Совершенствование технологии ремонта колесных пар локомотивов в депо Рыбное
Российская
Федерация
Федеральное
агентство железнодорожного транспорта
Московский
государственный университет путей сообщения (МИИТ)
Дипломный
проект
Совершенствование
технологии ремонта колесных пар локомотивов в депо Рыбное
Дипломник
Иванчук Р.С.
Руководитель проекта
Болотов В.С.
Москва 2014
г.
Содержание
Введение
1. Анализ
выхода из строя колесных пар
1.1
Устройство колесных пар локомотивов
.2 Требования
ПТЭ к колесным парам
.3
Обыкновенное освидетельствование колесных пар
.4 Влияние
сужения рельсовой колеи
.5
Взаимодействие подвижного состава и пути
2.
Совершенствование технологии ремонта колесных пар локомотивов
2.1
Перспективные материалы для изготовления железнодорожных колес
.2 Методы
упрочнения колесных пар
2.2.1
Упрочнение колесных пар твердыми сплавами
.2.2 Лазерное
упрочнение
.2.3
Плазменное поверхностное упрочнение
3.
Ресурсосберегающие технологии обточки колесных пар
4. Методы
контроля технического состояния колёсных пар в эксплуатации
5.
Мероприятия по снижению износа колесных пар в эксплуатации
5.1
Лубрикация
.2
Рельсосмазывание
.3
Гребнесмазывание
.4 Влияние
перекоса колесной пары на износ гребней бандажей
.5 Резервы
повышения надежности колесных пар
6.
Безопасность жизнедеятельности
6.1
Устройства защитного отключения
.2 Действия
локомотивной бригады при пожаре на тепловозе
7.
Технико-экономическое обоснование применения рельсосмазывателя
Заключение
Список
литературы
Перечень
графического материала
Введение
Колесные пары являются одним из самых ответственных узлов тягового
подвижного состава (ТПС), от состояния которых зависит безопасность движения
поездов. Величиной ресурса бандажей колесных пар определяются периодичность
обслуживания ТО-4, на котором производится обточка бандажей колесных пар с
целью восстановления профиля катания, а также периодичность среднего СР и
капитального КР ремонтов, на которых производится замена полностью изношенных
бандажей. В настоящий момент проблема износа бандажей колесных пар встала особо
остро.
Интенсивный износ гребней колес подвижного состава и боковой грани
рельсов, наблюдаемый в последние годы на железных дорогах России, является
следствием многофакторного изменения в течение достаточно длительного времени
условий взаимодействия подвижного состава и пути, происходящего главным образом,
в связи с ростом объема перевозок и повышением грузонапряженности железных
дорог.
Решающую роль в повышении износа в зоне контакта колесо - рельс играют
следующие основные причины:
· рост вертикальной и, особенно, горизонтальной жесткости пути
(внедрение мощных рельсов тяжелых типов, железобетонных шпал и жестких
скреплений);
· сужение колеи;
· замена на подвижном составе буксовых подшипников скольжения
на роликовые (помимо устранения естественного смазывания рельса подтекающей
смазкой, это привело к резкому увеличению сопротивления повороту тележек
подвижного состава в кривых);
Увеличение в 2000 г минимально допустимой в эксплуатации толщины гребня
профиля ДМеТИ ЛР (с 23 мм до 25 мм) с целью повышения безопасности движения еще
больше усложнило ситуацию и, как следствие, в локомотивных депо возросли объемы
ремонтных работ и затраты по содержанию колесных пар ТПС. Поэтому проблема
снижения износа бандажей колесных пар, поддержание их в работоспособном
состоянии, своевременного планирования и определения рациональных объемов их
ремонтов является одной из важнейших технико-экономических задач.
Существуют два главных направления уменьшения износа как результата
работы сил трения:
· снижение абсолютных значений сил трения в контакте;
· снижение продолжительности контакта гребней колес и боковой
поверхности рельсов.
Первая задача является преимущественно трибологической, вторая
затрагивает главным образом, конструктивные параметры пути и ходовых частей
подвижного состава, определяющие величину и продолжительность проскальзывания
гребня колеса по боковой поверхности рельса.
Изучение фундаментальных закономерностей, обуславливающих характер и
интенсивность износа в зоне контакта, показывает, что снижение коэффициента
трения наиболее эффективно влияет практически на все трибологические и силовые
параметры, формируемые в зоне контакта гребней колес и боковой грани рельса в
кривых участках пути.
Наиболее прогрессивным в достижении данной цели является применение
лубрикаторов систем подачи специальных смазочных материалов в зону трения
гребень колеса - головка рельса.
Целью данного дипломного проекта является совершенствование технологии
ремонта, позволяющее снизить темпы износа бандажей колесных пар ТПС при
существующих условиях взаимодействия подвижного состава и пути.
1. Анализ выхода из строя колесных пар
.1 Устройство колесных пар локомотивов
Колесная пара является наиболее ответственным узлом в тележке, и от
надежности ее работы зависит безопасность движения. Во время работы она жестко
воспринимает все удары от неровностей пути, как в вертикальном, так и в
горизонтальном направлении и в свою очередь сама жестко воздействует на путь.
Кроме того, детали колесной пары воспринимают вращающий момент от тягового
двигателя при реализации тягового усилия. Поэтому от конструкции колесной пары
требуется обеспечение необходимой прочности всех ее элементов.
Колесные пары различают по способу подвешивания тягового двигателя. При
опорно-центровом и опорно-рамном подвешивании тягового электродвигателя
передачу крутящего момента от него к колесной паре осуществляют при помощи
упругих муфт, обеспечивающих относительное перемещение колесной пары и тягового
двигателя. В таких конструкциях ведомая шестерня с осью колесной пары не
связана. При опорно-осевом подвешивании большое зубчатое колесо непосредственно
напрессовано на ось колесной пары или на удлиненную ступицу колесного центра.
Колесные пары локомотивов преимущественно используют с внешними шейками,
в этом случае колеса располагают внутри рам тележек. Исключение составляют
тепловозы, в которых усилия от тягового двигателя к движущей паре передаются
при помощи спарниковой передачи. При такой передаче пальцы кривошипов колесных
центров для спарникового механизма вынуждают располагать колеса снаружи рам.
Колесные пары в зависимости от конструкции колесного центра
классифицируют также на спицевые, дисковые стальные литые и катаные. Спицевые и
дисковые относятся к числу сборных, они состоят из колесного центра, бандажа и
укрепляющего кольца. Такие колеса нашли широкое применение в локомотивостроении.
Технология обработки деталей колесной пары и тепловой способ ее
формирования для всех локомотивов с опорно-осевым подвешиванием тяговых
двигателей, одинаковы. Формирование ведомой шестерни с осью выполняют также
тепловым способом, а колесные пары с осью - прессовым или тепловым способами.
В настоящее время на железнодорожном транспорте применяют два типа колес:
для тепловозов - диаметром 1050 мм, для электровозов 1250 мм. Больший диаметр
колеса обусловливает следующие преимущества: увеличение силы тяги в результате
повышения нагрузки на ось; существенное повышение противобоксовочных качеств;
возможное снижение контактных напряжений в рельсах; унификацию ходовых частей
тепловозов и электровозов, что снижает расходы на формирование колесных пар; уменьшение
необходимого запаса бандажей, осей, центров, букс; снижение эксплуатационных и
ремонтных расходов.
К колесным парам при их освидетельствовании, ремонте и формировании
предъявляют повышенные требования, обусловленные " Инструкцией по
формированию, ремонту и содержанию колесных пар тягового подвижного состава
железных дорог колеи 1520 мм " ЦТ-329 от 14.06.1995 г.
Каждая колесная пара должна иметь на оси четко поставленные знаки о
времени и месте формирования, полного освидетельствования и клейма о приемке ее
при формировании и полном освидетельствовании. Элементы колесной пары должны
иметь знаки и клейма, установленные соответствующими стандартами, техническими
условиями и инструкцией ЦТ-329.
Колесная пара электровоза (рис. 1.1.1.) состоит из оси 5, колесных
центров 1, бандажей 2,двух зубчатых колес 4 и бандажных колец 3.
Оси колесных пар кованые из осевой стали с содержанием углерода
0,35-0,45%. Механические свойства осевой стали после термообработки должны
соответствовать ГОСТ 3281-59.
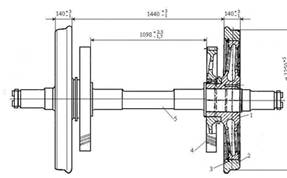
Рис. 1.1.1. Колесная пара электровоза
Ось (рис. 1.1.2.) состоит из средней части 1, шеек моторно-осевых
подшипников 2, подступичных частей 3, предподступичных частей 4, буксовых шеек
5.
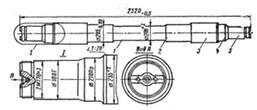
Рис. 1.1.2. Ось колесной пары
Часть оси, на которую передается нагрузка, носит название шейки, а другая
часть оси, предназначенная для насадки колесного центра, называется
подступичной частью 3. Переход от шейки к подступичной части образует
предподступичную часть 4, а между колесными центрами находится средняя часть
оси 1. При опорно-осевой подвеске тяговый двигатель двумя подшипниками
опирается на моторно-осевые шейки 2 средней части оси. Диаметр шеек значительно
меньше диаметра подступичной части, так как в сечениях шейки действует меньший
изгибающий момент.
Для снижения концентрации напряжений переход от одного сечения к другому
сопряжен плавными выкружками, называемыми галтелями. Галтели по возможности
должны иметь большие радиусы и высокую чистоту обработки. Все поверхности оси,
за исключением торцов, шлифуют, кроме того, буксовые, моторно-осевые и
подступичные части подвергают упрочняющей накатке профильными роликами с
усилием 4 тс при начальной и 205 тс при окончательной накатке. После
окончательной механической обработки ось проверяют магнитным дефектоскопом на
отсутствие трещин.
На концах буксовых шеек имеется резьба 2М170×3
для гайки, закрепляющей
приставное кольцо роликовых подшипников на оси. В торцах оси нарезано по два
отверстия М16 для крепления планки, предохраняющей гайку от отвинчивания [1].
Колесная пара тепловоза (рис. 1.1.3.) состоит из оси 3, колесных центров
6, бандажей 7, зубчатого колеса 1 и бандажных колец 8. Оси тепловозных колесных
пар вытачивают из специальных кованых осевых заготовок углеродистой стали Ос.л.
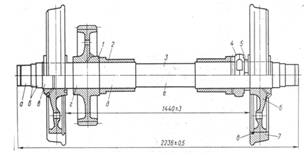
Рис. 1.1.3. Колесная пара тепловоза
Ось имеет круглое поперечное сечение с различными диаметрами по длине в
зависимости от назначения ее частей. Наружные концевые шейки а служат для
размещения на них буксовых подшипников. Наибольший диаметр имеют подступичные
части в, на которые напрессованы колесные центры, и г, где находится зубчатое
колесо 1. Внутренние шейки д служат опорой для моторно-осевых подшипников
тягового электродвигателя.
Цилиндрические поверхности оси (кроме средней части е) и их галтели
упрочняются накаткой стальными закаленными роликами при нажатии на ролик 30-40
кН. Поверхности шеек оси после накатки шлифуют под посадку буксовых подшипников.
По торцам оси в процессе обработки засверливаются центровые отверстия. В одно
из которых затем вставляется втулка привода валика скоростимера [2].
Зубчатая передача предназначена для передачи вращающего момента с вала
якоря тягового двигателя на ведущие колеса. На электровозах ВЛ10, ВЛ10у
применена жесткая двусторонняя косозубая передача, она состоит из двух
шестерен, насаженных в горячем состоянии на конические валы якоря тягового
двигателя, и двух зубчатых колес, напрессованных на удлиненные ступицы колесных
центров. Зубчатое колесо изготовлено цельнокатаной поковкой из стали 55 ГОСТ
1050-74, которую подвергают объемному улучшению до твердости 280-315 НБ (по
Бринеллю), после чего нарезают зубья, венец и зубья шевенгуют.
На тепловозах применена односторонняя прямозубая передача. Зубчатое
колесо колесной пары является ведомым, оно входит в зацепление с ведущей
шестерней, находящейся на валу тягового электродвигателя. Ведомое зубчатое
колесо колесных пар всех серий отечественных тепловозов изготовлено из хромоникелевой
стали 45ХН.
Колесные центры электровозных колесных пар коробчатые, отлитые из стали
25Л-III. На удлиненные ступицы центров напрессованы зубчатые колеса с усилием
50-80 тс. Натяг составляет 0,25-0,35 мм.
Колесные центры тепловозных колесных пар отливают из мартеновской стали
25 Л III центробежным способом. Наружная часть колесного центра обод и
внутренняя ступица подвергаются механической обработке для сопряжения в
последующем соответственно с бандажом и осью. Конструкции колес и колесных центров
различаются по исполнению части, соединяющей обод и ступицу в одно целое.
Обычно это диск - плоский или с небольшой конусностью. Такие колеса называют
дисковыми. При большом диаметре дисковое колесо оказывается чрезмерно тяжелым.
На тепловозе 2ТЭ121 применены спицевые колеса.
Бандажи - это наиболее часто сменяемая часть локомотивных колесных пар.
Между бандажом и рельсом возникают высокие контактные напряжения, превышающие
иногда предел текучести. Качение колеса по рельсу сопровождается значительным
проскальзыванием, что объясняется поперечными перемещениями колес, вилянием в
связи с конической поверхностью бандажей и боксованием колес при высоких
контактных напряжениях между бандажом и рельсом. Эти причины вызывают
значительный износ бандажей.
Толщина нового бандажа (рис.1.1.4. а) установлена для локомотивов ВЛ10,
ВЛ10у 90+5 мм. Минимальная толщина бандажа составляет 45 мм. Ширина бандажа в
обработанном состоянии составляет 140±3. Износ концентрируется в зоне контакта
и у гребня. Величина А, характеризующая износ (рис. 1.1.4. б) называется
прокатом бандажа. По правилам технической эксплуатации наибольший прокат
бандажа для локомотивов не должен превышать 7 мм.
Бандаж изготовляют из специальной стали по ГОСТ - 398-71. Профиль бандажа
выполнен в соответствии с требованиями ГОСТ 11018-76. Правильность профиля
проверяют специальным шаблоном. Бандаж насаживают на обод колесного центра в
горячем состоянии при температуре 250-320°С с натягом 1,3-1,7 мм.
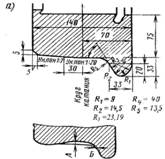
Рис. 1.1.4. Профиль бандажа: а - после обточки, б - с прокатом.
Перед насадкой бандаж проверяют магнитным дефектоскопом на отсутствие
трещин. Для предупреждения сползания с колесного центра бандаж стопорят
бандажным кольцом из стали специального профиля по ГОСТ 5267.10-90. Собранное
колесо с колесным центром и бандажным кольцом напрессовывают на ось усилием
110-150 тс.
Тепловозные бандажи прокатываются из специальной бандажной стали. Новым
бандажам в процессе изготовления после механической обработки придается
определенная форма наружной поверхности - поверхности катания. Стандартная
ширина таких бандажей 140 мм, толщина нового бандажа 75 мм.
Буксы электровоза (рис. 1.1.5.) бесчелюстные двухповодковые с роликовыми
подшипниками являются узлами высокой точности изготовления. Через буксы на
колесные пары передается вертикальная нагрузка от подрессоренной массы
электровоза, а от колесных пар на рамы тележек придаются усилия тяги,
торможения и боковые горизонтальные усилия.
Конструктивно бесчелюстная букса выполнена в виде корпуса 9, отлитого из
стали 25Л-II, с четырьмя приливами для крепления тяг с сайлентблоками и двух
приливов с проушинами для крепления в них рессоры. Эти приливы расположены в
нижней части корпуса. Внутри корпуса размещены роликовые подшипники 1 типов
2052536ЛМ наружные и 2042536ЛМ внутренние размером 320×180×86
мм. Внутренние кольца
подшипников насаживают на буксовую шейку оси в горячем состоянии при
температуре 100-120°С.
Натяг колец подбирают в холодном состоянии до нагрева, и он должен быть
выдержан в пределах 0,004-0,06 мм. Наружные кольца подшипников установлены в
корпусе по скользящей посадке с зазором 0,06-0,14 мм. Как внутренние, так и
наружные кольца подшипников разделены между собой дистанционными кольцами 5.
Внутренние кольца подшипников через упорное кольцо наружного стягивают гайкой
4, которая стопорится планкой 3, закрепленной двумя болтами М16 в специальном
пазу на торце оси. Осевой разбег двух спаренных подшипников должен быть в
пределах 1,0-2,0 мм. Достигается он подбором толщины наружного дистанционного
кольца.
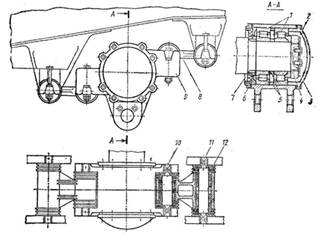
Рис. 1.1.5. Буксовый узел электровоза
Радиальный зазор подшипников в свободном состоянии должен быть
0,150-0,215 мм. Разность радиальных зазоров двух спаренных подшипников в
свободном состоянии не более 0,03 мм.
С внутреннего торца букса закрыта кольцом 7, насаженным на
предподступичную часть оси, и крышкой 6. Выточки в кольце и крышке образуют
лабиринт, предохраняющий от попадания в полость буксы пыли, инородных тел и от
вытекания смазки из буксы. Как с передней стороны буксы, так и с задней под
крышки 2 и 6 ставят уплотнение из резиновых колец круглого сечения.
Пространство в лабиринте задней крышки, между задней крышкой и
подшипником, между подшипниками и передней крышкой, а также в самих подшипниках
заполняют консистентной смазкой БУКСОЛ. Общее количество смазки составляет
3,5-4 кг. Как избыток смазки, так и ее недостаток вызывает повышенный нагрев
буксы и усиленный износ подшипников. Смазку добавляют через отверстие в боковой
части корпуса буксы, закрытое пробкой.
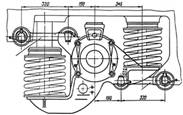
Рис. 1.1.6. Буксовый узел тепловоза
Поводковые (бесчелюстные) буксы (рис. 1.1.6.) применены на тепловозах
2ТЭ10В, 2ТЭ116 и др. Такие буксы полностью исключают трение в узле. Корпус
буксы имеет своеобразную форму: у него нет боковых направляющих плоскостей.
Корпус имеет две пары клиновидных вырезов для соединения с валиками
резинометаллических втулок поводков. Поводки также при помощи таких втулок
присоединяются к раме тележки. Такая подвеска буксы дает ей возможность
упругого перемещения относительно рамы в вертикальном и поперечном
направлениях. Корпус имеет два опорных кронштейна для пружин рессорного
подвешивания. Сам корпус в этом случае играет роль балансира. К передней крышке
корпуса приварен кронштейн для крепления фрикционного амортизатора.
В бесчелюстной буксе отсутствует упор скольжения: он заменен упорным
шарикоподшипником. В связи с этим отпала необходимость двух видов смазки. Букса
заполняется консистентной смазкой и не требует ее замены до текущего ремонта
ТР-3.
Буксы колесных пар с правой стороны по направлению движения имеют
передние крышки с фланцами для установки на них червячных редукторов привода
скоростемера. Монтаж, демонтаж и уход за буксами в эксплуатации производят
согласно "Инструкции по техническому обслуживанию и ремонту узлов с
подшипниками качения локомотивов и моторвагонного подвижного состава"
ЦТ-330 от 11.06.1995 г.
1.2 Требования ПТЭ к колесным парам
Каждая колесная пара должна удовлетворять требованиям,
установленным соответствующей инструкцией по осмотру, освидетельствованию,
ремонту и формированию колесных пар подвижного состава и иметь на оси, четко
поставленные знаки о времени и месте формирования и полного освидетельствования
колесной пары, а также клейма о приемке ее при формировании.
Знаки и клейма ставятся в местах, предусмотренных
правилами маркировки.
Колесные пары в установленном порядке должны
подвергаться осмотру под подвижным составом, обыкновенному и полному
освидетельствованиям, а при подкатке регистрироваться в соответствующих
журналах или паспортах.
Расстояние между внутренними гранями колес
ненагруженной колесной пары должно быть 1440 мм.
