Методи та способи виготовлення негерметичних стільникових панелей космічних апаратів для покращення якості готової продукції
ДИПЛОМНА РОБОТА
Методи та способи
виготовлення негерметичних стільникових панелей космічних апаратів для
покращення якості готової продукції
РЕФЕРАТ
Обсяг пояснювальної записки 112 сторінок, ілюстрацій 42 , таблиць
11, джерел за переліком посилань 31.
Обсяг графічної частини: листів формату А1.
Актуальність роботи: підвищення якості негерметичних стільникових панелей
космічних апаратів за рахунок внесення змін у технологічний процес їхнього
виготовлення.
Мета роботи: вивчення методів та способів виготовлення негерметичних
стільникових панелей космічних апаратів для покращення якості готової
продукції.
Мета досліджень: Вирішення поставлених задач проводилося з
використанням сучасних відомих методик теоретичних розрахунків, розрахункових
програм та моделювання.
На першому етапі були розглянуті та проаналізовані види
стільникових панелей та способи їх виготовлення, також було розглянуто деяке
обладнання для їх виготовлення. Після аналізу було встановлено що доцільно
перерозподілити послідовність деяких операцій по виготовленню стільникових
наповнювачів для запобігання закупорювання отворів у стінках комірок.
Другим етапом був пошук рішення проблеми прошивання отворів у
вже готових стільникових наповнювачах. Для цього були проведені експерименти з
прошивання отворів різними способами, в результаті був запропонований пристрій
на основі конструкції триподу для орієнтування робочого органу в потрібному
положення над стільниковим наповнювачем.
В якості робочого органу було обрано лазерну установку. Так
як вона не спричиняє механічної дії на стінки комірок стільникового наповнювача
та є універсальним ріжучим інструментом для багатьох матеріалів.
В роботі використані розрахунки із верстатобудування, сучасні
методи багатофакторного математичного планування експерименту, алгоритми і
програми для статичної обробки даних, серед яких STATGRAPHICS, програми для проектування твердо
тільних моделей у 3D-середовищі, серед яких КОМПАС-3D,
SolidWorks.
Ключові слова: Стільникові панелі, стільниковий наповнювач, прошивання
отворів, лазерна установка.
ABSTRACT
The volume of the graphic: A1 sheets .
Relevance of work: improving the quality of leaky cell
panels spacecraft due to modification of the manufacturing process of their
manufacture.
Objective: To study the methods and techniques
of manufacturing honeycomb panels leaky spacecraft to improve product quality.
Purpose of research: Addressing the tasks carried out by
modern methods known theoretical calculations, computer codes and modeling. the
first phase have been considered and analyzed cell types of panels and methods
for their production are also examined some equipment to make them. After
analysis, it was determined that it is appropriate to reallocate some sequence
of operations for the manufacture of cellular fillers to prevent clogging holes
in the walls of cells.second step was to find a solution stitching holes in the
ready-made cell filler. For this purpose, experiments were conducted with
stitching holes in various ways as a result of the proposed device was based on
the design tripod to guide the working body in the right position over the
cellular filler.a working body of the laser system was chosen. Since it does
not cause mechanical stress on the cell wall and cell filler is a versatile
cutting tool for many materials.paper used in the calculations of machine
tools, advanced mathematical methods for multivariate experimental design,
algorithms and software for static data, including STATGRAPHICS, the program
for the design firm tional models in the 3D-environment, including KOMPAS-3D,
SolidWorks.
Keywords: Cellular panels, honeycomb filler insertion holes,
laser unit.
Содержание
ВСТУП
1. ВИДИ
СТІЛЬНИКОВИХ ПАНЕЛЕЙ ТА СПОСОБИ ЇХ ВИГОТОВЛЕННЯ
1.1 Загальна
відомості про стільникові панелі
1.2 Методи одержання
стільникових наповнювачів та панелей
1.3 Обладнання для
виготовлення стільникових наповнювачів та панелей
1.4 Аналіз
існуючих технологічних переходів при виготовлення стільникових панелей
2. АНАЛІЗ
2.1 Формування
отворів малого діаметру різними методами
2.2 Обговорення
отриманих результатів
2.3 Розробка
нового технічного пристрою для виконання операцій перфорування сотонаповнювача
3. РОЗДІЛ
3.1 Тяговий
пристрій гвинт-гайка кочення. Характеристика й конструктивні параметри
3.2 Розрахунок
передачі гвинт-гайка кочення
4. ОХОРОНА ПРАЦІ І
БЕЗПЕКА В НАДЗВИЧАЙНИХ СИТУАЦІЯХ
4.1 Системи
менеджменту охорони праці та промислової безпеки в народному господарстві
4.2 Служби охорони
праці місцевих державних адміністрацій та органів місцевого самоврядування
4.3 Вимоги безпеки
до місць віконання робіт
4.4 Профілактика
Нещасних випадків
5. ЕКОНОМІЧНА
ЧАСТИНА
5.1 Опис виконання
плану НДР
5.2 Розрахунок
витрат на виконання НДР
5.3 Визначення
ефективності НДР
ВИСНОВОК
СПИСОК ЛІТЕРАТУРИ
ВСТУП
Розвиток конкуренто здатних галузей народного господарства
України і створення сучасної високотехнологічної продукції машинобудування,
авіаційної і космічної техніки нерозривно пов’язано з розширенням використання
особливого класу матеріалів - конструкційних композитів, які володіють
підвищеними функціонально орієнтованими фізико механічними, термофізичними,
діелектричними та іншими характеристиками.
Елементи та системи створені з композиційних матеріалів,
володіють високою надійністю, несучою здатністю, довговічністю при мінімальній
вазі, що є особливо актуальним для виробів авіації та космонавтики.
Конструкції стільникового типу широко використовуються в
якості несучих елементів космічних апаратів (КА) і їхніх компонентів, а
здатність стільників ефективно гасити шумовий фон обумовлює використання їх в
авіації. Також окрім легкої конструкції та властивостей шумогасіння стільникові
конструкції можуть виступати як термоізоляційні матеріали за рахунок малої
площі «температурних містків» між «гарячою» та «холодною» сторонами.
В наш час стільникові конструкції все частіше починають
використовуватися в повсякденному житті наприклад: в будівництві в якості
шумопоглинаючого матеріалу, термоізолятора, світлопроникних стінових
конструкцій; в меблевій промисловості - в якості наповнювача, це дозволяє
знизити кількість використовуваної деревини, в транспортній промисловості - в
якості несучих конструкцій для зниження матеріалоємності виготовлюваних
виробів, що впливає на динамічні характеристики (як наслідок менші витрати
палива у автомобілів і менші викиди відпрацьованих газів у атмосферу)
Так як стільникові конструкції ще продовжують поширюватися у
виробництві товарів залишається актуальним поліпшення та спрощення їхнього
виготовлення
Метою даної магістерської роботи є пошук можливого покращення
якості виготовлюваних стільникових конструкцій для космічної промисловості.
Для досягнення поставленої мети в магістерській роботі
вирішувались наступні задачі:
· Вивчити існуючі методи та способи
виготовлення стільникових конструкцій;
· Ознайомитися з обладнанням та
пристроями для виготовлення стільникових панелей;
· Провести досліди над існуючими
методами виготовлення стільникових виробів;
· Проаналізувати отримані результати
дослідів;
· Запропонувати конструктивне або
технологічне рішення на основі проведеної роботи.
1. ВИДИ СТІЛЬНИКОВИХ ПАНЕЛЕЙ ТА СПОСОБИ ЇХ ВИГОТОВЛЕННЯ
1.1 Загальна відомості про стільникові панелі
У сучасних умовах розвитку технологій і матеріалів значне
поширення набувають стільникові заповнювачі і стільникові структури. Поєднання
серцевини з легкого заповнювача з обшивкою дає можливість створити міцну і
легку конструкцію, придатну для використання у відповідальних агрегатах літаків
та інших літальних апаратів, а також при виготовленні кузовів автомобілів,
залізничних вагонів, у житловому будівництві, в меблевій промисловості і в
інших галузях народного господарства. Стільникові наповнювачі забезпечують
необхідну жорсткість металевих панелей при згинальних навантаженнях і стійкість
при стисненні. Застосування стільників дає економію масі, яка в деяких випадках
досягає 15-20%. Термін служби цих конструкцій при втомних навантаженнях значно
більше, ніж звичайних конструкцій; виробництво стільникових конструкцій завдяки
відсутності шпангоутів і нервюр простіше і економічніше, особливо масове
виробництво. Поєднання легкого заповнювача з металевою обшивкою дозволяє
використовувати обшивальні матеріали малих товщин. Як матеріал для серцевини в
стільникових конструкціях широко використовуються стільники з тонкого металу;
найбільше застосування знайшли стільники з алюмінієвої фольги. Для виробів, що
працюють при високих температурах, рекомендуються сталеві та титанові
стільники. Обшивальними матеріалами зазвичай служать алюмінієві сплави товщиною
від 0,3 до 1,6 мм. Якщо ж конструкція повинна мати високу міцність,
теплостійкість і стійкість до абразивних впливів, застосовують сталь. Найбільш
поширений тип клеєної панелі зі стільниковим заповнювачем, що представляє собою
комірки шестикутної форми.

Рисунок 1.1. - Форми комірок стільників
В даний час клеї широко застосовуються для виготовлення
тришарових конструкцій (конструкцій типу «сендвіч»), що складаються з двох
обшивок і серцевини. В якості серцевини використовуються пінопласти,
стільникові матеріали з металу, паперу або пластиків (наприклад, текстоліту,
склотекстоліти), деревини бальзи та ін.. У літакобудуванні та інших галузях
техніки для виготовлення стільникового заповнювача в силових тришарових
конструкціях застосовується спеціальний теплостійкий полімерний папір, що
дозволяє значно зменшити масу конструкцій.
В Англії розроблені стільники з нейлону, покритого фенольною
смолою. Для цієї ж мети застосовується волокнистий матеріал марки номекс,
розроблений фірмою «Du Pont de Nemours» спільно з фірмою «Boeing» на основі
ароматичних поліамідів. Він легший і жорсткий, ніж інші матеріали,
використовувані для виготовлення стільників. Номекс не горить, а тільки
обвуглюється при 500 ° С з невеликим виділенням газу. Один з видів номексу
поставляється з неотверділим покриттям з фенольної смоли, що дозволяє надавати
стільникам різну форму, а потім отверджувати їх при 150°С. Стільники з паперу
номекс характеризуються високою міцністю і стійкістю до удару. Досліджувалася
можливість застосування таких стільників в поєднанні з обшивкою з пластика,
зміцненого вуглецевими волокнами.
Неметалічний заповнювач для тришарових конструкцій може бути
отриманий методом намотування. Після намотування його просочують епоксидною
смолою, яка потім отверджується, і знімається з оправки. Оправка, а отже, і
заповнювач, може бути будь-якої форми.
Механічні властивості стільникового заповнювача залежать
головним чином від товщини стінок і розміру комірок. Міцність з'єднання обшивки
з заповнювачем також є функцією розміру комірки. На Рис. 1.2 наведено дані, що
характеризують зміну міцності клейового з'єднання в залежності від розміру
комірки. Для підвищення міцності з'єднання заповнювача з обшивкою при
відшаруванні іноді застосовують клейові плівки, що представляють собою
склотканину, просочену клеєм.
Так як не завжди вдається підібрати клей, в якому поєднується
хороша текучість з високою еластичністю, що забезпечує необхідну міцність при
нерівномірному відриві, то іноді доводиться застосовувати для склеювання два
клеї. У цих випадках рекомендується на сполучні поверхні накласти прошарок
еластичного клею, а потім приклеїти стільниковий заповнювач за допомогою більш
крихкішого, але який володіє гарною текучістю клею.

Рисунок 1.2. - Залежність міцності клеєного з’єднання обшивки
із сільниковим заповнювачем від розміру комірок стільників.
Для видалення летких речовин, що утворюються в процесі
затвердіння клею, в стінках стільників зазвичай роблять невеликі отвори. Однак,
оскільки стільникові конструкції з отворами (перфоровані) негерметичні і
утримують вологу, що конденсується, в багатьох сучасних конструкціях
застосовують неперфоровані стільники. При цьому потрібен клей, що виділяє при
застганні мінімальні кількості летючих речовин.
У стільникових конструкціях крім сполук стільникового
заповнювача з обшивкою є також клейові з'єднання власне стільників, виконані у
процесі виробництва заповнювача. Ці з'єднання не так навантажені, як з'єднання
стільників з обшивкою, головним чином завдяки порівняно великій площі склеювання.
За допомогою клеїв з'єднуються також суміжні відсіки заповнювача і заповнювач з
вкладишами, окантовками та іншими деталями.
Для отримання стільникового заповнювача з симетрично
розташованими шестикутними осередками гофри склеюють на спеціальній машині з
застосуванням нагрівання і тиску, створюваного двома пластинами, нагрітими до
200°С. Поверхня готового заповнювача знежирюється.
Для приклеювання стільникового заповнювача з алюмінієвого
сплаву до обшивки застосовується нейлонова стрічка, просочена епоксидним клеєм.
Вуглецево-графітова тканина, просочена поліамідним клеєм, застосовується для
склеювання стільникових конструкцій, в яких наповнювач і обшивка виконані зі
сталі.
Останнім часом при склеюванні стільникових конструкцій все
частіше застосовують адгезійні грунти, які не тільки захищають підготовлену до
склеювання поверхню, але і сприяють поліпшенню змочуваності та розтікання клею,
захищають поверхню від корозії, оберігають склеювані поверхні від шкідливого
впливу клею (і навпаки), сприяють підвищенню еластичності клейового з'єднання,
збільшенню надійності та експлуатаційної стійкості клейових з'єднань та ін.
Фірма «Hezcell» (США) розробила і застосовує при виготовленні
стільникових конструкцій новий прогресивний спосіб склейванія, що полягає в
нанесенні рідкого клею на торці з'єднання стільникового заповнювача з обшивкою.
При цьому утворюються так звані припливи (Рис. 1.3), що забезпечують міцне
з'єднання. Крім того, значно знижується витрата клею, а отже, і маса
конструкції.
Рисунок 1.3. - Приливи клею. 1 - стінка стільникового
наповнювача; 2 - прилив клею; 3 - облицювальній шар.
Фірмою «Boeing» (США) розроблено комбінований метод
виготовлення стільникових панелей, який полягає в поєднанні пайки срібним припоєм
і склеювання нержавіючих сталей типу РН-15-7Мо і 17-ПН керамічним клеєм. Листи
сталі знежирюють в парах трихлоретилену і промивають у лужному розчині.
Керамічний клей наносять на сполучаються поверхні методом розпилення; товщина
клейової плівки у висушеному стані становить 0,25-0,125 мм. Сушіння проводять
при 25-90°С.
Керамічний клей на основі скла з боросилікату барію може бути
використаний для склеювання сталевих тришарових конструкцій, що працюють при
температурах до 538°С. Плоскі тришарові панелі склеюють так званим статичним
методом. Пакет, що складається з обшивок і заповнювача, прикріплюють
затискачами до форми, покривають гумовим чохлом, створюють вакуум і роблять
запресовування при нагріванні і під тиском відповідно до режиму затвердіння використовуваного
клею. Деталі круглого перерізу склеюють в спеціальному циліндричному обертовому
пристосуванні .
Для виготовлення панелей стільникової конструкції
застосовується також метод склеювання за допомогою металевих кульок. На
склеювану панель насипають дрібні алюмінієві кульки (діаметром 6,35 мм) і
створюють тиск. Перевага цього методу - значне зменшення числа непроклею в
з'єднанні.
Відомі стільникові заповнювачі з шестикутними комірками,
розташованими в шаховому порядку, які придатні для виготовлення деталей
складного профілю, а також з гофровим заповнювачем. У деяких випадках для
підвищення опору зрізу в стільникові заповнювачі вводять підсилювальні
прокладки у вигляді смужок фольги (Рис. 1.1,б). Це підвищує міцність
заповнювача приблизно на 100 %.
Розроблено тришарові стільникові металеві конструкції, які
можуть працювати при температурах до 260°С, зокрема конструкції з титанових
сплавів, склеєні синтетичними клеями. Найбільш придатними виявилися клеї на
основі феноло-формальдегідної смоли і нітрильного каучуку і на основі
епоксидно-фенольних смол.
Для виготовлення тришарових конструкцій зазвичай застосовують
алюмінієві сплави. Дуже перспективні конструкції зі стільниковим заповнювачем з
нержавіючої сталі і обшивкою з титану.
Стільникові наповнювачі отримують також з бавовняної або
скляної тканини. Методи отримання наступні:
· Профілювання листів тканини,
просочених сполучником, з подальшим склеюванням з них блоків ;
· Профілювання листів непросоченої
тканини, склеювання з них блоків з подальшим просоченням сполучною рідиною;
розтягнення пакетів стільникових заповнювачів. Стільникові наповнювачі з
неметалічних матеріалів застосовують у поєднанні з обшивками з склопластиків,
дуралюмина , фанери і т. д. Стільникові наповнювачі з паперу виготовляють просоченням
спеціальних сортів паперу (наприклад, IP-63) карбамідними клейкими смолами,
наприклад смолою МФ-17, або з крафт-паперу марки КР з просоченням паперовим
лаком. В якості в'яжучих при виробництві паперових стільникових заповнювачів
застосовують карбамідні смоли, а також полівініл ацетатну емульсію і композиції
на основі фенолоформальдегідних і епоксидних смол. На міцність і гадану
щільність стільникового заповнювача з паперу ІП-63 впливають розміри комірок і
тип сполучної речовини. Стільникові паперові заповнювачі володіють високими
показниками теплоізоляційних властивостей.
Виготовляється стільниковий заповнювач, що складається з
великого числа синусоїдальних стрічок, що склеюються в місцях дотику. Кожна
стрічка складається з безлічі інших, що представляють собою шари
односпрямованих пасом. Міцність - заповнювача на 40 % вище міцності звичайних
неметалічних стільникових заповнювачів.
Запропонована тришарова конструкція, придатна для підлог,
перегородок і стінок, що складається з двох алюмінієвих обшивок з заповнювачем
зі спіненого полівінілхлориду, армованого скляним волокном. Відомі стільникові
заповнювачі, що мають у перетині форму шестикутників, склеєних
карбамідо-смолами формальдегідів в місцях контакту. Їх отримують з скляних
полотен, просочених сполучною рідиною на основі полівінілацетату.
Такі конструкції дали змогу поліпшити виготовленялегких та
порівняно міцних конструкцій і тому широко застосовуються у відповідальних
агрегатах літальних апаратів всіх основних класів: пасажирських і військових
літаках, вертольотах, двигунах літальних апаратів, ракетах-носіях і космічних
апаратах. Так як стільникова структура в процесі виготовлення може приймати
форму «шаблону» то з неї легко виготовляти різні криволінійні деталі і вузли:
обтічники ракетоносіїв, обшивку реактивних двигунів, корпуси водного транспорту
і т. д.
Перша сендвіч панель була використана в будівництві за
проектом «Unsonian», в тридцятому році двадцятого століття, американським
інженером Франком Ллойдом Райт. Сендвіч панелі того часу володіли великою
кількістю недоліків, вони були винайдені лише для того щоб прискорити і
полегшити працю будівельників при зведенні будівель. Тільки з причини того що
монтаж сендвіч панелей виявився особливо легким почалося удосконалення цього
матеріалу . Рівно через двадцять років, в 1950 році, генеральний директор
підприємства «Dow Chemical» винаходить абсолютно нову панель типу сендвіч, яка
складалася з трьох шарів. Цей матеріал володів величезною кількістю позитивних
якостей, тому дуже швидко став популярний. У 1959 році почалося масове
виробництво сендвіч панелей. Його почала компанія «Koppers» , яка
перекваліфікувала своє підприємство з виготовлення автомобілів на виробництво
будівельних матеріалів.

