Проект цеха по производству газобетона
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
.
НОМЕНКЛАТУРА ПРОДУКЦИИ
.1
Технические требования
.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА
.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1
Режим работы цеха
.2
Производительность цеха
.3
Сырьевые материалы
.4
Подбор состава газобетона
.5
Технологический процесс производства
.6
Расчет и выбор основного технологического оборудования
.
ОПИСАНИЕ РАБОТЫ ОБОРУДОВАНИЯ ИЗ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
.
КОНТРОЛЬ КАЧЕСТВА, МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ИЗДЕЛИЙ
.
ТЕХНИКА БЕЗОПАСТНОСТИ
БИБЛИОГРАФИЧЕСКИЙ
СПИСОК
ВВЕДЕНИЕ
Задача данного курсового проекта заключается в
разработке цеха теплоизоляционного газобетона производительностью 30000 м3
в год.
В строительстве промышленных и жилых зданий
используют как легкий, так и тяжелый бетоны. Ячеистый бетон является разновидностью
легкого бетона, его получают в результате затвердевания, вспученной при помощи
порообразователя, смеси вяжущего, кремнеземистого компонента и воды. При
вспучивании исходной смеси образуется характерная ячеистая структура бетона с
равномерно распределенными по объему воздушными порами. Благодаря этому
ячеистый бетон имеет небольшую объемную массу, малую теплопроводность, но и
достаточную прочность. Такие свойства, как доступность сырья и простота
технологии делают ячеистый бетон прогрессивным материалом для конструкции стен,
покрытий зданий из легкого бетона.
Прочность ячеистого бетона сравнительно легко
регулировать в процессе изготовления и получать бетоны разной средней
плотностью и различного назначения.
По назначению бетоны делят на три группы:
теплоизоляционные, со средней плотностью во
вспученном состоянии не более 500 кг/м3;
конструктивно-теплоизоляционные (для ограждающих
конструкций), со средней плотностью 500-900 кг/м3;
конструктивные (для железобетона) со средней
плотностью 900-1200 кг/м3;
Вяжущее применяют совместно с минеральными
добавками, содержащими двуокись кремния. Кремнеземистый компонент уменьшает
расход вяжущего и повышает качество ячеистого бетона.
В зависимости от способа приготовления, ячеистые
бетоны подразделяются на газобетон и пенобетон. Газобетонные и пенобетонные
изделия со средней плотностью 500-850 кг/м3 представляют собой
эффективный материал для самонесущих и навесных однослойных панелей наружных
стен. Марка по прочности этих бетонов 25-75. Морозостойкость ячеистых бетонов
должна соответствовать 15 циклов и более.
В современном мире газобетон
получил наибольшее распространение, так как его технология более проста и
позволяет получать материалы пониженной средней плотности со стабильными
свойствами.
Создание и применение новых, более эффективных
видов теплоизоляционных материалов, совершенствование теплоизоляции ограждающих
конструкций зданий неизбежно приводит к сокращению расхода топлива на отопление
здания и повышению комфорта в помещениях.
Производство теплоизоляционных материалов, и в
частности ячеистых бетонов одна из молодых отраслей производства строительных
материалов. Однако, в связи с высокой эффективностью применения этих
материалов, их производство за последние годы бурно развивалось.
Теплоизоляционные ячеистые бетоны предназначены
главным образом для строительной теплоизоляции: утепление железобетонных плит
покрытий и чердачных перекрытий, создание теплоизоляционного слоя в
многослойных стеновых конструкциях зданий различного назначения. Кроме того, их
применяют для тепловой изоляции трубопроводов и поверхностей технологического
оборудования при температуре до 400°С.
1. НОМЕНКЛАТУРА ПРОДУКЦИИ
По технологической линии данного производства
изготавливаются теплоизоляционные плиты из газобетона по ГОСТ 5742-76 «Изделия
из ячеистых бетонов теплоизоляционные».
Таблица
1
Ассортимент выпускаемых изделий
|
№
п/п
|
Обозначение
|
Габаритные
размеры, мм
|
Объем
изделия, м3
|
|
|
длина
|
ширина
|
высота
|
|
|
1
|
А-100.50.8
|
1000
|
500
|
80
|
0,04
|
|
2
|
А-100.50.10
|
1000
|
500
|
100
|
0,05
|
|
3
|
А-100.50.12
|
1000
|
500
|
120
|
0,06
|
|
4
|
А-100.50.14
|
1000
|
500
|
140
|
0,07
|
|
5
|
А-100.50.16
|
1000
|
500
|
160
|
0,08
|
|
6
|
А-100.50.18
|
1000
|
500
|
180
|
0,09
|
1.1 Технические требования
. Теплоизоляционные материалы из ячеистых
бетонов должны изготовляться в соответствии с требованиями ГОСТ 5742-76.
. Материалы, применяемые для изготовления
изделий, должны соответствовать требованием стандартов или технических условий.
. Предельные отклонения от размеров изделий
высшей категории качества не должны превышать по длине и ширине ±3 мм, по
толщине ±2 мм, изделий первой категории качества соответственно ±5 и ±4 мм.
. Физико-механические показатели
теплоизоляционных изделий из ячеистых бетонов должны соответствовать
требованиям, указанным в таблице 2.
. Изделия должны иметь правильную геометрическую
форму. Отклонение от перпендикулярности граней ребер не должно быть более 5 мм
на каждый метр грани.
. В изломе изделия должны иметь однородную
структуру, без расслоений, пустот, трещин и посторонних включений.
. В изделиях не допускается:
а) отбитости и притупленности углов и ребер
длиной более 25 мм и глубиной более 7 мм - для изделий высшей категории
качества и глубиной более 10 мм - для изделий первой категории качества;
б) искривление плоскости и ребер более 3 мм -
для изделий высшей категории качества и более 5 мм - для изделий первой
категории качества.
Таблица
2
|
Наименование
показателей
|
Нормы
для изделий марки 350
|
|
1.
Плотность, кг/м3 не более
|
350
|
|
2.
