Сравнительное изучение способов гомогенизации пищевых сред
Введение
Одной из основных задач, стоящей перед пищевой
промышленностью и пищевым машиностроением, является созданием
высокоэффективного технологического оборудования, которое на основе
использования прогрессивной технологии значительно повышает производительность
труда, сокращает негативное воздействие на окружающую среду и способствует
экономии исходного сырья, топливно-энергетических и материальных ресурсов.
В пищевой, как и во многих других отраслях
промышленности, довольно распространены процессы гомогенизации и
диспергирования. Гомогенизацией называется процесс измельчения жидких и
пюреобразных пищевых продуктов за счет пропускания под большим давлением с
высокой скоростью через узкие кольцевые щели [1].
Гомогенизация в производстве кисломолочных продуктов
(простокваша, йогурт, кефир) повышает прочность белковых сгустков, образующихся
при кислотном свертывании молока. Гомогенизация молока улучшает консистенцию
сгустков, в которых частицы белка образуют непрерывную пространственную сетку
(простокваша), а также сгустков со структурой коагуляционного типа, которая
обладает меньшей прочностью. Гомогенизированное молоко образует мягкий сгусток,
что улучшает его перевариваемость [2].
Целью курсовой работы является сравнительное
изучение способов гомогенизации пищевых сред, выбор и расчет аппаратов для
реализации процесса гомогенизации.
. Анализ способов гомогенизации пищевых сред
Гидромеханические процессы гомогенизации и
диспергирования гетерогенных систем лежат в основе многих технологий и
производств в самых различных отраслях промышленности: пищевой, химической,
нефтехимической, угольной, горнорудной, микробиологической, фармацевтической,
парфюмерной, крахмалопаточной, лакокрасочной, машиностроительной и многих
других.
В технологии пищевых производств к ним относятся
процессы получения и переработки различных гетерогенных сред с жидкой сплошной
фазой. Интенсивность их проведения во многом определяют эффективность
производства и качество ряда продуктов, получаемых в виде эмульсий, суспензий,
пюре, паст и т.д.
В результате воздействия на продукт различных
гидродинамических факторов происходит дробление твердых частиц продуктов и их
интенсивная механическая обработка. Гомогенизация не только изменяет
дисперсность компонентов продукта, но и влияет на физико-химические свойства
продукта [1].
Рассмотрим существующие способы и подходы,
используемые в пищевой промышленности для проведения процессов гомогенизации и
диспергирования. В настоящее время процесс гомогенизации пищевых сред можно
реализовать в устройствах ультразвукового, центробежного и клапанного типа.
.1 Клапанная гомогенизация
Действие гомогенизаторов клапанного типа
основано на том, что молоко нагнетается под давлением до 30 МПа в кольцевой
канал между седлом и клапаном. Под действием давления гомогенизируемого
продукта клапан образует с седлом узкую кольцевую щель, высота которой зависит
от производительности гомогенизатора и величины рабочего давления.
Схемы конструкций гомогенизирующих головок,
используемых в различных типах гомогенизаторов, приведены на рисунке 1 [3].
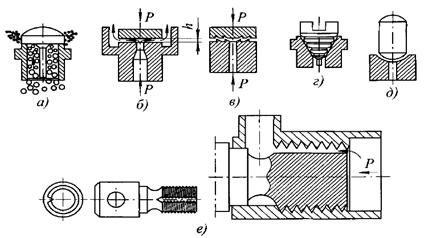
Рисунок 1 - Схемы конструкций гомогенизирующих
головок:
а-головка с обыкновенным клапаном: б-клапан с
отражательными стенками: в-клапан с наклонными и концентричными нарезами в
горизонтальной плоскости; г-клапан с наклонными и концентричными нарезами в
наклонной плоскости; д-сферический клапан; е-резьбовой клапан с продольной
прорезью
Отечественная молочная промышленность оснащена
гомогенизаторами марок А1-ОГ2-С, К5-ОГА-1,2, А1-ОГМ, К5-ОГА-10 и ряда других.
Исследования клапанных гомогенизаторов,
применяемых для обработки молока и сливок жирностью соответственно 3,6 и 16%
при температуре 70°С и давлении до 25 МПа, показали, что эффективность
гомогенизации можно считать достаточной, если общая поверхность жировых шариков
увеличивается в 10 раз, а их средний диаметр составляет менее 1 мкм [4].
