Токарно-винторезный станок 1К62
Введение
Первое место по количеству
потребляемой электроэнергии принадлежит промышленности, на долю которой
приходится более 60% вырабатываемой в стране энергии. С помощью электрической
энергии приводятся в движение миллионы станков и механизмов, освещение
помещений, осуществляется автоматическое управление технологическими процессами
и др. Существуют технологии, где электроэнергия является единственным
энергоносителем.
В связи с ускорением
научно-технологического прогресса потребление электроэнергии в промышленности
значительно увеличилось благодаря созданию гибких автоматизированных
производств.
Энергетической программой
предусмотрено создание мощных территориально-производственных комплексов (ТПК)
в тех регионах, где сосредоточены крупные запасы минеральных и водных ресурсов.
Такие комплексы добывают, перерабатывают, транспортируют энергоресурсы,
используя в своей деятельности различные электроустановки по производству,
передаче и распределению электрической и тепловой энергии.
Объединение региональных ОЭС в более
мощную систему образовало Единую энергетическую систему (ЕЭС) Российской
Федерации. ЕЭС позволило снизить необходимую генераторную мощность по сравнению
с изолированно работающими электростанциями и осуществлять более оперативное
управление перетоками энергетических мощностей с Востока, где находится около
80% топливных и гидроресурсов, на Запад страны, так как в европейской части
страны размещается 80% всех потребителей энергии. Для электрической связи между
ОЭС служат сверхдальние линии электропередач напряжением 330; 500; 750 и 1150
кВ и выше.
Энергетическая политика РФ
предусматривает дальнейшее развитие энергосберегающей программы. Экономия
энергетических ресурсов должна осуществляться:
путем перехода на энергосберегающие
технологии производства;
совершенствованием энергетического
оборудования, реконструкцией устаревшего оборудования;
сокращением всех видов
энергетических потерь и повышением уровня использования вторичных
энергетических ресурсов.
Важной задачей является обеспечение
требуемого качества электроэнергии. Низкое качество электроэнергии приводит
помимо прочих нежелательных явлений к увеличению потерь электроэнергии как в
электроприемниках, так и в сети. Важное значение приобрело измерение
показателей качества электроэнергии.
Станкостроительная промышленность в
быстром поступательном движении индустрии должна играть одну из основных ролей.
От уровня развития станкостроения в большой степени зависит качественное и
количественное развитие всей машиностроительной промышленности.
Несмотря на возрастание роли
процессов ковки, штамповки, а также литья и прокатки, обработка деталей со
снятием стружки до сих пор остается в металлообработке доминирующей, так как
окончательные размеры деталей, их форма и правильное взаимное расположение поверхностей,
особенно в связи с чрезвычайно возросшими требованиями к точности в
производственных условиях в основном могут быть получены только путем резания
металла.
В дореволюционной России парк
металлорежущих станков составлял всего 75 тыс. единиц: в предвоенный 1940 - 710
тыс. единиц, а в настоящее время станочный парк превышает 3 млн. единиц.
Во всех странах мира группа токарных
станков в общем объеме металлообрабатывающего оборудования занимает 26 - 40%
В нашей стране эта группа станков
составляет около 40%, причем значительная часть из них представляет собой
универсальные токарные и токарно-винторезные станки.
Такое отношение выпуска станков
объясняется тем, что почти у всех машин и механизмов основным видом движения,
как рабочих органов, так и промежуточных элементов привода является
вращательное движение, поэтому подавляющее большинство деталей машин и
механизмов представляет собой тела вращения, обработку которых наиболее удобно
производить на станках токарной группы.
В настоящем выпуске рассматриваются
современные отечественные и зарубежные модели токарных и токарно-винторезных
станков, а также кинематика и конструкция наиболее распространенных
отечественных моделей токарно-винторезных станков средних размеров.
.
Назначение и область применения
Токарно-винторезный станок 1К62
является универсальным станком и предназначен для выполнения разнообразных
токарных работ, в том числе для нарезания левых и правых резьб: метрических,
дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8'', 7/16'', 8.
10 и 12 мм.
Токарно-винторезный станок 1К62
может использоваться для обработки закаленных заготовок, так как шпиндель
станка установлен на специальных подшипниках, обеспечивающих его жесткость.
