономических, организационных, гигиенических и
лечебно-профилактических мероприятий и средств, обеспечивающих безопасность,
сохранение здоровья и работоспособности человека в процессе труда.
Вопросы охраны труда тесно связаны со смежными
научными дисциплинами, в которых прямо или косвенно рассматриваются вопросы
создания здоровых и безопасных условий труда. А именно, правовые и социальные
науки, рассматривающие правовые гарантии трудящихся, обеспечивающие оптимальные
условия труда, определяющие правильные сочетания индивидуальных особенностей и
интересов трудящихся с общественными интересами.
Вопросы охраны труда, также, непосредственно
связаны с общеинженерными и специальными дисциплинами, когда решаются
конкретные вопросы улучшения условий труда при разработке и выполнении
технологических процессов конструирования и эксплуатации производственных
машин, агрегатов, аппаратов, поточных линий, планировании и организации производства.
Охрана труда тесно связана с научной
организацией труда, инженерной
психологией,
физиологией труда, эргономикой и технической эстетикой, без которых невозможно
изучение влияния на организм человека орудий труда, производственных процессов,
окружающей среды. Без них тяжело разработать оптимальные условия: наименьшие
затраты мышечной и нервной энергии при достижении высокой трудоспособности
человека и производительности труда.
Научная организация труда - совокупность
технологических, организационных, санитарно - гигиенических, социально -
психологических и эстетических мероприятий, которые обеспечивают наиболее
целесообразные соединения людей и техники с целью достижения и поддержания
высокой культуры и производительности труда, сохранения здоровья, трудоспособности,
трудовой и творческой активности человека, облегчения и оздоровления условий
труда.
Инженерная психология изучает взаимодействие
человека как субъекта трудового процесса с новой техникой. Она устанавливает
функциональные возможности человека в трудовых процессах с целью создания для
него оптимальных условий труда и необходимых благ для сохранения его силы,
работоспособности, здоровья и хорошего психофизического состояния.
Физиология труда изучает физиологические
процессы в организме человека, связанные с его трудовой деятельностью и
условиями производственной среды, в которой эта деятельность протекает.
Основной задачей данной науки является разработка и внедрение мероприятий,
направленных на укрепление здоровья человека, увеличение работоспособности и
снижение утомления.
Эргономика изучает комплекс системы вида:
«человек - машина - среда». Эргономика исследует, разрабатывает, и дает
рекомендации для конструирования, изготовления и эксплуатации технических
средств с учетом функциональных возможностей человека в трудовом процессе с
целью создания оптимальных условий труда. Оптимальные условия труда, делая труд
высокопроизводительным и обеспечивая человеку в процессе труда необходимые
удобства, сохраняют его силы, работоспособность и здоровье.
Техническая эстетика устанавливает зависимость
условий и результатов труда от архитектурного, конструктивного и
художественного решения интерьера, т.е. орудий труда, рабочих мест, участков,
цехов, санитарно-бытовых и других вспомогательных помещений.
Опасность электрического тока в отличие от
прочих опасных и вредных производственных факторов усугубляется тем, что
человек не обнаруживает на расстоянии с помощью органов чувств грозящую
опасность. Реакция человека на электрический ток возникает лишь при прохождении
его через организм. Электрический ток оказывает на человека термическое,
электролитическое, механическое и биологическое воздействия.
Факторы, влияющие на степень поражения
электрическим током: сила тока, напряжение тока, электрическое сопротивление
тела человека, продолжительность воздействия тока на организм человека, род и
частота тока, путь тока, индивидуальные особенности человека.
В промышленной сети в основном используют
трехфазную сеть. Биговально-фальцевальный аппарат работает при напряжении менее
1000В, поэтому целесообразно подключить его к электрической сети с
глухозаземленной нейтралью.
Конструкция биговально-фальцевального аппарата
должна обеспечивать электрическую безопасность для работающего с ним человека.