У локомотивов и вагонов, а также специального
самоходного подвижного состава, обращающихся в поездах со скоростью свыше 120 км/ч
до 140 км/ч, отклонения допускаются в сторону увеличения не более 3 мм и в
сторону уменьшения не более 1 мм, при скоростях до 120 км/ч отклонения
допускаются в сторону увеличения и уменьшения не более 3 мм.
Не допускается выпускать в эксплуатацию и к следованию
в поездах подвижной состав и специальный подвижной состав с трещиной в любой
части оси колесной пары или трещиной в ободе, диске и ступице колеса, при
наличии остроконечного наката на гребне колесной пары, а также при следующих
износах и повреждениях колесных пар, нарушающих нормальное взаимодействие пути
и подвижного состава:
при скоростях движения свыше 120 км/ч до 140 км/ч:
· прокат по кругу катания у
локомотивов, мотор-вагонного подвижного состава, пассажирских вагонов более 5
мм;
· толщина гребня более 33 мм или менее
28 мм у локомотивов при измерении на расстоянии 20 мм от вершины гребня при
высоте гребня 30 мм, а у подвижного состава с высотой гребня 28 мм - при
измерении на расстоянии 18 мм от вершины гребня;
при скоростях движения до 120 км/ч:
· прокат по кругу катания у
локомотивов, а также у мотор-вагонного подвижного состава и пассажирских
вагонов в поездах дальнего сообщения - более 7 мм, у мотор-вагонного и
специального самоходного подвижного состава и пассажирских вагонов в поездах местного
и пригородного сообщений - более 8 мм, у вагонов рефрижераторного парка и
грузовых вагонов - более 9 мм;
· толщина гребня более 33 мм или менее
25 мм у локомотивов при измерении на расстоянии 20 мм от вершины гребня при
высоте гребня 30 мм, а у подвижного состава с высотой гребня 28 мм - при
измерении на расстоянии 18 мм от вершины гребня;
· вертикальный подрез гребня высотой
более18 мм, измеряемый специальным шаблоном;
· ползун (выбоина) на поверхности
катания у локомотивов, моторвагонного и специального подвижного состава, а
также у тендеров паровозов и вагонов с роликовыми буксовыми подшипниками более
1 мм, а у тендеров более 2 мм.
При обнаружении в пути следования у вагона, кроме
моторного вагона моторвагонного подвижного состава или тендера с роликовыми
буксовыми подшипниками, ползуна (выбоины) глубиной более 1 мм, но не более 2 мм
разрешается довести такой вагон (тендер) без отцепки от поезда (пассажирский со
скоростью не свыше 100 км/ч, грузовой - не свыше 70 км/ч) до ближайшего пункта
технического обслуживания, имеющего средства для замены колесных пар.
При величине ползуна у вагонов, кроме моторного вагона
моторвагонного подвижного состава, от 2 до 6 мм, у локомотива и моторного
вагона моторвагонного подвижного состава, а также специального самоходного
подвижного состава от 1 до 2 мм допускается следование поезда до ближайшей
станции со скоростью 15 км/ч, а при величине ползуна соответственно свыше 6 до
12 мм и свыше 2 до 4 мм - со скоростью 10 км/ч, где колесная пара должна быть
заменена.
При ползуне свыше 12 мм у вагона и тендера, свыше 4 мм
у локомотива и моторного вагона мотор-вагонного подвижного состава разрешается
следование со скоростью 10 км/ч при условии вывешивания или исключения
возможности вращения колесной пары.
Локомотив при этом должен быть отцеплен от поезда,
тормозные цилиндры и тяговый электродвигатель (группа электродвигателей)
поврежденной колесной пары отключены.
При включении грузовых вагонов в пассажирские поезда
нормы содержания колесных пар должны удовлетворять нормам, установленным для
пассажирских поездов. [3]
.3 Обыкновенное освидетельствование колесных пар
В условиях локомотивного депо Рыбное ремонт колесных пар производится в
объеме обыкновенного освидетельствования.
Обыкновенное освидетельствование колесных пар проводят во всех случаях их
подкатки под локомотив в депо, за исключением:
первой подкатки под ТПС колесной пары, если после ее формирования или
проведения полного освидетельствования прошло не более 2 лет. При этом дату
формирования и освидетельствования устанавливают по клеймам на торце (бурте)
оси;
после крушения, аварии и схода с рельсов при скорости, если отсутствуют
повреждения элементов колесной пары, требующие их замены.
При обыкновенном освидетельствовании колесных пар выполняются все
проверки, предусмотренные осмотром колесных пар под ТПС, и дополнительно
проводятся следующие работы:
· Составные части колесной пары очищаются от грязи, смазки или
обмываются в моечной машине. Остатки грязи и смазки не допускаются.
· Проверяется наличие установленных клейм и знаков.
Отсутствие или неясность клейм не допускается. В эксплуатацию допускаются
колесные пары только с четко различаемыми знаками на оси о времени и месте
формирования, переформирования и полного освидетельствования, клеймами о
приемке ее при формировании и переформировании. При этом на составных частях
колесной пары должны однозначно определяться знаки и клейма в соответствии с
рис. 1.3.1.-1.3.3.
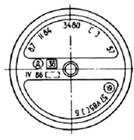
Рис. 1.3.1. Знаки и клейма на правом торце колесной
пары
- условный номер предприятия-изготовителя
необработанной оси; 2 - месяц (римскими цифрами) и год (две последние цифры)
изготовления необработанной оси; 3 - порядковый номер плавки и номер оси; 4 -
клейма технического контроля предприятия-изготовителя и представителя приемки,
проверивших правильность переноса маркировки и принявших обработанную ось; 5 -
условный номер предприятия-изготовителя, обработавшего ось; 6 - клейма метода
формирования колесной пары (Ф - прессовый, ФТ - тепловой); 7 - условный номер
предприятия, производившею формирование колесной пары; 8 - месяц (римскими
цифрами) и год (две последние цифры) формирования колесной пары; 9 - клейма
технического контроля предприятия-изготовителя и представителя приемки,
принявших колесную пару; 10 - клейма балансировки; 11 - клейма переформирования
колесной пары; 12 - номер ремонтного пункта, производившего переформирование;
13 - месяц (римскими цифрами) и год (две последние цифры) переформирования; 14
- клейма технического контроля ремонтного пункта и инспектора-приемщика
(приемщика локомотивов), принявших колесную пару после переформирования.
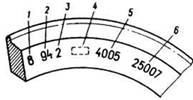
Рис. 1.3.2. Знаки и клейма на наружной грани бандажа
- условный номер предприятия изготовителя; 2 - год
(две последние цифры) изготовления; 3 - марка бандажа; 4 - клейма приемки; 5 -
номер плавки; 6 - порядковый номер бандажа по системе нумерации
предприятия-изготовителя. На импортных бандажах наносятся следующие знаки: знак
фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При
сквозной нумерации плавок (не по годам) год изготовления не наносится.
Порядковый номер бандажа отдельными фирмами не наносится.
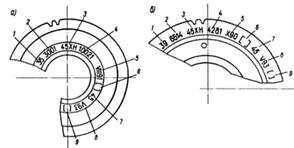
Рис. 1.3.3. Знаки и клейма: а - на зубчатом колесе; б
- на венце зубчатого колеса
- товарный знак или условный номер
предприятия-изготовителя; 2 - порядковый номер зубчатого колеса (венца); 3 -
марка стали: 4 - номер плавки; 5 - месяц (римскими цифрами) и год (две
последние цифры) изготовления; 6 - клейма технического контроля предприятия-изготовителя
и представители заказчика; 7 - условный номер предприятия, производившего
установку зубчатого колеса или венца; 8 - месяц (римскими цифрами) и год (две
последние цифры) установки; 9 - клейма технического контроля предприятия,
производившего установку
· Производится проверка магнитным
дефектоскопом открытых частей оси, зубьев зубчатых колес.
· Производится проверка ультразвуковым
дефектоскопом (УЗД) удлиненных ступиц колесных центров (кроме колесных пар с
приваренными кольцами на внутренних торцевых поверхностях ступиц).
· Проверяют соответствие размеров всех
элементов колесной пары установленным нормам допусков и износов.
· Проверяют состояние плотность насадки
косозубых венцов, а также контролируют состояние зубьев.
· Производят ревизию узлов с
подшипниками качения согласно "Инструкции по техническому обслуживанию и
ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного
состава " ЦТ-330 от 11.06.1995 г.
Обыкновенное освидетельствование производят мастер,
приемщик и дефектоскопист с записью результатов освидетельствования в книгу
формы ТУ-21 и паспорт колесной пары.
При ремонте колесные пары вначале тщательно
осматривают. В соответствии с Инструкцией по магнитному контролю ответственных
деталей локомотивов МПС России производят ультразвуковую и магнитную
дефектоскопию колесных пар круглыми и седлообразными дефектоскопами постоянного
и переменного тока.
Проверку зубчатых колес выполняют специальными
дефектоскопами. Магнитной дефектоскопии подвергают шейки (буксовые и моторно-осевые),
предподступичную и среднюю части оси, зубья зубчатой передачи. Ультразвуковую
дефектоскопию используют для проверки удлиненных ступиц колесных центров.
Чтобы не упустить каких-либо дефектов, колесную пару
дважды за время магнитной дефектоскопии поворачивают на угол 120°. Обнаруженные
при осмотре дефекты отмечают мелом, а если они не могут быть устранены в
условиях депо, колесная пара бракуется.
Бандажи. Перед ремонтом бандажи тщательно осматривают.
При выявлении поперечных или косых трещин независимо от размера, числа и места
их расположения, а также отколов бандажа, колесная пара бракуется. Продольные
трещины или плены, раковины, выщербины, сколы, выбоины (ползуны) отмечают мелом
и затем устраняют обточкой на токарном станке. Плотность посадки (натяг)
бандажа проверяют, обстукивая его молотком; глухой дребезжащий звук при этом
является признаком ослабления. Признаками ослабления являются также: нарушение
целости валика грязи или выделение смазки, ржавчина по окружности в месте
прилегания бандажа к ободу колесного центра; образование зазора между ободом
колесного центра и упорным буртом бандажа, несовпадение контрольных рисок на
ободе колесного центра и бандаже. Бандажи с ослаблением посадки подлежат
перетяжке, колесная пара подлежит отбраковке и отправке в завод.
Обстукиванием проверяют также плотность посадки
бандажного кольца. Оно должно плотно сидеть в выточке бандажа, а звук от удара
должен быть без дребезжания.
Обточка бандажей позволяет восстановить их нормальный
профиль. Бандаж обтачивают на колесно-токарном станке. Профиль контролируют
шаблоном, который прижимают к внутренней грани бандажа. Просвет между бандажом
и шаблоном допускается на поверхности катания не более 0,5 мм, а по высоте
гребня - не более 1 мм. Внутренние грани бандажей должны быть строго
перпендикулярны оси колесной пары. Расстояние между ними проверяют
штангенциркулем. Наружные грани бандажей, как правило, не обтачивают, однако
для устранения поверхностных дефектов такая обточка допускается, но при
условии, что не будут срезаны клейма завода-изготовителя.
Колесные центры осматривают, убеждаются в отсутствии
трещин в ступицах, спицах, дисках и ободьях и особенно протёртых мест на
ступице. Проверяют плотность посадки колесного центра на оси. Признаками его
ослабления являются: выделение ржавчины или масла вокруг ступицы с внутренней
стороны или нарушение краски в месте сопряжения оси со ступицей; изменение
расстояния между внутренними гранями бандажей; сдвиг контрольной цветной
полосы, нанесенной на торец ступицы и часть оси в месте их прилегания;
уменьшение расстояния от переходной галтели подступичной части оси до наружного
торца ступицы колеса. Колесную пару хотя бы с одним из этих признаков бракуют.
Разрешается заваривать трещины электросваркой. В одном
центре разрешается заваривать не более трех трещин. Предварительно трещины в
спицах разделывают: сквозные - Х-образно, а несквозные - U-образно. Заваривают
ее электродами УОНИ-13/55 с подогревом подготовленного участка до температуры
200-250°С.
Оси колесных пар. Визуальным осмотром выявляют
поперечные и продольные трещины, плены и протертые места. Наличие на
поверхностях оси трещин, плен, протертостей не допускается, колесная пара
бракуется. При наличии рисок, задиров, забоин, коррозии на шейках и
предподступичных частях осей разрешается устранить дефект шлифовальной шкуркой
с зернистостью 5 или 6 с применением масла. После зачистки
продефектоскопировать. При больших размерах повреждений колесная пара подлежит
отбраковке и отправке на завод.
При осмотре оси особое внимание обращают на галтели
шеек, предподступичные части, также на места сопряжения цилиндрических частей
оси с галтелями. Об образовании трещин в подступичной части оси можно судить по
налету ржавчины на торце ступицы (в виде мелкой красноватой пыли), нарушению целости
слоя краски или вздутию его бугорками в месте сопряжения оси со ступицей, по
образованию зазора между осью и ступицей, а также по результатам магнитной
дефектоскопии. Резьбу на концах оси проверяют непроходным калибром. Если он на
резьбу навинчивается, ось бракуют.
Зубчатые колеса с трещинами, износами зубьев более допустимого,
вмятинами, раковинами, отколами более чем на 10% площади поверхности зуба
бракуют. Зубья, боковую поверхность зубчатых колес подвергают магнитной
дефектоскопии. После осмотра и магнитной дефектоскопии зубьев измеряют их износ
универсальным зубомером (рис. 1.4.4).на высоте 8,25 мм от вершины зуба. Толщина
зуба на этой высоте должна быть 12-14 мм.
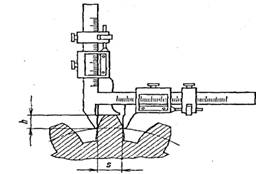
Рис. 1.3.4. Зубомер универсальный
В случаях ослабления посадки ступицы зубчатого колеса
на оси колесной пары или наличия трещин в упомянутых деталях зубчатого колеса
колесная пара подлежит отбраковке и отправке в завод для переформирования.
Подбор колесных пар.
При выпуске тягового подвижного состава из текущего
ремонта ТР-3 разрешается подкатывать колесные пары нового формирования,
колесные пары, прошедшие полное освидетельствование и, как исключение, колесные
пары, отремонтированные в объеме обыкновенного освидетельствования.
Разница диаметров бандажей по кругу катания у
комплекта колесных пар электровоза не должна превышать 8 мм, а толщина бандажей
по кругу катания должна быть в пределах установленных допусков и обеспечивать
работу тягового подвижного состава без замены бандажей по износу до очередного
ремонта СР, КР. [4]
.4 Влияние сужения рельсовой колеи
В настоящее время на железных дорогах России
продолжаются поиски более совершенных методов борьбы за снижение интенсивности
износа рельсов и колесных пар подвижного состава. Проблема, как известно, давно
вышла за рамки локальных производственных бед и превратилась в одну из основных
общесетевых, в значительной мере влияющих на рост расходов предприятий и дорог
в целом.
Некоторые научные работники пытаются убедить, в том,
что причинами резкого повышения износа более полутора десятка лет назад стали
многочисленные факторы изменения конструкции локомотивов, вагонов и пути.
Теперь совершенно ясно, что основной причиной этого явилось непродуманное и
неправильное решение МГТС о сужении колеи с 1524 до 1520 мм без изменения
допусков, размеров и профиля рабочей части колесных пар (расстояние между
внутренними гранями бандажей, естественно, осталось тем же). Это решение, было
принято "в целях уменьшения виляния колесной пары, а, следовательно, и
уменьшения боковых сил воздействия колес на рельсы, особенно при высоких
скоростях, и связанного с этим износа рельсов, ходовых частей подвижного
состава, создания устойчивого пути в плане и спокойного хода подвижного
состава".
Но на практике оказалось все совершенно не так! Новое
взаимодействие колеса и рельса (или рельса и колеса), обнаружилось, тогда когда
серьезно стали заниматься наблюдениями за колесными парами, делать контрольные
замеры, проверки выполнения технологий осмотра и ремонта, брать на себя
ответственность за выпуск электропоездов на линию, когда у ремонтников
возникали спорные вопросы по замерам или браковочным параметрам.
В периоде с (1982-1987 гг.) стали замечать, что не
только возросла интенсивность износа колесных пар (и рельсов тоже), но и
изменился сам характер износа, особенно гребней бандажей моторных и
цельнокатаных ко лесных пар прицепных вагонов, по сравнению с тем, что был
ранее. Причину этих явлений поняли несколько позже именно по изменившемуся
характеру износа. На рис. 1.4.1., изображено положение колесной пары локомотива
или вагона и рельса, а также характер износа, который мы наблюдали при ширине
колеи 1524 мм. Вначале прокат рос по кругу катания, затем более медленно
начинал расти износ гребня. Обточку колесных пар, в основном, вели по предельным
размерам проката или по обнаруженным случайным браковочным признакам. Характер
износа КП совершенно изменился после постепенной перешивки колеи. Быстрее рос
износ самого гребня - уже на первых технических обслуживаниях (ТО-3) после
эксплуатации новых или обточенных КП было видно, что износ гребня растет в
геометрической прогрессии. Но прокат стал расти медленнее. Причем, износ гребня
наблюдался как бы по касательной плоскости к внутренней (рабочей) поверхности
гребня. При достижении предельного размера толщины гребня (25 мм) теперь
приходилось на станках для обточки снимать больший по толщине слой металла.
Ресурс КП резко сократился. [5]
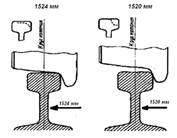
Рис. 1.4.1. Положение колесной пары и характер износа при разной ширине
колеи
Причина этому - сужение рельсовой колеи!
Гребень КП как бы "завис" на головке рельса,
особенно там, где колея сузилась еще больше по старым допускам, и особенно при
движении в кривых. Мало того, появилась и другая проблема. В положении
"зависшего" гребня на головке рельса и взаимного давления металла
гребень с внутренней стороны стал вытягиваться тоже по касательной плоскости к
вершине гребня, образуя "пленочный наклеп" и остроту в сторону
вершины (рис. 1.4.2.).

Рис. 1.4.2. Стадийность появления пленообразного
наклёпа (в зависимости от износа гребня)
Это явление теперь называют остроконечным накатом,
хотя определение остроконечного наката в действовавшей тогда Инструкции №
ЦТ/2306 было только визуальным, но совершенно иным. Машинисты и ремонтники,
работавшие с паровозами, называли его "вторым гребнем" (рис. 1.4.3.).

Рис. 1.4.3. Форма подрезанного гребня с остроконечным
накатом по инструкциям до сужения рельсовой колеи
Так называемый "остроконечный накат"
узаконили в своём новом обличии как браковочный признак.
Серьезная борьба в сетевом значении с интенсивным
ростом износа колесных пар и рельсов началась в 1994 г. с известного указания
министра путей сообщения (тогда Г.М. Фадеева) №151/Ц от 25.11.1994 г. Указанием
предусматривалось: считать главным направлением работы по снижению
интенсивности износа гребней колесных пар и бокового износа рельсов
широкомасштабное внедрение технических средств и технологии лубрикации боковой
поверхности головки с использованием передвижных рельсосмазывателей, а также
прикрытием горловин станций стационарными путевыми лубрикаторами, при
одновременном приведении пути и подвижного состава в состояние, отвечающее
действующим нормативным документам.
На железной дороге борьба с последствиями сужения
рельсовой колеи обошлась миллиардными затратами.
.5 Взаимодействие подвижного состава и пути
Изучению механизма износа, анализу видов повреждения
колес и рельсов, а также разработке способов повышения их долговечности
посвящено много исследований отечественных и зарубежных ученых и специалистов.
Так, еще до революции 1917 г. было обращено внимание на износ таких деталей,
как бандажи колесных пар локомотивов. С этой целью в 1881 г. комиссия Русского
технического общества под руководством инженера В.М. Верховского исследовала
износ бандажей и рельсов. В результате она высказалась за внедрение материалов
средней твердости, приближающейся, однако, к твердости стали.
В то же время опыты с бандажами проводились Дэдлеем
(США), Грюнером (Франция) и Вильямсом (Англия), которые высказались за
применение более мягкой стали, в противовес выводам комиссии В.М. Верховского.
Однако последующая практика эксплуатации железных дорог подтвердила
правильность выводов комиссии российских инженеров.