Изготовлением гомогенизаторов клапанного типа за
рубежом занимаются многие фирмы Дании, Швеции, США и другие. В Молдавии завод
«Молмаш» начал выпуск новых гомогенизаторов серии П8-ГМ для пищевой и
фармацевтической промышленности [5].
Разработаны способы гомогенизации жидкости, в
которых снижен расход электроэнергии. Для этого, процессы сепарирования и
гомогенизации цельного молока протекают одновременно. В обработанном молоке
диаметр жировых шариков в среднем равен 2 мкм. Давление, под которым сливки
поступают в клапанную щель, составляет 20 МПа. Преимуществом гомогенизатора
данной конструкции является снижение расхода электроэнергии почти на 25%, а
также непрерывность процесса [6].
В нашей стране работы по созданию
гомогенизаторов клапанного типа, проводимые различными НИИ и вузами, также
направлены на упрощение конструкции и снижение металлоемкости, повышение
производительности, снижение энергозатрат, повышение степени гомогенизации и
интенсивности процесса [7].
Клапанными двухступенчатыми гомогенизаторами в
настоящее время оснащены все комбинаты, заводы и цеха, вырабатывающие сухие и
жидкие продукты питания
.2 Ультразвуковая гомогенизация
Ультразвуковая гомогенизация основана на
кавитации, когда жидкости подвергаются интенсивному воздействию звуковых волн и
происходит возникновение чередующихся циклов высокого и низкого давления
(приблизительно 20000 циклов /сек). Во время действия низкого давления
образуются маленькие вакуумные пузырьки. Когда пузырьки достигают определённого
размера, они стремительно разрушаются во время действия высокого давления. Во
время внутреннего взрыва локально генерируются очень высокое давление и высокая
скорость струи жидкости. Полученные потоки и турбулентность разрывают
агломераты частиц и приводят к сильным столкновениям между индивидуальными
частицами [8].
В результате исследований процесса гомогенизации
молока путем воздействия на него ультразвуковых колебаний, создаваемых с помощью
преобразователей вибрационного типа, установлено, что в диапазоне низких
частот, где лучше всего происходит эмульгирование, простым и экономичным
источником ультразвука является гидродинамический вибратор.
Разработан гомогенизатор, который может быть использован
при производстве кремов, паст, маргарина и других продуктов аналогичной
консистенции. Основными его элементами являются: присоединенный к двигателю
вал, установленный на последнем диске с размещенными в держателях пластинами.
Между входным патрубком и держателями расположены разбивающие устройства. При
работе гомогенизатора в него насосом под давлением 4-5 МПа подают подлежащий
обработке продукт. Последний проходит над пластинами, что вызывает их колебания
и возникновение ультразвука. Таким образом, пластины являются высокочастотным
ультразвуковым резонатором [9].
В Орловском техническом университете разработан
ультразвуковой гомогенизатор для молока. Он имеет корпус с размещенным внутри
него колебательным контуром, состоящим из пакета пластин, сопла и отражательной
пластины. Его особенностью является то, что корпус и отверстие сопла имеют
прямоугольную форму, причем пластины колебательного контура одинаковы по
размеру и разделены прокладками, а отражательная пластина установлена с
возможностью возвратно-поступательного движения [10].
Ультразвуковые гомогенизаторы не получили
широкого применения в пищевой промышленности из-за повышенных энергозатрат.
.3 Центробежная гомогенизация
Эффективность гомогенизации в центробежных
аппаратах зависит от давления, под действием которого обрабатываемая жидкость
выходит из сопел или щелевых отверстий вращающегося ротора и ударяется в
приспособление для снижения скорости продукта. Центробежные аппараты обладают
рядом преимуществ по сравнению с клапанными. Они проще по конструкции, менее
металлоемки, в них нет быстроизнашивающихся деталей. Недостаток их в том, что
для получения высокого эффекта гомогенизации необходимо создать большое
давление жидкости на выходе ее из сопел или щелевых отверстий ротора, а это не
всегда возможно.
Центробежные гомогенизаторы, предназначенные для
обработки молока и молочных продуктов, могут использоваться и в других отраслях
промышленности. Они состоят из ротора и статора. Между ними находится зона
гомогенизации. Во время работы гомогенизатора жидкость поступает во вращающийся
ротор и через отверстия в нем выбрасывается в зону гомогенизации, образованную
обращенными навстречу друг другу поверхностями ротора и статора. При этом поток
жидкости турбулизируется и происходит ее гомогенизация. Максимальный эффект
гомогенизации достигается в том случае, если обе поверхности (статор и ротор)
выполнены зубчатыми и скорость вращения одной из них достигает 4000…6000
об/мин. Степень гомогенизации жидкости в аппарате данной конструкции не может
быть достаточно высокой, так как много энергии затрачивается на вращение ротора
в жидкости и на трение ее о поверхность статора [9].
