Разработка технологического процесса восстановления коленчатого вала ЯМЗ-236
Тема:
Разработка
технологического процесса восстановления коленчатого вала ЯМЗ-236
Содержание
Введение
. Технологическая часть
.1 Назначение устройства и работы детали
1.2 Виды неисправности и их дефектовка
1.3 Выбор и обоснование способов ремонта
1.4 Последовательность выполнения операции и разработка технологического
процесса восстановления детали
1.5 Расчет и обоснование режимов обработки и нормирования
1.5.1 Техническое нормирование работ по
восстановлению шатунных и коренных шеек коленчатого вала двигателя
1.5.2 Техническое нормирование наплавочных работ по
восстановлению шатунных и коренных шеек коленчатого вала двигателя
1.5.3 Нормирования работ на металлорежущих
станках (нормирования токарных работ)
2. Экономическая часть
.1 Определение себестоимости восстановления детали
2.2 Экономическая эфективность востановления детали
.3 Расчет числа рабочих
.4 Количество оборудования
.5 Расчет площади производственного участка
4. Охрана труда, окружающей среды и противопожарная безопасность
Заключение
Список литературы
Введение
Для восстановления трудоспособности
изношенных деталей требуется в 5-8 раз меньше технологических операций по
сравнению с изготовлением новых деталей. По данным ГОСНИТИ 85% деталей
восстанавливают при износе не более 0,3 мм, т.е. их работоспособность
восстанавливается при нанесении покрытия незначительной толщины. Однако ресурс
восстановленных деталей по сравнению с новыми, во многих случаях, остается
низким. В тоже время имеются такие примеры, когда ресурс восстановленных
прогрессивными способами, в несколько раз выше ресурса новых деталей.
Основа повышения качества -
применение передовых технологий восстановления деталей. При восстановлении
коленчатых валов двигателей возникает необходимость изыскания новых, более прогрессивных
способов восстановления, которые смогли бы повысить ресурс деталей при
сравнительно низких затратах.
Целью курсовой работы по учебной
дисциплине ремонт автомобилей и двигателей является: закрепление теоретических знаний и
приобретение практических навыков по оценке технического состояния (дефектов)
ремонтного фонда.
1.
Расчетно-технологическая часть
.1 Назначение, устройство и работа детали
коленчатый вал ремонт неисправность
Коленчатый вал воспринимает усилия, передаваемые от поршней шатунами,
и преобразует их в крутящий момент, который затем через маховик передается
агрегатам трансмиссии. В двигателе ЯМЗ коленчатый вал стальной. Коленчатый вал состоит из шатунных и коренных
шлифованных шеек, щек и противовесов. На переднем конце вала двигателей имеется
углубление для шпонки распределительной шестерни и шкива привода вентилятора, а
также нарезное отверстие для крепления храповика; задняя часть вала выполнена в
виде фланца, к которому болтами прикреплен маховик. В углублении задней
торцовой части коленчатого вала расположен подшипник ведущего вала коробки
передач. Количество и расположение шатунных шеек коленчатого вала зависит от
числа цилиндров. В V-образном
двигателе количество шатунных шеек в два раза меньше числа цилиндров, так как
на одну шатунную шейку вала установлено по два шатуна - один левого и другой
правого рядов цилиндров. Шатунные шейки коленчатого вала многоцилиндровых
двигателей выполнены в разных плоскостях, что необходимо для равномерного
чередования рабочих тактов в разных цилиндрах. В восьмицилиндровых V-образных двигателях коленчатые валы
имеют по четыре шатунные шейки, расположенные под углом в 90°.
В двигателе число коренных шеек
коленчатого вала на одну больше, чем шатунных, т. е. каждая шатунная шейка с
двух сторон имеет коренную. Такой коленчатый вал называют полноопорным.
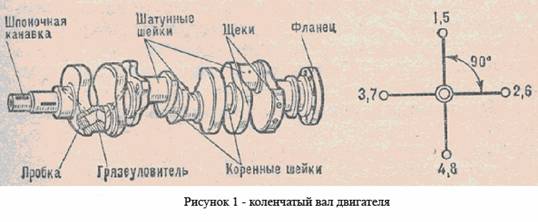
Рисунок 1 - коленчатый вал двигателя
Коренные и шатунные шейки коленчатого вала соединены между
собой щеками.
Для уменьшения центробежных сил,
создаваемых кривошипами, на коленчатом валу выполнены противовесы, а шатунные
шейки сделаны полыми. Для повышения твердости и увеличения срока службы
поверхность коренных и шатунных шеек стальных валов закаливают нагревом токами
высокой частоты.
Коренные и шатунные шейки вала
соединены каналами (сверлениями) в щеках вала. Эти каналы предназначены для
подвода масла от коренных подшипников к шатунным. В каждой шатунной шейке вала
имеется полость, которая выполняет роль грязеуловителя. Сюда поступает масло от
коренных шеек. При вращении вала частицы грязи, находящиеся в масле, под
действием центробежных сил отделяются от масла и оседают на стенке
грязеуловителя, а к шатунным шейкам поступает очищенное масло. Очистка
грязеуловителей осуществляется через завернутые в их торцах резьбовые пробки
только при разборке двигателя. Перемещение вала в продольном направлении
ограничивается упорными сталебаббитовыми шайбами, которые расположены по обе
стороны первого коренного подшипника или четырьмя сталеалюминиевыми
полукольцами, установленными в выточке задней коренной опоры. В местах выхода
коленчатого вала из картера двигателя имеются сальники и уплотнители,
предотвращающие утечку масла. На переднем конце вала установлен резиновый
самоподжимный сальник, а на заднем конце выполнена маслосгонная резьба или
маслоотражательный буртик.