Рисунок 1.4. - Алюмінієвий стільниковий заповнювач
Алюмінієвий стільниковий заповнювач - конструкційний матеріал
виготовляється з алюмінієвої фольги марок АМг2 -Н, 5052, 5056, А5Т, 3003
товщиною 0.006-0.20мм. Форма осередку - шестигранник, що забезпечує задані
фізико - механічні характеристики .
Основні особливості: висока питома міцність і жорсткість;
висока теплопровідність і опір втоми; хороші антивібраційні характеристики;
негорючість; збереження властивостей при підвищеній температурі; можливість
обробки складних поверхонь.
Застосовується як стільниковий заповнювач при виробництві
тришарових конструкцій наступного призначення: авіація (панелі підлоги,
інтер'єру, інтерцептори, тримери, сервокомпенсатор, елерони, стулки шасі і
вантажних люків, носові обтічники, панелі хвостовій частині крила; ракето
космічна техніка (обичайки головних обтічників, проставки, гаргроти, обтічники
порохових ракетних двигунів, каркаси сонячних батарей, панелі негерметичних
корпусів космічних апаратів, антенні дзеркала зв'язкових супутників, панелі з тепловими
трубами, силова конструкція модулів корисного навантаження); транспорт
(залізничний, автомобільний, суднобудування); будівництво.

Рисунок 1.5. - Вуглепластиковий стільниковий заповнювач
Композиційні матеріали на основі вуглецевих волокон поряд із
застосуванням їх в авіаційній техніці ефективно використовуються в конструкціях
космічних літальних апаратів. Це обумовлено тим , що вони мають порівняно
низькою щільністю.
Використання вуглепластиків в штучних супутниках обумовлено
не тільки їх низькою щільністю , але і ще однією важливою причиною. Справа в
тому, що будь-яка конструкція в космосі, природно, знаходиться у вакуумі. Тому
сторона конструкції , звернена до Сонця, нагрівається до температури >100
°С, а протилежна сторона охолоджується до температури нижче -200°С. В таких
умовах потрібно враховувати теплову деформацію матеріалів. У напрямку армуючих
волокон вуглепластики мають негативне значення коефіцієнта теплового розширення
[(-1...-2)•10~7/К], і при раціональному проектуванні конструкції можна
домогтися того, щоб коефіцієнт теплового розширення її матеріалу був близький
до нуля. Висока роздільна здатність космічного супутника - телескопа обумовлена
головним чином саме цим. Коефіцієнт теплового розширення матеріалу, з якого
виготовлені елементи його конструкції, лежить в інтервалі ±0,18•10~6/К.

Рисунок 1.6. - Паперовий стільниковий заповнювач
Завдяки унікальним властивостям області застосування
паперових стільникових заповнювачів ( БСЗ ) постійно розширюються і в справжні
час вони широко використовуються в будівництві, виробництві меблів,
спортінвентарю, в упаковці і тарі, для інтер'єру і силових конструкцій
транспортних засобів.
Переваги перед традиційними матеріалами : низька ціна; висока
питома міцність і жорсткість; простота технологічного процесу виготовлення, що
не вимагає додаткової обробки перед застосуванням; легкість - меншу вагу
виробів при забезпеченні високих характеристик міцності; краща тепло- і
звукоізоляція; забезпечує рівномірне прилягання обшивок ; транспортування і
зберігання в стислому стані дозволяє економити на транспортних витратах і
мінімізувати площа складських приміщень; екологічна чистота продукції;
безпроблемна утилізація .
Області застосування: в упаковці, у виробництві, в декорі, у
виробництві дверей .

Рисунок 1.7. - Полімерний стільниковий заповнювач
Стільниковий заповнювач з полімерного паперу
(полімерсотопласт, ПСП- 1) виготовляється з високотемпературостійкого
волокнистого арамідного паперу, просоченого термореактивними сполучннями.
Поєднання арамідного паперу і термореактивного сполучного надає високу
міцність, жорсткість і хімічну стійкість. Основні особливості: висока механічна
міцність при низькій щільності; висока стійкість до ударних навантажень; висока
втомна міцність і вібростійкість; стійкість до корозії і цвілі; не підтримує
горіння, самозатухає у вогні; низьке димовиділення при горінні; оптимальні
діелектричні властивості; прозорий для радіохвиль і радарного випромінювання;
зберігає експлуатаційні властивості без необоротних деформацій при
перевантаженнях в локальних ділянках .
Низька вага в поєднанні з хорошою стійкістю і міцністю до дії
навколишнього середовища зумовили широке застосування ПСП- 1 в тришарових
конструкціях наступного призначення: авіація (головні обтічники, інтер'єр
літака, панелі підлоги, перегородки, полиці) ; ракето -космічна техніка (під
обтічний простір, теплошумоізоляція); водний транспорт (корпуси гоночних яхт,
катерів, обробка інтер'єру); наземний транспорт (гоночні автомобілі, кабіни
кузовів автомобілів, підлоги облицювання стін і стель); спортивне обладнання (
дошки для віндсерфінгу, гірські лижі )
.2 Методи одержання стільникових наповнювачів та
панелей
Поряд з великою номенклатурою видів і матеріалів для
стільникових панелей та структур є також декілька методів виготовлення
стільникових панелей.
Одним з методів є безперервне виготовлення стільникового
наповнювача з листового матеріалу (Рис. 1.8).
Рисунок 1.8. - Принципова схема виготовлення стільникового
наповнювача з листового матеріалу.
Технологічний процес ведуть постадійно на одному або
декількох паралельних потоках з подальшим переходом в один, основний, з відповідним
числом листів матеріалу в рулонах, тип і початкова ширина яких залежать від їх
передбачуваного місця розташування в поперечному перерізі, форми і розмірів
готового виробу, матеріал(и) розмотують тягнучими валками, обрізають кромки і
подають до місця стикування, де жорстко з'єднують початок подальшого рулону з
кінцем попереднього, чим забезпечують безперервність процесу, швидкість подачі
матеріалу(ів) погоджують зі швидкостями наступних технологічних операцій, при
цьому в одному з листів пробивають або просікають ряди довгастих наскрізних
отворів майже без утворення відходів і паралельно поздовжньої або поперечної
осі листа, причому отвори кожного непарного і парного рядів розташовують у
створах свого ряду. Потім цей лист гофрують або профелюють шляхом вигину в
смуги рядів отворів у багатохвильову зигзагоподібну заготовку, яку складають і
щонайменше однією з сторін жорстко з'єднують в межах середніх ділянок
поздовжніх країв отворів або примикаючи до них граней, що належать суміжним
гофрам, в багатошаровий і в багатозв'язний блок, який розсовують розтягуванням
на площині або на оправці і фіксують форму утвореної стільникової структури,
геометричні параметри якої залежать від протяжності довгастих отворів і
проміжків, залишених між ними, від зв'язності гофр з різних сторін блоку і від
ступеня розсувки, а також від форми і від співвідношення розмірів ділянок
взаємного з'єднання суміжних граней гофр і охоплюють весь діапазон значень
гаусових кривизн, а матеріал(и) паралельних потоків залишають плоскими, профилируют
або обробляють описаним вище способом і подають в основний потік під кутом,
після чого структуру рулонують на приймальному барабані (оправці), розрізають
на частини необхідної довжини або попередньо жорстко об'єднують відповідними
сторонами з матеріалом(ами) , що надходять з паралельних потоків, і утворюють
різноманітні складові конструкції.
В залежності від матеріалу стільникового наповнювача
нанесення клеєної основи заміняють зварюванням або пропаюванням. Також перед
фінішною операцією заповнювачу можна надати форму наприклад дуги циліндра,
фрагменту конуса або півкулі.
Рисунок 1.9. - Надання стільниковому наповнювачу циліндричної
форми перед фінішною операцією
Інший метод полягає в склеюванні вже профільованих шарів
заповнювача (Рис 1.10.).
Рисунок 1.10. - Стільниковий блок після склеювання
профільованих шарів.
Процес починається з нарізування полотна матеріалу на мірні
плоскі заготовки, також нарізають стрічки, ширина яких дорівнює ширині грані
комірки стільникового заповнювача і нероз'ємно з'єднують з полотном матеріалу,
розташовуючи їх по всій його ширині з кроком, рівним ширині суміжних граней
осередків стільникового заповнювача, по крайках стрічок полотно матеріалу
перфорирують отворами або виконують поглиблення у вигляді борозни, полотно зі
стрічками нарізають на мірні листи необхідних розмірів, після чого листи
профілюють за формою комірок, для цього згинають по попередньо виконаним
заглибиням або отворам так, щоб утворилися гофри за формою комірок або частини
комірок з вершинами одинарної товщини і утвореними прикріпленими стрічками
бічними сторонами подвійний товщини, по вершинах отриманих гофрів профільовані
листи з'єднують один з одним до отримання стільникового блоку заданих розмірів.
Принципова схема поцесу показана на Рис. 1.11.

Рисунок 1.11. Схема отримання стільникових заповнювачів
методом склеювання ве гофрованих шарів.
1.3 Обладнання для виготовлення стільникових наповнювачів
та панелей
Для виробництва стільникових наповнювачів використовують
спеціальне обладнання, воно представляє з себе верстат автомат який є
своєрідною лінією з певними пристроями для виробництва заповнювача.

Рисунок 1.12. - Верстат автомат для виготовлення пакетів
стільникових заповнювачів АСП-1000
Автомат для виготовлення пакетів стільникових заповнювачів
АСП-1000 (Рис. 1.12) призначений для виготовлення пакетів клеєних стільникових
заповнювачів з фольги та алюмінієвих сплавів шляхом нанесення клейових смуг.
Технічні характеристики Автомат для виготовлення пакетів
стільникових заповнювачів АСП-1000:
· Розміри пакета, що виготовляється
(мм):
Ширина: 990 ± 0,15;
Висота: 400;
· Найбільша кількість аркушів у пакеті
(шт): 150;
· Матеріал для виготовлення пакета
(марка фольги): АМГ-2Н;
· Товщина фольги, (мм): 0,03;
· Ширина фольги, (мм): 1000;
· Швидкість переміщення фольги, (м /
хв): 1,5 - 3;
· Споживана потужність, (кВт): 4,9;
· Габарити ДхШхВ, (мм):
12500х4090х2100;
· Маса, (кг): 24000.
Автоматична машина для виготовлення стільникового заповнювача
з картону (Рис. 1.13) призначена для виробництва наповнювача для меблевої
промисловості .

Рисунок 1.13. - Автоматична машина для виготовлення
стільникового заповнювача.
· Довжина: 3,85 м Ширина: 2 м Висота:
1,35 м
· Максимальна ширина стільникового
наповнювача: 1600 мм
· Товщина стільникового наповнювача:
10-160 мм
· Швидкість виробництва: 0-6 м / хв
· Автоматичний ПІД-регулятор
температури
· ПЛК-інтерфейс для контролю різання
· Потужність: нагрівання: 18 КВт,
гаряча ізоляція: 9 КВт
· Тиск повітря (для різання
стільникового наповнювача): 4-6 кг/см3
· Спосіб подання: редукторний двигун +
перетворювач частот
· Два боксу для нагріву і формовки
Для виробництва полімерного стільникового наповнювача
використовують також установки для просочення тканих матеріалів.