Во ВНИМИ разработан центробежный гомогенизатор
жидкости, содержащий ротор с коаксиально размещенной приемной камерой
цилиндрической формы, с которой сообщены, по меньшей мере, два выполненных в
нем радиальных канала с выходными соплами. Степень гомогенизации молока в этом
случае составляет 55-60%. Она зависит от скорости жидкости на выходе из сопла,
которая, в свою очередь, зависит от частоты вращения ротора и давления,
создаваемого центробежной силой самой жидкости, находящейся в его каналах. Для
повышения эффекта гомогенизации на 10-15% аппарат снабжается устройством для
снижения скорости струй жидкости, вылетающих из сопел. Оно выполнено в виде
ударного кольца на держателях, жестко прикрепленных к стенке кожуха [11].
Основным недостатком центробежных
гомогенизаторов является низкая степень гомогенизации.
Как было сказано выше, наибольшее
распространение в пищевой промышленности получили аппараты клапанного типа,
процесс гомогенизации в которых рассмотрим в пункте 2 курсовой работы.
. Описание процесса гомогенизации в аппаратах
клапанного типа
Гомогенизация жидких и пастообразных продуктов в
аппаратах клапанного типа к сегодняшнему моменту получила повсеместное
применение в отечественной пищевой индустрии.
Для гомогенизации применяют гомогенизаторы,
представляющие собой плунжерные насосы высокого давления. При ходе плунжера
создается высокое давление, в результате чего молоко (или смесь) с огромной
скоростью продавливается через щель из камеры гомогенизатора (рис. 2).
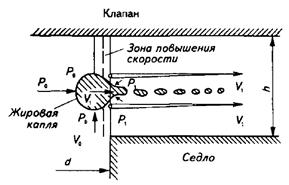
Рисунок 2 - Схема диспергирования жирового
шарика в аппаратах клапанного типа
Рассмотрим процесс гомогенизации на примере
диспергирования (измельчения) жировых шариков коровьего молока в аппаратах
клапанного типа.
Основными рабочими органами гомогенизирующей
головки являются седло и клапан, от конструкции которых в известной мере
зависит степень дисперсности частиц при гомогенизации. Клапанная щель может
быть гладкой и волнообразной, с постоянным или переменным сечением.
Для преодоления сопротивления при прохождении
через узкую щель продукт подается под высоким давлением (15…30 МПа). Сила,
прилагаемая при подаче продукта, поднимает клапан, и между ним и седлом
образуется узкий канал, через который протекает жидкость. Клапан остается над
седлом в плавающем состоянии, и вследствие изменения гидродинамических условий
(давление, вибрация) высота постоянно меняется. Сила, с которой клапан
прижимается к седлу, создается пружиной, в некоторых конструкциях - маслом под
давлением и может регулироваться. Ее величина определяется давлением, с которым
осуществляется подача продукта. Тонкость измельчения зависит от давления,
конструкции гомогенизирующего органа, равномерности подачи, состояния и
предварительной обработки продукта [1]. Процесс гомогенизации вносит изменения
в свойства молочных продуктов. Вследствие увеличения поверхности жировых
шариков и адсорбции на ней белковых компонентов возрастает вязкость. Особенно
заметно такое возрастание в сливках. Отмечается рост как титруемой, так и
активной кислотности, если гомогенизации подвергалось сырое молоко [12].
Механизм дробления жировых шариков при
гомогенизации заключается в следующем. В каждом гомогенизирующем клапане на
переходе из канала седла в клапанную щель резко изменяется сечение потока, а
следовательно, и скорость. При переходе жировой капли из зоны малых скоростей в
зону высоких передние части ее включаются в поток в щели с огромной скоростью,
вытягиваются и отрываются от нее, в то время как оставшаяся часть ее еще
сохраняет скорость потока в подводящем канале. Вследствие возрастания скорости
и механического действия потока и сил поверхностного натяжения нити дробятся на
мелкие жировые шарики. Чем больше скорость в зоне повышенной скорости, тем
интенсивнее вытягивается нить из капли в пограничной зоне, тем тоньше эта нить
и мельче частицы после ее распада [13].
