|
а×b, мм2
|
150×(700-1500)
|
200×(700-2000)
|
250×(1000-2800)
|
300×(700-1600)
|
|
v,мин
|
1,6-1,8
|
1,5-1,8
|
1,3-1,6
|
1,1-1,4
|
Тогда
 мин.
мин.
Полученное значение не превышает
допустимого времени разливки. Принимаем продолжительность разливки τ1 = 36 мин.
Кратность разливки τ1/ τр составит
36/18 = 2; скорость разливки v = 1,6 м/мин.
Пропускная способность (мощность)
МНЛЗ при разливки стали сериями по четыре плавки составит:
 т.
т.
Количество работающих МНЛЗ
 .
.
Количество МНЛЗ, находящихся в
резерве:
В2 = Т · В1/365,
где Т - продолжительность всех видов
ремонтов, сут.: Т=70-75 сут.
В2 = 70 · 3/365 = 0,58
Принимаем В2 = 1.
Общее количество МНЛЗ составит: В =
В1 + В2 = 3+1 = 4.
Производительность установленной
МНЛЗ
 т/год.
т/год.
2. Конструкторская часть
.1 Описание конструкции манипулятора защитной
трубы
Принцип действия
Манипулятор защитной трубы предназначен для
установки, удержания, замены и транспортирования корундографитовой (кварцевой)
защитной трубы во время разливки стали на МНЛЗ. Манипулятор прижимает защитную
трубу к стакану коллектору шиберного затвора стальковша и может сопровождать
ковш при его движении в вертикальной и горизонтальной плоскостях.
Манипулятор расположен на съёмном плитном
настиле разливочной площадки по оси МНЛЗ, перед промежуточным ковшом.
Рисунок 2.1 - Манипулятор защитной трубы: 1 -
площадка в сборе; 2 - устройство для установки защитной трубы; 3 - привод
манипулятора; 4 -кронштейн поворотный
Манипулятор защитной трубы (рис. 2.1) состоит из
четырёх основных частей: площадка в сборе 1; устройство для установки защитной
трубы 2; привод манипулятора 3; кронштейн поворотный 4.
Площадка в сборе (рис. 2.2) представляет собой
двухуровневую сборную металлоконструкцию, установленную на платики плитного
настила, два из которых имеют штыри для фиксации площадки.
Нижний уровень «Этаж нижний» является базовым,
выполнен в виде сварной фермы с настилом в верхней части, который имеет: шесть
опор, из них две передние снабжены пазами для фиксации площадки на плитном
настиле при помощи штырей; лестницу, к нижней части которой приварена площадка
для установки шкафа управления; откидную площадку, для вспомогательных работ. В
средней части конструкции находится площадка с ограждением и дверями для
размещения насосной станции манипулятора.
Верхний уровень является рабочим местом
оператора стальковша и на нём находится основное оборудование и расходные
материалы, необходимые для работы. Уровень выполнен в виде П - образной сборной
металлоконструкции состоящей из двух боковых стенок в верхней части связанных
рамой болтовым соединением.
Рисунок 2.2 - Площадка в сборе
Стенки представляют собой сварные фермы, в
верхних частях которых имеются обработанные фланцы с зубцами для установки
горизонтальных направляющих каретки манипулятора. Так же на стенках предусмотрены
места для монтажа: постов управления, клемных коробок, кронштейнов привода
манипулятора, направляющей кабель-канала (энергоподвод). Для соединения с
другими частями площадки в верхней и нижней части стенок приварены фланцы.
Рама - сварная металлоконструкция, является
связующим элементом, и выполняет роль крыши, защищает оператора от падающих
частей футеровки и брызг металла из стальковша. Так же к раме прикреплена
вертикальная направляющая каретки манипулятора.
Направляющие на боковых стенках представляют
собой сварной швеллер с обработанными дорожками качения. На внешней стороне
направляющей выполнены пазы, с помощью которых она сопрягается с зубцами на
стенках. К стенке направляющая притянута болтовым соединением.
Верхний и нижний уровень собраны между собой
болтовым соединением.
Устройство для установки защитной трубы
представляет собой механизм с большим числом степеней свободы, установленный на
каретке двигающейся в направляющих площадки (рис. 2.3).
Каретка 1 представляет собой сварную металлоконструкцию
с консолью, конец которой заканчивается фланцем, и захватом для сцепки с
приводом манипулятора. К каретке прикреплён кронштейн, который служит площадкой
для установки гидроблока и электрооборудования, так же к нему подсоединена цепь
энергоподвода (кабель - канал). В расточки каретки запрессованы оси, на которые
установлены ходовые колёса. Направляющие ролики, прикреплённые винтами к
каретке, обеспечивают прямолинейность движения манипулятора по горизонтальным
направляющим площадки.
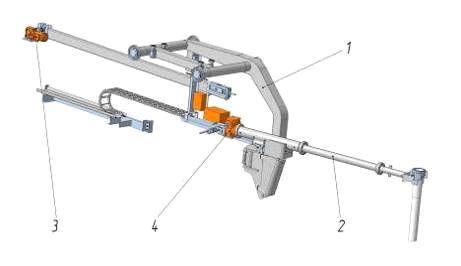
Рисунок 2.3 - Устройство для установки защитной
трубы:
- каретка; 2 - стрела; 3 - механизм перемещения
каретки; 4 - механизм вращения стрелы
На полуоси прикреплённой к фланцу консоли
каретки, на подшипниках качения установлено водило. Водило имеет жёсткие упоры,
ограничивающие его поворот вокруг полуоси в горизонтальной плоскости в
диапазоне 80˚, так же предусмотрены отверстия для фиксации от поворота при
помощи штыря.
Кронштейн шарнирно, на подшипниках качения,
соединен с водилом и служит опорой для стрелы и гидроцилиндра механизма подъёма
(прижатия) защитной трубы. Стрела шарнирно связана с штоком гидроцилиндра.
Проушины на штоке и корпусе гидроцилиндра снабжены шарнирными подшипниками
скольжения.
Стрела (рис. 2.4) состоит из неподвижной части -
гильзы 1, которая шарнирно соединена с гидроцилиндром 2 и кронштейном 6 и
вращающейся внутри неё на подшипниках скольжения 3, сборной консоли 4. Сборная
консоль состоит из трёх частей, стянутых между собой болтовым соединением:
консоли, трубы и кронштейна. На кронштейн установлен ухват 5, шарнирно
соединённый с корзиной 8 защитной трубы 7. Ухват зафиксирован относительно
кронштейна клиновым соединением. На гильзе смонтирован червячный редуктор 9,
предназначенный для вращения консоли (защитной трубы) вокруг оси стрелы.
Ограничения вращения консоли стрелы нет. К основанию редуктора прикреплён
штурвал 10, с помощью которого оператор может управлять движением манипулятора
во время стыковки защитной трубы со стаканом коллектором шиберного затвора стальковша.
Так же на штурвале располагается кнопочный пост управления механизмами
манипулятора (привод передвижения каретки, гидропривод прижатия защитной трубы,
привод вращения стрелы).
Привод манипулятора (привод передвижения
каретки) служит для перемещения его из резервной позиции в рабочую и обратно.
Привод устанавливается на кронштейны, прикреплённые к стенке, верхнего уровня
площадки манипулятора и представляет собой цепную передачу с передаточным
отношением равным единице. На цепи закреплён захват. Захват состоит из двух
реек стянутых болтовым соединением, охватывающих цепь. Зубья реек входят в
зацепления со звеньями цепи, передавая тянущие усилие на захват. Одна из реек
снабжена проушиной, с которой при помощи оси - фиксатора соединяется захват
каретки манипулятора. При движении цепи и установленного на ней захвата
происходит движение каретки манипулятора. Ведущая звёздочка установлена на
подшипниках качения в расточках на балке и соединена с червячным
мотор-редуктором втулочно-пальцевой муфтой. Натяжная звёздочка с подшипниками
качения установлена на оси вилки, перемещающейся в пазах балки при помощи
винтового механизма.
Управление приводом манипулятора осуществляется
от кнопочного поста расположенного на штурвале манипулятора или от ящика
управления перемещением каретки расположенного на верхнем уровне площадки
манипулятора рядом с лестницей. При работе от поста управления движение каретки
происходит при нажатии и удержании кнопки («Вперёд», «Назад»). В случае работы
от ящика управления необходимо предварительно зафиксировать штырями все
подвижные, шарнирно соединённые, части манипулятора, для предотвращения
самопроизвольного движения во время пуска и остановки, при этом управление
движением (набор, снижение скорости и остановка) каретки осуществляется от
бесконтактных выключателей.
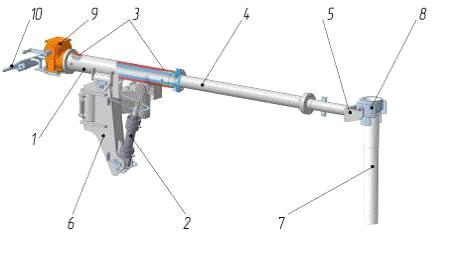
Рисунок 2.4 - Стрела: 1 - гильза; 2 -
гидроцилиндр; 3 - подшипники скольжения; 4 - сборная консоль; 5 - ухват; 6 -
кронштейн; 7 - защитная труба; 8 - корзина; 9 - редуктор; 10 - штурвал
Подводы кабелей электропитания к площадке
манипулятора выполнены с помощью кронштейна поворотного (рис. 5), на концах
которого закреплены металлорукава с электрическими разъёмами. Устройство
представляет собой кронштейн, шарнирно соединённый с опорой, которая
прикреплена винтами к закладной плите, приваренной к металлоконструкциям поста
управления МНЛЗ. Кронштейн выполнен в виде фермы, к нижней части которой
приварены трубы для прокладки электрических кабелей. Трубы с обоих концов
заканчиваются фланцами, к которым прикрепляются крышки с резьбовыми отверстиями
под кабельный ввод металлорукава. Электрические разъёмы поворотного кронштейна
соединены с соответствующими разъёмами на ящике расположенном на верхнем уровне
площадки манипулятора рядом с лестницей.

