Устройство, назначение и принцип действия бурового насоса УНБ–600
Содержание
Введение
Назначение,
устройство и принцип работы
Виды
и периодичность технического обслуживания и ремонта оборудования
Описание
возможных дефектов
Демонтаж
насоса
Выбор
рациональной технологии восстановления трансмиссионного вала бурового насоса
УНБ - 600
Описание
технологии ремонта трансмиссионного вала насоса
Расчет
количества смазочных материалов на год
Заключение
Список
использованной литературы
Введение
На буровых и нефтедобывающих предприятиях
насосные установки являются одним из основных видов оборудования, надежная
работа которого обеспечивает непрерывность технологического процесса.
Насосное оборудование используют для перекачки
жидкостей с разными физико-химическими свойствами (кислот, щелочей в широком
диапазоне концентраций, органических продуктов, сжиженных газов и тому
подобное) при различных температурах.
Практически все насосное оборудование
ремонтируют силами предприятий, которые к тому же изготавливают весь требуемый
объем запасных частей. Поэтому эксплуатационная надежность насосов в
значительной степени зависит от квалификации ремонтного персонала и качества
ремонтных работ.
В данной курсовой работе мне предстоит выбрать
рациональную технологию ремонта бурового насоса УНБ - 600.
Целью работы является рассмотрение устройства и
описание работы бурового насоса УНБ - 600. Описание возможных дефектов в
процессе эксплуатации выбранного насоса. Также описать виды ремонта и
технического обслуживания насоса.
Главной задачей работы является - выбор
рациональной технологии восстановления деталей насоса. Также нужно произвести
расчет количества смазочных материалов.
В графической части работы представить:
Чертеж бурового насоса УНБ - 600;
Ремонтный чертеж вала насоса;
Карту смазки.
Назначение, устройство и принцип работы
Буровые насосы предназначены для нагнетания в
скважину промывочной жидкости с целью очистки забоя от выбуренной породы
(шлака) и выноса ее на дневную поверхность; охлаждения и смазки долота;
создания гидромониторного эффекта при бурении струйными долотами; приведения в
действие забойных гидравлических двигателей.
Исходя из назначения и условий эксплуатации, к
буровым насосам предъявляют следующие требования:
подача насоса должна быть регулируемой в
пределах, обеспечивающих эффективную промывку скважины;
мощность насоса должна быть достаточной для
промывки скважины и привода забойных гидравлических двигателей;
скорость промывочной жидкости на выходе из
насоса должна быть равномерной для устранения инерционных нагрузок и пульсаций
давления, вызывающих осложнения в бурении, дополнительные энергетические
затраты и усталостные разрушения;
насосы должны быть приспособлены для работы с
абразиво- и маслосодержащими коррозионно-активными промывочными растворами
различной плотности;
узлы и детали, контактирующие с промывочным раствором,
должны обладать достаточной долговечностью и быть приспособленными к удобной и
быстрой замене при выходе из строя;
крупногабаритные узлы и детали должны быть
снабжены устройствами для надежного захвата и перемещения при ремонте и
техническом обслуживании;
насосы должны быть приспособлены к
транспортировке в собранном виде на далекие и близкие расстояния и перемещению
волоком в пределах буровой;
конструкция насосов должна допускать правое и
левое расположение двигателей насосного агрегата;
надежность и долговечность насосов должна
сочетаться с их экономичностью и безопасностью эксплуатации.
С ростом глубины бурения значительно
увеличивается мощность буровых насосов. Освоены и намечаются к производству
новые модели буровых насосов, отвечающие возросшим требованиям к бурению. На
основе накопленного опыта, научно-исследовательских и опытно-конструкторских
работ, а также новейших достижений в насосостроении и смежных областях науки и
техники буровые насосы непрерывно совершенствуются: повышаются их надежность и
долговечность; снижается масса и сокращаются материальные и трудовые затраты на
их изготовление, эксплуатацию и ремонт. Это обусловило широкую номенклатуру
моделей и модификаций буровых насосов, используемых в отечественной и
зарубежной промышленности.
Рабочие органы буровых насосов преимущественно
выполняются в виде поршней. Наиболее распространены двух поршневые насосы
двухстороннего действия, на смены которым приходят трех поршневые насосы
одностороннего действия. В насосах двухстороннего действия жидкость
перемещается в поршневой и штоковой полостях и за один двойной ход поршня
совершаются два цикла всасывания и нагнетания. При одностороннем действии
жидкость перемещается в поршневой полости и за один двойной ход совершается
один цикл всасывания и нагнетания.