В заднем коренном подшипнике сделаны
маслоуловительные каналы, в которые сбрасывается масло с маслосгонной резьбы
или маслоотражательного буртика и установлен сальник, состоящий из двух кусков
асбестового шнура. Шатунные и коренные подшипники. В работающем двигателе
нагрузки на шатунные и коренные шейки коленчатого вала очень велики. Для
уменьшения трения коренные шейки, как и шатунные, расположены в подшипниках
скольжения, которые выполнены в виде вкладышей, аналогичных шатунным. Вкладыши
каждого коренного или шатунного подшипника состоят из двух половинок,
устанавливаемых в нижней разъемной головке шатуна и в гнезде блока и крышке
коренного подшипника. От провертывания вкладыши удерживаются выступом, входящим
в паз шатунного или коренного подшипника. Крышки коренных подшипников
закреплены при помощи болтов и гаек, которые для предотвращения от
самоотвертывания зашплинтованы проволокой либо застопорены замковыми
пластинами.
Маховик уменьшает неравномерность работы
двигателя, выводит поршни из мертвых точек, облегчает пуск двигателя и
способствует плавному троганию автомобиля с места. Маховик изготовлен в виде
массивного чугунного диска и прикреплен к фланцу коленчатого вала болтами с
гайками. При изготовлении маховик сбалансируется вместе с коленчатым валом.
1.2 Анализ дефектов детали и выбор методов их обнаружения
Наиболее распространенные дефекты
коленчатого вала ЯМЗ-236 является:
) изгиб вала;
) износ наружной поверхности
фланца;
) биение торцевой поверхности
фланца;
) износ маслосгонных канавок;
) износ отверстия под
подшипник;
) износ отверстий под болты
крепления маховика;
) износ коренных и шатунных
шеек;
) износ шейки под шестерню и
ступицу шкива;
) износ шпоночной канавки по
ширине;
) увеличение длины передней
коренной шейки;
) увеличение длины шатунных
шеек.
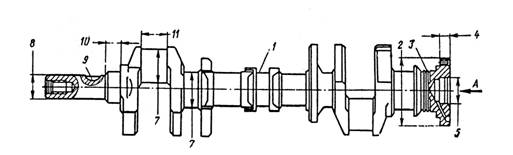
Рисунок 2 - Общий вид основных
дефектов коленчатого вала ЯМЗ-236
1 - изгиб вала; 2 - износ наружной
поверхности фланца; 3 - износ маслосгонных канавок; 4 -биение торцевой
поверхности фланца; 5 - износ отверстия под подшипник; 6 - износ отверстий под
болты крепления маховика; 7 - износ коренных и шатунных шеек; 8 - износ шейки
под шестерню и ступицу шкива; 9 - износ шпоночной канавки по ширине; 10 -
увеличение длины передней коренной шейки; 11 - увеличение длины шатунных шеек.
Восстановление коленчатого вала
начинают с устранения радиального биения обеспечивая передачу усилия на среднюю
шейку, перегибают в противоположную сторону на величину превышавшую прогиб в 10
раз. Допустимое радиальное биение без ремонта: 0,05 мм
После ремонта коленчатый вал должен
отвечать следующим техническим требованиям: цилиндрические поверхности коренных
и шатунных шеек; шероховатость должна соответствовать Ra = 0,32 мкм.
1.3 Выбор рациональных способов устранения дефектов
Мною были выбраны следующие дифекты:
) изгиб вала
) износ коренных и шатунных шеек
Изгиб вала. Существует несколько способов правки коленвалов. Один
из них - холодная правка коленвала. Для правки вал устанавливается на призмы
крайними коренными шейками, средняя шейка устанавливается под штоком
гидравлического пресса таким образом, чтобы прогиб вала находился в верхней
части. Вал прогибается на величину, превышающую изгиб вала в 10 раз.
К недостаткам вышеизложенных способов
следует отнести то, что коленвал правится весь, а не в месте изгиба. Другой
недостаток - большой прогиб коленвала 10 раз при правке, что ведет к
образованию больших остаточных напряжений и микротрещин в местах перехода от
одного сечения к другому.
Второй способ - правка коленвала с
подогревом. Для устранения изгиба деталь выгибают под прессом в другую сторону
на размер в несколько раз больший, чем прогиб, и выдерживают в этом состоянии
1,5-2 мин. Сразу после холодной правки нагревают деталь до температуры 400 -
450oC и выдерживают при этой температуре 0,5 - 1,5 часа.
Стабилизирующий нагрев почти полностью снимает остаточные напряжения.
Недостаток при подогреве после правки
- использование термопечи, что ведет к большим затратам.
Известен стенд для правки коленчатых
валов, содержащий раму и опоры.Задачей изобретения является расширение технологических возможностей за
счет обеспечения возможности правки коленчатых валов разных типоразмеров. Это
достигается за счет того, что при правке изогнутых коленчатых валов их
размещают на опорах, осуществляют нагрев участков изгиба и их правку. В
качестве опор используют одну неподвижную опору, на которой фиксируют один
конец коленчатого вала и две неподвижные опоры, установленные на рычаге и
расположенные под коренными шейками, ближайшими к месту изгиба, а при правке
поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый
вал. На опоры устанавливают проставки. На чертеже - стенд для правки валов.