Защиту от поражения электрическим током можно обеспечить комплексом мер, а
именно:
применение надежных изоляционных материалов;
зануление (преднамеренное электрическое
соединение металлических элементов аппарата, нормально изолированных от частей,
находящихся под напряжением с глухозаземленной нейтральной точкой обмотки
источника тока трансформатора). При занулении в случае замыкания сети на корпус
электрооборудования возникает однофазное короткое замыкание, т.е. замыкание
между фазным и нулевым проводами. Вследствие этого, установка автоматически
отключается защитным аппаратом максимальной токовой защиты (перегорают плавкие
предохранители или срабатывают автоматические выключатели);
блокировка - обеспечение снятия напряжения с
токоведущих частей при попытке проникнуть к ним при открывании ограждения без
снятия напряжения;
защитное отключение - дополнительная защита к
занулению (отключение аппарата при возникновении в нем повреждения, в том числе
при пробое изоляции на корпус оборудования);
проведение организационных мероприятий (проверка
изоляции и сопротивления не реже, чем раз в год);
Пожарная безопасность
Пожарная безопасность - состояние защищённости
личности, имущества, общества и государства от пожаров. Обеспечение пожарной
безопасности является одной из важнейших функций государства.
Пожар - неконтролируемое горение, причиняющее
материальный ущерб, вред жизни и здоровью граждан, интересам общества и
государства.
Достижению пожарной безопасности способствуют:
нормативное правовое регулирование и осуществление
государственных мер в области пожарной безопасности;
создание пожарной охраны и организация её
деятельности;
разработка и осуществление мер пожарной
безопасности;
реализация прав, обязанностей и ответственности
в области пожарной безопасности;
производство пожарно-технической продукции;
выполнение работ и услуг в области пожарной
безопасности;
проведение противопожарной пропаганды и обучение
населения мерам пожарной безопасности;
информационное обеспечение в области пожарной
безопасности;
учёт пожаров и их последствий;
осуществление Государственного пожарного надзора
(ГПН) и других контрольных функций по обеспечению пожарной безопасности;
тушение пожаров и проведение
аварийно-спасательных работ (АСР);
установление особого противопожарного режима;
научно-техническое обеспечение пожарной
безопасности;
лицензирование деятельности в области пожарной
безопасности и подтверждение соответствия продукции и услуг в области пожарной
безопасности.
В случае возникновения пожара, прежде чем
выполнять его тушение подручными средствами и действовать согласно предписанным
мерам пожарной безопасности, работник должен остановить работу аппарата
посредством пульта управления и обесточить аппарат.
Биговально-фальцевальный аппарат принадлежит к
классу послепечатного оборудования и работает с возгораемыми материалами
(бумага, картон), поэтому работник должен обеспечить невозможность доступа огня
к данным материалам и продукции, находящихся на аппарате.
Микроклимат
Существенное влияние на состояние организма
человека, его работоспособность оказывает микроклимат в производственных
помещениях: климат внутренней среды этих помещений, который определяется
действующими на организм человека сочетаниями температуры, влажности, скорости
движения воздуха и теплового излучения нагретых поверхностей.
Микроклимат производственных помещений, в
основном, влияет на тепловое состояние организма человека и его теплообмен с
окружающей средой. Несмотря на то, что параметры микроклимата производственных
помещений могут значительно колебаться, температура тела человека остается
постоянной (36,6 °С). Свойство человеческого организма поддерживать тепловой
баланс называется терморегуляцией. Нормальное протекание физиологических
процессов в организме возможно лишь тогда, когда выделяемое организмом излишнее
тепло непрерывно отводится в окружающую среду. Отдача теплоты организмом
человека во внешнюю среду происходит тремя основными путями: конвекцией,
излучением и испарением.
Снижение температуры при всех других одинаковых
условиях приводит к росту теплоотдачи путем конвекции и излучения и может
привести к переохлаждению организма.