В буровых насосах используются самодействующие
пружинные клапаны тарельчатой конструкции. Всасывающие и нагнетательные клапаны
взаимозаменяемые. Оси поршней параллельны и располагаются в горизонтальной
плоскости по одну сторону от привода насоса. Ведущее звено буровых насосов,
сообщающее движение поршням выполняется в виде вращающегося эксцентрикового,
кривошипного, пальцевого либо коленчатого вала. Прямодействующие насосы,
ведущее звено которых имеет возвратно-поступательное движение, в современных
отечественных насосах не используются.
Ведущий вал приводится от трансмиссионного вала
насоса посредством цилиндрической зубчатой пары. Подача насоса изменяется с
помощью сменных цилиндровых втулок либо изменением числа ходов насоса.
Пульсации давления, вызываемые неравномерной скоростью поршней, снижаются до
практически приемлемого уровня при помощи пневмокомпенсаторов.
Буровой насос состоит из приводного и
гидравлического блоков, установленных на сварной раме 12.
Приводной блок состоит из трансмиссионного вала
5, коренного вала 9 и шатунного механизма 10,установленных на станине 2.
Последняя представляет собой массивный металлический короб, в расточках
которого монтируются подшипники трансмиссионного и коренного валов. Для
удобства монтажа внутренних узлов и деталей станина имеет крышку 8. Стыкуемые
поверхности станины и крышки подвергаются механической обработке и уплотняются
при помощи резинового шнура либо прокладки, затягиваемой болтами 11 и
ввернутыми в станину шпильками 6. Положение крышки относительно станины
фиксируется коническими штифтами.
Рисунок 1. Буровой насос двустороннего действия
- гидравлический блок; 2 - станина; 3 - шток; 4
- направляющие; 5 - трансмиссионный вал; 6 - шпильки; 7 - вентиляционный
колпак; 8 - крышка; 9 - коренной вал; 10 - шатунный механизм; 11 - болты; 12 -
рама; 13 - ползун
Отверстия по подшипники растачивают в сборе
станины с крышкой. В горловине станины устанавливают направляющие 4 ползуна 13.
Оси поверхностей расточек станины под направляющие ползуна должны совпадать с
отклонением не более 0,15 мм. Внутренняя полость станины окрашивается
маслостойкой краской и используется в качестве резервуара для масла,
смазывающего зубчатую передачу, установленную между трансмиссионным и коренным
валами. Горловина станины имеет боковые люки для монтажа и осмотра ползунов.
Торец горловины снабжается отверстиями для штока 3 и крепления гидравлического
блока 1.
В крышке станины имеется вентиляционный колпак 7
для вытяжки масляных паров. Станины буровых насосов отливают из высокопрочных
чугунов или сталей. Стальные станины легче, но дороже чугунных. Наиболее
экономичны по массе буровые насосы, имеющие станины сварной конструкции.
Трансмиссионный вал (см. рисунок 2) служит для
передачи крутящего момента коренному валу насоса и выполнен в виде выводного
вала - шестерни 8, концы которого используются для установки клиноременного
шкива или цепного колеса в зависимости от принятой в приводе насоса передачи.
Шкив и цепное колесо крепятся на валу шпонкой 12. Для облегчения сборки и
разборки шкивы имеют разрезную ступицу, затягиваемую
Рисунок 2. Трансмиссионный вал
, 10 - сквозные крышки; 2 - севанитовые
уплотнения; 3 - пружинная тавотница; 4, 9, 13 - резиновые кольца; 5 - болты; 6
- сферические двухрядные роликоподшипники; 7 - гильза; 8 - вал; 11 втулка; 12 -
шпонка;
болтами. Так как возможны перекосы в результате
прогиба под действием нагрузки на консоли, а также вследствие технологических
неточностей трансмиссионный вал устанавливается на сферических двухрядных
роликоподшипниках 6, воспринимающих радиальные и осевую нагрузку от косозубой
передачи.
Для предупреждения смятия и разбивания опорных
поверхностей станины, а также устранения брака дорогостоящей станины из-за
расслабления отверстий при растачивании подшипники устанавливают на стальных
гильзах 7, наружный диаметр которых больше диаметра шестерни. Благодаря этому
при сборке насоса вал 8 свободно протаскивается через отверстия станины.
Соосность наружной и внутренней поверхностей гильз обеспечивается жесткими
допусками на их разностенность.
Гильзы имеют фланец небольшой высоты и
притягиваются к станине сквозными крышками 1 и 10, закрепленными болтами 5.
Благодаря затяжке болтами гильзы фиксируются в осевом направлении и
предохраняются от проворачивания. Подшипники торцами внутренних колец упираются
в буртики вала. Правый подшипник фиксируется в гильзе крышкой 10. Второй
подшипник вала плавает в гильзе по наружной обойме.
