|
-
Проволока Св-04Х19Н11М3 - коррозионностойкая хромоникелевая сварочная
проволока для полуавтоматической сварки аустенитных нержавеющих сталей.
Наплавленный металл такого типа обладает высокой стойкостью к коррозии в
кислотной и хлорсодержащей среде. Легирование молибденом и кремнием
обеспечивает высокую стойкость против межкристаллической коррозии и высокое
качество шва. Применяется в машиностроении, нефтяной, химической и пищевой
отрасли.
Проволока марки СВ-07Х25Н12Г2Т предназначена для сварки
высоколегированных и жаропрочных сталей.
Выпускают ее согласно ГОСТ 2246-70 с различным диаметром в бухтах и
кассетах. В химическом составе изделия присутствует восемь основных
компонентов, три из которых содержатся в наибольших количествах: хром в
24-26.5%. никель в 11-13% и марганец в 1.5-2.5%.
Как и другие виды сварочной проволоки из нержавейки, этот может
использоваться в агрессивных условиях окружающей среды, при высоких
температурах и при высоких показателях влажности. Область применения также
достаточно широка: металлургия, медицина, химия, нефтедобывающие предприятия,
пищевая промышленность и некоторые другие предприятия и сферы. Такая
востребованность предопределена тем, что нержавеющая сварочная проволока
СВ-07Х25Н12Г2Т успешно может применяться, как на производстве, так и в быту.
Определение: Такой вид стойкой к коррозии проволоки, как проволока
нержавеющая Св-07Х25Н12Г2Т выполняют из сплава никеля, хрома, марганца и
некоторых других элементов в малых количествах с различным сечением, диаметром
и длиной. Применение: Используется проволока нержавеющая Св-07Х25Н12Г2Т в
пищевой промышленности, химической, металлургической и медицинской отрасли, а
также на различных нефтедобывающих предприятиях. Основное предназначение -
применение в процессе сварки жаропрочных и высоколегированных сталей.
Свойства: Стойкость к коррозии, высокой влажности и высокой температуре -
основные преимущества данного изделия.
Из всего выше сказанного и проанализированного химического состава данных
проволок, можно сделать выбор проволоки Св-07Х25Н12Г2Т, которая обеспечивает
химический состав металла шва, близкий к химическому составу основного металла
(10Х17Н15М3Т), тем самым предупредит развитие диффузионных процессов на границе
сплавления основного металла с наплавленным. Данная проволока относительно
недорога и имеет пониженное содержание вредных примесей (S и P), а проволока
Св-04Х19Н11М3 не удовлетворяет этим свойствам.
Флюс. Флюсы должны обеспечивать легкую отделяемость шлака и минимальное
количество вредных газов и пыли, выделяющихся при сварке.
Химический состав флюсов представлен в таблице 2.7.
Таблица 2.7
Химический состав флюсов по ГОСТ 9087-81
|
Марка
|
Массовая доля,%
|
|
SiO2
|
MnO
|
MgO
|
CaF2
|
CaO
|
Fe2О
|
S
|
P
|

|
К2О+Na2O
|
|
АН-26С
|
28-32
|
14-18
|
6,5-10,5
|
9-13
|
13-17
|
< 2
|
< 0,05
|
< 0,05
|
-
|
-
|
|
АН-22
|
18-22
|
7-9
|
12-15
|
20-29
|
12-15
|
не более 1
|
не более 0,05
|
не более 0,06
|
19-23
|
1-2
|
Сварочно-технологические свойства флюса АН-26С: Устойчивость дуги
хорошая, разрывная длина дуги до 10 мм, формирование шва хорошее с плавным
переходом к основному металлу, склонность к образованию пор и трещин низкая,
отделимость шлаковой корки хорошая.
Металлургические свойства флюса АН-26С: Низкокремнистый среднемарганцовистый
солеоксидный флюс.
При сварке - наплавке под флюсом не слишком интенсивно протекают кремне-
и марганце-восстановительные процессы. Ударная вязкость металла швов составляет
150 Дж/см2 при 20°С. Хорошо зарекомендовал при сварке конструкций, работающих
до -60 0C.
Флюс, изготовленный под маркой АН-22, относится к категории
низкокремнистых марганцевых флюсов. Данный флюс получил широкое распространение
в процессе электрошлаковой сварке, но так же применим в других видах сварки. С
помощью флюса АН-22 производят сварку среднелегированных и низколегированных
сталей.
Рассчитаем химическую активность флюса АН-26С:

В ; ;


В - основность флюса
 - следовательно, флюс активный, потому что Аф
находится в интервале 0,3...0,6. - следовательно, флюс активный, потому что Аф
находится в интервале 0,3...0,6.
Проанализировав данные флюсы, выбор сделан на АН-26С, так как химическая
активность его примерно равна химическому составу основного металла.
Защитный газ. Применяемая для сварки смесь аргона с углекислым газом (Аr
82% + С02 18%, ТУ 2114-001-04826783-2008 ) служащая для защиты основного
металла и сварочной дуги, от вредного влияния атмосферного воздуха, в
частичности кислорода и азота. Эта смесь имеет ряд преимуществ:
· небольшое разбрызгивание металла;
· превосходная глубина проплавления;
· незначительность деформации
(искривления) металла при сварке;
· меньшее потребление сварочной
проволоки;
· высокая степень скорости сварки;
· наибольшая эффективность с точки
зрения уменьшения общих затрат на сварку.
Таблица 2.8
Свойства газов
|
Наименование газа
|
Химическая формула
|
Плотность (плотность
воздуха = 1,293), кг/м
|
Плотность относительно
плотности воздуха
|
Точка кипения при 0,101
МПа, °С
|
Реакционная способность при
сварке
|
|
Аргон
|
Ar
|
1,784
|
1,380
|
-185,9
|
Инертный
|
|
Двуокись углерода
(углекислый газ)
|
CO2
|
1,977
|
1,529
|
-78,5
|
Окислитель
|
2.7 Расчет
и выбор режимов сварки
Расчет режимов сварки продольного и кольцевого стыков корпуса аппарата.
Рассчитываем режимы сварки для первого прохода валика
Определяем требуемую глубину провара:
 мм,(2.1) мм,(2.1)
где Н - требуемая глубина провара;
с - величина притупления (с = 4 мм);- перекрытие (принимаем k = 4).
Определяем величину сварочного тока, обеспечивающую заданную глубину
провара:
Iсв = π×dэ2×j/3
= 3,14×9×70/3 =495А(2.2)
Где
dэ =3 мм -
диаметр электрода; j = 70 А/мм2
- допустимая плотность тока. j = 70 А/мм2
- допустимая плотность тока.
Рассчитываем
режим сварки первым проходом и размеры шва
Напряжение
на дуге:
 В (2.3) В (2.3)
Скорость сварки:
 (2.4) (2.4)
Где А = 13000 А∙м/ч - коэффициент, зависящий от диаметра электрода.
При механизированной сварке без применения особых технологических приемов
скорость сварки должна находиться в пределах 15…60 м/ч, а расчетные значения
скорости сварки должны округляться до ближайших, которые можно установить на
выбранном для сварки автомате.
Рассчитываем погонную энергию сварки:
 (2.5) (2.5)
Где
ηи = 0,9
-эффективный к. п. д. нагрева.
Определяем
коэффициент формы провара
 (2.6) (2.6)
где - коэффициент, зависящий от рода и полярности тока - коэффициент, зависящий от рода и полярности тока
 (2.7) (2.7)
Для
механизированной сварки  должен находиться в пределах 0,8…4. При меньшем
значении будут получаться швы, склонные к образованию ГТ, при больших - слишком
широкие швы с малой глубиной провара, что нерационально с точки зрения
использования теплоты дуги и приводит к увеличенным деформациям. должен находиться в пределах 0,8…4. При меньшем
значении будут получаться швы, склонные к образованию ГТ, при больших - слишком
широкие швы с малой глубиной провара, что нерационально с точки зрения
использования теплоты дуги и приводит к увеличенным деформациям.
Определяем
глубину провара:
 (2.8) (2.8)
Определяем ширину шва:
 3,93 см
(2.9) 3,93 см
(2.9)
Устанавливаем
вылет электрода, равный 50 мм.
При
сварке под флюсом вылет электрода выбирают в пределах 20…80, при этом меньшим
диаметром электрода соответствуют меньшие значения вылета и наоборот.
Определяем
коэффициент наплавки αн
При
сварке под флюсом ввиду незначительных потерь электродного металла с
достаточной для практических расчетов степенью точности можно принять, что
коэффициент наплавки αн равен
коэффициенту расплавления αр.
 , (2.10) , (2.10)
где,
 - составляющая коэффициента расплавления,
обусловленная тепловложением дуги, г/А ч; - составляющая коэффициента расплавления,
обусловленная тепловложением дуги, г/А ч;
 -
составляющая коэффициента расплавления, зависящая от тепловложения вследствие
предварительного нагрева вылета электрода протекающим током, г/А ·ч. -
составляющая коэффициента расплавления, зависящая от тепловложения вследствие
предварительного нагрева вылета электрода протекающим током, г/А ·ч.
При
сварке постоянным током обратной полярности:
 =11,6±0,4; =11,6±0,4;
 (2.11) (2.11)
где
l и dэ- вылет и
диаметр электрода в мм.
αн = αр = 11,6 + 0,038 = 11,63 г/А ·ч.
Определяем скорость подачи электродной проволоки:
 м/ч,(2.12) м/ч,(2.12)
Где
γ = 7,85 г/см3 - удельный вес металла.
Определяем
площадь наплавленного металла:
 см2(2.13) см2(2.13)
Определяем высоту валика:
 см (2.14) см (2.14)
Определяем общую высоту шва:
С = H + g =1,40+ 0,25=1,65 см(2.15)
Определяем коэффициент формы усиления
 2,53/0,25=10,12(2.16) 2,53/0,25=10,12(2.16)
Расчет режимов сварки последующих проходов и размеры шва
Определяем
требуемую глубину провара:  4 мм. 4 мм.
Определяем
величину сварочного тока, обеспечивающую заданную глубину провара: Определим
величину сварочного тока:
 471
А,(2.17) 471
А,(2.17)
Где
kh = 0,85 мм/А - коэффициент пропорциональности,
величина которого зависит от условий проведения сварки.
Выбираем
диаметр электродной проволоки:
 мм,(2.18) мм,(2.18)
Где j = 60 А/мм2 - допустимая
плотность тока.
Определяем напряжение на дуге:
 33
В.(2.19) 33
В.(2.19)
Определяем скорость сварки:
 34 м/ч =
0,94 см/с,(2.20) 34 м/ч =
0,94 см/с,(2.20)
Где А = 16000 А·м/ч - коэффициент, зависящий от диаметра электрода.
Рассчитываем погонную энергию сварки:
 3571,5
Кал/см = 14953,2 Дж/см,(2.21) 3571,5
Кал/см = 14953,2 Дж/см,(2.21)
Где
ηи = 0,9 -
эффективный к.п.д. нагрева.
Определяем
коэффициент формы провара:
 3,2,(2.22) 3,2,(2.22)
Где
k’ = 0,8 - коэффициент, зависящий от рода и полярности
тока.
Определяем
глубину провара:
 1,06
см.(2.23) 1,06
см.(2.23)
Определяем ширину шва:
 3,5 см.(2.24) 3,5 см.(2.24)
Устанавливаем вылет электрода, равный 60 мм.
Определяем коэффициент наплавки:αн = αр
 ;(2.25) ;(2.25)
 =11,6±0,4; =11,6±0,4;
 =
0,025(2.26) =
0,025(2.26)
αр = 11,6 + 0,028 = 11,63 г/А · ч.
Определяем скорость подачи электродной проволоки:
 55,55
м/ч,(2.27) 55,55
м/ч,(2.27)
Где
γ = 7,85 г/см3 - удельный вес металла.
Определяем
площадь наплавленного металла:
 0,20 см2.(2.28) 0,20 см2.(2.28)
Определяем высоту валика:
 0,37
см.(2.29) 0,37
см.(2.29)
Определяем общую высоту шва:
С = H + g =1,06+0,37=1,43 см.(2.30)
Определяем коэффициент формы усиления:
 (2.31) (2.31)
Рассчитываем число проходов, как соотношение между площадью наплавленного
металла по ГОСТ 8713-79 для данной разделки, определенной из чертежа и площадью
наплавленного металла для одного прохода:
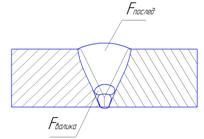
Рисунок 2.6 - Схема расположения наплавленных валиков и последующих
проходов
 (2.32) (2.32)
где Fпослед - площадь поперечного сечения
последующих валиков;
Fвалика - площадь поперечного сечения
наплавленного валика.
Рассчитанный коэффициент формы провара ψпр входит в допустимые пределы 0,8…4.
При меньших значениях будут получаться швы, склонные к образованию горячих
трещин, при больших - слишком широкие швы с малой глубиной провара, что
нерационально с точки зрения использования теплоты дуги и приводит к
увеличенным деформациям. Коэффициент формы усиления ψв входит в допустимый интервал 7…10. При малых его
значениях швы узкие и высокие, обладают неудовлетворительной работоспособностью
при переменных нагрузках. Большие значения ψв соответствуют широким и низким усилениям, такие швы
нежелательны.
Рассчитаем предполагаемое содержание элементов в металле шва по формуле:
 ; (2.33) ; (2.33)
где |х|ш, |х|ом, |х|э - концентрация
рассматриваемого элемента в металле шва, основном и электродном металле;
γо- доля участия основного металла в формировании шва,
определяется по формуле:
 ,(2.34) ,(2.34)
где Fн - площадь наплавленного металла,
Fпр - площадь провара
 5=2,3
(2.35) 5=2,3
(2.35)
 см2
(2.36) см2
(2.36)

 % %





Полученный химический состав шва соответствует химическому составу
основного металла.
Расчет фактической скорости охлаждения околошовной зоны производят на
основе теории распространения тепла при сварке, разработанной академиком Н.Н.
Рыкалиным по следующей формуле (при многопроходной сварке листов встык со
сквозным проплавлением):
для сварки первым проходом:
 (2.37) (2.37)
где ωохл - мгновенная скорость охлаждения при температуре Тm, ˚С/с; λ
- коэффициент
теплопроводности, кал/см с˚С;
сγ
- объемная теплоемкость,
кал/см3˚С;
Т0 - начальная температура изделия, ˚С;
S -
толщина свариваемого металла, см;
qп - погонная энергия (кал/см).
для сварки последующих проходов:
 (2.38) (2.38)
Рассчитанные режимы сварки обеспечивают необходимую скорость охлаждения,
которая попадает в допустимый интервал скоростей охлаждения.
.8 Выбор
сварочного оборудования
Широкое развитие технологий и приемов техники автоматической и полуавтоматической
сварки требует осознанного подхода к выбору сварочного оборудования. Выбор
оборудования должен основываться как на его технических характеристиках и
технологических возможностях, так и исходя из экономической целесообразности.
Установка для сварки продольных и кольцевых стыков обечаек составляем из
велосипедной тележки ВТ-2Б с балконом и роликовым стенда HGK-10. (Схема представлена в разделе
конструкторской проработке пункта 2.11 таблица 2.24)
Велотележка предназначена для автоматической сварки продольных и
кольцевых швов цилиндрических изделий диаметром 1000 - 3500 мм.
Данная тележка представляет собой модификацию велотележки ВТ-2. Ее
отличие от последней состоит в том, что на каретке вместо консольной балки
крепится балкон с проемом для сварочного трактора.
Велосипедная тележка состоит из тележки, колонны, каретки, балкона и двух
электроприводов - передвижения тележки и вертикального перемещения балкона.
Передвижение тележки на катках осуществляется электродвигателем через
редуктор, зубчатую или червячные передачи, установленные на платформе. Тележка
перемещается по нижнему рельсу и верхним направляющим, укрепленным на колоннах
с рабочей сварочной и маршевой скоростями. Рабочая скорость регулируется путем
изменения числа оборотов электродвигателя постоянного тока при помощи реостата.
Рабочая скорость переключается на маршевую посредством электромагнитной муфты с
дистанционным управлением.
Техническая характеристика велотележки и роликового стенда представлена в
разделе 2.11. В таблице 2.17 характеристика велотележки и в таблице 2.18 -
характеристика роликового стенда
Роликовый стенд HGK-10
Роликовый стенд предназначен для вращения
цилиндрических изделий со сварочной скоростью при сварке кольцевых стыков, а
так же для вращения изделий с маршевой скоростью и установки их в удобное
положение при сварке, сборке, отделке, контроле и других операциях.
Основные узлы роликового стенда: главная приводная
роликоопора, промежуточная роликоопора, концевая приводная роликоопора,
перекидная холостая роликоопора, привод Р-994 и фундаментная рама.
Приводные роликоопоры связаны между собой общим валом.
Привод имеет два электродвигателя: постоянного тока для вращения со сварочной
скоростью и переменного для вращения с маршевой скоростью. Переключение привода
с рабочей скорости на маршевую и на оборот производится электромагнитной муфтой
с дистанционным кнопочным управлением.
Для установки выбираем сварочный трактор LT-7 Tractor, техническая характеристика которого
приведена в таблице 2.21.
Благодаря автоматическому механизму подачи LT-7 Tractor сварка под флюсом
становится проще, так как устройство берет этот процесс под свой контроль,
самостоятельно выбирая необходимый режим работы. Кроме этого, данное
оборудование является простым в эксплуатации, что позволяет использовать для
его обслуживания всего одного оператора.
Рассмотрим аналогичный сварочный трактор, этого же
производства - сварочный автомат LT-56.
Техническая характеристика представлена в таблица 2.9.
Таблица 2.9
Техническая характеристика сварочного трактора LT-56 Tractor
|
Параметр
|
Величина
|
|
Ток сварки, А
|
до 1500
|
|
Частота питающей сети, Гц
|
50/60
|
|
Диаметр сплошной проволоки,
мм
|
2,4…4,8
|
|
Скорость подачи проволоки,
м/мин
|
0,15…2,5
|
|
Вес, кг
|
174
|
|
Габаритные размеры, мм
|
1156x445x1372
|
Сварочный трактор для автоматической сварки LT -56 (тандем - трактор) -
самоходное подающее устройство для автоматической сварки под флюсом с приводом
постоянного тока и возможностью установки на направляющие рельсы (трек).
Отличается от LT-7 тем, что имеет две сварочные головки, одна из которых
запитывается от источника сварочного тока типа DC-1500, а вторая - от AC-1200.
Применение: автоматическая сварка под слоем флюса на постоянном либо
переменном токе.
Оснащение: Самоходное подающее устройство (сварочный трактор) для
автоматической сварки под флюсом двумя дугами для увеличения коэффициента
наплавки. Может устанавливаться на направляющие рельсы. Способен выполнять
сварку стыковых, угловых соединений, а так же швы со сквозным проплавлением и в
лодочку. Встроенные аналоговые амперметр и вольтметр. Емкость бункера для флюса
13,6 кг. Совместим с источниками сварочного тока: Lincoln Electric.