Предел прочности при сжатии, Мпа (кгс/см2), не менее, изделий: а)
высшей категории качества б) первой категории качества
|
0,8
(8) 0,7 (7)
|
|
3.
Предел прочности при изгибе, Мпа (кгс/см2), не менее, изделий: а)
высшей категории качества б) первой категории качества
|
0,3
(3) 0,2 (2)
|
|
4.
Теплопроводность в сухом состоянии при температуре 25±5 0С (298±5
К), Вт/м·К (ккал/м·ч·град), не более
|
0,093
(0,080)
|
|
5.
Отпускная влажность по объему, %, не более
|
10
|
. В партии изделий первой категории качества
количество половинчатых изделий не должно превышать 5%.
Партия изделий высшей категории качества должна
состоять только из целых изделий.
2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА
Ячеистый бетон
- это искусственный пористый материал на основе минеральных вяжущих и
кремнезёмистых компонентов.
Пористость ячеистым бетоном придается:
а) механическим путем, когда тесто, состоящее из
вяжущего и воды, часто с добавкой мелкого песка, смешивают с отдельно
приготовленной пеной, при отвердении получается пористый материал, называемый
пенобетоном;
б) химическим путем, когда в вяжущее вводят
специальные газообразующие добавки; в результате в тесте вяжущего вещества
происходит реакция газообразования, оно вспучивается и становится пористыми.
Ячеистые бетоны по плотности и назначению делят
на теплоизоляционные с плотностью 300-600 кг/м3 и прочностью 0,4-1,2
МПа и конструктивные с плотностью 600-1200 кг/м3 (чаще всего около
800 кг/м3) и прочностью 2,5-15 МПа.
Автоклавные ячеистые бетоны изготавливают из
следующих смесей:
а) цемент с кварцевым песком, при этом часть
песка обычно размалывают;
б) молотой негашеной извести с кварцевым частично
измельченным песком - такие бетоны называют пеносиликатами или газосиликатами;
в) цемента, извести и песка в различных
соотношениях.
Для ячеистых бетонов неавтоклавного твердения
применяют цементы не менее М400. Применять пуццолановый портландцемент и
шлакопортландцемент, отличающихся замедленным сроком схватыванием, без опытной
проверки не рекомендуется.
Для автоклавного ячеистого бетона наиболее
целесообразно использовать портландцемент совместно с известью кипелкой
(смешенное вяжущее) в отношении 1:1 по массе. Для приготовления ячеистых
бетонов применяют известь с содержанием активной CaO
не менее 70%, MgO не более
5%, высокоэкзотермическую с температурой гашения около 85 0С.
Удельная поверхность молотой извести - кипелки должна быть не менее 3500-4000
см2/гр.
В качестве кремнеземистого компонента
рекомендуется применять тонкомолотые кварцевые пески, содержащие не менее 90%
кремнезема, не более 56% глины и 0,5% слюды. Песок в зависимости от плотности
ячеистого бетона должен иметь удельную поверхность 1200-2000 см2/гр.
Другие кремнеземистые алюмосиликаты и
кальциево-алюмосиликатные компоненты (трепел, трассы, опока и др.),
характеризующиеся повышенной водопотребностью, для таких бетонов почти не
используют.
Для образования ячеистой структуры бетона применяют
пенообразователи и газообразователи. В качестве газообразователей используют
несколько видов поверхностно-активных веществ (ПАВ).
При определении состава ячеистого бетона
необходимо обеспечить заданную плотность и его наибольшую прочность при минимальных
расходах порообразователя и вяжущего вещества. При этом структура ячеистого
бетона должна характеризоваться равномерно распределенными мелкими порами
правильной шаровидной формы.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Режим работы цеха
Производственная мощность проектируемого цеха по
производству плит из теплоизоляционного газобетона составляет 30000 м³
в
год.
Режим работы цеха определяется количеством
рабочих дней в году, количеством часов работы в смену. Режим работы выбирается
по нормам технологического проектирования предприятий (ОНТП-07-85):
количество рабочих дней в году составляет 253;
количество смен в сутки составляет 2;
количество часов работы в смену составляет 8.
Затраты времени на ремонт оборудования
составляет 20 суток в год.
3.2 Производительность цеха
Производительность цеха рассчитывается исходя из
принятого режима работы и программы цеха. Следует учитывать вероятность
появление брака, которая составляет 1-2% от выпускаемой продукции. Результаты
расчет сведены в таблицу 3.
Таблица
3
|
№
п/п
|
Обозначение
|
Производительность
цеха
|
|
|
в
год
|
в
сутки
|
в
смену
|
в
час
|
|
|
шт.
|
м3
|
шт.
|
м3
|
шт.
|
м3
|
шт.
|
м3
|
|
1
|
А-100-50-8
|
172040
|
6875
|
680
|
27,2
|
340
|
13,6
|
43
|
1,7
|
|
2
|
А-100-50-10
|
137632
|
6875
|
544
|
27,2
|
272
|
13,6
|
34
|
1,7
|
|
3
|
А-100-50-12
|
114862
|
6875
|
454
|
27,2
|
227
|
13,6
|
28
|
1,7
|
|
4
|
А-100-50-14
|
98164
|
6875
|
388
|
27,2
|
194
|
13,6
|
24
|
1,7
|
|
5
|
А-100-50-16
|
86020
|
6875
|
340
|
27,2
|
170
|
13,6
|
21
|
1,7
|
|
6
|
А-100-50-18
|
68816
|
6875
|
272
|
27,2
|
136
|
13,6
|
19
|
1,7
|
|
7
|
А-100-50-20
|
67804
|
6875
|
268
|
27,2
|
134
|
13,6
|
17
|
1,7
|
|
8
|
А-100-50-22
|
62744
|
6875
|
248
|
27,2
|
124
|
13,6
|
2
|
1,7
|
|
Итого
по цеху
|
808082
|
55000
|
3194
|
217,4
|
1597
|
108,8
|
188
|
13,59
|
|
С
учетом 1,5% брака
|
820203
|
55825
|
3245
|
220,7
|
1621
|
110,4
|
191
|
13,79
|
3.3 Сырьевые материалы
Для приготовления ячеистого газобетона следует
принять следующие сырьевые материалы:
Цемент.