Стенд содержит раму, свободно размещенный на раме рычаг и опоры, одна из
которых неподвижно закреплена на раме, а две другие - выполнены подвижными и
установлены на рычаге с возможностью совместного с ним перемещения, опоры имеют
проставки. Стенд для правки коленвалов состоит из рамы 1, к которой приварена
неподвижная опора 3, соединенная болтами 4 с крышкой 5. На раме 1 с одной
стороны неподвижной опоры 3 устанавливается рычаг 6 с подвижными опорами 7, с
другой стороны - подвижная опора 2. В раме установлен гидравлический домкрат 8,
действующий на рычаг 6. На четырех опорах 2, 3, 7 лежит коленвал 9.
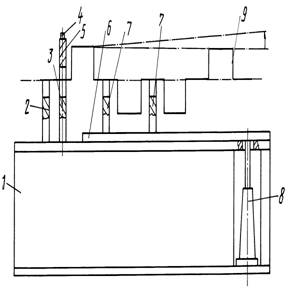
Рисунок 1.3 1 - рама, 2,7 - подвижные опоры, 3 -
неподвижная опора, 4 - крепежные болты, 5 - крышка, 6 - рычаг, 8 -
гидродомкрат, 9 - коленвал.
Принцип действия.
Коленчатый вал изгибает, коробит в районе шатунной
шейки, которая в результате аварийного износа имела значительный нагрев. Правка
вала осуществляется в месте изгиба. Коленвал 9 укладывается коренными шейками,
ближайшими к месту изгиба, на неподвижную 3 и подвижные 2, 7 опоры стенда таким
образом, чтобы шатунная шейка находилась в верхнем положении. Один конец
коленвала крышкой 5 болтами 4 через опору 3 фиксируется в раме. Другой конец
коленвала лежит на подвижных опорах 7 рычага 6. Один конец рычага 6, свободно
лежащего на раме, находится под шатунной шейкой, другой - над гидродомкратом 8.
Поднимая гидродомкратом 8 конец рычага 6, через опоры 7 правим коленвал 9,
неподвижно закрепленный на раме 1. При достижении перепрогиба в 3-4 раза правка
заканчивается. Для снятия остаточных напряжений шатунная шейка коленвала
нагревается на стенде пропановой горелкой. Процесс правки заканчивается при
остывании коленвала. Коленвал освобождается и снимается со стенда. Применение
сменных проставок на опоры стенда дает возможность править коленвалы разных
марок.
Износ коренных и шатунных шеек в пределах ремонтных
размеров устраняют перешлифовкой и последующей полировкорй под один из них.
Уменьшение диаметра шеек коленчатого вала при обработке под ремонтные размеры
происходит на величину 0,25; 0,50; 0,75; 1,0; 1,5.
Шлифование шеек производят на круглошлифовальных
станках. При шлифование необходимо выдержать радиус галтелей и не увеличивать
длину шатунных шеек.
Первоначально шлифуют коренные шейки после установки
вала в ценатрах станка фланцем к задней бабке. Забитость центровых отверстий
устраняют проточкой фасок на токарно- винторезном станке с использованием в
качестве базовых поверхностей шейки под шестерню и наружный диаметр фланца.
При шлифовании шатунных шеек вол устанавливают в
центросмесители, обеспечивая совмещение оси данной шатунной осью станка.
Шлифование ведут, начиная с первой шейки. Для шлифования следующих шеек вал
поворачивают вокруг оси под соответствующий угол.
Все коренные и шатунные шейки должны иметь один размер.
На переднем противовесе коленчатого вала ставят клеймо с указанием ремонтных
размеров коренных и шатунных шеек. Острые кромки фасок мясляных каналов
коренных и шатунных шеек притупляют шлифовальным конусным абразивным
инструментом, используя пневматическую сверлилку. Для получения необходимой
шероховатости шейки подвергают суперфинишированию на станке, время около 1 мин.
В оследняя время необходимую шероховатость поверхности получают выглаживанием
алмазным или твердосплавным инструментом. Шейки валов, вышедшие за пределы
последнего ремонтного размера, восстанавливают наплавкой под слоем флюса,
проволкой с последующей нормализацией, обточкой шеек, упрочнением галтелей
поврхностным пластическим деформированием, закалкой их ТВЧ, шлифованием и
полированием под размер рабочего чертежа.
Применяют также наплавку под слоем лигированного
флюса, после которой шейки коленчатого вала не требуют термической обработки. В
этом случае легированный флюс используется при наплавке цилиндрической части
шатунных и коренных шеек пружинной проволкой II класса диаметром 1,6мм.
Наплавку галтелей шатунных шеек производят электродной проволкой под обычным
флюсом.
При этом способе содержание операции по восстоновлению
шеек коленчатого вала можеть быть следующим: наплавка коренных и шатунных шеек,
правка вала, чистовое шлифование шеек и их полирование под размер рабочего
чертежа.
Хорошие результаты дает наплавка порошком, в состав
которого вхоят: 61% железного порошка, 6% алюминия ПА-4. 12% комплексного
модификатора ЖКМК-ЗР, 18% литейного графита. 1 % фтористого калия и 2%
лигатуры. Схема сварочного трансформатора ТДМ-500-I изменена дополнительным
введением в контур преобразователя конденсаторов, обеспечиваюших поличастотный
резонанс токов и напряжений при наплавке. Наплавленный слой птредставляет собой
мелкодисперсную структуру без раковин с хорошей переходной зоной между
наплавленным и основным металлом, твердость слоя HRC 52... 55, на поверхяости
шеек практически исключены задиры, так как твердость их одинакова по всей
поверхности; шейки валов обладают хорошей прирабатываемостью. их
износостойкость на 30% выше, чем шеек, восстановленяых другими способами.