Проанализировав сварочные тракторы, сделаем выбор на тракторе LT-7, так как он имеет малые габаритные
размеры, вес в несколько раз легче, что облегчит работу сварщику, оптимальный
нам ток сварки. LT-56 дорог из -
за своего тандема и двумя сварочными головками что является экономически не
выгодным.
В качестве источника питания возьмем IDEALARC DC-1000 (Рисунок 2.7), техническая характеристика которого
представлена в таблице 2.20. Выбираем его сразу, так как он приспособлен к
сварочному трактору LT-7, что очень
удобно и выгодно.
Аппарат рекомендован для выполнения сварочных процессов различного типа:
полуавтоматической сварки сплошной или порошковой проволокой и автоматической
сварки под флюсом в пределах обеспечиваемой им мощности. Дополнительно DC-1000
может работать в режиме ручной сварки штучным электродом, сварки неплавящимся
электродом в среде инертных газов, а так же воздушной строжки угольными электродами
диаметром до 5/8” (16 мм).
Рисунок 2.7-трехфазный выпрямитель для дуговой сварки на постоянном токе
с жесткой и падающей ВАХ IDEALARC DC-1000
Заготовки днища сваривают также автоматической дуговой сваркой под флюсом.
Сварка выполняется тем же сварочным трактором LT-7 Tractorна
той же универсальной установке, техническая характеристика которого приведена в
таблице 2.21.
Обоснованность выбора универсальной установки заключается в том, она
применима для габаритных конструкций с большими толщинами и диаметрами
обечайки, а так же имеет высокую производительность.
Приварка штуцеров и люков к корпусу аппарата, все прихватки и сварку
опоры осуществляем полуавтоматической сваркой в среде защитных газов (смеси).
Используем для этого сварочный полуавтомат ВДУ-506 МТ с падающим механизмом
"Урал-5". Технические характеристики представлены в таблице 2.19.
Предназначен для дуговой сварки в защитных газах или сварки самозащитной
порошковой проволокой протяженными, прерывистыми или точечными швами в
различных пространственных положениях на постоянном токе обратной или прямой
полярности. Адаптирован для стационарных (цеховых) работ в машиностроении,
судостроении, при производстве строительных конструкций, технологических
емкостей для химических и нефтяных объектов.
2.9 Выбор
способов оборудование для сборки деталей и узлов
Сборочная операция - это операция для обеспечения точного сопряжения
собираемых деталей перед сваркой, исключающая появление изгибающих моментов, не
учитываемых расчетом.
Для сосудов, работающих под давлением, имеющих эллиптические днища,
ответственными за прочность конструкции являются продольные стыки обечаек и швы
заготовок днищ.
Технологический процесс сборки независимо от способа производства должен
удовлетворять требованиям: соблюдение требуемой последовательности сборки и
сварки; применение необходимого инструмента и приспособлений, повышающих
производительность труда; проведение пооперационного контроля качества сборки;
соблюдение допусков на размеры конструкции; соблюдение правил техники
безопасности.
2.9.1
Сборка продольных стыков заготовок эллиптических днищ
Заготовка
эллиптического днища состоит из двух частей. Сборку будем производить по
упорам-фиксаторам. Сборка осуществляется на универсальных сборочно-сварочных
плитах, обеспечивающих достаточную плоскость стола для точной сборки заготовок
днищ. Сборочная плита (рисунок 2.8) состоит из набора пазов, такие плиты
собирают из отдельных литых блоков размером 2x2 м и из них комплектуют плиты
необходимых размеров. В эти пазы с помощью винтовых зажимов закрепляются
специальные сборочные приспособления.
Сборку заготовок эллиптического днища будем производить в следующей
последовательности:
. Собираемые заготовки помещаются на сборочную плиту.
2. Выставляется зазор в стыке (разделка С18, рисунок 2.2), для чего
используем по 2 винтовые стяжки (рисунок 2.9) на стык, располагая их так, чтобы
они находились на равном расстоянии друг от друга.
 ё ё
Рисунок 2.8 - Плита сборочно-сварочная
Прихватку винтовых стяжек будем выполнять полуавтоматической сваркой,
проволокой марки СВ-07Х25Н13Г2Т по ГОСТ 2246-70 диаметром 3 мм на постоянном
токе обратной полярности. В качестве источника питания выберем сварочный
полуавтомат ВДУ-506 МТ представленный в таблице 2.19 с характеристиками.
Величина зазора в стыке контролируется с помощью специальных щупов или
калиброванной закаленной стальной проволоки.
. Обеспечивается минимальное превышение кромок в стыке Δ,
не более допустимого
(0…1мм согласно ОСТ 26.291-94), с помощью полуструбцин (рисунок 2.10), которые
располагаются следующим образом: по одой от центра цилиндрической части на
расстоянии 375 мм от него. Прихватка полуструбцин выполняется проволокой марки
СВ-07Х25Н13Г2Т по ГОСТ 2246-70на постоянном токе обратной полярности.
Рисунок 2.9 - Схема винтовой стяжки
. Осуществляется фиксация собранных элементов, с помощью прихваток.
Прихватка выполняется проволокой марки СВ-07Х25Н13Г2Т по ГОСТ 2246-70 диаметром
3 мм на постоянном токе обратной полярности. Сечение прихватки должно
составлять 1/3 сечения первого прохода, но не более 4 мм. Длина прихватки 100
мм, расстояние между прихватками 375 мм.
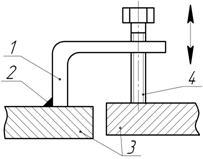
Рисунок 2.10 - Устранение превышения кромок с помощью полуструбцины: 1 -
скоба; 2 - прихватка; 3 - кромки стыка; 4 -винт
. После фиксации всех параметров (требуемый зазор в соответствии с
выбранной разделкой, устранение превышения кромок) к заготовке привариваются
вводные, выводные планки и контрольные пластины полуавтоматом диаметром 3 мм на
постоянном токе обратной полярности с предварительным подогревом места
установки прихватки до 150ºС при помощи ацетиленовой горелки
ГС-3. Температура подогрева контролируется при помощи термокарандаша
Tempilstik.
. Пневмозубилом удаляются полуструбцины и винтовые стяжки, а места их
установки зачищаются. Заготовки готовы к последующей сварке.
.9.2
Сборка продольных стыков обечаек
Сборку продольных стыков обечаек будем производить на роликовом стенде с применением
УСП. Роликовый стенд предназначен для вращения длинных цилиндрических изделий
при автоматической сварке продольных и кольцевых швов. Технические данные
стенда приведены в таблице 2.10.
Таблица 2.10
Техническая характеристика роликового стенда HGK-10
|
Максимальная
грузоподъемность, кг
|
40000
|
|
Полиуретановый ролик
Диаметр, мм
|
300
|
|
Полиуретановый ролик
Ширина, мм
|
130
|
|
Диаметр обечайки
минимальный, мм
|
300
|
|
Диаметр обечайки
максимальный, мм
|
3200
|
|
Мощность двигателя, кВт
|
2х0,55
|
|
Линейная скорость ролика,
м/час
|
6-60
|
Сборку производим в следующей последовательности:
. Обечайка устанавливается на роликовый стенд (рисунок 2.11).
. Установим требуемый зазор в стыке при помощи винтовых стяжек (рисунок
14). Стяжки разместим по обеим сторонам обечайки и по центру с шагом 375 мм
между стяжкой и полуструбциной, зазор в стыке b=0+1 мм. Величину зазора в стыке будем
контролировать с помощью специальных щупов или калиброванной закаленной
стальной проволоки.
. Выставим минимальное превышение кромок в стыке Δ,
не более допустимого при
помощи полуструбцин, расположенных в местах, где превышение кромок максимально.
Максимально допустимое превышение кромок Δ составляет 3 мм. Прихватку
полуструбцин произведем полуавтоматической сваркой, диаметром 3 мм на
постоянном токе обратной полярности с предварительным подогревом места
установки прихватки до 150ºС при помощи ацетиленовой горелки
ГС-3. Температура подогрева контролируется при помощи термокарандаша
Tempilstik.
. Произведем прихватку стыка полуавтоматической сваркой проволокой
СВ-07Х25Н12Г2Т, диаметром 3 мм на постоянном токе обратной полярности с
предварительным подогревом места установки прихватки до 150ºС. Расстояние между прихватками 500
мм. Сечение прихватки должно составлять 1/3 сечения первого прохода, но не более
4 мм, длина прихватки 100 мм. Две прихватки расположим по краям, что обеспечит
безопасную транспортировку заготовок на последующую операцию сварки.
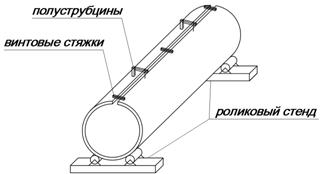
Рисунок 2.11 - Установка зазора и превышения кромок в стыке
5. Приварим вводные, выводные планки и контрольную
пластину полуавтоматической сваркой проволокой Св-07Х25Н12Г2Т диаметром 3 мм на
постоянном токе обратной полярности с предварительным подогревом места
установки прихватки до 150ºС при помощи ацетиленовой горелки ГС-3.
Температура подогрева контролируется при помощи термокарандаша Tempilstik.
6. Удаляем полуструбцины и винтовые стяжки пневмозубилом, места их
установки зачищаем. Далее заготовку подаем на сварку продольного стыка.
.9.3
Сборка обечаек между собой в корпус
Сборку обечаек между собой в корпус будем производить на специальной
установке (рисунок 2.12) методом последовательного наращивания обечаек в корпус
в горизонтальном состоянии в следующей последовательности:
. Предварительно, чтобы исключить превышение кромок сверх допустимого,
все обечайки данного корпуса подвергаются измерению периметра рулеткой. На
каждой обечайке мелом наносится значение периметра.
. Устанавливаем на роликовый стенд первые 2 обечайки, периметры которых
наиболее близки друг другу. Согласно требованиям ОСТ 26.291-94, продольные
стыки обечаек не должны быть продолжением друг друга, смещаться на расстояние
не менее 3-х кратной толщины металла, но не менее 100 мм. Перекрещивающиеся швы
не допускаются в сосудах, работающих под давлением более 1,6 МПа из-за сложного
напряженного состояния в них. В нашем случае сосуд работает под давлением 10,45
МПа и целесообразно будет избежать перекрещивающихся швов.
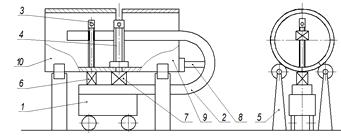
Рисунок 2.12 - Схема сборки обечаек в корпус на механизированном стенде:
1 - тележка; 2 - скоба сборочная; 3 - винт; 4 - опорный винт с наконечником; 5
- роликовый стенд; 6, 7 - гидроцилиндры; 8 - гидротолкатель;9, 10 - обечайки
. Установим первые две обечайки так, чтобы зазор в стыке превышал
стандартный на 5…10 мм. Требуемая величина зазора в стыке должна быть b=0+1 мм,
т.к. сварка кольцевых стыков будет производиться автоматической сваркой под
флюсом согласно разделке С18 ГОСТ 8713-79. Внутрь обечайки перемещается тележка
1 со скобой 2, винт 3 опускается в нижнее положение, после чего гидроцилиндром
6 обечайка 10 жестко фиксируется. Гидротолкателем 8 обечайка 9 перемещается к
обечайки 10 на величину зазора. При помощи винта 4 и гидроцилиндра 7 обечайки
устанавливаются таким образом, что превышение кромок в нижней точке становится
равном нулю. В верхней точке измеряют превышение кромок, максимально допустимое
6,5 мм. При помощи гидроцилиндра 7 добиваются установления превышения кромок в
нижней точке Δ/2.Осуществляется прихватка в точке 1 (рисунок 2.13).
4. Установив прихватку в точке 1, винт 3 и 4 освобождаются от
соприкосновения с корпусом, роликовый стенд поворачивается на 90º
для установки прихватки
в точке 2, затем в точке 3 и 4. После этого устанавливаем прихватки в той же
последовательности согласно схеме представленной на рисунке 18. Длина прихваток
100 мм с шагом 500мм, сечение прихватки должно составлять 1/3 сечения первого
прохода, но не более 4 мм. Прихватку будем выполнять полуавтоматической сваркой
проволокой Св-07Х25Н12Г2Т диаметром 3 мм на постоянном токе обратной полярности
с предварительным подогревом места установки прихватки до 150ºС при помощи ацетиленовой горелки
ГС-3. Температура подогрева контролируется при помощи термокарандаша
Tempilstik.
5. После сборки стыка двух обечаек скоба 2 перемещается по роликовому
стенду для установки третьей обечайки. Операции повторяются, но с учетом
превышения кромок в каждом стыке. После сборки корпуса, он поступает на сборку
с первым днищем.
.9.4
Сборка цилиндрической части корпуса с первым днищем
Сборку цилиндрической части корпуса с первым днищем будем производить в
горизонтальном положении на специальной установке (рисунок 2.14). Сборку будем
производить в следующей последовательности:
. Установим днище на ложемент и зафиксируем его при помощи 12 пневмоцилиндров,
которые захватывают и удерживают его. При сборке эллиптических днищ с корпусом
согласно ОСТ 26.291-94, сварные швы днищ не должны совпадать с продольными
швами корпуса и отстоять друг от друга на величину не менее трех толщин корпуса
или днища, но не менее 100 мм.
Рисунок 2.14 - Сборка эллиптического днища с корпусом: 1 - устройство или
ложемент днища; 2 - днище, привариваемое к корпусу; 3 - поворотный механизм; 4
- роликовый стенд; 5 - корпус; 6 - пневмоцилиндры
. Установим на торцевой поверхности днища щупы равные величине зазора в
стыке. Величина зазора в стыке должна быть b=0+2 мм, т.к. по ГОСТ 8713-79 принята разделка
кромок типа С18.
. Гидроподъемником поднимем ложемент и состыкуем днище с корпусом. Оставшиеся
12 пневмоцилиндров одновременно обеспечивают центрацию днища относительно оси
корпуса.
. Установим прихватки, в той же последовательности, и тем же материалом
что и при сборке обечаек в корпус (рисунок 2.13). После сборки корпуса с первым
днищем осуществляется сварка всех кольцевых стыков.
2.9.5
Разметка и вырезка отверстий под штуцера и люки
Задачей разметки является определение координаты центра отверстия штуцера
или люка. Как правило, используется два способа разметки: с помощью лазера, с
помощью мелового шнура.
Будем использовать способ разметки с помощью лазера. Принцип разметки
этими способами следующий. Выбирается базовая плоскость, как правило, кольцевой
стык днища по оси шва или плоскость разъема корпуса и второго днища. Намечается
базовая линия, за которую принимается продольная линия, на которой
располагается максимальное количество штуцеров и люков, отмеряют от базовой
плоскости расстояние, на котором расположена плоскость, в которой находится
отверстие. После чего определяется угол, под которым располагается в этой
плоскости искомый центр отверстия, относительно базовой линии. В месте
найденного центра производят насечку керном и сверлят отверстие (либо вырезают,
в зависимости от диаметра).
При лазерной разметке (рисунок 2.15) на горизонтальной площадке
устанавливается лазерный генератор, который дает прямой жесткий луч вдоль
корпуса, на пути луча ставится отражатель, который одновременно с фиксацией
точки, где расположен штуцер, может фиксировать плоскость внутри корпуса, если
на этой плоскости имеется штуцер или люк. Отражатель также имеет световой лимб
с указателем углов, под которым располагается центр отверстия. Разметка
штуцеров и люков, располагаемых на днище, как правило, производится до
установки его в корпус. Перемещая отражатель на требуемое расстояние,
определяют центры всех штуцеров и люков.
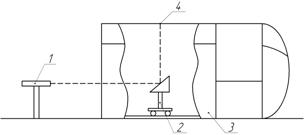
Рисунок 2.15 - Способ разметки корпуса под установку штуцеров и люков: 1
- лазерный генератор; 2 - поворотный отражатель с лимбом; 3 - размечаемый корпус;
4 - центр отверстия под люк
После определения всех центров, осуществляется их сверление насквозь
сверлом диаметром 6…12 мм. Для вырезки отверстий используется аппарат
воздушно-плазменной резки ПУРМ-400ВА.
Аппарат ПУРМ-400ВА, предназначен для полуавтоматической разделительной
резки нержавеющих сталей, черных и цветных металлов с использованием
плазмотрона водяного охлаждения.
Аппарат ПУРМ-400ВА изготавливается в климатическом исполнении У категории
размещения 4 по ГОСТ 15150-69, но для работы при температуре окружающей среды
от +5 до +35°Си относительной влажности до 80%. Окружающая среда должна быть не
взрывоопасной и не содержащей агрессивных газов и паров в концентрациях
разрушающих металлы и изоляционные материалы. Аппарат в соответствии с ГОСТ 12221-79
относится к типу ПлП-2-315, но с максимальным рабочим током 400А.
Таблица 2.11
Технические характеристики ПУРМ-400ВА
|
№
|
Наименование
|
Ед-ца измерен
|
Значение
|
|
1
|
Напряжение трехфазной
питающей сети при частоте 50 Гц
|
В
|
380±19/38
|
|
2
|
Напряжение холостого хода
|
В, не более
|
300
|
|
3
|
Диапазон регулировки
рабочего тока -режим 1 / режим 2
|
А
|
70...170/ 180...320
|
|
4
|
Стабилизация тока в
пределах регулировки
|
%
|
2,5
|
|
5
|
Потребляемая мощность
(Режим 1) Потребляемая мощность (Режим 2)
|
кВт
|
27 60
|
|
6
|
Наибольшая толщина
разрезаемого металла (углеродистая сталь) при напряжении сети 380В при резке
вручную: - режим 1 - режим 2 При резке с механическим перемещением резака: -
режим 1 - режим 2
|
Мм,
|
50 100 40 80
|
Скорость резки,
углеродистой сталитолщиной 10 мм
|
Мм/мин, не менее
|
2000
|
|
8
|
Режим работы, ПВ
|
%
|
100
|
|
9
|
Плазмообразующая среда
|
-
|
Воздух
|
|
11
|
Объем охлаждающей жидкости
|
Л
|
67±1
|
|
12
|
Давление охлаждающей
жидкости
|
Атм.
|
2-4
|
|
№
|
Наименование
|
Ед-ца измер
|
Значение
|
|
13
|
Расход воздуха
|
Л/мин
|
160-180
|
|
.
|
Давление воздуха
|
Атм.0,8-1,8
|
0,8-1,8/5,0+0.5
|
|
15
|
Степень защиты по ГОСТ
14254
|
-
|
IP21
|
|
16
|
Габаритные размеры:
источник питания (ДxШxВ)
|
Мм
|
1020х600х940
|
|
17
|
Длина коммуникаций от
источника питания до плазмотрона
|
М
|
10/20
|
|
18
|
Масса аппарата
|
Кг, не более
|
440
|
Одновременно с вырезкой отверстий возможна подготовка кромок под сварку с
обязательным припуском на механическую обработку.