Токарная обработка разнообразных материалов может производиться с ударной
нагрузкой без изменения точности обработки.
Высокая мощность главного привода
станка, большая жесткость и прочность всех звеньев кинематических цепей
главного движения и подач, виброустойчивость, широкий диапазон скоростей и
подач позволяют выполнять на токарно-винторезном станке 1К62
высокопроизводительное резание твердосплавным и минералокерамическим
инструментом.
Станок 1К62 относится к лобовым
токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки
большого диаметра.
Конструкция задней балки токарного
станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке
может осуществляться обработка пологих конусов. Есть возможность соединения
задней балки и нижней частью суппорта с помощью специального замка, что иногда
требуется при сверлении задней балкой и использовании механического перемещения
балки от суппорта.
На токарный станок 1К62, могут
устанавливаться следующие люнеты: подвижный, диаметр установки которого
20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для
передачи движения от передней бабки к коробке передач, на станке 1К62 являются
сменными.
Продольное перемещение каретки
станка 1К62 может быть ограничено специальным упором, устанавливаемым на
передней полке станины. Таким образом, при установленном упоре, скорость
движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при
установке над станиной - 400мм. Максимальный диаметр прутка, который возможно
обработать на токарном станке 1К62 - 45мм. Станок 1К62 имеет 23 скорости
вращения шпинделя (минимальная - 12,5 об/мин, максимальная - 2000 об/мин).
В качестве главного привода применен
короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости
1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин
продольной и поперечной передачи суппорта осуществляется благодаря переключению
шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта
используются разные рукояти управления).
Для обеспечения быстрого перемещения
суппорта в токарно-винторезном станке 1К62 используется дополнительный
асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен
тепловыми реле, которые осуществляют защиту двигателей от длительных
перегрузок, а также плавкими предохранителями, которые являются защитой от
коротких замыканий.
Особенности конструкции токарного
станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен
главным приводом высокой мощности), позволяют в равной степени использовать
станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62
для установки шпинделя предусмотрены специальные подшипники, благодаря чему
обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По
ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность
обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря
отличному сочетанию качества и надежности работы, а также неприхотливости при
обслуживании, является одним из самых популярных на мелкосерийном и единичном
производствах.
На токарном станке может
использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или
четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии - универсальный
токарно-винторезный станок 1К62Д, который является усовершенствованным
прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62,
выпускавшегося ранее заводом "Красный пролетарий".
Токарно-винторезный станок 1К62
отличает превосходное сочетание качества работы и неприхотливость в
обслуживании.
. Технические характеристики

Станок модели 1К62 имеет следующие
технические данные:
) наибольший диаметр изделия,
установленного над станиной, 400 мм;
) наибольший диаметр обрабатываемого
прутка 45 мм;
) расстояние между центрами 1000 мм;
) число ступеней частоты вращения
шпинделя 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи
суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10
кВт при 145 рад/с. Регулирование угловой скорости шпинделя производится
переключением шестерен коробки скоростей с помощью рукояток, изменение
продольной и поперечной подач суппорта - переключением шестерен коробки подач
также посредством соответствующих рукояток.
Для быстрых перемещений суппорта
служит отдельный асинхронный двигатель мощностью 1,0 кВт при 141 рад/с.
Включение и выключние шпинделя
станка, а также его реверсирование производится с помощью многодисковой
фрикционной муфты, которая управляется двумя рукоятками. Включение механической
подачи суппорта в любом направлении производится одной рукояткой.
Технические характеристики
токарно-винторезного станка 1К62
|
Наименование параметров
|
Ед.изм.