Рисунок 1.14. - Установка для просочення тканин УПСТ-1000М.
Установка для просочення тканин УПСТ-1000М (Рис. 1.14)
призначена для просочення розчинами смол і сушки стеклотканей, вуглецевих та
інших видів тканин. На установці виконується комплекс операцій, що включає:
· З'єднання кінців непросочених тканин;
· Просочення тканин;
· Підсушування тканин (видалення вологи
і заоливлювача);
· Сушка тканин (випаровування
розчинника з сполучного);
· Намотка просоченої тканини і
роздільної плівки на котушку приймального пристрою.
Технічні характеристики Установка для просочення тканин УПСТ
- 1000М:
· Ширина тканини , (мм ): до 1000 ;
· Зовнішній діаметр рулону , (мм ): до
400 ;
· Швидкість руху тканини , (м / хв):
Від 0,3 До 2 ;
· Хід тканини в сушильній камері , ( м)
: 12,8 ;
· Потужність нагрівачів каналу
підсушування , (кВт): 29 ;
· Потужність нагрівачів каналу сушки ,
(кВт): 81 ;
· Температура обігріваються контейнерів
, ( º С): до 240 ;
· Ємність ванни просочуючого пристрою ,
(л ): 10;
· Ємність накопичувача тканини , ( м) :
4 ;
· Ємність підживлюючого бака , ( л): 5
;
· Продуктивність кожної з ежекторних
вентиляційних систем , (м3/год ): не менше 600 ;
· Сумарна потужність нагрівачів ,
(кВт): 110 ;
· Температура сполучного , ( º С): 20 ± 3 ;
· Температура плити механізму з'єднання
тканини , ( º С): 250 ± 50
· Габарити ДхШхВ , (мм): 7200х5250х8740
;
· Маса , (кг): 7120 .
При виготовленні стільникових панелей з поздовжнім
розташуванням стільників можна використати Намотувальний верстат НЛ 0,5-6 (Рис.
1.15)

Рисунок 1.15. - Намотувальний верстат НЛ 0,5-6 для
виготовлення методом намотування довгомірних деталей
Намотувальний верстат НЛ 0,5-6 призначений для виготовлення
методом намотування довгомірних деталей з композиційних матеріалів типу
лонжеронів лопатей несучого і хвостового гвинта вертольотів.
Технічні харакатерістікі Намотувальний верстат НЛ 0,5-6:
· Найбільший діаметр описаного навколо
вироби окружності, (мм): 500;
· Найбільша довжина виробу з
технологічними законцовками, (мм): 6500;
· Найбільша маса виробу, (кг): 100;
· Найбільша ширина намотуваним стрічки,
(мм): 10;
· Найбільша частота обертання, (об /
хв):
Намотувальними пристрої: 20;
Відправки: 20;
· Кількість керованих координат: 3;
· Кількість одночасно працюючих
розкладчика, (шт): 4;
· Установча потужність верстата, (кВт):
24;
· Габарити ДхШхВ, (мм):
10500х2100х2300;
· Маса, (кг): 8500.
1.4 Аналіз існуючих технологічних переходів при
виготовлення стільникових панелей
Розглянемо отримування гофронабору з алюмінієвого наповнювача
стільникової конструкції (Рис. 1.16). Цей процес є складною високотехнологічною
операцією, удосконалення якої дозволить знизити ймовірність виникнення браку,
підвищити якість стільникового наповнювача, виключити матеріальні втрати при
склеюванні стільникової панелі.
Гофронабір отримують при виконані наступних технологічних
операції:
)Розкочування фольги з рулону та її обезжирення;
)Просушка фольги;
)Правка поверхні фольги;
)Нанесення клейових стрічок на поверхню фольги;
)Просушка (полімеризація) клею до вимагаємої консистенції;
) Скатка фольги в рулон;
)Розкочування з рулону та правка;
)Отримування отворів (механічним індентором);
)Правка зони обробки валками (вирівнювання кромок);
)Складання в набір;
)Деформування набору і сушка клею;
)Механічна обробка гофронабору

Рисунок 1.16. Алюмінієвий стільниковий наповнювач теплової
панелі обшивки КА.
Технологічними умовами при виконані операції отримання
отворів є: необхідність забезпечення точності лінійних розмірів, точність виконання
отворів заданого діаметру, забезпечення мінімальної товщини деструктивного
шару, забезпечення мінімальної зони ушкодження фольги в місці отримання отвору.
Для наповнювачів стільникових панелей відповідно забезпечується точність
лінійних розмірів, точність виконання отворів на початку рулону, і при його
повному розкачуванні відповідно.
2. АНАЛІЗ ФОГРМУВАННЯ ОТВОРІВ МАЛОГО ДІАМЕТРА
2.1 Формування отворів малого діаметру різними
методами
Для оцінювання можливості використання фізико-технічних
методів обробки як альтернативних механічному проколюванню були вивчені
геометричні параметри отворів, що отримуються різними методами обробки (також і
проколювання фольги масивом інденторів, встановлених на барабан, в м’яку
основу).
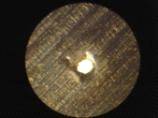
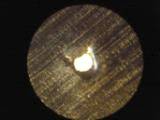
З цією митою були виконані мікроскопічні дослідження 100
отворів, по 10 отворів за шириною полоси в 10 випадкових рядах. Фрагменти
листів, що досліджувалися показані на рисунку 2.1.
Було встановлено, що умовно отвори можна поділити на 3
категорії: з повною просічкою, з видимими дефектами вигляді розшарування
стружки, а також з практично закритим отвором.
При цьому всі виконані отвори мали гострі рвані краї, в якіх
розриви на периферії є концентраторами напруження. По об’єму виборки
максимальна кількість отворів (більше 45%) з гострими кромками, що можна
пояснити зношуванням як самих інденторів так і м’якої основи. Кількість
неповністю отриманих отворів (3 типа) не перевищує 10%. Очевидно такі отвори є
різновидом отворів 2 типа, але зі значно більшою стружкою. Що розташовується в
середені отвору.

Рисунок 2.1. Фрагмент алюмінієвого стільникового наповнювача
з виконаними отворами.
При вимірювані усереднених (описаних обвідної колом)
діаметрів Dmin и Dmax було встановлено, що отвори мають суттєве розсіювання в
середньому 0,013 - 0,08 мм і виражене відхилення від круглості.
Кращім є результат при досліджені якості і стабільності
отворів, отриманих лазерним прошиванням. При тривалості імпульсу в 10-30 мс і
питомій потужності в 200Вт отвори на віть на фользі товщиною в 0,3 мм мали
задовільну конфігурацію. Зона термічного впливу була великою та становила до
0,6-0,7 мм. було також встановлено, що деякі отвори на зразку, що досліджувався
(до 5-7%) не отримали, замість отворі спостерігалася термічна каверна. При
цьому на деяких зразках каверна з валком розплавки могла перевищувати розміри
отвору, становить 0, - 0,3мм.
Таблиця 2.1. Порівняння геометрії та зовнішнього виду
отворів, що отримуються різними методами
|
Вибірка зразків
типу 1
|
Вибірка зразків
типу 2
|
Вибірка зразків
типу 3
|
|
Механічне
прошивання (мех.. індентор, діаметри 0,32мм)
|
 Dmin=0,08 мм, Dmax=0,12
мм, Особливість - наявність гострих кромок концентраторів напружень Dmin=0,08 мм, Dmax=0,12
мм, Особливість - наявність гострих кромок концентраторів напружень
|
 Dmin=0,05 мм, Dmax=0,11 мм,
Особливість - наявність гострих
кромок концентраторів напружень, а також фрагментів фольги в отворі Dmin=0,05 мм, Dmax=0,11 мм,
Особливість - наявність гострих
кромок концентраторів напружень, а також фрагментів фольги в отворі
|
 Dmin=0,06 мм, Dmax=0,94 мм,
Особливість - зламаний індентор,
який привів до відсутності повної просічкі отвору Dmin=0,06 мм, Dmax=0,94 мм,
Особливість - зламаний індентор,
який привів до відсутності повної просічкі отвору
|
|
Лазерне прошивання
(частота 150 Гц, диам. плями в фокусі 0,06 мм, оріент. перетяжка каустікі -
0,08 мм)
|
 Dmin=003 мм, Dmax=0,09 мм, Криволінійне Dmin=003 мм, Dmax=0,09 мм, Криволінійне
|
 Dmin=0,04 мм, Dmax=0,1 мм, криволінійне, з каверной Dmin=0,04 мм, Dmax=0,1 мм, криволінійне, з каверной
|
 Dmin=0,03 мм, Dmax=005 мм,
Каверна без наскрізного отвору Dmin=0,03 мм, Dmax=005 мм,
Каверна без наскрізного отвору
|
|
Електроіскрове прошивання (голказ
радіусом 0,04 мм, матеріал - графіт,
ток I=50 А, U=36 В)
|
 Dmin=0,05
мм Dmax =0,1 мм Оплавлення, порушення форми, сутєве відхилення
від круглості. Dmin=0,05
мм Dmax =0,1 мм Оплавлення, порушення форми, сутєве відхилення
від круглості.
|
 
|
 Dmin=0,03 мм Dmax =0,12 мм
Оплавлення, форма більш правильна, вимагає застосування вольфрамових
електродів і оптимізації міжелектродного зазору Dmin=0,03 мм Dmax =0,12 мм
Оплавлення, форма більш правильна, вимагає застосування вольфрамових
електродів і оптимізації міжелектродного зазору
|
Електроіскровий спосіб менш енергозатратний але всі
проаналізовані отвори мали значний розкид в діаметрі (Dmin=0,012 мм при Dmax
=0,085 мм), а також форму із значною кількістю поверхневих дефектів, головним з
яких є оплавлення та потемніння поверхні фольги зі сторони електрода. В тої же
час зміна між електродного зазору привела до значного покращення отворів і
стабілізації його розмірів. Прошиваня проходило при силі струму 40 - 60А,
зазорі 0,5 … 0,76мм графітним електродом з радіусом при вершині 0,04 мм. Було
встановлено, що останній спосіб, не дивлячись на значно менші енергозатрати, не
дозволяє отримати отвори правильної форми.
2.2 Обговорення отриманих результатів
Ознайомившись з принципами виготовлення стільникових панелей
та наповнювачів були виявлені переваги та недоліки різних способів перфорування
отворів у стільникових комірках. Щоб знизити кількість браку готової продукції
можна розробити пристрій який буде перфорувати отвори у вже готовому
стільниковому наповнювачу. У такому випадку виключається можливі заклеювання чи
перекривання отворів у сусідніх комірках.
Спираючись на проведені експерименти та проаналізувавши
отримувані отвори зроблено такий висновок: Всі отвори, що підлягали аналізу,
незалежно від того яким способом отримані, мають сутьтєві відхилення від
правильної геометричної форми, розкидані геометричні параметри і якість кромки.
Найбільш стабільними по якості є отвори, отримані лазером, хоча теплова дія
веде до нагріву заготовки та можливо матиме вплив на якість клейової полоси.
Робота на лазері ЛСК-400-5 зNe:Yag твердосплавним лазером з середньою
потужністю імпульсу в 200Вт дає також деякі короблення заготовки.
Отвори. Що отримуються механічним способом, мають зони
концентрації напруження, які мають суттєвий вплив на фізико-механічні
властивості матеріалу, а також зони незворотних пластичних деформацій, що
призводить до короблення фольги і використання додаткової операцій
«прикатування» гострих кромок отвору.
Використання електроіскрового методу дає також цікаві
результати, оскільки може бути реалізована на модульних конструкціях машин
плотерного типу при заміні друкуючої головки відповідним пристроєм електричного
розрядника. Але використання графітових голок недоцільне, оскільки відбувається
зношування і зміна геометрії самого електрода, що викликає суттєве зниження
стабільності форми отвору.
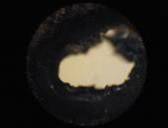
Оскільки в космічних апаратах в якості сировини для наповнювача
використовується не тільки алюмінієві сплави, а також папір просочений лаками
був розглянутий також і заповнювач з полімерного паперу
а) 
б) 
а - загальний вигляд; б - отримані отвори
Рисунок 2.2. - Прошивання отворів у полімерному папері
Було розглянуто 30 отворів, кожен з яких також мав відхилення
від ідеальної форми. В якості інструмента використовувався індентор діаметром
0,32мм, в якості матриці парафін. Серед дефектів було відмічено розшарування
матеріалу, надриви, фрагменти паперу в отворі так само як і при отриманні
отворів у фользі. Також було проведено декілька дослідів відносно
температурного впливу на полімерний папір з метою визначення можливості
застосування лазера для прошивання отворів.
Результати виміру отриманих отворів представлені в таблиці
2.2
Таблиця 2.2 Отримані дані про еквівалентні розміри отворів
|
отвори
|
розмір отворів
|
отвори
|
розмір отворів
|
отвори
|
розмір отворів
|
|
1
|
0.32
|
11
|
0.33
|
21
|
0.31
|
|
2
|
0.33
|
12
|
0.29
|
22
|
0.33
|
|
3
|
0.32
|
13
|
0.29
|
23
|
0.32
|
|
4
|
0.34
|
14
|
0.28
|
24
|
0.32
|
|
5
|
0.29
|
15
|
0.31
|
25
|
0.32
|
|
6
|
0.30
|
16
|
0.31
|
26
|
0.34
|
|
7
|
0.36
|
17
|
0.31
|
27
|
0.29
|
|
8
|
0.33
|
18
|
0.32
|
28
|
0.28
|
|
9
|
0.33
|
19
|
0.34
|
29
|
0.31
|
|
10
|
0.30
|
20
|
0.29
|
30
|
0.33
|
На рисунку 2.3 показана крива розподілу розмірів.

Рисунок 2.3. Крива нормального розподілу розмірів отворів.
Отримані дані (Табл. 2.2) були проаналізовані за допомогою
розрахунку графіків статичного контролю в програмі STATGRAPHICS та були отримані графіки (Рис 2.4)
Таким чином, аналіз мікроскопічних дослідів процесів
отримання отворів в алюмінієвій фользі та полімерній бумазі показав, що
використання фізико технічних методів обробки дозволяє значно покращити якість
отворів, що отримуються. Також в ході дослідів по отриманню отворів малого
діаметра було помічено, що найбільш доцільним є лазерний метод отримання
отворів. Крім усього іншого, використання оптоволоконних лазерів дозволяє
отримувати не тільки отвори малого діаметру, але й виконувати їх на попередньо
зібраному стільниковому наповнювачі. При цьому сама лазерна головка
(випромінювач) повинна здійснювати ряд настановних переміщень, а використання
короткофокусної оптики (з довжиною фокусної відстані близько 5-8 мм) дозволяє
уникнути деструкції та проплавити отвори у тих стінках готової комірки, в яких
такий отвір не передбачено. Крім того, локалізація термічного навантаження
поверхні в межах декількох сотих мм дає можливість виключити інші операції фінішної
обробки отворів. Обмеженням використання короткофокусних систем виступають
геометричні параметри самої комірки стільників: при товщині наповнювача
19,0-22,5 мм розмір комірок становить 6,2-6,5 мм.