Комиссия В.М. Верховского пришла к заключению, что
"нет основания опасаться твердых рельсов и бандажей" и что, напротив,
"необходимо придать им большую степень твердости, но, не делая их
хрупкими, так как между жесткостью и хрупкостью есть разница и, если мы
опасаемся хрупких бандажей и рельсов, то это не обязывает нас опасаться их
твердости: они могут быть тверды и в то же время могут служить, не причиняя
опасности, продолжительное время".
Общепризнанным считается мнение, высказанное участниками
международного симпозиума в 1936 г.: с увеличением твердости износостойкость
повышается. При этом допускаемая наибольшая твердость колес ограничивается
главным образом их стойкостью против поломок. Следовательно, при достаточной
поверхностной твердости бандажей сердцевины их должны обладать необходимой
вязкостью.
Из сказанного следует вывод - восстановленные профили
бандажей колесных пар должны упрочняться по поверхности катания. Однако здесь
необходимо отметить мнение некоторых специалистов, которые опасаются, что
закаленные бандажи могут вызвать повышенный износ рельсов и снизить величину
коэффициента сцепления. Опасения вызывает возможность появления трещин на
закаленных колесах в процессе эксплуатации.
Анализ ряда работ, проведенных в Российской Федерации
и за рубежом, показывает, что такие опасения необоснованны. При работе твердого
бандажа по твердому рельсу их взаимное истирание уменьшается; пара "мягкое
колесо - твердый рельс" работает хуже.
Исследованию твердости всегда уделялось большое внимание,
так как эта характеристика позволяет косвенно судить о некоторых
физико-механических свойствах материала. Характер изменения твердости тесно
связан с износостойкостью. Длительное время считалось, что изнашивание
поверхностей трения является результатом микрорезания твердыми частицами.
Поэтому, естественно, повышение износостойкости связывали с повышением
твердости деталей.
Однако эксплуатация машин и механизмов
свидетельствует, что максимальная твердость деталей не всегда соответствует
высокой износостойкости, поскольку та является интегральной характеристикой
сложного взаимодействия различных факторов, влияющих на внутреннее напряжение
материала, и в значительной мере обусловлена внешними условиями трения. На
основных направлениях дорог Российской Федерации в пути лежат рельсы Р75, Р65 и
Р50, а на малодеятельных линиях продолжают лежать рельсы Р43, 1-а, Р38
протяженности сети.
Какой же тип рельсов лучше? Решению этого вопроса
посвящено большое число статей. Прежде всего, необходимо отметить, что рельсы
должны быть достаточно прочными, долговечными (сталь должна обладать высокой
твердостью, износостойкостью и вязкостью). Качество рельсовой стали
определяется химическим составом, микро и макро структурой.
С увеличением содержания в стали углерода повышается
ее твердость. Марганец повышает твердость, износостойкость и вязкость рельсовой
стали, а кремний - твердость и износостойкость. Доля углерода в рельсовой стали
у рельсов Р50 и Р65 (Р75) увеличена с 0,69-0,8 до 0,71-0,82% при марке стали
М74 и М76 соответственно.
Кроме того, сейчас применяют объемную закалку рельсов.
Закаленная сталь рельсов имеет тетрагональную решетку, т.е. структуру
мартенсита, для которой характерны локальные перенапряжения в металле. Атомы
кристаллической решетки отодвинуты друг от друга более чем на обычное
расстояние. Внешняя сила затрудняет их восстановление и способствует накоплению
разорванных связей.
Объемнозакаленные рельсы повышенной погонной массы
были введены в эксплуатацию для снижения контактно-усталостных повреждений. Однако
это не привело к должным результатам, скорее наоборот.
Так для рельсов Р50 доля контактно-усталостных
повреждений составляет 40%, а для Р65 - уже 50% Р-70%. Кроме того, площадка
контакта бандажа с рельсом сместилась в зону рабочей выкружки рельсов, при этом
образуется накопленный слой толщиной 5-10 мм.
Этому способствует введенный в ГОСТ 8161-85 новый
профиль головки рельсов с увеличенным до 15 мм радиусом выкружки, что вызывает
принудительный двухточечный контакт колеса и рельса в стадии его приработки. В
результате практически все колеса подвижного состава стали взаимодействовать с
рельсами по схеме двухточечного контакта, что является обязательным условием
износа гребней и бокового износа рельсов.
Что, объемнозакаленные рельсы Р65 и Р75 хуже? Однозначно
на этот вопрос ответить нельзя. Дело в том, что твердость поверхностей трения
бандажа и рельса к концу приработки стабилизируется независимо от их начального
состояния. За это время происходит передеформирование поверхности и изменение
ее физико-механических свойств.
Процесс установившегося изнашивания заключается в
непрерывном деформировании, разрушении и воссоздании на отдельных участках
поверхностного слоя со стабильными свойствами. Износ бандажа и рельса
существенно изменяет свойства сопряжения.
В процессе эксплуатации рабочий слой металла
поверхности катания колес претерпевает существенные изменения. У всех колес он
в значительной степени наклепан. Если твердость поверхности катания нового
бандажа составляет 248-285 единиц по Бринеллю (НВ), то наклепанного достигает
600 единиц НВ. При этом происходит изменение твердости вдоль профиля
поверхности катания и вглубь колеса от максимального значения до твердости
исходного материала.
Важным фактором упрочнения (наклепа) является
раздробление зерна на фрагменты, значительно раз ориентированные друг от друга.
Вместе с тем, существует предел пластической деформации, когда исчерпывается
возможность упрочнения (наклепа) и наступает разупрочнение (пере наклеп),
связанное с разрушением металла колеса.
С увеличением степени пластической деформации
изменяются его физические и механические свойства. Все механические
характеристики, определяющие пластичность, с увеличением степени деформации
понижаются, а характеристики, определяющие сопротивление деформированию (предел
упругости, прочности, текучести и твердость), повышаются. Наклеп приводит к
упрочнению металла, если степень деформации не превзошла так называемый порог
упрочнения, при котором наступает разупрочнение металла, появление трещин,
отслаивание металла. Перенаклеп - явление необратимое, никакая термическая
обработка не позволяет ликвидировать образовавшиеся в наклепанном металле
дефекты.
Для того чтобы бандажи колесных пар локомотивов не
подвергались разрушению под воздействием ударно-переменной нагрузки, их материал
должен быть достаточно вязким. Но так как передача давления от колес на рельсы
происходит по небольшим площадкам, необходимо чтобы металл (особенно верхних
слоев поверхности катания рельсов и гребня) обладал достаточным сопротивлением
смятию, износу, контактно-усталостным повреждениям, т.е. был бы достаточно
твердым, но не хрупким. Твердость бандажа не должна вызывать затруднений при
периодических обточках для восстановления заданного профиля.
Какое же должно быть соотношение твердостей бандажа
колесной пары локомотива и рельса? Ежегодно из пути преждевременно изымается
около 100 тыс. рельсов из-за дефектов контактно-усталостного происхождения.
Годовые потери на их замену составляют десятки миллионов рублей, а
преждевременный износ колесных пар приводит к нерентабельному расходованию
государственных средств.
Сейчас отечественной промышленностью выпускаются
бандажи колесных пар семи марок. Твердость бандажа марки 1 оставляет 248 НВ;
марки 2-269 НВ; бандажа с повышенной твердостью из стали с ванадием (марки 3)
по поверхности катания - 275 НВ, а твердость гребня - 285 НВ; марки 4 с
использованием стали с ванадием 0,02 - 0,15%, марки 5 - с содержанием бора
0,001-0,005%, марки 6 - с содержанием ниобия 0,01 - 0,07%, марки 7 - с
обработкой стали синтетическими шлаками, составляет 277 НВ. Для укладки на
магистральных путях выпускаются рельсы Р65 и Р75 с твердостью 360-380 НВ.
Необходимо отметить, что на дорогах Англии, Германии,
Франции и многих других стран применяют рельсы более легких типов, с меньшим
содержанием углерода, а значит, и меньшей твердостью. Кроме того,
Нижнетагильский металлургический комбинат (НТМК) выпускает на экспорт бандажи
твердостью 380-426 НВ.
Считается, что чем тверже бандаж, тем меньше истирание
его и рельса, но во всех случаях истирание рельса больше, чем истирание
бандажа. Лучшие результаты получаются при твердых бандажах и рельсах.
Комбинация мягкого бандажа с твердым рельсом значительно хуже, о чем
свидетельствуют исследования инженера К.И. Домбровского в 1926 г. Он утверждал,
что минимальный износ бандажей и рельсов достигается при соотношении твердости
бандажа и рельса в пределах 1-1,05.
При одинаковой твердости бандажа и рельса трущиеся
металлы имеют практически одинаковые кристаллические решетки, оторванные от
структуры изнашиваемого металла, атомы будут чаще взаимодействовать с атомами
изнашиваемого металла.
Однако при трении между одинаковыми металлами
образующиеся вследствие пластических деформаций их соединения значительно
упрочняются, и срез происходит в толщине металлов. Как правило, он
сопровождается большим повреждением контактирующих поверхностей.
Исследования специалистов позволили сделать вывод о
том, что в связи с переходом на новый тип рельсов (с Р50 на Р65) износ рельсов
и бандажей колесных пар электровозов увеличился более чем в 2 раза. При этом
лимитирует боковой износ рельсов. Если раньше (рельсы Р50) у бандажей колесных
пар электровозов лимитировал прокат (ресурс 23 мес.), то теперь (рельсы Р65)
срок службы ограничен износом гребней (ресурс 8,7 мес.). Это привело к
уменьшению ресурса бандажей колесных пар и рельсов более чем в 2 раза.
Справедливость данных результатов подтверждается
теоретически, практически и экспериментально. Об этом же свидетельствует и
практика железных дорог многих стран, где твердость колес значительно выше, чем
у нас, а также опыт Октябрьской дороги, на которой проведены испытания бандажей
марки 3 в депо Мурманск на тепловозе серии 2М62.
Исследования показали, что бандаж марки 3 в условиях
интенсивного износа гребней работает на 30% дольше, чем бандаж марки 2. Опыт
депо Суоярви свидетельствует, что бандажи марки 3 без гребнесмазывателей по
интенсивности износа работают наравне с бандажами марки 2, оборудованными АГС.
Повышение прочности бандажей приводит к весьма
существенному увеличению их долговечности. Установлено, что повышение
временного сопротивления металла колеса только на 1 кгс/мм увеличивает срок его
службы на 3%.
Таким образом, серьезным заблуждением была попытка
уменьшить износ рельсов за счет укладки в путь более мощных рельсов с повышенной
твердостью. Проблему износа колеса и рельса необходимо решать комплексно
применительно к конкретным условиям эксплуатации и ремонта, как подвижного
состава, так и пути.
Следует пересмотреть технические условия №381-81 на
бандажную сталь и увеличить твердость бандажа. Сейчас в депо надо использовать
воздушно-плазменное упрочнение поверхности колесных пар локомотивов без их
выкатки для упрочнения до твердости объемно-закаленных рельсов. Это,
несомненно, существенно уменьшит боковой износ рельсов и износ гребней колесных
пар локомотивов.
2. Совершенствование технологии ремонта колесных пар локомотивов
.1 Перспективные материалы для изготовления железнодорожных колес
На техническое обслуживание и ремонт колесных пар приходится порядка 30%
всех затрат служб подвижного состава железных дорог. Большая их часть относится
к затратам на восстановление профиля поверхности катания эксплуатируемых и
замену изношенных или поврежденных колес. Хотя материаловедческие аспекты,
определяющие срок службы колес, достаточно изучены, существенный прогресс во
внедрении новых материалов, способствующих повышению качества колес, пока еще
не наблюдается.
Обычно колеса изготавливаются из углеродисто-марганцовистых сталей. Есть
много марок таких сталей, и они стандартизированы для применения в каждой
стране по-своему. При увеличении содержания углерода повышаются прочность и
твердость, но в то же время снижаются пластичность и сопротивляемость ударным
нагрузкам и развитию трещин.
При эксплуатации колес возникают разные проблемы. Основные из них связаны
с накоплением тепловой и механической усталости, износом поверхности катания и
гребня, пластической деформацией, возникновением ползунов и образованием
мартенсита в подверженных интенсивным тепловым воздействиям зонах на поверхности
катания, что в свою очередь способствует зарождению раковин, трещин и
последующему их развитию и распространению.
Ползуны и мартенсит в зонах теплового воздействия возникают в результате
боксования и проскальзывания колесных пар. В этих зонах при указанных явлениях
температура зачастую превышают  , что вызывает аустенитные превращения в колесной стали с
образованием относительно мягкой высокотемпературной фазы, которая не способна
выдерживать высокие эксплуатационные нагрузки, а затем и ползунов. Ползуны,
если они не удалены своевременно при обточке колес, обуславливают повышение
динамических (вплоть до ударных) нагрузок на колеса и рельсы и увеличивают
вероятность их повреждения.
, что вызывает аустенитные превращения в колесной стали с
образованием относительно мягкой высокотемпературной фазы, которая не способна
выдерживать высокие эксплуатационные нагрузки, а затем и ползунов. Ползуны,
если они не удалены своевременно при обточке колес, обуславливают повышение
динамических (вплоть до ударных) нагрузок на колеса и рельсы и увеличивают
вероятность их повреждения.
Когда боксование или проскальзывание прекращается, образовавшийся
аустенит быстро охлаждается и, если скорость охлаждения достаточно высока,
преобразуется в мартенсит, структуру твердую и хрупкую.
При этом в металле трещины часто развиваются вследствие экстремально
высоких напряжений, возникающих при мартенситном превращении. Трещины, если их
не удалить при перепрофилировании колес, распространяются, вызывая
возникновение раковин и, в крайних случаях, излом колеса.
Хотя применяющиеся системы противоюзной и противобоксовочной защиты могут
в значительной степени уменьшить повреждаемость колес при проскальзывании и
боксовании, они все же не всегда способны предотвратить появление дефектов на
поверхности катания.
В течение многих лет предпринимались усилия по улучшению эксплуатационных
характеристик колес путем оптимизации конструкции подвижного состава и пути.
Однако незаслуженно мало внимания уделяется продлению срока службы колес за
счет решения фундаментальных материаловедческих проблем, таких, например, как
подверженность обычных колесных сталей повреждениям термического происхождения.
Есть мнение, что перспективными материалами для изготовления колес
является бейнитная сталь с низким содержанием углерода, в которой невозможны
мартенситные повреждения, и так называемые суперсплавы на основе никеля или
никеля с железом, в которых мартенситные превращения также невозможны и которые
обладают высокой термостойкостью. У колес из никелевых или никель-железных
суперсплавов при боксовании или проскальзывании ползуны не образуются благодаря
исключительной сопротивляемости воздействиям высокой температуры. Из материалов
обоих указанных видов колеса можно изготавливать с использованием традиционных
технологических процессов, хотя следует заметить, что суперсплавы труднее
поддаются механической обработке, чем обычные колесные стали.
Бейнитная сталь
Хотя низкоуглеродистая бейнитная сталь не может предотвратить
возникновение ползунов, в ней практически не развиваются раковины и трещины. За
счет этого колеса из бейнитной стали могут иметь существенно больший срок службы,
так как уменьшается количество металла, снимаемого при каждом
перепрофилировании.
Для применения в изготовлении колес была разработана низкоуглеродистая
бейнитная сталь, по механическим характеристикам подобная обычной колесной
стали марки ER8, но не склонная к мартенситным превращениям (именно это
являлось основной целью разработчиков). В ходе исследований установлено, что
степень сопротивляемости образованию мартенсита зависит от малейших изменений в
составе стали.
Для оценки сопротивляемости образованию мартенсита в результате быстрого
нагревания и охлаждения металл подвергли испытаниям по методу Джомини и с
наплавкой единичными узкими швами. В университете Шеффилда в соответствии с
британским стандартом BS 4437 изготовили образцы из сталей бейнитной и марки
ER8. Образцы - стержни нагревали по всей длине до  и затем быстро охлаждали с одного
конца путем погружения на 10 мин в холодную воду на стандартизированной
закалочной установке Джомини.
и затем быстро охлаждали с одного
конца путем погружения на 10 мин в холодную воду на стандартизированной
закалочной установке Джомини.
Измерения твердости выполняли с шагом 2 мм по длине образцов начиная с
охлажденного торца. Было установлено, что в ходе испытаний в бейнитной стали
мартенситные превращения не происходили, поскольку существенные изменения
твердости тоже не наблюдались.
В то же время в стали ER8 были обнаружены мартенситные превращения на
глубине примерно 20 мм от поверхности, а максимальное повышение твердости
(почти 150%) отмечено вблизи торца образца.
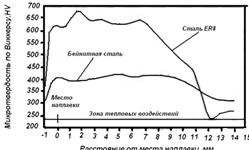
Рис. 2.1.1. Результаты испытаний образцов из обычной колесной и
низкоуглеродистой бейнитной стали
Поскольку в процессе испытаний производилась полная аустенизация
образцов, что, по всей видимости, отрицательно сказывалось на скорости
охлаждения, понадобились дополнительные испытания, в процессе которых по новой
процедуре аустенит образовался лишь в малой части образцов, причем подложка
играла роль приемника излишнего тепла. Для этого на образцах вблизи одного из
торцов было выполнено несколько единичных наплавочных швов, так что измерения
твердости происходили в эллиптической зоне интенсивного теплового воздействия.
Результаты измерения твердости на образцах из сталей ER8 и бейнитной
показаны на рисунке 2.1.1. Видно, что твердость бейнитной стали в зоне
теплового воздействия повысилась в заметно меньшей степени, чем стали ER8, что
свидетельствует об отсутствии мартенситных превращений.
Интерпретируя результаты испытаний, можно заключить, что в
низкоуглеродистой бейнитной стали возникновение раковин и трещин вследствие
боксования и проскальзывания маловероятно, так как различия в твердости зоны
теплового воздействия и остальной поверхности незначительны.
К сожалению, бейнитная сталь из-за недостаточной термостойкости не может
полностью предотвратить появление ползунов и связанных с ними динамических
перегрузок.
Суперсплавы
Суперсплавы на базе никеля или никеля с железом в течение многих лет
применяются при изготовлении деталей газовых турбин. Здесь весьма ценной
является их способность при высоких температурах сохранять почти неименной ту
термостойкость, которой они обладают при комнатной температуре, а это имеет
большое значение в условиях работы с преобладанием факторов, обуславливающих
накопление усталости. Суперсплавы на базе никеля можно применять при
температуре до  , на базе никеля с железом - до
, на базе никеля с железом - до  . В то же время указанное достоинство
сочетается с затруднениями при ковке, прокатке и обработке резанием.
. В то же время указанное достоинство
сочетается с затруднениями при ковке, прокатке и обработке резанием.
Химический состав наиболее известных суперсплавов приведен в табл. 2.2.1.
Они имеют устойчивую аустенитную матрицу, упрочненную формированием когерентной
кристаллизационной интерметаллической фазы, микроструктура суперсплавов
исключительно стабильна и не подвержена изменениям под воздействием нагревания
и охлаждения. Несколько худшие характеристики суперсплавов на базе никеля с
железом при высоких температурах объясняются именно присутствием железа.
В настоящее время проводится технико-экономический анализ применимости
суперсплавов в железнодорожной промышленности, в том числе для изготовления
колес подвижного состава с увеличенным сроком службы.
Первые результаты анализа подтвердили возможность получения определенных
выгод за счет практически полного устранения вероятности возникновения
ползунов.
Кроме того, ожидается существенное уменьшение темпов износа гребня и
поверхности катания колес.
Полагают, что, несмотря на возможность изготовления цельнокатаных колес,
более целесообразным с экономической точки зрения будет сочетание колесных
центров из обычной стали с ободами из суперсплава или даже нанесение покрытий
из суперсплава на ободы колес из обычной стали. [5]
Таблица 2.1.1
Химический состав суперсплавов
|
Компонент
|
Наименование суперсплава и
содержание компонентов, %
|
|
Waspaloy
|
Astroloy
|
Inco 718
|
Inco 901
|
|
Никель
|
58,3
|
55,1
|
53,0
|
42,5
|
|
Железо
|
Следы
|
Следы
|
18,5
|
36,0
|
|
Хром
|
19,5
|
15,0
|
18,6
|
12,5
|
|
Кобальт
|
13,5
|
17,0
|
Следы
|
Следы
|
|
Молибден
|
4,3
|
5,2
|
3,1
|
5,2
|
|
Алюминий
|
1,3
|
4,0
|
0,4
|
0,2
|
|
Титан
|
3,0
|
3,5
|
0,9
|
2,8
|
|
Углерод
|
0,08
|
0,06
|
0,04
|
0,05
|
|
Бор
|
0,006
|
0,03
|
Следы
|
0,015
|
|
Ниобий
|
Следы
|
Следы
|
5,0
|
Следы
|
.2 Методы упрочнения колесных пар
Для повышения эксплуатационной стойкости изделий из чугуна и стали,
работающих в условиях контактной усталости и износа, применяются методы поверхностного
термоупрочнения с использованием концентрированных пучков энергии - лазерных,
электронных, плазменных. Применение этих видов поверхностной обработки
позволяет, не изменяя механических свойств изделия в целом, существенно
увеличить их срок службы. Это обусловлено тем, что обработке подвергается
локальная область изделия, испытывающая наибольшие контактные напряжения.