Упрочнеиие наклепом галтелей шатуннных шеек, восстаиовленных по указанной
техпологии. позволяет повысить усталостную прочность на 40%. После
восстановления коленчатые валы обмывают снаружи и промывают их масляные каналы
в специальной моечной машине жидкостью под давлением 0,5 МПа в течение 20 мин.
1.4 Последовательность выполнения операции и разработка технологического
процесса восстановления детали
1. Очистная.
Очистить вал и промыть его в растворе
моющего средства МС-8(кальцинированная сода,
триполифосфат натрия, метасиликат натрия и смесь поверхностно-активных веществ) концентрации 20 г/л и температурой
75-80 0 С.
Наличие смолистых отложений,
загрязнения и смазки на поверхности вала не допускаются.
Машина для очистки ОМ-5288.
Разряд работы-2. Трудоемкость-4,5
мин.
2.Дефектовочная.
Провести тщательный визуальный
осмотр. Определить геометрические параметры вала - измерить инструментом.
Определить трещины магнитным
дефектоскопом МД-50.
Режимы: ток намагничивания 1500 А,
метод намагничивания - циркулярный, характер тока - мгновенный.
Условия: трещины более 5 мм не
допускаются.
Разряд работ-4. Трудоемкость-8,5 мин.
3.Разборочно-очистная.
Вывернуть пробки, не выворачиваемые
пробки удалить.
Прочистить масляные каналы и полости.
Оборудование: приспособление
70-7362-1518.
Станок радиально-сверлильный 2N155.
Разряд работ-2. Трудоемкость-6,5.
4.Термическая.
Поместить вал в печь при температуре
400-4500С и выдерживать в течение 30 минут.
Электропечь шахтная СШО 10.10/10.
5.Очистная.
Очистить и промыть вал в растворе
средства Лябомид-203 концентрацией 20 г/л и температурой 75-80 0 С.
Разряд-2. Трудоемкость-5 мин.
6.Контрольно - дефектовочная (см. операцию
2.).
7.Шлифовальная, подготовительная (для
Ш.Ш.).
Шлифовать под наплавку до Ø 63,6-0,1м.м.
последовательно 1ю,2ю,3ю,4ю
шат. Шейки на длину 57,6 м.м., обеспечив шероховатость поверхности Ra 2 мкм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 12
мин.
8.Шлифовальная, подготовительная (для
К.Ш.).
Шлифовать под наплавку, обеспечив
шероховатость поверхности Ra 2 мкм. 1ю К.Ш. Ø72,6 мм. На длину 32 мм. Со 2ю
на 5ю до Ø72,6-0.1мм на длину соответственно
28,5+0,5 мм, 28,5+0,5 мм, 28,5+0,5 мм, 42,5+0,5
мм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 16
мин.
9.Герметизирующая (для Ш.Ш.).
Заглушить отверстия масляных каналов
на Ш.Ш. стержнями из графита ГП.
Трудоемкость - 1 мин.
10.Наплавочная (для Ш.Ш.).
Наплавить последовательно 1ю,2ю,3ю,4ю
шат. шейки до Ø6 мм. Проволокой Нп - 30хГСА под
флюсом Ан-348 в следующем режиме:
· частота вращения вала, мин-12,5
· подача головки, мм/об. 4,6
· подача проволоки,
м/мин1,4-1,6
· смещение электрода, м/мин8-10
· вылет электрода, мм. 10-12
· сила тока, А180-200
· напряжение, В25-30
Оборудование: установка ОКС - 5523
ГОСНИТИ.
Разряд работы - 3. Трудоемкость - 26
мин.
11.Термическая (см.операцию 4)
12.Правильная.
Править вал, выдерживая допуск
радиального биения средних К.Ш. относительно оси центров - 0,3 м.м.
Оборудование: пресс 6328.
Приспособление: 70-7855-1508.
Разряд работ - 2. Трудоемкость - 5
мин.
.Герметизирующая (для К.Ш.) (см.
операцию 9).
14.Наплавочная (для К.Ш.).
Наплавить последовательно 1ю,5ю,2ю,4ю,
3ю к шейки до Ø78+0,5 мм проволокой Нп-30хГСА под
флюсом Ан-348 в следующем режиме:
· частота вращения вала, мин-12-2,5
· подача головки, мм/об.4,6
· подача проволоки,
м/мин1,2-1,6
· смещение электрода, м/мин8-12
· вылет электрода, мм.8-10
· сила тока, А240-260
· напряжение, В24-26
Оборудование: установка ОКС - 5523
ГОСНИТИ.
Разряд работы - 3. Трудоемкость - 28
мин.
15.Шлифовальная черновая (для 1й
и 2й К.Ш.).
Шлифовать после наплавки 1ю
коренную шейку до Ø75,2-0,1 мм. от ее торца и до упорного
бурта, 5ю на длине 43+0,5 мм., обеспечивая чистоту Ra 1,6 мкм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 10
мин.
.Шлифовальная черновая (для Ш.Ш.).
Шлифовать до Ø66,1-0,1 мм. последовательно 1ю,2ю,3ю,4ю
шатунные шейки на длине 75+0,2 мм, выдержав радиус кривошипов
47,5+0,1 мм, обеспечив Ra 1,6 мкм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 27
мин.
17. Шлифовальная черновая (для К.Ш.).