Подшипники смазывают ручным насосом через
пружинные тавотницы 3. Неподвижные стыки гильзы со станиной и крышкой
уплотняются резиновыми кольцами 4, 9 и 13. Подвижный внутренний стык между
гильзой и валом герметизируется бесконтактным щелевым уплотнением, выполненным
в виде кольцевых канавок в гильзе. Между крышками и валом устанавливают
контактные севанитовые уплотнения 2 и втулку 11.
Эксцентриковый коренной вал (рисунок 3) имеет
сборную конструкцию. Прямой вал 15 с жестко закрепленными эксцентриками 9
опирается на коренные подшипники 6, расположенные в станине бурового насоса.
Рисунок 3. Коренной вал
- станина; 2 - разбрызгиватель; 3 - гильза; 4 -
крышка; 5 - шайба; 6 - спаренные радиально - упорные конические подшипники; 7 -
кольца подшипников; 8 - зубчатое колесо; 9 - эксцентрик; 10 - крышка; 11 -
большая шейка шатуна; 12,13 - кольцевые шайбы; 14 - мерные прокладки; 15 -
прямой вал; 16 - дюбель.
Эксцентрики, выполняющие роль шатунных шеек,
отливаются из углеродистой стали и соединяются сваркой. Число эксцентриков
равно числу поршней бурового насоса. Угловое смещение шатунных шеек коренного
вала определяется требованиями равномерной подачи. Согласно этому, в двух-
поршневых насосах двустороннего действия угловое смещение эксцентриков
составляет 90°, а в трехпоршневых насосах одностороннего действия-120°. Между
эксцентриками располагается зубчатое колесо 8.
Составная конструкция коренного вала удобна в
технологическом отношении, так как позволяет упростить форму заготовок и
облегчить их механическую обработку. Окончательная обработка наружных
поверхностей коренного вала и нарезка зубьев производятся после посадки
эксцентриков на прямой вал и соединения венца зубчатого колеса с его ободом.
Для точной осевой фиксации зубчатого колеса
коренной вал опирается на спаренные радиально-упорные конические подшипники 6,
посаженные в переходные гильзы 3, установленные в расточки станины 1 и крышки
10 насоса. Наружные кольца подшипников удерживаются от продольного перемещения
крышками 4, которые крепятся болтами к торцам гильз. Затяжка наружных колец
подшипников регулируется мерными прокладками 14, установленными между крышкой 4
и торцом гильзы 3. Внутренние кольца подшипников затягиваются шайбами 5,
крепящимися болтами к торцам вала. Осевое положение коренного вала фиксируется
в нужном положении благодаря наружным кольцевым буртикам гильзы, упирающимся в
торец расточек станины и крышки насоса.
Гильзы удерживаются от проворота с помощью
дюбелей 16. Коренные подшипники смазывают ручным насосом через тавотницы,
ввернутые в крышку станины. Эксцентриковые коренные валы преимущественно
применяются в современных двух- и трех - поршневых буровых насосах.
Кольца роликовых подшипников 7 удерживаются от
осевого перемещения кольцевыми шайбами 12 и 13 и буртиками вала и шатуна.
Кольцевые шайбы крепятся к торцам эксцентрика болтами. Натяг подшипников
регулируется прокладками, установленными между торцом шейки шатуна и шайбой 12.
Разбрызгиватели 2 отбрасывают масло на подшипники мотылевых шеек шатуна при их
погружении в масляную ванну.
В буровых насосах для передачи вращения от
трансмиссионного вала коренному преимущественно используются косозубые зубчатые
передачи, которые по сравнению с прямозубой передачей обладают большей
нагрузочной способностью и плавностью зацепления, обусловливающей снижение
уровня динамических нагрузок и шума при работе. Направление зуба шестерни
принимается левым, а для колеса - правым. Недостаток косозубых передач по
сравнению с прямозубыми заключается в том, что в зацеплении возникает
дополнительная осевая сила. Шевронные зубчатые колеса, представляющие
разновидность косозубых колес, не создают осевых нагрузок, однако в буровых
насосах применяются реже из-за сложности изготовления.
Шатун передает движение от коренного вала
ползуну (крейцкопфу) и представляет собой кованый или литой стержень из
углеродистой стали марки 35 с противоположно расположенными большой и малой
шейками. Большая шейка 11 шатуна, называемая мотылевой, охватывает коренной вал
и имеет цельную либо разъемную конструкцию. Независимо от конструкций коренной
вал соединяется с шатуном посредством конических роликовых подшипников. У
эксцентриковых валов мотылевая шейка шатуна имеет значительно больший диаметр,
чем у кривошипных и пальцевых валов. Благодаря этому в эксцентриковых валах
мотылевые подшипники имеют больший диаметр и обладают более высокой
долговечностью.
