Организация технологического процесса на Воскресенском лакокрасочном заводе 'Олива'
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. Современное состояние отрасли
. ОБЩАЯ ЧАСТЬ
.1 Краткая историческая справка развития предприятия
.2 Структура управления предприятием
.3 Ассортимент выпускаемой продукции; характеристика по
ГОСТ
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Технологическая схема производственной структуры
предприятия и ее краткое описание
.2 Характеристика основного и вспомогательного
оборудования
.3 Основные параметры полуфабрикатов и основного
продукта по технической документации
. КВАЛИФИКАЦИОННАЯ ХАРАКТЕРИСТИКА ПРОФЕССИИ - ОПЕРАТОР
(оборудование смеситель)
.1 Устройство и принцип работы смесителя
.2 Должностные обязанности работника обслуживающего
установку
.3 Анализ качества выпускаемой продукции
.4 Регулирование режимов технологического процесса и
контроль параметров работы
.5 Правила техники безопасности при обслуживании
установки
.6 Правила приема сдачи смены
. ФУНКЦИИ ЛАБОРАТОРИИ И ОТК
. ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
.1 По технологии: смеситель диссольвер - назначение и принцип
работы
.1.1 Анализ нарушений в технологическом процессе.
Устранение отклонений от норм технологического режима
.2 ЗАДАНИЕ ПО МЕХОБОРУДОВАНИЮ: Вращающаяся печь с
внутрипечными теплообменниками
. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ. Современное состояние отрасли
Воскресенский лакокрасочный завод «Олива» работает на российском рынке с
2004 года. Это современный завод по производству высококачественных
водно-дисперсионных лакокрасочных материалов, таких как: профессиональные
герметики, краски, эмали, лаки шпатлевки, клеи, декоративные покрытия и др.,
всего более 200 наименований.
Завод оснащен самым современным оборудованием испанской компании «Oliver Y Battle». Процесс производства осуществляется опытными и
профессиональными работниками. Высококвалифицированные технологии при помощи
специализированного лабораторного оборудования обеспечивают многоступенчатый
контроль выпускаемой продукции на всех стадиях производства и тщательно
контролируют качество конечного продукта.
При производстве герметиков и других профессиональных лакокрасочных
материалов используются только специальные эластомерные полимеры, способные
обеспечить исключительно хорошую эластичность и относительное удлинение в
широком диапазоне температур.
Исследовательская лаборатория завода «Олива» в тесном сотрудничестве с
ведущими немецкими и американскими специалистами постоянно работают над
улучшением качества материалов предприятия, над внедрением и использованием
только передовых технологий.
Водно-дисперсионные лакокрасочные материалы и грунтовки со стороны
потребительского рынка - наиболее пользующиеся спросом продукция, доля
органической продукции падает, а водно-дисперсионных растет.
В настоящее время в России насчитывается более 200 предприятий
производителей лакокрасочных материалов. Такие производства имеют почти все
субъекты Федерации, однако более 75% лакокрасочной продукции вырабатывается в 6
областях, расположенных в европейской части страны там, где сосредоточены
основная часть населения и промышленные предприятия и где наиболее активно
ведется строительство. В этих же областях находятся 10 самых крупных
производителей ЛКМ: девять предприятий относятся к лакокрасочной отрасли и одно
- к промышленности синтетических красителей.
На сегодня в России производится более 2000 наименований лакокрасочных
материалов. Треть производства приходится на эмали, шпатлевки, грунтовки на
конденсатных смолах. В целом по России насчитывается более 300 производителей
ЛКМ, из них реально влияют на ситуацию в стране или в своем регионе не более
60.
Лакокрасочная отрасль считается одной из самых привлекательных для
инвестиций не только иностранного, но и российского капитала. Использование ЛКМ
в строительстве и промышленности весьма широко, и спектр применения данной
продукции огромен. На рынке сегодня представлен огромный ассортимент
лакокрасочных материалов: на любой вкус и бюджет. Объемы потребления ЛКМ
ежегодно только возрастают, не удивительно, что все большее количество и
отечественных и иностранных производителей стремятся занять на этом рынке свою
нишу.