Рисунок 2.5 - Кронштейн поворотный
Работа манипулятора защитной трубы
осуществляется в следующем порядке. Исходное положение - манипулятор находится
в резервном положении. Нажимается кнопка на пульте «ОПУСТИТЬ» и при помощи
гидроцилиндра плечо стрелы с корзиной переводится в нижнее положение. Разливщик
в ручную заводит трубу в корзину (защитные трубы находятся на свободном месте
настила верхнего уровня площадки манипулятора). Далее нажимается кнопка
«ПОДНЯТЬ» и труба опорным пояском устанавливается в корзине. Оператор вручную с
помощью быстроразъёмного соединения подключает защитную трубу к трубопроводу
подачи аргона.
При необходимости труба разворачивается в
горизонтальное положение при помощи привода вращения стрелы, если ковш
находится в нижнем положении или расстояния между стальковшом и промковшом
недостаточно для установки трубы в вертикальном положении. Сталеразливочный
ковш, установленный на стенд, поднимается в крайнее верхнее положение. С пульта
РМС открывается шиберный затвор и промывается выпускное отверстие, при
необходимости, прожигается пробка. При стабильном истечении металла, шибер
закрывается. На посте управления расположенном на штурвале или на ящике
управления перемещением каретки нажимается кнопка «ВПЕРЕД» и манипулятор при
помощи цепного электромеханического привода перемещается по направляющим в
рабочую позицию. При помощи кнопок «ПОДНЯТЬ», «ОПУСТИТЬ» и ручного кривошипного
механизма подачи, защитная труба центрируется и стыкуется со стаканом коллектором
шиберного затвора. После нажатия кнопки «УДЕРЖАНИЕ» защитная труба с усилием
прижимается к стакану коллектору. Оператор настраивает расход аргона при помощи
вентиля и расходомера для предотвращения вторичного окисления металла.
Сталеразливочный ковш опускается в рабочую позицию. Открывается шиберный
затвор, начинается заполнение промковша. При всех штатных перемещениях
стальковша, в процессе разливки, кинематика манипулятора автоматически
отслеживает положение стакана-коллектора, что исключает раскрытие стыка. При
аварийных ситуациях возможно управление механизмом прижатия защитной трубы от
ручных кранов расположенных на гидроблоке управления (каретка манипулятора).
При поворотах стенда разливочного работа
манипулятора (защитная труба прижата к стакану коллектору шиберного затвора)
допускается в пределах поперечной части промковша. При больших углах поворота
стенда разливочного защитная труба (стрела манипулятора) автоматически
опускается, если этого не было сделано ранее оператором. Предельные углы поворота
стенда с прижатой защитной трубой уточняются во время монтажа. Механизм
передвижения каретки манипулятора работает только при снятом давлении в
гидроцилиндре.
Для замены отработавшей трубы шиберный затвор
закрывают и стальковш переводят в верхнее положение. Закрывают подачу аргона.
Нажатием кнопки «ОПУСТИТЬ» трубу отсоединяют от стакана коллектора (если
необходимо трубу переводят в горизонтальное положение) и кнопкой «НАЗАД»
перемещают манипулятор в резервное положение. Отсоединяют подвод аргона. Разворачивают
стрелу, пока труба не выпадет из корзины на настил площадки манипулятора. Далее
защитная труба удалятся в мусорную ёмкость. При удалении защитной трубы
необходимо соблюдать меры безопасности, так как труба раскалена до температуры
около 1500˚С.
Для наблюдения за уровнем металла в промковше,
измерения его температуры и взятия проб металла используется откидная площадка.
.2 Литературный и патентный обзор
В ходе литературного и патентного обзора
рассмотрены принципиальные схемы манипуляторов, их достоинства и недостатки.
Установка и быстрая замена погружных стаканов в
случае необходимости (разливка большими сериями) осуществляется с помощью
стационарных или передвижных устройств (манипуляторов).
На рис. 6, а представлена конструкция
стационарного манипулятора для установки на сталеразливочный ковш и удержания в
процессе непрерывной разливки защитного огнеупорного стакана, экранирующего
струю стали, истекающую в промежуточный ковш. Он состоит из подвижной каретки
10, перемещающейся вдоль вертикальной колонны 8 с помощью гидроцилиндра 9,
консольной штанги 4 с вилкой 2 и приемным кольцом 3 для погружного стакана. При
включении гидроцилиндра 9 каретка 10 с помощью роликов 1 перемещается вверх по
рельсам 7 коробки 6 прямоугольного сечения и консольная штанга 4 с погружным
стаканом прижимается снизу к стакану-коллектору шиберного затвора разливочного
ковша. Консольная штанга 4 соединена с кареткой 10 шарнирно, что позволяет ей
свободно перемещаться в горизонтальной плоскости вместе с подвижной обоймой
затвора, а также при подведении стакана вручную с помощью ручек 11. Во время
опускания разливочного ковша консольная штанга 4 поворачивается вокруг
горизонтальной оси 5, а срабатывающий при этом конечный выключатель открывает
клапан сброса давления в гидроцилиндре 9, в результате чего происходит
автоматическое опускание каретки 10 и выравнивание штанги 4 в горизонтальном
положении.
Для замены погружного стакана, используемого при
подаче стали ниже уровня металла в кристаллизаторе слябовой МНЛЗ, применяют
стационарные или установленные на тележки манипуляторы, обеспечивающие смену
огнеупорного защитного элемента без подъёма промежуточного ковша. На рис. 6, б
показана схема пневматического манипулятора, разработанного сотрудниками
Донецкого национального технического университета. Он включает установленную на
монтажной плите 9 поворотную колонну 7, несущую консольную штангу 4, которая
может поворачиваться в вертикальной плоскости с помощью пневмоцилиндра 8.
Штанга снабжена вилкой, в ней на цапфах размещена гильза 2 для стакана 1.
Гильза посредством тяги 3 и двуплечего рычага б с помощью второго
пневмоцилиндра 5 может поворачиваться в вертикальной плоскости относительно
консольной штанги на угол 90°, т.е. занимать горизонтальное положение.
Продолжительность замены погружного стакана с помощью данного манипулятора
10-15 с, что позволяет успешно его применять при разливке стали методом “плавка
на плавку”.
Манипулятор фирмы "Concast",
изготовленный для слябовой МНЛЗ №6 ОАО "ОЭМК" (Оскольский
электрометаллургический комбинат) представлен на рисунке 2.7. Манипулятор
установлен стационарно на стойке 3 и состоит из стрелы 1, шарнирно закреплённой
на кривошипном механизме 2. Для прижатия трубы к стакану шиберного затвора
предусмотрен противовес 4. Данный манипулятор неудобен тем, что в процессе
эксплуатации оператору часто приходится менять сменные грузы противовеса, что
усложняет управление манипулятором в целом.
В патенте США № 4313596 приводится стационарный
манипулятор с подвижной корзиной (рисунок 2.8). Устройство состоит из гидравлического
механизма подъёма 1, которое осуществляет подъём и опускание стрелы 2;
рычажного механизма наклона трубы 3 и стойки 4. Преимущество такой схемы
заключается в отсутствии механизма вращения стрелы. На практике манипуляторы
данного типа использовались недолго.
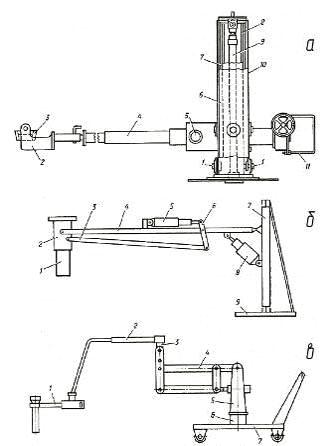
Рисунок 2.6 - Конструкции манипуляторов защитной
трубы: а - стационарный манипулятор: 1 - ролики, 2 - вилка, 3 - приёмное
кольцо, 4 - консоль, 5 -ось, 6 - коробка, 7 - рельс, 8 - колонна, 9 -
гидроцилиндр, 10 - каретка, 11 - ручки; б - пневмонический манипулятор для
слябовой МНЛЗ: 1 - стакан, 2 - гильза, 3 - тяга, 4 - штанга, 5 - пневмоцилиндр,
6 - рычаг, 7 - колонна, 8 - пневмоцилиндр, 9 - монтажная плита; в - схема
гидравлического манипулятора фирмы "Интерстоп": 1 - держатель, 2 -
консоль, 3 - стойка, 4 - тяга, 5 - кронштейн, 6 - платформа, 7 - каретка
Причиной отказа от манипуляторов с механизмом
наклона трубы стал быстрый выход из строя основных узлов механизма наклона: в
процессе разливки металла связующие элементы рычажного механизма на корзине
стрелы забрызгивало жидким металлом, после чего механизм заклинивал и в
результате чего приходил в негодность.
Рисунок 2.7 - Стационарный
манипулятор фирмы "Concast"(Швейцария):
1 - стрела; 2 - водило; 3 - стойка; 4 - сменные грузы (противовес)
Рисунок 2.8 - Манипулятор с рычажным
механизмом наклона защитной трубы: 1 - механизм подъёма стрелы; 2 - стрела; 3 -
рычажный механизм наклона защитной трубы; 4 - стойка
В рассмотренных схемах устройств
манипулятора защитной трубы, большая часть схем принадлежит стационарным
манипуляторам. В нашем случае такая схема не применима, поскольку для его
разворота требуется большая площадь, которую не обеспечивает компоновка
устройств для ввода затравок. Поэтому предпочтительнее схема, в которой для
замены защитной трубы и её позиционирования применяется передвижной манипулятор
на каретке, а подъём (прижатие) и опускание защитной трубы осуществляется с
помощью гидропривода.
2.3 Модернизация узлов машины
.3.1 Механизм вращения стрелы
Для своевременной установки и замены защитной
трубы, манипулятор должен быть оснащён механизмом вращения стрелы. В
существующей конструкции для этой цели предусматривался червячный редуктор
ЧФ-100М, привод которого осуществлялся оператором стальковша вручную, через
рукоятку. Такой привод удобен для точного позиционирования, но неэффективен для
быстрой замены трубы. Кроме того, такой привод усложняет эргономику
манипулятора: одновременное вращение стрелы манипулятора, повороты в
горизонтальной плоскости и перемещения каретки становятся затруднительными;
ручной труд (вращение рукоятки редуктора) ухудшают условия труда оператора
стальковша; вращение стрелы от ящика управления исключается.
Чтобы устранить эти недостатки было предложено
заменить ручной привод стрелы на электромеханический. Для этого червячный
редуктор был заменён на планетарный мотор-редуктор (рисунок 2.9).
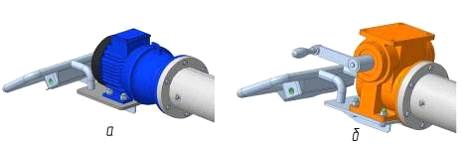
Рисунок 2.9 - Модернизация привода вращения
стрелы: а - проектный вариант (планетарный мотор-редуктор); б - базовый вариант
(червячный редуктор с ручным вращением входного вала)
Преимущества предлагаемого привода:
появляется возможность управления
манипулятором (при зафиксированном положении стрелы) от ящика управления;
исключается ручной труд, что
способствует улучшению условий труда для оператора стальковша;
улучшается эргономика и манёвренность
манипулятора (становится возможным одновременное вращение стрелы, поворот,
наклон и перемещение каретки).
.3.2 Механизм перемещения каретки
Конструктивная схема манипулятора, имеющего
каретку, обусловлена компоновочной схемой МНЛЗ №4. Поскольку машина
непрерывного литья заготовок двухручьевая, то в её конструкции имеются два
кристаллизатора, в которые вводят затравки. Ввод затравки в кристаллизатор сверху
осуществляется машинами для ввода затравки в кристаллизатор. Габаритные размеры
этих машин таковы, что установка стационарного манипулятора не представляется
возможным, в результате чего была избрана компоновочная схема манипулятора, в
котором замена защитной трубы осуществляется перемещением стрелы при помощи
каретки.
В базовом варианте перемещение каретки
осуществлялось при помощи цепного привода на роликовой однорядной цепи.
Недостатками цепного привода с роликовой цепью являются:
необходимость частого смазывания цепи;
необходимость периодического натяжения и
регулировании цепи;
быстрая изнашиваемость компонентов цепного
привода.
Одним из самых слабых мест цепного привода
является износ цепи, приводящий к растяжению или вытяжке цепи. Производители рекомендуют
заменять роликовую цепь при растяжении порядка 3%. Большинство производителей
роликовых цепей также рекомендуют заменять каждый раз звёздочки вместе с цепью,
так как контакт металл-металл приводит к сильному износу звёздочек. Кроме того,
цепной привод - источник шума.
Предлагаемая модернизация привода заключается в
реконструкции цепного привода на реечный привод (рисунок 2.10).
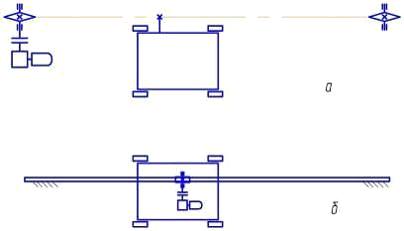
Рисунок 2.10 - Модернизация привода перемещения
каретки: а - базовый вариант; б - после модернизации
3. Расчётная часть
.1 Расчёт нагрузок и мощности привода вращения
стрелы
Исходные данные:
Частота вращения стрелы, об/мин3,5
Общий вес стрелы (с установленной защитной
трубой), Н1686
.1.1 Расчёт требуемой мощности привода
 , кВт,
, кВт,
где Твых - момент на
выходном валу редуктора, Н·м;
nвых - частота
вращения на выходном валу редуктора, об/мин; nвых = 3,5
об/мин;
 - общий КПД привода. Предварительно
примем = 0,94
- общий КПД привода. Предварительно
примем = 0,94
Момент на выходном валу редуктора
определим по формуле
 , Н×м,
, Н×м,
где Ft - усилие,
необходимое для преодоления сил сопротивления перемещению консоли стрелы с
установленной защитной трубой, Н;
R -
расстояние от приложенной нагрузки до оси стрелы, м. R = 0,65м.
 , Н,
, Н,
где f =0,4 -
коэффициент трения;
Fn - усилие от
веса стрелы с установленной на ней защитной трубой.
Ft =
0,4·1687,6 = 675,04Н
Твых = 675,04·0,65 =
438,78 Н·м.
Окончательно найдём необходимую
мощность электродвигателя

Для обеспечения компактности привода
и низкого уровня шума работы был выбран планетарный мотор-редуктор, конструкция
которого обеспечивает соосность электродвигателя, редуктора и стрелы.
По каталогу мотор-редукторов НПО
"Гидромаш-1" выберем планетарный трёхступенчатый мотор-редуктор
3МП-50 с исполнением на фланце (рисунок 3.1):
Мощность двигателя, кВт 0,18
Частота вращения выходного вала,
об/мин 3,55
Крутящий момент на выходном валу,
Н·м 459
КПД редукторной части 0,96
Рисунок 3.1 - Мотор-редуктор 3МП-50
.2 Расчёт мощности привода перемещения
каретки[10, 12]
Исходные данные:
Скорость передвижения каретки, м/с 0,5
Масса перемещаемых компонентов, кг1700
Диаметр приводного колеса, мм270
Максимальную мощность привода определим по
скорости передвижения каретки и сопротивлению передвижения каретки [10]
 , кВт,
, кВт,
где V
- скорость перемещения каретки, м/с;
W - сопротивление
передвижению каретки, Н;
η - коэффициент
полезного действия (КПД) всего привода. Предварительно примем η
= 0,85.
Полное сопротивление передвижению каретки будет
определяться суммой
 , [12]
, [12]
где Wтр -
сопротивление, создаваемое силами трения, Н;
Wин -
сопротивление, создаваемое силами инерции вращающихся масс и поступательно
движущихся масс каретки, Н.
Сопротивление, создаваемое силами
трения определим по формуле
 , Н,
, Н,
где G - вес
каретки и манипулятора, Н;
f -
приведённый коэффициент скольжения в подшипниках колёс ( f =0,015);
dц - диаметр
цапфы колеса, мм;
D - диаметр
колеса, мм;
kдоп -
коэффициент, учитывающий сопротивление трения качения опорных роликов; kдоп = 2,5.
Тогда сопротивление, создаваемое
силами трения, будет равно

 Н
Н
Сопротивление, создаваемое силами
инерции вращающихся масс и поступательно движущихся масс каретки определим по
формуле
 , Н,
, Н,
где δ - коэффициент,
учитывающий инерцию вращающихся частей механизма (при скорости передвижения
меньше 1 м/с можно принимать δ = 1,25; больше 1м/с - δ = 1,15
[12])
mпост - масса
поступательно движущегося объекта (каретки), кг;
а - ускорение при разгоне, м/с2.
Значение а предварительно можно
принять равным а = (0,5...1,0)[а], где [а] - допускаемое ускорение, м/с2.
Поскольку грузоподъёмность каретки составляет 1,7...5 т, то из таблицы 2.16
[12] значение [а] = 0,5 м/с2. Тогда а = (0,5...1,0)0,5 = 0,5 м/с2.
Сопротивление инерций будет равным
 Н
Н
Окончательно определим полное
сопротивление передвижению каретки
 Н
Н
Максимальная мощность двигателя
 .
.
По найденной мощности предварительно
выбираем серию мотор-редукторов фирмы SEW-EURODRIVE с
номинальной мощностью N = 0,75 кВт серий К..DR/DT/DV. Для выбора
самого мотор-редуктора, необходимо определить частоту вращения выходного вала
редуктора и его крутящий момент.
Для определения частоты вращения
выходного вала мотор-редуктора воспользуемся формулой определения скорости
передвижения зубчатой рейки
 , (3.1)
, (3.1)
где m - модуль
шестерни реечной передачи, мм;
z - число
зубьев шестерни;
n - частота
вращения шестерни (выходного вала редуктора), об/мин.
Поскольку mz=d (d -
делительный диаметр шестерни), изходя из компоновки привода выберем d = 140 мм.
Из формулы (3.1) определим требуемую частоту вращения выходного вала
мотор-редуктора

Необходимый крутящий момент
редуктора будет равен
Мкр = Р·r = 1308·0,07
= 91,56 Н·м
Полученным значениям удовлетворяет
мотор-редуктор фирмы "SEW-EURODRIVE" серии
K37DT80N4 со
следующими характеристиками:
Мощность двигателя N = 0,75 кВт;
Частота вращения выходного вала
редуктора n = 68 мин -1;
Номинальный крутящий момент на
выходном валу редуктора М = 105 Н*м;
Масса мотор-редуктора m = 21 кг.
3.3 Расчёт реечной передачи
Поскольку выбран делительный диаметр шестерни,
необходимо определить модуль и число зубьев шестерни.
Выберем модуль m
= 5 мм, тогда число зубьев шестерни z
= d/m
= 140/5 = 28.
Расчёт передачи на прочность
Проверка зубьев шестерни по напряжениям изгиба
производится по уравнению (для прямозубой передачи)
 , МПа
, МПа
где Р - окружное усилие на реечном
колесе, кг;
k -
коэффициент нагрузки;
γ -
коэффициент, учитывающий влияние износа зубьев на изгибную прочность, γ = 2,0 (при
30% допускаемом износе)
y -
коэффициент формы зуба, принимается по табл. 3.7 в зависимости от
эквивалентного числа зубьев:
Тогда y = 0,395
(табл. 3.7, [11]);
b - ширина шестерни
(рейки); рекомендуется принимать b
= (2÷10)m; тогда b
= 50 мм. Ширина зубчатого венца колеса bw
= b - 5 = 50-5=45 мм.
Окружное усилие Р = 526,81Н;
Зубчатая рейка изготовлена из марки стали 15,
предел выносливости которой σ-1
= 176МПа.
При работе двумя сторонами зуба (реверсивная
передача) допускаемые напряжения определяются формулой
 , МПа
, МПа
где [n] -
коэффициент безопасности. Для кованых, нормализованных или улучшенных колёс [n] ≈
1,8 [источник];
k0 -
эффективный коэффициент концентрации напряжений у корня зуба. Для стальных,
улучшенных и нормализованных колёс k0 ≈ 1,8
[источник].
Тогда 
При симметричном расположении
зубчатого колеса относительно опор значение k = 1,5.

Условие прочности выполняется.
3.4 Прочностные расчёты основных узлов и деталей
машин
Расчёт на прочность опорной оси гидроцилиндра
[2]
Максимальное усилие прижатия трубы 5880Н
(заданное значение). Чтобы определить силу Fц
,
с которой гидроцилиндр действует на ось, построим схему нагрузок на стрелу
(рисунок 3.2).

 ;
;
Реакцию R2 определим,
как силу, равной силе прижатия трубы
 Н
Н
Тогда сила Fц будет равна

Поскольку расстояния от крайних опор
до точки приложения силы Fц равны
(рисунок 3.3), то реакции опор R1 и R2 будут
равными
Рисунок 3.2 - Схема нагрузок,
действующих на стрелу
R1 = 1/2Fц = 0,5×40100 =
20050Н,
R2 = 1/2Fц =
0,5×40100 = 20050Н.
Изгибающий момент М3 в
сечении 3 будет равен
М3 =
20050×70 = 1403500 Н∙м
Диаметр оси определяется по формуле
 ,
,
где [σи] -
допускаемое напряжение на изгиб (табл. 1 [2])
Ми - изгибающий момент в
опасном сечении.
Рисунок 3.3 - Эпюра изгибающих
моментов
Поскольку ось посажена во внутреннее
кольцо сферического подшипника проушины гидроцилиндра, то примем [σи] = 120 МПа
[2].
Тогда диаметр оси будет равен
 мм.
мм.
Полученное значение округлим до ближайшего
большего стандартного d
= 50 мм. Расчёт на прочность оси каретки [2].
. Определение опорных реакций (рис. 14)
 кН,
кН,
Реакцию второй опоры определим из
условия
R1 - F + R2 = 0,
следовательно R1 = F - R2 = 14,7 -
13,31 = 1,39 кН
2. Построение эпюр изгибающих моментов.
Изгибающие моменты в сечении 3:
M3
= L1·R1
= 2,68·1,39 = 3,725 кН·м.
Изгибающий момент в сечении А:
МА = L2·R1
= 2,28·1,39 = 3,17 кН·м.
. Выбор опасного сечения
Опасными сечениями являются сечение 3, где
действует максимальный изгибающий момент, и сечение А, в котором имеется
концентратор напряжения - ступенчаты переход.
Рисунок 3.4 - Эпюры нагрузок и изгибающих моментов
. Расчёт оси на статическую прочность
Элементы оси изготовлены из стали Ст.5. [σ]и
= 125МПа
Проверочный расчёт оси на статическую прочность
выполняется по формуле:
 ,
,
где Ми - изгибающий
момент в опасном сечении;
d - диаметр
оси в опасном сечении;
. Расчёт прочности в опасном сечении
А [2].
Поскольку ось имеет сечение в виде
трубы, то для опасного сечения А диаметр оси будет определён разностью
наружного и внутреннего диаметра трубы d = D - dв. Тогда
предел прочности на изгиб будет равен

. Расчёт прочности в опасном сечении
3 [2].