Давление и температура при гомогенизации
избираются в зависимости от массовой доли жира в смеси. Чем выше жирность
смеси, тем ниже должно быть давление. Так, при гомогенизации молока и
низкожирных сливок (10…12%) при температуре не ниже 70°С применяют давление
10…15 МПа, при выработке сметаны 25-30%-ной жирности - 9…10 МПа. Это связано с
тем, что при повышенном содержании жировых шариков в смеси после гомогенизации
они образуют скопления - гроздья, которые нарушают гомогенность консистенции.
Агрегированию жировых шариков способствует гидрофобизация их поверхности.
Фосфолипидов и оболочечных белков недостаточно в молоке, чтобы покрыть
поверхность вновь образованных жировых шариков. Этот дефицит
поверхностно-активных оболочечных белков частично восполняют белки плазмы.
Жировые шарики с частично гидрофобной поверхностью обладают повышенной
межмолекулярной силой сцепления. При столкновении таких шариков образуются
рыхлые их скопления (агрегаты). Возможно даже слияние отдельных шариков в
крупные жировые шарики. Поэтому для получения гомогенной консистенции продукта
давлением регулируют степень дробления и количество вновь образующихся жировых
шариков [14].
Для получения стабильной дисперсии жировой фазы
гомогенизированной смеси должно быть достаточное количество оболочечного
вещества для быстрого образования оболочек вновь возникающих жировых шариков.
Установлено, что для этого должно быть соотношение СОМО/жир выше 0,6…0,85.
При производстве мороженого, смеси которого
имеют повышенное содержание СОМО, т. е. белков, практикуют двух- и
трехступенчатую гомогенизацию. На первых ступенях проводят гомогенизацию при
высоких давлениях (12…14 МПа) для большего диспергирования жировой фазы, а на
последней ступени применяют низкое давление для разрушения рыхлых агрегатов
(скоплений) жировых шариков. Этим достигается высокая степень дисперсности жировой
фазы, хорошая взбитость и гомогенность консистенции мороженого.
При температуре гомогенизации ниже (53±5)°С идет
интенсивная агрегация и комкование жировых шариков. Оптимальные температуры
гомогенизации избираются в зависимости от содержания жира и СОМО в смеси, но не
ниже 70…75°С [15].
3. Анализ и сравнение аппаратов для реализации
процесса гомогенизации
.1 Виды и устройство гомогенизаторов
Классификация гомогенизаторов включает в себя:
клапанные, мешалочные, фильерные, винтовые, сопловые, роторные. Сюда следует
добавить центробежные, вакуумные, ультразвуковые и вихревые. Если
руководствоваться той же идеей о конструктивных особенностях, то известны
мешалочные, центробежные, сопловые, ультразвуковые, роторные и вихревые
эмульсоры.
Сложность совершенствования и разработки
конструкции гомогенизирующих устройств связана с отсутствием единой точки
зрения на процесс дробления дисперсной фазы эмульсии. Существует свыше десяти
теоретических представлений о процессах гомогенизации и эмульгирования [16]:
гипотеза градиентного дробления Ребиндера и Виттинга;
· действием центробежных сил (В.Д.
Сурков);
· гипотеза Барановского Н.В. о
перепаде давлений в клапанной щели гомогенизатора;
· кавитационное диспергирование
Ткаченко А.Н.;
· вибрационное разрушение «сдуванием
микрочастиц» Орешиной М.Н.
Основным узлом современных гомогенизаторов
клапанного типа является гомогенизирующая головка. Она может быть одно- или
двухступенчатой. Вторая ступень обычно работает при более низком давлении, чем
первая. Применение одно- или двухступенчатой гомогенизации зависит от вида
вырабатываемых молочных продуктов.
На рисунке 3 показана схема одно- и
двухступенчатой гомогенизирующих головок гомогенизатора клапанного типа.