Отклонения по диаметрам отверстий для штуцеров и люков не должны быть
более: +1,5-0,5 для отверстий Ø
до 150 мм; +2,0-0,5для
Ø
150 - 300 мм и+3,0-0,5
мм для Ø
> 300 мм. После
вырезки отверстий под штуцера и люки необходимо произвести подготовку кромок.
Для этой операции используем машину «EDGE 46». Затем приступим непосредственно
к установке штуцеров и люков. Фрезерный станок «EDGE 46»для снятия кромки под
сварку на толстых листах. Мощный и надежный, самоперемещающийся по листу.
Станок EDGE 46 точно формирует угол кромки, обеспечивает низкую себестоимость
погонного метра. Обладает режимом самоподачи по листу, что увеличивает
производительность работ. Угол наклона фрезы быстро перенастраивается. Станок
имеет регулируемые скорости фрезерования и подачи, переднюю и обратную подачу,
аварийный тормоз.
Техническая характеристика представлена в таблице 2.12.
Таблица 2.12
Технические характеристики EDGE 46
|
Характеристики
|
Един. измерения
|
EDGE 46
|
|
Потребляемое
напряжение/частота
|
В/Гц
|
380 (трехфазный) /50
|
|
Суммарная потребляемая
мощность
|
KВт
|
4,4
|
|
Скорость подачи
|
м/мин
|
0-1,0
|
|
Длина кромки
|
|
без ограничений
|
|
Толщина листа (S)
|
мм
|
8-60
|
|
Угол обработки кромки (a)
|
диапазон
|
15° -60°
|
|
Габаритные размеры
|
мм
|
805×1300×740
|
|
Макс. глубина фрезерования
за 1 проход
|
мм
|
5
|
|
Масса нетто
|
кг
|
119
|
Таблица 2.13
Таблица максимальных значений высоты и гипотенузы обрабатываемых кромок в
зависимости от угла обработки
|
Угол обработки кромки (a)
|
Предельная толщина листа
"S" мм
|
Гипотенуза кромки
"L" мм
|
Высота кромки "P"
мм
|
|
15o
|
60
|
46
|
44,5
|
|
30o
|
60
|
46
|
39,8
|
|
37o30'
|
60
|
46
|
36,5
|
|
45o
|
60
|
46
|
32,5
|
|
55o
|
60
|
46
|
26,4
|
|
60o
|
60
|
46
|
23,1
|
.9.6
Установка штуцеров и люков
После вырезки всех отверстий в корпусе и подготовки
кромок под сварку устанавливаются штуцера и люки. Для установки штуцеров будем
использовать схему с заглублением штуцера в корпус аппарата. Для приварки
штуцера к днищам с требованиями и без требований стойкости против МКК
рекомендуются угловые сварные соединения типа У7
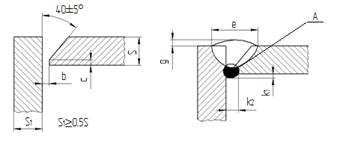
Рисунок 2.16 - Конструктивные элементы подготовленных
кромок типа У7 по ГОСТ 14771-76
Последовательность установки следующая:
. Устанавливаем штуцер или люк согласно принятой для
него схеме.
2. Выверяем перпендикулярность оси люка или штуцера относительно корпуса
при помощи угольника.
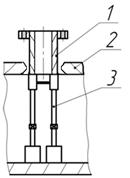
Рисунок 2.17 - Способ установки штуцера в корпус аппарата: 1 -
штуцер/люк; 2 - стенка абсорбера; 3 - распорка
В соответствии с требованиями ОСТ 26.291-94 выверяем позиционное
отклонение осей штуцеров и люков (допускается не более ±10 мм) и отклонение по
высоте (вылету) штуцеров (не должно быть более ±5 мм).
. Производим прихватку штуцера или люка полуавтоматом ВДУ-506МТдиаметром
проволоки 3 мм на постоянном токе обратной полярности, длина прихвата 50 мм,
шаг 100 мм.
С помощью распорки устанавливают необходимую величину заглубления штуцера
в корпус аппарата (рисунок 2.17), проверяют позиционное отклонение осей
штуцеров и люков (допускается не более ±10 мм).
.9.7
Сборка корпуса со вторым днищем
Сборку второго днища с корпусом аппарата осуществляют после установки
всех штуцеров и люков. Сборка производится на том же оборудовании и в той же
последовательности что и при сборке первого днища с корпусом. Прихватки
выполняются полуавтоматом ВДУ-506 МТ проволокой Св-07Х25Н12Г2Тдиаметром 3 мм,
на постоянном токе обратной полярности.
После сборки корпус направляют на сварку собранного кольцевого стыка.
2.9.8
Сборка опоры и прихватка ее к корпусу аппарата
Опора состоит из нижнего листа, двух вертикальных стенок и ложемента.
Последовательность сборки опоры:
. Сборка опоры начинается со сварки половинок вертикальных стенок между
собой с установкой вводных и выводных планок (рисунок 2.18).

Рисунок 2.18 - Схема сварки частей вертикальной стенки
. Готовые части опор закрепляются с помощью упоров-фиксаторов как
показано на рисунке 2.19. Прихватывают элементы полуавтоматом ВДУ-506 МТна
постоянном токе обратной полярности, длина прихваток 100 мм, шаг - 250 мм.
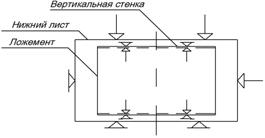
Рисунок 2.19 - Схема сборки заготовок опоры под сварку
. На нижний лист с помощью мостового крана устанавливают две вертикальные
стенки и фиксируют в нужном положении при помощи упоров (рисунок 2.19),
расположение сварных швов указано на рисунке 2.20. Прихватывают вертикальную
стенку к нижнему листу полуавтоматом ВДУ-506 МТ. Прихватки длиной 100 ммс шагом
250 мм. Перпендикулярность установки контролируют при помощи угольника.
. Ложемент устанавливают по схеме, приведенной на рисунке 2.21, фиксируют
прихватками длиной 100 мм и шагом 250 мм с обеих сторон контакта ложемента с
вертикальной стенкой. Прихватки выполняют полуавтоматом ВДУ-506 МТ.
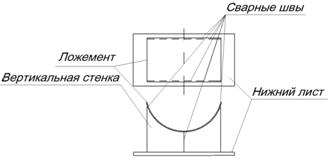
Рисунок 2.20 - Схема расположения элементов опоры и сварных швов
.9.9
Сборка корпуса аппарата с опорой
С помощью крана устанавливают корпус аппарата на ложемент (рисунок 2.21).
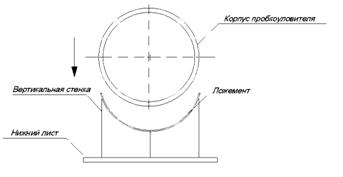
Рисунок 2.21 - Сборка корпуса пробкоуловителя с опорой
.9.10
Термическая обработка сварных соединений
Термообработка сварных конструкций производится после окончательной
сварки и устранения всех дефектов. Ввиду больших габаритных размеров аппарата
используется местная термическая обработка сварных швов.
Качество термообработки определяется возможностью точного регулирования
скорости нагрева, выдержки и скорости охлаждения. При применении оператору
приходится постоянно следить за показаниями регистратора температуры,
корректируя процесс балластными реостатами. При выполнении термообработки на
нескольких сварных швах одновременно и становится сложно контролировать все
изменения температуры.
Для решения этих проблем используется установка РТ 75-6, предназначенная
для полной автоматизации процесса термообработки. Технические характеристики
представлены в таблице 2.14.
Таблица 2.14
Технические характеристики установки РТ 75-6
|
Модель
|
РТ75-6
|
|
Корпус
|
- Жёсткий рамный корпус с
порошковой покраской и дополнительным лаковым покрытием - Съёмные панели по
всем сторонам корпуса обеспечивают удобный доступ - Силовые гнёзда на задней
панели - Для передвижения вручную специальные колёса - Усиленное основание
для транспортировки погрузчиком - На верхней панели 4 рым болта для
передвижения краном
|
|
Трансформатор
|
-Естественное воздушное
охлаждение -Класс изоляции - H - Напряжение на первичной обмотке - 50Гц,
3отвода360, 380, 400В
|
|
Мощность при 100% нагрузке,
кВт
|
75
|
|
Рабочее напряжение
(вторичная обмотка)
|
0 - 30 - 60 В
|
|
Номинальная мощность на
канале
|
10,8 кВт 4 нагревателя
|
|
Количество каналов
|
6
|
|
Потребляемый первичный ток
при 100% нагрузке, А
|
110
|
|
Безопасность
|
- Контроль рабочей
температуры трансформатора с принудительным отключением при перегрузке или
коротком замыкании - Аварийный выключатель грибкового типа - Контактное
напряжение относительно земли 30В - Индивидуальная защита каждого канала
через предохранитель - Устройство защитного отключения 300мА (по заказу) -
Блок стабилизации управляющего напряжения (по заказу)
|
|
Контактное напряжение
относительно земли
|
Максимум 30В с
быстродействующим размыканием через встроенное устройство защитного
отключения 300 мА
|
|
Регистратор температуры
|
12-ти канальный,
электронный. Запись на диаграммную бумагу 180 мм (по заказу - безбумажный
регистратор) (по заказу в установки 100 и 150 кВА ставятся 2 регистратора)
|
|
Термопарные входы
|
12 термопарных панельных
разъёмов тип К (ХА)
|
|
Тип используемого
программатора
|
TC-60 с специальным
программным обеспечением в случае раздельного управления по каждому каналу
|
|
Визуальный контроль работы
каналов
|
-Неоновый индикатор -
Амперметр 200А
|
|
Ручное управление
|
Регуляторы мощности на
каждом канале
|
|
Размеры ДхШхВ, мм
|
1250 x 660 x 1450
|
|
Вес, кг
|
580
|
Основной термической обработкой сварных соединений данной стали является
нормализация. Данный вид термической обработки обеспечивает получение мелкого
зерна вследствие чего сталь имеет наивысшую прочность и наименьшую температуру
перехода из вязкого в хрупкое состояние.
2.10 Выбор
методов контроля качества
Целью контроля качества является выявление дефектов и осуществление
обратной связи, направленной на их предупреждение.
Габаритные размеры сосудов следует определять путем суммирования размеров
входящих в них сборочных единиц и деталей.
Контроль качества поверхностей на отсутствие плен, закатов, расслоений,
грубых рисок, трещин, снижающих качество и ухудшающих товарный вид, должен
проводиться путем визуального осмотра.
Обязательная проверка наличия, содержания, мест расположения клейм на
сварных швах и маркировки на готовом сосуде (самостоятельно поставляемых
сборочных единицах и деталях) должна осуществляться визуальным осмотром.
Контроль качества сварных соединений для аппарата первой группы сосудов
без требований по стойкости к МКК следует проводить следующими методами:
а) визуальным осмотром и измерением;
б) механическими испытаниями;
г) металлографическими исследованиями;
д) стилоскопированием;
е) ультразвуковой дефектоскопией или радиографией;
ж) цветной или магнитопорошковой дефектоскопией.
Окончательный контроль качества сварных соединений сосудов,
подвергающихся термической обработке, должен проводиться после термической
обработки.
В процессе изготовления сборочных единиц и деталей необходимо проверять:
соответствие состояния и качества свариваемых сборочных единиц и деталей
и сварочных материалов требованиям стандартов (технических условий) и проекта;
соответствие качества подготовки кромок и сборки под сварку требованиям
стандартов и проекта;
.10.1
Визуальный контроль и измерение сварных швов
Визуальным осмотром проверяется качество подготовки и сборки заготовок
под сварку, качество готовых сварных швов. Визуальный осмотр применяется после
очистки сварных швов и прилегающих к ним поверхностей от шлака, брызг и других
загрязнений.
Обязательному визуальному контролю и измерению подлежат все сварные швы в
соответствии с ГОСТ 3242 для выявления наружных дефектов, таких как трещины,
подрезы, свищи, прожоги, не провары, дефекты формы швов.
Визуальный контроль и измерение следует проводить в доступных местах с
двух сторон по всей протяженности шва.
2.10.2
Механические испытания
Механические испытания определяют прочность и надежность работы сварной конструкции.
Механическим испытаниям в сосудах должны подвергаться стыковые сварные
соединения.
Механические испытания предусматривают статические и динамические
испытания при нормальной температуре.
При получении неудовлетворительных результатов по какому-либо виду
механических испытаний допускается проведение повторного испытания на удвоенном
количестве образцов, вырезанных из того же контрольного сварного соединения, по
тому виду механических испытаний, которые дали неудовлетворительные результаты.
Если при повторном испытании получены неудовлетворительные результаты
хотя бы на одном образце, сварное соединение считается непригодным.
.10.3
Испытания сварного соединения на статическое растяжение
Согласно ОСТ 26.291-94, для испытания на растяжение при 20˚С
необходимо подготовить 2 образца типа XII по ГОСТ 6996-66 (рисунок 2.22).
При испытании сварного соединения на статическое растяжение определяют
временное сопротивление наиболее слабого участка. Временное сопротивление
подсчитывают по ГОСТ 1497. При испытании определяют место разрушения образца
(по металлу шва, по металлу околошовной зоны, по основному металлу).
Допускается снижение временного сопротивления по сравнению с металлом
листа на 10%, т. е. норма составляет 531 МПа.
Рисунок 2.22 - Образец для испытаний на статическое растяжение
2.10.4
Испытания сварного соединения на статический изгиб
При испытании определяют способность соединения принимать заданный по
размеру и форме изгиб. Эта способность характеризуется углом изгиба, при
котором в растянутой зоне образца образуется первая трещина, развивающаяся в
процессе испытания. Если длина трещин, возникающих в процессе испытания в
растянутой зоне образца, не превышает 20% его ширины, но не более 5 мм, то они
не являются браковочным признаком. Определяют также место образования трещины
или разрушения (по металлу шва, металлу околошовной зоны или основному
металлу).
Согласно ОСТ 26.291-94, для испытания на изгиб при 20˚С необходимо
подготовить 2 образца типа XXVIII по ГОСТ 6996-66 (рисунок 2.23).
Выпуклость шва по обеим сторонам образца снимают механическим способом до
уровня основного металла с шероховатостью до 6,3 мкм. В процессе удаления
утолщения удаляют и подрезы основного металла. Строгать утолщение при образцах
типа XXVIII следует вдоль шва. Разрешается строгать утолщение в любом
направлении с последующим удалением рисок. Кромки образцов в пределах их
рабочей части должны быть закруглены радиусом 0,1 толщины образца, но не
большим 2 мм, путем сглаживания напильником вдоль кромки.
Рисунок 2.23 - Образец для испытаний на статический изгиб
2.10.5
Испытания сварного соединения на ударный изгиб
При испытании на ударный изгиб определяют ударную вязкость или работу
удара, или процентное соотношение хрупкой и вязкой составляющих поверхности
излома для металла шва, наплавленного металла, зоны сплавления и различных
участков околошовной зоны.
Испытания на ударный изгиб проводить при комнатной температуре.
Допускается снижение ударной вязкости по сравнению с металлом листа на 50%, т.
е. норма составляет 30 Дж/см2.
Согласно ОСТ 26-291-94, для испытания на ударную вязкость KCU необходимо подготовить 3 образца
типа XVI по ГОСТ 6996-66 с надрезом по оси
шва (рисунок 2.24).
Рисунок 2.24 - Образец для испытаний на ударную вязкость
2.10.6
Металлографические исследования
Металлографическим исследованиям должны подвергаться стыковые сварные
соединения, определяющие прочность сосуда (продольные стыки обечаек).
Металлографические макро- и микроисследования должны проводиться в
соответствии с РД 24.200.04 на одном образце от каждого контрольного сварного
соединения.
При получении неудовлетворительных результатов допускается повторное
испытание на удвоенном количестве образцов, вырезанных из того же контрольного
сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты
хотя бы на одном образце, сварное соединение считается непригодным. Для
металлографических исследований используется металлографический микроскоп Метам
ЛВ-31, технические характеристики которого приведены в таблице 2.15.
Таблица 2.15
Технические характеристики микроскопа Метам ЛВ-31
|
Увеличение
|
40х-1600х
|
|
Насадка
|
тринокулярная с наклоном
30°, с диоптрийной подстройкой (±5 диоптрий) и изменяемым межзрачковым
расстоянием 55-75 мм
|
|
Окуляры
|
-WF10х/20 мм; -WF20x/10 мм;
- WF10x/18 мм со шкалой + микрометр (1/0,01 мм) (опционально)
|
|
Револьверное устройство
|
5-ти позиционное
|
|
Набор объективов
|
План ахроматические
объективы скорректированные «на бесконечность» (ICCOS): 4х/0.10, 10х/0.25,
20x/0.40, 40х/0.60, 80х/0.9
|
|
Предметный столик
|
- прямоугольный 160х250 мм,
диапазон перемещений 120х78 мм - 6 сменных вставок
|
|
Поляризация
|
в комплекте поляризатор,
анализатор
|
|
Фокусировка
|
коаксиальные винты грубой и
точной фокусировки с регулировкой жесткости хода
|
|
Освещение
|
-галогенная лампа 30 Вт 6В;
- плавная регулировка яркости
|
|
Система визуализации на
выбор
|
- цифровой фотоаппарат
Canon 12 MPix + оптический адаптер + ПО для управления фотоаппаратом с
компьютера; - цифровая USB камера 5 MPix + ПО для управления камерой с
компьютера
|
.10.7
Радиографический и ультразвуковой контроль
Согласно ОСТ 26-291-94, метод контроля (ультразвуковой, радиографический
или их сочетание) должен выбираться исходя из возможностей более полного и
точного выявления недопустимых дефектов с учетом особенностей физических
свойств металла, а также особенностей методики контроля для данного вида
сварных соединений сосуда.
Ультразвуковая дефектоскопия сварных соединений должна проводиться в
соответствии с ГОСТ 14782, ОСТ 26-2044. Для сосуда первой группы контролю
подлежат 100% сварных швов.
Перед контролем соответствующие участки сварных соединений должны быть
так замаркированы, чтобы их можно было легко обнаружить на картах контроля и
радиографических снимках. Используется дефектоскоп EPOCH 4, технические характеристики которого приведены в
таблице 2.16.