Условия прочности в обоих сечениях
выполняются. Следовательно, геометрические параметры оси выбраны верно.
3.5 Расчёты унифицированных деталей и узлов
машины
Расчёт шпоночного соединения вала
мотор-редуктора со стрелой манипулятора [7]
Для соединения вала с деталями, передающими
вращение, широкое применение находят призматические шпонки. Длину шпонки
назначают из стандартного ряда, принимая её на 5...10 мм меньше длины ступицы.
Размеры шпонки в поперечном сечении, а также размеры шпоночных пазов на валу и
в ступице определяются диаметром вала (ГОСТ 23360-78).
Расчёт призматических шпонок выполняется как
проверочный на смятие по формуле
 ,
,
где Т - крутящий момент на участке
вала со шпоночным пазом, Н·м;
h - высота
шпонки; t1 - глубина
паза на валу; lр - рабочая
длина шпонки; [σcм] -
допускаемое напряжение смятия.
Для шпонок со скруглёнными торцами
lp = l - b,
где l - длина
шпонки, b - ширина
шпонки.
lp = 100 - 14
=86 мм.
Для стальных ступиц при реверсивном
приводе [σcм] = 120 МПа.

Условие проверки выполняется.
Расчёт подшипников качения в колёсах
каретки.
Выполним проверочный расчёт для
наиболее нагруженных подшипников машины. Максимальная нагрузка от веса (14700Н;
манипулятор установлен в крайнее левое положение) устройства для защитной трубы
приходится на подшипниковые опоры колёс каретки манипулятора. Для их расчёта
используем программу Toolbox SolidWorks 2012.
В открывшемся окне программы Solidworks переходим
на вкладку "продукты office" в панели "CommadManager". В
раскрывшемся списке выбираем приложение SolidWorks Toolbox. В
появившемся списке выбираем "расчёт подшипника". Откроется окно для
выбора подшипника и его расчёт на долговечность (рисунок 3.5)
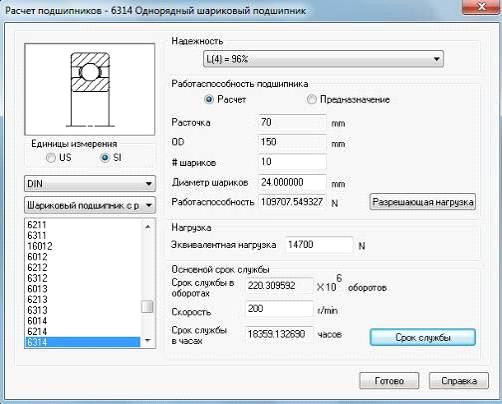
Рисунок 3.5 - Окно программы Toolbox
Единицы измерения выбираем SI (СИ). Тип
подшипника - радиальный.
Поскольку подшипник работает при
невысоких температурах (<105˚), то установим надёжность L(1)=96%. В
строке "работоспособность подшипника" выбираем "расчёт".
Эквивалентная нагрузка на подшипник F = 14700Н.
Скорость вращения при установившемся движении равна 200 об/мин. Нажимая на
кнопку "срок службы" получаем долговечность подшипника в часах.
В результате получим эквивалентную
долговечность подшипника
LЕ = 18359 ч
Поскольку LE>12500 ч,
то выбранный подшипник удовлетворяет заданным условиям работы.
4. Эксплуатация и обслуживание
.1 Смазка
Надёжность металлургического оборудования во
многом зависит от рационального выбора смазочных материалов, способов и режимов
смазки, контроля качества смазки в процессе эксплуатации. Общее число
смазываемых узлов на ММК превышает 800000.
Основной функцией смазочных материалов является
уменьшение сопротивления трению и повышение износостойкости трущихся
поверхностей деталей. Кроме того, они отводят тепло от узлов трения и защищают
смазываемые поверхности от коррозии и ржавления.
Основные требования, предъявляемые к смазке
узлов манипулятора приведены в таблице 4.1.
Указанные, в чертежах и в сводной таблице сроки
дозирования смазки и масла носят рекомендательный характер. Дозирование смазки
через указанные сроки в подшипники при реальных условиях эксплуатации, может
быть недостаточным. Поэтому в первый период работы необходимо тщательно следить
за наличием смазки в подшипниковых узлах и, при необходимости, смазку добавлять
в подшипники чаще. В дальнейшем сроки дозирования смазки в подшипники роликов
определить из опыта эксплуатации.
Таблица 4.1 - Условия смазки узлов манипулятора
|
№
|
Наименование смазываемого узла
|
Количество точек (размер подводящих отверстий)
|
Способ Смазки
|
Кол-во смазочного материала, кг, л
|
Марка смазки (Масла)
|
Периодичность пополнения смазки
|
|
|
|
|
1 тчк
|
общ
|
|
|
|
1
|
Подшипники качения колес
|
4 (К1/4)
|
Ручная, пресс - масленки
|
0,5
|
2
|
УНИОЛ-2М/2 Т38.5901243-92
|
1 раз в месяц
|
|
2
|
Подшипники качения шарниров
|
4 (К1/4)
|
|
0,5
|
2
|
|
|
|
3
|
Подшипники скольжения шарниров
|
6 (К1/4)
|
|
0,1
|
0,6
|
|
|
|
4
|
Редуктор механизма вращения стрелы
|
|
Заливная
|
1,5
|
1,5
|
И-100Р(с) ТУ38.101.901-86
|
2 раза в в год
|
|
5
|
Редуктор механизма передвижения манипулятора
|
|
Заливная
|
0,5
|
0,5
|
|
|
|
6
|
Подшипники скольжения шарниров поворотного кронштейна
|
2(К1/4)
|
Ручная, пресс - масленки
|
0,1
|
0,2
|
УНИОЛ-2М/2 Т38.5901243-92
|
1 раз в месяц
|
.2 Организация ремонтов
Обслуживание и ремонтные работы по оборудованию
манипулятора защитной трубы производить только при остановленной МНЛЗ, стенд
стальковша и тележки промковша должны находится в резервных позициях. Первый
раз - через месяц и в дальнейшем - через каждые 6 месяцев проверять затяжку
болтовых соединений.
.3 Монтаж
Монтаж манипулятора защитной трубы производится
в соответствии с планом расположения оборудования в соответствии с техническими
требованиями узловых, сборочных чертежей, и маркировочных схем.
При транспортировке и монтаже манипулятора
защитной трубы и входящих узлов пользуются только предусмотренными на них
грузовыми захватными элементами. Строповка осуществляется согласно схемам на
узловых и сборочных чертежах.
4.3.1 Подготовка к монтажу
. Манипулятор защитной трубы поставляется на
монтаж в частично разобранном виде по условиям транспортировки. При монтаже
необходимо руководствоваться техническими требованиями чертежей общего вида,
узловых чертежей и строительным заданием.
. Проверить оборудование манипулятора защитной
трубы по упаковочным ведомостям и спецификациям на комплектность и ее
соответствие чертежам.
. Проверить оборудование на отсутствие
повреждений, поломок, трещин и коррозии. Удалить консервационную смазку и
лакокрасочное покрытие с привалочных поверхностей платиков стыкуемых узлов.
. Проверить наличие смазки в узлах трения и
редукторах.
.3.2 Основные базы
Основными базами манипулятора являются:
ось МНЛЗ;
базовая стенка кристаллизатора.
.3.3 Последовательность монтажа (рекомендуемая)
. В соответствии со строительным заданием
установить опорные платики и направляющие штыри площадки манипулятора на
плитном настиле разливочной площадки. Точность расположения опор ±25 мм.
. Собрать механическую часть манипулятора
защитной трубы в соответствии с чертежом общего вида. Технологические детали,
предназначенные для транспортировки верхнего уровня манипулятора в сборе,
срезать. Места реза зачистить и подкрасить в цвет основного оборудования.
. Смонтировать электрооборудование и
электрическую проводку. Осуществить прокладку металлорукавов.
. Смонтировать гидроуправление манипулятором
защитной трубы.
. Установить манипулятор защитной трубы на
опорные платики.
. Смонтировать поворотный кронштейн.
. Смонтировать электрическую проводку на участке
пост управления МНЛЗ, поворотный кронштейн, площадка манипулятора защитной
трубы.
. Подключить электрические разъемы.
. Произвести настройку электрооборудования.
. Проверить наличие смазки в узлах манипулятора
защитной трубы, при отсутствии закачать.
. Смазать шарниры откидной площадки и створок
ограждения (дверей), после чего сдать площадку оператора под испытания.
.3.4 Испытания после монтажа
Присутствие посторонних лиц при испытании не
допускается.
. Перед испытанием проверить наличие смазки
смазки во всех подшипниковых узлах механизмов манипулятора защитной трубы.
. Установить на разливочный стенд пустой
стальковш и перевести его в позицию разливки в верхнем положении.
. На тележку промковша установить пустой ковш с
крышкой и перевести его в позицию разливки, после чего перевести промковш в
нижнее положение.
. Подключить электрические разъемы манипулятора
защитной трубы.
. Вставить в корзину стрелы защитную трубу.
. Произвести испытания механизмов манипулятора
согласно технических требований сборочных чертежей.
Для ходового испытания произвести перемещение
каретки по направляющим вручную и от мотор-редуктора не менее 2 раз в обе
стороны. В конечных положениях контролировать односторонний зазор 1..2мм между
направляющими роликами и направляющей балкой. Ход должен быть свободным без резких
толчков. Настройку положения каретки производить при помощи прокладок.
Обеспечить одинаковый боковой зазор между ходовыми колёсами каретки
манипулятора и направляющими площадки.
Осуществить подъём опускание стрелы при помощи
гидроцилиндра на полный ход не менее 10 раз. Заедание и заклинивание не
допускается.
Провернуть консоль стрелы вращением, по одному
обороту в каждую сторону. Вращение должно быть свободным без заеданий.
Обеспечить свободное вращение всех шарнирных
узлов. Заедание не допускается.
Обеспечить свободное перемещение кабель-канала.
Состыковать защитную трубу со стаканом
коллектором шиберного затвора стальковша.
Проверить работу гидравлической системы
манипулятора при перемещении стальковша в вертикальной и горизонтальной
плоскости.
. Проверить автоматическое отсоединение защитной
трубы от стакана коллектора шиберного затвора при аварийном повороте стенда
стальковша.
. Поднять стальковш в верхнее положение.
Отсоединить защитную трубу и вернуть манипулятор в резервное положение.
Произвести демонтаж защитной трубы на площадку.
. Рабочее испытание площадки оператора провести
при горячем опробовании машины.
5. Технико-экономическое обоснование проектного
решения
.1 Расчёт технико-экономических показателей
проекта
В цехе непрерывного литья заготовок планируется
техническое перевооружение участка, направленное на снижение себестоимости
продукции. Для этого осуществляются капитальные вложения (инвестиции) в
основной и оборотный капитал.
Техническое перевооружение, направленное на
снижение себестоимости продукции, подразумевает технические изменения в
оборудовании, что повлечёт рост производительности оборудования, снижение
времени ремонтов, снижение расхода материалов (заданного в производство).
.1.1 Расчёт производственной мощности
Производственная мощность оборудования - это
максимально возможный выпуск продукции. Определим производственную мощность
основного оборудования после модернизации:
ПМ = Р × Т,(5.1)
где ПМ - производственная мощность, тыс. т;
Р - производительность оборудования, т/ч;
Т - действительный (эффективный) фонд времени
работы оборудования, ч.
Часовая производительность основного
оборудования увеличится с 25,9 т/ч до 28,5 т/ч.
Определим действительный фонд времени работы
оборудования.
Так как в цехе предусмотрен непрерывный процесс
производства, календарный фонд времени работы оборудования для базового и
проектного варианта составит 365 дней. Однако, несмотря на непрерывность
процесса производства, оборудование останавливается на капитальный и текущий
ремонты.
Капитальный ремонт, осуществляемый раз в год,
сократится с 25 до 20 суток. Текущий ремонт, осуществляемый через каждые 30
суток, сократится с 29 до 26 часов.
Так как текущие ремонты осуществляются через
каждые 30 суток, то всего в году предусмотрено 12 текущих ремонтов. Однако один
из них совмещается с капитальным ремонтом, следовательно, количество текущих
ремонтов сократится до 11 в год. Отсюда определим время, затрачиваемое на
текущие ремонты, для базового и проектного варианта:
 ;
;
 .
.
Номинальный фонд времени работы
оборудования меньше календарного фонда на время ремонтов:
 ;
;
 .
.
Текущие простои сократятся с 2,6% до
2% от номинального времени. Следовательно, для базового и проектного варианта
время текущих простоев составит соответственно:
 ;
;
 .
.
Действительный фонд времени работы
оборудования меньше номинального фонда на время текущих простоев:
 ;
;
 .
.
Определим производственную мощность
основного оборудования по формуле (5.1) для базового и проектного варианта:
 ;
;
 .
.
Загруженность производственных
мощностей увеличится с 80% до 94%.
Рассчитаем объём производства для
базового и проектного вариантов:
 ;
;
 .
.
Результаты всех расчётов сведены в таблице 5.1.
Таблица 5.1 - Баланс рабочего времени основного
оборудования
|
Показатели
|
Значение
|
|
базовое
|
проектное
|
|
1. Календарный фонд времени работы оборудования, сутки
|
365
|
365
|
|
2. Время ремонтов, сутки: - капитальный - текущий
|
25 13,3
|
20 11,9
|
|
3. Номинальный фонд времени работы оборудования, сутки
|
326,7
|
333,1
|
|
4. Текущие простои, сутки
|
8,5
|
6,7
|
|
5. Действительный фонд времени работы оборудования, сутки часы
|
318,2 7636,8
|
326,4 7833,6
|
|
6. Часовая производительность оборудования, т/ч
|
25,9
|
28,5
|
|
7. Производственная мощность, тыс. т
|
197,8
|
223,3
|
|
8. Объём производства, тыс. т
|
158,24
|
209,9
|
По результатам вычислений определим коэффициент
изменения объёма производства:
 .
.
Объём производства увеличится на 32,6%.
Определим коэффициенты загрузки оборудования.
Коэффициент экстенсивного использования
определяется отношением действительного фонда времени в проектном варианте к
действительному фонду в базовом варианте:
 .
.
Использование оборудования по
времени увеличится на 2,6%.
Коэффициент интенсивного
использования оборудования вычисляется как отношение производительности
оборудования в проектном и базовом периоде:
 .
.
Использование оборудования по
производительности увеличится на 10%.
Интегральный коэффициент
использования равен произведению данных двух коэффициентов:
 .
.
5.1.2 Расчёт величины капитальных вложений
Капитальные затраты включают в себя затраты на
оборудование, на изменение оборотного капитала и затраты предпроизводственного
периода.
В инвестиционном проекте предусматривается, что
во втором полугодии 2013 года осуществляется разработка идеи технического
перевооружения и изготовление рабочих чертежей модернизации оборудования. В
первом полугодии 2014 года осуществляется приобретение оборудования и его
монтаж. Во втором полугодии 2014 года - испытание и начало промышленной эксплуатации
модернизированного оборудования (производственная мощность составляет 75% от
запланированной величины). В последующие периоды - выход на полную
производственную мощность.
В этот период осуществляется разработка идеи
технического перевооружения и создание конструкторской документации. Период
длится 6 месяцев.
Затраты предпроизводственного периода
представлены в таблице 5.2.
Таблица 5.2 - Затраты предпроизводственного
периода
|
Затраты
|
Сумма, тыс. руб.
|
|
1. Расходы на оплату труда: 1.1. конструктора 1.2. руководителя
группы
|
4,0 × 6 × 6 =
144,0 5,0 × 6 = 30,0
|
|
2. Единый социальный налог (26%)
|
(144,0 + 30,0) × 0,26 = 45,24
|
|
3. Материалы
|
10,5
|
|
4. Услуги сторонних организаций
|
5,5
|
|
5. Командировочные расходы
|
0,1 × 23 × 6 = 13,8
|
|
6. Накладные расходы
|
4,0
|
|
Итого затрат
|
253,04
|
|
7. Плановые накопления (22%)
|
253,04 × 0,22 = 55,66
|
|
Всего затрат
|
253,04 + 55,66 = 308,7
|
Расчёт потребной величины общих капитальных
вложений
Капитальные вложения в техническое
перевооружение производства составляют 1150 тыс. руб., в том числе в увеличение
оборотного капитала - 130 тыс. руб.
Затраты на приобретение и монтаж оборудования,
на освоение производства составляют таким образом 1150 - 130 = 1020 тыс. руб.
Распределение потребностей в капитальных
вложениях по шагам расчёта представлено в таблице 5.3.
5.1.3 Расчёт проектной себестоимости
Себестоимость продукции - это стоимостная оценка
используемых в процессе производства ресурсов, сырья, материалов, топлива,
энергии, основных средств и трудовых ресурсов, а также других затрат на
производство и реализацию продукции. Это совокупность издержек производства и
издержек обращения.
Калькуляция себестоимости продукции представляет
собой расчёт себестоимости единицы или всего выпуска продукции конкретного вида
или услуг.
Рассмотрим статью затрат в калькуляции
себестоимости - «Задано в производство». Нормы расхода заданного в производство
уменьшаются на 5%:
 ,
,
где  - норма расхода заданного в
производство в проектном варианте, т/т;
- норма расхода заданного в
производство в проектном варианте, т/т;
Таблица 5.3 - Распределение потребностей в
капитальных вложениях
|
Показатели, тыс. руб.
|
Предпроизводственный период
|
Приобретение и монтаж оборудования
|
Освоение производства (75%)
|
Выход на полную мощность
|
|
|
|
|
2016 г.
|
2017 г.
|
|
2 п/г 2013 г.
|
1 п/г 2014г.
|
2 п/г 2015г.
|
0,5
|
0,5
|
0,5
|
|
1. Проектно-изыскательные работы
|
308,7
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2. Затраты на подготовку площадки
|
-
|
100
|
-
|
-
|
-
|
-
|
-
|
|
3. Затраты на оборудование
|
-
|
820
|
-
|
-
|
-
|
-
|
-
|
|
4. Затраты на освоение
|
-
|
-
|
100
|
-
|
-
|
-
|
-
|
|
5. Прирост оборотного капитала
|
-
|
-
|
130
|
-
|
-
|
-
|
-
|
|
Итого:
|
308,7
|
920
|
230
|
-
|
-
|
-
|
-
|
Всего капитальных затрат: 308,7 + 920 + 230 =
1458,7 тыс. руб.
 - норма расхода заданного в
производство в базовом варианте, т/т;
- норма расхода заданного в
производство в базовом варианте, т/т;
Δн - изменение
нормы расхода, доли ед.
 т/т
т/т
Итоговая стоимость заданного в
производство определяется по формуле:
 , руб.,
, руб.,
где ЗП - общая стоимость заданного в
производство, руб.;
ВО - стоимость возвратных отходов,
руб.;
БО - стоимость безвозвратных
отходов, руб.;
БИ - стоимость используемого брака,
руб.;
БН - стоимость невосполнимого брака,
руб.
Для базового и проектного вариантов:
 руб.;
руб.;
 руб.
руб.
Переменные затраты - это затраты,
которые изменяются пропорционально объёму выпускаемой продукции, при этом на
единицу продукции они остаются неизменными. К переменным затратам относятся
затраты на сырьё материалы, технологическое топливо, энергозатраты на технологические
нужды, заработная плата сдельщиков, транспортные услуги, а также часть
некоторых расходов по переделу (расходы на ремонт).
К постоянным затратам относятся
затраты, абсолютная величина которых не изменяется с изменением объёма
производства, но на единицу продукции они изменяются. С увеличением выпуска
продукции постоянные затраты на единицу продукции снижаются. К постоянным
затратам относят зарплату повременщиков, управленческого персонала,
амортизационные отчисления.
Затраты в проектном варианте, связанные
с изменением объёма производства:
 , руб.,
, руб.,
где Зб - затраты в
базовом варианте по рассматриваемой статье, руб.;
Дпер - доля переменных
затрат, доли ед.;
Дпост - доля постоянных
затрат, доли ед.
Расходы по переделу в проектном
варианте:
 руб.
руб.
Амортизация - процесс постепенного
переноса стоимости основных фондов на выпускаемую продукцию.
Затраты на амортизацию уменьшаются в
связи с увеличением объёма производства, но увеличиваются в связи с
приобретением нового оборудования.
Затраты на амортизацию в проектном
варианте определяются по формуле:
 , руб.,
, руб.,
где ΔА -
изменение амортизации в связи с приобретением нового оборудования:
 , руб.,
, руб.,
где ΔОФ - изменение
стоимости основных фондов, руб.;
ΔОФ = 820000
руб. (таблица 5.3);
α - норма амортизации
основных фондов, доли ед.; в среднем составляет 12,5%, т.е. α
= 0,125.
 руб.
руб.
Прочие общепроизводственные
(общецеховые) затраты в проектном варианте:
 руб.
руб.
Цеховая себестоимость - это
себестоимость продукции цеха; включает все расходы подразделения по
производству продукции.
Цеховая себестоимость продукции в
базовом и проектном варианте:
 руб.;
руб.;
 руб.
руб.
Общезаводские расходы по проекту:
 руб.
руб.
Производственная себестоимость
готовой продукции - включает общепроизводственные и общехозяйственные расходы,
относимые на данную продукцию.
Производственная себестоимость продукции
в базовом и проектном варианте:
 руб.;
руб.;
 руб.
руб.
Коммерческие расходы в проектном
варианте:
 руб.
руб.
Полная себестоимость продукции -
затраты, связанные с производством и реализацией продукции.
Полная себестоимость продукции в
базовом и проектном варианте:
 руб.;
руб.;
 руб.
руб.
Доля постоянных затрат в полной
себестоимости продукции для базового варианта:

Доля постоянных затрат в полной
себестоимости продукции для проектного варианта:

Калькуляция проектной себестоимости
приведена в таблице 5.4.
Изменение себестоимости продукции
определяется по формуле:

Себестоимость продукции снизилась на
11,83% в связи со снижением нормы расхода заданного в производство и в связи с
экономией на постоянных затратах.
Таблица 5.4 Калькуляция
себестоимости 1 т продукции
|
Статьи затрат
|
Базовая
|
Проектная
|
|
Доля постоянных затрат, %
|
Норма расхода, т/т
|
Цена, руб.
|
Сумма, руб.
|
Норма расхода, т/т
|
Цена, руб.
|
Сумма, руб.
|
|
1. Задано в производство, в том числе: 1.1. возвратные отходы
1.2. безвозвратные отходы 1.3. брак используемый 1.4. брак невосполнимый
|
0 0 0 0 0
|
1,2 0,12 0,04 0,02 0,02
|
4000 1600 1600 1400 1400
|
4800 192 64 28 28
|
1,14 0,12 0,02 0 0
|
4000 1600 1600 1400 1400
|
4560 192 32 0 0
|
|
ИТОГО задано в производство
|
0
|
1,0
|
-
|
4672
|
1,0
|
-
|
4400
|
|
2. Расходы по переделу 3. Амортизация 4. Прочие
общепроизводственные расходы
|
50 100 100
|
- - -
|
- - -
|
1500 320 360
|
- - -
|
- - -
|
1315,61 241,82 271,49
|
|
Цеховая себестоимость
|
-
|
-
|
-
|
6852
|
-
|
-
|
6228,9
|
|
5. Общезаводские расходы
|
100
|
-
|
-
|
570
|
-
|
-
|
429,86
|
|
Производственная себестоимость
|
-
|
-
|
-
|
7422
|
-
|
-
|
6658,7
|
|
6. Коммерческие расходы
|
100
|
-
|
-
|
158
|
-
|
-
|
119,16
|
|
Полная себестоимость
|
28,5
|
-
|
-
|
7580
|
-
|
-
|
6777,9
|
.1.4 Расчёт проектной прибыли и рентабельности
продукции
Рентабельность продукции характеризует
эффективность использования текущих затрат на производство и реализацию
продукции. Рентабельность продукции до мероприятия - 27%.
Цена - денежная форма стоимости. Цена
предприятия складывается из себестоимости и прибыли:
 , руб.,
, руб.,
где Р - рентабельность продукции до
мероприятия, доли ед.
 руб.
руб.
Цена продукции в проектном варианте
не изменится.
Валовая себестоимость продукции -
это себестоимость всей выпущенной продукции:
 , млн. руб.
, млн. руб.
Для базового и проектного варианта валовая
себестоимость:
 млн. руб.;
млн. руб.;
 млн. руб.
млн. руб.
Объём продаж - это выручка от
реализации продукции:
 , млн. руб.
, млн. руб.
Для базового и проектного варианта
объём продаж составит соответственно:
 млн. руб.;
млн. руб.;
 млн. руб.
млн. руб.
Прибыль предприятия - это сумма
доходов, уменьшенная на величину расходов предприятия. Валовая прибыль - общая
сумма прибыли, полученная от реализации продукции:
 , млн. руб.
, млн. руб.
Валовая прибыль для базового и
проектного варианта:
 млн. руб.;
млн. руб.;
 млн. руб.
млн. руб.
Налог на прибыль составляет 24% от
валовой прибыли. Чистая прибыль определяется как разница между величиной
валовой прибыли и налогом на прибыль:
 млн. руб.;
млн. руб.;
 млн. руб.
млн. руб.
Рентабельность продукции
определяется как отношение чистой прибыли предприятия к валовой себестоимости
продукции:
В базовом и проектном варианте
рентабельность продукции составит:
 ;
;
Рентабельность продаж характеризует
размер прибыли, получаемой на один рубль продаж продукции предприятия, и
рассчитывается по формуле:
Для базового и проектного варианта
рентабельность продаж:
 ;
;