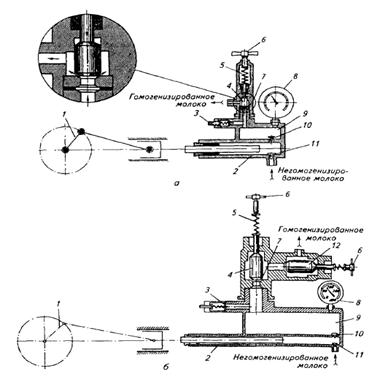
Рисунок 3 - Схема гомогенизирующей головки:
а-одноступенчатой; б-двухступенчатой,
1-кривошипно-шатунный механизм; 2-плунжерный насос; 3- предохранительный
клапан; 4,12-гомогенизирующие клапаны первой и второй ступеней;
5-пружина; 6-регулировочные винты; 7-седло; 8-манометр; 9-нагнетательная
камера; 10, 11 - нагнетательный и всасывающий клапаны
При движении плунжера влево в цилиндре создается
разрежение и через клапан 11 молоко засасывается в цилиндр. При обратном
движении плунжера молоко проходит через открывшийся клапан 10 в нагнетательную
камеру. Одновременно такое же количество молока продавливается через узкую
кольцевую щель между седлом и клапаном в нагнетательную трубку. Клапан 4 и
седло имеют с обеих сторон притертые друг к другу поверхности. При износе одной
стороны клапан и седло переворачиваются и устанавливаются другими торцевыми
поверхностями в рабочее положение. Давление регулируется винтом, с его помощью
сжимается пружина, которая усиливает давление на клапан 4, плотно
пришлифованный к седлу. Давление контролируется по манометру.
Эффективность гомогенизации молока определяется
рабочим давлением, температурой, скоростью движения продукта при прохождении
через гомогенизирующую головку, конструктивными особенностями последней,
составом и свойствами компонентов, образующих оболочку жировых шариков,
кислотностью, а также последовательностью технологических операций [17].
.2 Расчет гомогенизаторов
Для сравнения взяты гомогенизаторы наиболее
распространенных в молочной промышленности марок К5-ОГА-1,2; А1-ОГМ-2,5,
А1-ОГМ, К5-ОГА-10.
Представленные гомогенизаторы (рис. 4)
предназначены для дробления и равномерного распределения жировых шариков в
молоке и жидких молочных продуктах, а также в смесях для мороженого.
Применяются на предприятиях молочной промышленности в различных технологических
линиях для обработки молока и молочных продуктов. Гомогенизаторы представляют
собой многоплунжерные насосы высокого давления с гомогенизирующей головкой.
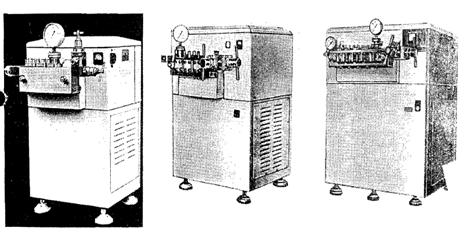
Рисунок 4 - Гомогенизаторы марок К5-ОГА-1,2;
А1-ОГМ и К5-ОГА-10
Технические характеристики гомогенизаторов типа
представлены в таблице 1.
Таблица 1 - Технические характеристики
гомогенизаторов
|
Марка
|
Установленная
мощность, кВт, не более
|
Габаритные
размеры, мм
|
Масса,
кг
|
|
К5-ОГА-1,2
|
1200
|
11,0
|
965x930x1400
|
850
|
|
А1-ОГМ-2,5
|
2500
|
18,5
|
1430x1110x1640
|
1610
|
|
А1-ОГМ
|
5000
|
37,0
|
1480x1110x1640
|
1710
|
|
К5-ОГА-10
|
10000
|
75,0
|
1800x1500x1900
|
4000
|
Расчет технической производительности (А),
удельной материалоемкости (Б), удельной энергоемкости (В) и габаритности (Г)
проводили по формулам 1-4 [18].
А) Техническая
производительность:
Wт=W*0,7,(1)
где W
- паспортная (номинальная) производительность, л/ч; 0,7 - коэффициент
использования рабочего времени.
Б) Удельная материалоемкость:
Муд=M/ Wт,(2)
где М - масса аппарата, кг; Wт
- техническая производительность, л/ч.
В) Удельная энергоемкость:
уд=N/Wт,(3)
где N - мощность, кВт; Wт
- техническая производительность, л/ч.
Г) Габаритность:
Г=L*B*N/Wт,(4)
где L,B,N - габариты аппарата
(длина, ширина, высота), мм; Wт - техническая производительность,
л/ч.
Расчет гомогенизатора К5-ОГА-1,2
А) техническая производительность Wт=1200*0,7=840
л/ч;
Б) удельная материалоемкость Муд=850/840=1,0
кг*ч/л;
В) удельная энергоемкость Nуд=11/840=0,0130
кВт*ч/л;
Г) габаритность Г=0,965*0,93*1,4/840=0,0015 м3*ч/л.