Малая шейка (рисунок 4), называемая ползунной,
служит для шарнирного соединения шатуна 6 с ползуном 4, скользящим в
прямолинейных направляющих. Центр шарнира движется аксиально, т. е. по прямой,
проходящей через ось вращения коренного вала. Дезаксиальные кривошипно-шатунные
механизмы в буровых насосах не применяются. Малая шейка шатуна соединяется с
корпусом ползуна при помощи полого валика 9. При ремонтных работах через
отверстие в валике пропускается ломик для вы- прессовки валика соседнего
ползуна 13. Кроме того, пустотелая конструкция способствует более интенсивному
охлаждению валика и подшипника шатуна, нагреваемых в результате их взаимного
трения.
В расточку ползунной шейки запрессована втулка 8
из оловянной бронзы либо другого пластичного материала, обычно используемого
для подшипников скольжения. Запрессовка не гарантирует втулку от проворачивания
и осевого смещения, и поэтому она стопорится дюбелем 7. Диаметральный зазор
между валиком и втулкой шатуна определяется в зависимости от диаметра валика и
выбранной посадки.
Валик 9 снабжен концевым центрирующим конусом,
который входит в конусное отверстие ползуна. С помощью стопорной планки 11,
входящей в поперечный паз торца валика, и болтов 10, ввинченных в ползун, валик
запрессовывается в конусное отверстие и благодаря этому удерживается от
продольного смещения и поворота относительно ползуна.
Ползун состоит из литого стального корпуса и
чугунных накладок 5. Накладки крепятся к цилиндрической поверхности корпуса
болтами 2, застопоренными от самоотвинчивания упругими шайбами. В боковых
стенках корпуса располагаются ступицы валика 9. В днище корпуса имеется
резьбовое отверстие для ползунной части штока 1, представляющего собой стальной
цилиндрический стержень с наружной резьбой для крепления с корпусом ползуна и
внутренней резьбой для соединения с поршневой частью штока. Стопорение штока в
ползуне осуществляется шплинтом 3 и гайкой 2.
Рисунок 4. Шатунный механизм
Гидравлические блоки буровых насосов состоят из
корпусных и сменных деталей, К корпусным деталям относятся гидрокоробки и их
крышки, приемный и нагнетательный коллекторы, к сменным - цилиндровые втулки и
поршни, седло и тарель клапана, уплотнения неподвижных и подвижных соединений.
В двухпоршневом насосе гидравлический блок
(рисунок 5) состоит из двух гидрокоробок 2, которые скрепляются со станиной 6
приводного блока шпильками 7. Сопряженные поверхности гидрокоробок и станины
прилегают друг к другу без зазоров. Допускаются местные провалы щупа толщиной
0,1 мм на длину не более 10% общей длины сопряженных участков. Между собой
гидрокоробки соединяются приемным 1 и нагнетательным 3 коллекторами.
Рисунок 5. Гидравлический блок бурового насоса
- приемный коллектор, 2 - гидрокоробка, 3 -
нагнетательный коллектор, 4 - надклапанная полость, 5 - нагнетательный клапан,
6 - станина, 7 - шпильки, 8 - контрагайка, 9 - диск - отражатель, 10 - шток, 11
- шток поршня, 12 - цилиндровая втулка, 13 - поршень.
Гидроблоки представляют собой отливки из
углеродистой стали с горизонтальными расточками для цилиндровой втулки 12 и
вертикальными гнездами для нагнетательных клапанов 5. Через общую надклапанную
полость 4 прокачиваемая жидкость из поршневой и штоковой камер цилиндра
направляется в нагнетательный коллектор. Толщина стенок 30 - 40 мм, что
необходимо для создания прочности и герметичности гидрокоробки. Конструктивные
формы обеспечивают технологичность изготовления, удобство монтажа, осмотра и
регулировки деталей и узлов насоса, размещенных в гидрокоробке. В двухпоршневых
насосах различают левую и правую гидрокоробки, имеющие зеркально отображенные
конструктивные формы.
Приемный 1 и нагнетательный 3 коллекторы имеют
литую либо сварно-литую стальную конструкцию. Для снижения гидравлических
потерь и износа коллекторы имеют плавные переходы, а диаметры проходных
отверстий обеспечивают скорость потока жидкости до 6 м/с. На нагнетательный
коллектор устанавливают предохранительный клапан, пневматический компенсатор и
присоединяют нагнетательный патрубок манифольда. Приемный коллектор с всасывающими
клапанами присоединяется к боковым приливам гидрокоробки.