|
Величины
|
|
Класс точности
|
|
Н
|
|
Наибольший диаметр обрабатываемой заготовки над станиной
|
мм
|
400
|
|
Наибольший диаметр обрабатываемой заготовки над суппортом
|
мм
|
220
|
|
Наибольшая длина обрабатываемой заготовки
|
мм
|
1000
|
|
Размер внутреннего конуса в шпинделе
|
М
|
Морзе 6 М80*
|
|
Конец шпинделя по ГОСТ 12593-72
|
|
6К, 6М*
|
|
Диаметр сквозного отверстия в шпинделе
|
мм
|
55, 62*
|
|
|
|
- закрепленного в патроне
|
кг
|
300
|
|
- закрепленного в центрах
|
кг
|
1300
|
|
Число ступеней частот вращения шпинделя
|
|
|
|
- прямого
|
|
23
|
|
- обратного
|
|
12
|
|
Пределы частот вращения шпинделя
|
|
|
|
- прямого
|
1/мин
|
12,5 - 2000
|
|
- обратного
|
1/мин
|
19 - 2420
|
|
Число ступеней рабочих подач
|
|
|
|
- продольных
|
|
42, 56*
|
|
- поперечных
|
|
42, 56*
|
|
Пределы рабочих подач
|
|
|
|
- продольных
|
мм/об
|
0,07 - 4,16
|
|
- поперечных
|
мм/об
|
0,035 - 2,08
|
|
Количество нарезаемых резьб
|
|
|
|
- метрических
|
ед.
|
45, 53*
|
|
- дюймовых
|
ед.
|
28, 57*
|
|
- модульных
|
ед.
|
38
|
|
- питчевых
|
ед.
|
37
|
|
- архимедовой спирали
|
ед.
|
5
|
|
Пределы шагов нарезаемых резьб
|
|
|
|
- дюймовых
|
ниток/дюйм
|
24 - 1,625
|
|
- метрических
|
мм
|
0,5 - 192
|
модуль
|
0,5 - 48
|
|
- питчевых
|
питч
|
96 - 1
|
|
- архимедовой спирали
|
дюйм
|
3/8”, 7/16”
|
|
- архимедовой спирали
|
мм
|
8, 10, 12
|
|
Наибольший крутящий момент
|
кНм
|
2
|
|
Наибольшее перемещение пиноли
|
мм
|
200
|
|
Поперечное смещение корпуса
|
мм
|
±15
|
|
Наибольшее сечение резца
|
мм
|
25
|
|
Габаритные размеры станка
|
ДхШхВ
|
2812х1166х1324
|
|
Масса станка
|
кг
|
2140
|
|
Мощность электродвигателя привода главного движения
|
кВт
|
10
|
|
Мощность электродвигателя привода быстрых перемещений суппорта
|
кВт
|
0,75 или 1,1
|
|
Мощность насоса охлаждения
|
кВт
|
0,12
|
. Устройство и принципы
работы и схема электрическая принципиальная
Универсальный токарно-винторезный
станок 1К62 с высотой центров 215 мм выпускается с тремя различными
расстояниями между центрами: 710 мм, 1000 мм и 1400 мм.
Станина станка 1К62 коробчатой формы
с поперечными П-образными ребрами имеет две призматические и две плоские
закаленные направляющие. Передняя призматическая и задняя плоская направляющие
служат для перемещения каретки, передняя плоская и задняя призматическая - для
перемещения задней бабки.
В нише правого торца станины
размещен электродвигатель привода быстрых ходов суппорта.
Станина устанавливается на две
пустотелые ноки. В левой ножке на плите, имеющей вертикальное перемещение для
натяжения ремней, смонтирован электродвигатель главного движения.
Сзади станка на правой ножке
установлен электронасос производительностью 22 л/мин, подающий охлаждающую
жидкость из резервуара размещенного в правой ножке, к месту обработки изделий.
Передняя бабка станка 1К62
закреплена слева на станине. Установка ее по линии центров в горизонтальной
плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу
передается от электродвигателя главного привода через клиноременную передачу.
От вала движение передается через фрикционную многодисковую муфту прямого и
обратного вращения и шестеренный механизм главного привода к шпинделю и цепи
подач. вращении рукояток 21 и 27 в среднее положение включается ленточный
тормоз.
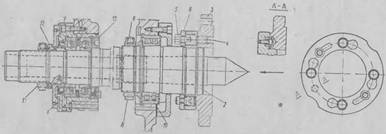
Коробка передач станка 1К62
Коробка передач получает движение от
выходного вала передней бабки через сменные зубчатые колеса приклона.
Механизм коробки подач позволяет
получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм
(без звена увеличения шага) можно получить следующие резьбы:
а) метрические с шагом от 1 до 12
мм;
б) дюймовые с 24 до 2 ниток на
1";
в) модульные от 0,5 до 3 модулей;
г) питчевые с 96 до 1 питча.
Посредством механизма увеличения
шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с
увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50
до 160.