При высокой температуре практически все тепло,
которое выделяется, отдается в окружающую среду испарением пота. Если
микроклимат характеризуется не только высокой температурой, но и значительной
влажностью воздуха, то пот не испаряется, а стекает каплями с поверхности кожи.
Недостаточная влажность приводит к интенсивному
испарению влаги со слизистых оболочек, их пересыханию и эрозии, загрязнению
болезнетворными микробами. Вода и соли, выделяемые из организма потом, должны
замещаться, поскольку их потеря приводит к сгущению крови и нарушению
деятельности сердечно-сосудистой системы.
Повышение скорости движения воздуха способствует
усилению процесса теплоотдачи конвекцией и испарением пота.
Длительное влияние высокой температуры в
сочетании со значительной влажностью может привести к накоплению тепла в
организме и к гипертермии - состоянию, при котором температура тела повышается
до 38...40 °С. При низкой температуре, значительной скорости и влажности
воздуха возникает переохлаждение организма (гипотермия).
Параметры микроклимата оказывают существенное
влияние на производительность труда и травматизм, поэтому параметры
микроклимата нормируют.
Основным нормативным документом, который
определяет параметры микроклимата производственных помещений, является Сан ПиН
2.3.4.548-96. Указанные параметры нормируются для рабочей зоны - пространства,
ограниченного по высоте 2м над уровнем пола или площадки, на которых находятся
рабочие места постоянного или временного пребывания работников.
В основу принципов нормирования параметров
микроклимата положена дифференциальная оценка оптимальных и допустимых
метеорологических условий в рабочей зоне в зависимости от тепловой
характеристики производственного помещения, категории работ по степени тяжести
и периода года.
Защита от шума
Шум - всякий нежелательный для человека звук.
Звук - колебательные движения, распространяющиеся в виде волн в газообразной,
жидкой или твердой среде.
Шум ухудшает условия труда, оказывая вредное
действие на организм человека. Работающие в условиях длительного шумового
воздействия испытывают раздражительность, головные боли, головокружение,
снижение памяти, повышенную утомляемость, понижение аппетита, боли в ушах и т.
д.
Такие нарушения в работе ряда органов и систем
организма человека могут вызвать негативные изменения в эмоциональном состоянии
человека вплоть до стрессовых. Под воздействием шума снижается концентрация
внимания, нарушаются физиологические функции, появляется усталость в связи с
повышенными энергетическими затратами и нервно-психическим напряжением,
ухудшается речевая коммутация. Все это снижает работоспособность человека и его
производительность, качество и безопасность труда. Длительное воздействие интенсивного
шума (выше 80 дБ) на слух человека приводит к его частичной или полной потере.
Уровень шума на рабочих местах не должен
превышать значений, установленных действующими санитарными нормами и
государственными стандартами Системы стандартов безопасности труда.
Исправное слежение за техническим состоянием при
эксплуатации и своевременный ремонт оборудования позволяют избежать увеличения
шума аппарата. Грамотная разработка и конструирование аппарата также снижает
уровень шума при его работе.
Для снижения шума работающие узлы аппарата
закрыты кожухами, которые также выполняют защитные свойства: избегание
попадания частей тела в рабочую зону узлов. Основные возможные источники шума -
это вращающиеся валики самонаклада, биговального узла, укладчика и ленточного
транспортера, и узел фальцевания. Шум, издаваемый этими элементами аппарата, не
особенно высок сам по себе, так что не требуется принятие каких-то
дополнительных мер защиты.
Освещение
Рациональное освещение производственных
помещений и рабочих мест на предприятиях полиграфической промышленности
улучшает гигиенические условия труда, повышает культуру производства, оказывает
положительное психологическое воздействие на работающих. Также оно создает
благоприятные условия, снижающие утомляемость, уровень производственного
травматизма и профессиональных заболеваний.
Виды освещения производственных и рабочих
помещений:
Естественное освещение, создаваемое солнечными
лучами и диффузным светом небосвода, обязательно должно присутствовать в
помещении, где постоянно находится рабочий персонал. В зависимости от того, где
расположены световые проемы, оно бывает верхним, боковым и комбинированным.