Дивиденды составляют 10% от чистой
прибыли предприятия. Нераспределённая прибыль определяется как разность между
чистой прибылью и дивидендами:
 млн. руб.;
млн. руб.;
 млн. руб.;
млн. руб.;
Результаты расчёта по проектной
прибыли и рентабельности продукции представлены в таблице 5.5.
Таблица 5.5 - Проектная прибыль и
рентабельность продукции
|
Показатели
|
Базовые
|
Проектные
|
Отклонения
|
|
|
|
абсолютное
|
доля, %
|
|
1. Полная себестоимость, руб. 2. Цена, руб. 3. Объём
производства, тыс. т 4. Валовая себестоимость, млн. руб. 5. Объём продаж,
млн. руб. 6. Валовая прибыль, млн. руб. 7. Налог на прибыль, млн. руб. 8.
Чистая прибыль, млн. руб. 9. Рентабельность продукции, % 10. Рентабельность
продаж, % 11. Дивиденды (10%), млн. руб. 12. Нераспределённая прибыль, млн.
руб.
|
7580 9626,6 158,24 1199,46 1523,31 323,85 77,72 246,13 20,52
16,16 24,61 221,52
|
6777,94 9626,6 209,9 1422,69 2020,62 597,93 143,50 454,43 31,94
22,49 45,44 408,99
|
-802,06 - +51,66 +223,23 +497,31 +274,08 +65,78 +208,3 +11,42
+6,33 +20,83 +187,47
|
-11,83 - +24,61 +15,69 +24,61 +45,84 +45,84 +45,84 - - +45,84
+45,84
|
.2 Показатели и критерии экономической
эффективности проекта
.2.1 Источники финансирования инвестиционного
проекта
Финансирование инвестиционного проекта может
осуществляться за счёт
- собственных средств: амортизационные
отчисления, нераспределённая прибыль предприятия и реализация активов;
- заёмных средств: кредиты коммерческих
банков или целевые инвестиционные кредиты;
привлечённых средств: эмиссия акций,
инвестиционные взносы в уставный капитал.
Всего затрат 1458,7 тыс. руб. Принято решение
финансировать проект на 55% (802,3 тыс. руб.) из собственных средств и на 45% -
за счёт банковского кредита в размере 656,4 тыс. руб.
Распределение по источникам финансирования
представлено в таблице 5.6.
Таблица 5.6 - Источники финансирования
инвестиционного проекта
|
Источники финансирования, тыс. руб.
|
Предпроизводственный период
|
Приобретение и монтаж оборудования
|
Освоение (75%)
|
Полная мощность
|
Всего
|
|
1
|
2
|
3
|
4
|
|
|
1. Собственные средства 2. Банковский кредит Итого:
|
308,7 - 308,7
|
493,6 426,4 920
|
0 230 230
|
- - -
|
802,3 656,4 1458,7
|
5.2.2 Возврат кредита. Расчёт финансовых издержек
Ставка банковского кредита составляет 24%. По
договорённости с банком возвращение кредита будет осуществляться после выхода
на полную мощность равными долями по полугодиям в течение двух лет.
Возврат кредита и выплата финансовых издержек по
шагам расчёта представлены в таблице 5.7.
Таблица 5.7 - Возврат кредита и расчёт
финансовых издержек
|
Показатели, тыс. руб.
|
Предпроизводственный период
|
Приобретение и монтаж оборудования
|
Освоение производства (75%)
|
Полная мощность
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1. Возврат кредита
|
0
|
0
|
0
|
164,1
|
164,1
|
164,1
|
164,1
|
|
2. Финансовые издержки
|
0
|
0
|
0
|
78,8
|
78,8
|
39,4
|
39,4
|
|
Итого:
|
0
|
0
|
0
|
242,9
|
242,9
|
203,5
|
203,5
|
.2.3 Определение финансовой реализуемости
проекта
При осуществлении проекта выделяют три вида
деятельности: инвестиционная, операционная и финансовая.
В рамках каждого вида деятельности происходит
приток и отток денежных средств. При этом очень важно, чтобы разность между
притоком и оттоком от трёх видов деятельности была положительна.
Разность между притоком и оттоком денежных
средств от всех трех видов деятельности в каждом периоде осуществления проекта
- это сальдо реальных денег.
Если по расчётам поток реальных денег за
какой-то период отрицателен, то необходимо привлечь дополнительные собственные
или заёмные денежные ресурсы, иначе проект может ожидать банкротство.
Сальдо реальных денег представлено в табл. 5.8.
Таблица 5.8 - Сальдо реальных денег
|
Показатели, тыс. руб.
|
Предпроизводственный период
|
Приобретение и монтаж оборудования
|
Освоение производства (75%)
|
Полная мощность
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1. Приток от финансовой деятельности 1.1. Собственные средства
1.2. Кредиты
|
308,7 308,7 0
|
920 493,6 426,4
|
230 0 230
|
0 0 0
|
0 0 0
|
0 0 0
|
0 0 0
|
|
2. Отток от финансовой деятельности 2.1. Погашение кредита 2.2.
Финансовые издержки
|
0 0 0
|
0 0 0
|
0 0 0
|
242,9 164,1 78,8
|
242,9 164,1 78,8
|
203,5 164,1 39,4
|
203,5 164,1 39,4
|
|
3. Сальдо финансовой деятельности
|
308,7
|
920
|
230
|
-242,9
|
-242,9
|
-203,5
|
-203,5
|
|
4. Прирост оттока от инвестиционной деятельности 4.1. Основной
капитал 4.2. Оборотный капитал
|
308,7 308,7 0
|
920 920 0
|
230 100 130
|
0 0 0
|
0 0 0
|
0 0 0
|
|
5. Сальдо инвестиционной деятельности
|
-308,7
|
-920
|
-230
|
0
|
0
|
0
|
0
|
|
6. Прирост притока от операционной деятельности 6.1. Объём
продаж 6.2. Прирост амортизационных отчислений
|
0 0 0
|
0 0 0
|
186570,9 186491,3 76,9
|
248757 248655 102,5
|
248757 248655 102,5
|
248757 248655 102,5
|
248757 248655 102,5
|
|
7. Прирост оттока от операционной деятельности 7.1. Валовая
себестоимость 7.2. Налог на прибыль
|
0 0 0
|
0 0 0
|
108378,8 83711,3 24667,5
|
144505 111615 32890
|
144505 111615 32890
|
144505 111615 32890
|
144505 111615 32890
|
|
8. Сальдо операционной деятельности
|
0
|
0
|
78192,1
|
104252
|
104252
|
104252
|
104252
|
|
9. Сальдо реальных денег
|
0
|
0
|
78192,1
|
104009
|
104009
|
104049
|
104049
|
Так как сальдо реальных денег - величина
положительная на всех этапах, то данный проект возможен для реализации.
.2.4 Расчёт чистого дисконтированного дохода
Чистый дисконтированный доход (ЧДД) определяется
как сумма текущих эффектов за весь расчётный период, приведённая к начальному
шагу. ЧДД характеризует превышение суммарных денежных поступлений над
суммарными затратами с учётом неравноценности эффектов, относящихся к различным
моментам времени.
Дисконтирование - специальный приём для
соизмерения сегодняшней и будущей ценности денежных сумм. Дисконтирование даёт
возможность сопоставить денежные суммы, полученные в разные моменты времени,
приводя их к определённому моменту времени:
 ,
,
где Р - сегодняшняя стоимость,
полученная в будущем, руб.;
S - сумма
денег, полученная в будущем, руб.;
i - ставка
приведения, доли ед.;
n - номер
периоды.
Ставка приведения вычисляется по
формуле:
i = d + r,
где d - норма
доходности, доли ед.; d = 0,05;
r - рисковая
надбавка, доли ед.; r = 0,05.
i = 0,05 +
0,05 = 0,1
Расчёт чистого дисконтированного
дохода представлен в таблице 5.9.
Таблица 5.9 - Расчёт чистого
дисконтированного дохода
|
Показатели, тыс. руб.
|
Базовый вариант
|
Проектный вариант
|
|
|
Предпроизводственный период
|
Приобретение и монтаж оборудования
|
Освоение производства (75%)
|
Полная мощность
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
А. Приток наличности
|
786973
|
0,0
|
0,0
|
776766
|
1035689
|
1035689
|
1035689
|
1035689
|
|
1. Доход от продаж
|
761655
|
0,0
|
0,0
|
757732
|
1010310
|
1010310
|
1010310
|
1010310
|
|
2. Амортизационные отчисления
|
25318,4
|
0,0
|
0,0
|
19034,3
|
25379,0
|
25379,0
|
25379,0
|
25379,0
|
|
Б. Отток денежных средств
|
638590
|
308,7
|
493,6
|
587321
|
78333
|
783337
|
783298
|
783298
|
|
1. Собственные средства
|
0,0
|
308,7
|
493,6
|
0,0
|
0,0
|
0,0
|
0,0
|
0,0
|
|
2. Операционные издержки
|
599730
|
0,0
|
0,0
|
533508
|
711345
|
711345
|
711345
|
711345
|
|
3. Финансовые издержки
|
0,0
|
0,0
|
0,0
|
0,0
|
78,8
|
78,8
|
39,4
|
39,4
|
|
4. Возврат кредита
|
0,0
|
0,0
|
0,0
|
0,0
|
164,1
|
164,1
|
164,1
|
164,1
|
|
5. Налог на прибыль
|
38860,0
|
0,0
|
0,0
|
53812,5
|
71750,0
|
71750,0
|
71750,0
|
71750,0
|
|
В. Чистый доход
|
148383
|
-308,7
|
-493,6
|
189445
|
252351
|
252351
|
252390
|
252390
|
|
Г. Прирост чистого дохода
|
0,0
|
-1486
|
-14887
|
41062,1
|
103967,7
|
103967,7
|
104007,1
|
104007
|
|
Д. Коэффициент дисконтирования
|
1,0
|
0,909
|
0,826
|
0,751
|
0,683
|
0,621
|
0,564
|
0,513
|
|
Е. Прирост чистого дисконтированного дохода
|
0,0
|
-1351
|
-12303
|
30850,6
|
71011,3
|
64555,8
|
58709,3
|
53372,1
|
|
Ж. Прирост чистого дисконтированного дохода нарастающим итогом
|
0,0
|
-1351
|
-25821
|
-227362
|
-156351
|
-91795,8
|
-33086,5
|
20285,6
|
Прирост ЧДД нарастающим итогом положителен,
значит, инвестиционный проект эффективен.
По результатам таблицы 5.9 построим финансовый
профиль проекта. Он представлен на рисунке 5.1.
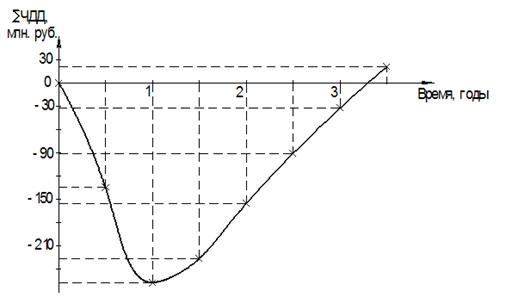
Рисунок 5.1 - Финансовый профиль проекта
По графику финансового профиля
проекта определим срок финансовой окупаемости проекта. Срок окупаемости проекта
- минимальный временной интервал, необходимый для получения от проекта такого
эффекта, который будет равен инвестициям. Это такой период времени (от начала
проекта), за пределами которого ЧДД становится положительным. Он определяется
из условия:  .
.
5.2.5 Определение точки
безубыточности проекта
Ещё одним показателем эффективности проекта
является точка безубыточности. Точка безубыточности показывает объём
производства продукции, при котором валовая прибыль равна нулю.
Определим точку безубыточности теоретически по
формуле:
 , тыс. т.,
, тыс. т.,
где Зпост - валовые
постоянные затраты, тыс. руб.;
Зперем - переменные
затраты на единицу (1 т) продукции, руб.
Валовые постоянные затраты
определяются по формуле:

Переменные затраты на единицу
продукции рассчитываются по формуле:

Тогда для базового и проектного
варианта получаем:
 ;
;

На рисунке 5.2 представлено
графическое определение точки безубыточности проекта.
По графику определяем ТБпр
= 76,3 тыс. т, что соответствует теоретически определённой величине.
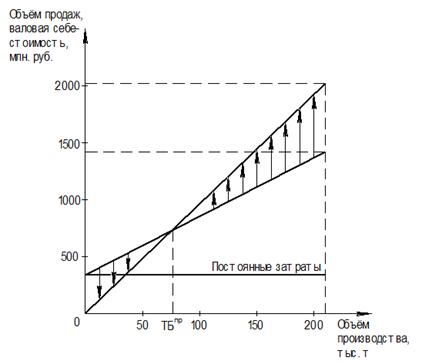
Рисунок 5.2 - Определение точки
безубыточности
.2.6 Определение рентабельности капитальных
вложений
Рентабельность капитальных вложений можно
рассчитать по формуле:
 ,
,
где n - общее
число периодов;
∑КВ - суммарные капитальные
вложения, тыс. руб.
Получаем:
.2.7 Эффективность проекта
Показатели эффективности проекта в сравнении с
базовым вариантом представлены в таблице 5.10.
Таблица 5.10 - Показатели эффективности проекта
|
Показатели
|
Базовый вариант
|
Проектный вариант
|
|
1. Объём производства, тыс. т 2. Себестоимость 1 т продукции,
руб. 3. Цена 1 т продукции, руб. 4. Рентабельность продукции, % 5. Точка
безубыточности, тыс. т 6. Срок окупаемости
|
158,24 7580 9626,6 20,52 81,26 -
|
209,9 6777,94 9626,6 31,94 76,29 1 год 4 месяца
|
Проект эффективен, т.к. себестоимость продукции
снизилась с 7580 до 6777,94 руб. в результате увеличения объёма производства
продукции со 158,24 до 209,9 тыс. т. Рентабельность продукции также возросла с
20,52% до 31,94%. Точка безубыточности в проектном варианте меньше, чем в
базовом. Срок окупаемости составляет 3 года 4 месяца, что устраивает
инвесторов.
6. Безопасность жизнедеятельности
.1 Введение
Безопасность жизнедеятельности - область
научно-практической деятельности, направленная на изучение общих
закономерностей возникновения опасностей, их свойств, последствий их влияния на
организм человека, основ защиты здоровья и жизни человека, среды его обитания
от опасностей, а также на разработку и реализацию соответствующих средств и
методов, создание и поддержание здоровых и безопасных условий жизни и
деятельности человека.
.1.1 Важность вопросов охраны труда и защиты от
чрезвычайных ситуаций
Система управления безопасностью
жизнедеятельности на предприятии представляет собой регламентированную
нормативно-техническими документами совокупность взаимосвязанных
организационных, технических, санитарно-гигиенических и социально-экономических
мероприятий, обеспечивающих безопасность, сохранение здоровья и
работоспособность трудящихся в процессе труда в соответствии с ТК РФ,
конституцией РФ, ГОСТ ССБТ, санитарными нормами и правилами.
Защита населения от чрезвычайных ситуаций - это
совокупность взаимоувязанных по времени, ресурсам и месту проведения
мероприятий РСЧС, направленных на предотвращение или предельное снижение потерь
населения и угрозы его жизни и здоровью от поражающих факторов и воздействий
источников чрезвычайных ситуаций. Существует Федеральный закон РФ "О
защите населения и территорий от чрезвычайных ситуаций природного и
техногенного характера от 21 декабря 1994 года № 68-ФЗ".
На сегодняшний момент на ОАО "ММК"
(Магнитогорский металлургический комбинат) существует стандарт предприятия СТП
ПБОТ 2-1-16-2005, который разработан на основе трудового кодекса РФ от 30
декабря 2001г. №197-ФЗ.
.1.2 Цель раздела "Безопасность
жизнедеятельности":
) Анализ существующих условий труда разливщика
стали
) Анализ травматизма на предприятии
) Анализ состояния системы защиты работников в
условиях ЧС
) Влияние модернизации на условия труда
.1.3 Краткая характеристика предприятия
Наименование предприятия: "Магнитогорский
металлургический комбинат" (ОАО "ММК"), город Магнитогорск,
Челябинская область. Участок непрерывной разливки расположен в
кислородно-конвертерном цехе №1. Общая площадь участка МНЛЗ составляет 7680 м2;
объём помещения - 345600 м3. Количество рабочих мест: 12.
Рабочее место - это зона нахождения работника и
средств приложения его труда, которая определяется на основе технических и
эргономических нормативов и оснащается техническими и прочими средствами,
необходимыми для исполнения работником поставленной перед ним конкретной
задачи.
Рабочее место разливщика стали МНЛЗ представляет
собой производственный цех с участком непрерывной разливки стали. Основным
оборудованием участка является: сталеразливочный стенд, стальковш и манипулятор
защитной трубы.
Опасными производственными факторами на участке
являются:
повышенная запыленность и загазованность воздуха
рабочей зоны;
повышенная температура поверхностей
оборудования, материалов;
повышенный уровень шума на рабочем месте;
повышенный уровень вибрации;
повышенное значение напряжения в электрической
цепи, замыкание которой может произойти через тело человека;
недостаток естественного света;
недостаточная освещенность рабочей зоны.
Для защиты работающих от механических травм
применяют, в основном, установку ограждений, предохранительных устройств,
сигнализации.
.2 Безопасность проекта
В данном подразделе дана оценка существующим
условиям труда на рабочем месте согласно действующим нормативным актам по
факторам: состояния воздуха рабочей зоны, освещённости, уровню шума, уровню
вибрации, электробезопасности, энергетическим воздействиям, эргономичности
рабочего места, анализу состояния травматизма на предприятии.
.2.1 Состояние воздуха рабочей зоны
Микроклимат [ГОСТ 12.1.005-88]
Показателями, характеризующими микроклимат,
являются:
) температура воздуха;
) относительная влажность воздуха;
) скорость движения воздуха;
) интенсивность теплового излучения.
Для металлургического производства характерен
нагревающий микроклимат. Для того, чтобы выявить несоответствия фактических
значений показателей нормативным, занесём все показатели в таблицу 6.1.
Таблица 6.1 - Параметры микроклимата
|
Наименование фактора
|
Нормативные значения
|
Фактические значения
|
Вывод
|
|
Температура воздуха рабочей зоны, ˚С
|
Холодный период года
|
19-21˚С (IIа кат.раб.)
|
32˚С
|
Не соответствует нормативной оценке
|
|
Тёплый период года
|
20-22˚С (IIа кат.раб.)
|
38˚С
|
Не соответствует нормативной оценке
|
|
Теплоизлучение, Вт/м2
|
140 Вт/м2 (25% тела)
|
160 Вт/м2 (25% тела)
|
Не соответствует нормативной оценке
|
|
Скорость движения воздуха в рабочей зоне
|
0,2-0,3 м/с
|
0,1 м/с
|
Соответствует нормативной оценке
|
|
Относительная влажность воздуха
|
60-45%
|
55%
|
Соответствует нормативной оценке
|
Исходя из таблицы, можно сделать вывод: значения
температуры воздуха и теплоизлучения на рабочем месте не соответствуют
санитарным нормам; класс условий труда - 3.2 (вредный).
Для поддержания микроклимата в соответствии с
СанПиН 2.2.4.548-96 [10] требованием ГОСТ 12.1.005-88 [12] в цехе необходимо
обеспечить хорошую аэронацию.
Аэронацией называется организованный и
регулируемый воздухообмен в зданиях, создаваемый благодаря разности температур
внутреннего и наружного воздуха и действию ветра. Она не вносит особых
материальных затрат и достаточно эффективна.
Запылённость и загазованность воздуха рабочей
зоны
Таблица 6.2 - Параметры воздуха рабочей зоны
|
Наименование фактора
|
Нормативные значения
|
Фактические значения
|
Вывод
|
|
Запылённость воздуха рабочей зоны
|
6 мг/м3
|
Fe3O4=14%, по массе - 10
мг/м3
|
Не соответствует нормативной оценке
|
|
Загазованность воздуха рабочей зоны
|
СО=20 мг/м3
|
СО=22 мг/м3
|
Не соответствует нормативной оценке
|
Вывод: фактические значения запылённости и
загазованности превышают нормируемые значения. Причина: неэффективный контроль
за работоспособностью приточно-вытяжной вентиляции. Класс условий труда - 3.1
(вредный).
.2.2 Освещённость
Поскольку объекты МНЛЗ, с которыми работает
рабочий персонал МНЛЗ, в большинстве своём превосходят размера 5 мм, то разряд
зрительной работы будет относится к VI
(очень малой точности). Согласно требованиям СП 52.13330-2011 искусственное
освещение от общей системы освещения должно составлять 200 лк, фактическое
освещение - 230лк; естественное освещение (при верхнем способе освещения)
должно составлять КЕО=1,8%, фактическое - КЕО=1%.
Вывод: естественная освещенность не
соответствует санитарным нормам, искусственная освещенность соответствует
санитарным нормам. Класс условий труда - 3.1 (вредный).
Расчёт освещённости производственного помещения
в приложении DIALux
Light.
1. Вводим
сведения о проекте, помещении и операторе.
Рисунок 6.1 - Ввод проектной информации в
приложении DIALux
Light
2. Задаём геометрию участка, покрытие потолка,
стен, пола; выбираем тип и мощность ламп, вид монтажа; задаём уровень рабочей
плоскости.
Рисунок 6.2 - Ввод данных для расчёта освещения
в приложении DIALux
Light
. Задаём нормированное значение освещённости
рабочего места. Программа предлагает оптимальное расположение светильников и
производит расчёт степени освещённости рабочего места.