Шлифовать до Ø75,2 мм. последовательно 2ю,3ю,4ю
коренные шейки на длине 29+0,5мм,
выдерживая шероховатость Ra 1,6 мкм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 32
мин.
18.Свелильная.
Сверлить на коренных и шатунных
шейках 16 масляных каналов Ø7+0,3 мм, выдерживая координаты
каналов.
Оборудование: станок
радиально-сверлильный 284-55.
Разряд работы - 3. Трудоемкость - 7
мин.
.Шлифовальная чистовая (для Ш.Ш.).
Шлифовать до Ø65,51-0,02 мм последовательно 1ю,2ю,3ю,4ю
шатунные шейки на длине 58+0,12 мм, выдерживая радиус галтельных
переходов 1,5+0,15 мм. Точность углового расположения 25/,
параллельность осей шеек относительно общей оси. Шероховатость Ra 0,63 мкм.
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 12,5
мин.
20.УЗУ (для Ш.Ш.).
Упрочнить шатунные шейки
ультразвуковым инструментом.
Оборудование: станок
токарно-винторезный 1К62 модернизированный, т.е. с приспособлением для УЗУ.
Режим работы:
То=L/nS мин, где
L - длинна шейки в мм;
n - число оборотов n=V·60/d, где
V - скорость вращения детали V=0,33…0,99 об/мин,
d - диаметр шеек, мм.,
S - подача, мм/об. Sпр=0,12…0,15 мм/об.
По формуле находим число оборотов: n=1000·0,4·60/3,14·65,5=117 об/мин.
По формуле 4 находим: То=58/117·m=4,14 мин.
Так как 4 шатунные шейки, то То=17,6
мин. Тпз=19 мин.
. Шлифовальная чистовая (для К.Ш.).
Шлифовать до Ø74,5-0,02 мм. 1ю коренную
шейку на длине 32+0,16 мм, 2ю,3ю,4ю,
на длине 27,5+0,075 мм, 5ю на длине 41,5+0,5
мм. Шероховатость Ra 0,63
мкм [8].
Оборудование: станок
круглошлифовальный 3В423.
Приспособления и инструмент: круг
шлифовальный - ПП 900х50х305 15А 50 - ПСМ 17К5 35 м/с. 1 кл. А ГОСТ 2424-83.
Разряд работ - 3. Трудоемкость - 15
мин.
22.УЗУ (для К.Ш.).
Упрочнить коренные шейки
ультразвуковым инструментом.
Оборудование: станок
токарно-винторезный 1К62 модернизированный, т.е. с приспособлением для УЗУ.
Режим работы:
По формуле находим число оборотов: n=1000·0,4·60/3,14·74=102,6 об/мин.
По формуле 4 находим:
То=32/102,6·0,12=2,59 мин.
Так как коренных шеек 5, то То=12,95
мин. Тпз=19 мин. Твсп=0,5 мин.
23.Сборочная.
Ввернуть пробки.
Трудоемкость - 2,5 мин.
24. Балансировочная.
Надеть на каждую шатунную шейку груз
массой 3,395 кг и провести динамическую балансировку вала, высверлив отверстия
в противовесах в радиальном направлении. Допуск дисбаланса не более 30 кг/см.
Оборудование: верстак ОРГ 5365.Станок
балансировочный КИ-4274.
Разряд работ - 3. Трудоемкость - 8
мин.
25.Разборочная.
Вывернуть пробки.
Трудоемкость - 2,5 мин.
26.Моечная. (см. операцию 1).
27.Сборочная.
Ввернуть пробки.
Трудоемкость - 2,5 мин.
.Контрольная.
Провести контроль согласно
техническим требованиям на выдачу коленчатого вала из восстановления.
Трудоемкость - 8 мин.
1.5 Расчет и обоснование режимов
обработки и нормирования
При выборе оборудования для каждой
технологической операции необходимо учитывать назначение обработки, габаритные
размеры деталей размер партии обрабатываемых деталей, расположение
обрабатываемых поверхностей, требования к точности и качеству обрабатываемых
поверхностей.
Для обработки деталей,
восстанавливаемых наплавкой под слоем флюса, чаще всего применяют абразивную
обработку.
Для проверки и правки используется
универсальное приспособление. Изгиб правится на ручном или гидравлическом
прессе до устранения дефекта. Для контроля используют станок для определения
радиального биения.
Для шлифование шеек используют
круглошлифовальные станки 3А432 с шлифовальными кругами 15А40ПСТ1Х8К. Размеры
контролируются микрометром с ценой деления 10 мкм.
.5.1 Технические нормирование работ по восстановлению шатунных и коренных шеек
коленчатого вала двигателя
Техническая норма штучно -
калькуляционного времени (мин) определяется по следующей зависимости:
 ,
,
где  - основное (технологическое,
машинное) время, необходимое для наплавки, железнение, хромирования и т.д.,
мин;
- основное (технологическое,
машинное) время, необходимое для наплавки, железнение, хромирования и т.д.,
мин;
 - вспомогательное время,
затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод
инструмента и т.д., мин;
- вспомогательное время,
затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод
инструмента и т.д., мин;
 - время, затрачиваемое на
организационное и технологическое обслуживание рабочего места, мин;
- время, затрачиваемое на
организационное и технологическое обслуживание рабочего места, мин;
 - время на отдых и личные надобности
рабочего, мин;
- время на отдых и личные надобности
рабочего, мин;
 - подготовительно - заключительное
время, которое рассчитывается на партию деталей, мин;
- подготовительно - заключительное
время, которое рассчитывается на партию деталей, мин;
 - количество деталей в партии, шт.