Искусственное освещение используется в основном
в темное время суток (используются электрические лампы). Оно бывает общим и
местным. Если помещение равномерно освещено, то его называют общим. А в случае,
когда при расположении источников света учитывается размещение рабочих мест,
речь идет о местном искусственном освещении. Комбинированное искусственное
освещение - общее и местное освещение. Необходимо при выполнении работ, которые
требуют большой точности. Применение только одного местного освещения в
производственных условиях запрещено.
Смешанное освещение - совокупность естественного
и искусственного освещения.
Аварийное освещение включается в случае
отключения общего.
Эвакуационное освещение
Освещенность любого рабочего места должна
обязательно контролироваться не реже одного раза в год.
Освещение персонального рабочего места:
Освещение рабочего места должно быть правильным.
Ведь слишком сильный свет неизменно вызывает усталость глаз, а слишком слабый -
заставляет их напрягаться. Поэтому оптимальный уровень освещенности нормируют,
исходя из характера выполняемой зрительной работы (отраслевые нормативы).
Желательно, чтобы на рабочее место был направлен
прямой свет, а вокруг имелось фоновое освещение. Оптимальный вариант - кабинет
освещен при помощи рассеянного потолочного освещения, а на рабочее место
направлен свет в два-три раза ярче.
Не стоит использовать мощные лампы. А все
потому, что интенсивный свет утомителен. Кроме того, нельзя устанавливать лампы
на уровне глаз.
Освещение имеет чрезвычайную важность, но и само
рабочее место в любом случае должно быть комфортным. Следует выбирать столы из
натуральных материалов (дерева) со светлой поверхностью, которая не блестит.
Рассчитаем требуемый световой поток светильника
согласно формуле (1.3):
 , (1.3)
, (1.3)
где E - нормированная освещенность, лк. Так как
требуется проводить зрительные работы средней точности (IV разряд - размер
объекта различения 0,5-1 мм), то значение освещенности будет такого: E = 750
лк. = 1,5 - коэффициент запаса (для люминесцентных ламп);= 6 - площадь
освещаемого помещения, м2;= 1,1 - коэффициент минимальной освещенности (для
люминесцентных ламп);= 4 - число люминесцентных ламп в помещении;
 - коэффициент использования
светового потока ламп, зависящий от к.п.д. и кривой распределения силы света
светильника, геометрических параметров помещения, коэффициента отражения
потолка и стен, а также от высоты расположения светильников.
- коэффициент использования
светового потока ламп, зависящий от к.п.д. и кривой распределения силы света
светильника, геометрических параметров помещения, коэффициента отражения
потолка и стен, а также от высоты расположения светильников.

Требования к освещению рабочих мест на
производстве:
Освещение производственных и рабочих мест в
идеале должно соответствовать не только российским нормам, но и Европейскому
стандарту. Только в этом случае можно создать все условия для эффективного труда.
Освещение рабочего места обязательно должно
создавать наиболее комфортные условия для деятельности:
создание на рабочей поверхности освещенности,
соответствующей характеру зрительной работы, не ниже установленных норм;
обеспечение достаточной равномерности
распределения яркости на рабочей поверхности и в пределах окружающего
пространства;
ограничение прямой и отраженной блескости в поле
зрения;
обеспечение постоянной освещенности во времени;
соответствующий контраст;
правильная цветовая гамма;
отсутствие или ограничение стробоскопического
эффекта или пульсации света при использовании газоразрядных ламп.
На предприятии должна существовать возможность
индивидуального управления освещением конкретного рабочего места. Важно также
учитывать в процессе организации освещения наличие дневного света.
Энергоэффективность - одно из главных
требований, предъявляемых к рабочему освещению.