Рисунок 6.3 - Расчёт и результаты в приложении DIALux
Light
4. Программа выводит на печать результаты
расчёта освещённости рабочего места.
Рисунок 6.4 - Паспорт светильника
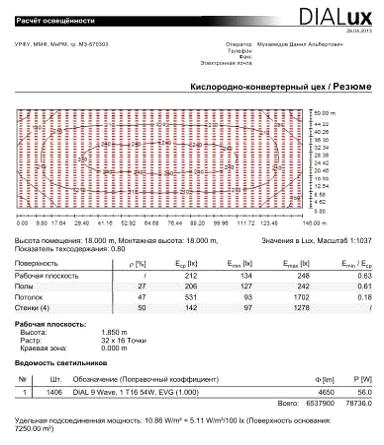
Рисунок 6.5 - Результаты расчёта освещения
Вывод: для кислородно-конвертерного цеха
выбираем светильники марки DIAL
9 Wave с лампами 1Т1654W,
EVG, которые создают
освещённость рабочего места 212 лк, что соответствует требованиям СП
52.13330-2011.
.2.3 Шум
Шум - это одна из форм физического загрязнения
окружающей среды. Адаптация к шуму организмов фактически невозможна. В
настоящее время шум рассматривается как серьёзная опасность. Шум
характеризуется уровнем давления и частотой. Чем больше уровень давления, тем
выше отрицательный эффект. Наибольший уровень шума в цехе создаётся при работе
дуговой сталеплавильной печи. Допустимый уровень шума в соответствии с СН
2.2.4/2.1.8.562-96 составляет 80 дБА. В кислородно-конвертерном цехе уровень
шума достигает 100 дБА. Класс условий труда - 3.4 (вредный).
Длительное воздействие шума на организм человека
приводит к следующим нежелательным последствиям:
утомление;
снижение остроты зрения и слуха;
снижение внимания.
Защита работников от шума может осуществляться
как коллективными средствами, так и индивидуальными. К коллективным средствам
относится звукопоглощающая облицовка стен. Метод звукопоглощения основан на переходе
энергии звуковых колебаний частиц воздуха в теплоту на трение в порах
звукопоглощающего материала.
Для защиты органов слуха от шума применяются
индивидуальные средства защиты: беруши и наушники. При применении наушников
уровень шума снижается на 16 дБА, а при применении вкладышей на 10 дБА. Также
защитой от шума служат каски.
6.2.4 Вибрация
Вибрацией называются упругие колебания,
распространяющиеся по конструкциям зданий, сооружений, механизмам. Источником
вибрации является электродвигатель. От рабочей машины вибрация передаётся
рабочему. Вибрация сравнительно малой интенсивности приводит к утомлению и
функциональным расстройствам, длительные воздействия могут вызвать вибрационную
болезнь.
Под воздействием вибрации происходит изменение в
нервной, сердечнососудистой и костно-суставной системах: повышение
артериального давления, спазмы сосудов конечностей и сердца. Это заболевание
сопровождается головными болями, головокружением, повышенной утомляемостью,
онемением рук. Особенно вредны колебания с частотой 50 Гц, которые близки к
собственным колебаниям внутренних органов. Они приводят к резонансу, в
результате которого происходят перемещения внутренних органов (сердце, лёгкие,
желудок) и раздражению их.
В соответствии с ГОСТ 12.1.012-90 [18], допустимый
уровень вибрации на постоянном рабочем месте и рабочей зоны в производственном
помещении не должно превышать 92 дБА.
В среднем по участку рабочие находятся в зонах
вибрации не более 10% рабочего дня. Фактический уровень вибрации составляет 60
дБА. Регламентация времени нахождения рабочего в местах сильной вибрации
является действенной мерой охраны труда ГОСТ 12.4.046-78 [19].
При монтаже, во время реконструкции компрессоры,
насосы, вентиляторы устанавливают на амортизаторы (резиновые, металлические,
комбинированные).
Таким образом, уровень вибраций на рабочем месте
отвечает действующим нормам. Класс условий труда - 2 (допустимый).
В данном случае на рабочих
кислородно-конвертерного цеха воздействуют электромагнитные, электростатические
поля и тепловое излучение.
Источником электромагнитных полей промышленной
частоты являются линии электропередачи напряжением 1150В, открытые
распределительные устройства, включающие коммутационные аппараты, устройства
защиты и автоматики, измерительные приборы, сборные и соединительные шины и
другие электроустановки. Для сталеплавильного цеха значения напряжённости
электромагнитных полей не являются специфическими показателями условий
производства и лежат в пределах установленных ГОСТ 12.1.002-84 [21].
Напряжённость магнитного поля действующих
установках промышленной частоты не превышает 20-25 А/м, в то время как вредное
действие магнитного поля на биологический объект проявляется при напряжённости
150-200 А/м.
Нормы времени пребывания человека в
электрическом поле электроустановок промышленной частоты в течение суток
согласно ГОСТ 12.1.006-84 [22] приведены в таблице 6.3.
Таблица 6.3 - Нормы времени пребывания человека
в электрическом поле
|
Напряжённость, кВ/м
|
Допустимое время, ч
|
|
5
|
8
|
|
10
|
3
|
|
15
|
1,5
|
|
20
|
10 мин
|
|
25
|
5 мин
|
Высоковольтный трансформатор, питающий всё
электрооборудование цеха расположен в особом помещении с капитальными стенами
из кирпича; а внутрицеховые линии электроснабжения расположены в верхней зоне
цеха на высоте 25 м. Напряжённость электромагнитного поля электрического
оборудования рабочей станции оператора менее 5 кВ/м, следовательно,
использование специальной защиты от электромагнитных полей не требуется.
В производствах связанных с нагревом металла,
где условия рабочей зоны характеризуется повышенными температурами, действуют
нормы интенсивности теплового излучения. Основной метод защиты - экранирование.
Экраны применяют как для экранирования источников излучения, так и для
экранирования рабочего места от лучистой энергии. По принципу действия экраны
подразделяют на: теплопоглощающие, теплоотражающие и теплоотводящие.
Средствами индивидуальной защиты служат
спецодежда, спецобувь, защитные очки, щитки (защищают от брызг и струй металла
и шлака).
Нормируемой характеристикой инфракрасного
излучения по ГОСТ 12.1.005-88 является интенсивность теплового излучения Е,
Вт/м2, для открытых источников не более 140 Вт/м2.
Фактическая величина плотности потока на рабочем месте 160 Вт/м2,
что не соответствует нормируемым значениям.
Для улучшения условий труда применяют
естественную и искусственную вентиляции, местную вентиляцию, рациональную
организацию режима труда и отдыха, устройство специальных комнат отдыха.
Таким образом, величина инфракрасного излучения
в рабочей зоне превышает нормируемую величину. Выполнение работ без средств
индивидуальной защиты не допускается. Класс условий труда - 3.2 (вредный)
6.2.6 Электробезопасность
Электробезопасность ГОСТ 12.1.019-79 [20] -
система организационных и технических мероприятий и средств, обеспечивающих
защиту людей от опасного и вредного воздействия на человека электрического
тока, электрической дуги, электромагнитного поля и статического электричества.
Цех по степени опасности поражения электрическим
током имеет категорию ОО (особо опасные помещения); для защиты персонала
использовано защитное заземление R
≤
4 Ом при рабочем напряжении U
= 380 В.
Мероприятия по электробезопасности проводятся в
соответствии с ГОСТ 12.1.019-79.
В рабочей линии машины непрерывной разливки
стали установлено определенно количество электрических машин и приборов. Одна
из наиболее часто применяемой меры защиты от электричества - заземление.
Сопротивление заземления должно
быть не менее 4 Ом. Испытания 1 раз в год, но не реже.
Сопротивление заземляющих
устройств должно быть не менее 10 Ом. Испытания не реже 2 раз в год.
Изоляция. Сопротивление
изоляции электрических цепей и электроустановок цеха составляет не менее 0,5
МОм. Испытания сопротивления изоляции согласно существующим на каждом стане
графиком, но не реже, чем 1 раз в 3 года. Результаты измерений заносятся в
журнал испытаний изоляции, который находится на стане, с составлением
протокола.
Индивидуальные защитные
средства от поражения электрическим током подразделяются на основные и
дополнительные.
Основные средства надежно и
длительно выдерживают рабочее напряжение до 1000 В при прикосновении с
токоведущим частям электроустановки.
К основным средствам относятся:
изолирующие и измерительные штанги, диэлектрические перчатки, изолирующие и
измерительные клещи, указатели напряжения, изолирующие устройства и
приспособления.
К дополнительным защитным средствам относятся:
изолирующие подставки, диэлектрические коврики и дорожки, галоши
диэлектрические. Эти средства учитываются в журналах учёта использования
защитных средств. К защитным средствам могут быть отнесены и предупредительные
плакаты, которые вывешивают у опасных мест.
В местах, доступных брызгам воды, частого
нахождения обслуживающего персонала обязательно наличие дополнительных защитных
кожухов.
Ввиду того, что имеются защитные кожухи над
электрическими машинами, проводкой, электропроводка экранирована, а также,
учитывая то, что управление и контроль за работой задающего устройства
производится со специальных пультов управления, полностью исключена возможность
соприкосновения рабочих с электрооборудованием установки.
Исправность средств защиты должна проверяться
испытанием и осмотром перед каждым их применением, а также периодически через
6-12 месяцев. Изолирующие электрозащитные средства, а также изоляция проводов
проверяется один раз в год. Контроль состояния электробезопасности должна вести
служба цехового энергетика, работники которой должны быть обучены,
проинструктированы и иметь не ниже 3 группы допуска по электробезопасности (до
1000В).
Вывод: электрооборудование соответствует
требованиям ПЭУ, ПТЭЭП. Класс условий труда - 2 (допустимый).
.2.7 Эргономичность рабочего места
Эргономика - дисциплина, комплексно изучающая
человека в конкретных условиях его деятельности в современном производстве.
Основной объект исследования эргономики -
система человек и машина (СЧМ). В условиях современного научно-технического
прогресса неизмеримо возросли производительность труда, стоимость оборудования,
управляемого одним человеком-оператором, и соответственно возможные последствия
возможных ошибочных или непродуманных решений.
Рабочее место разливщика стали - манипулятор
защитной трубы, который представляет собой металлическую ферму. Размеры и
конструкция фермы таковы, что обеспечивают выполнение трудовых операций в
пределах досягаемости моторного поля. Зоны досягаемости моторного поля в
вертикальной и горизонтальной плоскостях для средних размеров человека
приведены на рисунках 6.6, 6.7.
Рисунок 6.6 - Зона досягаемости моторного поля в
вертикальной плоскости
Рисунок 6.7 - Зона досягаемости моторного поля в
горизонтальной плоскости
Управление стрелой манипулятора осуществляется
рабочим двумя руками через штурвал. Органы управления штурвала расположены
таким образом, что руки рабочего не пересекаются.
Очень часто используемые
средства отображения информации, требующие точного и быстрого считывания
показаний, следует располагать в вертикальной плоскости под углом ± 15° от
нормальной линии взгляда и в горизонтальной плоскости под углом ±15° от
сагиттальной плоскости (рисунки 6.8 и 6.9).