По данным экспертов, общий объем рынка лакокрасочных материалов
оценивается в 700-750 тыс. тонн в год. Ожидается, что объем рынка будет
увеличиваться быстрыми темпами. Этому способствуют, в первую очередь, такие
факты: повышение качества жилищного строительства и ремонта, рост
благосостояния населения, актуальность вопросов дизайна и оформления интерьера,
развитие машиностроения, рост спроса со стороны мебельной промышленности.
. ОБЩАЯ ЧАСТЬ
1.1 Краткое историческое справка развития
предприятия
С 2004 года Воскресенский лакокрасочный завод «Олива» успешно развивается
на российском рынке. Объемы производства и продаж, ассортимент выпускаемой
продукции, количество потребителей и партнёров неуклонно растут.
1.2 Структура управления предприятием
1.3 Ассортимент выпускаемой продукции;
характеристика по ГОСТ
управление вспомогательный технологический оборудование
1. Профессиональные Герметики:
ГОСТ 267-73 Резина. Методы определения плотности.
ГОСТ 14791-79 Мастика герметизирующая, нетвердеющая строительная.
Технические условия.
ГОСТ 19007 Материалы лакокрасочные. Метод определения времени и степени
высыхания.
ГОСТ 25898-83 Материалы и изделия строительные. Методы определения
сопротивления паропроницанию.
ГОСТ 25945-98 Материалы и изделия полимерные, строительные,
герметизирующие, нетвердеющие. Методы испытаний.
ГОСТ 26589-94 Мастики кровельные и гидроизоляционные. Метод определения
прочности сцепления с основанием.
Герметик Акцент-125 - Профессиональный акриловый герметик для деревянных
домов, срубов и т.д.
Герметик Акцент-136 - Профессиональный акриловый герметик с улучшенными
характеристиками для деревянных домов, срубов и т.д.
Герметик Therma-Chik по дереву - Профессиональный
акриловый герметик с гранулированным керамическим наполнителем.
Герметик для трещин SUPER ELASTIC
Frwtyn-130 - Профессиональный
герметик-заполнитель для швов и щелей для деревянного домостроения.
Герметик для торцов Акцент-140 - Профессиональный герметик для торцов
деревянных домов из блоков.
. Краски серии Люкс:
ГОСТ 8420-74 Материалы лакокрасочные. Правила приемки.
ГОСТ 8589 Материалы лакокрасочные. Методы определения степени перетира.
ГОСТ 8784-75 Материалы лакокрасочные. Методы определения степени
укрывистости.
ГОСТ 8832-76 Материалы лакокрасочные. Методы получения лакокрасочного
покрытия для испытания.
ГОСТ 17537-72 Материалы лакокрасочные. Методы определения массовой доли
летучих и нелетучих твердых и пленкообразующих веществ.
ГОСТ 9.403-80 Материалы лакокрасочные. Методы испытаний на стойкость к
статическому воздействию жидкостей.
ГОСТ 19007-73 Материалы лакокрасочные. Методы определения времени и
степени высыхания.
Краска Акрилит-107 для окон и дверей - Атмосферостойкая краска, для
качественного окрашивания окон, дверей и др. древесных поверхностей.
Краска Акрилит-107 для окон и дверей Экстра - Атмосферостойкая краска,
для высококачественного окрашивания окон, дверей и др. древесных поверхностей.
Краска Акрилит-101 Жидкий пластик - Атмосферостойкая, высокотехнологичная
краска, на основе ультратонких пигментов и дисперсий. Предназначена для
окрашивания большинства поверхностей (минеральные поверхности, металл,
древесина и т.д.).
Краска Акрилит-115 эластичная - Атмосферостойкая краска, для окраски
минеральных и деревянных поверхностей, а так же для гибких деформационных швов.
Устойчива к трещинам и перепадам температур. Отличается повышенной
укрывистостью и долговечностью.
. Защитные грунтовки:
ГОСТ 9980.2 Материалы лакокрасочные. Отбор проб, для испытаний.
ГОСТ 8832 Материалы лакокрасочные. Методы получения лакокрасочного
покрытия для испытаний.
ГОСТ 17537 Материалы лакокрасочные. Методы определения массовой доли
летучих и нелетучих, твердых и пленкообразующих веществ.