Цилиндровые втулки, неподвижно установленные в
горизонтальных расточках гидрокоробки, являются наиболее крупной по габаритам и
металлоемкости сменной деталью буровых насосов. Конструктивное исполнение,
длина, наружные и внутренние диаметры их регламентируются отраслевыми
стандартами. Цилиндровые втулки изготовляют из высокоуглеродистых и
легированных сталей. За рубежом их выполняют из хромистых чугунов и керамики.
Внутренняя поверхность цилиндровых втулок упрочняется закалкой с нагревом
токами высокой частоты, борированием, хромированием и другими
химико-термическими методами.
Виды и периодичность технического обслуживания и
ремонта оборудования
Безотказная работа бурового насоса УНБ - 600 в
значительной степени зависит от своевременного и качественного технического
обслуживания.
Обслуживающий персонал должен следить за тем,
чтобы смазка насоса производилась регулярно в соответствии со схемой смазки.
Смена масла должна производиться не реже одного
раза в 6 месяцев. После замены масла внутреннюю поверхность картера станины
необходимо промыть керосином и насухо вытереть.
Работы по техническому обслуживанию являются
профилактическими, поэтому их выполнение обязательно в установленные сроки.
Учет работ проводить согласно паспорту УНБ - 600.00.000 ПС.
Техническое обслуживание и ремонт насосов по
периодичности, выполняемым операциям и трудоемкости, подразделяются на
следующие виды:
ежедневное техническое обслуживание (ЕО);
периодическое техническое обслуживание (ПО);
текущий ремонт (ТР);
сезонное техническое обслуживание (СО)
капитальный ремонт (КР).
Ежедневное техническое обслуживание:
проверка уровня масла во время остановки насоса,
при необходимости долить масло до нужного уровня;
проверка показаний манометра масляного насоса;
наполнение охлаждающей жидкости при ее
недостатке в водяной бак разбрызгивающего насоса;
проверка полости станины на гильзе цилиндра, при
наличии большого количества осаждения бурового раствора, произвести очистку;
проверка крышки цилиндра один раз в 4 часа на
расшатанность. При скреплении крышки клапана намазывать резьбу смазочным
маслом;
проверка поршня и гильзы на прокол. Заменить при
серьезной проколке;
проверка предохранительного клапана на
работоспособность;
при остановке насоса проверка предварительного
надувного давления в выпускной воздушной емкости;
Периодическое техническое обслуживание:
Периодическое обслуживание выполняется через 100
часов работы насоса, и при этом необходимо выполнять следующее:
проверить состояние поршней, втулок, клапанов,
штоков. уплотнений штоков. При необходимости заменить вышедшие из строя детали
и уплотнения;
проверить состояние масла в картере насоса, и
при загрязнении масла или появлении в нем металлических частиц следует заменить
масло после промывки картера станины;
Текущий ремонт бурового насоса УНБ - 600:
Текущий ремонт следует производить через 500
часов работы бурового насоса.
При текущем ремонте:
произвести частичную разборку гидравлической
части насоса, проверить состояние деталей и при необходимости произвести замену
или ремонт;
проверить и отрегулировать зазоры в подшипниках
приводной части насоса;
проверить состояние предохранительного клапана
при необходимости заменить шпильку предохранительную, уплотнение и амортизатор;
проверить и при необходимости заменить манометр;
проверить герметичность всасывающей и
нагнетательной линии насоса;
произвести замену масла в картере насоса;
Методика проведения контрольных испытаний
(проверок) при текущем ремонте состоит в следующем:
проверка и калибровка манометра в аттестованном
подразделении (предприятии) и при необходимости замена манометра;
проверка опрессовкой водой давлением 9,5 МПа в
течение 5 минут (гидравлической части насоса, сферического компенсатора без
диафрагмы, тройника нагнетательного каждого отдельно или вместе). Течь и
потение по парным швам и основному металлу не допускается. Испытания проводятся
на аттестованном стенде. Проверка опрессовкой производится в случае замены
блока цилиндров, корпуса компенсатора или тройника нагнетательного;
проверка опрессовкой водой давлением 0.5 МПа
всасывающей линии. Течь и потение по сварным швам и основному металлу не
допускается. Испытания проводятся на аттестованном стенде. Проверка опрессовкой
производится в случае замены всасывающего коллектора.
Сезонное техническое обслуживание:
Сезонное техническое обслуживание выполняется
два раза в год при подготовке насоса к осенне - зимнему и весенне - летнему
условиям эксплуатации и осуществляется соответственно осенью и весной при
очередном техническом обслуживании.
При сезонном техническом обслуживании следует
заменить масло в картере насоса согласно схеме смазки.