Таблица 2.16
Технические характеристики дефектоскопа EPOCH 4
|
Разрешающая способность
измерения расстояний
|
0.025 мм (не зависит от
диапазона развертки)
|
|
Частотный диапазон
|
0.05-25 МГц при -3 дБ
|
|
Усиление
|
110 дБ
|
|
Диапазон развертки
|
От 1 мм до 10000 мм
|
|
Задержка
|
От 0 до 350 мкс
|
|
Скорость звука в материале
|
От 635 до 15420 м/сек
|
|
Самонастройка ПЭП по 2
отражателям
|
Стандарт
|
|
Показания
|
Координаты, Амплитуда,
Время
|
|
Электрическое демпфирование
|
50, 63, 150, 400 Ом
|
|
Амплитуда зондирующего
импульса
|
100, 200, 300, 400 В
|
|
Размеры
|
ЖКИ 283х166х61 мм, ЭЛД
283х166х66 мм
|
|
Вес
|
2,6 Кг
|
|
Экран
|
120х90 мм (320х240 точек)
|
2.10.8
Цветная и магнитопорошковая дефектоскопия
Цветной или магнитопорошковой дефектоскопии следует подвергать сварные
швы, не доступные для осуществления контроля радиографическим или
ультразвуковым методом, а также сварные швы сталей, склонных к образованию
трещин при сварке. Согласно проведенному выше расчету, сталь 10Х17Н15М3Т не
склонна к образованию горячих трещин при сварке, поэтому цветной и
магнитопорошковой дефектоскопией следует контролировать только труднодоступные
швы (нестандартный шов приварки опоры к корпусу).
Магнитопорошковая и цветная дефектоскопия сварных соединений должна
проводиться в соответствии с ОСТ 26-01-84, ОСТ 26-5.
.10.9
Гидравлические испытания на прочность и герметичность
При гидроиспытаниях определяется прочность и герметичность сосуда.
Гидроиспытаниям подлежат сосуды после их полного изготовления, давлением равным
7,9±0,4 МПа.
Для гидроиспытаний используют воду. Температура воды должна быть в
пределах от +5 до +40°С. Разность температур стенки сосуда и окружающего
воздуха во время испытания не должна вызывать конденсацию влаги на поверхности
стенки сосуда.
Скорость подъема давления не должна превышать 0,5 МПа/мин.
При заполнении сосуда водой из внутреннего объема корпуса должен быть
полностью удален воздух.
После выдержки под испытательным давлением, давление снижается до
расчетного (6,3 МПа) и производится визуальный осмотр наружной поверхности
сосуда и сварных соединений. После испытания вода полностью удаляется.
Результаты гидроиспытаний считаются удовлетворительными, если отсутствуют
падение давления по манометру, пропуски испытательной среды, запотевание,
пропуски пузырьков, признаки разрывов, остаточные деформации.
Таблица 2.17
Контроль качества сварных швов
|
Обозначение
|
Внешний осмотр
|
Металлография
|
УЗД
|
Мех. испытания
|
Гидростат. испытания
|
|
1. ГОСТ 8713-79-С18-АФм
|
+
|
+
|
+
|
+
|
+
|
|
2. ГОСТ 14771-76 -У7
|
+
|
+
|
+
|
-
|
+
|
|
3. ГОСТ 14771-76- Н2 
|
+
|
-
|
+
|
-
|
-
|
|
4. ГОСТ 14771-76-Т3-ИНп
|
+
|
-
|
-
|
-
|
-
|
2.11
Конструкторская проработка
Конструкторская проработка выполнялась для совершенствования технологии
сборочно-сварочных операций, с целью повышения их качества и
производительности, за счет разработки оснастки позволяющей быстро и
качественно выполнить сборочные операции.
В данном проекте предполагается конструкторская проработка установки для
сборочно-сварочных операций продольных и кольцевых швов. Заключается она в
увеличении количества роликоопор и увеличение нагрузки на один ролик,
необходимых для вращения сборочных единиц.
Данная установка позволяет осуществлять сварку продольных швов обечаек и
кольцевых швов обечаек.
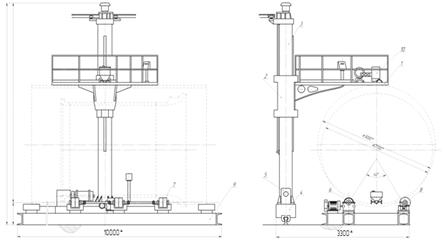
Рисунок 2.24 - Установка для сборки и автоматической сварки под флюсом
продольных и кольцевых швов:
- балкон; 2 - каретка; 3 - колонна; 4 - тележка; 5 - привод; 6 -
приводная роликоопора; 7 - промежуточная роликоопора; 8 - перекидная холостая
роликоопора; 9 - рама; 10 - сварочный трактор
Техническая характеристика велотележки представлена в таблице 2.18,
роликового стенда - в таблице 2.19.
Таблица 2.18
Техническая характеристика велотележки ВТ-2Б
|
Вылет балкона от оси
колонны до оси сварочного аппарата, мм
|
2300
|
|
Высота подъема балкона, мм
максимальная минимальная
|
4000 2000
|
|
Маршевая скорость, м/мин.
|
13
|
|
Скорость подъема балкона,
м/мин.
|
2
|
|
Габаритные размеры
велотележки, мм и вес ее, кг: длина ширина высота вес
|
2520 3150 4900 1860
|
Таблица 2.19
Техническая характеристика роликового стенда HGK-10
|
Максимальная
грузоподъемность, кг
|
10000
|
|
Полиуретановый ролик
Диаметр, мм
|
300
|
|
Полиуретановый ролик
Ширина, мм
|
130
|
|
Диаметр обечайки
минимальный, мм
|
300
|
|
Диаметр обечайки
максимальный, мм
|
3200
|
|
Мощность двигателя, кВт
|
2х0,55
|
|
Линейная скорость ролика,
м/час
|
6-60
|
Рассчитаем минимальное количество роликоопор, необходимых для вращения
сборочных единиц:
 (2.39) (2.39)
где: G - вес корпуса;
Q -
допустимая нагрузка на один ролик.
Принимаем
4, поскольку необходимое количество роликоопор должно быть четным.
Расстояние
между роликами:
 (2.40) (2.40)
где:
L - длина цилиндрической части корпуса вместе с днищем
 мм мм
Таким
образом, мы определили необходимое количество роликов (4 шт.) для роликового
стенда, а также расстояние между роликами для равномерного распределения
нагрузки.
2.12
Описание усовершенствованного технологического процесса сварки изделия
В данном проекте технологический процесс сварки изделия предполагается
усовершенствовать следующими процессами:
. Предлагается заменить РДС на полуавтоматическую сварку под флюсом в
среде защитных газов, так как это повышает производительность изготовления
аппарат, увеличивает скорость сварки и получает более качественные сварные швы.
Для полуавтоматической сварки предполагается применение сварочной
проволоки Св-07Х25Н12Г2Т, которая почти близка по химическому составу с
основной коррозионно-стойкой сталью 10Х17Н15М3Т, тем самым предупредит развитие
диффузионных процессов на границе сплавления основного металла с наплавленным.
Данная проволока относительно недорога и имеет пониженное содержание вредных
примесей (S и P). Соответственно было применено современное сварочное
оборудование.
. Предлагается заменить морально устаревшее оборудование на современное.
Источник питания ПДГ-508 предполагается заменить на ВДУ-508 МТ с падающим
механизмом "Урал-5", который имеете ряд преимуществ:
· предварительную плавную настройку напряжения на дуге
(в том числе дистанционно с подающего механизма) с высокой точностью без
включения подачи проволоки и газа;
· предварительную плавную настройку
скорости подачи проволоки с подающего механизма без включения источника и
подачи защитного газа;
· автоматическую стабилизацию заданного
сварочного напряжения, учитывающую потери в длинных кабелях;
· адаптацию параметров дуги с
конструктивными особенностями неповоротных стыков трубопроводов и других
ответственных конструкций благодаря изменяемой индуктивности источника;
· мелкокапельный перенос электродного
металла (на токах до 160А);
· качественное формирование обратного
валика при сварке корневого слоя шва;
Универсальное 4-х роликовое подающее устройство Урал-5:
обеспечивает "мягкий старт";
позволяет использовать 2-х и 4-х тактный режимы работы горелки;
позволяет настраивать длительность продувки газа до и после сварки;
имеет защиту двигателя от перегрузки;
защищен от подключения неверной полярности;
позволяет сохранять выбранные настройки в памяти блока управления;
прост в использовании.
Крепится к источнику на турель. Возможно исполнение на колесах или на
ножках. Температура эксплуатации от -40 до +40°С.
Эти преимущества увеличивают производительность процесса в несколько раз.
Технические характеристики представлены в таблице 2.20.
Таблица 2.20
Технические характеристики ВДУ-506 МТ с падающим механизмом
"Урал-5"
|
Номинальный сварочный ток,
А (при ПН-100%)
|
500
|
|
Диаметр электродной
проволоки, мм
|
0,8-3,2
|
|
Диаметр стальной порошковой
электродной проволоки, мм
|
1,6-3,2
|
|
Пределы регулирования
сварочного напряжения, В
|
15-40
|
|
Скорость подачи электродной
проволоки (интервал настройки), м/мин
|
1,8-18 (через 0,1)
|
|
Напряжение питания, В
|
3 х 380
|
|
Потребляемая мощность, кВт
|
33
|
|
Габаритные размеры, мм
|
|
|
подающего механизма Урал-5
|
600 x 270 x 410
|
|
источника ВДУ-506МТ
|
840 х 530 х 850
|
|
Масса, не более
|
|
|
подающего механизма без
проволоки, сварочных кабелей и горелки
|
11,5 кг
|
|
источника
|
230 кг
|
Далее предполагается использовать современный источник питания Idealarc DC-1000 для автоматической сварки под флюсом который совместим
с сварочным трактором LT-7.
Источник питания DC-1000 - универсальный сварочный
трансформатор-выпрямитель, предназначенный для полуавтоматической и
автоматической сварки. Он обеспечивает как жесткие, так и падающие
вольтамперные характеристики.
Преимущества источника питания:
• Полупроводниковая схема обеспечивает надежность и долговечность при
интенсивных режимах эксплуатации.
• Переключатель режимов позволяет настраивать машину на вольтамперную
характеристику, соответствующую используемому сварочному процессу.
• Схема стабилизации напряжения, обеспечивающая постоянство сварочных
параметров при колебаниях напряжения в сети в пределах ±10%.
• Компактная конструкция позволяет располагать источник без значительных
затрат пространства и устанавливать машины одна на одну до двух ярусов.
• Принудительное воздушное охлаждение при защите от перегрузок по току и
термостатической защите от перегрева.
• Функциональные лампы-индикаторы, встроенные в печатную плату, облегчают
контроль за состоянием машины и диагностику неисправностей.
• Контактный терминал для подключения систем подачи проволоки и резьбовые
сварочные терминалы.
• Специальные сварочные терминалы на 500 Ампер обеспечивают повышенную
устойчивость режимов при сварке под флюсом и в защитном газе.
• Цепь переменного напряжения 115 В для питания подающего механизма
защищена плавкими предохранителями.
• 3 года гарантии на качество комплектующих и сборки.
• Производится в соответствии с требованиями Международного Стандарта ISO
9002.
Таблица 2.21
Техническая характеристика IDEALARC DC-1000
|
Параметр
|
Значение
|
|
Напряжение
|
230/460/575 В
|
|
Частота
|
50/60 Гц
|
|
Номинальный сварочный ток
|
1000 А (100%)
|
|
Пределы регулирования
сварочного тока
|
140...1250 А
|
|
Напряжение холостого хода
|
75 В
|
|
Номинальное рабочее
напряжение
|
44 В
|
|
Габаритные размеры
|
781х567х965 мм
|
|
Масса
|
372 кг
|
Среди основных преимуществ LT-7 Tractor, можно выделить:
высокую скорость подачи сплошной проволоки с диаметром сечения от двух до
пяти миллиметров;
высокую скорость перемещения механизма подачи - до двух метров в минуту;
возможность регулировки вылета проволоки, благодаря вертикальному
позиционеру;
широкие углы сварки и подачи - пятьдесят и тридцать градусов
соответственно;
унифицированное расположение рычагов управления, которое позволяет
избежать контакта с источником тока при необходимости изменения параметров;
возможность образования стыковых, угловых и нахлесточных швов с обеих
сторон устройства;
соответствие оборудования всем международным стандартам и полная
трехлетняя гарантия, как на сам сварочный аппарат, так и на все его
комплектующие.
Таблица 2.22
Техническая характеристика сварочного трактора LT-7 Tractor
|
Параметр
|
Величина
|
|
Напряжение питающей сети, В
|
115
|
|
Частота питающей сети, Гц
|
50/60
|
|
Диапазон регулирования
скорости подачи проволоки, м/мин
|
2,5-10,2
|
|
Диаметр сплошной проволоки,
мм
|
2,4…4,8
|
|
Скорость передвижения при
сварке, м/мин
|
0,15…1,8
|
|
Вес, кг
|
54
|
|
Габаритные размеры, мм
|
698x838x356
|
2.13
Планировка участка сварки
.13.1
Общие требования при проектировании сборочно-сварочных участков
Проектирование сборочно-сварочных цехов должно удовлетворять общим
требованиям, предъявляемым к машиностроительным предприятиям:
) Ширина пролета, высота и длина участка должны соответствовать нормам
технологического проектирования.
) Разрез цеха должен быть в месте расположения самого высокого
оборудования, имеющегося в цехе, так же в этом месте должен быть кран.
) Проект должен удовлетворять ГОСТам, ЕСКД и нормам проектирования.
) Масштаб цеха и изображения элементов производства (оборудования),
рабочих, складочных мест и т.д. должны строго соответствовать требованиям
ГОСТов 2.428-84 и 2.002-72.
) На каждые 30 - 40 метров длины цеха должен быть один мостовой кран.
Согласно санитарным нормам для промышленных предприятий объем участка (цеха)
должен быть не менее 15 м3 на человека.
) При планировке цеха необходимо обеспечить прямоточность техпроцесса,
отсутствие возвратных перемещений и наиболее полную загрузку оборудования, подъемно-транспортных
и рабочих мест.
) При планировке участков применяют следующее:
габаритные контуры оборудования в положении покоя (обозначаются толстой
сплошной серой линией);
контуры подвижных частей оборудования (обозначаются тонкой
штрихпунктирной линией);
должны быть обозначены осевые линии;
место обслуживающего персонала;
места подвода и отвода сред (вода, воздух, газ и др.).
Согласно ГОСТ 2.002-72 при планировке участка применяют следующие цвета:
красным цветом обозначаются подвесной путь, подкрановые балки, мостовые
балки, краны, консоли;
розовым цветом обозначаются энергетическое оборудование и трассы;
оранжевым цветом обозначается оборудование для химических и
нефтехимических предприятий;
голубым цветом обозначается санитарно-технологическое оборудование;
светло-зеленым цветом обозначаются технологическое оборудование для
предприятий металлургической метаталообработки и ремонтно-технологических;
синим цветом обозначается грузопоток.
) Допускаемые пределы минимальных расстояний между оборудованием, складочными
местами и элементами здания цеха представлены в таблице 2.23.
Таблица 2.23
Допускаемые пределы минимальных расстояний между оборудованием,
складочными местами и элементами здания цеха
|
№ п. п.
|
Определяемое расстояние
|
Допускаемые пределы значений,
м
|
|
1
|
От колонн или стен здания
до боковой стороны оборудования
|
1-3
|
|
2
|
От колонн или стен здания
до тыльной стороны оборудования
|
1-2,5
|
|
3
|
Между боковыми сторонами
оборудования
|
1-1,4
|
|
4
|
Между складочными местами
|
1-1,4
|
|
5
|
Между боковой стороной
оборудования и складочным местом
|
1-1,2
|
|
6
|
Между тыльной стороной
оборудования и складочным местом
|
1
|
|
7
|
ширина проезда между рядами
|
3,0-4,0
|
2.13.2
Расчет ширины пролета
При проектировании сборочно-сварочного участка
планировку оборудования, оснастки, складочных и рабочих мест выполняют рядами.
На практике наиболее рациональным является двухрядное расположение оборудования
и рабочих мест.
При расположении складочных мест вдоль ряда ширина
пролета цеха (участка) Вп определяется следующим образом:
Вп = 2 (В1 + Вм + В2
+ Вск) + Впр (2.41)
где В1 - расстояние от тыльной стороны
рабочего места до оси продольного ряда полости или стены здания цеха, на
проектируемом участке принимаем значение равное 1 метру;
В2 - расстояние между рабочим и складочными
местами, на проектируемом участке принимаем значение равное 1 метру;
Вм - ширина рабочего места на проектируемом
участке принимаем значение равное 4,5 метрам;
Вск - ширина складочного места на
проектируемом участке принимаем значение равное 3,5 метрам;
Впр - ширина проезда между двумя линиями
рабочих мест на проектируемом участке принимаем значение равное 4 метрам;
При планировке участка необходимо строго соблюдать
нормы технологического проектирования, согласно которым расстояние между
колоннами принимается равным 12 м (реже 6 м), а ширина пролета равна 18, 24 и
30 м). Ширину пролета более 30 м разрешается использовать только при
технико-экономическом обосновании.
При проектировании участка необходимо обеспечить
прямоточность технологического процесса, отсутствие возвратных перемещений
заготовок, изделий, осуществлять наиболее полную загрузку оборудования и
подъемно-транспортных устройств и их рациональное размещение.
Кроме этого, на планировке размеры участка должны быть
проверены с точки зрения соблюдения санитарных норм для промышленных
предприятий, согласно которым на каждого работающего должно приходиться не
менее 15 м3 объема производственного помещения.
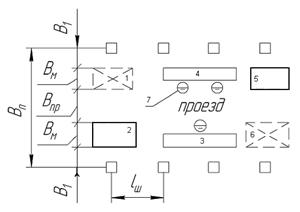
Рисунок 2.25 - Схема планировки для расчета ширины
пролета участка
Ширина пролета
Вп = 2(1+4,5+1+3,5)+4=24м
2.13.3
Расчет длины участка
Длина участка складывается из последовательной суммы размеров рабочих
мест и проходов между ними. Размеры рабочих мест выбираются в зависимости от
размеров изготовляемого изделия. Проходы между рабочими местами принимаются от
1,5 до 3 м. Так как здание одноэтажное принимается в проекте, то шаг колонны
составляет 12 м длиной. В зависимости от шага колонны, размеров
сборочно-сварочных площадок и проходов, длина участка в проекте составит Lц = 72 м.
Принимаем длину участка 72 м, так как шаг колонны составляет 12 м.,
колонн 8.
.13.4
Расчет высоты пролета
Высота пролет проектируемого сборочно-сварочного участка выбирается
исходя из подлежащих изготовлению в них изделий, габаритными размерами,
применяемого оборудования и наличием или отсутствием использования верхнего
транспорта (мостовых кранов, кран-балок, подвесных тележек и так далее).
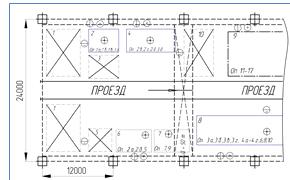
Рисунок 2.26 - Схема планировки участка для расчета длины полета
Разрез цеха приведен на рисунке 2.27.