Расчет гомогенизатора А1-ОГМ-2,5
А) техническая производительность Wт=2500*0,7=1750
л/ч;
Б) удельная материалоемкость Муд=1610/1750=0,92
кг*ч/л;
В) удельная энергоемкость Nуд=18,5/1750=0,0105
кВт*ч/л;
Г) габаритность Г=1,43*1,11*1,64/1750=0,0015 м3*ч/л.
Расчет гомогенизатора А1-ОГМ
А) техническая производительность Wт=5000*0,7=3500
л/ч;
Б) удельная материалоемкость Муд=1710/3500=0,49
кг*ч/л;
В) удельная энергоемкость Nуд=37/3500=0,0105
кВт*ч/л;
Г) габаритность Г=1,48*1,11*1,64/3500=0,0007 м3*ч/л.
Расчет гомогенизатора К5-ОГА-10
А) техническая производительность Wт=10000*0,7=7000
л/ч;
Б) удельная материалоемкость Муд=4000/7000=0,57
кг*ч/л;
В) удельная энергоемкость Nуд=75/7000=0,0107
кВт*ч/л;
Г) габаритность Г=1,8*1,5*1,9/7000=0,0007 м3*ч/л.
Выполненные расчеты позволяют сделать следующие
выводы. Наибольшей технической производительностью характеризовался
гомогенизатор марки К5-ОГА-10 со значением 7000 л/ч, в то время как наименьшей
- гомогенизатор К5-ОГА-1,2 - 840 л/ч. Гомогенизаторы с конкретной
производительность подбирается под существующие мощности молокоперерабатывающих
заводов.
По удельной материалоемкости преимущество над
всеми гомогенизаторами имел аппарат марки А1-ОГМ со значением 0,49 кг*ч/л. По
данному показателю указанный гомогенизатор превосходил аналоги на величину от
14 до 51%.
Наименьшее значение удельной энергоемкости имели
гомогенизаторы А1-ОГМ-2,5 и А1-ОГМ, у которых данный показатель был равным и
составил 0,0105 кВт*ч/л. Но фоне низкой технической производительности высокую
расчетную энергоемкость продемонстрировал аппарат К5-ОГА-1,2 (0,013 кВт*ч/л).
Параметр габаритности характеризует отношение
размеров аппарата к его производительности. Гомогенизаторы марок А1-ОГМ,
К5-ОГА-10, согласно проведенных расчетов, имели самую низкую габаритность
(0,0007 м3*ч/л). Относительно большими размерами отличались
остальные два гомогенизатора.
Исходя из представленных расчетов, самые лучшие
характеристики имеет гомогенизатор А1-ОГМ. Рассмотрим его подробнее в пункте 4
курсовой работы.
. Описание конструкции и принципа работы
гомогенизатора А1-ОГМ
Гомогенизатор А1-ОГМ предназначен для дробления
и равномерного распределения жировых шариков в молоке и жидких молочных
продуктах, а также смесях дли мороженого. Применяются на предприятиях молочной
промышленности в различных технологических линиях для обработки молока и
производства молочных продуктов (сметаны, сливок, кефира, питьевого молока и
др.). Габаритный чертеж представлен на рисунке 5.
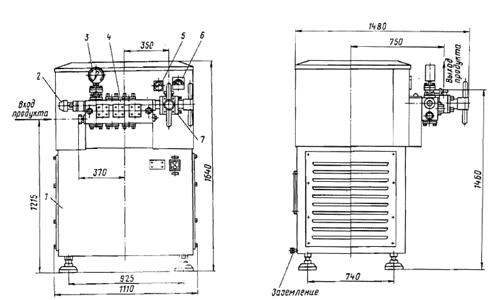
Рисунок 5 -Габаритный чертеж гомогенизатора
А1-ОГМ
-станина; 2-предохранительный клапан;
3-манометрическая головка; 4-плунжерный блок; 5-манометр системы смазки;
6-амперметр; 7-гомогенизирующая головка
Техническая характеристика гомогенизатора отражена
в таблице 2.
Таблица 2 - Техническая характеристика
гомогенизатора А1-ОГМ
|
Показатель
|
Значение
|
5000
|
|
Рабочее
давление гомогенизации, МПа (кгс/см2), не более
|
20
(200)
|
|
Температура
продукта, поступающего на гомогенизацию, оС
|
45-85
|
|
Мощность
электродвигателя, кВт
|
37
|
|
Количество
плунжеров, шт.
|
3
|
|
Число
ступеней гомогенизации
|
2
|
|
Габаритные
размеры, мм: длина х ширина х высота
|
1480
х 1100 х 1640
|
|
Масса,
кг
|
1710
|
Гомогенизатор состоит из следующих основных
узлов: кривошипно-шатунного механизма с системой смазки и охлаждения,
плунжерного блока с гомогенизирующей и манометрической головками и
предохранительным клапаном, станины с приводом. Привод гомогенизатора
осуществляется от электродвигателя с помощью клиноременной передачи (рис. 6).