- количество деталей в партии, шт.
Штучное время определяется по
следующей зависимости:
 ,
,
где  - штучное время, мин;
- штучное время, мин;
 - коэффициент, учитывающий время на
обслуживание рабочего места, %.
- коэффициент, учитывающий время на
обслуживание рабочего места, %.
Подготовительно - заключительное
время, рассчитываемое на партию деталей, определяется соотношением:
 ,
,
где - коэффициент, учитывающий потери
времени на подготовительно - заключительное время.
По определенной величине штучно -
калькуляционного времени определяется норма выработки (норма восстановления):
 ,
,
где  - норма выработки (норма
восстановления), шт.;
- норма выработки (норма
восстановления), шт.;
 - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек

Решение для коренных шеек

.5.2 Техническое нормирование наплавочных работ по
восстановлению шатунных и коренных шеек коленчатого вала двигателя
Основное время, затрачиваемое на
восстановление детали ручной электродуговой и автоматической сваркой,
определяется по следующей зависимости:
 ,
,
где  - площадь поперечного сечения шва, мм2;
- площадь поперечного сечения шва, мм2;
 - длина шва, мм;
- длина шва, мм;
 - плотность наплавляемого металла,
г/см3;
- плотность наплавляемого металла,
г/см3;
 - коэффициент разбрызгивания металла;
- коэффициент разбрызгивания металла;
 - коэффициент наплавки г/(А
- коэффициент наплавки г/(А ч);
ч);
 - сила сварочного тока, А;
- сила сварочного тока, А;
 - коэффициент учитывающий сложность
выполняемой работы.
- коэффициент учитывающий сложность
выполняемой работы.
Основные данные для расчётов
восстановления коленчатого вала наплавочным способом приведены в Приложении 2.
Вспомогательное время  на установку, поворот и снятие
изделия приведены в Приложении 3 и 4.
на установку, поворот и снятие
изделия приведены в Приложении 3 и 4.
Дополнительное время и составляет 3 - 6 % от оперативного
времени
Подготовительно - заключительное
время  при расчетах принимают 10 - 20 минут
на партию деталей.
при расчетах принимают 10 - 20 минут
на партию деталей.
Решение для шатунных шеек

Решение для коренных шеек

Вывод: Таким образом норма наплавки
восстановления шатунных шеек коленчатого вала двигателя за день составляет 70
шт, а коренных шеек коленчатого вала двигателя за день составляет 96 шт.
.5.3 Нормирования работ на металлорежущих
станках (нормирования токарных работ)
Штучно - калькуляционное время на
выполнение операций механической обработки в единичном и серийном производстве
определяется расчетно-аналитическим методом по соотношению:
 ,
,
где  - штучно - калькуляционное время,
мин;
- штучно - калькуляционное время,
мин;
- штучное время, мин;
- подготовительно - заключительное
время, мин;
- количество деталей в
обрабатываемой партии, шт.
Штучное время определяется следующим
соотношением:
 ,
,
где - основное время, мин;
- вспомогательное время, мин;
- время на обслуживание рабочего
места, мин (принимается из расчета 4-6% от оперативного времени, кроме
шлифовальных, для которых оно принимается 3,5-13%);
- время перерывов на отдых, мин
(принимается 4-6% от оперативного времени).
Оперативное время состоит из
основного (технологического) и вспомогательного времени, т.е.

Основное время определяется
соотношением:
 ,
,
где  - расчетная длина обработки, мм;
- расчетная длина обработки, мм;
 - число проходов;
- число проходов;
 - частота вращения детали или
инструмента, об/мин;
- частота вращения детали или
инструмента, об/мин;
 - подача, м/об (принимается из
технических характеристик металлорежущих станков).
- подача, м/об (принимается из
технических характеристик металлорежущих станков).
Частота вращения детали или
инструмента определяется соотношением
 ,
,
где  - расчетная (табличная) скорость
резания, м / мин;
- расчетная (табличная) скорость
резания, м / мин;
 - диаметр обрабатываемой детали или
инструмента, мм.
- диаметр обрабатываемой детали или
инструмента, мм.
Подготовительно - заключительное
время определяется соотношением:
,
где - коэффициент, учитывающий потери
времени на подготовительно - заключительные работы.
По известной величине штучно -
калькуляционного времени определяется норма выработки:
,
где - норма выработки, шт.;
 - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек


Решение для коренных шеек


Вывод: Таким образом норма работ на
металлорежущих станках по восстановлению шатунных шеек коленчатого вала двигателя
за день составляет 25 шт, а коренных шеек коленчатого вала двигателя за день
составляет 22 шт. Т е 4
коленчатых вала в день.
2. Экономическая часть
.1 Определение себестоимости
восстановления детали
В проекте разработан технический
процесс восстановления шеек коленчатых валов, способом наплавки под слоем флюса
с использованием ультразвукового упрочнения. Устройство УЗУ позволит повысить
на финишной операции обработки качество поверхности восстановленных шеек
коленчатых валов, что в конечном итоге позволяет увеличить ресурс работы
коленчатых валов и двигателя в целом.
Произведем расчет затрат на
изготовление конструкции. В конструкторской разработке проекта используются
годовые детали, выпускаемые промышленностью (сведены в таблицу), а так же
изготовленные самостоятельно силами производственного объединения.
Перечень материалов, их количество и
стоимость сведены в таблицу 1, 2.
Трудоемкость работ по изготовлению конструкции представлены в таблице 2.