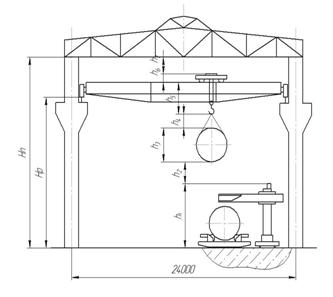
Рисунок 2.27 - Схема разреза цеха
При наличии верхнего транспорта высота пролета для
сборочно-сварочного участка рассчитывается следующим образом:
Нр ≥ h1 + h2 + h3 + h4 + h5 (2.42)
Нп ≥ Нр + h6 + h7
(2.43)
где Нр - высота пролета участка от пола до
головки рельса подкранового пути;
Нп - высота пролета участка от полу до
нижнего перекрытия;
h1 - наибольшая высота оборудования (оснастки, стеллажей),
применяемого в данном пролете цеха;
h2 - расстояние между наивысшей точки указательного оборудования
и наиболее низкой точки выступающих частей перекрытия (обычно h2 = 0,5-1м);
h3 - наибольшая высота грузов, перемещаемая в данном пролете при
помощи верхнего транспорта;
h4 - расстояние между наиболее высокой точкой перемещаемого
груза и наиболее низкой точкой подъемного крана (при перемещении груза цепями
или тросами h4 = 0,5 м ширины увязки, но не менее 1 м);
h5 - расстояние между наиболее низкой точкой подъемного крюка
крана до головки рельса подкранового пути;
h6 - расстояние от головки рельса подкранового пути до высшей
точки тележки крана;
h7 - расстояние между высшей точкой тележки крана и нижним
уровнем затяжки стропил перекрытия (обычно = 0,6-1,2м);
α - угол между вертикалью и натянутыми
стропами, которые удерживают на крюке крана груз (α
= 45º).
Согласно требованиям ГОСТ, на планировке участка
контур оборудования и оснастки обозначаются основной линией. Подвижные части
оборудования обозначаются тонкой штрихпунктирной линией с двумя точками.
Согласно нормам технологического проектирования
допускается расстояние от колонны (или стен здания) до боковой стороны
оборудования 1-3 м.
Нр ≥ 4,8 + 1,0 + 5,2 + 2,0 + 1,5 =
14,5 м.
Принимаем Нр = 14,5м
Нп ≥ 14,5 + 2,0 + 1,5 = 18,00 м.
Принимаем Нп = 18,0 м.
Согласно требований ОСТ 26-291-94 назначены методы контроля качества
сварных соединений. Проведены необходимые механические и гидравлические
испытания, позволяющие гарантировать требуемую работоспособность и надежность
сварной конструкции.
коррозийностойкость сварной аустенитный сталь
3. Безопасность и экологичность проекта
В данном разделе рассматриваются вопросы безопасности сборочно-сварочного
участка, и определяются такие условия эксплуатации участка, которые исключают
возможность травматизма, заболеваний, ухудшения самочувствия, аварий,
загрязнения окружающей среды.
3.1 Анализ безопасности проектируемого участка
В данном проектированном участке предполагается использование емкости
пробкоуловителя предназначенный для улавливания жидкостных пробок, сбора жидкостей
и мех. примесей.
Сосудом, работающим под давлением, называется герметически закрывающаяся
емкость, предназначенная для ведения химически и тепловых процессов, а также
для хранения и перевозки сжиженных и растворенных газов и жидкостей, находящихся
под давлением.
Изготовление, монтаж, ремонт и обслуживание сосудов, работающих под
давлением, должны производиться согласно требованиям «Правил устройства и
безопасной эксплуатации сосудов, работающих под давлением». (ПБ 03-584-03).
Согласно ГОСТ 12.0.003-74 “Система стандартов безопасности труда. Опасные
и вредные производственные факторы” опасные и вредные производственные факторы
по природе действия подразделяются на следующие группы:
физические
химические
психофизиологические
На проектированном участке возможны возникновение
таких факторов как:
поступление в зону дыхания сварочных аэрозолей,
содержащих в составе твердой фазы оксиды различных металлов (марганца, хрома,
никеля, железа и др.) и токсичные газы (СО, О3, HF, NO2 и др.); сварочный
аэрозоль относится к аэрозолям конденсации и представляет собой дисперсную
систему, состоящую из твердой фазы и газа или смеси газов.
чрезмерная запыленность и загазованность воздуха
вследствие попадания пыли флюсов, подгорания масла и т.п.;
повышенная температура поверхностей оборудования,
материалов и воздуха в рабочей зоне (РЗ), особенно при сварке с подогревом
изделий; рабочая зона - пространство высотой до 2 м над уровнем пола или
площадки, где находятся рабочие места.
излишняя яркость сварочной дуги, УФ- и ИК-радиация;
воздействие переменных магнитных полей при КС и
высокочастотных ЭМП - при сварке ТВЧ; - действие ионизирующих излучений при
ЭЛС, проведении γ- и рентгеноскопии сварных швов, использовании
торированных вольфрамовых электродов;
влияние шума и вибраций имеет место при плазменной и
газовой резке, работе пневмопривода (КС), различного оборудования
(вакуум-насосов, вентиляторов, сварочных трансформаторов и др.), а также
ультразвука и высокочастотного шума - при УЗС.
При ручной и механизированной сварке и резке
характерна статическая нагрузка на руки, а при автоматических способах -
нервнопсихические перегрузки из-за напряженности труда. Воздействие опасных
производственных факторов может привести к травме или внезапному резкому
ухудшению здоровья. Это действие электрического тока, искры и брызги
расплавленного металла, движущиеся машины, механизмы и т.д. Использование
открытого газового пламени, наличие расплавленного металла и шлака и т.п.
увеличивают опасность возникновения пожара, а неправильное транспортирование,
хранение и использование баллонов со сжатыми газами, нарушение правил
эксплуатации газосварочного оборудования и т.п. - взрывов.
При сварке и резке металлов воздушная среда загрязняется сварочным
аэрозолем, содержащим пыль, вредные газы и пары, например, газообразные
фтористые соединения, окись углерода, окислы азота, озон и другие.
Характеристика сварочных и газопламенных работ по опасным вредным
производственным факторам представлена в таблице 3.1.
При сварке и резке металла выделяется большое количество вредных веществ.
Токсические свойства применяемых и образующихся веществ представлены в таблице
3.2.
Таблица 3.1
Характеристика сварочных и газопламенных работ по опасным вредным
производственным факторам
|
Производственные факторы
|
Виды работ
|
|
Автоматическая сварка под
флюсом
|
Кислородная резка
|
Механизированная сварка
|
|
Вредные
|
Вредные вещества
|
++
|
++
|
++
|
|
Ультрафиолетовое излучение
|
-
|
+
|
-
|
|
Видимое излучение
|
-
|
++
|
-
|
|
Инфракрасное излучение
|
+
|
++
|
-
|
|
Шум
|
+
|
++
|
-
|
|
Ультразвук
|
-
|
+
|
-
|
|
Статическая нагрузка на
руку
|
-
|
-
|
-
|
|
Опасные
|
Электрический ток
|
++
|
+
|
+
|
|
Искры, брызги,
расплавленного металла
|
-
|
++
|
-
|
|
Движущиеся механизмы и
изделия
|
++
|
+
|
+
|
|
Системы под давлением
|
-
|
++
|
-
|
Условные обозначения: «+» - наличие фактора; «-» -
отсутствие опасного (вредного) фактора.
Уровни опасных и вредных производственных факторов в
рабочей зоны не должны превышать установленных значений: содержание вредных
веществ (ВВ) - предельно допустимых концентраций (ПДК) по ГОСТ 12.1.005-88 (ПДК
ряда веществ для воздуха РЗ и населенных мест приведены в табл. 3.2); уровни
шума - по ГОСТ 12.1.003-83*; уровни локальной и общей вибрации - по
ГОСТ 12.1.012-90; напряженность электрических полей токов промышленной частоты
по ГОСТ 12.1.002-84; уровни ионизирующих излучений - по нормам радиационной
безопасности НРБ-99.
Таблица 3.2
Предельно допустимые концентрации (ПДК) наиболее часто встречающихся
вредных веществ (ВВ) в воздухе рабочей зоны (РЗ) сварочных цехов и атмосферном
воздухе населенных пунктов
|
Наименование вещества
|
Агрегатное состояние
|
Класс опасности
|
ПДК, мг\м3
|
Характер воздействия на
организм
|
|
Оксид железа двухвалентный
FeO
|
Твердое (пыль)
|
III
|
4
|
Вызывает патологические
изменения функции легких
|
|
Оксид железа трехвалентный Fe2O3
|
Твердое (пыль)
|
III
|
6
|
|
|
CO
|
газообразное
|
IV
|
20
|
Связывает гемоглобин крови
|
|
CO2
|
газообразное
|
IV
|
30
|
Вызывает головную боль,
кислородное голодание, удушье, способствует развитию атеросклероза
|
|
Природныйгаз
|
газообразное
|
IV
|
300
|
|
|
Озон
|
газообразное
|
I
|
0,1
|
Вызывает нарушение
наследственного аппарата человека (мутагенные)
|
|
Фтористый водород
|
газообразное
|
I I
|
0,5
|
Действует на кровь,
кроветворные органы, кожный покров.
|
|
Окислы азота (в пересчете
на NO )газообразноеI I )газообразноеI I
|
5,0
|
Раздражает слизистую
оболочку глаз, носа, гортани и действует на кожные покровы
|
|
|
Потому как сварочные и газопламенные работы характеризуются наличием
опасных и вредных производственных факторов, то в дальнейших разделах
рассмотрены вопросы, связанные со снижением их влияния на работающий персонал и
увеличении производительности труда.
3.2 Техника безопасности
Техника безопасности - система организационных мероприятий и технических
средств, направленных на предотвращение воздействия на работающих опасных
производственных факторов, являющихся причиной травм или внезапного резкого
ухудшения здоровья. Тем более является частью охраны труда и включает такие
мероприятия, как обучение и инструктаж работающих по вопросам безопасности
труда, поддержание в технически безопасном состоянии зданий и сооружений,
оснащение вновь создаваемого и эксплуатируемого производственного оборудования
защитными и предохранительными устройствами, разработку средств коллективной и
индивидуальной защиты работающих от воздействия опасных и вредных
производственных факторов, а также организацию обеспечения этими средствами
рабочих и служащих.
При разработке технологического процесса и оборудования, должны учесть
соответствующие требования в проекте ГОСТ 12.3.002-75 "Система стандартов
безопасности труда. Процессы производственные", ГОСТ 12.2.003-91
"ССБТ. Оборудование производственное. Общие требования безопасности. -
Взамен ГОСТ 12.2.003-74", а также санитарным правилам.
При выборе технологического процесса предпочтение следует отдавать тому,
при котором будет обеспечена большая безопасность труда.
В проекте предполагается использовать флюсы, проволоку и электроды,
защитные газы, свариваемые материалы, которые выделяют вредные вещества в
ограниченном количестве. Не допускается использование сварочных материалов, не
прошедших гигиеническую оценку.
К работе допускаются лица, достигшие 18 лет и прошедшие инструктаж по
технике безопасности.
Электрооборудование и электроустройства сварочных и сборочно-сварочных
цехов и участков было оборудовано в соответствие с требованиями "Правила
техник безопасности при эксплуатации электротехнических установок промышленных
предприятий" составленные Государственной инспекцией по энергетическому
надзору (Госэнергонадзор) Министерства энергетики и электрификации.
Электросварщики обеспечиваются спецодеждой, спецобувью, а также средствами
индивидуальной защиты (щитки или маски со специальными светофильтрами). В
зависимости от условий работы выбирают стекло светофильтра определенного
номера. С наружной стороны светофильтр закрывают обычным оконным стеклом,
которое меняют по мере его загрязнения. Рабочая одежда должна быть наглухо
застегнута, манжеты рукавов должны плотно обхватывать руки около кистей, волосы
должны быть закрыты плотно облегающим головным убором. При работе внутри
аппарата, сварщик снабжается резиновым ковриком, головным убором или шлемом для
защиты головы от случайных соприкосновений с металлическими частями,
находящимися под напряжением. При этом напряжение местного освещения должно
быть не выше 12 В.
Для защиты окружающих рабочих от действия электрической дуги стационарные
рабочие места электросварщиков ограждаются переносными ограждениями (щитами или
ширмами), которые должны быть легкими, прочными и изготавливаться из листовой
стали, фанеры или брезента. Щиты, ограждающие сварочный пост, устанавливаются с
трех сторон (прежде всего со стороны основных проходов).
При эксплуатации контейнера со сжиженным СО2 рабочее давление
автоматически поддерживаться в пределах 0,8…1,2 МПа. Во время отбора газа из
контейнера запрещается отогревать трубы и аппараты открытым огнем, резко перегибать
подсоединительные шланги.
Требования к оборудованию, работающему под давлением, учитываемые при
проектировании и конструировании
. Оборудование, работающее под давлением, спроектировано, изготовлено,
испытано и, если это требуется, оснащено и установлено таким образом, чтобы
была обеспечена его безопасность при вводе в эксплуатацию в соответствии с
инструкциями изготовителя и в реально прогнозируемых условиях.
. При выборе наиболее приемлемых решений изготовитель последовательно
руководствуется следующими принципами:
устранить или уменьшить опасности в той степени, в которой это реально
осуществить на практике,
использовать соответствующие эффективные меры защиты от опасностей,
которых нельзя избежать,
при необходимости сообщать потребителям об остаточной опасности и
предупреждать о необходимости принятия соответствующих специальных мер,
обеспечивающих уменьшение опасности во время установки и/или эксплуатации.
. При проектировании оборудования, работающего под давлением, учтены все
известные или в достаточной мере прогнозируемые последствия его
несоответствующего использования, что позволит предотвратить возникновение
потенциальных опасностей. Если это конструктивно не представляется возможным,
то в этом случае предусмотрено соответствующая информация, предупреждающая о
ненадлежащем применении этого оборудования.
. Оборудование, работающее под давлением, спроектировано на надлежащем
техническом уровне с учетом всех существенных для его безопасности факторов,
что позволит обеспечить безопасную эксплуатацию в течение всего срока службы.
В конструкции учтены возможные факторы, которые обеспечивают
безопасность, использованы все известные универсальные методы, гарантирующие
соответствующий запас прочности (надежности) или предусматривающие комплекс
предупредительных мер в отношении всех возможных неисправностей.
3.3 Производственная санитария
Производственная санитария - это система организационных мероприятий и
технических средств, предотвращающих или уменьшающих воздействие на работающих
вредных производственных факторов. К производственной санитарии относятся
гигиена труда (область профилактической медицины, изучающая условия сохранения
здоровья на производстве, и мероприятия, способствующие этому) и санитарная
техника (мероприятия и устройства технического характера).
Санитарно - гигиенические условия и обязательные мероприятия по охране
труда в сварочном производстве регламентируются «Системой стандартов
безопасности труда», «Строительными нормами и правилами» (СНиП), правилами
техники безопасности и производственной санитарии при выполнении отдельных
видов работ, правилами устройства и безопасной эксплуатации отдельных видов
оборудования, едиными требованиями безопасности к конструкциям оборудования,
нормами технологического проектирования, различными инструкциями, указаниями,
правилами и другими документами.
3.3.1 Метеорологические условия
Метеорологические условия - состояние атмосферы в
определенный момент или промежуток времени, обусловленное происходящими в ней
процессами. Метеорологические условия производственных помещений (микроклимат)
определяют действующими на организм человека сочетаниями температуры, влажности
и скорости движения воздуха, а также температуры окружающих поверхностей их
тепловым излучением. Параметры микроклимата определяют теплообмен организма
человека и оказывают существенное влияние на функциональное состояние различных
систем организма, самочувствие, работоспособность и здоровье.
Температура в производственных помещениях является одним из ведущих
факторов, определяющих метеорологические условия производственной среды.
Микроклимат в производственных условиях определяется следующими
параметрами:
а) Температура воздуха, t°, C;
в) Скорость движения воздуха на рабочем месте;
г) Интенсивность теплового излучения;
д) Температура поверхности.
Условия в рабочей зоне в проектируемом нами сварочном участке
соответствует нормам и требованиям ГОСТ 12.1.005-88 "Общие
санитарно-гигиенические требования к воздуху рабочей зоны" и СанПиН
2.24.548-96 "Гигиенические требования к микроклимату производственных
помещений". Данные условия, в соответствии с категорией работы на
сварочном участке приведены в таблице 3.3.
Таблица 3.3
Нормы метеорологических условий в рабочей зоне
|
Характеристика помещения
|
Категория работы
|
Период года
|
Температура воздуха, С
|
Относительная влажность
воздуха,%
|
Скорость движения воздуха,
м/с
|
|
|
|
Опт.
|
Доп.
|
Опт.
|
Доп.
|
Опт
|
Доп.
|
|
Сборочно-сварочный участок
|
Средней тяжести (2а)
|
Теплый
|
20-22
|
18-27
|
40-60
|
Не более 70 (при 25 С)0,30,2-0,5 С)0,30,2-0,5
|
|
|
|
Тяжелая
|
|
18-20
|
15-26
|
40-60
|
Не более 75 (при 24С)0,40,2-0,6
|
|
|
|
Средней тяжести (2а)
|
Холодный и переходный
|
17-19
|
15-21
|
40-60
|
Не более 75
|
0,2
|
Не более 0,4
|
|
Тяжелая
|
|
16-18
|
13-19
|
40-60
|
Не более 75
|
0,3
|
Не более 0,5
|
Вызываемое метеорологическими условиями интенсивное тепловое или
холодовое воздействие может привести к значительным изменениям
жизнедеятельности организма и вследствие этого к снижению производительности
труда, повышению общей заболеваемости работающих. Поэтому проблеме создания
благоприятных метеорологических условий на производстве уделяется в гигиене
труда большое внимание.
3.3.2 Вентиляция
Вентиляция - это комплекс мероприятий и агрегатов, которые применяют для
организации воздухообмена для поддержания заданных параметров воздушной среды в
помещениях различного назначения, в том числе и на рабочих местах в
соответствии со строительными нормами и правилами.
В проектируемом нами цехе предполагается использование следующие виды
вентиляции:
естественная;
общеобменная;
местная.
Системы вентиляции обеспечивают на сборочно-сварочных участках и на
участках метеорологические условия (температуру, относительную влажность и
скорость движения воздуха), а также содержание вредных веществ в воздухе
рабочей зоны в соответствии с «Санитарными нормами проектирования промышленных
предприятий» СН 245-71. Сборочно-сварочные участки характеризуются
незначительными (менее 20 ккал/м3ч) удельными избытками явного
тепла, воздействующего на изменение температуры воздуха. Выполняемые в них
технологические операции в основном можно отнести к категории работ средней
тяжести (п. 11. 5,6) СН 245-71.