Примітка: розміри отворів на графіках показані в 0,01 мм.
Рисунок 2.4. - Отримані графіки статистичного контролю.
Для оцінки потрібної точності позиціювання робочого органу з
лазерною головкою проведено дослідження точності виготовлення гофрування
сотонаповнювача і стабільності розмірів комірок стільника в межах однієї панелі
для декількох прийнятих для аналізу зразків.
Встановлено, що в лавах елементи стільників мають відхилення
від кроку 0,18-2,4 мм, така дисперсія кроку строчки становить sрк= 0,32 мм, відхилення готової форми не
перевищують 0,95 мм, при цьому sі= 0,162 мм. Використання Nd: Yag
лазера потужністю 200 Вт, що працює з частотою імпульсів 250 Гц і застосування
оптичної системи з f = 8,0 мм дозволяє отримувати отвори в стінці комірки Ø0,05-0,1 мм та з
розташуванням їх на поверхні стінки на відстані 2,5-8,0 мм від площини
переміщення лазерної головки.
Наведені обмеження, геометричні інерційні параметри робочого
органу зумовили пошук нових технічних рішень засобів для реалізації процесу
перфорування
2.3 Розробка нового технічного пристрою для виконання
операцій перфорування стільникового наповнювача
На основі аналізу робочих переміщень, холостих і установчих
ходів, реалізованих підчас перфорування готового стільникового наповнювача
негерметичної панелі, запропоновано оригінальне пристрій, що є механізмом з
паралельними кінематичними ланцюгами, здатний з високою точністю і надійністю
виконувати робочі і установчі переміщення над стільникового панеллю,що розташована
на робочому столі (Рис. 2.5).
Чотири степені свободи (вертикальне переміщення OZ,
горизонтальне OХ, обертальні В і С виконує механізм паралельної структури;
додаткове лінійне переміщення OY здійснюється окремим приводом, пов'язаним з
робочим столом верстата. Цим вдається реалізувати компоновку XZD C0Y,
розділивши робочі рухи меж інструментом (лазерною головкою) і столом із
закріпленою на ньому оброблюваною заготовкою - стільниковим наповнювачем.
Пристрій складається із рамної несучої системи 1, на якій змонтовано
нерухомий портал 2 із шарнірно встановленими трьома штангами 3, 4 та 5 змінної
довжини, дві з яких - 3 та 4 своїми вихідними ланками шарнірно контактують із
корпусом робочого органу 6. Додатково робочий орган 6 шарнірно сполучений із
рухомою жорсткою штангою постійної довжини 7, яка утворює жорстку силову
конструкцію та у свою чергу виконана з можливістю переміщення по напрямним 8,
оснащеним додатковим приводом повздовжнього переміщення, причому штанга змінної
довжини 5 шарнірно сполучена із жорсткою штангою 7. Штанги змінної довжини 3, 4
та 5 мають окремі незалежні приводи, робота яких взаємоузгоджена та
контролюється від системи ЧПК.
Оскільки механізм для орієнтування робочого органу виконаний
за принципом створення паралельних кінематичних ланцюгів, нагальним постає
питання прогнозування точності та стабільності відтворення заданих переміщень,
які безпосередньо пов’язані із жорсткістю системи.
Для визначення параметрів жорсткості системи та досяжної
точності робочих переміщень проведено дослідження пропонованої системи в
параметрах, прийнятних із конструктивної точки зору для виконання обробки
стільникових наповнювачів розмірами 500 х 1250 мм. При цьому прийнято, що
панель розташовується впоперек станини верстата, тобто стіл повинен
забезпечувати робочий хід 1250 мм, а рух штанг у площі оброблюваного стільника
- 550 мм. Прийнята маса робочого органу становить 5 кг, опір переміщенню - до
25 Н, швидкість робочих переміщень - 50 мм/с, прискорення при русі, що
забезпечуються приводом штанг змінної довжини - до 3 м/с2.
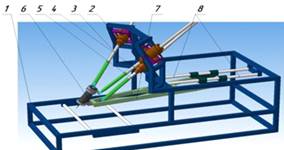
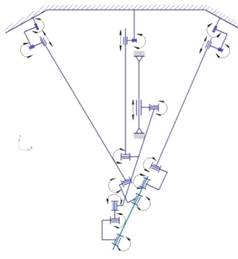
Рисунок 2.5. Створення тривимірної моделі пропонує мого
верстату і його кінематична схема.
Для проведення досліджень, насамперед, необхідно отримати
дані про рух штанг СПК при переміщенні робочого органу. Для отримання вказаних
даних необхідно розробити математичну модель, яка б дозволила, виходячи з
конструкції і положення робочого органу СПК визначати положення штанг (СПК з
постійною довжиною штанг) або їх довжину (СПК зі змінною довжиною штанг).
Для побудови кінематичних моделей механізмів з паралельною
кінематикою використовуємо векторний метод математичного моделювання для
просторових механізмів. Математичну модель розробимо для СПК трипода (Рис. 2.6)
зі штангами змінної довжини.
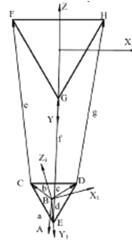
Рисунок 2.6. - Розрахункова схема трипова
На розрахунковій схемі трипода (Рис. 2.6) зображена нерухома
платформа FHG координати точок, яких
відомі, а також відома довжина FH. В даній задачі трикутники FHG і CDE рвносторонні. Координати точок F, H, G задані в головній системі координат XYZ.
Також зображена (рис. 2.6)
рухома платформа CDE . в центрі
якої вектором ВА
зображений інструмент.
Відома довжина CD, довжина вектора ВА= а, довжини векторів b, c, d і координати точки А, які задані в
головній системі координат XYZ. Відрізки CF, EG, DH є штангами змінної довжини.
Завдання розробити математичну модель, яка дозволить розраховувати
довжини штанг трипода залежно від положення робочого органу (інструменту) в
просторі.
Для спрощення обчислень довжини векторів CF=e, EG=f, DH=g на розрахунковій схемі
використовується допоміжна система координат X1Y1Z1
Обчислення довжин векторів починаємо з визначення координат
точки В щодо головної системи координат XYZ. Для цього розглянемо спочатку
розрахункову схему рухомої платформи трипода (рис. 2.7). Відомо, що a┴b, c, d, bc=cd=bd, а вектор d завжди збігається з напрямком осі Y1.
Отже, координати точки В визначаються за формулами у разі
повороту осі Y до осі X.

Рисунок 2.7. - Розрахункова схема рухомої платформи триподу.
 (2.1)
(2.1)
 (2.2)
(2.2)
 (2.3)
(2.3)
Де: XB, YB, ZB, XA, YA, ZA - координати точок В, А
ϕ - кут повороту ланки щодо
осі Y або осі X (Рис. 2.7)
Наступний етап у вирішенні цього завдання буде визначення
координат точок А1 і В1 щодо допоміжної системи координат
X1Y1Z1. Це робиться для спрощення розрахунків і в подальшому вектор
кожної ланки буде спроектувати в основній системі координат.
Координати точки А1 будуть рівні:
 (2.4)
(2.4)
Де: a - довжина вектору ВА
Координати точки В1 будуть рівні нулю так, як
точка В1 знаходиться на початку системи координат X1Y1Z1. Аналогічно визначаємо координати
точок C1, D1, E1 в системі координат X1Y1Z1.
Для того щоб перейти з однієї системи координат в іншу і
скласти векторні рівняння використовують матриці переходів. Оскільки в даній
задачі поворот рухомої платформи відбувається уздовж осі Y (Рис. 2.8) то матриця напрямних
конусів оудет мати вигляд

Рисунок 2.8. - Обертання системи координат відносно осі Y
Використовуючи вище наведену матрицю, ми визначаємо
координати точок C2. E2, D2, до зміщення системи
координат щодо осі Y.
Координати точки C2 визначаємо за формулами:



Аналогічно визначаються координати точок E2, D2. Знаючи те, що поворот рухомої
платформи здійснюється уздовж осі Y а зсув системи координат відбувається відносно точки B то необхідно знати змішання по
кожній осі. Змішання по осях X, Y, Z дорівнюватиме:

де X0, Y0, Z0 - координати змішання по осях X, Y, Z.
Для переходу між системами координат, центри яких зміщені,
використовуються формули:

Координати точок С, D, E дорівнюватимуть:



Маючи координати шарнірів F, H, G, C, D, E щодо XYZ. визначаємо довжини
векторів e, f, g за формулами:



Вирішуючи це завдання, слід враховувати обмеження, які накладаються на
роботу СПК трипода в реальних умовах.
Одним з обмежень є довжина штанги (її мінімальне та максимальне значення), оскільки їх переміщення обмежене конструкцією
самої штанги. Ще одне обмеження, яке ми вводимо і яке пов'язане з особливостями розрахунку - це можливість
повороту робочого органу одночасно щодо тільки одній осі X або Y. Також обмеженням є максимальний кут нахилу робочого органу ϕ. Крім того, значення кута нахилу
робочого органу має бути менше від кута нахилу шланг ( ) оскільки при порушенні даної умови
може відбутися зіткнення штанг з робочим органом.
) оскільки при порушенні даної умови
може відбутися зіткнення штанг з робочим органом.
Записавши рівняння, що пов’язують між собою рух елементів
важільної системи та отримавши математичний опис переміщення кінцевої ланки із
закріпленим робочим органом, визначили вплив геометричних параметрів елементів
системи на сили, що виникають у шарнірах механізму. При цьому було встановлено,
що збільшення довжини важелів (штанг) 3, 4 та 5 у межах Dl=500 мм суттєво впливає на виникаючі
в шарнірах навантаження, які для прийнятих умов зі 120Н можуть сягнути 500Н
(Рис.2.2). Оскільки геометричні параметри робочої зони безпосередньо
визначаються Dl, стає очевидним, що обмеження допустимих рівнів навантажень та,
відповідно,підвищення точності позиціонування робочого органу при обробці
стінок стільника можливе лише при відносно малих переміщеннях штанг. Зроблено
висновок, що розв’язання протиріччя між забезпеченням розмірів робочої зони в
межах 1000-1500 мм та обмеженнями поступового руху уздовж однієї з координат
можливе при поділі робочих рухів між важільною системою орієнтування робочого
органу та засобів переміщення робочого столу. Таким чином, обмеження величини переміщення
робочого органу може компенсувати додатково встановлений механізм, наприклад,
типу «лямбда» [15] (Рис. 10), який здатен забезпечувати
переміщення заготовки в межах прямокутного поля (Рис. 2.9).
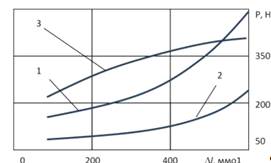
Рисунок 2.9. - Зростання навантаження в шарнірах робочого
органу при зміні довжини штанг
Де: 1, 6 - втулки ліва та права; 2 - ведуча ланка; 3 -
фіксуюча ланка; 4 - елемент кріплення заготовки; 5 - шатун; 7 - ходовий гвинт.
Рисунок 2.10. - механізм типу «лямбда», доцільний для
розширення технологічних можливостей верстату для перфорування:
Також в якості підтримуючого шарніру між жорсткою штангою та
робочим органом можна використати сферичний шарнір (Рис.11).
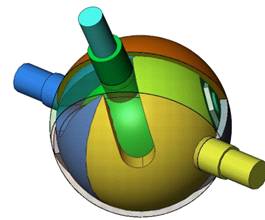
Рис 11. Загальний вигляд сферичного шарніру
Таблиця 2.3. Рухливість елементів шарніра
|
Деталь
|
Спряження
|
Відносний рух
|
|
Напівсфера з віссю
|
Напівсфера з
втулкою
|
Напівсфера з
втулкою
|
|
Ліва напівсфера
|
Ліва напівсфера
|
|
Права напівсфера
|
Права напівсфера
|
|
конічна шайбба
|
|
|
Гайка
|
|
|
Напівсфера з
втулкою
|
Напівсфера з віссю
|
Напівсфера з віссю
|
|
Ліва напівсфера
|
Ліва напівсфера
|
|
Права напівсфера
|
Права напівсфера
|
|
Верхнє напівкільце
|
Верхнє напівкільце
|
|
конічна шайбба
|
|
|
Гайка
|
|
|
Ліва напівсфера
|
Напівсфера з віссю
|
Напівсфера з віссю
|
|
Напівсфера з
втулкою
|
Напівсфера з
втулкою
|
|
Права напівсфера
|
Права напівсфера
|
|
Верхнє напівкільце
|
Верхнє напівкільце
|
|
Нижнє напівкільце
|
Нижнє напівкільце
|
|
Кришки
|
Кришки
|
|
конічна шайбба
|
конічна шайбба
|
|
Права напівсфера
|
Напівсфера з віссю
|
Напівсфера з віссю
|
|
Напівсфера з
втулкою
|
Напівсфера з
втулкою
|
|
Ліва напівсфера
|
Ліва напівсфера
|
|
Верхнє напівкільце
|
Верхнє напівкільце
|
|
Нижнє напівкільце
|
Нижнє напівкільце
|
|
Кришки
|
Кришки
|
|
конічна шайбба
|
конічна шайбба
|
Таким чином, було запропоновано новий тип технологічного
обладнання для виконання отворів у складно просторових виробах, зокрема, у
стінках стільника негерметичної панелі. Верстат складається із двох автономних
систем із паралельними кінематичними ланцюгами, спряжених як з робочим органом,
так і з оброблюваної заготовкою, одночасна робота яких дозволяє виконувати
отвори на високих робочих швидкостях із мінімальними похибками відпрацювання
переміщень, що досягається зменшенням нерівномірності статичних та динамічних
навантажень у шарнірах механізмів; виконання механізму у вигляді двох
автономних ланцюгів розширює технологічні можливості обробного обладнання та
знімає обмеження на розмір оброблюваної заготовки.
3. РОЗРАХУНОК ПРИСТРОЮ ПЕРЕМІЩЕННЯ
Оскільки запропонований пристрій використовує механічні
переміщення для позиціювання робочого органу, то його приводи підлягають
кінематичним і силовим розрахункам. Основними тяговими приводами в пристрої є
передачі гвинт - гайка.
3.1 Тяговий пристрій гвинт-гайка кочення. Характеристика
й конструктивні параметри
Тяговий пристрій гвинт-гайка кочення (кулькова гвинтова
передача) є основним типом тягового пристрою в приводі подач верстатів зі ЧПК й
лише у важких верстатах, у яких довжина ходу робочого органа перевищує 3…4 м),
використовують черв’ячно-рейкову або зубчасто-рейкову передачі.
Властивості передачі.
Передача гвинт-гайка кочення має властивості, що дозволяють
застосовувати її як у приводах подач без відліку переміщень (універсальних
верстатів, силових столів агрегатних верстатів), так і в приводах подач і
позиціонування верстатів зі ЧПК. Для передачі характерні високий коефіцієнт
корисної дії (0,8 - 0,9), невелика відмінність між силами тертя руху й спокою,
незначний вплив частоти обертання гвинта на силу тертя в механізмі, повна
відсутність осьового зазору. Недоліками є висока вартість, знижене
демпфірування, відсутність самогальмування.
Будова і розміри передачі.
Передача складається із гвинта 1 (рис. 3.1), гайки 2, кульок
3 і пристроїв для повернення кульок (на малюнку не показані). Звичайно
застосовують передачі з найбільше технологічним напівкруглим профілем
різьблення. Для зниження контактних напруг передбачають rв = rг
≈ (1,03…1,05) · r1. Попередній натяг, підвищує точність и
жорсткість передачі, створюють осьовими вставками поміж гайками, гвинтами,
спареною диференціальною гайкою.
За номінальний розмір передачі приймають діаметр d0
умовного циліндра, на якому розташовані центри кульок. Кращими значеннями
номінального кроку вважаються 2,5; 5; 10; 20 мм.
Розміри стандартних гвинтів передачі гвинт-гайка кочення
наведені в табл. 2.1. Прийняті позначення: d0 −
номінальний діаметр; р − номінальний крок; d1 і l1
− діаметр і довжина шийки гвинта для квадрата під ключ; d2 і
l2 − діаметр і довжина шийки під муфту, що компенсує;
d3 і l3 − діаметр і довжина шийки під
регулювальну гайку; d4, d7 і l4,
l7 − діаметри й довжини опорних шийок гвинта;
d5 і l5 − діаметр і довжина шийки
гвинта; d6 і l6 − діаметр і довжина
шийки гвинта під проміжний елемент. Стандартна конструкція гвинта дозволяє
застосовувати роликові комбіновані підшипники, приводні елементи із кріпленням
затяжною конічною втулкою або затяжними кільцями, вимірювальний перетворювач
зворотного зв'язка, упори, установлювані на проміжному елементі. Довжина
різьблення гвинта:
 ,(3.1)
,(3.1)

де: lн − переміщення виконавчого
органа верстата; lк − довжина корпуса гайки; lу
− ширина ущільнення кулько-гвинтового механізму; lп −
довжина перебігу; lн − довжина неробочої частини
гвинта.
Рисунок 3.1 - Схема передачі гвинт-гайка кочення
Гвинти діаметром до 50 мм виготовляють зі сталі ХВГ і
піддають об'ємному загартуванню до нарізування різьби. Гвинти діаметром до 100
мм і довжиною до 5000 мм в умовах крупносерійного й централізованого
виробництва виготовляють зі сталі 8ХФ. Їх рекомендується гартувати з
індукційним нагріванням у кільцевому індукторі. Гвинти із кроком різьби 5 мм
або 10, 12, 20 мм, але довжиною 1500 мм доцільно гартувати до нарізування
різьби, а гвинти із кроком 10, 12, 20 мм і з різьбовою ділянкою довжиною до
1000 мм − після нарізування різьби. У другому випадку передбачається
корекція профілю різьби, що враховує зміну її кроку в результаті загартування.
На гвинтах довжиною до 3000 мм із кроком 20 мм проводиться контурне
загартування робочого профілю з нагріванням ТВЧ. Гвинти класу точності П
діаметром понад 80 мм, довжиною до 4000 мм рекомендується виготовляти зі сталі
20ХЗМВФ і піддавати азотуванню після попереднього поліпшення. Різьблення таких
гвинтів повинно мати скоректований крок для компенсації поздовжньої деформації,
яка виникає у результаті азотування.
Гайки рекомендується виготовляти зі сталі ШХ15СГ.
Допускається застосовувати сталі 9ХС і 7ХГ2ВМ зі зміцненням об'ємним
загартуванням, а також сталі 25ХГТ і 12ХНЗА зі зміцненням цементацією й
наступним об'ємним загартуванням.
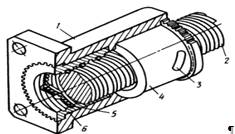
Рисунок 3.2 - Передача із двома гайками, оснащеними
зубчастими вінцями
Передача із двома гайками, оснащеними зубчастими вінцями. У
кульково-гвинтовий механізм входять гвинт 2 (рис. 3.2), дві гайки 4
і 6, комплект кульок 5, корпус 1.
Пристрій для повернення кульок 3 виконаний у вигляді
вкладишів, вставлених у три вікна кожної гайки. Вкладиші з'єднують два сусідні
витки гвинтової канавки, зміщені один до одного в осьовому напрямку на один її
крок і розділяють кульки в кожній гайці на три циркулюючі групи. Для тонкого
регулювання натягу гайки оснащенні зубчастими вінцями на фланцях, які входять у
внутрішні зубчасті вінці корпуса. На одному фланці число зубів на одиницю
більше, ніж на іншому. Якщо вінці обох фланців вивести з корпуса, повернути
гайки в одну сторону на однакове число зубів (на нерівні кути) і знову з'єднати
зубчасті вінці, можна, завдяки невеликому осьовому зближенню профілів
різьблення гайок, створити заданий натяг.
У цьому механізмі, як і в інших з поверненням кульок через
вкладиші, робоче число кульок в одному витку:

розрахункове число кульок в одному витку:

де: kz = 0,7…0,8 − коефіцієнт, що
враховує погрішності виготовлення різьблення гвинтового механізму.
Застосовують корпуси гайок двох форм: циліндричної із фланцем
і призматичної з бічною стикувальною площиною. Посадочний отвір для корпусів
циліндричної форми виготовляється по Н6. Розмір від осі гвинта до
притискної площини корпуса призматичної форми має відхилення H7.
Передача з однобічним регулюванням натягу.
Кульково-гвинтовий механізм із однобічним регулюванням натягу
(рис. 3.3) зручний в експлуатації. До його складу входять кільце 6
і стопорні елементи 5 і 7. На внутрішній і зовнішній циліндричних
поверхнях кільця нарізані рівно-розміщені вилучення. У корпусі 4 гайка
2 застопорена штифтом 1, а гайку 3 при регулюванні повертають
на малий кут за допомогою регулювального механізму. Для цього в неї
запресований стопорний елемент 5, що входить у контакт із одним із
внутрішніх вилучень на кільці 6. Інший стопорний елемент 7
вставлений в отвір корпуса 4 і входить у контакт із одним із зовнішніх
вилучень на цьому кільці. При регулюванні натягу стопорний елемент 7
виводиться з контакту з кільцем 6, гайка 3 повертається, а потім
стопорний елемент 7 уводиться в сусіднє або більш вилучене вилучення.
Рисунок 3.3 − Передача із двома гайками з викружками
Передача із двома гайками по DIN 69051.
До складу передачі (рис. 3.4) входять гайки 1 і 4
із вкладишами 2 для відводу кульок і щітки 5 для очищення
ходового гвинта. Для регулювання натягу одну гайку повертають відносно іншої й
фіксують за допомогою упору 3, оснащеним зубцями, як і гайка 4.
Мастильний матеріал підводить до отвору А.
Способи змащування кульково-гвинтового механізму й захисту
його від забруднень.
Для змащування кульково-гвинтового механізму застосовують
рідкий або пластичний мастильний матеріал. Масло типу індустріального підводять
до корпуса в якому установлені гайки. Використовується змащування наступних
видів: краплинне, порціонне, циркуляційне, масляним туманом. Пластичний
мастильний матеріал типу солідолу застосовується, коли при використанні рідкого
мастильного матеріалу виникають ускладнення, і у невеликому обсязі його
закладають у гвинтові канавки гайки. Ефективні масла із протизадирними
присадками, особливо у зв'язку з тим, що в каналах повернення має місце тертя
ковзання.
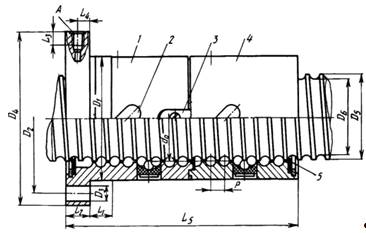
Рисунок 3.4 − Передача із двома гайками по DIN 69051
Для запобігання забруднення гвинтів застосовують захисні
пристрої в сукупності із пристроями ущільнення й очищення. Захисні телескопічні
трубки з ущільненнями, маючи значні габарити, можуть бути використані тільки
при збільшенні довжини гвинта. Гармонікоподібні кожухи добре захищають гвинт і
не займають багато місця. Короткі гвинти можуть бути захищені сталевими
стрічками, згорнутими в спіраль.
Добре очищає гвинт, що охоплює його фетрова або повстяна
втулка з різьбленням на внутрішній поверхні (рис. 3.5 а),
однак, при зношуванні вона гірше виконує свої функції. При використанні втулки
з нейлону виникає менша сила тертя в контакті із гвинтом і втулка менше
шаржирується твердими частками.
Шкребки-щітки, призначені для очищення гвинта (рис. 3.5 б,
в), слід встановлювати так, щоб їх можна було заміняти без
розбирання вузла в цілому.
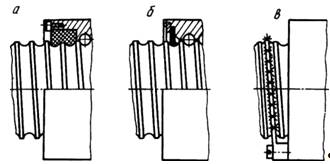
Рисунок 3.5 − Пристрої для запобігання забруднення
кульково-гвинтового механізму
Різьбові кільця із синтетичного матеріалу, жорстко з'єднані з
гайкою, ущільнюють кульково-гвинтовий механізм з протилежних торців і добре
очищають гвинт, однак ці властивості погіршуються при зношуванні кілець. У
пристрої, зображеному на рис. 3.6 а, у кожного торця гайки поміщено по
два кільця (рис. 3.6 б, в), виготовлених із фторопласта, які
мають на внутрішній поверхні гвинтовий профіль (рис. 3.6, г).
Кільце 5, назване нерухомим, за допомогою упору 1, що входить у
наявний на ньому паз, утримується від повороту щодо гайки 4. Кільце
2 захоплюється обертовим гвинтом передачі доти, поки воно не
ввійде в контакт із нерухомим кільцем. Завдяки цьому в торці гайки, де гвинт
угвинчується в неї, виникає контакт із натягом між гвинтовими профілями кілець
і гвинта. При зміні напрямку його обертання такий же контакт виникає в
протилежному торці гайки. Зношування кілець не впливає на якість роботи
пристрою. Для відводу забруднень у кільцях передбачені похилі пази.
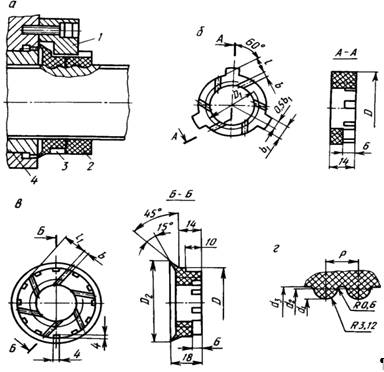
Рисунок 3.6 − ущільнено-очисний пристрій
Способи осьового закріплення гвинта.
Застосовують осьове закріплення гвинта по наступних схемах.
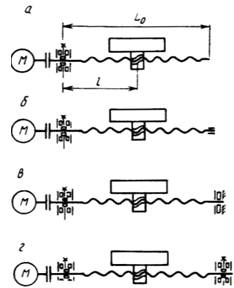
Рисунок 3.7- Способи осьового закріплення гвинта
Схема 1. Опора, що представляє собою комбінований підшипник, сприймає
навантаження в обох напрямках (рис. 3.7 а, 3.8 а). Однобічне закріплення гвинта
допускає найменше стискаюче навантаження й найменшу критичну частоту обертання.
Тому довжина гвинта L не повинна перевищувати 20−25 його діаметрів.
Передачі, виконані за цією схемою, використовують при невеликих ходах
переміщуваного вузла або при однобічнім навантаженні, часто в приводах
вертикальної подачі.
Схема 2. Один кінець гвинта встановлений на опорі, яка
сприймає осьове навантаження в обох напрямках, другий перебуває на додатковій
радіальній опорі (рис. 3.7 б). Така конструкція має в порівнянні з попередньої
більш високий запас стійкості по критичній осьовій силі й по критичній частоті
обертання. Застосовується в тих же випадках, що й передача з однобічним
закріпленням гвинта, часто в приводах горизонтальної подачі.
Схема 3. Одна опора (у двигуна) сприймає осьове навантаження в обох
напрямках, інша - в одному (рис. 3.7 в). Опора, що сприймає навантаження
в обох напрямках, являє собою упорний комбінований роликовий підшипник або
сукупність двох упорні роликового й кулькового радіального підшипників.
Схема 4. Кожна із двох опор гвинта сприймає осьове навантаження в
обох напрямках (рис. 3.7 г). В опорах
установлюють упорні комбіновані роликові підшипники або по два роликові-упорні,
упорно-радіальні підшипники й по одному кульковому радіальному (рис. 3.8 б). За допомогою
тарілчастих пружин 1 і 5, гайок 2 і 4 гвинт 3
при складанні розтягують. Цим усувають провисання його під дією ваги, зменшують
радіальне биття, підвищують осьову жорсткість передачі. Крім того,
забезпечується сталість натягу в підшипниках при температурних деформаціях
гвинта, усувається можливість розкриття стику в підшипниках і їх
перевантаження.
Щоб не допустити помітного викривлення кроку гвинта - сила,
що розтягує, не повинна перевершувати найбільшого осьового навантаження на
гвинт. Передачі з такими опорами допускають застосування порівняно довгих
гвинтів (L/d0 ≥ 20...25), мають високу осьову жорсткість, сприймають
найбільше стискаюче навантаження, мають значний запас стійкості по критичній
частоті обертання.
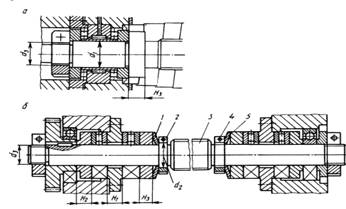
Рисунок 3.8 - Конструкції опор ходових гвинтів
Для запобігання скривлення гвинта при монтажі необхідно за
допомогою кріпильних гайок рівномірно притиснути до нього комплект підшипників.
Це досягається при незначному відхиленні від перпендикулярності торця гайки
щодо її осі, а також при застосуванні довгих проставочних втулок або проміжних
кілець із виступами на торцях. Надійне кріплення забезпечується розрізною
гайкою з тангенціальним стопорним гвинтом. Більш рівномірне притискання
підшипників досягається при застосуванні гайки з кільцевими канавками
3.2 Розрахунок передачі гвинт-гайка кочення
Вихідні дані й ціль розрахунків.
Передача гвинт-гайка кочення виходить із ладу в результаті
втоми поверхневих шарів кульок, гайки й гвинта, втрати стійкості гвинта,
зношування елементів передачі й зниження точності. Можливими причинами виходу
її з ладу є: занадто велике навантаження на гвинт, низька розрахункова
довговічність, значний відносний перекіс гвинта й гайки, незадовільний захист
від забруднень. Мета розрахунків передачі полягає у визначенні номінального
діаметра гвинта d0 і у виборі по каталогу такої передачі, яка
задовольняла б усім вимогам працездатності.
Вихідні дані для розрахунків передачі − довжина гвинта,
його найбільша розрахункова довжина, спосіб установки гвинта на опорах, ряд
значень осьового навантаження на передачу, ряд частот обертання гвинта (гайки).
Осьові навантаження на гвинт визначають для різних операцій, що виконуються на
верстаті (наприклад, для чорнового, напівчистового й чистового точіння), а
також для різних елементів циклу обробки ( для швидкого й робочого ходів
робочого органа). Установлюють також час дії кожного навантаження (у частках
від розрахункового строку експлуатації верстата) і відповідні їм частоти
обертання гвинта. Якщо ж виходити зі значень крутного моменту на валу
електродвигуна Мд при виконанні різних робіт і для різних
елементів циклу, крутний момент на ходовому гвинті:
де: Мд − крутний момент на валу
двигуна, приймемо 2 Н·м;
η − ККД ланцюга від
двигуна до гвинта;
і − передатне відношення цього ланцюга. Якщо обертання передається
безпосередньо з електродвигуна на ходовий гвинт - то ККД приймається 1.
Окружна сила на радіусі різьби:
Осьова сила, що діє на гвинт:
де:  − кут підйому різьби;
− кут підйому різьби;  − кут тертя
− кут тертя
(f − коефіцієнт тертя катання, f =
(57...85)·10-5).
На першому етапі передачу вибирають по осьовому навантаженню,
з конструктивних і технологічних міркувань, на другому - перевіряють на утому
робочих поверхонь гвинта й гайки, за критеріями стійкості й осьової жорсткості.
Номінальний діаметр гвинта d0 беруть рівним L/(20...25).
Гранично припустиме нормальне статичне навантаження на одну
кульку. Це навантаження (Н) визначають по залежності:

де: kσ − коефіцієнт, що
залежить від припустимої контактної напруги на поверхні кульки σп ( при σп = 2500; 3000; 3500 і 3800
МПа, відповідно,
kσ = 20; 35; 55 і 70; для звичайно
застосовуваної передачі kσ = 70); d1 у мм.
Статична вантажопідйомність C0 − це гранично
припустиме осьове навантаження на гвинті, в результаті дії якої виникає
загальна залишкова деформація тіл кочення, гайки й гвинта в найбільш
навантаженій зоні контакту, рівна 0,0001 діаметра тіла кочення:
де: zp − розрахункове число кульок в
одному витку різьби, u − число
витків у гайці, α − кут контакту кульки із
гвинтом і гайкою.
Так як: zp = kz z1,
то:

Для звичайно застосовуваних передач при використанні
матеріалів з
σп = = 3800 МПа:

Розрахунки сили попереднього натягу.
Попередній натяг, підвищуючи осьову жорсткості передачі,
збільшує момент холостого ходу й знижує її довговічність. Тому сила
попереднього натягу повинна бути обрана обґрунтовано.
За мінімально припустиму силу натягу PНmin
(Н), віднесену до однієї кульки, приймають таку силу, яка забезпечує збереження
попереднього натягу у гвинтовій передачі при дії поздовжньої сили:

Найбільша припустима сила натягу, віднесена до однієї кульки,
при якій зберігається статична міцність механізму:

Залежно від потрібної жорсткості передачі, її довговічності
нагрівання, що допускається, гвинта й особливостей вимірювального перетворювача
переміщень силу натягу вибирають в інтервалі від Phmin до Phmax,
найчастіше

Розрахунки передачі на динамічну вантажопідйомність.
Динамічною вантажопідйомністю передачі C називають таке постійне осьове
навантаження, яке повинен витримати кульково-гвинтовий механізм протягом 106
обертів.
Оскільки в процесі роботи верстата на гвинтову передачу діють
різні за значенням, напрямком й часом впливу навантаження, а частота обертання
гвинта не залишаються постійними, методика вибору передачі по динамічній
вантажопідйомності вимагає визначення еквівалентного навантаження й
еквівалентної частоти обертання. Якщо в кульково-гвинтовий механізм входять дві
гайки, еквівалентне навантаження знаходять для кожної з них.
Сили, що діють на гайки передачі:


де: РН − сила попереднього натягу в
кульково-гвинтовому механізмі.
Середня частота обертання гвинта при постійнім навантаженні:
В якості приводного двигуна приймаємо сервопривід Stober
EZS501 з характеристиками: Мд=7 Нм, nд МАХ=3000 об/хв., U=24 v, m=1.19 кг.
Еквівалентне навантаження на гайку:
По динамічній вантажопідйомності С, можна розрахувати
тривалість роботи механізму, виражену в обертах:
Тривалість роботи гвинтового механізму, виражена в годиннику:

Необхідну тривалість роботи механізму до настання утоми
будь-якого його елемента при Q3 і  ухвалюють рівної близько 10000 год.
ухвалюють рівної близько 10000 год.
Якщо в гайці u робочих витків і динамічна вантажопідйомність одного витка C:
Із співвідношень (86) − (88) випливає залежність для
обчислення необхідної динамічної вантажопідйомності одного витка:
Щоб врахувати характер навантаження на механізм і властивості
матеріалів, з яких виготовлені його деталі, у формулі (89) вводять відповідні
поправочні коефіцієнти fw і fн:

Коефіцієнт fw приймають наступним: при рівномірнім
обертанні гвинта (гайки) без ударних навантажень fw = 1,0...1,2, при
середніх умовах роботи fw = 1,2…1,5, при роботі із частими ударними
навантаженнями fw = 1,5,..2,5, для кульково-гвинтових передач у
металорізальних верстатах fw = 1,2, у промислових роботах fw =
1,2...1,5. Значення коефіцієнта fн: при твердості матеріалу
гайки 58...60 HRCэ fн = 1; при 55 HRCэ fн
= 0,7; при 50 HRCэ fн = 0,5.
Необхідна розрахункова динамічна вантажопідйомність одного
витка, обчислена за формулою (3.20), повинна бути не менше цього показника,
вибраного для передачі по каталогу. Виходячи із цієї умови, по каталогу
вибирають передачу з номінальним діаметром d0.
Значення С1, внесені в каталог, визначені
експериментальним шляхом. Якщо експериментальні дані відсутні, фактичну
динамічну вантажопідйомність одного витка передачі з поверненням кульок через
вкладиші можна визначити, користуючись співвідношенням С1 = (0,2...0,4)·С0.
Розрахунки гвинта на стійкість по критичній осьовій силі.
Якщо досить довгий гвинт працює на стиск, його перевіряють на
стійкість при найбільшім тяговім зусиллі Qmax, прийнятому за
критичну силу. З обліком того, що момент інерції перетину гвинта I
визначають не для мінімального його діаметра, а умовного d0,
одержують наближену залежність:

де: Е − модуль пружності матеріалу гвинта, I
− момент інерції перетину гвинта, μ − коефіцієнт, що
залежить від характеру закладення кінців гвинта (якщо обоє кінця гвинта
затиснені, μ приймають рівним 0,5; при одному
затисненому кінці й розміщенні другого на шарнірній опорі, що має можливість
зміщатися в осьовому напрямку, μ = 0,707; при обох шарнірних
опорах μ = 1; при одному затисненому кінці й
другому вільному μ = 2); l − найбільша відстань між гайкою й опорою гвинта.
З урахуванням коефіцієнта запасу стійкості kу, прийнятого для передач гвинт-гайка кочення, рівним 3, по
залежності (3.23) визначають номінальний діаметр гвинта d0,
при якому він не втрачає стійкості:

Розрахунки гвинта на стійкість по критичній частоті обертання.
У моменти швидких переміщень робочого органа верстата, коли
гвинт обертається з високою частотою, відцентрові сили можуть викликати втрату
його стійкості, що проявляється в настанні вібрацій. Критична частота обертання
гвинта, об/хв.:

де: d − внутрішній діаметр різі гвинта, мм;
v − коефіцієнт, що залежить від способу закладення кінців гвинта
(якщо один кінець гвинта закріплений жорстко, другий вільний, v беруть
рівним 0,7; у випадку обох опорних кінців v = 2,2; якщо один кінець
закріплений жорстко, інший опорний, v = 3,4, коли оба кінця закріплені
жорстко, v = 4,9); k = 0,5. .0,8 − коефіцієнт запасу,
l − відстань між опорами гвинта, мм.
Розрахунки на жорсткість. Необхідний діаметр
ходового гвинта d0 можна визначити з умови
забезпечення жорсткості привода, яка пов'язана із жорсткістю
кульково-гвинтового механізму jм, гвинта jв
і його опор jо:
 .(3.26)
.(3.26)
Осьова жорсткість привода впливає на можливість виникнення його
резонансних коливань. Щоб не допустити резонансного режиму, власну частоту
коливань механічної частини привода f приймають в 3−3, 5 рази
більшою, ніж частота f1 імпульсів, які утворюються системою
виміру переміщень. Для великих верстатів f1 = 10...15 Гц, для
середніх і малих f1 = 15...25 Гц. Виходячи із припустимої
частоти коливань механічної частини привода f, визначають його необхідну
жорсткість, Н/мкм:


де: m − маса вузлів механічної частини привода (ходового
гвинта, виконавчого вузла й установлених на ньому пристосувань, заготовки), кг.
Жорсткість кульково-гвинтового механізму з попереднім натягом і
поверненням кульок через вкладиші при r1 /r2
= 0,96:


де: kδ = 0,3…0,5 −
коефіцієнт, що враховує погрішності виготовлення гайки, а також деформації у
гвинтовому механізмі й у всіх його стиках: d0 і ρ − у мм.
Найменша жорсткість ходового гвинта залежить від способу
установки його на опорах. При однобічнім закріпленні, а також у випадку, коли
один кінець гвинта затиснений, а другий розміщений на шарнірній опорі:
де: l1 − найбільша відстань від опори
гвинта до середини кулькової гайки; d0 і l1 - у м, E − у МПа, jВ
− Н/м.
Мінімальна жорсткість ходового гвинта з обома затисненими
кінцями, Н/м:
Наближене значення жорсткості опор гвинта, Н/мкм:

де: e = 5; 10; 30, відповідно, для радіально-упорних,
кулькових і роликових упорних підшипників; d0 − у мм.
. ОХОРОНА ПРАЦІ І БЕЗПЕКА В НАДЗВИЧАЙНИХ СИТУАЦІЯХ
космічний сотонаповнювач перфорування
4.1 Системи менеджменту охорони праці та промислової
безпеки в народному господарстві
Система працеохоронного менеджменту і його рівні.
Використовуючи системний підхід і вважаючи, що кожна система
складається з елементів, які, у свою чергу, утворюють систему, таким чином
можна виявити систему працеохоронного менеджменту (СПМ).
Як і будь-яка інша система управління, СПМ має:
· орган управління, а саме
працеохоронний орган управління - ПОрУ (назвімо його працеохоронною керувальною
системою);
· об'єкт управління, а саме
працеохоронний об'єкт управління - ПОбУ (назвімо його працеохоронною керованою
системою).
Крім цих основних елементів СПМ містить систему наглядових
працеохоронних органів - СНПО та працеохоронну інформаційну систему (ПІС).
Названі елементи утворюють гнучку систему працеохоронного менеджменту (рис.
4.1).
Рис. 4.1. Система працеохоронного менеджменту.
Працеохоронна керувальна система, або ПОрУ, складається з
наступних елементів: працеохоронних законодавчих актів і керівних структур;
працеохоронна керована система, чи ПОбУ, включає суб'єкти праці, предмети і
засоби праці, суспільні відносини, що утворюють, відповідно, гігієнічні,
технолого-технічні та виробничо-суспільні умови.
В сучасній ієрархії управління підприємством визначають такі
рівні:
• вищі менеджери; менеджери середньої ланки, менеджери
першої ланки,
• неуправлінські працівники та службовці.
Що стосується управління безпекою праці, то насамперед слід
виділити дві ознаки, за якими воно здійснюється: територіальна і функціональна.
За територіальною ознакою виділяють такі рівні:
• перший рівень (нижча ланка) - виконавський,
індивідуальний, особистий - виконавці робіт;
• другий рівень (середня ланка) - об'єктовий (на рівні
об'єкта економіки), локальний:
2а - керівники підприємств і головні фахівці, у тому
числі менеджери з охорони праці на підприємстві,
2б - начальники структурних підрозділів, фахівці;
• третій рівень (висока ланка) - суб'єктовий рівень,
регіональний:
За - керівники та інспектори державних наглядових
органів на території регіону,
3б -керівники адміністрації міст, районів,
начальники відповідних відділів охорони праці й інспектори державних наглядових
органів;
• четвертий рівень (найвища ланка) - державний:
4а - Президент, віце-президент, уряд, міжгалузева
комісія з охорони праці,
4б - начальники й інспектори міжгалузевих державних
наглядових органів з охорони праці,
4в - начальник Держнагляду з охорони праці та
соціальної політики, начальник державної експертизи умов праці Міністерства
праці та ін.
За функціональною ознакою управління охороною праці
здійснюється за відомчою належністю. При цьому виділяють перший, другий і
третій відомчі рівні. Перший і другий із них однакові з територіальними, що
описані вище.
Третій відомчий рівень:
За - міністр (керівник відомства), його заступники,
3б - керівники укрупнених відомчих підрозділів
(концернів, корпорацій) і їх заступники з питань охорони праці.
Система управління охороною праці на підприємстві залежно від
його відомчої підпорядкованості може бути навіть чотирирівневою. Крім згаданих
двох рівнів, тут необхідно виділити управління на рівні об'єднання підприємств
(при наявності таких у галузі) і на рівні самого підприємства.
Рисунок 4.2. - Блок-схема управління охороною праці на
державному рівні