Рисунок 6.8 - Зоны зрительного
наблюдения в вертикальной плоскости
Часто используемые средства
отображения информации, требующие менее точного и быстрого считывания
показаний, допускается располагать в вертикальной плоскости под углом ±30° от
нормальной линии взгляда и в горизонтальной плоскости под углом ±30° от
сагиттальной плоскости. Редко используемые средства отображения информации
допускается располагать в вертикальной плоскости под углом ±60° от нормальном
линии взгляда и в горизонтальной плоскости под углом ±60° от сагиттальной
плоскости (при движении глаз и повороте головы).
Таким образом, можно сделать
вывод, что манипулятор защитной трубы разливщика стали снабжённый средствами
управления и отображения информации, расположенными в нужных зонах,
удовлетворяет требованиям ГОСТ 12.2.032-78.
.2.8 Таблица "Класс
условий труда на рабочем месте по факторам производственной среды и трудового
процесса"
На участке непрерывной разливки
стали представлена профессия разливщика стали, а также обслуживающий персонал.
Оценка класса условий труда на рабочем месте по факторам производственной среды
и трудового процесса согласно руководству Р 2.2.755-99 представлена в таблице
6.4.
Таблица 6.4 - Класс условий
труда на рабочем месте.
|
Наименование факторов производственной среды и трудового
процесса
|
Класс условий труда
|
|
Химический
|
3,1
|
|
Биологический
|
-
|
|
АПДФ
|
-
|
|
Акустические
|
Шум
|
3,4
|
|
Инфразвук
|
-
|
|
Ультразвук воздушный
|
-
|
|
Ультразвук контактный
|
-
|
|
Вибрация общая
|
2
|
|
Вибрация локальная
|
-
|
|
Неионизирующее излучение
|
3,2
|
|
Ионизирующее излучение
|
-
|
|
Микроклимат
|
3,2
|
|
Освещение
|
3,1
|
|
Тяжесть труда
|
3
|
|
Напряженность труда
|
2
|
|
Аэроионный состав воздуха
|
-
|
|
Общая оценка условий труда
|
3,4
|
Вывод: класс условий труда
(3,4) - вредный.
Условия труда этого класса
характеризуются такими уровнями факторов рабочей среды, воздействие которых
приводит к развитию, как правило, профессиональных болезней легкой и средней
степеней тяжести (с потерей профессиональной трудоспособности) в периоде
трудовой деятельности, росту хронической (профессионально обусловленной)
патологии. Необходимо улучшение условий труда, дополнительные льготы,
дополнительный отпуск, лечебно-профилактическое питание.
.3 Анализ травматизма на предприятии
Практика показывает, что любая деятельность
потенциально опасна. Это утверждение носит аксиоматический характер. В то же
время признаётся, что уровнем опасности (риском) можно управлять. Риск - это
количественная оценка опасностей. Потенциальный риск может проистекать от
природных явлений или от человеческой деятельности.
Конечной целью всех мероприятий по обеспечению
безопасности является существенное уменьшение причиняемого вреда. Работа
разливщика стали потенциально опасна.
Одним из важнейших условий борьбы с
производственным травматизмом является систематический анализ причин его
возникновения, которые делятся на технические и организационные причины.
Риск (R) определяется как отношение количества
событий с нежелательными последствиями (n) к максимально возможному их
количеству (N) за конкретный период времени:
= n / N.
Коэффициент частоты травматизма - коэффициент
(Кч), выражающий количество несчастных случаев на производстве, приходящихся на
1000 работников. Обычно К. ч. т. определяется за 1 год. Рассчитывается по
формуле:
Кч = Т · 1000/Р,
где Т - общее число пострадавших за определенный
период времени независимо от того, закончилась ли временная нетрудоспособность
в этом периоде;
Р - среднесписочная численность работников за
этот период времени.
Коэффициент тяжести травматизма - коэффициент
(Кт), выражающий число дней нетрудоспособности, приходящихся на 1 травму.
Определяется по формуле
Кт = Д/Т,
где Д - число дней временной нетрудоспособности,
вызванной несчастными случаями на производстве (закрыты листы
нетрудоспособности);
Т - количество несчастных случаев (травм).
Коэффициент опасности работ - характеризуется
тяжестью и частотой несчастных случаев, определяется по формуле:
Коп = Кт * Т * 1ОО / Р * М
* 22,5,
где Коп - коэффициент опасности
работ;
Кт - коэффициент тяжести травматизма
;
Т - количество учтённых несчастных случаев;
Р - среднесписочное число работающих;
М - число месяцев в отчётном периоде.
Таблица 6.5 - Динамика травматизма работников на
предприятии
|
Показатели
|
2010г.
|
2011г.
|
2012г.
|
|
Среднесписочная численность, чел.
|
10026
|
10037
|
10106
|
|
Риск
|
0,0025
|
0,0022
|
0,0030
|
|
Несчастные случаи, ед.
|
25
|
22
|
31
|
|
Число дней нетрудоспособности, дней
|
1758
|
1549
|
1486
|
|
Коэффициент частоты травматизма
|
2,5
|
2,2
|
3,0
|
|
Коэффициент тяжести
|
70,3
|
70,4
|
47,9
|
|
Коэффициент общего травматизма
|
175,8
|
154,9
|
143,7
|
Рисунок 6.9 - График изменения
коэффициента частоты травматизма
Как следует из графика в период с
2010 по 2011 год коэффициент травматизма снижался, но к 2012 году он резко
вырос. Это говорит о том, что на предприятии неэффективна организация
мероприятий, обеспечивающих безопасную работу. Кроме того, на предприятии до
сих пор функционирует морально устарелое оборудование.
Для снижения травматизма на
предприятии необходимо принять меры по устранению причин несчастных случаев,
разработать план мероприятий, направленных на снижение производственного
травматизма, а так же заменять устаревшее оборудование на более новое.
В целом, работа по безопасности
жизнедеятельности на ОАО "ММК" г. Магнитогорск поставлена на должном
уровне.
.4 Чрезвычайные ситуации (ЧС)
Чрезвычайная ситуация - это обстановка на
определенной территории, сложившаяся в результате аварии, опасного природного
явления, катастрофы, стихийного или иного бедствия, которые могут повлечь или
повлекли за собой человеческие жертвы, ущерб здоровью людей или окружающей
природной среде, значительные материальные потери и нарушение условий
жизнедеятельности людей.
Проектные решения составляются на основе СНиП
2.01.51-03, в котором содержатся требования к размещению объектов, планированию
и застройке территорий, проектированию и строительству зданий и сооружений,
сетей водо-, газо-, тепло-, электроснабжения, потенциально опасных объектов.
В ходе исследования вблизи города Магнитогорск
опасных объектов обнаружено не было. В самом городе особо опасных объектов так
же обнаружено не было.
На объекте существует опасность аварий
природного характера:
) наводнение,
) землетрясение
и опасности аварий техногенного характера. К
техногенным относятся:
) Проход металла через футеровку
сталеразливочного ковша, вне зависимости от места прогара. При этом необходимо
закрыть шиберный механизм; развернуть поворотный стенд в резервную позицию;
отсоединить гидроцилиндр; принять меры к переливу металла (если это возможно) в
другой ковш, в противном случае слить металл в аварийную ёмкость.
) Проход металла между огнеупорными плитами
шиберного затвора сталеразливочного ковша. В случае прохода металла между
огнеупорными плитами шиберного затвора, необходимо прекратить разливку.
Передать ковш для перелива остатков металла в другой ковш или аварийную
ёмкость.
) Реакции с водой, взрыв. При возникновении
данной аварийной ситуации необходимо не перемещать печь до полного испарения.
Избегать и удалять накопление воды. Контроль за циркуляцией воды (расход,
давление, температура).
) Аварийное снижение расхода воды на охлаждение
кристаллизатора.
При снижении расхода воды на охлаждение гильз
кристаллизаторов до уровня менее 900 л/мин (критическом повышении перепада
температуры воды на выходе и входе из кристаллизатора), прекратить поступление
металла из сталеразливочного и промежуточного ковшей. Вывести заготовки из
МНЛЗ.
) Затягивание дозирующих узлов промежуточного
ковша.
При возникновении данной аварийной ситуации
необходимо произвести прожигание канала дозатора кислородной трубкой.
) Переполнение (перелив) кристаллизатора. При
возникновении данной аварийной ситуации прекратить подачу металла из промковша.
Остановить вытягивание заготовки. Произвести очистку кристаллизатора.
Попытаться продолжить разливку.
) Прорыв металла через корочку слитка.
) Отрыв затравки от заготовки. При возникновении
данной аварийной ситуации прекратить разливку.
Система ГО организуется на всех объектах
экономики. В мирное время ГО своими органами управления, специально
уполномоченными на решение задач в области ГО (они же - органы повседневного
управления РСЧС), сетью наблюдения и лабораторного контроля, отдельными
службами и формированиями участвует в решении ряда задач РСЧС.
Начальником ГО - председателем КЧС объекта -
является его руководитель (директор предприятия). Он несёт ответственность за
организацию работ по выявлению потенциальных опасностей, прогнозирование и
предотвращение ЧС на предприятии, а также за постоянную готовность сил и
средств к проведению спасательных и других неотложных работ. Он подчиняется в
оперативном отношении председателю городского (районного) КЧС.
Состав объектовой КЧС - председатель, три
заместителя (главный инженер, зам. по производству и начальник штаба ГО).
Члены КЧС (руководители - начальники служб):
начальник службы оповещения и связи (нач. АТС);
начальник службы охраны общественного порядка
(зам. директора по режиму);
начальник службы убежищ и укрытий (начальник
ЖКО, ОКСа);
начальник службы радиационно-химической защиты
(начальник заводской лаборатории);
начальник противопожарной службы (инспектор
госпожнадзора);
начальник аварийно-спасательной службы (главный
механик);
начальник медицинской службы (руководитель
медпункта);
начальник транспортной службы (начальник
транспортного цеха);
начальник МТО (зам. директора по МТО);
начальник службы энергоснабжения и
светомаскировки (главный энергетик);
инженер по технике безопасности (начальник
отдела охраны труда и окружающей среды);
главный бухгалтер;
председатель объектовой эвакокомиссии.
Объектовое звено системы предупреждения и
ликвидации ЧС предназначено для предупреждения ЧС в мирное и военное время, а в
случае их возникновения - для ликвидации последствий, обеспечения безопасности
рабочих, служащих и населения, защиты окружающей среды и уменьшения материального
ущерба.
Рассредоточение и эвакуация
являются основными способами защиты населения. Основной особенностью является
то, что эвакуация должна проводиться в максимально короткий срок, на небольшое
расстояние и на короткий пери период. Проведение эвакуационных мероприятий
возлагается на специально создаваемые эвакуационные органы, руководителей
предприятий, учреждений, учебных заведений. Для предотвращения и уменьшения
последствий производственных аварий, катастроф и стихийных бедствий в цехе разработан
план ГО, которым, среди прочих факторов, регламентируется порядок эвакуации.
Вывод: структура органов ГО и ЧС на ОАО
"ММК" выполняет свои функции на должном уровне.
.4.1 Пожарная безопасность
Пожаром называется неконтролируемое горение вне
специального очага, причиняющее материальный ущерб, вред для жизни и здоровья
граждан, интересам общества и государства (ГОСТ 12.1.004 - 91 [23]).
Горение - химическая реакция окисления вещества,
сопровождающаяся выделением большого количества тепла и света. Процесс горения
возможен при наличии трёх факторов: горючего вещества, окислителя и источника
загорания. Окислителями могут быть кислород, хлор, фтор, бром, йод, окислы
азота.
Пожарная безопасность - состояние защищённости
личности, имущества, общества и государства от пожара. Пожарная безопасность на
предприятиях обеспечивается двумя системами: предотвращения пожара
(организационные, технические меры и средства, обеспечивающие невозможность
возникновения пожара) и системой пожарной защиты (предотвращение воздействия на
людей и объекты опасных факторов пожара).
Опасными факторами для людей являются:
открытый огонь;
повышенная температура воздуха;
токсические продукты горения и дым;
пониженная концентрация кислорода в воздухе;
обрушение и повреждение зданий, сооружений;
взрывы.
Согласно существующей классификации помещений,
зданий и зон по пожаро-взрывоопасности здание сталеплавильного цеха относится к
категории Г НБП 105-03, по огнестойкости - I
категории (СНиП 21.01-97 [24]). Характеризуется наличием негорючих веществ и
материалов в горячем, раскалённом или расплавленном состоянии, процесс
обработки которых сопровождается излучением тепла, искр и пламени; твёрдых,
жидких и газообразных веществ, которые сжигаются или утилизируются в качестве
топлива.
Рассматриваемое помещение непрерывной разливки
стали относится к категории Г согласно ОНТП-24, по огнестойкости - I
категории (СНиП 21.01-97 [24]).
Наличие пожаро- и взрывоопасных веществ
определяется использованием ремонтным персоналом кислородных баллонов и
баллонов с пропаном.
Цех обеспечивается огнетушителем ОУ-2,5 из
расчёта 1 огнетушитель на 400 м2 площади цеха. На территории
предприятия расположена пожарная часть.
Основными средствами пожаротушения являются:
огнетушитель порошковый или пенный;
ящик с песком;
лопата;
асбестовое полотно или войлок 2*2.
Таким образом, сталеплавильный цех обеспечен
необходимыми средствами пожаротушения по всей площади цеха, каждый работник
лично проинструктирован о действиях при пожаре, о правильном ведении огневых
работ, о порядке содержания эвакуационных путей, о требованиях пожарной
безопасности.
Виды и объёмы работ как аварийно-спасательных,
так и восстановительных, а также способ их производства, зависят от характера и
условий сложившейся обстановки.
Модернизация манипулятора защитной трубы на
пожарную безопасность цеха влияния не оказывает.
Проведённый анализ показал, что общая оценка
условий труда на рабочем месте разливщика стали - 3.4 (вредный).
Не соответствуют санитарным нормам нижеследующие
факторы:
химический (превышенное содержание пыли, оксид
углерода, углекислый газ);
уровень естественной освещённости (КЕО ниже
требуемого на 0,8%);
уровень шума (превышение на 20 дБА);
интенсивность теплового излучения и температуры
воздуха рабочей зоны;
Остальные условия соответствуют нормативным
документам.
Возможны следующие последствия для здоровья
оператора:
повышенный уровень шума (уровня 70-90 дБА) при
длительном воздействии приводит к заболеванию нервной системы;
повышенное содержание вредных веществ в воздухе
цеха оказывает раздражающее действие на верхние дыхательные пути, слизистую
оболочку глаз, кожу; может привести к профессиональным заболеваниям.
Для уменьшения содержания пыли в воздухе,
необходимо устранить неисправные вытяжки; для увеличения КЕО можно предложить
использование высокотехнологичного стекла в оконных проёмах цеха; высокий
уровень шума возможно понизить используя высокотехнологичные противошумы.
Уровень травматизма на предприятии имеет
тенденцию повышаться, на что стоит обратить внимание руководству и принять меры
по снижению травматизма.
Организацией обеспечиваются необходимые условия
для защиты персонала в случае ЧС, во избежание ЧС и их последствий, в цехе
разработана система мер, направленная на соблюдение технологии, контроля за
исправностью оборудования и контрольно-измерительных приборов. С целью снижения
и предупреждения последствий от ЧС предусматривают и проводят комплекс
организационных мероприятий.
Предусмотрены средства пожарной безопасности, в
цехе созданы пожарные дружины, которые на случай пожара, принимают действия для
осуществления локализации очага и корректировки действий остального персонала.
В результате модернизации ручного привода
манипулятора защитной трубы МНЛЗ №1 на механический, имеется возможность
улучшить условия труда для разливщика стали (оператора стальковша). При ручном
позиционировании защитной трубы, разливщику стали приходилось чаще стоять
вблизи от стальковша, что повышало риск поражения расплавленным металлом,
увеличивало нагревающий фактор и физические нагрузки. Использование механизированного
привода стрелы позволит разливщику стали управлять позиционированием защитной
трубы на большом расстоянии, что снизит риск поражения расплавленным металлом и
уменьшит ручной труд рабочего.
7. Природопользование и охрана окружающей среды
.1 Введение
Охрана окружающей среды и земельных ресурсов от
загрязнений является важной задачей на металлургических предприятиях. Она
решается с помощью целой системы государственных и общественных мероприятий на
основании руководящих документов.
Вредные вещества попадают в окружающую среду с
выбрасываемыми в результате технологического производства газами,
использованной водой и воздухом, с отходами производства. Наиболее
благоприятными в отношении охраны окружающей среды являются безотходные
производства. При современном уровне технологического производства добиться
полного использования отходов производства и полной очистки выбрасываемого
воздуха и воды представляется возможным, если при этом будет осуществляться
своевременное финансирование, так как это требует закупки дорогого
оборудования, которое устанавливается на источниках выброса вредных веществ. В
России по каждому производству разработаны предельно-допустимые концентрации
(ПДК) вредных веществ, выбрасываемых в атмосферу или водоемы с выбросами. ПДК -
это концентрация, не вызывающая патологических изменений в организме человека и
не приводящая к заметным воздействиям на флору и фауну.
.1.1 Санитарное благоустройство
Санитарное благоустройство металлургических
заводов и надлежащее их содержание является важнейшим мероприятием по
поддержанию экологической чистоты. Это предусматривает защиту населения от
вредных выбросов в атмосферу, от пыли, копоти, шума, от сточных вод.
В целях обеспечения охраны окружающей среды ОАО
«ММК» руководствуется положениями ФЗ № 7 «Об охране окружающей среды» от 10