На сварочном участке общеобменную вентиляцию устанавливают в помещениях,
где имеет место рассеянное выделение вредностей с целью доведения их количества
до предельно допустимых концентраций.
Местная вытяжная вентиляция - вентиляция,
предназначенная для удаления воздуха непосредственно от мест образования или
выхода вредных выделений.
Местная вентиляция сводится к созданию различного типа укрытий для
источника выделения вредностей или создания местных отсосов встроенных в
технологическое оборудование. Количество отсасываемого из укрытий под
оборудованием, должно быть таким, чтобы на рабочих местах обеспечивалась
требуемая степень чистоты.
Наиболее эффективным средством вентиляции сборочно-сварочных цехов, как и
всех других производств, являются местные вытяжки, обладающие по сравнению с
общеобменной вентиляцией следующими преимуществами:
а) локализуя вредные вещества непосредственно в зоне их образования, они
предотвращают распространение их по всему объему производственного помещения;
б) благодаря близкому расположению к источнику вредных выделений местные
отсосы могут удалять их с помощью минимальных объемов воздуха, что имеет
большое экономическое преимущество по сравнению с общеобменной вентиляцией.
Принципиальное различие между местными и общеобменными вытяжными
установками можно показать, введя понятие активной зоны спектра всасывания. Это
область пространства, ограниченная поверхностью, внутри которой скорость
воздуха направлена в воздухоприемное отверстие и превышает 5% от средней
скорости в его сечении. Вытяжные отверстия общеобменной вентиляции удалены от
источника вредных выделений на такое расстояние, при котором подвижность
воздуха в зоне источника всегда меньше 5% средней скорости в вытяжном
отверстии. Взаимное расположение местного отсоса и источника вредных выделений
в первую очередь определяет указанные выше преимущества местной вытяжной
вентиляции. Наилучшим вариантом для сварочных цехов является сочетание местной
вытяжной и общеобменной приточно-вытяжной механической вентиляции.
Эффективность местных вытяжек следует принимать не более 75%, остальные 25%
вредных выделений следует учитывать в расчете общеобменной вытяжной вентиляции.
При проектировании систем вентиляции необходим всесторонний учет
конкретных технологических условий и объемно-планировочных решений.
При сварке в закрытых сосудах применяют местный отсос вблизи сварочной
дуги или установки по так называемому общему вентилированию высокого давления и
гибких рукавов диаметром 125 мм облегченной конструкции.
Расчет
местной вентиляции (при полуавтоматической сварке в СО2)
 (3.1) (3.1)
 - площадь открытых проемов, отверстий, неплотностей,
через которые засасывается воздух, м2; - площадь открытых проемов, отверстий, неплотностей,
через которые засасывается воздух, м2;  - скорость воздуха в этих проемах, м/с. - скорость воздуха в этих проемах, м/с.
= 2 м/с
при выделении вредных веществ II и I классов опасности, если необходимо преодолеть инерцию
частиц, движущихся с большими скоростями.
 
.3.3 Освещение
Освещение - использование световой энергии солнца и
искусственных источников света для обеспечения зрительного восприятия
окружающего мира. Правильно спроектированное и выполненное освещение
обеспечивает сохранность зрения человека, его центральной нервной системы, а
также безопасность и повышение производительности труда на производстве.
На проектируемом участке предполагается использование
естественного и искусственного освещение.
Естественное освещение - это освещение, создаваемое
направленным или рассеянным солнечным светом или светом неба, проникающим через
световые проемы помещения. Единственным источником естественного освещения
является солнце.
Естественное освещение более благоприятно для зрения и более экономично.
Интенсивность естественного освещения оценивают коэффициентом естественной
освещенности КЕО, показывающим, во сколько раз освещенность в помещении меньше
наружной; этот показатель выражают в процентах.
Искусственное освещение - это освещение, создаваемое человеком при
отсутствии солнечного света или недостаточном естественном освещении.
К группе средней точности относят операции по сборке сосудов под
давлением, для которых наименьший объект различения составляет 0,5…1 мм.
Характеристика естественного освещения представлена в таблице 3.4.
Таблица 3.4
Характеристика естественного освещения
|
Наименование помещения
|
Вид освещения
|
Характеристика зрительной
работы
|
Наименьший размер объекта
различения, мм
|
Норма КЕО,%
|
|
Сборочно-сварочный участок
|
Боковое
|
Наивысшей точности
|
Менее 0,15
|
3,5
|
|
|
Высокой точности
|
0,3-0,5
|
2
|
|
|
Средней точности
|
0,5-1
|
1,5
|
Норма КЕО в таблице для III
светового пояса. Россия находится вIV световом поясе.
КЕОIV = eН·m·c(3.2)
- коэффициент светового климата, определяемого в зависимости от района
расположения здания на территории СНГ. Для проектируемого участка m=0,9;-
коэффициент солнечного климата, зависящего от района расположения здания на
территории СНГ. Для проектируемого участка с= 0,95
КЕОIV = 3,5·0,9·0,95 = 3%
КЕОIV = 2·0,9·0,95 = 1,71%
КЕОIV = 1,5·0,9·0,95 = 1,28%
В вечернее и ночное время используют искусственное освещение, которое
находится в соответствии с правилами СНиП 23-05-95 («естественное и
искусственное освещение»). Характеристика искусственного освещения представлена
в таблице 3.5.
Таблица 3.5
Характеристика искусственного освещения
|
Наименование помещения
|
Вид освещения
|
Характеристика зрительной
работы
|
Наименьший размер объекта
различения, мм
|
Норма освещенности Ен,
лк
|
|
Сборочно-сварочный участок
|
Общее
|
Высокой точности
|
0,3-0,5
|
300
|
|
|
Средней точности
|
0,5-1
|
200
|
Расчет общего
искусственного освещения
 (3.3) (3.3)
Фо
- общий световой поток необходимый для освещения участка, лм;
Ен
- нормируемая освещенность рабочей поверхности, лк;
S - площадь
освещаемого участка, м2;
z - коэффициент
равномерности освещения, принимаем z = 1,2
кз
- коэффициент запаса, учитывающий запыленность помещений и уменьшение светового
потока в процессе эксплуатации; кз принимаем для участка равным 1,8;
η -коэффициент использования светового потока, принимаем для участка
равным 0,69;

 (3.4) (3.4)
n - количество
ламп, шт;
Фл- световой поток лампы, лм;
 (шт) (шт)
На
проектируемом участке для нормируемой освещенности установим 246 ламп марки ДРЛ
250.
3.3.4
Производственный шум
Шум - это совокупность апериодических звуков различной интенсивности и
частоты (шелест, дребезжание, скрип, визг и т.п.). С физиологической точки
зрения шум - это всякий неблагоприятно воспринимаемый звук.
Нормируемые параметры шума на рабочих местах определены ГОСТ 12.1.003-83
“Система стандартов безопасности труда. Шум. Общие требования безопасности”.
Они являются обязательными для всех министерств, ведомств, допустимые уровни
звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни
звука (в дБА). На высоких частотах, наиболее вредных и неприятных для человека,
допускаются меньшие уровни звукового давления по сравнению с более низкими
частотами.
В производственных условиях источниками шума являются работающие станки и
механизмы, ручные механизированные инструменты, электрические машины,
компрессоры, подъемно-транспортное, вспомогательное оборудование
(вентиляционные установки, кондиционеры) и т.д.
Интенсивное шумовое воздействие на организм человека неблагоприятно
влияет на протекание нервных процессов, способствует развитию утомления,
изменениям в сердечно-сосудистой системе и появлению шумовой патологии, среди
многообразных проявлений которой ведущим клиническим признаком является
медленно прогрессирующее снижение слуха.
Для снижения шума на сборочно-сварочном участке предполагается
использование методов звукоизоляции и звукопоглощения. Шумные машины нуждаются
в закрытие звукоизолирующими кожухами, изготовленными из металла, пластмассы и
облицованными изнутри звукопоглощающим материалом толщиной 20…50 мм. Для
снижения шума рабочее место оператора установки термической резки ограждены
звукоизолирующей кабиной - экраном. Стенка кабины изготовлена из сплошного
металлического листа толщиной 1,5…2 мм со звукопоглощающей облицовкой толщиной
50 мм, расположенной с внешней и внутренней сторон кабины.
Для снижения шума сварочные трансформатор, вращающиеся генераторы должны
быть изолированы, либо по возможности вынесены за пределы рабочего места,
участка.
Допустимые уровни шума, приведенным в таблице 3.6.
Таблица 3.6
Допустимые уровни шума
|
Рабочие места
|
Уровни звукового давления,
дБ, в октавных полосах со среднегеометрическими частотами
|
Уровни звука и
эквивалентные уровни звука, дБA
|
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
|
Выполнение работ на постоянных
рабочих местах в производственных помещениях и на территории предприятия
|
99
|
92
|
86
|
83
|
80
|
78
|
75
|
74
|
85
|
3.3.5 Вибрации
В соответствии с ГОСТ 24346-80 «Вибрация. Термины и определения» под
вибрацией понимается движение точки или механической системы, при котором
происходит поочередное возрастание и убывание во времени значений, по крайней
мере, одной координаты.
Источники вибрации это механизмы, машины, механизированный инструмент.
При длительном воздействии вибрации с частотами f = 250-350 Гц возникает
профессиональное заболевание под названием «вибрационная болезнь»,
сопровождающаяся стойкими патологическими нарушениями в организме (поражение
мышц, изменения в костях, суставах, смещение органов в брюшной полости).
Эффективный способ защиты от вибрации - применение виброизоляторов.
Виброизоляторы представляют собой упругие элементы, размещенные между машиной и
ее основанием. Они могут быть металлическими, резиновыми, пружинными и
комбинированными.
Допустимые по ГОСТ 12.1.012 - 90 "ССБТ Вибрационная безопасность.
Общие требования" уровни вибрации на проектируемом участке должны
соответствовать нормам, приведенным в таблице 3.7.
Таблица 3.7
Допустимые уровни вибрации
|
Вид вибрации
|
Допустимый уровень
виброскорости, дБ в октавных полосах со среднегеометрическими частотами, Гц
|
|
1
|
2
|
4
|
8
|
16
|
31,5
|
63
|
125
|
250
|
500
|
1000
|
|
локальная
|
-
|
-
|
-
|
115
|
109
|
109
|
109
|
109
|
109
|
109
|
109
|
|
общая
|
-
|
108
|
99
|
93
|
92
|
92
|
92
|
92
|
-
|
-
|
-
|
3.4 Пожарная безопасность
Под пожаром понимают неконтролируемый процесс горения, сопровождающийся
уничтожением материальных ценностей и создающий опасность для жизни людей.
Согласно ГОСТ12.1.004-91 «CCБT. Пoжapнaя бeзoпacнocть. Oбщиe тpeбoвaния»
пожарная безопасность - это состояние объекта, при котором исключается
возможность пожара, а в случае его возникновения предотвращается воздействие на
людей опасных факторов и обеспечивается защита материальных ценностей.
Проектируемый сборочно-сварочный участок относится к категории «Г»
помещений и зданий по взрывопожарной и пожарной опасности. Характеристика
веществ и материалов, находящихся в помещении: негорючие жидкости, вещества и
материалы в горячем, раскаленном или расплавленном состоянии, процесс обработки
которых сопровождается выделением лучистого тепла, искр и пламени.
Тушение пожара может быть осуществлено: сильным охлаждением горячих
материалов с помощью веществ, обладающих большой теплоёмкостью; изоляцией
горячих материалов от атмосферного воздуха; снижением содержания кислорода в
воздухе, поступающем к очагу горения; специальными химическими средствами. Для тушения
пожара могут быть использованы: вода, водяной пар, химическая и
воздушно-механическая пена, негорючие газы, твёрдые огнетушительные порошки.
3.5 Безопасность в условиях чрезвычайных ситуаций
Чрезвычайная ситуация (ЧС) - это обстановка на определенной территории,
сложившаяся в результате аварии, опасного природного явления, катастрофы,
стихийного или иного бедствия, которые могут повлечь или повлекли: человеческие
жертвы; значительные материальные потери; ущерб здоровью людей или окружающей
природной среде; нарушение условий жизнедеятельности людей. (по ГОСТ Р 22.0.11−99
"Безопасность в чрезвычайных ситуациях. Предупреждение природных
чрезвычайных ситуаций. Терны и определения").
На сварочном участке чрезвычайная ситуация может возникнуть в случае пожара.
Возможно возгорание шкафов электрооборудования, машинного масла и деревянной
тары, а также взрыва баллонов со сжиженным газом. Требования к пожарной
безопасности регламентируются ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность.
Общие требования.
Чрезвычайные ситуации классифицируются по следующим признакам:
сфере возникновения
ведомственной принадлежности
масштабу возможных последствий
По сфере возникновения чрезвычайные ситуации подразделяются на
техногенные, природные и экологические.
По масштабу ЧС подразделяются на локальные, местные, территориальные,
региональные, федеральные и трансграничные.
В сталелитейном цехе чрезвычайные ситуации могут быть вызваны опасностью
возникновения пожара или взрыва. Основные вещества, взаимодействие которых
приводит к взрыву:
вода и расплавленный металл (шлак);
смеси горючих газов и паров;
металлически порошки и газодисперсные системы
Для предупреждения чрезвычайных ситуаций техногенного характера в
проектируемом цехе нами разработаны следующие мероприятия:
исключение образования взрывчатой системы, взрывоопасной среды и
возникновение источника провоцирования взрыва;
не допущение образования взрывоопасной среды: смеси горючих газов, паров,
пыли с воздухом и другими окислителями;
применение рабочей и аварийной вентиляции в местах возможного образования
взрывоопасной смеси.
Для повышения устойчивости функционирования объекта необходима:
защита работы и служащих от последствий стихийных бедствий, аварий
(катастроф);
противостояние инженерно-технического комплекса в определенной степени
чрезвычайным ситуациям;
надежная система снабжения объекта всем необходимым для производства
продукции (сырьем, топливом, электроэнергией, газом, водой и т.п.)
устойчивая и непрерывная система управления производством;
подготовка объекта к ведению спасательных и других неотложных работ по
восстановлению нарушенного производства.
Основные мероприятия по повышению устойчивости работы на объектах
предусматривают:
) защиту рабочих и служащих и инженерно технического комплекса от
последствий аварий (катастроф);
2) обеспечения надежности управления и материально-технического
снабжения;
) подготовку объекта к восстановлению нарушенного производства и
переводу на режим работы в условиях ЧС.
Для надежной защиты рабочих и служащих возводятся защитные сооружения.
Проводятся подготовительные мероприятия к эвакуации, накоплению, хранению и
поддержанию в готовности СИЗ. Важным элементом является обучение применению
средств и способов защиты, действиям в ИС.
Все системы (электро-, тепло и водоснабжения) в проектируемом цеху
обязаны устойчиво работать и в случае отказа или поломки одной из точек системы
снабжения автоматически подключается другая, имеющая подобные или немного
отличающиеся параметры и качества. Электроэнергия должна поступать на объект с
двух вводов, при выходе из строя одного, предусмотрен аварийный источник.
Снабжение водой осуществляется от двух источников - основного и резервного,
один должен быть подземным. Канализация раздельная - для ливневых, и для
промышленных и хозяйственных стоков.
На проектируемом сборочно-сварочном участке в соответствии с нормативным
правилам и документам все предписания и требования неукоснительно соблюдаются.
3.6 Охрана окружающей среды
Под охраной окружающей среды понимают совокупность технических и
организационных мероприятий, позволяющих свести к минимуму или в идеальном
случае совершенно исключить выбросы в биосферу материальных и энергетических
загрязнений.
При проектировании сборочно-сварочных цехов учтены специальные
требования, обусловленные особенностями технологического процесса изготовления
сварных сборочных единиц и требования действующих норм, инструкций и правил
проектирования, относящихся к вопросам техники безопасности, производственной
санитарии, охране труда, окружающей природной среды и пожарной безопасности.
3.6.1 Защита атмосферы
Загрязнение атмосферы вредными веществами (сварочными аэрозолями,
токсичными газами) возможно при работе вентиляционных вытяжных систем,
обслуживающих посты ручной дуговой сварки, полуавтоматической сварки в СО2,
автоматической сварки под флюсом, машины для наплавки, плазменной резки
металлов.
Очистка воздуха на проектируемом участке предполагается в использовании
механическими обеспыливающими устройствами, в которых пыль отделяется под
действием сил тяжести, инерции или центробежной силы.
В результате предложенных мер концентрация вредных веществ не должно
превышать ПДК в населенных пунктах согласно данным представленных в таблице
3.8.
Таблица 3.8
Предельно допустимые концентрации вредных веществ в атмосферном воздухе
населенных пунктов
|
Наименование вещества
|
Агрегатное состояние
|
Класс опасности
|
ПДК, мг/м3
|
|
|
|
Максимальная разовая
|
Среднесуточная
|
|
Окись углерода
|
газ
|
4
|
5,0
|
3,0
|
|
Окислы азота
|
|
2
|
0,085
|
0,04
|
|
Озон
|
|
1
|
0,16
|
0,03
|
|
Фтористый водород
|
|
2
|
0,02
|
0,005
|
|
Окись марганца
|
твердое
|
3
|
0,01
|
0,001
|
3.6.2 Защита гидросферы и литосферы
При производстве емкости пробкоуловителя загрязнение гидросферы не
происходит.
На сборочно-сварочном участке образуются твердые отходы, представленные в
таблице 3.9. согласно статье 14 Федерального закона РФ «Об отходах производства
и потребления» данные отходы относятся к пятому классу опасности для окружающей
среды. Степень вредного воздействия очень низкая, экологическая система
практически не нарушена.
Таблица 3.9
Твердые отходы, образующиеся при производстве емкости пробкоуловителя
|
Наименование вещества
|
Классификационный код по
ФККО*
|
Класс опасности
|
|
Остатки и огарки сварочных
электродов
|
3512160101995
|
5 класс опасности
(практически не опасен)
|
|
Лом черных металлов
несортированный
|
3513010001995
|
|
|
Стружка стальная
незагрязненная
|
3512012001995
|
|
* федеральный классификационный код отходов
4.
Экономика и организация производства
.1 Исходные данные
Изделие представляет собой емкость - пробкоуловитель длинной
цилиндрической части 6750 мм, внутренним диаметром 2550 мм и толщиной стенки 28
мм из сталь 10Х17Н15М3Т по ГОСТ 10885 - 85. Корпус состоит из 2 обечаек, 2
днищ, 20 штуцеров и люков, опоры. Годовая программа - 50 штук.
В таблице 4.1 приведены нормы времени на выполнение необходимых операций.