ГОСТ 19007 Материалы. Методы определения времени и степени высыхания.
Грунтовка Акрилит-010 по дереву антисепт - Для грунтования древесины,
защищает дерево от бактерий, насекомых и роста грибка.
Грунтовка Акрилит-016 по дереву кроющая антисепт - Для грунтования
деревянных поверхностей (окна, двери и др.) перед нанесением лакокрасочного
покрытия. Снижает расход материала, улучшает адгезию, увеличивает срок службы
покрытия и защищает от грибка, насекомых, плесени и т.д.
Отбеливатель для древесины Акрилит-153 - Используется для восстановления
естественного цвета пиломатериалов пораженных плесенью и деревоокрашивающими
грибами.
. Шпатлевки, штукатурки:
ГОСТ 9980.1 Материалы лакокрасочные. Правила приемки.
ГОСТ 8420 Материалы лакокрасочные. Методы определения условной вязкости.
ГОСТ 8589 Материалы лакокрасочные. Методы определения степени перетира.
ГОСТ 8784 Материалы лакокрасочные. Методы определения укрывистости.
ГОСТ 8832 Материалы лакокрасочные. Методы получения лакокрасочного
покрытия для испытаний.
ГОСТ 9.403 Материалы лакокрасочные. Методы испытаний на стойкость к
статическому воздействию жидкостей.
ГОСТ 17537 Материалы лакокрасочные. Методы определения массовой доли
летучих и нелетучих, твердых и пленкообразующих веществ.
ГОСТ 19007 Материалы лакокрасочные. Методы определения времени и степени
высыхания.
Шпатлевка Акрилит-405 - Атмосферостойкая, тонкодисперсная шпатлевка, для
заделки сучков, трещин и других дефектов на деревянных поверхностях и
проведения ответственных работ по другим поверхностям. Выпускается различных
цветов.
Шпатлевка Акрилит-415 Эластичная (М3, С3, К3) - После высыхания создает
атмосферостойкое, эластичное, устойчивое к механическим воздействиям покрытие.
Выпускается нескольких вариантов (М3 - мелкозернистый, С3 - среднезернистый, К3
- крупнозернистый).
. Лаки, пропитки, покрытия:
ГОСТ 17537-72 Материалы лакокрасочные. Методы определения массовой доли
летучих и нелетучих, твердых и пленкообразующих веществ.
ГОСТ 19007-73 Материалы лакокрасочные. Методы определения времени и
степени высыхания.
ГОСТ 29319-92 Материалы лакокрасочные. Метод визуального сравнения цвета.
ГОСТ Р 51693-2000 Грунтовки антикоррозионные. Общие технические условия.
Лак по дереву декоративный Акрилит-102 ПГ - Водно-дисперсионный
профессиональный акриловый лак предназначен для отделки и защиты древесины, а
так же природного и искусственного камня от атмосферных воздействий и
биологических поражений (гнили, плесени, грибка и т.д.).
Защитное покрытие для дерева Oliva ProtectWood
Акрилит-102 Экстра - Для защиты древесины от атмосферных воздействий и биологических
повреждений как внутри, так и снаружи помещений.
Пропитка-морилка антисептическая по дереву Акрилит-152 - Защитная
антисептическая пропитка-морилка для дерева. Бесцветная, лиственница, сосна,
золотистая сосна, дуб, орех, палисандр.
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Технологическая схема производственной
структуры предприятия и ее краткое описание
На предприятие приходит поставка сырья, лаборатория берет пробы и только
после того, как она даст согласие сырье попадает на склад. Далее в нужных
пропорциях сырье со склада проходит через технологическое оборудование, при
этом на всем протяжении изготовления продукции делаются контрольные пробы на
соответствие заявленных требований. После того как продукт готов, он проходит
через систему фильтрации и далее расфасовывается по пластиковым ведрам на
которые в свою очередь приклеиваются соответствующие этикетки. В конечном итоге
готовый продукт складируют на складе готовой продукции.
2.2 Характеристика основного и вспомогательного
оборудования
1. HIDROSOLVER Н-55 - Смеситель / диспергатор с гидравлическим приводом.
Применяется:
А. для перемешивания пластизольных красок, технической керамики,
акварельной краски, пасты для лепки и т.д.