Через ходовой валик суппорт при
любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об
и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 360 в минуту
- продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в
коробке передач станка 1К62 предусмотрено положение рукоятки, при котором
ходовой винт включается напрямую, минуя механизм коробки передач. При этом
нужный шаг подбирается сменными шестернями специального набора.
Для осуществления быстрых
перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная
муфта.
Фартук станка 1К62 имеет четыре
кулачковые муфты, позволяющие осуществить прямой и обратный зод каретки и
суппорта. Управление перемещениями каретки и нижней части суппорта
осуществляется мнемонической рукояткой. Направление включения рукоятки
совпадает с направлением перемещения суппорта. Включение быстрых перемещений
суппорта в указанных четырех направлениях осуществляется дополнительным
нажатием кнопки, встроенной в рукоятки. Этим нажатием включается
электродвигатель быстрых ходов, который через клинноременную передачу сообщает
движение ходовому валу.
Суппорт станка 1К62 крестовой
конструкции перемещается в продольном направлении по направляющим каретки.
Эти перемещения могут быть
осуществлены от механического привода на рабочей подаче и быстро, а также от руки.
Кроме того, верхняя часть суппорта,
несущая на себе четырехгранную резцовую головку, имеет независимое ручное
продольно перемещение по направляющим поворотной части суппорта и может быть
повернута на угол -65° - +90°.
При повороте зажимной рукоятки против
часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а
затем поворот ее в нужное положение.
Обратным вращением рукоятки резцовая
головка зажимается в новом зафиксированном положении. Головка имеет четыре
фиксированных положения и может быть также закреплена в любом промежуточном
положении.
В нижней части суппорта станка 1К62
может быть установлена дополнительно задняя резцедержка.
Задняя бабка станка 1К62
перемещается по направляющим станины и крепится к ней в нужном положении через
систему рычагов и эксцентрик рукояткой. Для более надежного крепления
предусмотрена дополнительно гайка с винтом.
Перемещение пиноли осуществляется
вращением маховичка через винтовую пару, а крепление пиноли - рукояткой.
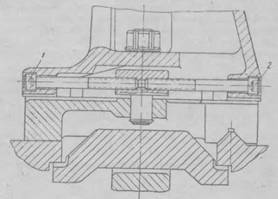
Устройство поперечного перемещения
задней бабки станка 1К62
В отдельных случаях при сверлении
задней бабкой допускается использование механического перемещения ее от
суппорта, для этого соединяют заднюю бабку с нижней частью суппорта специальным
замковым устройством.
Устройство сцепления задней бабки с
кареткой станка 1К62
Патроны станка 1К62
Станок 1К62 оснащен самоцентрирующим
трехкулачковым патроном диаметром 250 мм с планшайбой и поводковым патроном.
Также может устанавливаться четырехкулачковый патрон диаметром 400 мм.
Планшайбой трехкулачкового патрона
центрируется на наружном корпусе шпинделя и притягивается к торцу фланца
четырьмя винтами с гайками посредством шайбового кольца.
Опоры переднего и заднего концов
шпинделя станка 1К62
Патрон приворачивается к планшайбе и
правильность посадки патрона проверяется по контрольному пояску, расположенному
на наружном диаметре патрона при помощи индикатора. При этом радиальное биение
не должно превышать 0,02 мм.
Детали закрепляются в патроне при
помощи ключа без применения дополнительных рычагов.
Люнеты станка 1К62
На станок могут быть установлены
люнеты: подвижный с диаметром установки 20-80 мм и неподвижный с диаметром
установки 20-130 мм.
На станке 1К62 имеются сменные
зубчатые колеса, которые служат для передачи движения от выходного вала
передней бабки к приводному валу коробки подач.
Упор ограничения продольного
перемещения каретки станка 1К62 устанавливается на передней полке станины. При
работе с упором допускается скорость перемещения суппорта не более 250 мм/мин.
Например, при числе оборотов шпинделя 2000 об/мин допускается подача 0,12
мм/об, а при числе оборотов шпинделя 500 об/мин.
Смазка станка 1К62
Перед пуском станка его следует
тщательно протереть, после чего в соответствии с картой смазки наполняются
резервуары до рисок "уровень масла" и специальным шприцем,
приложенным к станку, заполняются все масленки согласно схеме смазки.