Рис. 4.3. Блок-схема системи державного управління охороною
праці на галузевому рівні.
Управління охороною праці на державному рівні здійснює
створена при Кабінеті Міністрів Національна Рада з питань безпеки
життєдіяльності, що розробляє і проводить заходи зі створення цілісної системи
державного управління охороною життя людей на виробництві і профілактики
побутового травматизму, організовує й забезпечує контроль за виконанням
законодавчих актів, координує діяльність центральних і місцевих органів
виконавчої влади у сфері охорони життя людей. Очолює Національну Раду з питань
безпеки життєдіяльності перший віце-прем'єр-міністр України. Рішення
Національної Ради та її бюро, прийняті в межах їхньої компетенції, обов'язкові
для центральних і місцевих органів державної виконавчої влади, підприємств,
організацій та громадян.
Загальнодержавні завдання та функції управління охороною
праці покладені на ряд структурних органів Кабінету Міністрів.
Державний комітет з нагляду за охороною праці
(Держнаглядохоронпраці) є урядовим органом державного управління, що діє в
складі Кабінету Міністрів. Основними структурними елементами СУОП є:
· об'єкт управління, тобто система
охорони праці на конкретному підприємстві, в об'єднанні, регіоні, Україні в
цілому;
· елементи управління, що включають
контроль стану об'єкта, вироблення управлінських дій та їх реалізацію, контроль
за виконанням управлінських дій, аналіз стану подібних об'єктів, формування
завдання охорони праці, порівняння показників.
Оцінювання стану охорони праці проводять за великою кількістю
показників. Для їх узагальнення встановлено єдиний показник -узагальнюючий
критерій оцінки якості об'єкта управління (ЯОУ).
Управлінські дії можна оцінити розміром витрат на виконання
цієї дії у грошовому вираженні (ГВ). Тоді у класичному вигляді ефективність
управлінських дій Е оцінюється зміною ЯОУ на одиницю ГВ:
 (4.1)
(4.1)
Відповідно до Закону «Про охорону праці» державне управління
охороною праці в Україні здійснюють:
• Кабінет Міністрів України;
• спеціально уповноважений урядовий орган державного
управління охороною праці - державний комітет із нагляду за охороною праці, що
входить до складу Кабінету Міністрів (Держнаглядохоронпраці);
• на галузевому рівні - міністерства та інші центральні
органи державної виконавчої влади;
• на регіональному рівні - місцева державна адміністрація й
органи місцевого самоврядування.
4.2 Служби охорони праці місцевих державних
адміністрацій та органів місцевого самоврядування
Управління охороною прані в країні поділяється на рівні:
загальнодержавний;
регіональний (обласний, районний, міський, районний
у місті, селищі, селі);
галузевий;
виробничий (рівень підприємств).
Державне управління охороною праці здійснюють (рис.):
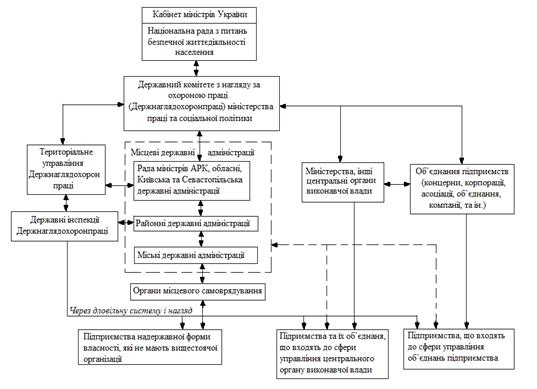
Кабінет Міністрів України;
Державна служба гірничого нагляду та промислової
безпеки України (Держгірпромнагляд України);
міністерства та інші центральні органи державної
виконавчої влади;
місцева державна адміністрація, органи місцевого
самоврядування.
Кабінет Міністрів України:
· забезпечує реалізацію державної політики
в галузі охорони праці;
· подає на затвердження Верховної Ради
України загальнодержавну програму поліпшення стану безпеки, гігієни праці та
виробничого середовища;
· спрямовує і координує діяльність
міністерств, інших центральних органів виконавчої влади Щодо створення
безпечних і здорових умов прапі та нагляду за охороною пращ;
· запроваджує єдину державну
статистичну звітність з питань охорони праці.
З метою координації діяльності органів державного управління
охороною праці створюється Національна рада з питань безпечної жиггєдіяльносгі
населення, яку очолює віце-прем'єр-міністр України.
Державний нагляд за додержанням законів та інших
нормативно-правових актів про охорону праці здійснюють:
· Державна служба гірничого нагляду та
промислової безпеки України (Держгірпромнагляд України);
· спеціально уповноважений державний
орган з питань радіаційної безпеки;
· спеціально уповноважений державний
орган з гшгань пожежної безпеки;
· спеціально уповноважений державний
орган з питань гігієни праці.
Органи державного нагляду за охороною праці не залежать від
будьяких господарських органів, суб'єктів підприємництва, об'єднань громадян,
політичних формувань, місцевих державних адміністрацій та органів місцевого
самоврядування, їм не підзвітні й не підконтрольні.
Діяльність органів державного нагляду за охороною праці
регулюється Законами України «Про охорону праці». «Про використання ядерної
енергії та радіаційну безпеку». «Про пожежну безпеку», «Про забезпечення
санітарного та епідемічного благополуччя населення», іншими
нормативно-правовими актами та положеннями про ці органи.
Діяльність місцевих державних адміністрацій спрямовується на
те, щоб у повсякденному житті набував практичного змісту та підтверджувався
найголовніший принцип державної політики - пріоритет життя і здоров'я
працівників. В умовах переходу до ринкової економіки, створення численних
підприємств та інших господарств з недержавними формами власності, шо не мають
галузевого підпорядкування, незмірно зростає значення місцевих органів
державної виконавчої влади в організації безпечних і здорових умов праці,
усуненні причин виробничого травматизму та професійних захворювань.
Законами "Про місцеві державні адміністрації" та
«Про місцеве самоврядування» передбачено, шо захист прав, свобод і законних інтересів
громадян є одним з головних принципів, на яких ґрунтується місцеве та
регіональне самоврядування. Отже, порушення цих прав, пов'язане з невиконанням
вимог законодавства про охорону праці, е об'єктом та предметом діяльності
місцевих державних адміністрацій та місцевого самоврядування.
Виконавчі органи сільських, селищних, міських рад
забезпечують належне утримання, ефективну й надійну експлуатацію об'єктів
житлово-комунального господарства, побутового, торговельного обслуговування,
транспорту і зв'язку', що перебувають у комунальній власності відповідних
територіальних громад, додержання вимог щодо охорони праці працівників,
зайнятих на цих об'єктах. Для виконання цих функцій сільські, селищні, міські
ради створюють у складі свого виконавчого органу відповідний підрозділ або
призначають спеціаліста з охорони праці.
Нагальним у системі управління охороною праці е забезпечення
органів державного управління охороною праці та служб охорони праці
підприємств, установ, організацій кваліфікованими фахівцями з охорони праці
різних освітньо-кваліфікаційних рівнів за відповідними профільними
спрямуваннями з урахуванням сучасних соціально-економічних умов та реальних
потреб.
Інформаційне забезпечення в галузі охорони праці, яке має
здійснюватися органами управління охороною праці на всіх рівнях, потребує
удосконалення шляхом вивчення і поширення міжнародного та вітчизняного досвіду
щодо пропаганди безпечних методів і засобів праці, вирішення інших актуальних
питань у цій сфері із залученням сучасних інформаційних технологій. ЗМІ,
оперативного розповсюдження посібників, пам'яток, методик, листівок
відповідного спрямування.
4.3 Вимоги безпеки до місць віконання робіт
Конструкція робочого місця, його розміри та взаємне
розташування його елементів повинні відповідати антропометричним, фізіологічним
І психофізіологічним характеристикам людини, а також характеру роботі
Облаштоване згідно з вимогами стандартів робоче місце забезпечує зручне
положення людини. Це досягається регулюванням положення крісла, висоти та кута
нахилу підставки для ніг за умови її використання, або висоти І розмірів
робочої поверхні. Повинне забезпечуватись виконання трудових операцій в зонах
моторного поля (оптимальної досяжності, легкої досяжності та досяжності) в
залежності від необхідної точності і частоти дій.
Організація робочих місць повинна забезпечувати стійке
положення та вільність рухів працівника, безпеку виконання трудових операції
виключати або допускати лише в деяких випадках роботу в незручну позиціях,
котрі зумовлюють підвищену втомлюваність.
Загальні принципи організації робочого місця:
· на робочому місці не повинно бути
нічого зайвого; всі необхідне для роботи предмети повинні знаходитись поряд з
працівником, але не заважати йому;
· ті предмети, котрими користуються
частіше, розташовують ближче, ніж ті предмети, котрими користуються рідше;
Рис. 4.4. Зона в моторному полі при виконанні ручних операцій
та розміщення органів управління при робочій позі «сидячи». 1 - зона
оптимальної досяжності, 2 зона легкої досяжності, 3 - зона досяжності.
Рис. 4.5. Зона в моторному полі при виконанні ручних операцій
при робочій позі «стоячи». 1 - оптимальна робоча зона, 2 - зона досяжності рук
при фіксованому положенні ніг
· предмети, котрі беруть лівою рукою,
повинні знаходитись зліва а ті предмети, котрі беруть правою рукою, повинні
знаходитись справа
· якщо використовують обидві руки, то
місце розташування пристосувань вибирається з врахуванням зручності
захоплювання його двома руками;
· небезпечніше, з точки зору можливості
травмування працівника обладнання повинне розташовуватись вище, ніж менш
небезпечне. Однак слід враховувати, що важкі предмети під час роботи зручніше і
легше опускати, ніж піднімати;
· робоче місце не повинне
захаращуватися заготовками і готовими деталями;
· організація робочого місця повинна
забезпечувати необхідну оглядовість.
Рис. 4.6 Зони в полі зорового спостереження: а - в
горизонтальній площині; б - у вертикальній.
· Засоби відображення інформації
повинні бути розташовані в зонах інформаційного поля робочого місця з
врахуванням частоти та значущості інформації, типу засобів відображення
інформації, точності і швидкості спостереження та зчитування.
Вибір місця виконання вантажно-розвантажувальних робіт
повинен відповідати вимогам санітарних норм та іншій нормативній технічній
документації. Відповідно ГОСТ 123.004-76* (СТ СЕВ 3518-81) місця виконання
вантажно-розвантажувальних робіт розташовуються на спеціально відведеній
території з твердим та рівним покриттям. Допускається виконання цих робіт на
площадках з твердим ґрунтом, що здатний сприймати проектне навантаження від
вантажів та підйомних і транспортних машин.
Розміри та покриття площадок для вантажно-розвантажувальних
робіт згідно СНІІП ІІІ 4-80 мають відповідати: проекту виконання робіт.
Під'їздні шляхи до площадок (пунктів) повинні мати тверде покриття і
утримуватися у справному стані. У. місцях перетину під'їздними шляхами канав,
траншей та залізничних колій влаштовуються настили та мости для переїздів.
Ширина під'їздних шляхів повинна бути не менше 6,2 м при
двосторонньому русі автомобілів і не менше 3.5 м при односторонньому русі.
Розміри вантажно-розвантажувальних площадок визначаються з
урахуванням характеру робіт, транспортних засобів та вимог безпеки. При
розташуванні автомобілів на площадках відстань між автомобілями, які стоять
один за одним (в глибину) має бути не менша 1 м, а між автомобілями, які стоять
поряд (по фронту) - не менше 1,5 м. Якщо автомобілі встановлюють поблизу
будівлі або складу, то між будівлею та заднім боргом кузова автомобіля слід
дотримувати інтервал не менший 0,5 м. при цьому повинен бути тротуар, відбійний
брус тощо. Відстань між автомобілем і штабелем вантажу повинна бути не менша 1
м.
На площадках для навантажування та вивантажування тарних
штучних вантажів (тюків, бочок, рулонів га ін.). які зберігаються у складах та
пакгаузах. влаштовуються платформи, естакади чи рампи висотою, що дорівнює
висоті кузова автомобіля.
Склади, що розташовані у підвальних та напівпідвальних
приміщеннях і мають сходи з кількістю маршів більше одного або висотою більше
1,5 м, обладнуються люками і трапами для спускання вантажів безпосередньо у
складське приміщення та підйомниками для підняття вантажів. Склади, які
розташовані вище першого поверху і мають сходи з кількістю маршів більше одного
або висотою більше 2 м обладнуються підйомниками для спускання та підняття
вантажів.
Місця виконання вантажно-розвантажувальних робіт повинні мати
достатнє освітлення. У тих випадках коли при освітленні відкритого простору
площею більше 5 тис. м2 неможливо розташувати, звичайні світильники
над поверхнею, яка освітлюється, застосовується прожекторне освітлення.
При виконанні вантажно-розвантажувальних робіт у будівлях
вміст шкідливих газів, пари та пилу у повітрі робочої зони не повинен
перевищувати ГДК за ГОСТ 12.1.005 - 88.
Способи складування вантажів мають забезпечувати стійкість
штабелів, пакетів та вантажів, що знаходяться у них. можливість механізованого
розбирання штабеля та підіймання вантажу навісними захватами
підіймально-транспортного обладнання. безпеку працюючих на штабелі або біля
нього, можливість застосування та нормального функціонування засобів захисту
працюючих і пожежної техніки, циркуляцію повітряних потоків за природної або
штучної вентиляції закритих складів, дотримання вимог до охоронних зон лінії
електропередач, до вузлів інженерних комунікацій та енергопостачання.
Не допускається перебування та пересування транспортних
засобів і людей у зоні можливого падіння вантажів піл час навантажування та
розвантажування із рухомого складу, а також при переміщенні вантажів
підйомно-транспортним обладнанням.
Вантажі, що розташовуються поблизу залізничної та кранової
рейкової колії, повинні бути розташовані відповідно до вимог ГОСТ 9238-83.
інших міжгалузевих і галузевих ДНАОП.
Порядок складування та зберігання матеріалів, виробів,
приладів та обладнання регламентується СНІП Ш-4 - 80, згідно якому вантажі на
території повинні складатися таким чином:
· чорні прокатні метали (листова сталь,
швелери, двотаврові балки, сортова сталь) - у штабель висотою до 1.5 м з
прокладками та підкладками;
· труби діаметром до 300 мм - у штабель
висотою до 3 м на підкладках та прокладках з кінцевими упорами:
· дрібний сортовий метал - у стелаж
висотою не більше 1,5 м;
· цегла у пакетах на піддонах - не
більше ніж у два яруси, в контейнерах - в один ярус, без контейнерів - висотою
не більше 1,7 м:
· фундаментні блоки та блоки стін
підвалів - у штабель висотою не більше ніж 2,6 м на підкладках та прокладках;
· стінові панелі - у касети або
піраміди, панелі перегородок - у касети вертикально:
стінові блоки - у штабель у два яруси на підкладках та
прокладках;
· плити перекриття - у штабель висотою
не більше 2,5 м на підкладках та прокладках;
· круглий ліс - у штабель висотою не
більше 1,5 м з прокладками між рядами та встановленням упорів проти розкочення,
ширина штабеля менша його висоти не допускається;
· пиломатеріали - в штабель, висота
якого при рядовому складанні буде на більше половини ширини штабеля, а при
складанні у клітки - не більше ширини штабеля;
· притуляти (опирати) матеріали до
інших штабелів та елементів огорожі забороняється.
Відстань від штабелів матеріалів та обладнання до брівки
виїмки (котлованів, траншей) визначається на підставі розрахунку на стійкість
відкосів. Складування має виконуватися за межами призми зсуву, але не менше 1 м
до брівки природного відкосу або кріплення виїмки. Між штабелями (стелажами) на
складах передбачаються проходи шириною не менше 1 м та проїзди, ширина яких
залежить від розміру транспортних засобів і вантажно-розвантажувальних
механізмів, що обслуговують склад.
Складування матеріалів та обладнання на відкритих складах
виконується за розробленими та затвердженими технологічними картами із
зазначенням на них місць і розмірів складування, а також розмірів проходів.
Технологічна карга складування виконується у вигляді плану складу, на якому
позначені місця та розміри Штабелів вантажів, проходи для людей, під'їздні
шляхи залізничного та автомобільного транспорту, колії рейкових кранів
(козлових, мостових, баштових) та зони дії кранів, місця встановлення стрілових
самохідних кранів, транспорту піл навантажування або розвантажування.
4.4 Профілактика Нещасних випадків
В результаті дії небезпечних та шкідливих виробничих
факторів, шкідливих речовин можуть мати місце нещасні випадки і професійні
захворювання.
Нещасні випадки на виробництві - це випадки з робітником,
пов'язані з дією на нього шкідливого виробничого фактора при виконанні ним
трудових обов'язків або завдання керівника робіт, які приводять до травми.
До травм відносяться: переломи, опіки , поранення, ураження
електричним струмом, отруєння тощо.
Виробнича травма - це травма, отримана робітником на
виробництві і пов'язана з недотриманням вимог безпеки праці.
Висновок про тяжкість травми дають лікарі, керуючись
відповідною класифікацією, затвердженою Міністерством охорони здоров'я.
Всі нещасні випадки поділяються на пов'язані з виробництвом і
побутові.
Нещасний випадок вважається пов'язаним з виробництвом, якщо
він мав місце:
•на протязі робочого часу (в тому числі і під час
встановленої перерви);
•перед початком і по закінченні роботи;
•при виконанні робіт в позаурочний час, у вихідні і святкові
дні на території підприємства і поза підприємством;
•при виконанні потерпілим завдання адміністрації
підприємства;
• по дорозі на роботу і з роботи транспортом підприємства.
Якщо встановлено, що нещасний випадок мав місце:
• при виготовленні потерпілим у власних цілях без дозволу
адміністрації будь-яких предметів, або використанні у власних цілях
транспортних засобів, механізмів, обладнання, матеріальних цінностей,
інструмента, які належать підприємству, або при їх крадіжці;
• при спортивних іграх на території підприємства;
• в результаті сп'яніння
то він може бути визнаний не пов'язаним із виробництвом.
Однак, якщо встановлено, що травма пов'язана з виробництвом,
але головною технічною або організаційною причиною її стало порушення правил і
норм ОП (незадовільний стан обладнання, проходів, освітлення, неправильна
організація або відсутність контролю за виконанням робіт), то нещасний випадок
повинен бути признаним пов'язаним з виробництвом.
Нещасний випадок вважається пов'язаним з роботою, якщо він
відбувся:
• при виконанні трудових обов'язків, в тому числі і під час
відрядження;
• при здійсненні будь-яких дій в інтересах підприємства, хоча
і без доручення адміністрації;
• при виконанні державних або громадських обов'язків,
пов'язаних з підприємством, в якому робітник працює;
• поблизу підприємства на протязі робочого часу, якщо
знаходження там не суперечило правилам внутрішнього трудового розпорядку;
• при слідуванні на роботу або з роботи (не на транспорті
підприємства);
• при виконанні донорських функцій;
• за час спортивних змагань за підприємство.
Для розробки заходів попередження нещасних випадків необхідно
виявити причини, що їх викликають. Загальноприйнятої класифікації причин
нещасних випадків не існує. Однак, аналіз причин нещасних випадків дозволяє
поділити їх умовно на:
• організаційні;
• технічні;
• санітарно-гігієнічні;
• психофізіологічні;
• економічні;
• соціально-психологічні.
Організаційні - відсутність або неякісне проведення навчання
з питань охорони праці; відсутність контролю; порушення вимог інструкцій,
правил, норм, стандартів; невиконання заходів щодо охорони праці; порушення
технологічних регламентів, правил експлуатації устаткування, транспортних
засобів, інструменту; порушення норм і правил планово-попереджувального ремонту
устаткування; недостатній технічний нагляд за небезпечними роботами; використання
устаткування, механізмів та інструменту не за призначенням;
технічні - несправність виробничого устаткування, механізмів,
інструменту; недосконалість технологічних процесів; конструктивні недоліки
устаткування, недосконалість або відсутність захисних загороджень, запобіжних
пристроїв, засобів сигналізації та блокування;
санітарно-гігієнічні - підвищений (вище ГДК) вміст в повітрі
робочих зон шкідливих речовин; недостатнє чи нераціональне освітлення;
підвищені рівні шуму, вібрації; незадовільні мікрокліматичні умови; наявність
різноманітних випромінювань вище допустимих значень; порушення правил особистої
гігієни;
психофізіологічні - помилкові дії внаслідок втоми працівника
через надмірну важкість і напруженість роботи; монотонність праці; хворобливий
стан працівника; необережність; невідповідність психофізіологічних чи
антропометричних даних працівника використовуваній техніці чи виконуваній
роботі;
економічні - неритмічність роботи; прагнення до виконання
надурочних робіт; недоліки в побутових умовах, у забезпеченні дитячими
закладами; порушення термінів отримання заробітної плати тощо.
соціально-психологічні - нездоровий психологічний клімат в
колективі.
Для запобігання нещасним випадкам, усунення загрози здоров'ю
працівників, викликаної умовами праці фонд соціального страхування від нещасних
випадків здійснює заходи, у тому числі:
•надає страхувальникам необхідні консультації, сприяє у
створенні ними та реалізації ефективної системи управління охороною праці;
•бере участь:
•у розробленні центральними: органами виконавчої влади
державних цільових та галузевих програм поліпшення стану безпеки, умов праці і
виробничого середовища та їх реалізації:
•у навчанні, підвищенні рівня знань працівників, які
вирішують питання охорони праці;
•в організації розроблення та виробництва засобів
індивідуального захисту працівників;
•у здійсненні наукових досліджень у сфері охорони та медицини
праці;
•перевіряє стан профілактичної роботи та охорони праці на
підприємствах, бере участь у розслідуванні нещасних випадків на виробництві, а
також професійних захворювань;
• веде пропаганду безпечних та нешкідливих умов праці,
організовує створення тематичних кінофільмів, радіо- і телепередач, видає та
розповсюджує нормативні акти, підручники, журнали, іншу спеціальну літературу,
плакати, пам'ятки тощо з питань соціального страхування від негласного випадку
та охорони праці. З метою виконання цих функцій Фонд соціального страхування
від нещасних випадків створює своє видавництво з відповідною поліграфічною
базою;
• бере участь у розробленні законодавчих та інших нормативних
актів про охорону праці;
•вивчає та поширює позитивний досвід створення безпечних та
нешкідливих умов виробництва;
•надає підприємствам на безповоротній основі фінансову
допомогу для розв'язання особливо гострих проблем з охорони праці;
•виконує інші профілактичні роботи
5. ЕКОНОМІЧНА ЧАСТИНА
Спочатку розробляються технічне завдання та технічні умови на
створення лазерної установки (далі пристосування). Після розробки технічних
умов та ескізного проекту пристосування виконується його загальна компоновка та
видається технічне завдання для складання його технічної документації.
Проектується та складається робочий та технічний проект
збірки пристосування. Для механічної частини пристосування виконуються робочі
креслення деталей та збірні креслення. Замовляються стандартні елементи
(гвинти, гайки, шайби і т.д.).
Після виготовлення деталей та отримання замовлених покупних
виробів починається збірка пристосування.
Збирається необхідна інформація про характеристики елементів
збірки для уточнення робочої документації по експлуатації пристосування.
Технічне завдання на розробку робочої документації по експлуатації
пристосування з урахуванням отриманої інформації про характеристику елементів
збірки завершено. Паралельно з цим відбувається наладка пристосування та
підготовка робочої документації.
По завершенню всіх згаданих вище робіт та подій проводяться
контрольні випробування. Після успішних випробувань пристосування
використовується для проведення досліджень.
5.1 Опис виконання плану НДР
Таблиця 5.1 Перелік робіт
|
Шифр робіт
|
Зміст робіт
|
|
0,1
|
Складання плану
розробки технічного змісту та ескізного проекту лазерної установки
|
|
1,2
|
Загальна компоновка
лазерної установки
|
|
1,5
|
Видача технічного
завдання для складання робочої документації по експлуатації лазерної
установки
|
|
2,3
|
Складання робочого
та технічного проекту збірки лазерної установки
|
|
2,4
|
Проектування та
розробка технології виготовлення нестандартних елементів
|
|
3,6
|
Проектування та
розробка технології сборки лазерної установки
|
|
4,6
|
Перевірка та
підгонка нестандартних елементів
|
|
5,6
|
Розробка робочої
документації по експлуатації лазерної установки
|
Таблиця 5.2 Перелік подій
|
Шифр робіт
|
Зміст подій
|
|
0
|
Технічне завдання
на проектування лазерної установки
|
|
1
|
Технічні умови та
ескізний проект лазерної установки
|
|
2
|
Загальна компоновка
лазерної установки
|
|
3
|
Проектування збірки
лазерної установки
|
|
4
|
Виготовлення
нестандартних елементів
|
|
5
|
Технічне завдання
на розробку робочої документації по експлуатації лазерної установки з
урахуванням отриманої інформації про характеристику елементів зборки
|
Таблиця 5.3 Визначення тривалості робіт
|
Шифр робіт
|
Тривалість роботи,
дн.
|
|
0,1
|
10
|
|
1,2
|
10
|
|
1,5
|
3
|
|
2,3
|
25
|
|
2,4
|
17
|
|
3,6
|
15
|
|
4,6
|
15
|
|
5,6
|
15
|
Згідно прийнятих подій та тривалості робіт будується сітьовий
графік (Рис 5.1).