Б. для производства шпаклевки и замазок из акрила, полиуретана, силикона,
полиэстора, офсетной краски, эпоксидных паст и т.д.
Общие характеристики:
Крепление машины к полу;
Предназначен для производства партий от 300л до 1500л;
Широкая гамма мощностей двигателей от 30кВт до 110кВт, выбор которых
зависит от размера одной партии или характеристик продукта;
Серия «Н» - с одним валом и мешалкой по типу «Рама»;
Панель управления располагается рядом с машиной;
Гидравлическая станция независимо от исполнения машины всегда с
обязательным расположением в безопасной зоне;
Гидравлический привод включает гидравлический насос простой или двойной;
Гидравлические моторы с упругой муфтой соединены напрямую к валам
смешивания;
Система безопасности соответствующая нормативам ЕС:
датчик наличия дежи на системе зажима по типу ремень с микровыключателем;
система безопасности по высоте;
защита вала;
Гидравлическая система подъема головной части;
Электрическое исполнение: IP-54
или EEXD.
|
Модель
|
Н - 55
|
|
Мощность двигателя (кВт)
|
55
|
|
Скорость вращения медленной мешалки (об/мин)
|
0 - 125
|
|
Скорость вращения фрезы (кВт)
|
---
|
|
Мощность двигателя гидравлической системы (кВт)
|
2,2
|
|
Рекомендуемые емкости (мм)
|
Ø
|
1.200
|
|
LONG.
|
1.000
|
|
Объем (л)
|
1.300
|
2. DISPERMIX VF-18
- Диссольвер / промышленный смеситель на платформе.
Применяется:
· Лакокраска: декоративная, промышленная, автомобильная,
колеровочная, а также ЛКМ для жестяной тары и стального листа и т.д.
· Печать: флексография, трафаретная печать, офсетная и т.д.
· Другие: пластизоли, писчая бумага, продукты агрохимии и т.д.
Общие характеристики:
Крепление машины к полу или для размещения на металлической конструкции
(платформе);
Предназначен для работы с одной и до 4 емкостей вокруг машины;
Предназначен для производства партий от 300л до 8500л;
Плавное регулирование скоростей с помощью частотного преобразователя;
Тихий ход работа;
Гидравлическая система подъема головной части;
Поворот головной части вручную или с помощью мотора в зависимости от
модели и аксессуаров;
Все модели оборудованы следующими элементами системы безопасности:
датчик присутствия емкости для каждой емкости;
безопасность по высоте;
защита вала;
Стандартная пила по типу «Пилы» из нержавеющей стали;
Панель управления в исполнении: IP-54 или EEXD с расположением на фронтальной
стороне головной части;
Электрическое исполнение: IP-54
или EEXD. Электрический щит в исполнении IP-54 для расположения в безопасной
зоне.
|
Модель
|
|
Мощность мотора (кВт)
|
|
Ø Фрезы (мм)
|
|
Скорость вращения (мм)
|
|
Система подъема
|
|
Вес НЕТТО машины (кг)
|
|
Емкость (мм)
|
Ø макс.
|
|
Н макс.
|
2.3 Основные параметры полуфабрикатов и
основного продукта по технической документации
· Эмульсия Акриловая - основа всей выпускаемой продукции.
|
Параметр
|
Значение
|
|
Сухой остаток, %
|
50±1
|
|
Динамическая вязкость по вискозиметру Brookfield типа RVDV-II+PRO, мПа/с
|
1000 - 3000
|
|
Показатель активности водородных pH
|
7,50 - 8,50
|
|
Водопоглощение
|
10 - 15
|
· Наполнитель - это высокодисперсные вещества неорганического
происхождения, которые вводятся в состав непрозрачных ЛКМ.