Капитальный ремонт бурового насоса УНБ - 600:
Капитальный ремонт насоса рекомендуется
производить через 2500 часов работы. Капитальный ремонт осуществляется в целях
восстановления исправности насоса.
При капитальном ремонте производится:
полная разборка насоса
дефектация деталей и узлов
ремонт
сборка
регулировка
опрессовка водой нагнетательного блока и
гидравлической части насоса
окраска.
Производится обязательная замена следующих
деталей:
клапанов
цилиндровых втулок
поршней
штоков
деталей сальниковых уплотнений
пальцев крейцкопфов
подшипников приводной части насоса.
Опрессовка производится при давлении 9.5 МПа (95
кг/см²).
После капитального ремонта необходимо произвести
обкатку насоса в воде в течение одного часа без нагрузки при полностью открытой
задвижке на нагнетательной трубе и в течение одного часа при максимальном
давлении с целью выявления дефектов сборки и приработки деталей. Перед обкаткой
необходимо в картер насоса залить соответствующее масло. Повышение давления при
обкатке следует производить постепенно, прикрывая задвижки на нагнетательной
линии.
После капитального ремонта поверхности деталей,
подлежащие окраске, должны быть тщательно очищены, обезжирены и окрашены.
Капитальный ремонт, как правило, производится на
центральной базе производственного обслуживания объединений и на
специализированных ремонтно-механических предприятиях.
Срок службы насоса - не менее 8 лег
Примечание: Периодичность технического
обслуживания и ремонта насоса является рекомендуемой, зависит от условий
эксплуатации насоса, от характера выполняемых работ и может уточняться
эксплуатирующими предприятиями.
Описание возможных дефектов
Диагностику возможных неисправностей в работе
насоса и способы их устранения проводить в соответствии с таблицей 1.
Таблица 1. Основные неисправности бурового
насоса УНБ - 600
|
Неисправность
|
Диагностика
причин неисправностей
|
Способ
устранения
|
|
Насос
при пуске не подает жидкость
|
Закрыта
задвижка на приемной линии; Значительные подсосы воздуха через неплотности на
всасывающей линии. Слишком велика высота всасывания;
|
Открыть
задвижку; Проверить герметичность соединений всасывающей линии, подсосы
устранить; Уменьшить высоту всасывания;
|
|
Количество
подаваемой жидкости не соответствует объёмной подаче насоса при данном числе
ходов
|
Подсосы
воздуха. Клапаны насоса неисправны и пропускают жидкость, засорение на
всасывающей линии; Пропускают жидкость изношенные поршни;
|
Проверить,
герметичность соединений, подсосы и утечки устранить. Очистить клапаны,
проверить плотность прилегания уплотнений и рабочие поверхности седла,
негодные детали заменить; Заменить поршни;
|
|
Слышны
нехарактерные для работы насоса шум и стук в гидравлической части насоса: -
стук при перемене хода поршней; - резкий стук при посадке клапанов; - удары
в цилиндрах; - шипящий звук в блока цилиндров; - понижение давления и подачи
насоса;
|
Ослабла
посадка поршней на штоке; Ослабло крепление цилиндровых втулок; Ослабли или
сломались пружины клапанов; Недостаточно заполнены цилиндры жидкостью из-за
чрезмерных сопротивлений на всасывании или подсосов воздуха; Промыв стенок
блока цилиндров за цилиндровой втулкой или за седлом клапана;
|
Осмотреть
крепление поршней, подтянуть гайки; Подтянуть гайки цилиндровых крышек,
сменить уплотнения втулок; Осмотреть и заменить при необходимости клапаны,
сменить негодные пружины; Проверить полностью ли открыта задвижка на приемной
линии, не засорен ли фильтр на всасывании, свободно ли поднимаются
всасывающие клапаны, устранить подсосы; Заменить блок цилиндров;
|
|
Нагреваются
штоки. Нагреваются крейцкопфы или пальцы крейцкопфов
|
Чрезмерно
затянуты сальники крейцкопфных камер. Слабое поступление масла. Масло имеет
малую вязкость.
|
Ослабить
затяжку сальников. Проверить уровень масла. Очистить проходы для масла.