При работе станка все детали
механизма передней бабки и подшипниковые опоры смазываются от автоматически
действующей циркуляционной системы смазки.
В новом станке следует чистить
фильтр ежедневно один раз, а в дальнейшем достаточно производить чистку
еженедельно. Отстойник резервуара фильтра следует чистить при каждой смене
масла.
Ежедневно перед началом работы
станка 1К62 следует проверять уровень масла в резервуаре. Если при
остановленном станке масло ниже риски маслоуказателя, расположенного в левой
части передней бабки, необходимо дополнить масло в резервуар. Во включенном
станке уровенб масла в резервуаре понижается, так как часть масла циркулирует в
системе. Это явление не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается
пробка "слив масла", находящаяся в маслоуказателе станка 1К62.
Рекомендуется производить замену
масла непосредственно после выключения станка, когда все частицы износа и пыль
находятся во взвешенном состоянии и удаляются из бабки вместе с отработанным
маслом. Перед следующим заполнением корпуса маслом следует произвести очистку
передней бабки: механизм коробки скоростей следует тщательно промыть чистым
маслом, чтобы полность удалить отстаявшуюся грязь. Недопустимо для чистки
применение протирочных материалов с отделяющиемися волокнами. Свежее масло
следует заливать только после тщательной просушки узла.
Схема электрическая принципиальная
токарно-винторезного станка модели 1К62
Кроме главного двигателя М1 и
двигателя быстрых ходов М2 на схеме показаны: двигатель насоса охлаждения М3 и
двигатель гидроагрегата М4, присоединяемый через электрический разъединитель
(штендельный разъем) Х в случае применения на станке гидрокопировального
устройства.
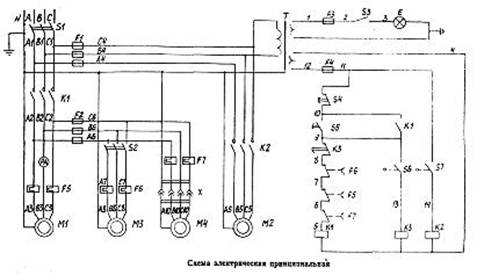
Напряжение на станок подается
включением пакетного выключателя S1. Цепи управления получают писание через
разделительный трансформатор Т с вторичным напряжением ПО В, что повышает
надежность Кработы аппаратов управления. Такое питание цепей управления
характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя М1 производится
нажатием кнопки S5, при этом включается контактор К1 и главными контактами
присоединяет статор двигателя к сети, а вспомогательным контактом шунтирует
пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если
включен пакетный выключатель S2) и гидроагрегата.
Включение шпинделя производится
поворотом вверх рукоятки управления фрикционной муфтой. При повороте этой
рукоятки в среднее положение шпиндель станка отключается; одновременно
нажимается путевой переключатель S6 и включается пневматическое реле времени
K3. Если пауза в работе превышает 3 - 8 мин, то контакт реле R3 размыкается и
контактор К1 теряет питание. Главный двигатель отключается от сети и
останавливается, что ограничивает его работу вхолостую с низким значением cos
фи и уменьшает потери энергии. Если пауза мала, то реле K3 не успевает
сработать и отключение двигателя шпинделя не произойдет.
Для управления быстрым перемещением
суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она
нажимает на переключатель S7, его контакт замыкает цепь катушки контактора S7,
который включает двигатель M2. Возврат рукоятки в среднее положение приводит к
отключению двигателя М2.
Станок имеет местное освещение.
Питание лампы местного освещения производится напряжением 36 В от отдельной
обмотки трансформатора Т. В цепи лампы находятся предохранитель F3 и
выключатель S3. Иногда один из выводов обмотки трансформатора низкого
напряжения Т присоединяют к газовой трубе, в которой проложен второй провод, питающий
лампу. В качестве одного из проводов вторичной цепи местного освещения
напряжениях 12 и 36 В обычно используют станину станка.
Схемой управления предусмотрены:
защита двигателей от длительных перегрузок тепловыми реле от короткого
замыкания соответствующими плавкими предохранителями. При кратковременных
перегрузках, возникающих на шпинделе, происходит проскальзывание фрикционной
муфты и приводной двигатель отсоединяется от входного вала коробки скоростей
станка. Для быстрой остановки шпинделя станка служит установленный в передней
бабке механический тормоз.