Физическая природа упрочнения металла под воздействием концентрированных
пучков энергии связана с изменением структурного состояния в результате
локального разогрева поверхностных слоев металла и последующего охлаждения.
Образование структур закалочного типа (мартенсит, бейнит) в процессе охлаждения
приводит к увеличению твердости и износостойкости. Однако при этом может
снижаться сопротивление стали хрупкому разрушению, что ограничивает применение
подобных технологий поверхностной обработки.
Эффективность работы поверхностно упрочненного изделия определяется
следующими основными факторами: прочность и твердость упрочненной зоны металла;
однородность структуры и стабильность свойств, наличие плавной переходной
области, обеспечивающей прочность сцепления упрочненного слоя и основного
металла; высокое сопротивление разрушению.
В связи с этим, наиболее перспективными являются технологии упрочнения,
разработанные с учетом вышеперечисленных факторов.
2.2.1 Упрочнение колёсных пар твёрдыми сплавами
Проблема увеличения срока службы колесных пар весьма
актуальна, так как потери, связанные с их ускоренным износом в масштабах МПС
РФ, огромны и оказывают существенное влияние на экономику железнодорожных
перевозок.
На XI международном конгрессе по колесным парам
(Париж, июнь 1995 г.) сообщалось о новой технологии их упрочнения,
разработанной шведской фирмой ОУНОС совместно с железными дорогами Швеции (SJ)
и Германии (ОВАО). По утверждению фирмы, данная технология замедляет износ
колес в пять раз с одновременным снижением износа рельсов и уровня шума,
излучаемого при движении подвижного состава. Стоимость технического
обслуживания уменьшается на 25%.
Это достигается путем лазерного расплавления
поверхности и нанесения на нее частиц металлокерамических твердых сплавов,
образующих плотно связанный раствор в металле колеса. Обработке подвергается
полоса шириной 2 мм на участке непосредственного контакта колес с рельсами.
Испытание упрочненных колес проводили на
экспериментальном полигоне немецких железных дорог у вагонов поездов,
перевозящих руду. Линия курсирования отличалась сложным планом и профилем.
Нагрузка на ось составляла 25 тс, температура воздуха в зимнее время достигала
- 40°С. Средний пробег упрочненных колес составил 150 тыс. км, а контрольных -
67 тыс. км. Особо следует подчеркнуть, что по оценке фирмы Oil HOC одновременно
уменьшился износ рельсов. Данный результат является опровержением мнения
противников любого варианта упрочнения колес, основанном на предположении, что
с возрастанием их твердости увеличивается износ рельсов. Очевидно, что
уменьшение их износа связано с использованием сплавов, имеющих наивысшую
твердость после алмаза и карбидов тугоплавких металлов. Ассоциация американских
железных дорог, ссылаясь на данные шведской фирмы Oil HOC, информирует, что
технология лазерного упрочнения позволяет повысить стойкость колес в 10-50 раз.
Цифры многократного увеличения износостойкости колесных
пар вызывают определенные сомнения, тем более что ширина полосы упрочнения
составляет всего 2 мм. Однако анализ данных, приведенных шведским концерном
"Sandrik Coromant" по сравнительной износостойкости сталей и
металлокерамических твердых сплавов развеивает эти сомнения (рис. 2.2.1.1.).
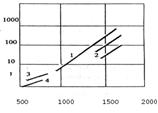
Рис. 2.2.1.1. Износостойкость различных материалов в
зависимости от их твёрдости
- металлокерамические вольфрамокобальтовые твёрдые
сплавы, 2 - металлокерамические вольфрамотитанокобальтовые твёрдые сплавы, 3 -
циментированная сталь, 4 - закалённая и отпущенная сталь
Испытания износостойкости предусматривали
использование кремния, имеющего твердость 12000 МПа, т.е. такую же, как и кварц
- главной абразивной составляющей пыли, воздействующей на все детали и
механизмы. В результате установлено, что износостойкость твердых
металлокерамических вольфрамокобальтовых сплавов в 20-30 раз выше, чем
цементированной легированной стали.
Анализ большого объема литературы по применению
деталей из твердых сплавов указанного типа позволил составить таблицу. Из ее
данных можно сделать вы вод, что детали, изготовленные из металлокерамических
твердых сплавов при работе в экстремальных условиях (давление, наличие
абразива, ударное воздействие, циклические нагрузки) показывают увеличение
срока службы от 10-30 до 200-300 раз.
Данные, приведенные на рис. 2.2.1.1, и в таблице
2.2.1.1, убедительно подтверждают обоснованность выводов фирмы DUROC о
пятикратном увеличении износостойкости колесных пар с покрытиями из
твердосплавных материалов.
Рассмотрим и оценим различные способы нанесения на
детали покрытий, содержащих металлокерамические твердые сплавы.
Лазерные технологии пока не получили широкого
распространения по причине высокой стоимости и сложности использования
оборудования.
Детонационное (взрывное) нанесение покрытий из твердых
сплавов не обеспечивает достаточно прочного сцепления слоя с поверхностью
изделия и соответственно не может быть использовано для нагруженных деталей.
Плазменное напыление также не обеспечивает необходимой прочности сцепления слоя
с поверхностью исходной детали, а наплавка приводит к разрушению (деструкции)
частиц спеченных твердых сплавов, в результате чего они теряют свои уникальные
свойства.
Электроискровое упрочнение (легирование) представляет
определенный интерес. Данный способ дает незначительный эффект, так как
приводит к деструкции металлокерамических твердых сплавов, а наносимый слой
имеет малую толщину (70 мкм). Производительность способа в 70-100 раз меньше
других, в связи с чем, его целесообразно использовать для мелких деталей,
тонких слоев, малых нагрузок и износов. При этом методе нет переноса с
электрода на деталь даже очень мелких частиц твердого сплава, а наблюдается
упрочнение поверхности соединениями и элементами, составляющими электродный
материал, что приводит к повышению твердости легируемого слоя. Однако, как
показали ходовые испытания, повышенная до 25% износостойкость сохраняется при
весьма малом пробеге (16 тыс. км), т.е. до тех пор, пока не износился тонкий легированный
слой.
Таблица 2.2.1.1
Эффективность применения деталей из твёрдых сплавов
|
Наименование детали
|
Эффективность
|
Источник
|
|
Гильзы цилиндров, гнезда
клапанов
|
увеличение срока службы в
10 - 60 раз
|
R. Kieffer F., Benesovski
|
|
Толкатели клапанов
|
снижение износа в 50 раз
|
"international
DV550" США
|
|
Детали топливных насосов
дизельных двигателей
|
срок службы 15 тыс. ч
|
"SANDViK"
|
|
Шары размольных мельниц,
центры, кулачки, люнеты, втулки кондукторов
|
снижение износа в 40 раз
|
R. Kieffer F. Benesovski
|
|
Тяжело нагруженные и
прецизионные подшипники
|
увеличение срока службы в
300 раз
|
"LANKASTER"
|
|
Фильтры для протягивания
проволоки из стали и цветных металлов
|
увеличение стойкости и
производительности в 30 - 300 раз
|
R. Kieffer F, Benesovski
|
|
Направляющие шлифовальных
станков
|
увеличение износостойкости
до 300 раз
|
R. Kieffer F. Benesovski
|
|
Контрольные калибры
|
увеличение стойкости в 60 -
150 раз
|
|
Валки для прокатки стальной
ленты
|
увеличение стойкости в 100
раз и более
|
ЦНИИТМАШ MKTC
|
|
Шнек угольной центрифуговальной
машины
|
увеличение срока службы в
20 раз
|
ВНИИТС, Киселевский маш.
завод
|
|
Сопла дробеструйных
аппаратов
|
увеличение срока службы в
30 - 60 раз
|
И.М. Федорченко
|
|
Дорны для пластического
деформирования отверстий
|
стойкость в 20 - 30 раз
выше, чем у дорнов из сталей ХВГ, Х12М
|
РИСХМ
|
Разработанный одним из авторов статьи способ
армирования деталей частицами твердых сплавов основан на электроконтактной
приварке частиц к поверхности металла регулируемыми импульсами тока. Способ был
запатентован во многих странах (Япония, Италия, Франция и др.).
Он обеспечивает прочное соединение твердосплавных
частиц с основой (матрицей). Важными преимуществами при этом являются:
исключение деструкции частиц твердых сплавов, обеспечение нужной толщины слоя в
пределах 0,1-1,5 мм, экологическая чистота и благоприятные условия труда, а
также практически полное использование дорогих присадочных материалов. Способ
позволяет размещать частицы твердого сплава как в поверхностном (материал
детали выполняет функции матрицы), так и в любом матричном слое.
Применительно к упрочнению колесных пар армирование
твердыми сплавами обеспечивает толщину слоя, соизмеримую с величиной припуска
стружки, снимаемой при обточке. Это позволяет восстанавливать колесные пары с
подрезанием упрочненного слоя и повторного многократного армирования
(упрочнения).
Износостойкость армированного слоя и самого твердого
сплава, безусловно, отличаются, вследствие того, что первый содержит близкие по
объему участки второго и соединяющей их стальной матрицы (рис. 2.2.1.2). [7]
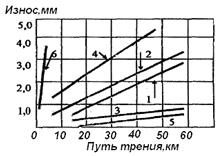
Рис. 2.2.1.2. Износ подшипниковых материалов о
поверхность, армированную твёрдым сплавом
- сталь, 2 - чугун, 3 - бабит, 4 - алюминий, 5 -
твёрдый сплав, 6 - сталь 4, 5 чугун
.2.2 Лазерное упрочнение
Проведена опытная эксплуатация прицепных вагонов серии
ЭР2, колесные пары которых были упрочнены лазерным лучом. Поверхностное
упрочнение с помощью этого перспективного метода имеет ряд положительных
особенностей. Среди них такая, как возможность локального упрочнения (по глубине
и площади) объемов материала обрабатываемых деталей в местах их износа.
Метод позволяет получить определенные
физико-механические, химические и другие свойства обрабатываемых поверхностей
деталей, легируя их различными элементами с помощью лазерного излучения. При
упрочнении отсутствуют какие-либо деформации деталей. Процесс обработки лучом
лазера по контуру полностью автоматизируется, в том числе деталей сложной
формы. Это определяется простотой транспортировки лазерного луча. Особенно
важно то, что при этом достигается плавная регулируемость параметров
поверхностного слоя упрочняемой детали.
Данный метод основан на использовании явления
высокоскоростного разогрева. Материал под действием лазерного луча
разогревается до температуры, превышающей температуру фазовых превращений, а
затем быстро охлаждается за счет отвода тепла с поверхности в основную массу
металла. Обработку проводят в воздушной атмосфере и в инертном газе аргоне.
Воздействие лазерного излучения на материал
заключается в поглощении энергии, падающей на обрабатываемую поверхность. Луч в
зависимости от типа прибора может представлять собой тонкий, подобно натянутой
струне, красный пучок гелий-неонового лазера либо объемный.
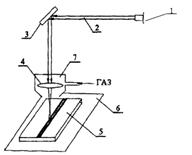
Рис. 2.2.2.1. Принципиальная схема лазерного упрочнения
1 - лазер непрерывного действия; 2 - луч лазера; 3 -
поворотное зеркало; 4-оптическая система; 5 - обрабатываемый материал; 6 -
рабочий стол установки; 7 - насадка-сопло для подачи газа в зону диаметром до
10 см мощный инфракрасный поток в углекислом газе.
У этих двух внешне различных лучей есть одно важное
общее свойство - чрезвычайно малая расходимость. Такая особенность позволяет не
только передавать энергию на большие расстояния, но и фокусировать ее в пятно
размером с длину волны лазерного излучения, создавая тем самым огромную
плотность потока энергии: от 1015 Вт/см2 в импульсном режиме до 1010
Вт/см2 - в непрерывном.
Для обработки колесных пар использовалась лазерная
установка типа ЛН-1,2 НО-Н1 в ИВТ РАН. Принципиальная схема процесса приведена
на рис. 2.2.2.1.
Наблюдение за ними осуществлялось с момента подкатки.
Для определения эффекта от лазерного упрочнения гребней бандажей в этот же
период наблюдалась контрольная партия из 9 вагонов с новыми колесными парами.
Замеры контролируемых параметров проката и толщины гребня проводились через
каждые 10-14 тыс. км пробега вагонов и записывались в журналы формы ТУ-18 и
ТУ-127.
На изнашивание бандажей колесных пар влияет большое
число случайных факторов. Среди них химический состав материала и физические
свойства бандажа, качество его изготовления и прочностные характеристики,
нагрузочные режимы и частота их повторяемости (число пусков и остановок, режимы
пуска и торможения). Большое воздействие оказывают продолжительность движения с
максимальной нагрузкой, температурные условия эксплуатации, насыщенность
поверхностей трения абразивными частицами, зависящая от интенсивности
пескоподачи, состояния пути и находящиеся во взаимосвязи с этим динамические
нагрузки на оборудование электроподвижного состава (ЭПС), а также многие другие
факторы.
Теоретически и практически доказано, что обычно
реализация износа деталей локомотивов имеет вид, представленный на (рис.
2.2.2.2.).
Рис. 2.2.2.2. Реализация контролируемого параметра
Участок 1 этой зависимости характеризует приработочный
период, в котором деталь изнашивается с повышенной интенсивностью.
Это объясняется притиранием сопряженных поверхностей,
в результате которого происходит выравнивание свойств данных поверхностей.
Затем процесс изнашивания стабилизируется и наступает период нормальной
эксплуатации (участок 2). Интенсивность износа при этом постоянна и имеет
наименьшее из всех возможных значений. С определенного момента период
нормальной эксплуатации заканчивается и наступает период усиленного износа
(участок 3). Его интенсивность снова увеличивается в результате возникновения и
роста паразитных перемещений деталей, например, проскальзывания колес по
рельсам, ударов и перекосов в подшипниках и т.д.
На практике контролируемые параметры бандажей колесных
пар вагонов электропоездов измеряют не чаще, чем на ТР-1. Приработка до первого
ТР-1 успевает закончиться, поэтому статистические данные о значениях
контролируемых параметров не содержат информации о протекании процесса
изнашивания.
Кроме того, допуски на значения контролируемых
параметров устанавливают так, чтобы предупредить наступление периода усиленного
старения. Поэтому наблюдение за износом заканчивается прежде, чем наступает
этот период.
Вследствие указанных причин полученные на практике
значения контролируемых параметров представляют только участок нормальной
эксплуатации. Здесь зависимости этих параметров от пробега близки к линейным.
На рис. 2.2.2.3., 2.2.2.4. представлены графики
аппроксимирующих линейных функций для каждого из рассматриваемых контролируемых
параметров.
На основании рассчитанных зависимостей можно
прогнозировать изнашивание и определить ресурс бандажей колесных пар до и после
лазерного упрочнения.
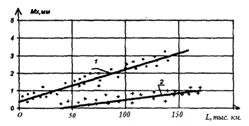
Рис 2.2.2.3. Зависимости от пробега средних значений
проката бандажей колесных пар
- до лазерного упрочнения; 2 - после лазерного
упрочнения;
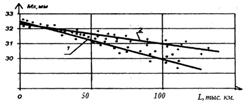
Рис. 2.2.2.4. Зависимости от пробега средних значений
толщины гребней бандажей колесных пар
- до лазерного упрочнения; 2 - после лазерного
упрочнения;
Анализ этих зависимостей показывает, что скорость
возрастания средних значений контролируемых параметров (проката и толщины
гребня) упрочненных бандажей несколько меньше, чем у контрольной. Чтобы
установить правомочность этих предположений, необходимо провести попарное
равнение уравнений регрессии.
Опуская сложные математические выкладки, отметим лишь
следующее. Для выяснения эффективности влияния упрочнения на повышение ресурса
бандажей колесных пар методами проверки статистических гипотез проводилось
попарное сравнение уравнений регрессии числовых характеристик исследуемых
параметров (проката и толщины гребня) контрольной и упрочненной групп колесных
пар.
Результаты анализа показывают, что угловые
коэффициенты попарно сравниваемых уравнений регрессии существенно отличаются
между собой. А точнее, коэффициенты уравнений (интенсивности изнашивания)
зависимостей, полученные по данным упрочненных колесных пар, существенно
меньше, чем у неупрочнённых.
Оптимальный пробег до обточки по прокату бандажей
колесных пар по кругу катания прицепных вагонов электропоезда ЭР2 депо
Москва-Октябрьская в среднем составляет, соответственно, для неупрочнённых
колесных пар контрольной группы - 290 тыс. км, а упрочненных - 760 тыс. км.
Сравнительный анализ рациональных пробегов до обточки,
показал, что он лимитирован минимальной толщиной гребня и составляет в среднем
для неупрочнённых колесных пар 310 тыс. км, для упрочненных - 540 тыс. км.
Таким образом, лазерное упрочнение поверхностей катания позволяет увеличить
пробег колесных пар до обточки в 1,76 раза. [8]
.2.3 Плазменное поверхностное упрочнение
Плазменное поверхностное упрочнение (закаливание)
гребней колесных пар считается основным (наряду с рельсосмазыванием) способом
предотвращения износа гребня.
Установка упрочнения колесных пар (УУКП) представляет собой механизм
вращения колесной пары и два плазмотрона, установленных непосредственно вблизи
рабочей поверхности колес, с профилированным срезом канала на выходе в
соответствии с профилем колеса. Вращение колесной пары и режим работы
плазмотронов управляются компьютером.
Для генерирования плазмы используются плазмотроны с закрытой
электрической дугой косвенного действия, т.е. отрицательный и положительный
полюса источника питания подаются на электроды плазмотрона, соответственно,
катод и анод, расположенные внутри плазмотрона. При работе плазмотрона сжатая
электрическая дуга, горящая между катодом и анодом, стабилизируется вихревым
газовым потоком. В качестве плазмообразующего газа используется технический
азот т.к. он является нейтральным газом по отношению к электродам. Вольфрамовый
наконечник катода впаян в медный держатель. Межэлектродная вставка (сопло) и
медный анод служат для создания требуемых электрических параметров дуги.
Низкотемпературная плазма образуется при взаимодействии электрической дуги с
азотом. Далее плазменная струя формируется в щель преобразователем потока.
Технология термоупрочнения основана на воздействии низкотемпературной
плазмы на поверхность обода колеса. Конструкция плазмотрона позволяет за один
проход обрабатывать гребень и часть поверхности катания, т.е. область колеса,
наиболее подверженную износу, это так называемая область "бокового
износа". Нагрев металла производится в g - области до температуры, не приводящей к образованию
оплавленного слоя. Охлаждение осуществляется на воздухе и за счет теплоотвода
металлом колеса.
На рис. 2.2.3.1. представлено поперечное сечение обода колеса,
подвергнутого плазменной обработке, на котором травлением выявлена упрочненная
зона. Эта зона имеет вид непрерывной полосы шириной до 70 мм, охватывающей
часть поверхности катания (до 35 мм) и гребня (до 35 мм). Максимальная толщина
упрочненного слоя - 5 мм.

Рис. 2.2.3.1. Поперечный шлиф обода термоупрочненного колеса
Структура и свойства термоупрочненного колеса.