При проектировании технологии изготовления бетонных изделий необходим
правильный выбор вида цемента и его марки, который обеспечивал бы получение
бетона в изделиях с заданными свойствами, при этом должна достигаться
максимальная экономия цемента, трудовых, энергетических и других затрат при
производстве бетонных изделий.
Для заводского изготовления бетонных изделий
широко применяют следующие цементы: портландцемент, портландцемент с
минеральными добавками, быстротвердеющий портландцемент и шлакопортландцемент.
Кроме того, при изготовлении отдельных видов бетонных изделий с учетом условий
работы конструкции применяют сульфатостойкий портландцемент, сульфатостойкий
портландцемент с минеральными добавками и сульфатостойкий шлакопортландцемент,
пуццолановый портландцемент. Белый и цветные портландцементы применяют для
цветных бетонов наружной отделки бетонных панелей, архитектурных деталей,
облицовочных плит и других изделий. Цементы, применяемые для производства
бетонных изделий, классифицируются по следующим признакам: по вещественному
составу, минералогическому составу клинкера, прочность при твердении, скорости
твердения, срокам схватывания, нормированию специальных свойств.
Цементы на основе портландцементного клинкера по
вещественному составу в зависимости от содержания и вида активных минеральных
добавок подразделяют на цементы: без активных минеральных добавок -
портландцемент; с активными минеральными добавками не более 20% -
портландцемент с минеральными добавками; с добавками гранулированного шлака
свыше 20% - шлакопортландцемент; с активными минеральными добавками свыше 20% -
пуццолановый портландцемент. Для каждого вида цемента действующими стандартами
предусматриваются ограничения величины добавок различного происхождения.
Минералогический состав портландцементного клинкера
характеризуется наличием в нем клинкерных минералов. При более высоком
содержании того или иного клинкерного минерала портландцементный клинкер
получает особое название. Так, при более высоком содержании C3S
клинкер называется алитовым, C2S
- белитовым, С3А - алюминатным и С4AF
- алюмоферритным.
Алитовые цементы (С3S
> 60%) характеризуется повышенной скоростью твердения, большой прочностью и
высоким тепловыделением. Для белитовых цементов (С2S
= 35-40%) характерно замедленное твердение, которое продолжается длительное
время, более низкие марки и малое тепловыделение.
Алюминатные цементы (C3A
> 10%), хотя и характеризуются быстрым набором прочности и высоким
тепловыделением, но их нельзя применять для бетонов конструкций, к которым
предъявляются требования повышенной морозостойкости. Цементы по прочности на
сжатие при твердении подразделяют на высокопрочные - марок 550, 600 и выше,
повышенной прочности - марок 500, рядовые - марок 300 и 400, и низкомарочные -
ниже 300.
Цементы по скорости твердения подразделяют на
обычные с нормированием прочности 28 суток, быстротвердеющие с нормирование
прочности в возрасте 3 и 28 суток, особо быстротвердеющие с нормирование
прочности в возрасте 1 суток. Цементы по скорости схватывания подразделяют на
медленно схватывающиеся, с началом схватывания более 1ч. 30 мин., нормально
схватывающиеся, с началом схватывания от 45 мин., быстро схватывающиеся, с
началом схватывания менее 45 мин. Цемент должен соответствовать требованиям
ГОСТ 10178-85 «Портландцемент и шлакопортландцемент».
Зола
Зола представляет собой дисперсный материал, в
котором размер частиц в основном менее 0.16 мм. Остаток на сите 0.16 мм
составляет 20…40%. Частицы имеют пористую структуру. Насыпная плотность сухой
золы в зависимости от вида топлива и условий его сжигания может составлять
600…1300 кг/м3.
В качестве мелкого заполнителя золу
целесообразно использовать в смеси с природным или дробленым песком,
гранулированным шлаком. Это ведет к экономии цемента и улучшению свойств
бетона.
В технических условиях на применение золы
тепловых электростанций в качестве мелкого заполнителя для
конструкционно-теплоизоляционных легких бетонов (ТУ 21-33-1-73) приведены
требования к зерновому составу и содержанию вредных примесей. В частности,
остатков топлива в золе, полученной от сжигания бурых углей, допускается не
более 5%, а от сжигания каменных углей и антрацита - до 12% (по массе).
Вода.
Для приготовления бетонной смеси использую водопроводную питьевую воду, также
природные воды рек, озер и искусственных водоемов. Она должна отвечать
требованиям ГОСТ 23732-79 «Вода для бетонов и растворов. Технические условия».
Вода не должна содержать вредных примесей,
препятствующих нормальному схватыванию и твердению цемента. Если бетон
конструкций не подвергается попеременному увлажнению и высыханию, то общее
содержание в воде солей допускается до 35000 мг/л, а если будет подвергаться,
то оно не должно превышать 5000мг/л. Содержание в воде сульфатов (сернокислый
кальций, натрий, магний) в расчете на ион SO^2
не должно превышать 2700 мг/л, а водородный показатель (рН), характеризующий
кислотность воды (покраснение синей лакмусовой бумаги), должен быть не менее 4.
Морская вода с содержанием солей в указанных выше пределах допускается для
приготовления бетонной смеси, исключая случаи, когда конструкции будут
находиться в жарком климате и подвергаться периодическому увлажнению, и если на
поверхностях допустимы высолы.
Запрещается применять воды, содержащие примеси
кислот, солей, масел, сахаров, а также болотные и сточные воды. Для поливки бетона
рекомендуется применять воду такого же качества, как и для приготовления
бетона.
Газообразователь.
Для производства газобетона применяется водную суспензию алюминиевой пудры
ПАВ-1, которая должна отвечать требованиям ГОСТ 5454-71, или пасты, приготовленной
на основе пудры ПАП-1 в условиях, обеспечивающих взрывную безопасность.
Химические добавки.