Эксплуатация биговально-фальцевального аппарата
При работе и техническом обслуживании
биговально-фальцевального аппарата необходимо соблюдать следующие меры
предосторожности:
запрещается во время работы аппарата размыкать и
замыкать разъемные соединения (должна срабатывать блокировка);
производить любые операции внутри корпуса только
после полного отключения аппарата от электропитания;
розетка должна быть установлена вблизи аппарата
и быть легкодоступной;
по окончании работ необходимо отключить
биговально-фальцевальный аппарат от сети электропитания;
не устанавливать аппарат на неустойчивых
передвижных столах, подставках. Падение аппарата может привести к его возможным
повреждениям и травмировать работника.
в случае возникновения осложнений использовать
кнопку «аварийный СТОП».
Перед переносом данного аппарата в качестве
груза необходимо ознакомиться с инструкцией «По охране труда при проведении
работ, связанных с перемещением грузов». Также прочитать соответствующие
инструкции, указывающие как правильно переносить аппарат.
ЗАКЛЮЧЕНИЕ
Предпосылкой выбора темы выпускной
квалификационной работы («Разработка биговально-фальцевального аппарата»)
послужили производственная и преддипломная практики на учебно-производственном
комплексе типографии издательства «Санкт-Петербургский институт печати».
В курсовой работе, которая стала частью данного
дипломного проекта, были рассмотрены такие основополагающие вопросы как:
назначение и область применения аппарата, анализ его аналогов и их недостатков,
разработка и обоснование выбранной схемы, предварительные технические
требования к аппарату, разработка конструкции изделия, расчеты, предложения по
организации рабочего места, предварительные экономические расчеты, разработка
требований к охране труда и техники безопасности. Последовательные ответы на
эти вопросы помогли лучше понять особенности, возможные трудности
разрабатываемого аппарата и также конкретизировали направление, в котором стоит
идти при написании дипломного проекта.
В ходе выполнения выпускной квалификационной
работы (дипломного проекта) было приведено технико-экономическое обоснование
разработки и разработаны требования по технике безопасности и охране труда.
Также, были оформлены окончательные чертежи:
сборочный чертеж разрабатываемого биговально-фальцевального аппарата с дисковой
биговкой и сделана спецификация к нему.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Мордовин
Б.М. Проектирование полиграфических машин, изд-во «Книга», Москва, 1964г.
Практика
фальцовки: от спуска полос до готовой продукции. Фальцевальные системы
Heidelberg Finishing» - В.С. Карпенко и др, изд-во «Техника», Киев, 2001г.
Воробьев
Д. В. Технология послепечатных процессов, изд-во «МГУП», Москва, 2000г. Издание
4-е, переработанное.
Чижевский
И. М.,. Куликов Г. Б,. Сидорин Ю. А. Охрана труда в полиграфии - издательство
«Книга», Москва, 1988г. Издание 2-е, переработанное.
Берзинь
И. Э. Экономика машиностроительного предприятия, «МГТУ им. Н.Э. Баумана»,
Москва, 2010г. Учебное пособие.
Трусова
Л. И. Экономика машиностроительного производства. Задачи и ситуации,
издательство «УлГТУ», Ульяновск, 2005г. Учебное пособие.
Оформление
расчетно-пояснительных и пояснительных записок курсовых работ, курсовых и
дипломных проектов - издательство «Петербургский институт печати»,
Санкт-Петербург, 2008г. Методические указания.
Официальный
сайт компании «Геликон Северо-Запад» - описание автоматических биговальных
машин 5330B, 5370B, 5370BF.