Сменить масло или добавить масло повышенной вязкости.
|
|
Стук
в приводной части во время перемены хода поршней
|
Ослабло
соединение штока поршня со штоком ползуна. Ослабло соединение штока ползуна с
крейцкопфом. Ослабло соединение штока поршня с поршнем; Износ втулки
крейцкопфной головки шатуна и пальца крейцкопфа; Значительный люфт в опорных
подшипниках эксцентрикового вала;
|
Подтянуть
резьбовые соединения; Заменить изношенную деталь; Отрегулировать подшипники
при помощи прокладок. При невозможности регулировки подшипники заменить;
|
|
Чрезмерный
нагрев подшипников эксцентрикового и трансмиссионного валов
|
Недостаток
смазки. Засорение масла; Пережаты подшипники
|
Добавить
масло. Сменить масло, подшипники и картер станины промыть; Отрегулировать
прокладками поджатие подшипников;
|
|
Увеличилась
пульсация давления на выходе насоса
|
Отсутствие
воздуха в компенсаторе; Вышла из строя диафрагма;
|
Заполнить
компенсатор воздухом; Сменить диафрагму компенсатора;
|
Демонтаж насоса
Перед разборкой насоса из картера сливают масло,
насос очищают от грязи и промывают.
Разборка гидравлической части насоса:
отвинчивают гайки и снимают крышки цилиндров;
вынимают нажимные коронки цилиндровых втулок;
вывинчивают коронки крышек клапанов;
вынимают крышки клапана, пружины клапанов и
клапаны;
ослабляют сальники штоков, отсоединяют штоки от
надставок, вынимают штоки с поршнями из цилиндров;
снимают грундбуксы, вынимают уплотнения
сальников штоков и специальным съемником цилиндровые втулки из клапанных
коробок;
отвинчивают гайки и снимают нагнетательный
коллектор в сборе с воздушными компенсаторами, отсоединяют клапанные коробки от
приемного коллектора и снимают их;
из клапанных коробок при помощи специального
гидравлического съемника выпрессовывают седла клапанов;
разборка воздушных компенсаторов (перед
разборкой спускают газ из колпака);
Разборка приводной части насоса:
снять шкив;
через боковые окна станины вынуть пальцы
крейцкопфов;
выбить наружное кольцо одного из подшипников
трансмиссионного вала ударами медной кувалды в торец вала, снять
трансмиссионный вал;
снять торцовые крышки и достать с помощью
отжимных болтов стаканы подшипников коренного вала с наружными кольцами, при
этом необходимо подложить доску под шестерню, чтобы вал не опустился слишком
низко;
снять внутреннее кольцо подшипника с роликами и
сепараторами;
достать коренной вал с шатунами и крейцкопфы;
для снятия шатуна с эксцентриковой цапфы,
предварительно достать полукольцевые вкладыши, на которых сидит внутреннее
кольцо подшипника.
Выбор рациональной технологии восстановления
трансмиссионного вала бурового насоса УНБ - 600
Существуют различные способы восстановления
изношенных деталей, рассмотрим некоторые из них и выберем наиболее подходящие
нам:
Железнение деталей процесс получения твердых
износостойких покрытий в целях компенсации износа детали.
Преимущество железнения: высокий выход металла
по току, достигающий 80…90 %, большая скорость нанесения покрытия 0,3…0,5 мм/ч,
высокая износостойкость, возможность получения покрытий твердостью 100 HRC,
толщиной в 1…1,5 мм и более, применение простого и дешевого электролита.
Недостатки железнения: длительность процесса
восстановления детали, для применения такого способа восстановления нужна
большая производственная база.
Хромирование применяется для компенсации износа
детали, а также в качестве антикоррозионного покрытия.
Достоинство хромирования: Высокая твердость - 80
HRC, большая износостойкость, высокая кислотостойкость, теплостойкость, прочное
сцепление почти со всеми металлами.
Недостатки хромирования: низкая
производительность процесса не более 0,03 мм/ч, не возможность восстановления
деталей с большим износом т.к. хромовые покрытия толщиной более 0,3…0,4 мм.
имеют пониженные механические свойства, высокая стоимость процесса.
Вибродуговая наплавка.
Основным преимуществом вибродуговой наплавки
является небольшой нагрев детали, малая зона термического влияния, возможность
получения наплавленного металла с требуемой твердостью и износостойкостью,
толщина наплавки 0,8…3,5 мм.
Недостатки: снижение усталостной прочности на
30… 40 %.
Плазменная наплавка.
Преимущество: обеспечивает высокое качество
наплавленного металла.
Недостаток: дорогостоимость процесса
восстановления.
Наплавка под слоем флюса.
Преимущество - высокое качество наплавляемого
металла, экономия электродной проволоки и электроэнергии, высокая
износостойкость наплавленного слоя.
Недостатки - усложнение технологического
процесса наплавки - приходиться вести наплавку в 2 прохода, для удаления
шлаковой корки, образование шлаковой корки, невозможность восстанавливать
поверхности с небольшим износом.