Химические добавки и поверхностно активные вещества (ПАВ), такие как
канифольные мыла, сульфанол. Эти добавки вводят в газобетон для обезжиривания
алюминиевой пудры. Они содержат в воде водной суспензии в количестве 5% от
массы алюминиевой пудры. Применяют для регулирования процесса
структурообразования, нарастания пластической прочности и ускоренного твердения
ячеистой смеси, а также для её пластификации, должны удовлетворять требованиям
ГОСТ 4013-74, ГОСТ 5100-73.
Смазка для форм ОЭ-2.
Обратная эмульсия (тип «вода в масле») применяется для смазки форм при
изготовлении пенобетонных изделий. Она состоит из: эмульсии ОЭ-2 (20%) и
насыщенного раствора извести (80%). Смазка должна быть постоянной по составу и
хорошо удерживаться на вертикальной поверхности форм.
3.4 Подбор состава газобетона
Расчет расхода материалов на 1 замес в 1 л
исходного состава определяют по следующим формулам:
. Расход вяжущего

. Извести

. Расход золы

. Расход воды

где  - заданная средняя плотность бетона
в сухом состоянии, кг/л;
- заданная средняя плотность бетона
в сухом состоянии, кг/л;
 - коэффициент увеличения сухой
смеси в результате твердения вяжущего, равен 1,1;
- коэффициент увеличения сухой
смеси в результате твердения вяжущего, равен 1,1;
 - объем замеса, л, умноженный на
коэффициент избытка смеси 1,5;
- объем замеса, л, умноженный на
коэффициент избытка смеси 1,5;
 - число частей кремнеземистого
компонента, приходящихся на 1 часть вяжущего (табл. 3.2 М 317);
- число частей кремнеземистого
компонента, приходящихся на 1 часть вяжущего (табл. 3.2 М 317);
 - доля извести в вяжущем;
- доля извести в вяжущем;
 - водотвердое отношение.
- водотвердое отношение.
При расчете расхода газообразователя
находят величину пористости, которая должна создаваться порообразователем для
получения газобетона заданной средней плотности:
 ;
;
где  - удельный объем сухой смеси, л/кг,
находится по табл. 3.4 М 317 в зависимости от вида кремнеземистого компонента,
вида вяжущего и их соотношения.
- удельный объем сухой смеси, л/кг,
находится по табл. 3.4 М 317 в зависимости от вида кремнеземистого компонента,
вида вяжущего и их соотношения.
Зная пористость определяем расход
порообразователя (алюминиевой пудры):

где  - выход пор;
- выход пор;
 - коэффициент использования
порообразователя.
- коэффициент использования
порообразователя.
Таблица
5
Потребность цеха в сырьевых материалах
|
№
п/п
|
Наименование
материала
|
Единица
измерения
|
Расход
материала
|
|
|
|
в
год
|
в
сутки
|
в
смену
|
в
час
|
|
1
|
Цемент
|
т
|
1588,84
|
6,28
|
3,14
|
0,39
|
|
2
|
Известь
|
т
|
1588,84
|
6,28
|
3,14
|
0,39
|
|
3
|
Зола
|
т
|
4771,58
|
18,86
|
9,43
|
1,18
|
|
4
|
Вода
|
м3
|
8940
|
35,34
|
17,67
|
2,21
|
|
5
|
Порообразователь
(алюминиевая пудра)
|
кг
|
12265,44
|
48,48
|
24,24
|
3,03
|
|
6
|
ПАВ
|
кг
|
613,27
|
2,42
|
1,21
|
0,15
|
3.5 Технологический процесс
производства
Технологический процесс
начинается с подготовки сырьевых материалов. Подготовка сырьевых материалов
заключается в обжиге известняка, измельчения обожженной извести и помоле золы.
Вследствие быстрой гидратации тонкомолотой кипелки при хранении на воздухе
понижается ее активность. Поэтому известь целесообразно обжигать
непосредственно на заводе. Для обжига известняка применяется шахтная печь. Она
характеризуется компактностью конструкции, простотой обслуживания и т.д.
Обожженную комовую известь
после охлаждения дробят в молотковой дробилке, а затем размалывают, а шаровой
мельнице. После этого производят помол извести, который осуществляется вместе с
золой при соотношении извести к золе 1:0.2.
На заводе ячеистых бетонов золу
измельчают мокрым способом. Для помола золы применяют трубные шаровые мельницы,
работающие по замкнутому циклу. В процессе помола в зольный шлам добавляют ССБ
в количестве 0.001% веса золы. Дозировку золы и цемента осуществляют весовыми
дозаторами. Весьма точное отвешивание должно быть при дозировке алюминиевой
пудры, а также добавок, регулирующих процесс твердения цемента.
Все компоненты газобетонной
массы смешиваются в самоходной газобетонной мешалке. Применение подвижной
газобетономешалки очень эффективно, т.к. в этом случае не нарушается процесс
вспучивания газобетонной массы при двойном переливании ее из растворомешалки в
разливной ковш и из него в формы.
Составные части газобетонной
массы загружают в газобетономешалку в следующей последовательности: Сначала
заливают песчаный шлак, потом засыпают золу и наконец, добавляют цемент. После
этого раствор перемешивают в течение 2-3 минут. После этого добавляют в раствор
мешалки точно отмеренное количество алюминиевой пудры в виде водной суспензии,
продолжая перемешивание еще в течении 3 минут.
Тщательное перемешивание массы
имеет очень большое значение, т.к. при недостаточном смешивании газобетон может
иметь неодинаковую по величине и неравномерно распределенную пористость, что
снижает его прочность и ухудшает теплоизоляционные свойства. Для заливки смеси
необходимо подготовить формы. Формы должны быть чистыми и хорошо смазанными.
К подготовленным формам подают
газобетономешалку и заливают формы на 2/3 или 3/4 высоты, учитывая увеличение
объема массу при газовыделении. Заливаемая в формы бетонная смесь должна иметь
такую вязкость, чтобы до начала твердения вяжущего вещества, жидкие и
газообразные компоненты ее не разделялись, и масса не расслаивалась.