Рисунок 5.1 - Сітьовий графік
Розрахунок параметрів сітьового графіка ведеться у наступній
послідовності:
. Розраховується довжини критичного шляху:
 (5.1)
(5.1)
де I - початкова подія,
с - кінцева подія.
2.Розраховується ранній термін здійснення подій:
 (5.2)
(5.2)
де L - шлях (сума тривалості послідовних робіт між
подіями).
. Розраховується пізній термін здійснення подій:
 (5.3)
(5.3)
. Визначається резерв часу:
 (5.4)
(5.4)
. Визначається ранній термін виконання роботи:
 (5.5)
(5.5)
. Визначається ранній термін завершення роботи:
 (5.6)
(5.6)
де ti j
- тривалість даної роботи.
. Визначається пізній термін завершення роботи:
 (5.7)
(5.7)
. Розраховується пізній термін виконання роботи:
 (5.8)
(5.8)
. Розраховується повний резерв часу між роботами:
 (5.9)
(5.9)
. Розраховується вільний резерв часу між роботами:
 (5.10)
(5.10)
За формулою (5.1) визначається довжину критичного шляху:
L1 = 0-1-5-6=10+3+15=28 (дн.)
L2 = 0-1-2-3-6=10+10+25+15=60 (дн.)
L3 = 0-1-2-4-6=10+10+17+15=52 (дн.)
Отже, L2 = Lкр = 60 днів.
Згідно формул (5.2) - (5.10) ведеться розрахунок параметрів сітьового
графіка. Результати якого заносяться до таблиці 5.4 і таблиці 5.5.
Таблиця 5.4 - Параметри подій сітьового графіка, дн.
|
Подія
|
Трі
|
Тпі
|
Rі
|
|
0
|
0
|
0
|
0
|
|
1
|
10
|
10
|
0
|
|
2
|
20
|
20
|
0
|
|
3
|
45
|
45
|
0
|
|
4
|
37
|
37
|
3
|
|
5
|
13
|
13
|
30
|
|
6
|
60
|
60
|
0
|
Таблиця 5.5 - Параметри робіт сітьового графіка, дн.
|
Подія
|
tрн ij
|
tрo ij
|
tпо ij
|
tпн ij
|
Rп ij
|
Rсв ij
|
|
0,1
|
0
|
10
|
10
|
0
|
0
|
0
|
|
1,2
|
10
|
20
|
20
|
10
|
0
|
0
|
|
1,5
|
10
|
13
|
13
|
10
|
0
|
0
|
|
2,3
|
20
|
45
|
45
|
20
|
0
|
0
|
|
2,4
|
20
|
37
|
37
|
20
|
0
|
0
|
|
3,6
|
45
|
60
|
60
|
45
|
0
|
0
|
|
4,6
|
37
|
60
|
60
|
37
|
0
|
0
|
|
5,6
|
45
|
60
|
60
|
45
|
0
|
0
|
Отже, розрахувавши параметри сітьового графіку, ми визначили
довжину критичного шляху, резерви вільного та повного часу, а також ранній та
пізній терміни роботи.
.2 Розрахунок витрат на виконання НДР
Розрахунок фонду заробітної плати виконавців
Сумарна трудомісткість усього комплексу робіт (трудодні):
 (5.11)
(5.11)
Т = 10+10+3+25+17+5+15+15+5+25+15+10 = 155 трудоднів
Приймаючи трудомісткість за 100%, приблизно розподіляємо
поетапно:
розробка технічного завдання - 5% (8 трудоднів);
вибір напрямку дослідження - 35% (53 трудодні);
теоретичні та експериментальні дослідження - 50% (78
трудоднів);
узагальнення і оцінювання результатів дослідження - 10% (16
трудоднів).
Таблиця 5.6 - Норма робіт на людину
|
Найменування робіт
|
Посада виконавця
|
Кількість виконав.
|
Т, л/д
|
|
|
1
|
2
|
3
|
4
|
|
|
Складання плану
розробки технічного змісту та ескізного проекту лазерної установки
|
Провідний науковий
співробітник
|
1
|
10
|
|
|
Загальна компоновка
лазерної установки
|
Інженер-дослідник
|
1
|
10
|
|
|
Видача технічного
завдання для складання робочої документації по експлуатації лазерної установки
|
Провідний науковий
співробітник
|
1
|
3
|
|
|
Складання робочого
та технічного проекту збірки лазерної
установки
|
Молодший науковий
співробітник
|
1
|
25
|
|
|
Проектування та
розробка технології виготовлення нестандартних елементів
|
Молодший науковий
співробітник
|
1
|
17
|
|
|
Оформлення та
розміщення замовлень на покупні елементи
|
Лаборант
|
1
|
5
|
|
Виготовлення та
монтаж елементів збірки лазерної
установки
|
Старший лаборант
|
1
|
15
|
|
Виготовлення
нестандартних елементів лазерної установки
|
Молодший науковий
співробітник
|
1
|
15
|
|
|
Виконання замовлень
на покупні елементи
|
Молодший науковий
співробітник
|
1
|
5
|
|
|
Інформація про
характеристику елементів зборки для уточнення робочої документації по
експлуатації лазерної установки
|
Старший лаборант
|
1
|
|
|
|
Збірка та наладка
лазерної установки
|
Старший лаборант
|
1
|
25
|
|
|
Розробка робочої
документації по експлуатації лазерної установки
|
Молодший науковий
співробітник
|
1
|
15
|
|
|
Проведення
контрольних випробувань лазерної установки та здача замовнику
|
Головний науковий
співробітник
|
1
|
10
|
|
|
Разом:
|
|
13
|
155
|
|
Середньоденна заробітна плата:
 (5.12)
(5.12)
де  - місячний оклад;
- місячний оклад;
21,2 - коефіцієнт при п’ятиденному робочому тижні.
Лаборант:  = 1850 : 21,2 = 87 (грн);
= 1850 : 21,2 = 87 (грн);
Старший лаборант: = 2250 : 21,2 = 106 (грн);
Інженер - дослідник: = 2500 : 21,2 = 118 (грн);
Молодший науковий співробітник: = 1550 : 21,2 = 73 (грн);
Провідний науковий співробітник: = 2200 : 21,2 = 104 (грн);
Головний науковий співробітник: = 2850 : 21,2 = 134 (грн).
Плановий фонд заробітної плати (грн):
 (5.13)
(5.13)
Лаборант:  = 87 · 5 = 435 (грн);
= 87 · 5 = 435 (грн);
Старший лаборант: = 106 · 40 = 4240 (грн);
Інженер - дослідник: = 118 · 10 = 1180 (грн);
= 118 · 10 = 1180 (грн);
Молодший науковий співробітник: = 73 · 77 = 5621 (грн);
Провідний науковий співробітник: = 104 · 13 = 1352 (грн);
Головний науковий співробітник: = 134 · 10 = 1340 (грн).
Підсумовуючи отримані результати,отримуємо загальний фонд
заробітної плати.
 (5.14)
(5.14)
Лаборант:  = 2285 (грн);
= 2285 (грн);
Старший лаборант: = 6490 (грн);
Інженер - дослідник: = 3680 (грн);
Молодший науковий співробітник: = 7171 (грн);
Провідний науковий співробітник: = 3552 (грн);
Таблиця 5.7 - Розрахунок фонду заробітної плати
|
Посада виконавця
|
 ,людиноднів ,людиноднів
|
 ,грн ,грн
|
 ,грн ,грн
|
Усього за
виконавцями, грн
|
|
Лаборант
|
5
|
1850
|
87
|
2285
|
|
Старший лаборант
|
40
|
2250
|
106
|
6490
|
|
Інженер-дослідник
|
10
|
2500
|
118
|
3680
|
|
Молодший науковий
співробітник
|
77
|
1550
|
73
|
7171
|
|
Провідний науковий
співробітник
|
13
|
2200
|
104
|
3552
|
|
Головний науковий
співробітник
|
10
|
2850
|
134
|
4190
|
|
Разом:
|
155
|
13200
|
622
|
27368
|
Визначення відрахувань на соціальні потреби
Норматив відрахувань складає 37,68% від загального фонду
заробітної плати (згідно із Законом України «Про відрахування на соціальні
потреби»).
Лаборант - 861 грн;
Старший лаборант - 2445,5 грн ;
Інженер - дослідник - 1386,6 грн;
Молодший науковий співробітник - 2702 грн;
Провідний науковий співробітник - 1338,4 грн;
Головний науковий співробітник - 1578,8 грн.
Матеріали і комплектуючі вироби
Витрат на придбання матеріалів та комплектуючих не було.
Витрати на спецобладнення для проведення експериментів
Витрат неа проведення експериментів не було.
Вартість послуг сторонніх організацій
Витрат на послуги сторонніх організацій не було.
Витрати на відрядження
При розробці даного пристосування відряджень не було.
5.3 Визначення ефективності НДР
За основний показник ефективності і фундаментальності
досліджень беремо науково-технічний ефект. Для пошукових і прикладних НДР
використовуємо такі показники, як «економічний ефект» і «науково-технічний
ефект». Науково-технічний ефект Ент пошукових і прикладних
досліджень кількісно визначаємо узагальненим показником, який враховує рівень
часткових показників новизни, перспективність та ступінь реалізованості
наслідків НДР. Узагальнений показник визначаємо за допомогою оцінок виражених у
балах:
Ент = Кн · Н (5.18)
де Кн - коефіцієнт вагомості новизни (0,4),
перспективності (0,2), реалізованості наслідків НДР (0).
Н - новизна, перспективність та реалізованість, балів.
Таблиця 5.8 - Критерії узагальнених показників ефективності
НДР
|
Показник НДР
|
Характеристика
результатів
|
|
Новизна
|
Техніко-економічні
показники нової технології вищі за світовий рівень
|
|
Перспективність
|
Технологія може
бути впроваджена в машинобудуванні та металообробці
|
|
Реалізованість
|
Термін впровадження
нової технології до трьох років
|
Розраховуємо показник науково-технічного ефекту Ент.
1. Оцінка новизни - 7 балів, перспективність - 4 бали,
ступінь реалізованості - 7 балів.
. Узагальнений показник
Ент = 7×0,4+4×0,2+7×0,4=6,4 (балів)
Висновок: науково технічний ефект належний
ВИСНОВОК
На першому етапі були розглянуті та проаналізовані види
стільникових панелей та способи їх виготовлення, також було розглянуто деяке
обладнання для їх виготовлення. Після аналізу було встановлено що доцільно
перерозподілити послідовність деяких операцій по виготовленню стільникових
наповнювачів для запобігання закупорювання отворів у стінках комірок.
Другим етапом був пошук рішення проблеми прошивання отворів у
вже готових стільникових наповнювачах. Для цього були проведені експерименти з
прошивання отворів різними способами, в результаті був запропонований пристрій
на основі конструкції триподу для орієнтування робочого органу в потрібному
положення над стільниковим наповнювачем.
В якості робочого органу було обрано лазерну установку. Так
як вона не спричиняє механічної дії на стінки комірок стільникового наповнювача
та є універсальним ріжучим інструментом для багатьох матеріалів.
Елементи та системи створені з композиційних матеріалів,
володіють високою надійністю, несучою здатністю, довговічністю при мінімальній
вазі, що є особливо актуальним для виробів авіації та космонавтики.
Конструкції стільникового типу широко використовуються в
якості несучих елементів космічних апаратів (КА) і їхніх компонентів, а
здатність стільників ефективно гасити шумовий фон обумовлює використання їх в
авіації. Також окрім легкої конструкції та властивостей шумогасіння стільникові
конструкції можуть виступати як термоізоляційні матеріали за рахунок малої
площі «температурних містків» між «гарячою» та «холодною» сторонами.
В наш час стільникові конструкції все частіше починають
використовуватися в повсякденному житті наприклад: в будівництві в якості
шумопоглинаючого матеріалу, термоізолятора, світлопроникних стінових
конструкцій; в меблевій промисловості - в якості наповнювача, це дозволяє
знизити кількість використовуваної деревини, в транспортній промисловості - в
якості несучих конструкцій для зниження матеріалоємності виготовлюваних
виробів, що впливає на динамічні характеристики (як наслідок менші витрати
палива у автомобілів і менші викиди відпрацьованих газів у атмосферу)
Так як стільникові конструкції ще продовжують поширюватися у
виробництві товарів залишається актуальним поліпшення та спрощення їхнього
виготовлення
СПИСОК ЛІТЕРАТУРИ
1. Берсудский В.Е., Крысин В.Н., Лесных С.И.
Технология изготовления сотовых авиационных конструкций. -М. : Машиностроение,
1975
. Кардашов Д.А. «Синтетические клеи»
. Інформаційні технології в освіті, науці та
виробництві. Вип 1(2): I-74 наук. Праць. О.: А. О.
Бахва, 2013, - 344 с.
. Процес і обладнання струминно-лазерного
різання: Монографія. - Харків. - В-во «Точка», 2013. - 288 с. - іл..
5. Билик Ш. М. Макрогеометрия деталей
машин. М., «Машиностроение», 1973. 344 с.
6. Борисов М. В., Павлов И. А.,
Постников В. М. Ускоренные испытания машин на износостойкость, как основа
повышения их качества. М., Издательство стандартов, 1976. 352 с.
7. Бруевич Н. Г., Сергеев В. И.
Основы нелинейной теории точности и надежности устройств. М., «Наука», 1976.
136 с.
8. Бусленко Н. П. Моделирование
сложных систем. М., «Наука», 1969. 576 с.
9. Гнеденко Б. В., Беляев Ю. К.,
Соловьев А. Д. Математические методы в теории надежности. М., «Наука», 1965.
524 с.
10. Гоулдстейн Дж. Растровая
электронная микроскопия и рентгено-скопический анализ. - М.: Мир, 1995. - 432
с. - ил.
11. Дальский А. М. Технологическое
обеспечение надежности высокоточных деталей машин. М., «Машиностроение», 1975.
224 с.
12. Коваленко В.С. Лазерная технология. - К.: Вища школа,
- 1989. - 280 с.
. Коваленко В.С., Романенко В.В., Олещук Л.М.
Малоотходные процессы резки лучом лазера. - К.: Техника, 1987. - 112 с. - ил.
14. Кузнецов
Ю.Н. и др. Компоновки станков с механизмами параллельной структуры. -
Киев-Херсон: ПП «Вишемирский» - 2010. - 471 с.
15. Лыков, А.В. Теория тепло- и
массопереноса / А.В.Лыков, Ю.А.Михайлов. - М. - Л.: Госэнергоиздат, 1963. - 535
с.
16. В.А. Крижанівський, Ю.М.
Кузнєцов, І.А. Валявський, Р.А. Скляров. - Технологічне обладнання з
паралельною кінематикою. - імекс ЛТД Кіровоград 2004р. - 449с.
17. Методы испытания, контроля и
исследования машиностроительных материалов. Справочное пособие /под ред.
Туманова А.Т. - М.: Машиностроение, 1973. - т.3. - 282 с.
18. Михайлов А.Н. Разработка
технологий на основе функционально ориентированного похода. - Донецк,
из-воДонНТУ, 2008. - 450 с. - ил.
19. Моделювання
й оптимізація в машинобудуванні: Навч. посібник / В.В. Душинський, С.Г.
Кравченко. - К.: НМК ВО, 1992. - 304 с. - Рос. мовою.
20. Струтинський
В.Б., Веселовська Н.Р. Технологія моделювання динамічних процессів та систем.
Монографія. - Вінниця: О.Власюк, 2007. - 466 с.
21. Черепанов Г.П. Механика
разрушения композиционных материалов. - М.: Наука, 1983. - 296 с.
22. . Лекції з охорони праці. Навчальний посібник. О. К.
Шуаібов - Ужгород, Ужгородський національний
університет, фізичний факультет, -2006, - 94 с. - Укр.
мовою.
. Кочергин А. И. « Констуирование и расчет
металорежущих станков и станочныхкомплексов. Курсовое проектирование: Учеб.
Пособие для вузов. - Мн.: Выш. шк., 1991, - 382 с.: ил.
. Парфенов В. А. П55 Лазерная микрообработка
материалов: Учеб. пособие. СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2011. 59 с
. http://rc-stroy.ru/news/91
. http://www.8e.ru/print/10126.php
. www.jobs.ua/pravo/social_security/lib-article-300/
. http://leg.co.ua/knigi/pravila/pravila-ohoroni-praci-pid-chas-vikonannya-robit-na-visoti-3.html
. http://buklib.net/books/31185/