. Неисправимость и методы их
устранения
Характерные неисправности и методы
их устранения
В станках могут быть различного рода
неисправности. Многие из них возникают из-за несоблюдения инструкций по уходу и
обслуживанию.
В любом случае прежде чем приступить
к устранению неисправности, нужно ознакомиться с перечнем основных возможных
неисправностей.
При идентичности характера возникшей
неисправности с описанной нужно воспользоваться предлагаемыми методами
устранения.
В случае, если характер
неисправности не совпадает с перечисленными и ее устранение вызывает
затруднения, обращайтесь на завод.
Перечень основных неисправностей
|
Характер неисправности
|
Причины возникновения
|
Методы устранения
|
|
Станок не запускается
|
Падение или отсутствие напряжения питающей сети
|
Проверить наличие н величину напряжения в сети
|
|
Невозможно переключение блока шестерен 9, 10 (рис. 6) рукояткой
5 (характерный звук проскальзывающих шестерен)
|
Блок шестерен не выходит из нейтрального положения
|
Включить электродвигатель и (на «выбеге») произвести
переключение
|
|
Произвольное отключение электродвигателя во время работы
|
Срабатывание теплового ре те от перегрузки двигателя
|
Уменьшите скорость резания и пи подачу
|
|
Крутящий момент шпинделя меньше указанного в руководстве
|
Недостаточное натяжение ремней
|
Увеличить натяжение ремней
|
|
Слабо затянута фрикционная муфта
|
Увеличить затяжку муфты
|
|
Торможение происходит слишком медленно
|
Слабое натяжение тормозной ленты
|
Увеличить натяжение тормозной ленты
|
|
Усиление подачи суппорта меньше указанного в руководстве
|
Недостаточно затянута пружина перегрузочного устройства
|
Натянуть пружину
|
|
Насос охлаждения не работает
|
Недостаток жидкости
|
Долить
|
|
Перегорели Предохранители
|
Заменить
|
|
Станок вибрирует
|
Неправильная установка станка по уровню
|
Выверить станок
|
|
Износ стыка направляющих суппорта
|
Подтянуть прижимные планки и клинья
|
|
Неправильно выбраны режимы резания, неправильно заточен резец
|
Изменить скорость резания, подачу, заточку резца
|
Поперечное смещение задней бабки при обработке в центрах
|
Отрегулировать положение задней бабки
|
|
Деталь, закрепленная в патроне, имеет большой вылет
|
Деталь поддержать люнетом или поджать центром
|
|
Нежесткое крепление резцедержателя
|
Подтянуть рукоятку резцедержателя
|
|
Нежесткое крепление патрона на шпинделе
|
Подтянуть крепежные ремни патрона
|
Возможные нарушения в работе системы
смазки, причины и способы устранения
|
Возможное нарушение
|
Вероятная причина
|
Способ устранения
|
|
Отсутствие тонкой струйки масла в маслоуказателе 5
|
Не отрегулирован упорный винт, ввернутый в приводной рычаг
насоса
|
Снять верхнюю крышку передней бабки, упорным винтом установить
оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную
работу насоса
|
|
Слабая струйка масла в маслоуказателе 5
|
Засорение фильтра 3
|
Промыть фильтр
|
|
Отсутствие потока масла в маслоуказателе 10
|
Поломка пружины плунжерного насоса
|
Заменить пружину
|
|
Отсутствие подачи смазки на направляющие станины
|
Засорение всасывающего или нагнетающего клапана плунжерного
насоса
|
Промыть клапан
|
токарный винторезный станок
5.
Требования безопасности при ремонте и эксплуатации
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД
НАЧАЛОМ РАБОТЫ
Перед началом работы токарь обязан:
принять станок от сменщика:
проверить, хорошо ли убраны станок и рабочее место. Не следует приступать к
работе до устранения выявленных недостатков;
надеть спецодежду, застегнуть рукава
и куртку, надеть головной убор, проверить наличие очков;
проверить наличие и исправность
защитного кожуха зажимного патрона, защитного экрана, предохранительных
устройств защиты от стружки, охлаждающих жидкостей;
отрегулировать местное освещение
так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
проверить наличие смазки станка. При
смазке следует пользоваться только специальными приспособлениями;
проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и
охлаждения;
в) исправность фиксации рычагов
включения и пе¬реключения;
г) срабатывание защиты - патрон должен
остановиться при откинутом кожухе, станок не должен включиться, пока кожух не
будет поставлен в исходное положение.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ
РАБОТЫ.