При исследовании микроструктуры термоупрочненного и переходных слоев
выявлено пять участков с различным типом микроструктуры (рис. 2.2.3.2.):
1. Тонкий поверхностный слой с
аустенитной структурой толщиной до 20 мкм (рис. 2.2.3.2 а). Слой прочно связан
с металлом колеса, не отслаивается. Наблюдается прорастание игл
"фермообразного" мартенсита вглубь данного слоя. Его твердость
несколько ниже, чем у прилегающего слоя с игольчатой структурой. Определить
точное значение микротвердости не представляется возможным из-за малой толщины
слоя. Электронно-микроскопическое исследование показало присутствие в этом слое
нитридных фаз, образовавшихся в результате насыщения поверхностных слоев
металла азотом, вследствие особенностей технологии плазменной обработки. То
обстоятельство, что вблизи поверхности имеется слой аустенита, позволяет
предположить, что содержание азота в поверхностном слое может достигать 1.5-2.0%
вес.
2. Слой со структурой низкоотпущенного
"пакетного" мартенсита с микротвердостью Hm0,981 = 500 - 740 Н/мм2
(рис. 2.2.3.2 б). Ширина этого слоя достигает 1 мм. Тонкая структура этого слоя
включает две составляющие - двойникованные пластины и более тонкие рейки
мартенсита. Внутри двойникованных кристаллов мартенсита наблюдаются дисперсные
частицы карбидов размером 50-100 мкм.
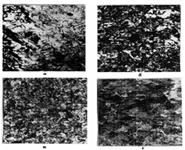
Рис. 2.2.3.2. Изменение микроструктуры с увеличением толщины
термоупрочненного слоя
а) на толщине до 20 мкм, б) 0.1 мм, в) 1.0 мм, г)7.0 мм (увеличение в 500
раз).
3. Область неоднородной промежуточной
структуры, представляющая собой смесь участков троостомартенсита с Hm0,981 = 420 Н/мм2 и
мартенсита с Hm0,981 = 610
Н/мм2. Ширина этого слоя также до 1 мм (рис. 2.2.3.2 в).
4. Промежуточная структура
троостосорбита с Hm0,981
= 300 - 390 Н/мм2 шириной до 1 мм плавно переходящая к основному
металлу.
5. Структура основного металла колеса -
сорбит отпуска с участками феррита по границам зерен (Hm0,981 = 300 - 320 Н/мм2).
Таким образом, плазменная обработка обеспечивает плавный переход от
закаленных структур к структурам основного металла колеса, что должно
благоприятно сказываться на прочности сцепления термоупрочненного слоя с
основным металлом. [9]
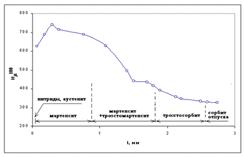
Рис. 2.2.3.3. Распределение микротвердости по толщине упрочненного слоя
С февраля 1996 года в локомотивном депо Рыбное действует установка
УУКП-4, производящая упрочнение выкаченных и новых заводских колесных пар, а с
мая 1998 года установка УУКП-4а, упрочняющая колесные пары без выкатки после
обточки на станке КЖ-20. Установки упрочнения предназначены для поверхностной
закалки (шириной 3-4 мм) гребня и сопряжения гребня и поверхности катания
колесной пары. Закалка производится током высокой частоты в среде азота, в
результате чего азот переходит в состояние высокотемпературной плазмы. Контроль
за процессом компьютеризирован. Компьютер контролирует ток, напряжение,
мощность, расход газа, скорость вращения колеса.
Технология плазменного упрочнения разработана ВНИИЖТ совместно с
Объединенным институтом высоких температур РАН и ООО "Современные
плазменные технологии".
В состав установки упрочнения колесных пар (УУКП) входят: система
электроснабжения, механизм вращения колесных пар, система газоснабжения,
система водяного охлаждения, центральный пульт управления (ЦПУ), персональный
компьютер (ПК), два плазмотрона.
В качестве плазмообразующего газа используется технический азот,
подаваемый от баллонной рампы через редуктор по трубопроводу в ЦПУ. Расход
азота через каждый плазмотрон составляет (1÷3)*10-3 кг/с, давление азота на входе в
электроклапан 0,5÷0,7 МПа. Для охлаждения плазмотронов
используется техническая вода.
Колесные пары, предназначенные для плазменного упрочнения гребней, должны
соответствовать ГОСТ 398-96, ГОСТ 3225-80, ГОСТ 11018-87, ТУ 0943-01124328-98,
конструкторской и технологической документации, утвержденной в установленном
порядке, "Инструкции по формированию, ремонту и содержанию колесных пар
тягового подвижного состава железных дорог колеи 1520 мм " ЦТ - 329 от
14.06.1995 г.
Плазменному упрочнению подвергаются колесные пары, прошедшие
окончательную механическую обработку поверхности обода бандажа на станке.
Механически обработанный бандаж колесной пары должен иметь профиль,
установленный "Инструкцией по формированию, ремонту и содержанию колесных
пар тягового подвижного состава железных дорог колеи 1520 мм" ЦТ-329 от
14.06.1995 г. После упрочнения дополнительной механической обработки бандажа не
требуется.
Не допускается подвергать плазменному упрочнению колесные пары с ранее
наплавленными гребнями (о наплавке свидетельствует маркировка на колесе и
отметка в паспорте колесной пары).
На поверхности бандажа не должно быть следов загрязнений и масла. Перед
плазменным упрочнением должна проводиться дефектоскопия бандажа согласно
действующей технической документации.
Колесная пара, поступающая на упрочнение гребней, должна иметь
температуру не менее +5°С. Контроль температуры производится мультиметром или
другим прибором с пределом измерения от -10°С до +50°С и относительной
погрешностью измерений не более 2%.
Плазменное упрочнение гребня бандажа производится за один оборот колесной
пары полосой шириной 35-45 мм, определяемой по образующей профиля. Зона
упрочнения начинается на расстоянии 5-8 мм от вершины гребня. Глубина зоны
упрочнения должна составлять 1,5-3 мм. Допускается перекрытие начальной зоны
упрочнения длиной 15-20 мм. Не допускается повторное упрочнение по упрочненному
слою, за исключением вышеуказанной зоны. При аварийном отключении установки
дальнейшее продолжение процесса допускается с перекрытием зоны упрочнения
длиной 15-20 мм. Повторное плазменное упрочнение гребней возможно только после
естественного (эксплуатационного) износа всего упрочненного слоя или после
удаления его механической обработкой.
Значение микротвердости, измеряемое на поперечном микрошлифе на глубине
0,03-0,05 мм от поверхности упрочненного слоя должно составлять 800±50 HV0,05
(соответствующего мартенситной структуре) и плавно снижаться через закалочные
структуры вглубь бандажа до твердости основного металла. Микротвердость по
длине зоны перекрытия не должна иметь резких перепадов.
После плазменного упрочнения производится повторная дефектоскопия бандажа
согласно действующей технической документации. Дефекты в виде кратеров и
оплавлений более 0,03 мм в упрочненной зоне не допускаются. При выявлении
вышеуказанных дефектов колесная пара поступает на переточку.
В процессе упрочнения производится контроль основных технологических
параметров (скорость вращения колесной пары, мощность дуги и расход газа).
Процесс плазменного упрочнения гребней может осуществляться как в
автоматическом, так и в ручном режимах. Технологические параметры (скорость
вращения колесной пары, мощность дуги, расход газа) должны соответствовать
параметрам, при которых проводились периодические испытания. Они указываются в
акте, составленном на основании протокола металлографических исследований
контрольной колесной пары. Общая последовательность включения установки в ручном
режиме следующая:
· включается подача воды в систему охлаждения плазмотронов;
· включается механизм вращения колесной пары и устанавливается
заданная скорость вращения;
· устанавливаются плазмотроны на колесную пару;
· включаются источники питания плазмотронов;
· отключение каждого источника питания происходит после полной
обработки бандажа.
В автоматическом режиме плазменное упрочнение гребней осуществляется по
программе ПК, после установки колесной пары на механизм вращения, включения
водяного охлаждения и позиционирования плазмотронов на колесной паре.
Автоматизированная система выдает на дисплей ПК информацию об измеряемых и
вычисляемых параметрах технологического процесса в виде таблиц и графиков в
зависимости от их времени, а также производит запись на жесткий диск ПК. При
формировании архивного кадра технологического процесса в ПК вводятся следующие
данные: номер оси колесной пары, диаметр бандажей, заводская маркировка каждого
бандажа, фамилия оператора (рис.2.2.3.4.).
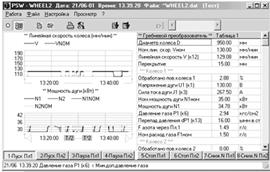
Рис. 2.2.3.4. Данные на дисплее оператора
О проведении плазменного упрочнения гребней производится отметка в
паспорте колесной пары локомотива с указанием места, даты (числа, месяца, года)
и смены. Отметка об обработке делается также в учетной форме ТУ-21. Процесс
плазменного упрочнения гребней каждой колесной пары сохраняется в памяти ПК с
указанием даты упрочнения, номера колесной пары, заводской маркировки каждого
бандажа и фамилии оператора. После плазменного упрочнения гребней на наружной торцевой
поверхности бандажей колесных пар наносится желтая контрольная полоса.
Бытующее среди части специалистов и ученых мнение, что значительное
превышение твердости гребня колеса над твердостью рельса отрицательно отразится
на состоянии пути и приведет к увеличению интенсивности бокового износа
рельсов, практикой не подтверждается. Однако плазменное упрочнение позволяет
снизить износ гребня. Анализ состояния колесных пар приписного парка
локомотивного депо Рыбное показывает, что у упрочненных колесных пар износ
значительно ниже, у неупрочненных.
Таблица 2.2.3.1
Интенсивность износа гребней колесных пар электровозов ВЛ10, ВЛ10у
приписного парка локомотивного депо Рыбное на 10 тыс.км пробега
|
Наименование показателя
|
1999
|
2000
|
2001
|
2002
|
2003
|
2004
|
2005
|
2006
|
|
ДМеТИ
|
0,17
|
0,10
|
0,03
|
0,08
|
0,18
|
0,27
|
0,35
|
0,27
|
|
Упр.ДМеТи
|
0,08
|
0,06
|
0,02
|
0,06
|
0,12
|
0,21
|
0,21
|
0,14
|
|
Проф.32 мм
|
0,22
|
0,24
|
0,14
|
0,25
|
0,24
|
0,35
|
0,49
|
0,33
|
|
Упр.проф. 32 мм
|
0,18
|
0,18
|
0,08
|
0,20
|
0,25
|
0,30
|
0,47
|
0,28
|
|
Средний износ, на
10тыс.км.пробега:
|
0,15
|
0,15
|
0,05
|
0,10
|
0,17
|
0,25
|
0,29
|
0,25
|
Из таблицы 2.2.3.1 изменения интенсивности износа гребней колесных пар
видно, что наименьший износ на 10 тыс. км пробега стабильно имеют колесные пары
с профилем ДМеТИ ЛР упрочненным. Так среднее значение износа гребней колесных
пар за 2004 года составляет: профиль ДмеТИ ЛР - 0,27 мм, ДмеТИ ЛР с упрочненным
гребнем - 0,14 мм, профиль ГОСТ 11018-87-0,33 мм, профиль ГОСТ 11018-87 с
упрочненным гребнем - 0,28 мм (рис. 2.2.3.5.)
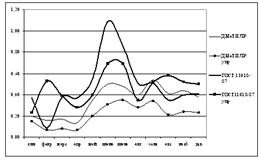
Рис. 2.2.3.5. Диаграмма интенсивности износа колесных пар электровозов
ВЛ10, ВЛ10у приписки локомотивное депо Рыбное за 2005 г.
локомотив колесный рельсосмазывание лубрикация
Т.е. интенсивность износа гребней электровозов с профилем ДмеТИ ЛР меньше
интенсивности износа гребней электровозов с локомотивным профилем.
Таким образом, плазменное термическое упрочнение поверхности колеса
повышает сопротивление зарождению и распространению усталостной трещины,
износостойкость и эксплуатационный ресурс колес, что является следствием
особенностей структурного состояния упрочненного слоя. Возникновение в колесной
стали таких структурных составляющих, как аустенит, нитридные фазы, игольчатый
мартенсит, становится возможным благодаря насыщению стали азотом в процессе
плазменной обработки. При этом концентрация азота в поверхностном слое
настолько велика (до 2% весовых), что в результате обработки происходит
образование структур, не характерных для простых углеродистых сталей типа 60Г.
Можно полагать, что образование такого необычного для этой стали
"спектра" структур является одним из основных факторов,
обеспечивающих повышенный комплекс механических свойств термоупрочненного
колеса.
3. Ресурсосберегающие технологии обточки колесных пар
Обточка бандажей колесных пар определяет периодичность технического
обслуживания ТО - 4 и является важнейшей технологической операцией при ремонте
тягового подвижного состава (ТПС), на котором производится восстановление
геометрических параметров профиля катания. За последние 10 лет на сети железных
дорог РФ наблюдается повышенный износ гребней бандажей, и как следствие, в
локомотивных депо возросли объемы работ ТО - 4 и затраты на его проведение.
Кроме того, при повышенном износе гребней бандажей для восстановления
номинальных геометрических параметров профиля катания приходится стачивать с
поверхности бандажа большую часть его рабочего слоя, образуя при этом
технологический износ. В настоящий момент величина технологического износа
бандажей для грузовых локомотивов достигает 60 ÷ 80% от общего износа, что приводит к
преждевременному снижению пробега до смены.
На практике часто возникает необходимость выполнить
обточку в промежутках между этими ремонтами, т.е. обточить колесные пары без
выкатки из-под подвижного состава. Такую обточку выполняют на специальных
станках, например, на широко распространённом станке А41 Ишимского завода МГТС
России (рис. 3.1).
Колёсная пара 1 приводится во вращение через зубчатую
передачу 2 от своего тягового двигателя 3. Двигатель 3 питается от специального
мотор-генератора или статического преобразователя постоянным током напряжением
6-12 В. Резание осуществляется двумя резцами, каждый из которых установлен
перемещаемом суппорте 5. Для того, чтобы колёсная пара могла вращаться, её
вместе с двигателем приподнимают домкратом 4 на 5-10 мм над уровнем головки
рельса. Обработку профиля бандажа ведут по шаблону установленного образца.
В локомотивном депо Рыбное для обточки бандажей без
выкатки колёсных пар используют станок КЖ-20М Крамоторского станкостроительного
производственного объединения. Колёсную пару вращают опорно-приводные ролики
этих станков, а резание производят профильные фрезы (рис. 3.2.), имеющие
собственный привод. На 10 спиральных гранях такой фрезы в шахматном порядке
расположены 12 цилиндрических твердосплавных резцов, образующих профиль
бандажа. Прижимное устройство дает также возможность обрабатывать бандажи
одиночных колёсных пар выкаченных из-под локомотива.
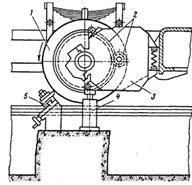
Рис. 3.1. Схема обточки бандажей колёсной пары без
выкатки на станке А41
Перед обработкой колесных пар на станке необходимо
очистить локомотив от грязи и пыли, а в зимнее время - также от снега и льда.
Нельзя допускать попадание смазки на гребни бандажей и
ручьи приводных роликов. Для ввода центров станка в центровые отверстия оси
колесной пары демонтируют буксовые крышки.
При установке локомотива или вагона электропоезда на
станке, которая производится маневровым локомотивом, для первой колесной пары
допускается неточность расположения ±50 мм. Эту неточность устраняют домкратами
станка, с помощью которых перемещают локомотив до совмещения оси колесной пары
с осью станка, после чего локомотив или вагон зачаливают тросом лебедки станка
для возможности последующего перемещения и обработки остальных колесных пар.
Ролики домкратов совмещают с гребнями обрабатываемой
колесной пары и отрывают ее на 2-3 мм от рельсов. Рельсы отводят, а колесную
пару зажимают пинолями, которые вводят в центровые отверстия оси колесной пары.
При этом несовпадение центров станка с центровыми отверстиями оси допускается
не более 8 мм.
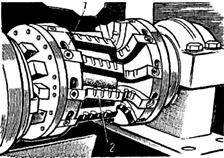
Рис. 3.2. Общий вид фрезы
- корпус; 2 - резцы
Убедившись, что центры станка плотно вставлены в
центровые отверстия оси колесной пары (щуп толщиной 0,04 мм не должен
"закусывать"), зажимают пиноли центровых бабок гидрозажимом. После
этого сближают фрезы с бандажами колесной пары до зазора 10-15 мм. Направление
вращения роликов принимают таким, чтобы колесная пара вращалась обрабатываемой
поверхностью к рабочему. Положение фрез устанавливают с помощью измерительного
устройства по внутренним граням бандажей колесной пары. Затем приводят во
вращение шпиндели фрез и ролики подачи. Фрезы подводят к бандажам и врезают на
нужную глубину на участке окружности 350-400 мм. Максимальная глубина резания 8
мм. Процесс полной обработки бандажей осуществляется за один оборот колесной
пары с момента полного врезания фрез.
Если требуются повышенная точность и чистота
обрабатываемой поверхности, обработка колесной пары производится за два
прохода. При этом второй проход осуществляют без врезания. Скорость резания
выбирается в зависимости от состояния поверхности катания бандажей колесной
пары. При наличии ползунов с целью увеличения стойкости чашек фрез обработку
ведут на 1-й скорости при минимальной частоте вращения фрез 70 об/мин.
После остановки станка перемещают локомотив лебедкой
для обработки следующей колесной пары, и цикл повторяется. По окончании
обработки бандажей всех колесных пар бандажным штангенциркулем-скобой замеряют
диаметры колес, после чего локомотив или вагон выводят из цеха.
При обточке колесных пар без выкатки из-под локомотива
необходимо соблюдать общие правила техники безопасности при работе на
металлорежущих станках.
Обслуживающий персонал должен знать и выполнять эти
правила, а также руководство по эксплуатации станка. Необходимо следить за тем,
чтобы станина, электрошкаф, гидростанция и лебедка были надежно заземлены.
Перед установкой локомотива на станок необходимо
убедиться, что участки убирающихся рельсов имеют надежное крепление, станок
находится в исходном (нерабочем) положении, а в канаве нет людей. При
постановке локомотива на станок рельсы должны быть подведены, ролики отпущены,
пиноли отведены. При перемещении локомотива лебедкой зачаливание должно
производиться таким образом, чтобы тянущий участок троса был натянут, а
ненагруженный - ослаблен. При этом перед перемещением для обточки, следующей
колесной пары, станок необходимо привести в исходное положение и установить
участки убираемых рельсов. После установки тягового подвижного состава на
станок, необтачиваемые колесные пары подклинивают деревянными клиньями.
В период нахождения подвижного состава на станке все
ремонтные работы должны быть прекращены.
Не разрешается работать на станке со снятым
ограждением фрез, замена фрез должна производиться при полностью остановленном
станке. Запрещается выполнять регулировку и подналадку станка, а также обмеры
колесной пары до полной остановки.
Ресурс бандажей колесных пар можно существенно повысить, если применить
рациональные способы обточки:
1. Обточка с оставлением остаточного проката на поверхности катания;
2. Исправление опасной форы гребня путем обработки его вершины;
. Исправление опасной форы гребня созданием предварительного
искусственного проката;
. Обточка за счет снятия металла с поверхности катания и вершины
гребня, оставляя при этом необработанную поверхность рабочей грани гребня;
. Обточка, при которой обеспечивается максимальное использование
ресурса бандажа и минимум их технологического износа;
. Подбор оптимального профиля для местных условий эксплуатации;
. Выпуск с обточки гребней толщиной в пределах 27-29 мм как
имеющих наименьшую интенсивность износа;
. Сочетание обточек с одиночной подменой колесных пар для
сбережения ресурса бандажа в целом;
. Выдачу токарю-бандажнику задания на обточку на основании анализа
и прогноза износов гребней обтачиваемого локомотива. [10]
Обточку бандажей по первому способу эффективно использовать для тех
участков железных дорог и ТПС, где лимитирующим контролируемым параметром
является прокат бандажа по кругу катания. При этом оптимальная величина
остаточного проката составляет 0,5 мм. Все другие методики используют для
обточки, где лимитирующим параметром является толщина или крутизна гребня.
Второй, третий, четвертый способы обточки обеспечивают минимум технологического
износа, но при этом обточка производится по техническому состоянию. Обточка
бандажей по вариантам 5 и 6 обеспечивает не только планово-предупредительный
принцип ремонта бандажей, но и при этом выбирается экономически обоснованный
вариант между максимальным использованием ресурса бандажей колесных пар и
минимизацией потерь от технологического износа при обточках.
Анализ состояния колесных пар приписного парка электровозов ВЛ10, ВЛ10у
депо Рыбное подтверждает справедливость пунктов 5 и 6.