Таблица 4.1
Нормы времени на выполнение операций
|
Операция
|
Норма, час
|
|
1. Сборка заготовок днищ
|
45,5
|
|
2. Сборка продольного стыка
обечайки
|
20
|
|
3. Сварка продольных стыков
обечайки
|
7,7
|
|
4. Сварка заготовок днища
|
80
|
|
5. Сборка обечаек в корпус
|
60,2
|
|
6. Сварка обечаек в корпус
|
85,3
|
|
7. Разметка и вырезка
отверстий под штуцера и люки
|
45
|
|
8. Установка штуцеров и
люков и приварка их к корпусу аппарата
|
50
|
|
9. Сборка корпуса с двумя
днищами
|
60,5
|
|
10. Приварка днищ к корпусу
|
75,2
|
|
11. Сборка, сварка опоры и
приварка ее к корпусу аппарата
|
60
|
|
12. Ультразвуковой контроль
|
67,8
|
|
13. Гидроиспытания
|
13,6
|
|
Всего
|
670
|
Цены на используемые материалы приведены в таблице 4.2.
Таблица 4.2
Цены на исходные материалы
|
Наименование
|
Цена
|
|
Защитный газ 82% Ar + 18%
CO2
|
15,5 руб./ л.
|
|
Проволока Св-07Х25Н12Г2Т∅ 3 мм
|
350,00 руб. за 1 кг
|
|
Проволока Св-08Г2С ∅ 1,6 мм
|
60,75 руб за 1 кг
|
|
Флюс АН-26С
|
60,00 руб. за 1 кг
|
4.2
Организационная часть
4.2.1
Режим работы участка
Режим работы характеризуется количеством рабочих смен (q) и продолжительностью смены. Исходя
из этого определяется годовой эффективный фонд времени работы оборудования (Fоб) и рабочих (Fр).
 , (4.1) , (4.1)
где
Fн -
годовой номинальный фонд времени, ч;
m - число смен
работы оборудования;
Крем
- коэффициент, учитывающий простой оборудования в плановых ремонтах,
простои могут составлять 7-12% от номинального (0,88-0,93).
Номинальный
фонд времени равен календарный минус продолжи-тельность праздников, выходных и
укороченных дней.
 ч ч
Годовой
эффективный фонд времени работы одного рабочего:
 (4.2) (4.2)
где kр - коэффициент, учитывающий планируемые невыходы
рабочих по причине отпуска, болезни и государственных обязанностей, которые
составляют 12-15%, (0,85¸0,88).
 ч ч
.2.2
Количество рабочих мест и оборудования и их загрузка
Определяем расчетное и принятое число рабочих мест.
Расчетное число рабочих мест по операциям:
 , (4.3) , (4.3)
где Кпр - коэффициент учитывающий простои по организационным
причинам, (0,85¸0,9);
Кн - средний коэффициент выполнения норм выработки;
tш - норма времени i-ой операции, ч;
Nгод
- годовая
программа выпуска, шт.
 ; ; ; ;
 ;; ;;
 ;; ;;
 ; ;  ; ;
 ;; ;;
 ;; ;;
 ;; ;;
 ;; ;;
 ;; ;;
 ;; ;;
 ; ; ; ;
 ;; ;;
 ;; ;;
Расчёт коэффициентов загрузки рабочих мест по операциям на
сборочно-сварочном участке:
 (4.4) (4.4)
где кз - коэффициент загрузки рабочих мест по операциям;
Ср- расчётное количество рабочих мест, [шт];
Спр - принятое количество рабочих мест, [шт].
 ; ; ; ;
 ; ;  ; ;
 ; ; ; ;
 ; ; ; ;
 ; ; ; ;
 ; ; ; ; . .
Определим
средний коэффициент загрузки рабочих мест по участку по формуле:
 , (4.5) , (4.5)
где
кср - коэффициент загрузки рабочих мест по участку.

Результаты
расчёта сводятся в таблицу 4.3.
Таблица 4.3
Загрузка рабочих мест
|
Наименование продукции
|
Норма времени, ч
|
Кол-во раб. мест
|
Коэф. загрузки, кз
|
|
|
Расч.
|
принят.
|
|
|
1. Сборка заготовок днищ
|
45,5
|
1,35
|
1
|
1,35
|
|
2. Сборка продольного стыка
обечайки
|
20
|
0,59
|
1
|
0,59
|
|
3. Сварка заготовок обечаек
|
7,7
|
0,22
|
1
|
0,22
|
|
4. Сварка заготовок днищ
|
80
|
2,37
|
2
|
1,18
|
|
5. Сборка обечаек в корпус
|
60,2
|
1,83
|
2
|
0,91
|
|
6. Сварка обечаек в корпус
|
85,3
|
2,53
|
3
|
0,84
|
|
7. Разметка и вырезка
отверстий под штуцера и люки
|
45
|
1,33
|
1
|
1,33
|
|
8. Установка штуцеров и
люков и приварка их к корпусу аппарата
|
50
|
1,48
|
1
|
1,48
|
|
9. Сборка корпуса с двумя
днищами
|
60,5
|
1,79
|
2
|
0,89
|
|
10. Приварка днищ к корпусу
|
75,2
|
2,23
|
2
|
1,11
|
|
11. Сборка, сварка опоры и
приварка ее к корпусу аппарата
|
60
|
1,78
|
2
|
0,89
|
|
12. Ультразвуковой контроль
|
67,8
|
2,01
|
2
|
1,005
|
|
13. Гидроиспытание
|
13,6
|
0,40
|
1
|
0,40
|
4.2.3 Численность работающих на участке
На участке используются основные и вспомогательные рабочие. К основным
относятся рабочие, занятые выполнением технологических операций. К
вспомогательным относятся наладчики, крановщики, ремонтники и др.
Определим расчётную численность основных рабочих по формуле:
 (4.6) (4.6)
где
Чос.р - расчётная численность основных рабочих, [чел.].
 Чпр1
= 2 Чпр1
= 2 Чпр8 = 2 Чпр8 = 2
 Чпр2
= 2 Чпр2
= 2 Чпр9 = 2 Чпр9 = 2
 Чпр3
= 1 Чпр3
= 1 Чпр10 = 2 Чпр10 = 2
 Чпр4
= 2 Чпр4
= 2 Чпр11 = 2 Чпр11 = 2
 Чпр5
= 2 Чпр5
= 2 Чпр12 = 2 Чпр12 = 2
 Чпр6
= 2 Чпр6
= 2  Чпр13 = 1 Чпр13 = 1
 Чпр7
= 2 Чпр7
= 2
.
Сборщики заготовок днищ: 2 чел.
.
Сборщики продольного стыка обечаек: 2 чел.
.
Сварщики заготовок обечаек: 1 чел.
.
Сварщики заготовок днищ: 2 чел.
.
Сборщики обечаек в корпус: 2 чел.
.
Сварщики обечаек в корпус: 2 чел.
.
Разметчики-резчики отверстий под штуцера: 2 чел.
.
Сборщики штуцеров с корпусом: 2 чел.
.
Сборщики корпуса с двумя днищами: 2 чел.
.
Сварщики корпуса с двумя днищами: 2 чел.
.
Сборщики-сварщики опоры: 2 чел.
.
Дефектоскописты: 2 чел.
.
Гидроиспытатели: 1 чел.
Число
вспомогательных рабочих принимаем 30…35% от основных, а руководителей 4…5%,
специалистов 5…6%, служащих 1…2% - от общей численности рабочих.
В
таблице 4.4 приведены разряды рабочих по профессиям.
Таблица 4.4
Распределение рабочих по разряду
|
Категории рабочих,
профессии
|
Количество чел.
|
Разряды
|
Средний разряд
|
Средняя часовая ставка,
руб.
|
|
|
1
|
2
|
3
|
4
|
5
|
|
|
|
I. Основные рабочие
|
|
1.1 Слесарь по сбор.
конструкции
|
4
|
|
|
|
4
|
|
4
|
92,60
|
|
1.2 Эл. сварщик
|
6
|
|
|
|
6
|
|
4
|
92,60
|
|
1.3 Контролер
|
1
|
|
|
|
|
1
|
5
|
104,60
|
|
Итого:
|
11
|
-
|
-
|
-
|
10
|
1
|
4,33
|
96,6
|
|
II. Вспомогательные рабочие
|
|
2.1 Крановщик
|
1
|
|
|
|
|
1
|
5
|
92,60
|
|
2.2 Стропальщик
|
1
|
|
|
1
|
|
|
3
|
80,60
|
|
2.3 Наладчик
|
1
|
|
|
1
|
|
|
3
|
80,60
|
|
2.4 Уборщик
|
1
|
1
|
|
|
|
|
1
|
56,60
|
|
Итого:
|
4
|
1
|
-
|
2
|
-
|
1
|
3
|
77,60
|
|
Всего рабочих
|
15
|
1
|
-
|
2
|
10
|
2
|
3,1
|
85,7
|
Таблица 4.5
Общая
численность работающих
|
Категории работающих
|
Численность, чел.
|
Процент к итогу,%
|
|
1. Рабочие - всего, в том
числе основные и вспомогательные
|
15
|
83,5
|
|
2. Руководители
|
1
|
5,5
|
|
3. Специалисты
|
1
|
5,5
|
|
4. Служащие
|
1
|
5,5
|
|
Итого:
|
18
|
100
|
4.3 Потребность в основном и оборотном капитале
Основной капитал включает строительство зданий и затраты связанные с
приобретением и установкой технологического и прочего оборудования,
дорогостоящих инструментов и инвентаря.
4.3.1 Капитальные вложения на строительство зданий
Расчет капитальных вложений на строительство зданий производится исходя
из производственной площади и стоимости одного его м2, площади
занимаемым одним рабочим местом, числа рабочих мест и коэффициента учитывающего
проходы и проезды.
Таблица 4.6
Капитальные вложения в строительство зданий
|
Наименование зданий
|
Площадь, м2
|
Стоимость 1м2,
т. руб
|
Стоимость зданий, т. руб.
|
|
Производственные помещения
|
1440
|
11,9
|
17136,0
|
|
Вспомогательные помещения
|
144
|
13,0
|
1872,0
|
|
Служебные и бытовые
|
57
|
13,4
|
798,0
|
Расчет капитальных вложений на оборудование и оснастку, относящуюся к
основным фондам, ведется на основе ранее рассчитанного числа рабочих мест и
сводится в таблицу 4.7.
Таблица 4.7
Капитальные вложения в оборудование
|
Наименование оборудования
|
Кол-во, шт.
|
Стоимость единицы, т. руб.
|
Общая стоимость т. руб.
|
Мощность, кВт
|
|
|
|
|
единиц
|
общая
|
|
1. Сборочно-сварочная плита
2. Установка для вырезки отверстий 3. Полуавтомат ВДУ-506МТ 4. ИП: IDEALARC
DC-1000 5. Трактор LT-7 6. Кран мостовой 7. Дефектоскоп 8. Роликовый стенд
HGK-10 9. Шлифовальная машинка 10. Рельсовая тележка 11. Фрезерный станок
«EDGE 46» 12. Аппарат воздушно-плазменной резки ПУРМ-400ВА
|
1 1 3 1 1 2 1 1 1 1 1 1
|
67,80 14,3 89,80 474 23,9
134,9 12 224 1,50 264 175 472
|
67 14,3 269,4 474 23,9
269,8 12 224 1,50 264 175 472
|
- 0,8 33 - - 91,5 0,1
2х0,55 0,30 5 4,4 60
|
- 0,8 99 - - 183 0,1 2х0,55
0,30 5 4,4 60
|
Таблица 4.8
Структура капитальных вложений
|
Наименование
|
Стоимость, т. руб.
|
Процент к итогу,%
|
|
1. Здания
|
19,806
|
90,5
|
|
2. Технологическое
оборудование
|
62,3
|
0,35
|
|
3. Энергетическое
оборудование
|
554,0
|
2,5
|
|
4. Подъёмно-транспортное
|
1435,0
|
6,5
|
|
5. Контрольно-измерительное
|
15,6
|
0,1
|
|
6. Инвентарь
|
10
|
0,05
|
|
Итого:
|
21882,9
|
100
|
4.3.2 Вложения в оборотный капитал
Вложения в производственные запасы материалов, полуфабрикатов,
комплектующих изделий, а также в незавершённое производство годовой продукции
на складе производства ориентировочно можно принять 5-10% от стоимости
основного капитала.
Обк = 21882,9·0,05=1094,15 т. руб.
4.4 Себестоимость продукции
В состав себестоимости входят затраты: на основной металл,
вспомогательные материалы, полуфабрикаты и комплектующие изделия, энергия для
технологических целей, заработная плата основных рабочих, общепроизводственные,
общехозяйственные и коммерческие расходы.
4.4.1 Стоимость полуфабрикатов и комплектующих изделий
Стоимость материалов определяется по формуле:
 , (4.7) , (4.7)
где
Нрасх - норма расхода основных материалов на изделие, [т./шт.];
Цом
- цена на материалы, [т. руб./т.];
ктз
- коэффициент, учитывающий транспортно-заготовительные расходы, принимается
1,08. Результаты сводим в таблицу 4.9.
Таблица 4.9
Стоимость основных материалов
|
Наименование
|
Вид заготовки
|
Норма расхода, т./шт.
|
Годовая программа, шт.
|
Цена, т. руб. за 1т
|
Себестоимость, т. руб.
|
|
|
|
|
|
|
|
1. Обечайка корп.
|
лист
|
4,0
|
150
|
50,80
|
32918,4
|
|
2. Днище
|
лист
|
4,2
|
60
|
50,80
|
13825,7
|
|
3. Опора
|
лист
|
0,4
|
30
|
30,20
|
391,39
|
|
Всего
|
|
|
|
|
47135,5
|
4.4.2
Стоимость сварочных материалов
Стоимость сварочных материалов (проволоки, защитных газов) определяется
как:
 (4.8) (4.8)
где Мн.м. - масса наплавленного металла на изделие, т;
Kрасх
- коэффициент
расхода сварочного материала;
Цсв.м - цена сварочного материала, т. руб./т (л, м3).
Сварочная проволока СВ-07Х25Н12Г2Т  3 мм: цена - 350 т. руб./т; 3 мм: цена - 350 т. руб./т;
Мн.м = 12,3 т.; Красх.=1,1; Кт.з.=1,1;
Сварочная проволока СВ-08Г2С 1,6 мм: цена - 60,75 т.руб./т;
Мн.м = 12,3 т.; Красх.=1,1; Кт.з.=1,1;
Газовая
смесь 82% Ar + 18% CO2 :норма
расхода на изделие 395 л.; цена - 15,5 руб./ л. :норма
расхода на изделие 395 л.; цена - 15,5 руб./ л.
Зсв = 12,3·1,1·350·1,1 = 5209,05 т. руб./шт.
Зсв = 395·1,1·15,5·1,1 = 7,41 т. руб./шт.
Зсв = 12,3·1,1·60,75·1,1 = 904,1 т.руб./шт
Таблица 4.10
Стоимость сварочных материалов
|
Наименование и марка
материала
|
Расход, т (л)
|
Цена, т. руб./т (л).
|
Стоимость, т. руб.
|
|
на изделие
|
|
|
|
1. Св-08Г2С ∅ 1,6 мм 2. Газовая смесь 82% Ar
+ 18% CO2 3.
Флюс АН-26С 4. Св-07Х25Н12Г2Т ∅ 3,0 мм
|
411,6 395 3,5 1,3
|
12348 11850 105 36
|
53,45 0,0155 23,0 273,35
|
660 183,67 2415,00 9828,00
|
|
Итого:
|
-
|
-
|
-
|
13086,67
|
|
С учетом
транспортно-заготовительных расходов
|
-
|
-
|
-
|
17036,60
|
|
|
|
|
|
|
4.4.3
Стоимость энергоресурсов
Электроэнергия расходуется на технологические цели, питание приводов
рабочих машин и освещение.
) Расход технологической энергии:
 (4.9) (4.9)
Где Нрасх.эл- норма расхода электроэнергии на 1 кг
наплавленного металла, кВт·ч; Мн.м. - масса наплавленного металла.
Зэ.тех. = 5,5·12300·30 = 2029500 кВт ·ч
) Расход энергии на освещение:
 (4.10) (4.10)
где Зэ.осв - затраты на освещение, [кВтч];
Fоб - общая площадь участка, [ ]; ];
Росв -продолжительность осветительного периода в году;
Кв - коэффициент, учитывающий дежурное освещение.
Зэ.осв. = 0,015·1440·1300·1,05 = 29484 кВт ·ч
) Расход силовой энергии:
 (4.11) (4.11)
где Зэ.сил - затраты на силовую электроэнергию, [кВтч];
Nуст - установленная мощность
оборудования, [кВтч];
Км - коэффициент использования электродвигателя по мощности;
Кв - коэффициент использования по времени.
Зэ.сил. = 154,3·1440·0,87·0,8·0,8 = 123716,50 кВт ·ч
) Расход пара на отопление и вентиляцию:
 (4.12) (4.12)
где Fот - продолжительность отопительного
сезона (4300 ч);
Нпар- удельный расход пара на 1 м3 здания, ккал;
Vзд - объем здания, м3;
 гкал. гкал.
На
производственные нужды вода рассчитывается исходя из нормы расхода на один час
работы оборудования и время его использования.
Расход
воды на санитарно-бытовые и хозяйственные цели рассчитывается: на одного
рабочего 25 л холодной воды и 40 л горячей воды.
 л; л;
 л; л;
Результаты
расчета по всем видам энергии сведены в таблицу 4.11
Таблица 4.11
Стоимость энергоресурсов
|
Виды энергии, единицы
измерения
|
Годовой расход
|
Цена за единицу измерения,
руб.
|
Стоимость, т. руб.
|
|
1. Электроэнергия, кВт·ч:
1.1 технологическая 1.2 силовая 1.3 осветительная
|
2029500 123716,50 29484
|
4,0 4,0 4,0
|
8118,0 494,87 117,94
|
|
2. Вода, м3: 2.1
на технологические цели 2.2 холодная 2.3 горячая
|
84,75 135,60
|
4,25 9,6
|
0,360 1,302
|
|
3. Пар, гкал
|
2515,4
|
500
|
1257,70
|
|
Итого:
|
-
|
-
|
9990,18
|
4.4.4
Оплата труда и отчисления на социальные нужды
Тарифная заработная плата рабочих-сдельщиков определяется как:
 , (4.13) , (4.13)
Где
t - норма времени на изделие, ч;
Ссд
- средняя часовая тарифная ставка рабочих-сдельщиков, руб./ч;
 руб. руб.
Тарифная
заработная плата рабочих-повременщиков определяется как:
 , (4.14) , (4.14)
где
Спов..- средняя часовая тарифная ставка рабочих-повременщиков,
руб./ч;
Чпов.
- численность рабочих повременщиков, чел;
 руб. руб.
Результаты
расчета сведены в таблицы 4.12, 4.13 и 4.14.