января 2002 г. (с изменениями на август 2004 г.), закона Челябинской области №
12-03 от 9 января 2000 года «О доходах и расходах бюджетного экологического
фонда Челябинской области на 2000 год».
.1.2 Цель раздела "Природопользование и
охрана окружающей среды" дипломного проекта
) анализ природоохранной деятельности
предприятия;
) влияние модернизации на окружающую среду.
.1.3 Краткая характеристика предприятия
ОАО "ММК" находится в городе
Магнитогорск, Челябинской области. Западная граница территории Магнитогорска
является административной границей между Челябинской областью и Республикой
Башкортостан.
Сырьевая база обеспечивается рудником в городе
Бакале, а также (в перспективе) разработкой Приоскольского железорудного
месторождения.
В соответствии с преобладающим северо-западным
направлением ветров в городе Магнитогорск ОАО «ММК» находится на юго-востоке от
центра города. На рисунке 7.1 представлена роза ветров.
Рисунок 7.1 - Роза ветров
Климат резко континентальный. Максимальная
температура 34.5, минимальная температура -42.9. Толщина снежного покрова
колеблется в пределах от 0,58 м до 0,3 м. Снежный покров держится в течение 168
дней в году. Наибольшее количество осадков выпадает в летнее время. Среднее
количество осадков 452 мм. Наибольшая относительная влажность воздуха
наблюдается в зимний период. В летний период малая влажность воздуха вызывает
значительную испаряемость и пересыхание почвы. Направление господствующих
ветров: 37% - западные, 21% - юго-западные. Скорость ветров в среднем 3,8-5,8
м/с. Санитарно-защитная зона - 1000м.
К отходам производства относятся: пыль, окалина,
шлаки, шламы.
.2 Оценка влияния деятельности предприятия на
окружающую среду
Технологический процесс производства прокатной
стали сопровождается выделением в атмосферу некоторых вредных веществ.
Параметры, характеризующие влияние производства
на природную среду, приведены в таблице 7.1.
Таблица 7.1 - Влияние на природную среду
|
Наименование вредного вещества
|
Класс опасности
|
ПДК, мг/м3
|
ПДВ, т/год
|
Фактический выброс, т/год
|
|
Алюминия оксид
|
3
|
0,010
|
10,291
|
6,414
|
|
Железа оксид
|
3
|
0,040
|
136,214
|
92,101
|
|
Натрия гидроокись
|
2
|
0,010
|
8,500
|
7,760
|
|
Цинка оксид
|
2
|
0,050
|
0,245
|
0,245
|
|
Водород хлористый
|
2
|
0,200
|
9,100
|
7,340
|
|
Кислота серная
|
2
|
0,100
|
110,28
|
87,607
|
|
Углерода оксид
|
4
|
3,000
|
75,98
|
68,430
|
|
Меди оксид
|
2
|
0,002
|
0,068
|
0,060
|
|
Калиол
|
3
|
0,200
|
10,439
|
10,421
|
|
Толуол
|
3
|
0,600
|
11,929
|
11,020
|
|
Масло минеральное
|
3
|
0,050
|
18,000
|
15,030
|
|
Взвешенные вещества
|
4
|
0,150
|
90,660
|
78,673
|
Вывод: фактические выбросы вредных веществ в
атмосферу находятся в пределах допустимых норм, что достигается очисткой газов
выбрасываемых в атмосферу.
.3 Организационные и технические мероприятия на
предприятии, осуществляемые в целях охраны окружающей среды
На Магнитогорском металлургическом комбинате
уделяется большое внимание решению вопросов охраны окружающей среды. С середины
90-х годов прошлого столетия реализуются ежегодные экологические программы
группы компаний ОАО «ММК», направленные на реконструкцию и модернизацию
природоохранных объектов. За период с 1997 по 2007 годы удельные выбросы
загрязняющих веществ ММК в атмосферу снизились почти в 2 раза, удельные сбросы
в водоемы - в 3 раза. Затраты Магнитки на природоохранную деятельность ежегодно
составляют порядка 2 млрд. рублей.
С целью совершенствования существующей системы
управления охраной окружающей среды начиная с 2004 года в ОАО «ММК» внедрена и
успешно функционирует система экологического менеджмента, сертифицированная на
соответствие требованиям международного стандарта ISO 14001, газов,
выбрасываемых в атмосферу включает в себя два типа мероприятий:
а) Организационные мероприятия:
разрабатываются планы мероприятий по снижению
выбросов в атмосферу;
разработаны нормативы на ПДВ;
производятся постоянные замеры на ПДВ, с учётом
превышения разработанных нормативов ПДВ принимаются меры по дополнительной
очистке газов;
б) Технические мероприятия:
Вследствие большой концентрации в отходящих при
прокатке газах окислов железа, продуктов горения - SO2, CO, NO2 , которые
отрицательно влияют на здоровье рабочих и окружающую среду, необходимо их
улавливание и очистка.
Вредные вещества подаются в систему газоочистки
при помощи вытяжных вентиляторов. Первая стадия очистки заключается в том, что
отходящие газы подаются в скруббер, где они орошаются водой с целью охлаждения.
Затем из скруббера газы поступают в фильтр-камеру, состоящую из
форсунок-распылителей. Здесь происходит основная очистка. Принцип очистки
заключается в прохождении газов через слой воды, поступающей под давлением из
форсунок. Последняя стадия очистки газов происходит в циклоне, где идет
отделение воды, которая по трубопроводам опять поступает к форсункам. После
этого очищенные газы выбрасываются в атмосферу. ПДК выбрасываемых в атмосферу
вредных веществ соответствует нормам ГОСТ 17.2.3.02-78 [27].
Помимо установки газоочистных систем на
предприятии ведутся работы по озеленению территории завода, так как листва
деревьев тоже поглощает вредные вещества, в частности СО2, которые
выделяются при металлургическом производстве.
Предусмотрен чистый оборотный цикл и очистные
сооружения ливневой канализации. После очистных сооружений дождевые сточные
воды подаются на подпитку оборотных циклов, что уменьшает забор
"свежей" технической воды. Питьевая вода подаётся от существующих
заводских сетей, а хозбытовые сточные воды отводятся в заводские сети, и далее
перекачиваются на городские очистные сооружения.
Предусматривается утилизация уловленной пыли от
газочисток, аспирационных систем, окалины МНЛЗ, лома огнеупорной футеровки.
Переработка шлака производится на осваиваемой в настоящее время на шлаковом
отвале дробильно-сортировочной установке.
Основными факторами, оказывающими вредное
воздействие на окружающую среду при переработке отвальных шлаков, является:
выбросы пыли на операциях перегрузки, дробления
и сортировки шлака;
стоки, образующиеся от воздействия природных
осадков и таяния снега на поверхности шлака.
Естественная влажность отвальной массы
составляет 3,5-4,8%. Это выше порога пылевыделения, характерного для отвальных
мартеновских шлаков на операциях перегрузки, дробления и сортировки. В случае
повышенных температур окружающего воздуха снижения влажности шлака в узле
выгрузки отвальной массы с питателя на головной конвейер, будет предусмотрена
система орошения шлака.
Для устранения вредного воздействия стоков по
периметру ДСУ оборудуют специальную траншею, в которую стекают сточные воды,
после дренажа через шлаковую подушку, естественные стоки очищаются от
механических примесей. Химически растворимые в воде минералы по данным
Европейской ассоциации шлакопереработчиков являются безвредными для окружающей
среды.
Источниками выделения вредных веществ являются
дымовые трубы, шлаковый отвал и т.п. Это приводит к сильному локальному
загрязнению атмосферы в радиусе 50 км от источника. Загрязнение биосферы
выбросами приводит к нарушению равновесия кругового оборота веществ в природе,
а так же вызывает мутации в геноме биологических видов (в том числе и
человека).
Вредные вещества, выбрасываемые в атмосферу из
труб, переносятся и рассеиваются в ней по-разному, в зависимости от
метеорологических условий. Они могут осаждаться на поверхности земли,
растительности, водной поверхности, вымываться из атмосферы дождями или
улетучиваться в космическое пространство. На процесс рассеивания выбросов в
атмосфере оказывает влияние целый ряд факторов: состояние атмосферы, рельеф
местности и характер расположения на ней предприятий, высота трубы, скорость
газов в трубе, его температура и плотность и др.
Сточные воды сталеплавильных цехов могут
содержать взвешенные вещества, нефтепродукты, кислоты, щёлочи, соли, фенолы,
цианиды. Содержащиеся вредные компоненты в атмосфере над предприятием при
соединении с водой образуют тяжёлые оксиды и щёлочи, и в таком виде насыщают
почву, а так же подземные воды.
Негативное воздействие на литосферу происходит и
при хранении шихтовых материалов (особенно лома) и вторичных ресурсов (шлака,
шлама) в результате насыщения почвы тяжёлыми металлами от их окисления.
Положение усугубляется вибрацией, создающейся при их переработке и
транспортировки. К веществам, загрязняющих почву, относят: тяжёлые металлы и их
соединения (Hg, Pb,
Cd и др.);
циклические углеводороды, бензапирен.
В качестве руководящих документов по охране
окружающей среды является Федеральный закон "Об охране окружающей
среды", статья 34 "Общие требования в области охраны окружающей среды
при размещении, проектировании, строительстве, реконструкции, вводе в эксплуатацию,
эксплуатации, консервации и ликвидации зданий, строений, сооружений и иных
объектов".
Сведение до минимума вредных выбросов в
воздушный бассейн достигается путём внедрения эффективных систем очистки
отходящих газов, совершенствованием и оптимизацией технологических процессов с
целью уменьшения выделений в атмосферу, максимальным использованием отходов
производства, вторичных энергоресурсов (использование тепла и химической
энергии отходящих газов).
Для очистки отходящих газов, которые содержат
120 г/м3 пыли над электропечью установлена система газоочистки
мокрого типа. Степень очистки электросталеплавильных газов составляет 99,8%. По
санитарным нормам допускается не более 100 мг/м3 газов,
выбрасываемых в атмосферу. При этом среднесуточная концентрация пыли в приземном
слое составляет не более 0,15 мг/м3. Газоочистное оборудование
обеспечивает остаточную запылённость дымовых газов не более 20 мг/м3.
Вследствие запрещения сброса загрязнённой воды в
водоёмы в мокрых газоочистках и системах охлаждения применяются оборотное
водоснабжение, при котором в системах всё время используется одна и та же вода,
непрерывно очищаемая и охлаждаемая. Наряду с ликвидацией загрязнённых
источников оборотное водоснабжение даёт огромную экономию потребления воды,
которая обусловлена только необходимостью восполнения потерь воды, связанных с
её испарением и утечками.
Строительство специальных зданий для хранения и
подготовки шихты позволит снизить негативное влияние на литосферу.
.3.3 Влияние модернизации привода перемещения
каретки манипулятора защитной трубы МНЛЗ на обеспечение экологического
благополучия работников и населения
Модернизация манипулятора защитной трубы МНЛЗ №1
в рассматриваемом проекте на обеспечение экологического благополучия работников
и населения влияния не оказывает.
.3.4 Предложения по снижению вредного
воздействия производства на окружающую среду
Для снижения выбросов загрязняющих веществ в
атмосферу необходимо внедрять фильтры новейших технологий, а также орошать
окружающие территории хвойными деревьями и кустарниками.
Одним из приоритетных направлений можно считать
мероприятия по очистке загрязнённых территорий. Очистка территорий представляет
из себя:
) восстановление территории с целью её
дальнейшей эксплуатации.
Снижению загрязнения окружающей среды могут
способствовать меры по предотвращению загрязнений. К таким мерам относятся:
) снижение использования определённых химических
веществ;
) замена токсичных веществ на нетоксичные или
менее токсичные.
Любое металлургическое производство является
источником загрязнения окружающей среды. Предприятие "Магнитогорский
металлургический комбинат" - это металлургический комбинат с полным циклом
выплавки стали, где основные загрязняющие выбросы это:
диоксид серы и окислы азота;
оксид углерода;
летучие органические соединения;
тяжелые металлы.
Выбросы вредных веществ от предприятий черной
металлургии оказывают негативное воздействие на здоровье населения и на
окружающую среду, как на местном, так и на региональном уровне.
Разрабатываемая модернизация данного дипломного
проекта не влияет на охрану окружающей среды.
Заключение
В дипломном проекте рассматривался манипулятор
защитной трубы машины непрерывного литья заготовок №4 ОАО "ММК". Суть
модернизации заключалась в смене ручного привода вращения стрелы манипулятора
на электромеханический и замену цепного привода перемещения каретки на реечный
привод. В результате модернизации оборудование позволяет производить вращение
стрелы как от штурвала, так и от ящика управления, увеличивая при этом
манёвренность и эргономику манипулятора.
Манипулятор в исходном варианте имел ручной
привод вращения стрелы, что затрудняло одновременные поворот трубы и движение
каретки, а так же не позволяло вращать стрелу от ящика управления. Поэтому
целесообразным является разработка электромеханического привода в виде
планетарного мотор-редуктора.
Так же в представленном проекте произведена
реконструкция привода перемещения каретки манипулятора, что положительно
скажется на его обслуживании и снизит время простоев, связанных с натяжением
цепи.
С экономической точки зрения проект эффективен.
Срок окупаемости модернизации составляет 3 года и 4 месяца.
Подводя итоги дипломного проекта, можно сказать,
что применение усовершенствования незначительного узла МНЛЗ облегчает
обслуживание машины в целом.
машина каретка труба экономический
Список использованных источников
1. Целиков А.И. Машины и агрегаты
металлургических заводов: в 3-х томах. Т. 2. Учебник для вузов. - М.:
Металлургия, 1988. - 432 с.
. Анурьев В.И. Справочник
конструктора-машиностроителя: в 3-х томах. Т.2,3. - М.: Машиностроение, 2006. -
928 с.
. Рутес В. С. и др. Теория
непрерывной разливки. - М.: Металлургиздат, 1971. - 318 с.
. Буланов Л.В. и др. Машины
непрерывного литья заготовок. Теория и расчёт. - Екатеринбург: Уральский центр
ПР и рекламы, 2003. - 320 с.
. Куберский С.В., Семирягин С.В.
Расчёты технологических и конструктивных параметров МНЛЗ: Учебное пособие. -
Алчевск: ДонГТУ, 2006. - 148 с.
. В.М. Нисковских и др. Машины
непрерывного литья слябовых заготовок. - М.: Металлургия, 1991. - 272 с.
. Баранов Г.Л. Расчёт деталей машин.
Учебное пособие. Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2005. - 172 с.
. Дюдкин Д.А., Кисиленко В.В. и др.
Производство стали. Том 4. Непрерывная разливка стали. - М.: Теплотехник, 2009.
- 528 с.
. Гребеник В.М. и др. Расчёт
металлургических машин и механизмов. - М.: Выща шк. Головное издательство,
1988. - 448 с.
. Паршин В.С., Спиридонов В.А.,
Мухаморов В.Л. Толкатели заготовок металлургических печей. Учебное текстовое
электронное издание. УГТУ-УПИ: 2009. 39с.
. Ю. И. Свирщевский, Н. Н. Макейчик.
Расчёт и конструирование коробок скоростей и подач. Минск: Вышейшая школа.
1976. 592с.
. С.А. Казак, В.Е. Дусье, Е.С.
Кузнецов и др. Курсовое проектирование грузоподъёмных машин. - М.: Высшая
школа. 1989. 319с.
. Трудовой кодекс РФ. Федеральный
закон РФ от 30.12.2001 № 197-ФЗ, с изм. и доп.
. Федеральный закон РФ О техническом
регулировании от 27.12.2002 №184-ФЗ
. Федеральный закон РФ О защите
населения и территорий от чрезвычайных ситуаций природного и техногенного
характера от 21 декабря 1994 года № 68-ФЗ.
. ГОСТ 12.0.230-2007 ССБТ Система
управления охраной труда. Общие требования.
. ГОСТ 12.0.002-80. Термины и
определения.
. ГОСТ 12.0.003-74 ССБТ. Опасные и
вредные производственные факторы. Классификация.
. Постановление Мин труда и
социального развития РФ. Мин образования РФ от 13.01.2003г. № 1/29 Об
утверждении порядка обучения по охране труда и проверке знаний требований
охраны труда работников организаций.
. ГОСТ 2.404-75 ЕСКД. Правила
выполнения чертежей зубчатых реек.
. ГОСТ 12.4.008-84 ССБТ. Средства
индивидуальной защиты.
. ГОСТ 12.4.011-89 ССБТ. Средства
защиты работающих. Общие требования и классификация.
. ГОСТ 12.4.026-2001 ССБТ. Цвета
сигнальные и знаки безопасности.
. ГОСТ 12.4.113-82 ССБТ. Работы
учебные лабораторные. Общие требования безопасности.
. ГОСТ 27.001-95 Система стандартов
«Надежность в технике». Основные положения.
. ГОСТ 27.002-89. Надежность в
технике. Основные понятия. Термины и определения.
. СНиП 2.01.51-90. Нормы
проектирования инженерно-технических мероприятий по повышению устойчивости
функционирования.
. Средства защиты в машиностроении.
Расчет и проектирование: Справочник / С.В. Белов, А.Ф. Козьяков, О.Ф. Парталин
и др.; Под ред. С.В. Белова. М.: Машиностроение, 1967. - 368 с.
. Долин П.А. Справочник по технике
безопасности. - М.: Энергоиздат, 1982. 734 с.
.Белов С.В. Средства защиты в
машиностроении: Справочник. М.: Машиностроение, 1992.
. Михно Е.П. Ликвидация последствий
аварий и стихийных бедствий. М.: Атомиздат, 1979. - 287 с.
. Охрана труда в машиностроении:
Учебник/ Под ред. Е.Я. Юдина и С.В.Белова. М.: Машиностроение, 1983. 432 с.
. Атаманюк В.Г., Ширшев Л.Г., Акимов
Н.И. Гражданская оборона: Учебник для втузов. М.: Высшая школа, 1989.
. Профирьев Б.Н. Государственное
управление в чрезвычайных ситуациях. М.: Наука, 1991.136 с.
. СНиП 31-03-2001. Производственные
здания. М.: ЦНТП Госстроя СССР, 1986. 16с.
. СНиП 2.09.03-85. Сооружения
промышленных предприятий. М.: Стройиздат, 1985.
. СНиП 2.09.04-87. Административные
бытовые здания. М.: ЦНТП Госстроя СССР, 1988. 14 с.
. СанПиН 2.2.1/2.1.1.1200-03.
Санитарно-защитные зоны и санитарная классификация предприятий, сооружений и
иных объектов. Новая редакция утверждена Главным государственным врачом от
25.09.2007 № 74.
. ГОСТ 12.1.003-83 ССБТ. Шум. Общие
требования безопасности.
. ГОСТ 27818-88. Машины
вычислительные и системы обработки данных. Допустимые уровни шума на рабочих
местах и методы определения.
. ГОСТ 12.1.029-80 ССБТ. Средства и
методы защиты от шума.
. ГОСТ 12.1.036-81 ССБТ. Шум.
Допустимые уровни в жилых и общественных зданиях.
. ГОСТ 12.2.098-84 ССБТ.
Звукоизолирующие кабины.