За 2006 г. было обточено 540 колесных пар. Средний пробег между обточками
в общем по парку составил 73,6 тыс. км, у кп профиль ДМеТИ ЛР - 71,2 тыс. км, у
кп профиль ДМеТИ ЛР с упрочненными гребнями 99,7 тыс. км, у кп профиль ГОСТ
11018-87 - 56 тыс. км, у кп профиль ГОСТ 11018-87 с упрочненными гребнями -
74,5 тыс.км.
На 1.01.2005 года - из колесных пар находящихся в эксплуатации 46,6% к.п.
- профиль ДМеТИ ЛР; 26,9% к.п. - профиль ДМеТИ ЛР с упрочненными гребнями;
21,8% к.п. - профиль ГОСТ 11018-87; 4,7% к.п. - профиль ГОСТ 11018-87 с
упрочненными гребнями (рис. 3.3 а, б)
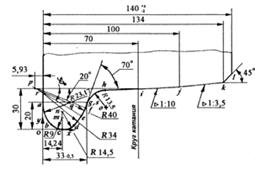
Рис. 3.3. Профиль бандажа локомотива по рис. 3 ГОСТ 11018-87 с гребнем
толщиной 33 мм.
Рис. 3.3. Профиль бандажа ДМеТИ ЛР с гребнем толщиной
30 мм
На 123 колесные пары профиля ГОСТ 11018-87 с толщиной гребня 33 мм
приходится 129 обточек, т.е. обтачивалась каждая колесная пара данного профиля.
На 341 колесную пару с профилем ДМеТИ ЛР приходится 410 обточек, т.е.
подверглась обточке практически каждая колесная пара. Основными причинами
обточек колесных пар с локомотивным профилем является износ гребня,
неправильная форма гребня, остроконечный накат; основными причинами обточек
колесных пар с профилем ДМеТИ ЛР является износ гребня, неправильная форма
гребня (рис.3.4).
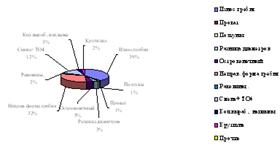
Рис. 3.4. Диаграмма обточек колесных пар по причинам
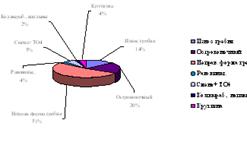
Рис. 3.5. Диаграмма обточек по причинам колесных пар профиля ГОСТ
11018-87
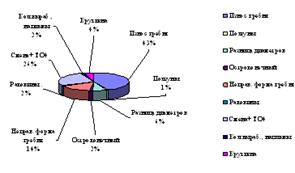
Рис. 3.6. Диаграмма обточек по причинам колесных пар профиля ДМеТИ ЛР
В связи с увеличением количества колесных пар, имеющих профиль ГОСТ
11018-87, в 2006 году имело место перераспределение причин обточек по сравнению
с 2005 годом. По сравнению с 2005 годом резко возросло количество обточек по
причине неправильной форы гребня (с 115 колесных пар при парке 118 локомотивов
в 2005 году до 169 колесных пар в 2006 году при парке 69 локомотивов).
Средний износ гребней колесных пар за 2006 год составил 0,25 мм. Среднее
значение износа гребней колесных пар составляет: профиль ДмеТИ ЛР - 0,27 мм,
ДмеТИ ЛР с упрочненным гребнем - 0,14 мм, локомотивный профиль - 0,33 мм,
локомотивный профиль с упрочненным гребнем - 0,28 мм. Т.е. очевидно, что
наименьший износ на 10 тыс. км пробега стабильно имеют колесные пары с профилем
ДМеТИ ЛР упрочненным.
За 2006 г было отремонтировано20 электровозов капитальным ремонтом на
Челябинском ЭРЗ. На все электровозы были подкачены колесные пары локомотивного
профиля не упрочненные. За 2006 год для производства среднего ремонта
электровозам из ремонта получено 470 колесных пар: 190 колесных пар с профилем
ДМеТИ ЛР ( ТЧ - 49 Унеча ), 280 колесных пар локомотивного профиля (ЧЭРЗ,
ЕЭРЗ), что привело к увеличению на приписном парке колесных пар локомотивного профиля,
и, соответственно, среднего износа по парку. Очевидно, что для локомотивного
депо Рыбное оптимальным является профиль ДМеТИ ЛР.
В процессе эксплуатации электровозов происходит изменение параметров
гребней колесных пар. Обточка колесных пар электровозов производится на станке
КЖ-20. Для уменьшения объема работ на станке КЖ-20, для уменьшения простоя
тягового подвижного состава рационализаторами локомотивного депо Рыбное было
изготовлено приспособление для снятия остроконечного наката на колесной паре электровоза.
Данное приспособление может использоваться на любой ремонтной позиции, имеющей
смотровые канавы и оборудованной домкратами.
Технологический
процесс обточки при помощи данного приспособления не представляет особой
сложности:
· Электровоз закрепляется с использованием ручного тормоза и
подкладыванием тормозных башмаков.
· Колесная пара, требующая снятия остроконечного наката,
вывешивается с помощью гидравлических домкратов.
· Приспособление закрепляется на рельсе в упор к требующей
обточки колесной паре.
· К гребню колесной пары подводятся резец.
· Колесная пара обтачивается.
Обточенные согласно данной технологии колесные пары отвечают всем
требованиям к параметрам колесных пар согласно инструкции ЦТ/ 329.Годовой
экономический эффект от применения приспособления для снятия остроконечного
наката на колесной паре электровоза в условиях локомотивного депо Рыбное
составил 88,67 тыс. руб.
4. Методы контроля технического состояния колёсных пар
в эксплуатации
За последние годы существенно изменился характер
износа колес тягового подвижного состава и вагонов. Если 10-15 лет назад
изнашивалась, главным образом, поверхность (или круг) катания, то сейчас больше
изнашивается гребень. Это вызвано целым рядом причин, исследованию которых в
последнее время уделяется значительное внимание.
Несмотря на определенные достижения в борьбе с износом
гребней (рельсосмазывание), актуальным остается вопрос - как оперативно и точно
оценить опасный износ гребней колес? Решение этой задачи требует комплексного
подхода с привлечением специалистов различного профиля: по колесным парам, по
приборостроению, по метрологии и др.
Так, результаты измерительного контроля геометрических
параметров гребней колес зависят от ряда факторов:
состояния поверхности (шероховатость, наличие неровностей,
вмятин, степень загрязнения и др.);
средств измерений, его метрологических характеристик;
методики выполнения измерений (правил, приемов,
алгоритма, обработки, оценки данных измерений);
условий выполнения измерений;
квалификации оператора, выполняющего измерения.
В основу нового, более прогрессивного, метода
измерений для оценки геометрических параметров гребней колес, разработанного
ВНИИЖТом, заложен принцип измерения толщины гребня в сечении на заданном
расстоянии от поверхности катания колеса (точки контакта колеса и рельса),
применяемый в европейских странах (Чехия, Франция, Польша), а также оценки
крутизны наклона гребня - параметра gr, определяющего безопасное прохождение
колесом стрелочных переводов в противошерстном движении.
В абсолютном шаблоне, традиционно применяемом на
железных дорогах для измерения параметров гребней колес вагонных колесных пар,
не учитывается размер скоса в 1 мм на тыльной части гребня колеса. Измерения
толщины гребня абсолютным шаблоном при этом выполняют в сечении гребня на
расстоянии 18 мм от вершины гребня. Для локомотивного же профиля колеса толщина
гребня контролируется на расстоянии 20 мм от вершины гребня.
В эксплуатационной документации по применению нового
универсального шаблона определение толщины гребня иное - расстояние, измеренное
по горизонтали на высоте 13 мм от круга катания колеса между двумя точками,
лежащими по разные стороны от вершины гребня, одна из которых в плоскости
внутренней грани обода колеса, другая - на поверхности гребня (в поясе, в котором
контролируется боковой износ головки рельса).
В соответствии с техническим заданием на шаблон для
контроля параметров зоны (поверхности) катания колес вагонных и локомотивных
колесных пар диапазоны измерений следующие:
высота гребня, мм 25-40
толщина гребня, мм 20-35
крутизна гребня, мм 0-13
предел допускаемой погрешности, мм, не более 0,2
На шкале, оценивающей параметр крутизны гребня gr,
нанесена дополнительная риска (штрих) с цифровым обозначением допустимого
значения, которое на сегодняшний день составляет 6,5 мм.
В отличие от требований технического задания реальный
шаблон У1 для измерений колесных пар имеет на вертикальной линейке (контроль
высоты гребня) вместо шкалы измерения высоты гребня М шкалу измерения проката
П:
П = п - 28,мм.
Например, высоте гребня 32 мм соответствует прокат
размером 4 мм, а высоте 26 мм - прокат минус 2 мм.
Требование о необходимости наличия шкалы измерения
высоты гребня реализовано в конструкции шаблона для измерения параметров зоны
катания колес локомотивных колесных пар (УТ1).
При использовании универсальных шаблонов У1 и УТ1
уровень измерения толщины гребня удаляется от вершины гребня по мере увеличения
проката, тогда как при использовании абсолютного шаблона уровень остается один
и тот же (18 мм для вагонных и 20 мм для локомотивных колес). При определенном
значении проката, которое составляет 3 мм, уровень или линии измерения толщины
гребня абсолютным и универсальным шаблонами совпадают.
Смещение уровня измерений на новом колесе с вагонным
гребнем при угле образующей 60° дает изменение результата измерения толщины
гребня на 1,73 мм. Следовательно, с учетом смещения шкалы универсального
шаблона У1 относительно шкалы абсолютного шаблона на 1 мм при нулевом прокате
наблюдается разница их показаний, равная 0,73 мм, или округленно -0,7 мм.
Конструктивно шаблон типа У1 представляет собой
сборный каркас в виде металлических линеек, соединенных между собой под прямым
углом, выполненный как комбинированное штангенциркульное устройство. Согласно
РД 50-98-86, стандартные штангенциркули типа ШЦ-1 с отсчетом по нониусу 0,1 мм
для диапазона размеров контролируемого параметра 0-50 мм позволяют выполнять
измерения с предельной погрешностью 150 мкм. При этом имеется в виду, что
измерительное средство соответствует предъявляемым требованиям и используется
оператором, имеющим навык в работе с ним. Указанная предельная погрешность
измерения получена без учета методической погрешности измерения.
В шаблонах типов У1 и УТ1 нониусами с отсчетом 0,1 мм
оснащены рамки линеек для измерения высоты и толщины гребня, что позволяет
выполнять измерения в условиях, указанных выше для ШЦ-1, с погрешностью не
более 200 мкм.
Отсутствие в шаблонах типа У1 и УТ1 нониуса рамки
линейки для измерения параметра крутизны гребня по метрологическим
характеристикам ставит ее в ряд с измерительной металлической линейкой с ценой
деления 1 мм и предельной погрешностью измерения 500 мкм.
Применение шаблонов У1 в опытной эксплуатации на ряде
железных дорог выявило высокий уровень браковки вагонных колесных пар по
параметру gr < 6,5 мм, который доходил до 34,9%. Поэтому специалисты
вагонного хозяйства (ВНИИЖТ) прорабатывают альтернативу уменьшения gr до
значения 5,5 мм, что на тех же колесных парах дало бы уровень браковки только
13,6%.
Как видно из этого примера, разность между нормативным
и альтернативным значениями параметра gr, т.е.
- 6,5-5,5 = 1,0 мм,
соизмерима с погрешностью измерения (500 мкм).
Следовательно, важно отработать методику выполнения измерений указанного
параметра, предусматривающую систематическую поправку (запас в большую
сторону), чтобы не пропустить в эксплуатацию колесо с параметром gr < 6,5
мм. На наш взгляд, допустимо при измерении параметра gr пользоваться нониусом
рамки линейки для измерения толщины гребня, если начала оцифрованных шкал (параметра
gr, толщины гребня и нониуса) совпадают. Это позволит более точно
контролировать параметр gr с погрешностью не более 0,2 мм.
Как показала практика эксплуатационных испытаний
абсолютных и универсальных шаблонов типа У1 при массовых измерениях одинаковых
гребней колес, разность значений толщины гребней при нулевом прокате составила
около 0,5 мм (в отдельных случаях 1,2-1,5 мм). Результат был в сторону
увеличения для универсального шаблона.
Зависимость изменения разности показаний А
универсального и абсолютного шаблонов от проката П в интервале от 0 до 7 мм
носит линейный характер:
А = 0,34(П- 1,6) мм.
Измерение проката П одних и тех же колес универсальным
и абсолютным шаблонами должны давать близкие значения вследствие идентичности
методов.И это в большинстве случаев наблюдалось.
Однако в ряде случаев при прокатах от 0 до 5 мм
получалась разница в результатах измерений в 0,5 мм и более, не имеющая
систематического характера. Одной из причин такой разницы (разброса) является
плохая фиксация шаблонов на гребне в радиальном направлении. В случае шаблона
У1 это вызвано конструктивными особенностями и умением оператора: шаблон
требует навыков в работе, аккуратного (без завалов) базирования на гребне
колеса.
В отличие от шаблона типа У1, для измерения
геометрических параметров зоны катания колесных пар тягового подвижного состава
разработан и выпускается шаблон типа УТ1 (рис. 3.1). В этом шаблоне для большей
устойчивости на гребне колеса используется широкая цилиндрическая опора, а
пластина рукоятки, прикладываемая к внутренней грани обода колеса, расширена и
снабжена специальным магнитом. В результате показания универсального и
абсолютного шаблонов при измерении проката стали более стабильными: в 90% всех
случаев разница показаний не превышала 0,5 мм. Из расчетов следует, что при
нулевом прокате разница показаний толщины гребней новых колес ТПС, полученных с
помощью шаблонов УТ1 и абсолютного составляет для совмещенного и локомотивного
профилей 1,40 и 1,09 мм соответственно. При испытаниях таких шаблонов в
реальных условиях среднестатистическая разность показаний при нулевом прокате
составила 1,3 мм при отдельных отклонениях от 1,1 до 2 мм.
В результате испытаний шаблонов У1 и УТ1 изучены их
метрологические и технические характеристики в реальном масштабе времени. Входной
контроль, выполняемый метрологическими службами дорог, установил, что бывают
поступления с завода-изготовителя (АО ЧЗИП) шаблонов с отклонениями от
технологических требований. К ним относятся: некачественное изготовление
(термообработка) пружин измерительных рамок, несовпадение начала шкал нониусов
и линеек, ненастроенность шаблонов по установочной мере (контрольному шаблону),
туго движущиеся части, отсутствие стопорных винтов и др.
Другой категорией отклонений являются недостатки, вызванные нарушением
требований к содержанию шаблонов при их использовании в депо. Это приводит к
изгибу опоры шаблона на круг катания колеса, выпадению и ослаблению штифтов
крепления опоры к горизонтальной линейке шаблона, изгибу стопорных винтов рамок
вследствие ударов при падении шаблона (небрежное обращение с измерительным
инструментом) и др. Частичное отслоение эпоксидного слоя на магните пластины
рукоятки происходит, чаще всего, вследствие использования шаблона не по
назначению - для очистки внутренней грани колеса от грязи и смазки перед
измерениями.
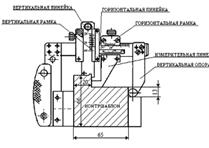
Рис. 4.1. Установка универсального шаблона для контроля параметров
поверхности катания колёсных пар (модель УТ1) на контршаблоне
Очевидно, что использование шаблона для этих целей недопустимо.
Анализ всех факторов, связанных с надежностью
технических и метрологических характеристик шаблонов У1 и УТ1 позволяет сделать
вывод, что интервал между периодическими калибровками этих шаблонов не должен
превышать 0,5 года.
Заводу-изготовителю шаблонов необходимо повысить
технологическую и метрологическую дисциплину и учесть недостатки конструкции,
выявленные при эксплуатационных испытаниях шаблонов (усилить опору и ее
крепление к горизонтальной линейке, повысить качество термообработки пружин и
рабочих поверхностей линеек).
В настоящее время завод-изготовитель направил на
согласование в МГТС и ВНИИЖТ предложение по усилению крепления опоры и другие
улучшения конструкции шаблона УТ1. Следует также решить вопрос о проведении
сертификационных испытаний названных шаблонов.
Необходимо продолжать исследования по испытаниям и
разработке новых шаблонов для измерения параметров гребней ТПС. [11]
В анализе износа бандажей большую роль играет точность
замеров. Ее трудно получить (даже до десятых долей миллиметра) на наших
эксплуатирующихся абсолютных шаблонах. Есть определенные трудности и при замере
диаметров. Влияют на результат замеров и субъективные факторы. Поэтому на
дороге разрабатывают систему бесконтактного обмера параметров бандажей в
движении локомотива, компьютерного учета его результатов и передачи данных и
рекомендаций на обточку в причастные депо и службу локомотивного хозяйства.
5. Мероприятия по снижению износа колёсных пар в
эксплуатации
Износ бандажей колесных пар и рельсов представляет
собой сложный процесс, который определяется многими факторами. В количественном
отношении между этими факторами имеется взаимная связь, которую можно
установить на основе результатов наблюдении за износом в эксплуатации.
При обнаружении повышенной склонности к боксованию
одних и тех же колесных пар следует проверить их развеску в соответствии с
технологическими инструкциями ПКБ ЦТ МПС ТИ-714 и ТИ-719.
Колесные пары с меньшим диаметром изнашиваются
быстрее, чем с большим. Значит, и по этой причине необходимо стремиться к
меньшей разнице в диаметре, чем это предусмотрено инструкцией ЦТ-329.
В двухосных тележках локомотивов первая по ходу
колесная пара изнашивается быстрее второй. Это обстоятельство особенно
сказывается при наличии грузовых и порожняковых направлений со значительной
разницей в весах поездов. Периодический разворот локомотивов на угольнике или
поворотном круге снимает неравномерный износ гребней на четных и нечётных
колесных парах, конечно, при условии исправной работы противоразгрузочных
устройств и равномерного распределения токовых нагрузок между тяговыми
двигателями секции.
Разработка новых профилей поверхности катания
бандажей, уменьшение разбегов колесных пар в тележке, применение
гребнесмазывателей и другие подобные методы, хотя и повышают ресурс бандажей,
но, по существу, являются борьбой с последствиями их износа. Поэтому требуется
найти и устранить первопричины, вызывающие усиленный износ бандажей колесных
пар локомотивов и рельсов. Чтобы решить эту задачу, в Уральском
электромеханическом институте инженеров железнодорожного транспорта (УЭМИИТ)
были выполнены исследования влияния уменьшения ширины колеи (с 1524 до 1520
мм), введения нового типа рельсов (Р65), величины возвышения наружных рельсов в
кривых, установки гребнесмазывателей и разности диаметров колес на износ бандажей
и рельсов.
Переход на колею 1520 мм начался в 1977 г. в процессе
капитального ремонта пути. В первые годы на эту ширину колеи были переведены
участки с наиболее благоприятным профилем пути. К началу 1994 г. большинство
участков уже имело новую колею. Период этого перехода совпал с резким
увеличением износа гребней бандажей колесных пар электровозов.
Именно поэтому было решено выяснить, как влияет ширина
колеи на интенсивность износа гребней бандажей. Для этого анализу подверглись
результаты замеров контролируемых параметров рельсов (боковой, вертикальный и
приведенный износ) на участках с разной шириной колеи. Кроме того, на бандажах
колесных пар электровозов, обращающихся на данных участках, были
проконтролированы прокат, толщина гребня и толщина бандажа. Участки обращения
были выбраны так, чтобы на них работали электровозы ВЛ11, приписанные к одному
депо - Свердловск-Сортировочный. Один из этих участков расположен на Кузинской
дистанции пути и имеет ширину колеи 1520 мм и рельсы типа Р65, другой - на той же
дистанции (Кузино - Дружинино) и имеет ширину колеи 1524 мм и рельсы Р65.
Данные по локомотивам, использованные в расчетах, были
собраны при плановых обслуживаниях ТО-3 и ремонтах ТР-1 в результате измерения
контролируемых параметров бандажей колесных пар, которые имели
"новый" профиль (ГОСТ 11018-87). Параметры рельсов были установлены
при проведении планового осмотра пути. Те и другие данные рассматривались в
зависимости от календарного времени с момента полного восстановления профиля
бандажа или рельса до момента замера (обточка бандажей или смена рельсов).
