Обрабатывание плоскости фрезерованием
ЗАДАНИЕ
Разработать УСПО немеханизированное.
Обрабатываются плоскости А и Б фрезерованием.
Закрепление по поверхности Г. Плоскость Г и два
отверстия Ø16Н7 обработаны
начисто.
При фрезеровании торцовой фрезой PZ=3000Н.

Рис. 1. Схема обработки
1.
АНАЛИЗ И ВЫБОР СХЕМЫ БАЗИРОВАНИЯ
При обработке подобных деталей обычно используют
две схемы базирования - в координатный угол и по плоскости и двум отверстиям.
Эти две схемы позволяют позиционировать деталь относительно координат станка
для обработки поверхностей А и Б. Учитывая условия задачи - базировать по
плоскости основания и двум отверстиям, выбираем соответствующую схему
базирования (рис. 2, а).
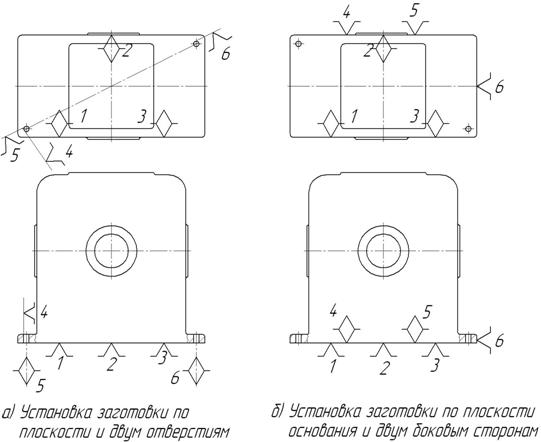
Рис. 2. Схемы базирования
2. ВЫБОР И РАЗРАБОТКА УСТАНОВОЧНЫХ
ЭЛЕМЕНТОВ
Так как установку детали будем производить по
чистовым поверхностям, то в качестве опор выбираем опорные пластины, дающие
наименьшую погрешность базирования, с увеличенными размерами в плане для
повышения их жесткости. Опоры выбираем исполнения 2 по ГОСТ 4743-68.
Количество опор выбираем следующее: по ширине
детали - 2 (по одной с каждой стороны); по длине детали - 4 (по 2 с каждой
стороны).
Установочные пальцы на приспособлении располагаем
так, чтобы заготовка не касалась их буртиков, для чего применяем регулируемые
опоры.
Силы закрепления направляем перпендикулярно
опорной плоскости.
Определяем высоту направляющей части пальца Н во
избежание заклинивания заготовки по формуле:
 ,
,
где ∆min -
наименьший зазор между направляющим пояском срезанного пальца и отверстием
заготовки.
 ;
;
Принимаем Н=2,5 мм.
Рис. 3. Схема съёма заготовки с двух
пальцев
3. РАСЧЁТ СИЛ, ДЕЙСТВУЮЩИХ НА ЗАГОТОВКУ В
ПРОЦЕССЕ ОБРАБОТКИ
Деталь обрабатывается торцевой фрезой, плоскости
А, Б, одновременно. Сила резания Pz
= 3000 Н.
Рис. 4. Схема сил резания при торцовом
фрезеровании
Найдем силы Ph,
Pv, Py
(хотя её в расчетах не учитываем, т. к. они компенсируют друг друга) из
следующих зависимостей:
 ;
;
 :
:
 .
.
4. РАЗРАБОТКА СИЛОВОЙ СХЕМЫ И РАСЧЁТ СИЛЫ
ЗАКРЕПЛЕНИЯ
Для определения силы закрепления составляем
силовую схему и делаем расчеты на опрокидывание и сдвиг.

Рис. 5. Силовая схема
Обрабатываются цилиндрические выступы торцевым
фрезерованием параллельно обе стороны одновременно на проход на фрезерном
станке с горизонтальной осью шпинделя.
Силы резания имеют следующие значения Рy
= 1575 Н, РГ = 1050 Н, Pv
= 2700 Н, но сила Рy не
учитывается, т. к. они направлены по одной оси навстречу друг другу.
Заготовка базируется по чистовым базам по
плоскости основания и двум отверстиям, сила закрепления 2Q
прижимает заготовку к пластинчатым опорам.
Сила закрепления 2Q
образуется как результирующая сила от двух прихватов, симметрично расположенных
относительно заготовки.
Определяем коэффициент запаса надежности
где k0,
k1, k2,
k3, k4,
k5, k6
- коэффициенты, учитывающие нестабильность силовых воздействий на заготовку.
k0=1,5 -
гарантированный коэффициент запаса;
k1=1,2 - для
торцового чернового фрезерования чугуна;
k2=1,4 - для
торцового чернового фрезерования чугуна;
k3=1,2 - коэффициент
прерывистости фрезерования;
k4=1,3 - при
использовании немеханизированного привода;
k5=1,0 - коэффициент
эргономичности;
k=1,5∙1,2∙1,4∙1,2∙1,3∙1,0=3,931
Определяем силы, действующие в процессе
обработки детали.
Силы резания (в целях упрощения расчета) в
точках А, B и D
одинаковы и равны РГ = 1050 Н, PV
= 2700 Н.
В виду двустороннего фрезерования все силы
резания необходимо в расчетах удваивать: 2РГ = 2100 Н, 2PV
= 5400 Н.
Составляем уравнение равновесия для точки А
относительно точки 1 и решаем его:
∑АМ1=0,
 ,
,
=0,2 (для обработанных
поверхностей).
 ;
;
 ;
;
 .
.
заготовка закрепление
надежность привод
Составляем уравнение равновесия для
точки В относительно точки 1 и решаем его:
 ;
;
 ;
;
 .
.
Составляем уравнение равновесия для
точки D
относительно точки 1 и решаем его:
∑DМ1=0,
 ;
;
 ;
;
 .
.
Для противодействия опрокидыванию
необходимо создать усилие прижима Q=24073 Н.
Данное значение силы берем для
дальнейших расчетов.
Расчет на сдвиг относительно опор 1,
2, 3
Расчет производим для сдвига с
отрывом.
Инструмент совершает горизонтальное
движение.
Рис. 6. Схема расчёта на сдвиг с
отрывом
Поскольку закрепление осуществляется
за счёт использования немеханизированного привода, расчёт производится по
формуле:
 ,
,
где  .
.
 .
.
Аналогично по формуле:
где  .
.
 .
.
Максимальная из всех сил закрепления
Qmax=24073 Н.