Таблица 1 - Затраты на изготовление устройства
УЗУ.
|
№ п/п
|
Наименование затрат
|
Обозначение
|
Стоимость
капиталовложений, руб.
|
|
1
|
Стоимость покупных
изделий
|
Спи
|
3847,5
|
|
2
|
Затраты на
материалы
|
См
|
417
|
|
3
|
Затраты на оплату
труда
|
Зобщ
|
262,2
|
|
4
|
Расходы по
отчислениям на социальные нужды
|
Рсн
|
98
|
|
5
|
Обще производственные
расходы
|
Роп
|
1156,2
|
|
6
|
Обще хозяйственные
расходы
|
Рох
|
693,7
|
|
ИТОГО
|
Ск
|
6474,6
|
Таблица 2 - Затраты на материалы и комплектующие
детали.
|
№ п/п
|
Наименование
изделия.
|
Ед. изм.
|
Кол-во
|
Цена за ед. руб.
|
Стоимость, руб.
|
|
1
|
Крышка
|
Шт.
|
1
|
56
|
|
2
|
Ролик
|
Шт.
|
1
|
18
|
18
|
|
3
|
Задняя крышка
|
Шт.
|
1
|
15
|
15
|
|
4
|
Плитка.
|
Шт.
|
1
|
21
|
21
|
|
5
|
Стенка
|
Шт.
|
1
|
83
|
83
|
|
6
|
Палец
|
Шт.
|
1
|
8
|
8
|
|
7
|
Груз
|
Шт.
|
1
|
6
|
6
|
|
8
|
Концентратор
|
Шт.
|
1
|
150
|
150
|
|
9
|
Гайка накидная
|
Шт.
|
1
|
10
|
10
|
|
10
|
Опора
|
Шт.
|
2
|
25
|
50
|
|
ИТОГО
|
|
|
|
417
|
2.2 Экономическая эффективность
восстановления детали
Ожидаемую годовую экономию от
снижения себестоимости продукции при внедрении спроектированной конструкции
рассчитываем по формуле:
Эг = (Са - Св) Ав, где
Са, Св - себестоимость единицы
продукции соответственно до и после осуществления капитальных вложений;
Ав - годовой объем производства
продукции с помощью новой конструкции в натуральных единицах;
Эг = (2450-2400) · 300 = 15000 руб.
Срок окупаемости производственных
капитальных вложений на изготовление разрабатываемой конструкции рассчитываем
по формуле:
Qок = Ск/Эг = 6474,6/15000 = 0,5 года,
где Qок - срок окупаемости в годах;
Ск - стоимость конструкции;
Эг - ожидаемая годовая экономия.
Таблица 3 - Расчет трудоемкости на изготовление.
|
№ п/п
|
Наименование работ
|
Трудоемкость,
чел/час.
|
Разряд работ
|
Часовая тариф.
Ставка, Сч.
|
Стоимость, руб.
|
|
1
|
Сварочные
|
6
|
5
|
3,22
|
19,32
|
|
2
|
Слесарные
|
12
|
3
|
2,10
|
25,20
|
|
3
|
Сверлильные
|
7
|
4
|
2,55
|
17,85
|
|
4
|
Токарные
|
10
|
5
|
2,87
|
28,70
|
|
5
|
Сборочно-монтажные
|
15
|
3
|
2,10
|
31,50
|
|
6
|
Электро-монтажные
|
2
|
4
|
2,3
|
4,6
|
|
ИТОГО
|
Зт
|
|
|
127,17
|
Основная тарифная ставка - заработная
плата Зт определяется:
Зт = Т · Сч, где
Т - средняя трудоемкость отдельных
видов работ,
Сч - часовая тарифная ставка.
Общая заработная плата:
Зобщ = (Зт+Зд+Зн) · (1+Кр),
где Зобщ - затраты на оплату труда
рабочих, руб;
Зд - доплаты, составляющие до 80 % от
Зт.
Норматив комплексных доплат Нд = 50%.
Зд = Нд · Зт/100
Зд = 50 · 127,17/100 = 63,59 руб.
Зн - надбавки, составляющие до 40% от
Зт, что является стимулирующими виплатами.
3. Охрана труда, окружающей среды и
противопожарная безопасность
Охрана труда ставит своей целью
снижение травматизма и заболеваемости работающих путем создания здоровых и
безопасных условий труда.
Охрана труда - система сохранения
жизни и здоровья работников в процессе трудовой деятельности, включающая в себя
правовые, социально - экономические, организационно - технические, санитарно -
гигиенические, лечебно - профилактические, реабилитационные и иные мероприятия.
Изучение и решение проблем, связанных с обеспечением здоровых и безопасных
условий, в которых протекает труд человека - одна из наиболее важных задач в
разработке новых технологий и систем производства. Изучение и выявление
возможных причин производственных несчастных случаев, профессиональных
заболеваний, аварий, взрывов, пожаров, и разработка мероприятий и требований,
направленных на устранение этих причин позволяют создать безопасные и
благоприятные условия для труда человека. Комфортные и безопасные условия труда
- один из основных факторов влияющих на производительность и безопасность
труда, здоровье работников. Целью данной работы является обзор всех основных
вопросов касающихся охраны труда: понятие охраны труда; источников норм
регулирующих вопросы охраны труда; прав и обязанностей субъектов трудового
права, касающихся охраны труда; ответственности за нарушение законодательства о
труде и правил охраны труда; прав отдельных категорий работников (женщин,
несовершеннолетних, лиц с пониженной трудоспособностью).