Масса начинает вспучиваться
немедленно после заливки суспензии алюминиевой пудры и длится 30-40 минут.
Сущность процесса парообразования при получении газобетона состоит во
взаимодействии алюминия и гидрокислого кальция, выделяющегося из цементных
растворов при гидратации цементов. Физико-химические условия выделения и
удержание газа в цементном тесте при растворе отличается сложностью. Важнейшим
технологическим фактором является получение газобетона с высокой пористостью и
достаточной прочностью, создание оптимальных условий для процессов
газообразования и газоудержания в цементном растворе. Основная задача при этом
заключается в том, чтобы обеспечить соответствие между скоростью реакции
газовыделения:
строительный
теплоизоляционный ячеистый бетон
ЗСа(ОН)2+2А1+6Н2О
= ЗСаО*А12О3*6Н2О+ЗН2
и скоростью нарастания вязкости
вяжущего теста или раствора. Выделение газа должно заканчиваться к началу
твердения раствора (когда он теряет свою подвижность). Кинетика процесса
газовыделения в основном определяется видом, количеством и свойствами
газообразования. После вспучивания масса должна затвердевать. Кинетика
процессов вспучивания массы, схватывания вяжущего вещества и дальнейшего его
твердения часто называют - «созреванием» газобетона. В этот промежуток времени,
продолжительностью 4-5 часов, когда стабилизируется строение газобетона,
создают все условия для наиболее полного протекания происходящих в газобетоне
процессов. Затем схватившуюся газобетонную массу разрезают на отдельные изделия
соответствующих размеров. Срезание «горбушки» осуществляется машиной. Действия
резательных машин основано на пропиливании или продавливании бетона натянутой
проволокой. Формы с газобетоном мостовым краном переносятся на автоклавную
тележку, и происходит комплектация составов таких тележек.
Далее при помощи электрической
лебедки закатываются тележки в автоклавы. По заполнении автоклава крышка
закрывается.
Тепловлажностная обработка.
Этот технологический процесс при получении эффективных теплоизоляционных
ячеистых бетонов осуществляют автоклавированием под давлением 0,8-1,3 МПа и
температуре водяного пара 175-191 0С (в автоклавах диаметром 2; 2,6
или 3,6 м). Автоклавную обработку применяют для увеличения прочности изделий.
Температурный режим прогрева находится в
зависимости от ряда причин (объёмный вес, модуль поверхности, коэффициент
теплопроводности и др.).
Для изделий с модулем поверхности 12,5 хорошие
результаты были получены при следующем режиме:
. Подъём температуры до 110 0С - 1
час;
. Выдерживание при 110 0С - 1 час;
. Подъём температуры до 174,5 0С и
выше - 1,5 часа;
. Выдерживание при максимальной температуре - 4
часа;
. Спуск давления до атмосферного - 4,5 часа;
. Вакуумирование до 600 мм рт. столба - 4 часа
или охлаждение в автоклаве при открытой крышке 10 - 12 часов;
. Загрузка и выгрузка изделий из автоклава от 1
до 2,5 часа.
Общая температура продолжительности занятия
автоклава для тепловлажностной обработке изделий составляет при температуре в
цехе свыше 20-230С - 25 часов, при температуре от 12 до 160С
- 32-36 часов.
Автоклавная обработка происходит в 3 стадии:
Первая стадия - подъём температуры, начинается с
момента пуска пара в автоклав и заканчивается при достижении равенства
температур теплоносителя и изделий по всей их толщине. Изделие нагревается
двумя способами: за счет теплопроводности и теплотой, выделяющейся при
конденсации пара, который проникает в материал через его поры. При этом
влажность изделий увеличивается.
Вторая стадия - изотермическая выдержка. На этой
стадии происходит максимальное развитие химических и физико-химических
процессов, обуславливающих формирование структуры цементирующего вещества и
интенсивный набор прочности материалом. Основным процессом в автоклаве является
взаимодействие Ca(OH)2
и SiO2,
начинается гидратация цемента. Формирование этих новообразований сопровождается
интенсивным набором прочности. Продолжительность второй стадии определяется
дисперсностью, активностью и соотношением компонентов вяжущего, а также
водотвердым отношением и температурой обработки. На конечную микроструктуру
межпоровых перегородок существенное влияние оказывает такие факторы, как
тонкость помола кремнеземистого компонента, количественное соотношение
компонентов.
Третья, конечная стадия автоклавной обработки -
охлаждение, снижение температуры давления и пара. При этом из изделий
интенсивно испаряется вода, что вызывает напряжение иногда превышающее
прочность ячеистого бетона и проводящие к образованию трещин в изделиях. Для
предотвращения трещинообразования при коротких режимах охлаждения применяют
ступенчатый режим снижения давления и пара. Для испарения как можно большего
количества воды из изделий в конце охлаждения в автоклаве создают некоторое
разрежение, т.е. производят вакуумирование
6. Вакуумирование до 600 мм рт. столба - 4 часа
или охлаждение в автоклаве при открытой крышке 10-12 часов;
. Загрузка и выгрузка изделий из автоклава от 1
до 2,5 часа.
Общая температура продолжительности занятия
автоклава для тепловлажностной обработке изделий составляет при температуре в
цехе свыше 20-230С - 25 часов, при температуре от 12 до 160С
- 32-36 часов.
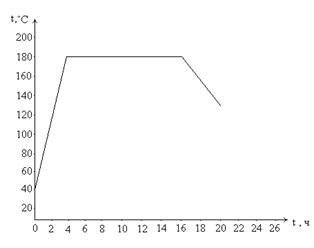
График автоклавной обработки газобетонных
изделий
При выпуске калиброванных теплоизоляционных
изделий заготовки, на которые ячеистобетонные массивы разрезаются до или после
автоклавной обработки, фрезеруют. Калиброванные изделия могут подвергаться
поверхностной гидрофобизации на конвейерной линии для уменьшения увлажнения при
транспортировании и монтаже. Готовые изделия из теплоизоляционного ячеистого
бетона должны быть упакованы в пакеты, и храниться в помещениях с хорошей
вентиляцией. Транспортировать изделия следует в контейнерах, предохраняющих
бетон от действия атмосферной влаги.