Введение в лакокрасочный материал наполнителей
преследует две цели:
придание особых свойств самому ЛКМ и готовому
покрытию;
удешевление (снижение себестоимости) лакокрасочного
материала за счет замены дорогого пигмента более дешевыми наполнителями.
|
Параметр
|
Значение
|
|
Сухой остаток, %
|
98,4
|
|
pH водной суспензии
|
9,8
|
|
Массовая доля остатка на сите, %
|
2,7
|
|
Медианный диаметр частиц, мкм
|
16,1 - 51,4
|
|
Массовая доля водорастворимых веществ, % не более
|
0,5
|
· Акриловые загустители - применяются для повышения вязкости.
|
ПараметрЗначение
|
|
|
pH водной суспензии
|
4,60
|
|
Динамическая вязкость по вискозиметру Brookfield типа RVDV-II+PRO, мПа/с
|
20 - 100
|
· Пластификатор - вводится для увеличения прочности на удар и
обеспечения большего удлинения при разрыве, но он снижает твёрдость материала и
его прочность на растяжение.
|
Параметр
|
Значение
|
|
Плотность, г/см3
|
1,045 - 1,049
|
|
Массовая доля летучих веществ, % не более
|
0,20 - 0,30
|
· Коалисцент - применяется для понижения минимальной
температуры пленкообразования.
|
Параметр
|
Значение
|
|
Сухой остаток, %
|
99
|
· Загуститель - применяются для повы шения вязкости.
|
Параметр
|
Значение
|
|
Динамическая вязкость по вискозиметру Brookfield типа RVDV-II+PRO, мПа/с
|
|
Сухой остаток, %
|
47 - 53
|
|
pH водной суспензии
|
7
|
·Пигментные
диспергаторы <#"809853.files/image002.jpg">
Принцип работы.
Диссольвер может быть снабжен одной или двумя мешалками - тихоходной
рамной и быстроходной зубчатой. Это позволяет: лучше перерабатывать вязкие
материалы; улучшить качество диспергирования и производительность; увеличить
степень заполнения сосуда перерабатываемым материалом до 95% за счет удаления
воронки; улучшить теплообмен.
Рамная мешалка работает как скребок и не позволяет липким и густым
веществам оседать на дне и стенках, а быстроходная типа фрезы, измельчает и
тщательно перемешивает сырье до получения однородной массы компонентов
лакокрасочного материала. Фреза распределяет твердые вещества в жидкости. При
этом поддерживается три процесса: смачивание твердых компонентов в жидкости;
механическое измельчение и разделение скоплений частиц; стабилизация вновь
образованных мелких элементов и предотвращение их повторной флокуляции
(слипания). Каждый из этих этапов важен для образования гомогенных смесей с
равномерной структурой и стабильной биологической активностью.
5.1.1 Анализ нарушений в технологическом
процессе. Устранение отклонений от норм технологического режима
Все отклонения от норм технологического режима выявляются технологом или
лабораторией ОТК в процессе производства путем отбора проб и их анализа и
корректируется с помощью определенных технологических приемов прямо в процессе
производства. Таким образом нарушения технологического режима сведены к
минимуму.
При нарушении условий хранения готового продукта, так же возможны
нарушения качества готовой продукции: изменение вязкости, усыхание,
пластических свойств. Как правило это происходит при нарушении хранения
продукта у потребителя.
.2 ЗАДАНИЕ ПО МЕХОБОРУДОВАНИЮ
. Вращающаяся печь с внутрипечными теплообменниками.
Для обжига клинкера при мокром способе производства используют
вращающиеся печи с внутрпечными теплообменниками. Они представляют собой
стальной барабан длиной 135-185 м и диаметром до 5 м, футерованный внутри
огнеупорным кирпичом; производительность таких печей достигает 1000-1800 т клинкера
в сутки.
Барабан печи устанавливают с уклоном 3-40 гр. шлам подают в шлам питатель
с поднятой стороны печи, холодного конца, а топливо в виде газа, угольный пыли
или мазута вдувают в печь с противоположной стороны (горячего конца). В
результате вращения наклонного барабана находящиеся в нем материалы
продвигаются по печи в сторону ее горячего конца. В области горения топлива
развивается наиболее высокая температура: материала - до 1500 С, газов - до
1700 С, и завершаются химические реакции, приводящие к образованию клинкера.
Дымовые газы движутся вдоль барабана печи навстречу обжигаемому
материалу. Встречая на пути холодные материалы, дымовые газы подогревают их, а
сами охлаждаются. В результате, начиная от зоны обжига, температура газа вдоль
печи снижается с 1700 до 180-200 С.