Анализ показал, что полученные уравнения существенно
отличаются друг от друга, т.е. процессы износа бандажей колесных пар и рельсов
имеют совершенно различные закономерности и количественные параметры. Так, при
уменьшении ширины колеи с 1524 до 1520 мм интенсивность бокового износа рельсов
в кривых участках пути увеличилась в 1,3 раза (с 0,134 до 0,173 мм/месяц).
Интенсивность же уменьшения толщины гребня бандажей колесных пар электровозов
ВЛ11 увеличилась в 1,9 раза (с 0,238 до 0,456 мм/месяц).
Чтобы прогнозировать процесс изнашивания бандажей и
рельсов, определить ресурс до обточки и смены, полученные зависимости следует
распространить в область больших значений наработки. При этом предполагается, что
их характер не изменится, т.е. изнашивание бандажей колесных пар и рельсов
колеи различной ширины останется таким же, как при нормальной эксплуатации.
Выход контролируемых параметров за установленные
допуски классифицируется как работа бандажа или рельса с предельным износом.
Допуск на величину проката по кругу катания бандажей колесных пар, согласно
инструкции ЦТ/329 установлен равным 7 мм, величина износа гребней - 8 мм,
минимальная толщина бандажей колесных пар для электровозов ВЛ10- 45 мм.
Наибольшая допустимая величина бокового износа рельсов
при переходе на колею 1520 мм не изменилась. Для рельсов Р50 она равна 13 мм,
для Р65 - 15 мм. Допустимая величина вертикального износа, согласно инструкции
ЦП/2913, составляет для рельсов Р50 и Р65 соответственно 10 и 13 мм. Для
приведенного износа предельные величины равны 10 и 12 мм.
Результаты расчетов по прогнозированию ресурса
бандажей колесных пар и рельсов приведены в табл.1. Из этих данных видно, что
при переходе на колею 1520 мм прогнозируемый ресурс уменьшился: у рельсов по
боковому износу на 30% (с 81 до 62 месяцев), у бандажей колесных пар до обточки
по минимальной толщине гребня на 20,2% (с 20,2 до 16,8 месяцев). Кроме того, с
уменьшением ширины колеи сократился ресурс рельсов по приведенному износу и
ресурс бандажей до обточки по предельному прокату и минимальной толщине гребня.
Таким образом, ширина колеи существенно (порядка 20-30%) влияет на износ
бандажей колесных пар и рельсов.
Переход на рельсы Р65. При исследованиях инженером
К.И. Домбровским, проведенных в 1962 г., износа бандажей колесных пар
локомотивов было замечено, что минимальный износ бандажей и рельсов достигается
при соотношении твердости бандажа Нб и рельсов Нр в пределах:
Нб/Нр = 1-1,05.
До введения в эксплуатацию новых типов рельсов (Р65,
Р75) твердость рельсов и бандажа была примерно одинакова. Поэтому в
соответствии с указанными выше исследованиями наблюдалось примерное равенство
износа рельсов и бандажей по объему металла на единицу выполненной работы.
Новые типы рельсов (объёмнозакаленные) имеют повышенное содержание углерода,
марганца и кремния. В результате твердость рельсов Р65 и Р75 составляет 400-450
НВ, тогда как твердость бандажей колесных пар электровозов 275-315 НВ. Это
значит, что при переходе на новый тип рельсов повышенной твердости должен
увеличиться износ как бандажей, так и самих рельсов.
Таблица 5.1
|
Контролируемые параметры
|
Ресурс, месяцы
|
|
1524мм
|
1520мм
|
|
Обточка и смена бандажей:
предельный прокат предельная толщина гребня минимальная толщина бандажа Смена
рельсов при износе: боковом вертикальном приведенном
|
14,2 20,2 60,1 81 83 65
|
10,1 16,8 49,1 62 82 53
|
Чтобы проверить это предположение, был проанализирован
износ бандажей колесных пар электровозов ВЛ22М и рельсов типа Р50 и Р65 при
одной и той же ширине колеи 1524 мм. Износ рельсов типа Р50 замерялся на
участке Пермь-11 - Балмошная Левшинской дистанции пути, а бандажей колесных пар
- у электровозов, приписанных к депо Чусовская. Износ рельсов типа Р65
контролировался на участке Дружинине - Кузино Кузинской дистанции пути, а износ
бандажей - у электровозов ВЛ22М, приписанных к локомотивному депо
Серов-Сортировочный. Как и при оценке износа бандажей колесных пар и рельсов,
связанного с уменьшениями ширины колеи, изменение контролируемых параметров в
данном случае было рассмотрено в зависимости от календарного времени года. Это
изменение описывается линейными функциями.
Было установлено, что при переходе от Р50 к Р65
интенсивность бокового износа рельсов возрастает на 45% (с 0,0555 до 0,081
мм/месяц), интенсивность их вертикального износа уменьшается на 12% (с 0,0326
до 0,0292 мм/мес), а приведенного износа увеличивается на 12% (с 0,508 до 0,608
мм/месяц). Одновременно интенсивность нарастания проката бандажей электровозов
при указанном изменении типа рельсов уменьшилась в 2 раза (с 0,569 до 0,277
мм/месяц), износ гребней увеличился на 18% (с 0,274 до 0,325 мм/месяц),
интенсивность износа бандажей по толщине возросла на 17% (с 0,521 до 0,610
мм/месяц).
Рассчитанный курс бандажей и рельсов приведен в
табл.5.1 и табл.5.2. Как видно из этих данных, по боковому износу для рельсов
Р50 он составляет 174 месяца, а для Р65 - 61,3 месяца, т.е. уменьшился в 2,8
раза. Ресурс по вертикальному износу рельсов при переходе от Р50 к Р65
увеличился незначительно - с 238 до 267 месяцев, т.е. на 12%. Ресурс до смены
рельсов по приведенному износу сократился в 2,1 раза (со 141 до 67 месяцев).
Срок службы бандажей колесных пар электровозов ВЛ22М до обточки по предельному
прокату составляет соответственно 23 и 26,6 месяца, по минимальной толщине
бандажа 94 и 66,8 месяца.
Таким образом, можно сделать вывод о том, что в связи
с переходом на новый тип рельсов (от Р50 к Р65) их износ увеличился более чем в
2 раза, причем лимитирует боковой износ. Если раньше (при рельсах Р50) у
бандажей колесных пар электровозов ВЛ22М лимитировал прокат (ресурс 23 месяца),
то теперь (при рельсах Р65) срок службы ограничен износом гребней (ресурс 8,7
месяца).
Это привело к уменьшению ресурса бандажей колесных пар
до обточки более чем в 2 раза. Возвышение наружных рельсов в кривых. Как
отмечалось, на износ бандажей колесных нар и рельсов влияет и возвышение
наружных рельсов в кривых. Согласно инструкции ЦП/2913, при капитальном ремонте
путь укладывают при возвышении наружного рельса в кривой, определяемом по формуле
Н= 12,5 "V /К + Ля (Н < 150 мм), где: Ля =30 мм для пассажирского
движения; Л = 20 мм для грузового движения.
Таблица 5.2
|
Контролируемые параметры
|
Ресурс в зависимости от
типа рельсов, месяцы
|
|
Р50
|
Р65
|
|
Обточка и смена бандажей:
предельный прокат предельная толщина гребня минимальная толщина бандажа Смена
рельсов при износе: боковом вертикальном приведенном
|
23 34 94 174 238 141
|
26,6 8,7 66,8 61,3 267 67
|
На Свердловской дороге на одних и тех же участках пути
обращаются пассажирские и грузовые поезда. Поэтому при расчете возвышения
наружного рельса в кривых Ля принимается равным либо 20 мм, что приводит к
искажению полученных значении Н для пассажирских поездов, либо 30 мм, что не
будет соответствовать возвышению пути для грузовых поездов. Кроме того, при
расчете скорость принимается равной 100 км/ч, что дает Н = 150 мм. В
действительности же, например на участке Левшинской дистанции пути, скорость
движения поездов равна 68 км/ч и Н должно быть равно 109 мм.
При заниженном или завышенном возвышении наружного
рельса в кривой гребень бандажа колесной пары прижимается к головке рельса с
большей силой, что ведет к увеличенному износу, как бандажей колесных пар, так
и рельсов.
Влияние разности диаметров бандажей. Повышенная
интенсивность износа гребней колесных пар наблюдается при работе электровоза на
криволинейном участке пути из-за их повышенного давления на боковые грани
головок рельсов
Возникающие при этом реакции со стороны головок
рельсов являются по существу внешними силами, необходимыми для поворота
электровоза в кривой.
Анализ уравнений множественной регрессии, построенных
с использованием принципа последовательных включений контролируемых параметров
(проката и толщины гребня) в качестве независимых переменных, показал, что
разность диаметров бандажей электровозов влияет на оба параметра. Для
определения предельно допустимой разности диаметров бандажей колесной пары
необходимо, учитывая допуски на контролируемые параметры, найти значение того
из них, который раньше достигает предельно допустимой величины. Затем, исходя
из найденного параметра, надо определить значение другого. После этого,
подставив полученные величины в уравнения множественной регрессии, можно
получить предельно допустимую разность диаметров бандажей одной колесной нары в
эксплуатации.
Так, для электровозов ВЛ11 депо Свердловск -
Сортировочный допустимая разность диаметров бандажей составляет 1,7 мм, для
ВЛ10 депо Рыбное - 2 мм, ЧС2Т депо Мурманск - 1,6 мм, ВЛ10 депо Курган - 2,3
мм, ЧС2 депо Свердловск - Пассажирский - 3,1 мм. Тот факт, что полученные
значения неодинаковы, можно объяснить различной конструкцией механической части
электровозов, различными условиями эксплуатации и рядом других причин.
Разность диаметров бандажей на одной колесной паре
существенно влияет на интенсивность уменьшения толщины гребня и незначительно -
на рост проката. В эксплуатации следует руководствоваться рассчитанными
значениями, не допускать выхода разности диаметров за эти пределы. В противном
случае работу колесных пар будет лимитировать износ гребня, увеличатся расходы
на их ремонт, и уменьшится пробег до обточки.
Нормы на разность диаметров колес в тележке
электровоза не установлены, и поэтому используется допускаемая разность
диаметров всего комплекта, равная 10 мм.
Смазывание бандажей колесных пар и рельсов. При смазке
сопряженные поверхности бандажа и рельса разделены слоем смазочного материала
малой толщины. Наличие смазочной пленки снижает силы трения в несколько раз (по
сравнению с трением без смазки) и уменьшает износ сопряженных поверхностей. Все
масла способны адсорбироваться на металлической поверхности. Прочность масляной
пленки зависит от наличия в ней активных молекул, их качества и количества.
Влияние смазочного материала на износ довольно
сложное. Усталостные трещины, возникая на поверхностях бандажа и рельса,
распространяются вглубь. Постепенно удлиняясь, мелкие трещины образуют сетку на
участках поверхности бандажа и рельса. Раскрытие трещин происходит под
действием пульсирующего давления масла. Трещина, достигнув основания антифрикционного
слоя, изменяет свое направление, распространяясь по стыку между слоем и
основанием. В результате отдельные участки поверхностного слоя обособляются, а
затем выкрашиваются. Большую роль в отделении частиц играет смазочный материал,
который, проникнув в трещину, способствует отрыву металла. Если масло
отсутствует, образуются начальные трещины такого же характера, однако
вследствие износа верхних частей неровностей, на которых начинаются трещины,
последние не успевают распространиться вглубь.
При загрязнении рельса песком он впрессовывается в
бандаж, который является более мягким, чем рельс, и вызывает абразивное
изнашивание рельса. Такое изнашивание происходит наиболее интенсивно на
достаточно смазанных поверхностях, поскольку приложенная нагрузка передается от
бандажа к рельсу не только через слой смазочного материала, но и через
абразивные частицы. Смазка должна иметь хорошую прилипаемость к гребню и
боковой поверхности головки рельса, сопротивляться высокому давлению, а также
обеспечивать возможность разбрызгивания в диапазоне температур от минус 30 до
плюс 50°С. Обычное минеральное масло без специальных добавок не будет
выдерживать больших нагрузок в контакте колеса и рельса. Поэтому оно должно
содержать в себе химически действующие присадки, которые, взаимодействуя с
рельсом и бандажом, будут образовывать граничную пленку. Именно эта пленка, а
не само масло обеспечивает уменьшенное трение и дает снижение износа гребней
колес и боковых граней головок рельсов. С этой целью в масло добавляют
присадки, содержащие серу, хлор, фосфор и цинк.
В настоящее время разработано большое количество
гребнерельсосмазывателей. Практика показала, что в зимний период времени года
нередко низко расположенные форсунки и шланги гребнесмазывателей повреждаются
льдом и снегом. Недостаточно удобен и доступ к форсункам при механическом
обслуживании и ремонте. Более того, при пониженных температурах необходимое
количество применяемой смазки не разбрызгивается из-за увеличения ее вязкости.
Вместе с тем даже на тех электровозах, где гребнесмазыватели относительно
исправно работали в течение 3-4 месяцев летнего времени, в большинстве
локомотивных депо явного изменения положения с износом гребней не выявлено.
Уменьшение износа бандажей и рельсов в решающей
степени зависит от правильной, надежной работы гребнесмазывателей. Необходимо
не допускать попадания смазки на поверхность катания головки рельсов и в то же
время не наносить ее слишком низко. Это следует обеспечивать должным
расположением форсунок. Однако, как показывает практика, зачастую регулировка
положения форсунок не выполняется, и смазка попадает на поверхности катания
бандажей, что ведет к боксованию и еще большему износу, как колес, так и
рельсов.
Более целесообразно использовать твердые смазочные
материалы, такие как графит и молибден. В кристаллической решетке графита атомы
углерода расположены в параллельных слоях, отстоящих друг от друга на
расстоянии 0,34 им. А в каждом слое они размещаются в вершинах правильных
шестиугольников длиной стороны 0,14 им. Поскольку силы взаимного притяжения
атомов обратно пропорциональны расстоянию между ними, то связи между атомами в
слоях значительно прочнее, чем между слоями. Поэтому сила трения при смазывании
графитом в сухом воздухе выше, чем во влажном. Следовательно, наличие пленок
влаги или окисных пленок - необходимое условие для проявления графитом его
смазывающего действия.
Подводя итоги всего изложенного, следует еще раз
подчеркнуть, что первопричинами интенсивного износа бандажей колесных пар
локомотивов и рельсов являются уменьшение ширины колеи, неправильный выбор
возвышения наружного рельса в кривых участках пути, переход на типы рельсов Р65
и Р75, имеющие повышенную твердость материала, а также недопустимая разность
диаметров бандажей. Все это приводит к сокращению ресурса бандажей и рельсов
более чем в 2 раза.
.1 Лубрикация
Силовое взаимодействие системы
"колесо-рельс" определяется многими факторами, важнейшие из которых
динамические, зависящие от конструкции, технического состояния подвижного
состава и пути и условий их взаимодействия, а также трибологические: давление
на контактах, проскальзывание, состояние поверхности, температурный режим.
В качестве одного из основных мероприятий,
направленных на уменьшение износа колес и рельсов, применяется лубрикация
гребней колес и боковой поверхности наружного рельса. К настоящему времени
накоплен большой опыт, созданы новые эффективные смазки, оборудование и
технологии нанесения их на гребни колес и рельсы. Гребнесмазывание как способ
уменьшения износа гребней колес было применено на немецких Федеральных железных
дорогах (ОВ) в начале 60-х годов. Уже тогда гребнесмазыватели, предложенные
фирмами "De Limon" и "Vogel", начали устанавливаться на
тяговом подвижном составе.
На российских железных дорогах проблеме снижения
износа колес и рельсов уделяется большое внимание. В 1994 г. проблема износа
колес и рельсов рассматривалась на НТС МПС. Поставлена задача увеличить срок
службы бандажа локомотива до 600 тыс. км пробега и обеспечить боковой износ
рельсов за период между плановыми заменами не более 10 мм. Смазывание гребней
колес было применено на карьерных промышленных локомотивах в конце 80-х годов,
а затем и на магистральных локомотивах. Технология смазывания рельсов была
применена несколько позже. Применялись как обычные пластичные смазки (литол,
ЦИАТИМ), так и специальные (рельсовая РП, ПУМА). Использовались смазки на
основе дисульфида молибдена, в том числе и твердые стержни, с помощью которых
смазывали гребни.
В работе приведен обзор различных технологий,
используемых на железных дорогах России для нанесения смазки на гребни колес и
рельсы, и их эффективность. Как и следовало ожидать, в результате применения
лубрикации гребней колес и особенно рельсов, на российских железных дорогах
значительно снизились износ гребней колес и рельсов (в 3...4 раза) и
энергозатраты на тягу (на 7-10%).
В целом, подводя итоги краткого анализа работ в
области лубрикации колес и рельсов, следует отметить, что в подавляющем
большинстве они посвящены описанию конструкций смазывающих устройств, смазок,
технологиям нанесения смазки, оценке эффективности с точки зрения уменьшения
износа и затрат на тягу.
Анализ исследований влияния трибологического состояния
рельсов на взаимодействие колес подвижного состава и пути показывает следующее.
1. Лубрикация рельсов эффективно снижает износ гребней
колес и рельсов, позволяет снизить расход энергии на тягу поездов и увеличить
срок службы колес и рельсов.
. Совершенствуется технология лубрикации
рельсов и гребней колес локомотивов с разработкой и испытаниями новых видов
смазочного материала.
3.
Ведутся активные
исследования по профилированию контактирующих поверхностей колес и рельсов с
целью улучшения их условий взаимодействия и повышения безопасности движения.
4.
Развернуты
активные комплексные исследования по применению комбинированного смазывания в
кривых боковых граней наружного рельса и поверхности катания внутреннего рельса
с целью снижения поперечных сил взаимодействия колес с рельсами и
предупреждения сходов подвижного состава в кривых. [12]
.2 Рельсосмазывание
Рельсосмазывание считаю основным способом
предотвращения преждевременного бокового износа головки рельса и износа гребней
колесных пар локомотивов.
Локомотивные бригады рельсосмазывателей
руководствуются в своей работе технологическими инструкциями, составленными для
каждого участка обращения, перечнями подлежащих смазыванию кривых с
координатами начала и конца смазывания, журналом наблюдений за износом рельсов.
В депо ведутся журналы учета работы рельсосмазывателей, в них фиксируется
количество смазанных за поездку километров, расход смазки, все нарушения
графика и их причины.
Рельсосмазывательная машина РСМ 1.
Этот дизельный подвижной состав предназначен для
нанесения смазки на внутренние грани головок рельсов. После одной проходки РСМ1
по участку боковой износ рельсов и гребней колес снижается более чем в 4 раза.
При этом экономия топлива при ведении поездов достигает 10%.
Рельсосмазывательная машина может использоваться как
тяговая единица для перевозки платформы с грузом общим весом 34 т, а также для
доставки группы пассажиров.
Новая техника оснащена четырехтактным
двенадцатицилиндровым V-образным дизелем ЯМЗ-240Д с жидкостным охлаждением.
Трансмиссия включает в себя гидропередачу ГП-320 с комплексным
гидротрансформатором и механической двухступенчатой коробкой передач. Крутящий
момент передается от дизеля через названные валы и осевые редукторы на колесные
пары.
Оригинально решена конструкция ходовой части.
Двухосный экипаж с пружинным рессорным подвешиванием и эффективным
демпфированием вертикальных и горизонтальных колебаний кузова создает отличную
динамику движения.
Автоматический прямодействующий тормоз с двухсторонним
нажатием колодок на колесо надежно обеспечивает безопасность перемещения на
перегоне и при маневрах.
Кузов РСМ1 - вагонного типа. В нем расположено
машинное отделение, отсек подготовки и подачи смазки, салон для пассажиров. Два
тамбура и две кабины, из которых ведется управление движением и подачей смазки
к рельсам, обеспечивают хорошие условия работы для обслуживающей бригады.