Схема производства газобетона
Зола Цемент Известь Алюминиевая пудра
Вода Дозирование Дробление в щековой дробилке
ПАВ Вода
Мокрый помол в шаровой мельнице
Приготовление шлама в шламобассейне
Помол в шаровой
Перемешивание мельнице
Дозирование суспензии
Перемешивание в гомогенизаторе
Дозирование
Приготовление ячеисто-бетонной смеси
Дозирование
Заливка форм
Выдержка на листе формования или на конвейере
(вибрация 2-3 мин.)
Резка блоков
ТВО в автоклаве
Выгрузка и распалубка
Калибровка
Складирование готовой продукции
.6 Расчет и выбор основного
технологического оборудования
При расчёте оборудования определяется число
машин для каждой технологической операции, необходимым для выполнения
производственной программы цеха.
Расчёт оборудования рекомендуется производить в
порядке его установки в технологической линии, начиная с подачи сырья и
заканчивая складом готовой продукции.
Расчёт количества машин производиться по
формуле:
 , где
, где
Км - количество машин, подлежащих
установке;
Пт - требуемая часовая
производительность машин для данной операции;
Пч - часовая производительность
машины выбранного типа;
Кв - коэффициент пользования машины
по времени.
. Расчёт количества трубных шаровых
мельниц:
 шт.;
шт.;
Принимаем одну трубную шаровую
мельницу.
. Расчёт количества тарельчатых
питателей:
 шт.;
шт.;
Принимаем один тарельчатый питатель.
. Расчёт количества
виброгазобетономешалок:
 шт.;
шт.;
Принимаем одну
виброгазобетономешалку.
. Расчёт количества автоклавов:
Для автоклавной обработке используем
автоклав длиной - 21,19 м. Изделия в формах устанавливаются на автоклавные
тележки ТА-25 длиной 6300 мм, шириной 2000 мм.
Изделия в формах устанавливаются по
4 штуки в высоту и 3 в длину. В автоклав помещают 3 тележки, на каждую
устанавливается по 54 форм в длину. Итого в автоклаве помещаются до 180 изделий
в формах.
Производительность автоклава
считается с условием того, что автоклав работает в 2 смены в сутки, т. е. 16
часов. Оборачиваемость автоклава в сутки составляет 16 / 14 = 1,14.
Производительность (Р) равна 180*1,14 = 205,2 штук в сутки или примерно 32447 м³ за год.
Количество автоклавов составит 55000
/ 32447 = 1,69 шт.
Итого принимаем 2 автоклава
проходного типа СМ - 1264 размером 2*19 м.
Ведомость оборудования цеха
|
№
п/п
|
Наименование
оборудования
|
Кол-во
|
Техническая
характеристика
|
|
1
|
Дозатор
песка ДБП-800 (Одно-фракционный)
|
2
|
Предел
дозирования 200 - 800 кг, Цикл дозирования 30 с., часовая производительность
120 циклов/час
|
|
2
|
Дозатор
цемента ДБЦ-630
|
2
|
Предел
дозирования 200 - 630 кг, Цикл дозирования 45 с., часовая производительность
80 циклов/час
|
|
3
|
Дозатор
жидкости ДБЖ-400
|
1
|
Предел
дозирования 80 - 400 кг, Цикл дозирования 30 с., часовая производительность
120 циклов/час
|
|
4
|
Трубная
шаровая мельница 2 х 10,5 м - для помола в открытом цикле различных
материалов, требующих тонкого измельчения
|
1
|
Производительность
10 - 56 т/ч, Внутренний диаметр барабана 1,9 м, Длина рабочей части 10,5 м
|
|
5
|
Тарельчатый
питатель ДЛ-20А - применяют для пылевидных и кусковых материалов при
непрерывной подачи м-ла в машины, а также для объёмного дозирования
порошкообразных материалов
|
1
|
Диаметр
тарели 2 м, частота вращения тарели 0,07 об/с, производительность до 35 м³/ч,
мощность электродвигателя 4,5 кВт
|
|
6
|
Ленточный
конвейер для транспортирования сыпучих материалов
|
1
|
Ширина
ленты 300-2600 мм, Наибольшая скорость 6 м/с, Производительность 85 м³/ч
|
|
7
|
Бак
для ПАВ
|
1
|
-
|
|
8
|
Агрегат
для приготовления алюминевой суспензии
|
1
|
-
|
|
9
|
Весовой
дозатор алюминевой суспензии
|
1
|
-
|
|
10
|
Виброгазобетономешалка
СМС-40Б - для приготовления газобетонной смеси
|
1
|
Рабочий
объём 5 м, внутр. диаметр корпуса 2200 мм, частота вращения вертик. вала 100
- 200 об/мин, диаметр лопастей вала 700 мм
|
|
11
|
Виброплощадка
К-494 - для вибровспучивания высоковязких газо-бетонных смесей с низким
водотвердым отношением
|
1
|
Грузоподъёмность
10 т, размеры форм 6800х3400х450 мм, частота колебаний стола в минуту 3000,
установл. мощность 53,5 кВт
|
|
12
|
Установка
для срезки горбушки
|
1
|
-
|
|
13
|
Резательная
машина
|
1
|
-
|
|
14
|
Автоклав
проходного типа СМ - 1264
|
2
|
Длина
- 21,19 м, ширина - 2,547 м, высота - 3,830 м, масса 22,00 т
|
|
15
|
Мостовой
кран 86А-ГУ
|
2
|
Грузоподъёмность
5 т
|
4. ОПИСАНИЕ РАБОТЫ ОБОРУДОВАНИЯ ИЗ
ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
Газобетономешалка СМС-40Б
(рис. 1) состоит из портала, корпуса смесителя с вибропоршнями, лопастного
вала, привода, затвора, гасителя и пневморазводки. Каждая из тележек портала
имеет индивидуальный привод с тормозом; на портале установлен смеситель, в
днище которого выполнены две сливные горловины диаметром 200 мм. В корпусе
смесителя с четырёх сторон предусмотрены окна для установки вибропоршней; на
крышке имеется клапан для выпуска воздуха при загрузке смесителя. На лопастном
валу под углом 45° к оси приварены лопасти, к которым крепятся резиновые
лопастные листы. Вал приводится от электродвигателя через клиноременную
передачу. Гаситель предназначен для уменьшения энергии струи смеси, выходящей
через выгрузочное отверстие при открывании затвора, им состоит из корпуса,
решетчатого дна и диска. Струя смеси, попадая на отбойный диск и решетку,
разбивается на потоки, скорость которых резко снижается.