Во время работы токарь обязан:
устанавливать и снимать тяжелые
детали со станка только с помощью грузоподъемных средств;
не опираться на станок во время его
работы и не
позволять делать это другим;
поданные на обработку и обработанные
детали укладывать устойчиво на подкладках;
при возникновении вибрации
остановить станок, проверить крепление заготовки, режущего инструмента и
приспособлений, принять меры к устранению вибрации;
при обработке деталей из металлов,
дающих ленточную стружку, пользоваться стружколомателем;
остерегаться наматывания стружки на
обрабатываемую деталь или резец и не направлять вьющуюся стружку на себя;
для удаления стружки со станка
использовать специальные крючки и щетки-сметки;
не допускать уборщицу к уборке у
станка во время его работы;
остановить станок и выключить
электрооборудование в следующих случаях:
а) уходя от станка даже на короткое
время;
б) при временном прекращении работы;
в) при перерыве в подаче
электроэнергии;
г) при уборке, смазке, чистке
станка;
д) при обнаружении какой-либо
неисправности, которая грозит опасностью;
е) при подтягивании болтов, гаек и
других крепежных деталей;
в кулачковом патроне без подпоры
задней бабки можно закреплять только короткие, длиной не более 2 диаметров,
уравновешенные детали; в других случаях для подпоры следует пользоваться задней
бабкой;
при обработке в центрах деталей
длиной, равной 12 диаметрам и более, а также при скоростном и силовом резании
деталей длиной, равной 8 диаметрам и более, при-менять дополнительные опоры
(люнет);
при обработке деталей в центрах
проверить крепление задней бабки, смазать центр после установки изделия;
при работе с большими скоростями
применять вращающийся центр, прилагаемый к станку;
при обточке длинных деталей следить
за центром задней бабки;
следить за правильной установкой
резца и не подкладывать под него разные куски металла; использовать подкладки,
равные площади резца;
резец зажимать с минимально
возможным вылетом и не менее чем тремя болтами.
Во время работы на станке токарю
запрещается:
работать на станке в рукавицах или
перчатках, а также с забинтованными пальцами без резиновых напальчников;
удалять стружку непосредственно
руками и инструментом;
обдувать сжатым воздухом из шланга
обрабатываемую деталь;
пользоваться местным освещением
напряжением выше 42 В;
брать и подавать через работающий
станок какие-либо предметы, подтягивать гайки, болты и другие соединительные
детали станка;
тормозить вращение шпинделя нажимом
руки на вращающиеся части станка или детали;
находиться между деталью и станком
при установке детали грузоподъемным краном;
во время работы станка открывать и
снимать ограждения и предохранительные устройства;
работать со сработанными или
забитыми центрами;
затачивать короткие резцы без
соответствующей оправки;
пользоваться зажимными патронами,
если изношены рабочие плоскости кулачков;
при отрезании тяжелых частей детали
или заготовок придерживать отрезаемый конец руками;
применять центр с изношенными или
забитыми конусами. Размеры токарных центров должны соответствовать центровым
отверстиям обрабатываемых деталей;
оставлять ключи, приспособления и
другие инструменты на работающем станке.
Указания по монтажу и эксплуатации:
При установке станок должен быть
надежно заземлен и подключен к общей системе заземления. Ввод проводов в шкаф
управления выполняется снизу через отверстие. Ввод должен быть осуществлен
проводом ПГВ сечением 6 мм2 для напряжения сети 220 В и сечением 4
мм2 для всех других напряжений; черного цвета для линейных и
зелено-желтого цвета для заземления.
Гидроагрегат заземляется отдельно
при помощи болта заземления, расположенного на верхней крышке торца
гидроагрегата.
Список используемой литературы
1. Основы токарного дела-Б.Е. Бруштейн, В.И. Дементьев
. Технология электромонтажных работ-Ю.Д. Сибикин
. Основы электротехники-А.С. Касаткин
. Монтаж, техническая эксплуатация и ремонт электрического
и электромеханического оборудования-Н.А. Акимова, Н.Ф. Котеленец, Н.И.
Сентюрихин