Словом, людиновские тепловозостроители, выпускающие эти машины, кажется,
постарались на славу. [12]
Основные характеристики РСМ1
Мощность по дизелю, кВт, (л.с) 235(320)
Служебная масса
(при 2/3 запаса песка, топлива и 10 пассажирах) т, не
более 40
Запас смазки, кг:
в системе 60
в запасном баке 100
Расход смазки (в зависимости от грузонапряженности
участка), г/км: 100-1000
Ширина колеи, мм 1520
Габарит по ГОСТ 9238 - 83: 1-Т
Количество посадочных мест в салоне, чел 8
Сила тяги при трогании, кН (тс) 43,1 (4,44)
Максимальная скорость, м/с (км/ч) 28(100)
Диаметр колеса по кругу катания, мм 1050
Колесная база, мм 7000
Высота оси автосцепок, мм 1050
Габаритные размеры, мм:
длина по осям автосцепок 14530
ширина, не более 3250
высота (от уровня головок рельс), не более 4650
Модульный навесной рельсосмазыватель.
Министерство путей сообщения РФ приняло программу
широкомасштабного внедрения технических средств и технологии лубрикации боковой
поверхности головки рельсов с использованием передвижных рельсосмазывателей,
работающих на графитосодержащих смазочных материалах. За счет внедрения данных
устройств, планируется достигнуть ряд целей. Прежде всего, повысить
безопасность движения, а также устранить или значительно уменьшить
непроизводительные расходы дорог, связанные с дополнительными обточками,
ремонтом и переформированием колесных пар, неплановой заменой рельсов в кривых.
Немалая получается при этом и экономия топливно-энергетических ресурсов.
Во ВНИТИ (Научно-исследовательском институте тепловозов и путевых машин)
созданы и поставляются стальным магистралям навесные модульные
рельсосмазыватели. Они работают на быстросохнущей антиизносной
графитосодержащей рельсовой смазке типа РС6, которая изготавливается
Воскресенским химкомбинатом Московской области. В приписном парке локомотивного
депо Рыбное с целью снижения интенсивности износа гребней колесных пар
подвижного состава и бокового износа рельсов в кривых участках пути, сокращения
расходов на их содержание, экономии топливно-энергетических ресурсов на тягу
поездов были введены в эксплуатацию электровозы, оборудованные модульными
навесными рельсосмазывателями конструкции ВНИТИ. На направлении Рыбное-Перово с
1.04.1998 года, на направлении Рыбное-Кустаревка с 1.02.1999 года.
В составе рельсосмазывателя 4 модуля. Они попарно
навешиваются через специальные рамы и кронштейны на внешние части тележек
электровоза или тепловоза. Каждый модуль включает в себя гребневой ролик
диаметром 250 мм, шарнирнo-рычажный механизм подвески его к раме, пневмопружинный
механизм подъема и опускания ролика на рельс, механизм стопорения модуля в
транспортном состоянии, бесконтактную форсунку с системой масло- и
пневмопроводов. Для смазочных покрытий имеется 2 контейнера, закрепляемые на
внешних лобовых частях локомотива, с устройствами непрерывного перемешивания
смазки. Разовой заправки хватает на смазывание плеч до 400 км. Управление
модулями осуществляется со специальных пультов управления размещенных в кабинах
локомотивов. Рабочими являются задние по ходу локомотива модули.
Дистанционный пульт в кабине машиниста позволяет
хорошо манипулировать рельсосмазывателем, причем каждый модуль имеет
независимое автономное управление.
Включая и выключая соответствующий тумблер
электропневматического вентиля, сообщающего пневмоцилиндр механизма подъема и
опускания ролика с воздушной магистралью, машинист управляет работой
устройства.
При подъезде рельсосмазывателя к кривой, подлежащей
смазке, примерно за 50 м до этого оператор на пульте управления включает
тумблер заднего модуля, находящегося под наружной рельсовой ниткой, в положении
"ролик опущен". При выезде из кривой тумблер устанавливают в
положение "ролик поднят".
На боковую поверхность рельса смазка наносится
бесконтактной форсункой сплошной пленкой шириной 12-15 мм на 6-8 мм ниже
поверхности катания. Нанесенная на рельс смазка высыхает до отлива в течение
3-5 мин, после чего представляет собой твердую пленку с матовым оттенком.
Наиболее рациональный режим лубрикации достигается при
скорости 30-60 км/ч. Смазка пригодна для использования в пределах температур ±
50°С. Частота смазывания зависит от профиля пути, веса поездов и интенсивности
движения.
После нанесения смазки РС6 трибологические свойства в
зоне контакта гребней колес локомотивов и вагонов с боковой гранью рельса в кривых
радиусом 500-600 м равны 0,06-0,08 и остаются такими при проходе 1000-1200 осей
подвижного состава. Затем коэффициент трения постепенно повышается и после
прохождения 4000-4500 осей достигает 0,15. Это в 2 раза меньше, чем на
несмазанном рельсе. Преимущества смазывания - на лицо.
Экспериментально подтверждено значительные уменьшение
сопротивления движению поезда. А раз это происходит, то снижается расход
энергоресурсов локомотивами на тягу поездов (практически на 4-9%), в 2 раза
дольше эксплуатируются гребни колес подвижного состава, в 4 и более раза
уменьшается боковой износ рельсов в кривых.[12]
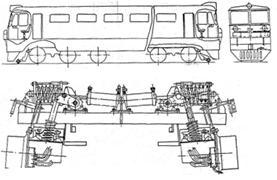
Рис. 5.2. 1. Рельсосмазыватель ВНИКТИ
Технические характеристики
Ширина колеи, мм 1516-1546
Габариты, мм 962x1650x650
Габариты поперечного очертания по ГОСТ 9233-83
в транспортном положении 1-Т
Скорость движения, км/ч:
Транспортная- без ограничения скоростей, установленных
для локомотива, на котором есть рельсосмазыватель
рабочая:
минимальная 30
максимальная 60
Масса, кг 580 ±20
Минимальный радиус смазываемой кривой, м 200
Емкость бака для смазки, л 260x2
Тип смазочного вещества - графитизированные смазочные
вещества текучей консистенции
Источник питания приборов управления - бортовая сеть
локомотива Управление - дистанционное ручное из кабины
5.3 Гребнесмазывание
На настоящий момент из 74 локомотивов приписного парка
локомотивного депо Рыбное 59 оборудованы системами автоматического
гребнесмазывания АГС-8.
Автоматический гребнесмазыватель типа АГС-8
предназначен для дозированного нанесения смазочного материала на гребни
колесной пары локомотива, в зависимости от пройденного пути и скорости движения
с целью снижения интенсивности износа гребней колесных пар и боковой
поверхности рельсов, а также уменьшения энергопотребления за счет уменьшения
сил сопротивления движению. На локомотив устанавливается два гребнесмазывателя.
Управление исполнительными элементами
гребнесмазывателя осуществляет электронный блок типа АГС8.10М, предназначенный
для организации циклов смазывания и автоматического дозирования подачи
смазочного материала на гребни колесной пары, в зависимости от пройденного пути
и скорости движения.
Для получения информации о движении, локомотив должен
иметь один из следующих видов оборудования:
§ механический скоростемер (вращение
вала которого считывает датчик, входящий в комплект поставки
гребнесмазывателя);
§ комплекс измерения параметров
движения типа КПД или система САУТ, использующее датчик Л178/1;
§ измеритель скорости серии ИС.
В качестве смазочного материала по указанию МПРС
№1265У от 10.11.1998 г применяется смазка ХИМЕКО ЛГ ТУ 0254-044-17497708-98.
В состав гребнесмазывателя АГС8М.ВЛ10.00.00 входят:
· две форсунки АГС, которые крепятся с
помощью специальных кронштейнов с двух сторон к раме тележки в районе первой по
ходу колесной пары (рис. 5.3.1.);
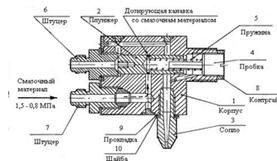
Рис. 5.3.1. Форсунка гребнесмазывателя АГС-8
· Бак для смазочного материала,
установленный за метельником в правой по походу движения части (рис. 5.3.2.);
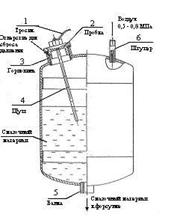
Рис. 5.3.2. Бак для смазочного материала
· Фильтр, закрепленный на нижней части
бака для смазочного материала;
· Блок электропневмовентиля на
номинальное напряжение питания 50В, который устанавливается в тамбуре за
кабиной машиниста;
· Блок управления, устанавливается в
кабине машиниста;
· Датчик пути устанавливается только на
локомотивах с механическими скоростемерами и закрепляется на специальном
кронштейне у вала скоростемера;
· Магнит устанавливается на валу
скоростемера:
· Комплект соединительных и
установочных элементов (трубы, рукава, соединительные и запорные узлы
трубопроводов, кронштейны, скобы, крепежные узлы и детали).
Схема гребнесмазывателя представлена на (рис. 5.3.3).
Основными исполнительными элементами гребнесмазывателя
являются две форсунки 2,3 плунжерного типа, производящие периодически по
команде электронного блока управления 6 дозированный впрыск смазочного
материала на гребни бандажей колесных пар локомотива.
К каждой форсунке подводится трубопровод 10, подающий
смазочный материал из бака 1 для заполнения дозирующей канавки плунжера, и
воздуховод 11, подающий через включающий электромагнитный вентиль 4 в момент
впрыска сжатый воздух.
В верхнюю полость бака подается воздух от питательной
магистрали локомотива под давлением (8 ± 1) кгс/см2, который
продавливает смазку по трубопроводам и рукавам к форсункам. Вентиль посредством
монтажных трубок 5 подсоединен к магистрали управления локомотива с давлением 5
± 0,2 кгс/см2.
Работой гребнесмазывателя управляет электронный блок
управления ЭБУ 6. Электропитание ЭБУ осуществляется от бортовой сети
локомотива.
На локомотивах, оборудованных механическими
скоростемерами, на вход ЭБУ подключен датчик пути 7, срабатывающий от магнита
8, закрепленного навалу скоростемера 9. На локомотивах, оборудованных
комплексом измерения параметров движения типа КПД либо системой САУТ, на этот
вход ЭБУ подаются сигналы от этих устройств. К выходу ЭБУ подключена катушка
электромагнитного вентиля.
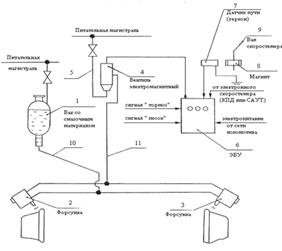
Рис. 5.3.3. Схема гребнесмазывателя
Работа гребнесмазывателя происходит следующим образом.
При достижении локомотивом " пороговой "
скорости 10км/ч или 20км/ч (величина "пороговой" скорости
определяется положением тумблера "скорость" на электронном блоке
управления) ЭБУ начинает периодически включать электромагнитный вентиль,
управляющий работой форсунок. При подаче на вход ЭБУ сигнала "тормоз"
или "песок" включение вентиля прекращается. В момент подачи воздуха
на форсунки происходит впрыск смазочного материала на гребни колес. В паузах
между подачей воздуха на форсунки происходит заполнение дозирующих канавок
плунжеров смазочным материалом, находящимся под давлением в баке.
Гребнесмазыватели типа АГС-8 обладают недостатками, которые заключаются в
том, что не предусматривается автоматическое отключение системы при движении в
кривых с относительно крутыми и затяжными подъемами пути, а также не
предусматривается контроль длительности использования гребнесмазывания.
Общая компоновка системы гребнесмазывателя типа АГС-8 с устранением
недостатков показана на рис. 5.3.4., которая включает в себя емкость со
смазывающим составом 1, пневмомагистраль 2, электропневматические вентили 3,4,
золотниковые распределители 5,6, маслопровод 7 и форсунки закрытого типа 8, 9,
обеспечивающие подачу смазки на гребни передних колес тележек локомотива.
Устройство для управления системой гребнесмазывателя содержит датчики
кривизны пути в виде герконов Г1, Г2, постоянный магнит 10, кинематически
связанный с рамой колесных пар, кнопочный возвратный выключатель КВ, конечный
выключатель подачи песка КВП, датчик давления воздуха в тормозных цилиндрах
ДДВ, переключатель режимов функционирования гребнесмазывателя ПР1,
блок-регулятор частоты подачи смазки БЧР, переключатель ПР2, катушки
электропневматических вентилей ЭПКВ и ЭПКН, а также устройство содержит датчик
частоты вращения колесной пары Д, счетчик времени СЧВ и токовое реле ТР,
включенное в силовую цепь тягового электродвигателя ТЭД с обратной блокировкой
ТР, последовательно включенной в цепи блокировок КВП и ДДВ.
Конструкция датчика кривизны, как отмечалось. Состоит из двух герконов Г1
и Г2, установленных посредством траверсы на раме локомотива, и постоянного
магнита 10, кинематически связанного с рамой тележки колесных пар, и тем самым
обеспечивается поворотно-возвратное перемещение относительно герконов Г1 и Г2,
то есть при определенной кривизне пути обеспечивается срабатывание одного из
герконов.
Варианты функционирования гребнесмазывателя возможны при трогании поезда
с места, при движении на прямых и в кривых участках пути, при движении поезда в
тормозном режиме и т.д.
Устройство для управления системой гребнесмазывания при различных
условиях движения поезда работает следующим образом. Предварительно перед
поездкой с составом поезда переключатель ПР2 устанавливают в зависимости от
направления движения локомотива в положение "вперед" или
"назад". Такие положения на рис. 5.3.5. обозначены буквами
"В" и "Н".
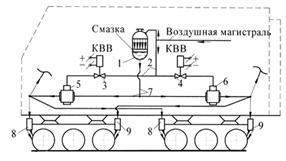
Рис. 5.3.4. Общая компоновка узлов гребнесмазывателя
При движении поезда в кривых участках пути магнит 10 воздействует на один
из герконов Г1 или Г2, и тем самым через конечный выключатель КПВ,
блокировочный контакт датчиков давления воздуха в тормозных цилиндрах ДДВ,
обратную блокировку токового реле ТР и переключатель режима ПР1, обеспечивается
подключение к сети блока-регулятора БРУ и далее через переключатель ПР2
подключение одной из катушек электропневматических вентилей ЭПКВ или ЭПКН. При
срабатывании ЭПКВ или ЭПКН воздух из магистрали поступает в один из золотниковых
распределителей 5 или 6.
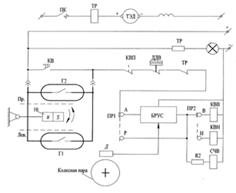
Рис. 5.3.5. Блок-схема управления электропневматическими вентилями в
системе форсунок гребнесмазывателя
Далее, за счет избыточного давления ( ) в маслоподающей системе,
срабатывают форсунки 8 или 9, и тем самым, обеспечивается подача смазки на
гребни передних колесных пар каждой тележки локомотива. При этом за счет
избыточного давления по законам статики и гидродинамики срабатывают форсунки, и
производится подача смазки на гребни в распыленном виде.
) в маслоподающей системе,
срабатывают форсунки 8 или 9, и тем самым, обеспечивается подача смазки на
гребни передних колесных пар каждой тележки локомотива. При этом за счет
избыточного давления по законам статики и гидродинамики срабатывают форсунки, и
производится подача смазки на гребни в распыленном виде.
При движении поезда по прямому участку срабатывание датчиков кривизны
пути исключается, что предопределяет прекращение функционирования системы
гребнесмазывателя. При трогании поезда с места или при его движении на затяжных
или крутых участках пути, функционирование системы гребнесмазывателя также
исключается даже при наличии кривизны пути. Такое условие обеспечивается с
целью предотвращения пробуксовки колесных пар локомотива, и оно осуществляется
за счет отключения обратных блокировочных контактов датчика пескоподачи КВП и
токового реле ТР.
Исключение срабатывания системы гребнесмазывателя при движении поезда в
тормозном режиме на любых участках пути предусматривается за счет отключения
обратной блокировки датчика давления воздуха в тормозных цилиндрах ДДВ. При
этом для контроля длительности функционирования процессов смазки гребней
предусматривается за счет включения счетчика времени СЧВ, параллельно цепям
катушек ЭПКВ и ЭПКН. В качестве дополнения следует отметить, что в случае
отказов узлов или при необходимости проверки функционирования системы
гребнесмазывателей при технических обслуживаниях производится перевод
переключателя ПР1 в положение "Р", и далее, путем нажатия выключателя
КВ подключают функционирование системы в ручном режиме.
Периодичность впрыскивания смазочного материала (в
метрах между впрысками) программируется по требованию заказчика и указывается в
паспорте ЭБУ. Гребнесмазыватель подвергается техническому обслуживанию при
каждом текущем ремонте и при проведении ТО-1, ТО-2, ТО-3. При каждом приеме и
сдаче после ТО и ТР в бортовом журнале локомотива ТУ-152 должна быть сделана
запись "Гребнесмазыватель проверен. Исправен".
5.4 Влияние перекоса колесной пары на износ гребней
бандажей
Одним из факторов, влияющих на интенсивный износ
гребней бандажей электровозов, является перекос колесных пар относительно рамы
тележки. Раньше в депо проверяли соосность колесных пар локомотивов. Это было
документально зафиксировано в правилах ремонта подвижного состава. Сейчас
подобная проверка не проводится, и новыми правилами ремонта параметр перекоса
колесной пары относительно рамы тележки не нормируется. Поэтому возникла идея
проверить влияние перекоса колесных пар на износ гребней.
В процессе работ применяли несколько способов замера
перекоса колесных пар в тележке. Под ним условились понимать отклонение оси
колесной пары от перпендикуляра к рельсу. Перекос может быть выражен в градусах
и миллиметрах. В последнем случае перекос - это расстояние от пятна касания колеса
колесной пары до точки пересечения рельса и перпендикуляра к нему, опущенному
из точки касания другого колеса той же колесной пары.
При перекосе колесной пары в раме тележки износ по
профилю бандажа располагается неравномерно. На отстающей стороне колесной пары
по ходу движения бандаж является набегающим. Максимальный износ смещен в
сторону его внутренней грани, а на противоположном бандаже износ смещается в
сторону наружной грани.
Практика показывает, что колесные пары в тележке могут
устанавливаться с односторонним перекосом. Тогда правая или левая боковина рамы
смещается вперед при движении в одну сторону. При изменении направления
движения изменяется и перекос рамы тележки. К такому положению тележки в
эксплуатации могут привести различные диаметры по кругу катания после их
обточки и различная конусность профиля бандажа.
В случае перекоса от неправильной установки колесной
пары в раме или от перекоса рамы тележки износ бандажей резко увеличивается.
Происходит смещение плоскости контакта на коническую часть гребня. В результате
резко увеличивается износ гребней и рельсов.
В эксплуатации трудно добиться установки колесной пары
без перекоса. Поэтому возможный максимальный пробег бандажа до обточки при
определенной нагрузке на колесную пару будет определяться допускаемым углом
перекоса при выпуске из ремонта и содержанием экипажа в период эксплуатации. В
зависимости от величины перекоса будет возрастать износ бандажей и
соответственно снижаться пробег локомотивов между обточками колесных пар. На
это не обращают должного внимания и в большинстве случаев устраняют
образовавшийся износ гребней бандажей, а не стремятся его предотвратить,
соблюдая технологию ремонта колесных пар и их сборки в рамах тележек. Хотя
подобный недостаток можно и нужно полностью устранить.
На износ бандажей колесных пар и рельсов существенно
влияют конструкции тележек и условия их содержания. При исследованиях
установлено, что износ бандажей колесных пар увеличивается пропорционально
величине перекоса колесной пары в раме тележки. Перекос колесной пары на ±5 мм
из-за разных расстояний между центрами снижает пробег колесной пары на 20-25%.
Одной из причин интенсивного подреза гребней на
бесчелюстных тележках является разница межцентровых расстояний в тележке (более
1 мм) при статической и динамической установках колесных пар и поперечное
смещение осей колесных пар относительно продольной оси рамы тележки более 3 мм.
К нарушению межцентровых расстояний приводит также разная жесткость резиновых
втулок, напрессовываемых на валики поводков. Чтобы предупредить повышенный
износ гребней, поводки, снятые при разборке тележек с нормальным износом
гребней, следует при сборке устанавливать на те же места, где они стояли до
разборки.
5.5 Резервы повышения надежности колесных пар
Как свидетельствует опыт депо Рыбное Московской
дороги, резервы сбережения ресурса бандажей колесных пар электровозов сводятся
к соблюдению ряда технических норм и требований.
С 2002 года на участке текущего ремонта локомотивного
депо Рыбное смонтирована и внедрена " Автоматизированная станция испытания
электровозов ВЛ10", (далее - испытательная станция).