Описание технологии ремонта трансмиссионного
вала насоса
Износ шеек под подшипники трансмиссионного вала
бурового насоса УНБ - 600, вследствие недостаточной смазки подшипников и
несоосности посадочных мест подшипников. В результате износа, произошло
уменьшение диаметра вала на 5мм (средняя величина глубины износа) в местах
посадки подшипников.
Необходимо произвести ремонт вала, с целью
восстановления и дополнительного упрочнения его поверхности, с тем чтобы
продолжить дальнейшую эксплуатацию насоса.
Ремонт вала будем производить методом плазменной
наплавки с последующим хромированием поверхности.
Подготовка поверхности
В первую очередь производят моечно - очистные
работы при температуре воды 70 - 90 градусов для удаления различных глиняных,
песочных, абразивных и других остатков. Затем изношенную поверхность вала
необходимо проточить на глубину 5 - 10 мм. После механической обработки
поверхность необходимо обезжирить при помощи специального очистителя или
ацетона. Обезжиривание поверхности с помощью ацетона производится смоченной
ветошью. Промывание нужно повторить несколько раз. Чистота промытой поверхности
контролируется чистотой белой ветоши смоченной ацетоном.
Подбор материалов
Шестивалентный хром, чей основной ингредиент -
хромовый ангидрид.
Трехвалентный хром, чей основной ингредиент -
сульфат хрома или хлорид хрома.
ПГ-СР3 (хромоникелевый порошок)
Св-15ГСТЮЦА (стальная сварочная проволока)
Нанесение ремонтного материала на поверхность
(плазменная наплавка)
Струя газа захватывает и подает порошок на
поверхность детали, перед началом процесса наплавки необходимо нагреть вал до
температуры 500 градусов и выдержать в течении 1 часа для лучшего сцепления
поверхностей.
Механическая обработка и обработка шлифованием
Обрабатываем поверхность вала механической
обработкой обточкой и шлифованием с постоянным контролем наружного диаметра
вала (преимущественно в местах интенсивного износа).
Хромирование
Помещение в ванну с насыщенным раствором и
выравнивание температуры.
Подключение тока и выдержка до получения нужной
толщины.
Содержание ванны с шестивалентным хромом:
Хромовая кислота: 225 - 300 g/1
Серная кислота: 2,25 - 3,0 g/1
Температура: 45 - 60 
Сила тока: 1,55 - 3,10 кА/кв. м.
Аноды: свинец, содержащий до 7 % олова и сурьмы.
Завершающая обработка
После нанесения слоя хромирования, производим
замер диаметра вала. Если имеет отклонения не входящие в допустимые отклонения,
производим последующую отшлифовку поверхности до нужного размера.
Расчет количества смазочных материалов на год
Таблица 2. Информация о смазке и смазочных
материалах
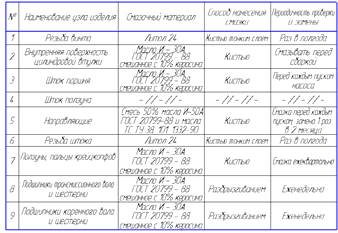
Расчет количества смазочных материалов на год:
Количество смазочных материалов согласно
паспорту на буровой насос УНБ-600.

Вывод: Для постоянной и правильной работы
бурового насоса УНБ - 600 необходимо использовать 652 л смазки.
Заключение
В данном курсовом проекте я рассмотрел
устройство, назначение и принцип действия бурового насоса УНБ - 600.
Мною были выявлены основные дефекты
встречающиеся в процессе эксплуатации насоса. Также описаны виды ремонтов и
технического обслуживания буровых насосов.
В качестве детали для ремонта, был выбран
трансмиссионный вал насоса. Метод ремонта - плазменная наплавка с последующим
хромированием с целью восстановления прежней формы в местах интенсивного износа
и дополнительного упрочнения поверхности.
Произвел расчет количества смазочных материалов
на год для нормальной работы оборудования.
Список использованной литературы
1.
Николич А.С. Поршневые буровые насосы, -М.: Недра, 1973.
.
Верзилин О.И. Современные буровые насосы, -М.: Машиностроение, 1971.
.
Ильский А. Л., Миронов Ю. В., Чернобыльский А. Г. Расчеты и конструирование
бурового оборудования. М.: Недра 1985 г. 457 с.
.
Баграмов Р. А. Буровые машины и комплексы. М.: Недра 1988 г. 432 с.
.
Композит - каталог нефтегазового оборудования и услуг. 1-е издание в 3-х томах.
М.: Энергетика. 274 с.
.
Волков А. С. Машинист буровой установки. ВИЭМС, МПР России 2003 г. 640 с.
буровой насос ремонт вал
.
Северенчик Н. А. Машины и оборудование для бурения скважин. М.: Недра 1986 г.
362 с.