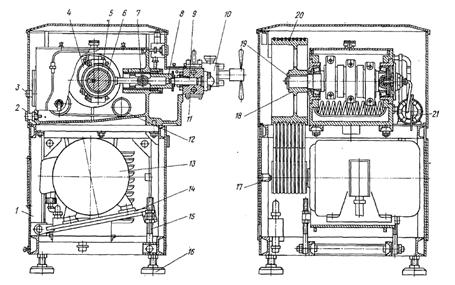
Рисунок 6 - Общий вид гомогенизатора А1-ОГМ:
-станина; 2-сливная пробка; 3-маслоуказатель;
4-кривошипно-шатунный механизм; 5-шатун; 6-вкладыш; 7-палец; 8-ползун;
9-плунжер; 10-гомогенизирующая головка; 11-плунжерный блок; 12-змеевик;
13-электродвигатель; 14-плита; 15-устройство для натяжения ремней; 16-опора;
17-шкив ведущий; 18-шкив ведомый; 19-коленчатый вал; 20-клиновой ремень;
21-маслонасос
Кривошипно-шатунный механизм гомогенизатора
предназначен для преобразования вращательного движения, передаваемого
клиноременной передачей от электродвигателя, в возвратно-поступательное
движение плунжеров, которые посредством манжетных уплотнений входят в рабочие
камеры плунжерного блока и, совершая всасывающие и нагнетательные ходы, создают
в нем необходимое давление гомогенизирующей жидкости.
Гомогенизатор имеет принудительную систему
смазки наиболее нагруженных трущихся пар, которая применяется в сочетании с
разбрызгиванием масла внутри корпуса, что увеличивает теплоотдачу. Охлаждение
масла у этих гомогенизаторов производится водопроводной водой посредством
змеевика, охлаждающего устройства, уложенного на дне корпуса, а плунжеры
охлаждаются водопроводной водой, попадающей на них через отверстия в трубе.
К корпусу кривошипно-шатунного механизма при
помощи двух шпилек крепится плунжерный блок, который предназначен для
всасывания продукта из подающей магистрали и нагнетания его под высоким
давлением в гомогенизирующую головку. К торцовой плоскости плунжерного блока
крепится гомогенизирующая головка, предназначенная для выполнения
двухступенчатой гомогенизации продукта за счет прохода его под высоким
давлением через щель между клапаном и седлом клапана в каждой ступени.
Гомогенизирующая головка представляет собой две
одноступенчатые головки аналогичной конструкции, соединенные вместе и связанные
каналом, позволяющим продукту переходить последовательно от первой ступени ко
второй. Каждая из ступеней двухступенчатой гомогенизирующей головки состоит из
корпуса, клапана, седла клапана и нажимного устройства, включающего стакан,
шток, пружину и нажимной винт с рукояткой.
Регулировка давления гомогенизации производится
вращением винтов. При установлении режима гомогенизации продукта на первой
ступени устанавливают 3/4 необходимого давления гомогенизации, а затем на
второй ступени вращением нажимного винта повышают давление до рабочего.
Станина представляет собой сварную конструкцию
из швеллеров, обшитых листовой сталью. На верхней плоскости станины
устанавливается кривошипно-шатунный механизм. Внутри станины на двух
кронштейнах шарнирно крепится плита, на которой устанавливается
электродвигатель. С другой стороны плита поддерживается винтами, регулирующими
натяжение клиновых ремней. Верхняя часть станины закрыта кожухом,
предназначенным для ограждения механизмов от повреждений и придания
гомогенизатору необходимой эстетической формы.
Молоко или молочный продукт подается при помощи
насоса во всасывающий канал плунжерного блока. Из рабочей полости блока продукт
под давлением подается через нагнетательный канал в гомогенизирующую головку и
с большой скоростью проходит через кольцевой зазор, образующийся между
притертыми поверхностями гомогенизирующего клапана и его седла. При этом
происходит диспергирование жировой фазы продукта.
В дальнейшем продукт из гомогенизирующей головки
направляется по трубопроводу на дальнейшую обработку или хранение [2]; [3];
[19]; [20].