Из печи клинкер поступает в холодильник, где охлаждается воздухом острого дутья
подаваемого под колосниковую решетку. Клинкер охлаждается до температуры 50-70
0С, а вторичный воздух нагревается до температуры 550-750 0С.
Охлажденный клинкер отправляют на склад открытого типа либо в силос
клинкера.
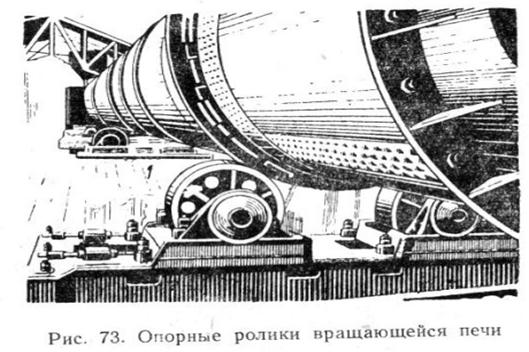
Печной барабан. Основной элемент вращающейся печи - клепаный или сварной
барабан из листовой стали, футерованный огнеупорным кирпичом и опирающийся на
ролики. Диаметр барабана колеблется от 2,0 до 3,8 м, длина от 50 до 100 м. Для
обеспечений передвижения обжигаемого 1 материала барабану придают уклон,
составляющий обычно 3-4% от общей длины печи.

Вес печного барабана весьма велик; так, например, при длине печи в 70 м
он вместе с футеровкой составляет около 400 т. Опорным устройствам печи
приходится, следовательно, нести большую нагрузку; они являются, поэтому,
ответственной частью вращающейся печи. Опорные устройства состоят из роликов,
на которые барабан опирается при помощи бандажей. Бандажи насаживают на корпус
барабана в точках опор; они представляют собой обточенные кольца из твердого
стального литья. Нагрузка от корпуса передается на бандаж через специальные
стальные башмаки (рис. 72). Ширина бандажа колеблется от 300 до 600 мм.
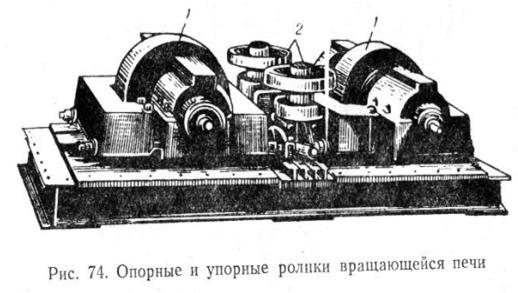
Каждый бандаж опирается на два опорных ролика 1 (рис. 73 и 74). Чтобы
бандажи не изнашивались, ролики изготовляются из стали менее твердой, чем
материал бандажа. Ролики насаживают в горячем состоянии на стальные оси, шейки
которых опираются на бронзовые вкладыши подшипников. Подшипники в свою очередь
лежат на чугунных станинах, укрепленных в железных рамах фундамента, подшипники
роликов смазывают жидкой смазкой и охлаждают водой.
Во избежание схода печного барабана с опор по обеим сторонам одного из
бандажей устанавливают упорные ролики 2 (см. рис. 74).
Привод печи. Привод вращающейся печи состоит из набора шестерен,
передающих вращение от мотора печному барабану. Шестерня, сидящая
непосредственно на корпусе барабана, называется венцовой. Она имеет большие
размеры и делается разрезной. Венцовая шестерня отливается из специальной стали
и скрепляется с корпусом барабана пружинами, дающими возможность корпусу
свободно расширятся при нагревании. Венцовая шестерня должна соприкасаться с
приводной шестерней полной поверхностью зубьев, причем зацепление должно быть
плавным и спокойным.
. Основные параметры основного продукта.
При обжиге получается портландцементный клинкер, который можно
характеризовать что это за продукт и чем он характеризуется
Качество клинкера оценивается химическим, минералогическим и фазовым
составами.
Химический состав клинкера характеризуется следующими пределами
содержания главных оксидов (% по массе): СаО -63-68; SiО2 - 21-24; А12О3 - 4-8;
Fe2О3 - 2-4. В небольших количествах в виде различных соединений в клинкер
могут входить оксиды магния и хрома, серный и фосфорный ангидрид, щелочи натрия
и калия, диоксид титана.