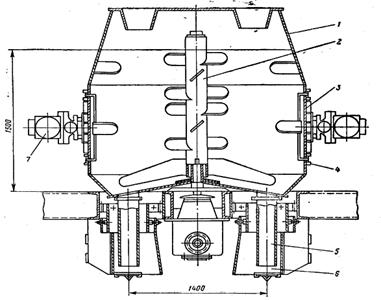
Рис. 1. Виброгазобетономешалка СМС- 40Б:
- корпус смесителя;
- лопастной вал;
- окно для установки вибропоршня4
- уплотнение;
- сливная горловина;
- гаситель;
- вибропоршень.
После заполнения смесителя шламом и вяжущим
включаются вибраторы, и смесь перемешивается в течение 5 минут. Затем
загружается алюминиевая суспензия. При этом вибрация и вращение лопастного вала
продолжаются; машина передвигается на пост формования для заполнения форм.
Агрегат для приготовления алюминевой
суспензии (рис.2) представляет собой цилиндрический бак
объёмом 0,3 м³. Внутри бака
установлен вал с двумя трёхлопастными винтами. Один винт располагается в
корпусной части бака и создаёт потоки, направленные вверх, другой создаёт
потоки, направленные вниз, и обеспечивает быстрое и полное смачивание пудры.
Рис 2. Агрегат для приготовления алюминиевой
суспензии:
,2 - трёхлопастной пропеллер; 3 -
электродвигатель; 4 - клиноременная передача; 5 - вал; 6 - корпус дозатора
мыльной суспензии; 7 - выпускной затвор; 8 - впускной затвор; 9 -
пневмоцилиндр; 10 - питающий патрубок; 11 - карман для алюминиевой пудры; 12 -
датчик уровнемера; 13 - кольцевая труба; 14 - выпускной клапан.
Автоклав проходного типа СМ-1264
(рис. 3) представляет собой цилиндрический горизонтальный сосуд. Состоит из
корпуса, двух крышек с механизмами подъёма, двух байонетных колец с механизмами
поворота, гидропривода, системы охлаждения, блокировочных устройств, системы
автоматического регулирования и электрооборудования.
Корпус автоклава выполнен в виде полого
цилиндра, состоящего из сварных обечаек; к крайним обечайкам приварены фланцы,
служащие для байонетного соединения корпуса с быстрооткрывающейся крышкой. На
корпусе имеются специальные площадки для установки механизмов подъёма
крышек, поворота байонетных колец, насосной и
распределительной станций. К наружной поверхности корпуса приварены фланцы и
штуцера для соединения с трубопроводной и контрольно-измерительной аппаратурой,
специальные ограничивающие, направляющие упоры и верхние части десяти опор
автоклава - одной неподвижной и девяти подвижных. Нижние части опор крепятся к
фундаменту болтами. Внутри корпуса вдоль его продольной оси уложен рельсовый
путь. Внутри корпуса расположены также питательные трубы паропровода,
перфорированные по всей длине, что обеспечивает равномерную подачу пара в
автоклав.
Крышка представляет собой сварное сферическое
днище с фланцем, изготовленное путём штамповки или обкатки. На крышке приварены
ушки для шарнирного крепления её к рычагу. Механизм подъёма крышки состоит из
гидроцилиндра, хомута и кронштейна. Гидроцилиндр укреплён на кронштейне при
помощи цапф, на которых он поворачивается при открывании и закрывании крышки.
Байонетное кольцо служит для плотного запирания
крышки автоклава и состоит из двух полуколец, соединённых болтами в
диаметральной плоскости. Кольцо поворачивается механизмом, состоящим из двух
гидроцилиндров.
Автоклав уплотняется резиновой прокладкой
специального профиля, устанавливаемой между корпусом и крышкой. Для
предохранения прокладка от перегрева в месте уплотнения по специальным
кольцевым каналам подводится проточная вода.
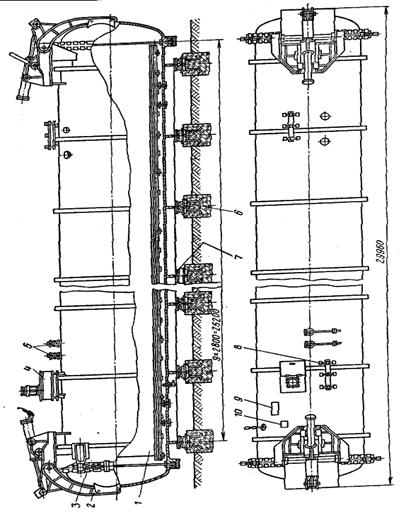
Рис. 3. Проходной автоклав типа СМ-1264:
- корпус; 2 - крышка с механизмом подъёма; 3 -
байонетное кольцо с механизмом поворота; 4 - гидронасос; 5 - предохранительный
клапан; 6 - подвижная опора; 7 - неподвижная опора; 8 - распределительная
станция; 9 - контактный манометр; 10 - контрольный вентиль
5. КОНТРОЛЬ КАЧЕСТВА, МАРКИРОВКА,
ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ИЗДЕЛИЙ
Требования, предъявляемые к готовой продукции:
. Теплоизоляционные изделия должны быть приняты
техническим контролем предприятия-изготовителя.
. Приемку и поставку изделий производят
партиями. Партия должна состоять из изделий, изготовленных по одной технологии
и из материалов одного вида и качества.