Таблица 4.12
Оплата труда рабочих
|
Категории рабочих
|
Кол-во, чел.
|
Тарифная ЗП, т. руб.
|
Премии, доплат. и надбавки
|
Дополнит ЗП
|
Общий фонд ЗП, т. руб.
|
Среднемесячная ЗП, руб.
|
|
|
|
%
|
т. руб.
|
%
|
т. руб.
|
|
|
|
1. Основные
|
11
|
1040,527
|
40
|
416,211
|
10
|
104,05
|
1560,788
|
15824,15
|
|
2. Вспомог.
|
4
|
535,495
|
40
|
214,198
|
10
|
53,55
|
803,243
|
17734,23
|
|
Всего:
|
15
|
1576,022
|
-
|
630,409
|
-
|
157,6
|
2367,031
|
16779,17
|
Таблица 4.13
Оплата труда руководителей, специалистов и служащих
|
Наименование должностей
|
Количество, чел.
|
Месячный оклад, т. руб.
|
Премии, оклады, надбавки
|
Общий годовой фонд, т. руб.
|
Среднемесяч. ЗП, руб.
|
|
|
|
%
|
т. руб.
|
|
|
|
1. Руководители: мастер
|
1
|
15,80
|
40
|
6,32
|
265,44
|
25120,0
|
|
2. Специалисты: технолог
|
1
|
12,00
|
50
|
6,00
|
216,00
|
18000,0
|
|
3. Служащие: кладовщик
|
1
|
7,50
|
30
|
2,25
|
117,00
|
10750,0
|
|
Итого:
|
3
|
35,30
|
-
|
10,31
|
598,44
|
53870
|
Таблица 4.14
Отчисления на социальные нужды
|
Категории работающих
|
Годовой общий фонд ЗП, т.
руб.
|
Процентное отчисление на
социальные нужды
|
Годовая сумма отчислений на
соц. нужды, т. руб.
|
|
1. Рабочие: основные
|
1560,788
|
34%
|
530,668
|
|
2. Рабочие: вспомогательные
|
803,243
|
34%
|
273,103
|
|
3. Рабочие: специалисты и
служащие
|
598,44
|
34%
|
203,470
|
|
Итого:
|
2962,471
|
-
|
1007,241
|
4.4.5 Амортизационные отчисления
Амортизационные
отчисления рассчитываются по группам основных фондов на основе их стоимости и
норм амортизации.
Таблица 4.15
Амортизационные
отчисления
|
Наименование основных
фондов
|
Балансовая стоимость, т.
руб.
|
Норма амортизации,%
|
Годовые амортизационные
отчисления, т. руб.
|
|
1. Здания
|
19806,0
|
2
|
396.12
|
|
2. Технологическое
оборудование
|
62,30
|
10
|
6,23
|
|
3. Энергетическое
оборудование
|
554,00
|
12
|
66,48
|
|
4. Наименование основных
фондов
|
Балансовая стоимость, т.
руб.
|
Норма амортизации,%
|
Годовые амортизационные
отчисления, т. руб.
|
|
4. Подъемно-транспортное
|
1435,00
|
10
|
143,50
|
|
5. Контрольно-измерительное
|
15,60
|
7
|
1,092
|
|
6. Инвентарь
|
10,00
|
15
|
1,50
|
|
Итого:
|
21882.9
|
-
|
614.922
|
4.4.6
Косвенные расходы
К ним относятся общепроизводственные (ОПР), общехозяйственные (ОХР), и
коммерческие расходы (КР). Величина ОПР определяется по смете приведенной в
таблице 4.16, остальные можно принять укрупнено: ОХР 60-70% от общего годового
фонда заработной платы основных рабочих; КР 2-3% от заводской стоимости.
Таблица 4.16
Смета ОПР
|
Наименование расходов
|
Расход, т. руб.
|
|
1. Заработная плата с
отчислением на социальные нужды: 1.1 Вспомогательные 1.2 Специалисты и
служащие
|
1076.346 801.91
|
|
2. Энергия (кроме
технологической) 2.1. Электроэнергия 2.2. Вода 2.3 Пар
|
613,81 1,662 1257,70
|
|
3. Амортизация основных
фондов
|
614,922
|
|
4. Содержание ремонтных
основных фондов
|
1094,145
|
|
5. Содержание и ремонт
быстро изнашивающегося инструмента
|
73,000
|
|
6. Прочие расходы
|
38,44
|
|
Итого:
|
3693,68
|
.4.7
Расчет себестоимости годового выпуска
Себестоимость
единицы продукции определяется как:
 , (4.15) , (4.15)
где Sед - себестоимость единицы продукции,
т. руб.;
Sгод - полная себестоимость годового
выпуска, т. руб.
Прямые расходы на единицу определяются по нормам расхода материальных,
энергетических и трудовых ресурсов. Косвенные расходы распределяются на единице
продукции следующем образом: ОПР и ОХР - пропорционально заработной плате
основных рабочих; КР - пропорционально заводской себестоимости.
Таблица 4.17
Себестоимость годового выпуска
|
Статья расходов
|
Сумма расходов, т. руб.
|
Процент к итогу,%
|
|
1. Основные материалы
|
17036,60
|
16
|
|
2. Сварочные материалы
|
47135,5
|
54,7
|
|
3. Технологическая энергия
|
8118,00
|
8,3
|
|
4. ЗП основных рабочих
|
1560,79
|
1,9
|
|
5. Отчисления на социальные
нужды
|
503,69
|
0,6
|
|
6. ОПР
|
3693,68
|
4,7
|
|
Цеховая себестоимость
|
69984,92
|
-
|
|
7. ОХР
|
936,47
|
1,2
|
|
Заводская (произв.)
себестоимость
|
70921,39
|
-
|
|
8. КР
|
8185,44
|
10,6
|
|
Полная себестоимость
|
79106,83
|
100
|
Цена продукции определяется исходя из полной себестоимости нормативной
прибыли (примерно 15…30% от полной себестоимости).
 т. руб. т. руб.
4.5
Финансово-экономическая оценка проекта
На основании выполненных расчетов составлена таблица 4.18.
Таблица 4.18
Основные технико-экономические показатели участка
|
Наименование показателей
|
Значение показателей
|
|
1. Годовой выпуск, шт.
|
50
|
|
2. Себестоимость единицы
продукции, т. руб.
|
2636,90
|
|
3. Себестоимость годового
выпуска, т. руб.
|
79106,83
|
|
4. Цена изделия, т. руб.
|
3425,00
|
|
5. Доход от продаж, т. руб.
|
102750,00
|
|
6. Прибыль на единицу, т.
руб.
|
788,10
|
|
7. Годовая сумма прибыли,
т. руб.
|
23643,00
|
|
8. Вложения в основной
капитал, т. руб.
|
21882,90
|
|
9. Вложения в оборотный
капитал, т. руб.
|
1094,15
|
|
10. Численность рабочих
человек, всего основных рабочих вспомогательных рабочих РСС
|
18 11 4 3
|
|
11. Годовой фонд зарплаты,
т. руб.
|
2965,47
|
|
12. Среднемесячная
заработная плата, руб.: основных вспомогательных РСС
|
15824,15 17734,23 18956,33
|
|
13. Условные переменные
расходы на единицу, т. руб.
|
434,10
|
|
14. Условно постоянные
расходы, годовой выпуск, т. руб.
|
39203,00
|
|
15. Средний коэффициент
загрузки оборудования,%
|
80,25
|
4.5.1 Расчет нормы безубыточности и построение графика
критических соотношений
Существует критическая программа выпуска изделий (Nкр), при которой прибыль равна нулю.
Ниже такого выпуска предприятие в течение длительного времени не может
существовать.
 ,(4.16) ,(4.16)
Где
С - годовая сумма условно-постоянных расходов;
Ц
- цена изделия;
V -
условно-переменные расходы на единицу продукции;
 шт. шт.
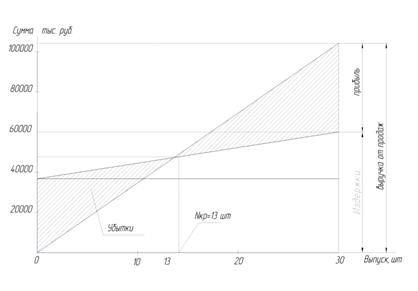
Рисунок
4.1 - График критических соотношений
4.5.2
Движение денежных потоков
Чистая текущая стоимость (ЧТС) - это разность совокупного дохода от продаж
продукции и всех видов расходов за определенный период. Она рассчитывается по
годам - это чистый денежный поток (ЧДП) и нарастающим итогом за период
реализации проекта - это (КЧДП).
Таблица 4.19
Денежные потоки
|
Показатели
|
Стадии
|
|
Строительство
|
Производство
|
|
2013
|
2014
|
2015
|
2016
|
2017
|
2018
|
|
I. Годовой выпуск: процентов штук
|
100 50
|
100 50
|
100 50
|
100 50
|
100 50
|
100 50
|
|
2. Доход от продаж, т. руб.
|
0
|
102750
|
102750
|
102750
|
102750
|
102750
|
|
3. Ликвидационная
стоимость, тыс. руб.
|
0
|
0
|
0
|
0
|
0
|
|
4. Приток наличности, т.
руб.
|
0
|
102750
|
102750
|
102750
|
102750
|
102750
|
|
5. Инвестиции в основной
капитал, т. руб.
|
21822,9
|
0
|
0
|
0
|
0
|
0
|
|
6. Инвестиции в оборотный
капитал, т. руб.
|
0
|
1094,15
|
0
|
0
|
0
|
0
|
|
7. Производственно-сбытовые
издержки, т. руб.
|
0
|
79106,83
|
79106,83
|
79106,83
|
79106,83
|
79106,83
|
|
8. Налоги, т. руб.
|
0
|
4728,634
|
4728,634
|
4728,634
|
4728,634
|
4728,634
|
|
Отток наличности, т. руб.
|
21822,9
|
84929,614
|
83835,464
|
83835,464
|
83835,464
|
83835,464
|
|
ЧДП, т. руб.
|
-21822,9
|
17820,386
|
18914,536
|
18914,536
|
18914,536
|
18914,536
|
|
КЧДП, т. руб.
|
-21822,9
|
-4002,514
|
14912,022
|
33826,558
|
52741,094
|
71655,63
|
Из финансового проекта видно, что период окупаемости составляет 1,8 года,
то есть по истечении этого времени производство станет прибыльным.
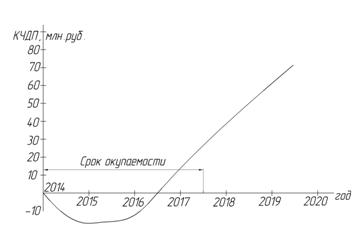
Рисунок 4.2 - Финансовый профиль проекта
4.6 Расчет экономической эффективности нового техпроцесса
Экономическая эффективность новой технологии определяется на основе
технологической себестоимости, которая включает изменяющиеся по сравниваемым
вариантам техпроцесса затраты.
Sтех = Зм + Ззп + ЗА
+ Зр + Зп + Зи, (4.16)
где Зм - затраты на основные материалы;
Ззп - затраты на заработную плату;
ЗА - затраты на амортизацию оборудования;
Зр - затраты на ремонт оборудования;
Зп - затраты, связанные с использованием приспособлений;
Зи - затраты, связанные с использованием инструментов.
Затраты на сварочные материалы:
Зм = Цм · Нрасх · Ктр-з,
(4.17)
где Цм - цена метериала, т.руб/т;
Нрасх - норма расхода металла на единицу продукции, т;
Ктр-з - коэффициент транспортно-заготовительных расходов.
Зм баз = 49,35·1,1·4,0 + 2,4·346,5·1,1 = 1105,5 т.руб.
Зм нов = 49,35·1,1·4,0 + 1,3·273,35·1,1+ 1,1·346,5·1,1= 1000,8
т.руб.
Затраты на амортизацию оборудования:
 , (4.18) , (4.18)
Где Цоб - балансовая стоимость оборудования, руб;
а - годовая норма амортизационных отчислений,%;
tшт - норма штучного времени, час;
Fоб - годовой эффективный фонд времени
единицы оборудования, час.
ЗА баз = (1595187·10/100)·(485,75 /1786) = 43385 руб.
ЗА нов = (1863000·10/100)·(402,65 /1786)= 42000,9 руб.
Определим технологическую себестоимость:
S
тех баз = 1105,5 +
43,385 = 1148,89 т. руб.
S
тех нов = 1000,8 +
42 = 1042,8 т. руб.
Абсолютное снижение себестоимости:
∆S тех= = 1148,89 - 1042,8 = 106,09 т. руб.
Относительное снижение себестоимости:
%∆S тех= 106090,0 /755184,44 ·100 = 14%
Годовая экономия от снижения себестоимости:
Эгод=∆S
тех· N = 106090,0·30 = 3182700 руб.
Срок окупаемости капитальных вложений:
Ток = ∆К/ Эгод = 571086/3172700= 1,8 года
Таким образом, изменение технологии емкости пробкоуловителя из стали
10Х17Н15М3Т эффективно, срок окупаемости составляет менее трех лет. Годовая
экономия при внедрении новой технологии составляет 318270 руб.
Заключение
В настоящем дипломном проекте разработано совершенствование технологии
изготовления емкости - пробкоуловителя диаметром цилиндрической части 2550 мм,
длиной цилиндрической части 6750 мм и толщиной стенки 28 мм из стали
10Х17Н15М3Т с целью повышения качества сварных соединений.
В ходе работы была проанализирована базовая технология, действующая на
заводе и усовершенствована. Внесённые изменения обеспечили получение надежных
сварных соединений, отвечающих всем эксплуатационным требованиям. Разработанный
технологический процесс сварки позволил увеличить производительность труда за
счет комплексной механизации и автоматизации всего производственного процесса
изготовления емкости, а также снизить некоторые расходы на заработную плату и
электроэнергию, и как следствие понизить себестоимость изделия.
Из произведенного критического анализа базовой технологии были выявлены
недостатки в технологическом плане, изготовления емкости. Исходя из этих
недостатков была усовершенствована оборудование, которое заменило морально
устаревшие устройства, что повысила производительность процесса сварки,
облегчила работу и ускорило процессы сварки; замена ручной дуговой сварки на
полуавтоматическую в среде защитных газов (82% Ar + 18% CO2).
Данное усовершенствование позволило повысить производительность сварочных
операций.
Были подобраны необходимое оборудование и приспособления. Сборка корпуса
аппарата под сварку осуществляется с помощью специальных установок и
приспособлений (винтовых стяжек, упоров, полуструбцин и т.д.).
Сварка продольных и кольцевых стыков обечаек, стыков днищ осуществляется
автоматической сваркой под флюсом на специальном оборудовании. Приварка
штуцеров осуществилась полуавтоматической сваркой в среде защитных газов. Опоры
свариваются автоматической сваркой под флюсом и полуавтоматической сваркой в
среде защитных газов.
Согласно требованиям ОСТ 26-291-94 назначены методы контроля качества
сварных соединений. Проведены необходимые механические и гидравлические
испытания, позволяющие гарантировать требуемую работоспособность и надежность
сварной конструкции.
Список
использованных источников
1. Свариваемость
материалов: справочное пособие / под редакцией Э.Л. Макарова. - М.:
Металлургия, 1991. - 528 с.
2. Технология
и оборудование: справочное пособие / под редакцией В.М. Ямпольского. - М.: МГТУ
им. Н.Э. Баумана, 1996. - 574 с.
. Шепель
Г.Г. Повышение коррозионной стойкости и надежности труб из аустенитных и
аустенитно-ферритных сталей / Г.Г. Шепель, В.С. Вахрушева, Т.А. Дергач, С.А.
Панченко, А.А. Терещенко // Сталь. - №12. - С. 59-60.
. Патент
РФ №2276695. Аустенитная сталь для производства труб и способ производства труб
из нержавеющей стали. Опубликовано 20.05.2006.
. Патент
РФ №2387727. Модификатор для углеродистой и низколегированной стали для проката
и труб для повышения коррозионной стойкости. Опубликовано 20.02.2007.
. Патент
СССР №1497273. Состав для химико-термической обработке коррозионно-стойких
сталей. Опубликовано 30.07.1989.
. Патент
РФ №2281843. Самозащитная порошковая проволока для сварки аустенитных
хромоникелевых сталей. Опубликовано 20.08.2006.
8. Виноградов
В.С. Технологическая подготовка производства сварных конструкций в
машиностроении. - М.: Машиностроение, 1981.
9. Куркин
С.А. и др. Технология, механизация и автоматизация производства сварных
конструкций. Атлас, - М.: Машиностроение, 1989.
. Отраслевой
стандарт ОСТ 26.291-87. Сосуды и аппараты стальные сварные. Технические
требования. Министерство химического и нефтяного машиностроения, - М.: 1980.
. РД
26.17-051-85 Полуавтоматическая сварка химической и нефтяной аппаратуры из
углеродистых и низколегированных сталей в защитной среде углекислого газа.
. Рыжков
Н.И. Производство сварных конструкций в тяжелом машиностроении - М.:
Машиностроение, 1983.
13. Расчет
режимов дуговой сварки: Методические указания к курсовому и дипломному
проектированию / Сост. Е.П. Покатаев - Волгоград: ВолгПИ, 1987.-47 с.
14. Феклистов
С.И. Оценка структурного состава сварных соединений коррозионно-стойких сталей
с помощью статистического термодинамического анализа. Загот. пр-ва в машиностр.
2007, №12, с. 18-23, 6 ил., 1 табл.. Библ. 3. Рус.; рез. англ.
. Ульянин
Е.А. Коррозионностойкие стали и сплавы. Справочник - М.: Металлургия, 1980.-208
с.
. Каховский
Н.И. Сварка высоколегированных сталей - Киев: Техника, 1975.-376 с.
. Потапьевский
А.Г. Сварка в защитных газах плавящимся электродом. Часть 1. Сварка в активных
газах / А.Г. Потапьевский - Киев: Екотехнология, 2007. - 192 с.
18. Языков
Ю.Ф. Преимущества сварки в защитных газовых смесях / Ю.Ф. Языков, И.В. Алексина
// Сварочное производство. - 2008. - №9. - С. 29-31.
19. Электродная
проволока Св-08Г2С для сварки в газовых смесях на основе аргона и углекислого
газа / А.В. Сурков [и др.] // Сварочное производство. - 2009. - №5. - С. 33-37.
20. Безопасность
жизнедеятельности. Учебник для вузов / С.В. Белов [и др.] - М.: Высшая школа,
1999. - 448 с.
21. Браудзе
М.3. Охрана труда при сварке в машиностроении / М.3. Браудзе, Е. И. Воронцова -
М.: Машиностроение, 1978. - 144 с.
. Охрана
труда в машиностроении / Е.Я. Юдин [и др.] - М.: Машиностроение, 1983. - 432 с.
23. Марочник
сталей и сплавов / под ред. А.С. Зубченко. - М.: Машиностроение, 2003. - 784 с.
24. ВИНИТИ
[электронный ресурс]
Похожие работы на - Усовершенствование технологического процесса сварки емкости пробкоуловителя
|