ПРИЛОЖЕНИЕ А
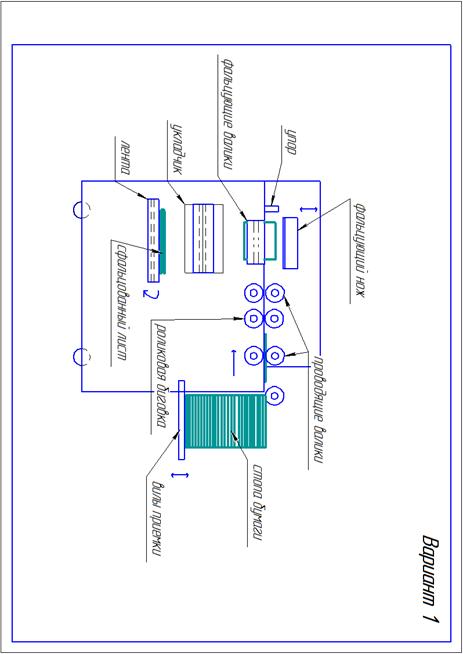
ПРИЛОЖЕНИЕ Б
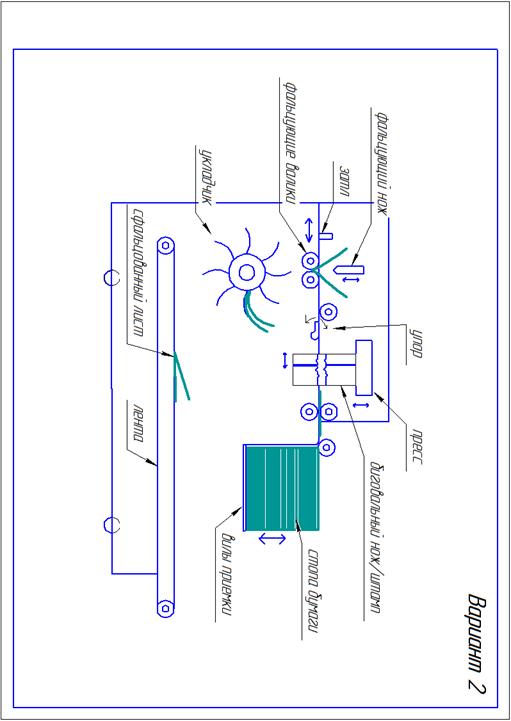
ПРИЛОЖЕНИЕ В
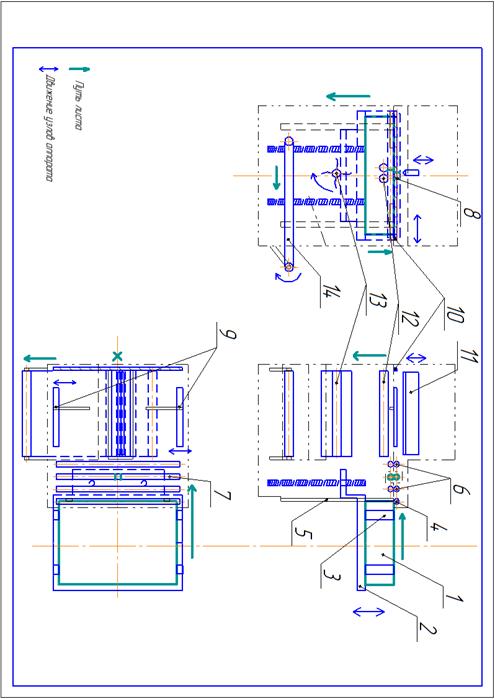
ПРИЛОЖЕНИЕ Г