Требования охраны труда обязательны
для исполнения юридическими и физическими лицами при осуществлении ими любых
видов деятельности, в том числе при проектировании, строительстве
(реконструкции) и эксплуатации объектов, конструировании машин, механизмов и
другого оборудования, разработке технологических процессов, организации
производства и труда [20].
В соответствии с Федеральным законом
(статьи 12,13) [21] на предприятие создана служба охраны труда и комитет по
охране труда. По приказу назначены лица, ответственные за охрану труда по
цехам, участкам. Главная обязанность этих лиц - исключение травматизма и
заболеваемости среди рабочих путем строгого выполнения требований охраны труда.
Для этого ими разрабатывается комплексный план улучшения условий труда и
снижение профзаболеваемости. Затем главные специалисты обсуждают планы
мероприятий, инженер по охране труда обобщает эти планы и составляет сводный
план.
На предприятии имеется кабинет по ТБ
с необходимыми для обучения стендами, плакатами и учебной литературой. В цехе
созданы уголки по ТБ.
Система обучения работающих безопасности
труда организуется в соответствии с положениями ГОСТ 12.0.004 - 90. Проводятся
инструктажи: вводный, на рабочем месте, очередной, внеочередной, наряд допуск.
Документация по учету инструктажей
ведется правильно, их проведение фиксируются в журналах вводного инструктажа,
на рабочем месте, а так же в личной карточке рабочего.
Страховые тарифы на обязательное социальное
страхование от несчастных случаев на производстве и профессиональных
заболеваний в процентах к начисленной оплате труда по всем основаниям (доходу)
застрахованных, а в соответствующих случаях к сумме вознаграждения по
гражданско-правовому договору по группам отраслей. Машиностроение и
металлообрабатывающая отрасль относится к 13 классу с коэффициентом отчисления
в % 1,7 [22].
Расследование несчастных случаев на
производстве проводятся в соответствии с документом от 1 января 2003 года
«Положение об особенностях расследования несчастных случаев на производстве в
отдельных отраслях и организациях».
Анализ производственного травматизма
показывает, что основными причинами смертельных несчастных случаев на
производстве остаются, по-прежнему, на 95% организационные причины. Главные из
них: нарушения трудовой и производственной дисциплины, неудовлетворительная
организация работ, нарушения требований безопасности при эксплуатации
транспортных средств и правил дорожного движения, нарушения технологического
процесса, недостатки в обучении безопасным приемам труда. Большая часть этих
причин может быть устранена без финансовых затрат. Однако работодатели
по-прежнему не уделяют должного внимания вопросам охраны и безопасности труда,
в результате чего гибнут люди. И только 5% всех несчастных случаев на
производстве со смертельным исходом произошли по техническим причинам,
связанным с конструктивными недостатками машин, оборудования и несовершенством
технологических процессов.
Как видно из таблицы за последние
пять лет значительно выросло число пострадавших от производственных травм, это
связано с тем, что еще недостаточно строгий контроль за соблюдением ТБ. Травмы
в основном связаны с нарушением трудовой дисциплины.
Заключение
В процессе выполнения курсовой работы
были углублены и закреплены знания по дисциплине. Был выполнен расчёт для
определённого задания и получены практические знания по проектированию процесса
восстановления детали автомобиля. В соответствии с заданием на курсовую работу
разработан технологический процесс восстановления коленчатого вала ЯМЗ-236 и выбрано необходимое техническое
оборудование, а также рассчитаны режимы и нормы времени на механическую
обработку.
Список литературы
1. Воловик ЕЛ. - Справочник по восстановлению деталей - М:
Колос, 1991 г.
. Молодык КВ., Зенкин АС. Восстановление деталей машин. - М.:
Машиностроение, 1993 г.
. Черноиванов В.И. Организация и технология восстановления
деталей машин. М: ВО Агропромиздат, 1999 г.
. Одинцов Л. Г Упрочнение и отделка деталей поверхностным
пластическим деформированием. М: Машиностроение, 1997 г.
. Ковалевский Е.А. - Разработка технологии УЗУ наплавленных
деталей сельхозтехники. - М: Авторемонт. Челябинск, 1986 год.
. Серый И.С., Смелов А.Л., Черкун В.Е. Курсовое и дипломное
проектирование по надёжности и ремонту машин. М: ВО Агропромиздат, 1991 г.
. Сергеева З.В., Химченко Г.Т. Справочник нормировщика.
Россельхозиздат, 1993г.
8. Бабусенко
С.М. проектирование ремонтно-обслуживающих предприятий. - М: ВО Агропромиздат, 1990г.
9.
Бабусенко С. М. Проектирование ремонтных предприятий. - М: Колос, 1989 г.
0. Каталог
оборудования для восстановления изношенных деталей тракторов, автомобилей и
сельскохозяйственных машин в 4-х частях. М: 1982г.
1. Каталог
ремонтно-технологического оборудования для восстановления деталей. М: ГОСНИТИ, 1988г.
2. Каталог
сварочно-наплавочного оборудования. М: ГОСГIВТИ, 1987г.
3.
Тетенкичиев В.К., Краениченко, Тихонов А.А., Колев ИС. Металлорежущие станки.
М: Машиностроение, 1990г.
4.
Солуянов П.В. Охрана труда. М: Колос, 1997г.
5. Канарев
Ф.М. Охрана труда. М: ВО Агропромиздат, 1991г.
6.
Розенберг л.д., Казанцев В.Ф. Ультразвуковое резание. М: Москва, 1992 г.