. Размер партии устанавливают в количестве
сменной выработки предприятия изготовителя, но не более 50 м3.
. Основные параметры изделий, требований к
внешнему виду, плотность, предел прочности при сжатии, влажность и однородность
структуры определяют для каждой партии изделий. Определение предела прочности
на изгиб и теплопроводности производят два раза в год.
. Потребитель имеет право производить выборочную
контрольную проверку соответствия изделий требованиям ГОСТ 5742-76.
. Для проверки внешнего вида, однородности
структуры, формы и размеров от каждой партии отбирают образцы в количестве 2%
от партии, но не менее 10 шт.
. Из числа изделий, удовлетворяющих требованиям
стандарта по внешнему виду, форме и размерам, отбирают одно изделие для
определения плотности, прочности при сжатии и изгибе.
. При неудовлетворительных результатах контроля
хотя бы по одному из показателей, проводят повторную проверку по этому
показателю удвоенного количества образцов, взятых от той же партии.
При неудовлетворительных результатах повторного
контроля партия изделий приемке не подлежит.
Если при проверке изделий, которым в
установленном порядке присвоен государственный Знак качества, окажется, что
изделия не удовлетворяют требованиям ГОСТ 5742-76 хотя бы по одному показателю,
то изделие приемке по высшей категории не подлежит.
Требования, предъявляемые к маркировке, хранению
и транспортированию изделий:
. Изделия должны храниться в контейнерах
рассортированными по маркам и уложенными на ребро вплотную одно к другому не
более чем в четыре ряда по высоте. При отсутствии контейнеров изделия хранятся
в штабелях не более чем в шесть рядов по высоте. Под каждый ряд изделий должны
быть уложены деревянные прокладки толщиной не менее 25 мм и шириной не менее 70
мм.
. На каждом контейнере или штабеле должна быть
прикреплена бирка или поставлен несмываемой краской штамм с указание условного
обозначения изделий и государственного Знака качества на тех изделиях, которым
в установленном порядке он присвоен.
. При перевозке без контейнеров изделия должны
быть уложены на торец вплотную один к другому продольной ось по направлению
движения не более чем в четыре ряда по высоте.
. Изготовитель должен гарантировать соответствие
изделий требованиям ГОСТ 5742-76 при соблюдении потребителем условий хранения и
транспортирования, установленных настоящим стандартом, и сопровождать каждую
партию паспортом, в котором указывается:
а) наименование и адрес предприятия
изготовителя;
б) номер и дата составления паспорта;
в) наименование, условное обозначение и
количество изделий;
г) результаты физико-механических испытаний.
. При погрузке, выгрузке, хранении и
транспортировании должны быть приняты меры, предохраняющие изделие от
воздействия атмосферных осадков, почвенной влаги и повреждений.
6. ТЕХНИКА БЕЗОПАСНОСТИ
На производстве неорганических теплоизоляционных
материалов используют различное оборудование. К числу агрегатов, требующих
наиболее строгого соблюдения правил техники безопасности, относят печи
(особенно плавильные) и автоклавы. При работе с плавильными печами должен
осуществляться постоянный контроль за состояние футеровки и кладки, так как недопустимый
износ футеровки может привести к вытеканию расплава через места повреждения
наружу. Водоохлаждаемые части печей (например, вагранок) следует питать водой,
очищенной от накипеобразователей или применять охлаждение паром. Образование
накипи на стенках может вызвать пережог металла со стороны огня, закупорку или
существенное изменение диаметра отверстий для подвода и отвода охлаждающей воды
и за счет интенсивного парообразования привести к взрыву водоохлаждаемой части
печи. Автоклавы, являясь агрегатами, работающими под давлением, также
представляют собой взрывоопасное оборудование. Они подлежат периодическому
контролю со стороны Котлонадзора и должны работать при систематическом контроле
давления. Особое внимание должно обращаться на неисправность предохранительного
клапана, посредством которого сбрасывается излишек пара и поддерживается тем
самым постоянное давление, контролируемое манометром, и на состояние крепежных
деталей крышек автоклава, являющихся наиболее слабым местом и подвергающихся
наибольшему износу.
При подготовке сырья для изготовления
неорганических теплоизоляционных материалов широко применяют тонкое
измельчение, при котором образуется большое количество пыли. Для создания
нормальных условий работы обслуживающего персонала применят следующие
мероприятия: водяное или воздушное охлаждение печей, автоматическое
регулирование их температурного режима; герметизацию всех пылящих и выделяющих
вредные газы агрегатов, устройство местных отсосов с целью локализации очагов
пылеобразования и выделения вредных газов.
Все технологическое оборудование, приводящееся в
действие электричеством, должно иметь заземление или зануление, вращающиеся
части должны быть ограждены; проходы между оборудованием должны быть свободными
(не менее 1,5 м), там, где невозможно, - оборудованы переходными мостиками.
Коренное улучшение условий труда может быть
достигнуто за счет усовершенствования технологического процесса (автоматизации)
и применения дистанционного управления.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.
Баженов Ю.М., Комар А.Г. «Технология бетонных и железобетонных изделий».
Учебник для вузов - М.: Стройиздат, 1984 - 672 с.
.
В.А. Бауман «Строительные машины». Справочник в 2-х томах, М.:
«Машиностроение», 1977.
.
Горлов Ю.П. «Технология теплоизоляционных и акустических материалов и изделий:
Учеб. для вузов по спец. «Производство строительных изделий и конструкций». -
М.: Высш. шк., 1989. - 384 с.
.
В.В. Перегудов, М.И. Роговой «Тепловые процессы и установки в технологии
строительных изделий и деталей». Учебник для вузов - М.: Стройиздат, 1983 - 416
с.
.
ГОСТ 5742-76 «Изделия из ячеистых бетонов теплоизоляционные».
.
Методические указания к курсовой работе для студентов специальности 290600 -
«Производство строительных материалов, изделий и конструкций».
.
Методические указания к лабораторным работам по разделу «Основы технологии
теплоизоляционных материалов и изделий» для студентов специальности 1207 -
производство строительных конструкций.