В клинкере главные оксиды образуют силикаты, алюминаты и алюмоферриты
кальция в виде минералов кристаллической структуры, а часть их входит в
стекловидную фазу.
Портландцементный клинкер имеет сложный минералогический состав.
Основными минералами (соединениями) являются: трех кальциевый силикат (алит)
3CaОSiО2, двухкальциевый силикат (белит) 2CaОSiО2, трехкальциевый алюминат ЗСаО
• А12О3, четырехкальциевый алюмоферрит 4СаО • А12О3 • Fe2О3.
Фазовый состав клинкера характеризуется содержанием основных и
второстепенных клинкерных фаз, определяемых физико-химическими методами
анализа. К основным клинкерным фазам относятся алитовая, белитовая и
промежуточное вещество; к второстепенным - свободные СаО и MgO частично в виде
кристаллов периклаза и другие соединения.
Алитовая фаза (C3S)-основная в портландцементном клинкере. Алит
определяет высокую прочность, быстроту твердения, высокую гидравлическую
активность и другие свойства портландцемента.
Белитовая фаза (C2S) представлена в клинкере ß-модификацией C2S, содержащей
некоторое количество железа и титана в виде твердых растворов. Белит не
характеризуется определенными сроками схватывания и затворенный водой твердеет
очень медленно. С течением времени (спустя 1-2 г) белит становится активнее
алита.
Промежуточное вещество образуется из той части клинкера, которая при
спекании находилась в расплавленном состоянии. В промежуточное вещество входят
алюминаты и алюмоферриты кальция и клинкерное стекло (стекловидная фаза),
которое не успело закристаллизоваться. В нормально охлажденных клинкерах
содержится обычно 6-12 % стекла.
На качество портландцемента влияет не только минералогический состав
клинкера, но и его структура, характер кристаллизации отдельных минералов. Для
получения клинкера оптимальной структуры необходимы однородность и малая
запесоченность сырья, тонкий помол сырьевой смеси, использование беззольного
топлива, резкий обжиг и резкое охлаждение. При мелкой кристаллизации клинкерных
минералов без изменения фазового состава можно добиться значительного повышения
прочности.
Клинкер-полуфабрикат - характеризуется модулями, выражающими соотношения
между количествами главных оксидов, - силикатным п= SiO2 / (Al2O3+Fe2O3), и глиноземным р= Al2O3 /
Fe2O3, а также коэффициентом насыщения КН, который колеблется в пределах
0,85-0,95.
.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Толмачев
И.А Новые водно-дисперсионные краски / И.А. Толмачев, В.В. Верхоланцев. Л.:
Химия, 1979. - 200 с.
. Мюллер,
Б. Лакокрасочные материалы и покрытия. Принципы составления рецептур / Б.
Мюллер, У. Пот. - М.: Пэйнт-медиа, 2007. - 237с.
. Брок
Т. Европейское руководство по лакокрасочным материалам и покрытиям / Т. Брок,
М. Гротеклаус, П. Мишке. - М.: Пэйнт-медиа, 2004. - 548 с.
. Верхоланцев
В.В. Функциональные добавки в технологии лакокрасочных материалов и покрытий /
В.В. Верхоланцев. - М.: Издательство ЛКМ-пресс, 2008. - 280 с.
. Ламбурн
Р. Лакокрасочные материалы и покрытия. Теория и практика / Р. Ламбурн. - СПб.:
Химия, 1991. - 512 с.
. Дринберг
А.С. Антикоррозионные грунтовки / А.С. Дринберг, Э.Ф. Ицко, Т.В. Калинская. -
СПб.: НИПРОИНС ЛКМ и П с ОП, 2006. - 168 с.
. Казакова
Е.Е. Водно-дисперсионные акриловые ЛКМ строительного назначения / Е.Е.
Казакова, О.Н. Скороходова. - М.: Пэйнт-медиа, 2003. - 136 с.
. Зомборн
Р. Добавки / Р. Зомборн. - М.: Пэйнт-медиа, 2005. - 87 с.