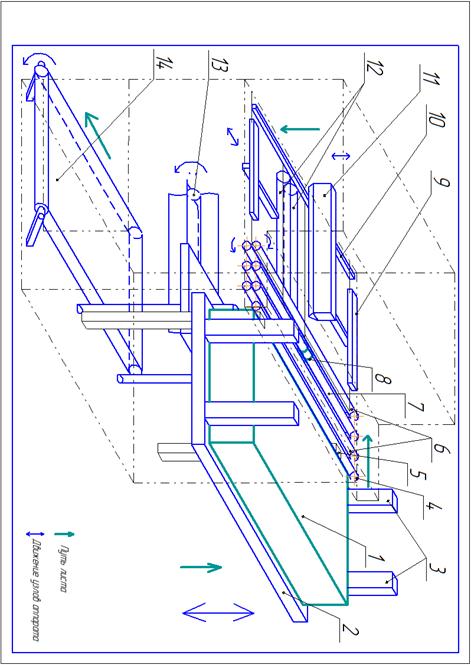
ПРИЛОЖЕНИЕ Д
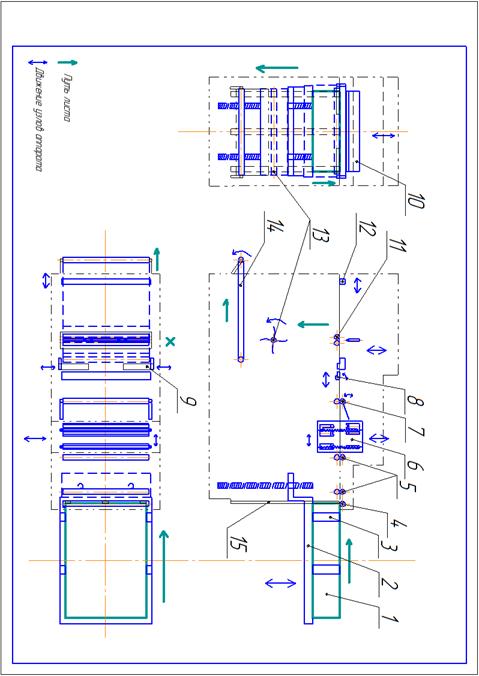
ПРИЛОЖЕНИЕ Е
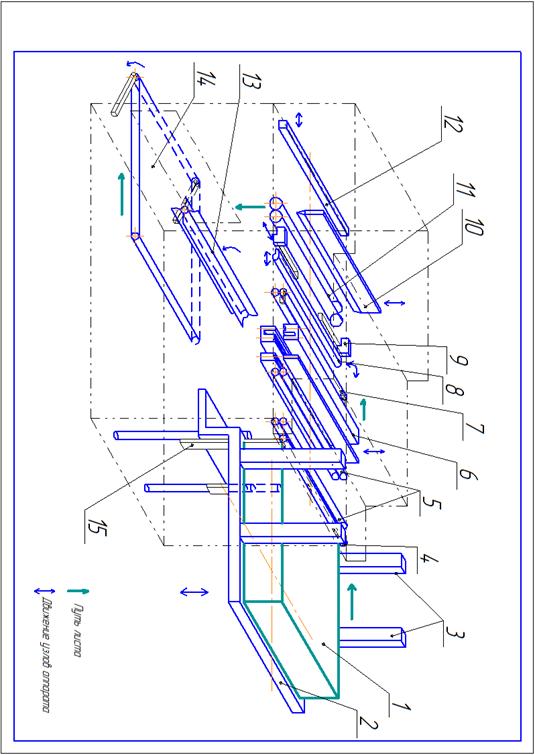
ПРИЛОЖЕНИЕ Ж
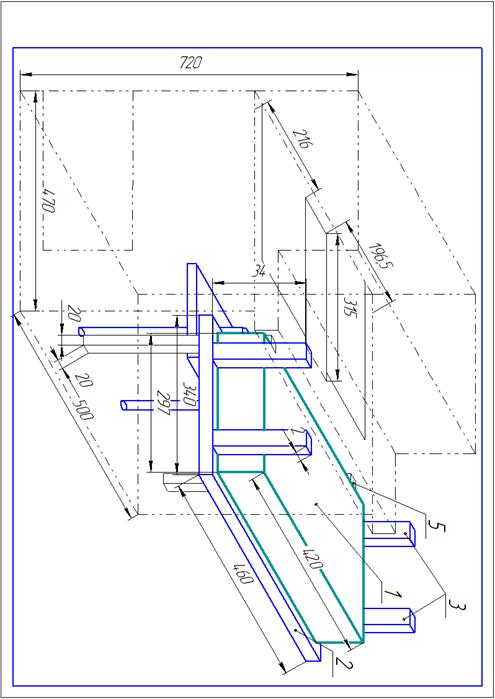
Приложение И
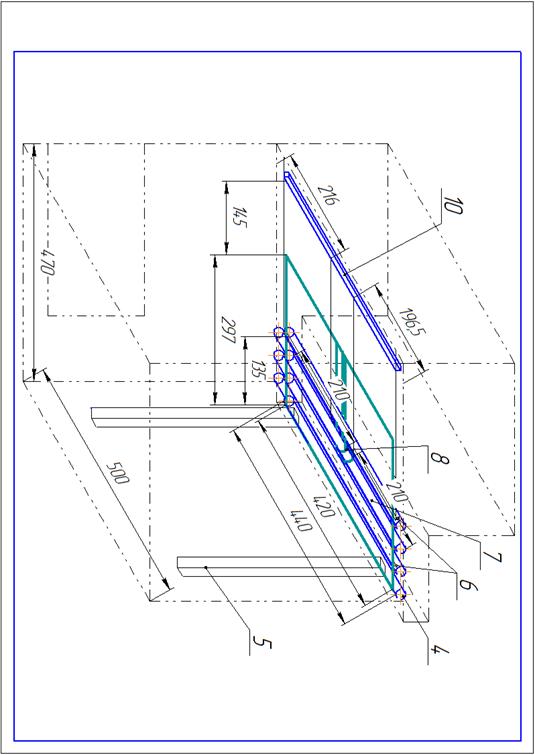
ПРИЛОЖЕНИЕ К
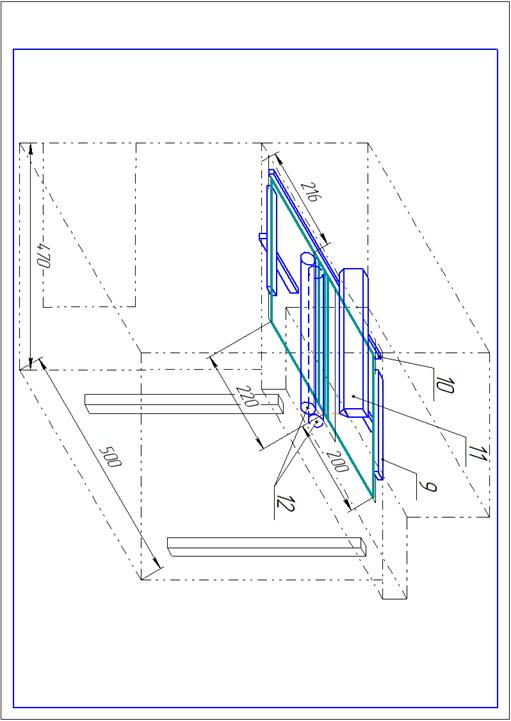
ПРИЛОЖЕНИЕ Л
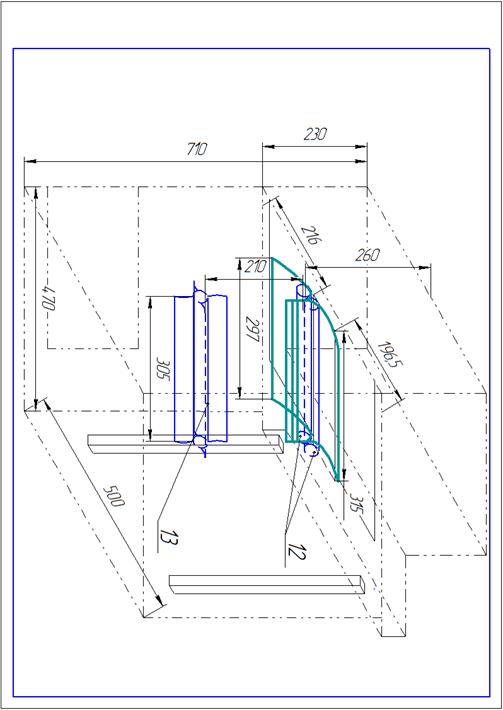
ПРИЛОЖЕНИЕ М