. Конструктивное изменение в гомогенизаторе
А1-ОГМ
гомогенизация пищевой среда центробежный
При первичной переработке молока протекают
механические и тепловые процессы, основное назначение которых состоит в
повышении дисперсности жировой фазы и снижении бактериальной обсемененности
молока. Данные процессы реализуются в специальных аппаратах - гомогенизаторах,
диспергаторах, пастеризационно-охладительных и стерилизационных установках.
Применение стерилизации и ультрапастеризации молока-сырья позволяет полностью
уничтожить как вегетативные, так и споровые формы микроорганизмов, продлить
срок хранения готового продукта.
Для совершенствования процесса первичной
переработки молока в гомогенизаторе клапанного типа А1-ОГМ предлагается
реализовать возможность комплексной обработки молока за счет конструкции перед
гомогенизирующей головкой парового инжектора и камеры смешения. Указанное
конструктивное улучшение позволит при прямом введении очищенного пара в продукт
в камере смешения проводить ультрапастеризацию молока, предшествующую его
гомогенизации. Это устранит необходимость в приобретении и использовании
самостоятельного оборудования для тепловой обработки молока.
В камере смешения при одновременной подаче
молока и пара из парового инжектора происходит кратковременная обработка
продукта острым паром при температуре теплоносителя свыше 100оС.
Далее обработанный продукт через сопло подается в гомогенизирующую головку для
последующего диспергирования жировых шариков.
Заключение
В соответствии с поставленной целью в курсовой
работе описаны процесс гомогенизации пищевых сред и аппараты для его
реализации, сделаны следующие выводы.
В пищевой промышленности большое распространение
получили процессы гомогенизации и диспергирования при приготовлении различных
десертов, мороженого, паст, напитков, майонезов, а также широкого спектра
полуфабрикатов.
Процесс гомогенизации пищевых сред можно
реализовать в устройствах ультразвукового, центробежного, клапанного типа.
Рассмотрены процессы гомогенизации пищевых сред в гомогенизаторах указанных
типов. Установлено, что наиболее распространенными в промышленности являются
гомогенизаторы клапанного типа. Описан способ диспергирования жировых шариков
молока на примере работы клапанного гомогенизатора.
В работе проведен обзор гомогенизаторов для
диспергирования молочного жира К5-ОГА-1,2; А1-ОГМ-2,5; А1-ОГМ; К5-ОГА-10,
выполнен технологический расчет основных параметров гомогенизаторов. По
наилучшим показателям удельной энергоемкости, материалоемкости и габаритности
выбран аппарат А1-ОГМ. Описана конструкция и принцип работы указанного
гомогенизатора.
Для интенсификации процессов первичной обработки
молока предложено оснастить гомогенизатор А1-ОГМ перед входом в
гомогенизирующую головку камерой смешения и паровым инжектором с подводом пара.
Указанное конструктивное усовершенствование гомогенизатора даст возможность
проводить процессы термообработки при одновременной подаче пара и продукта в
камеру смешения с последующим диспергированием жировых шариков
ультрапастеризованного молока в гомогенизирующей головке аппарата.
Список использованной литературы
1. Процессы
и аппараты пищевых производств : в 2 кн. Кн. 2 / Г.В. Алексеев, А.Н. Остриков,
А.В. Логинов и др. ; Под ред. А.Н. Острикова. - СПб : ГИОРД, 2007. - С. 505,
508.
. Машины
и аппараты пищевых производство : в 2 кн. Кн. 1 / С.Т. Антипов, И.Т. Кретов,
А.Н. Остриков и др. ; Под ред. В.А. Панфилова. - М. : Высш. шк., 2001. - С. 96,
464-465.
. Машины
и аппараты пищевых производств : в 3 кн.: Кн. 2. Т 1. / С.Т. Антипов и др.; под
ред. В.А. Панфилова, В.Я. Груданова. - Минск : БГАТУ, 2008. - С. 300-301.
. Твердохлеб,
Г.В. Технология молока и молочных продуктов / Г.В. Твердохлеб, Г.Ю. Сажинов,
Р.И. Раманаускас. - М.: ДеЛи принт, 2006 - С. 40-41.
. Гомогенизаторы
серии П8-ГМ // Пищевая промышленность. - 1999. - №12. - С. 22-23.
. Грановский,
В.Я. Новый гомогенизатор / В.Я. Грановский // Пищевая промышленность. - 1998. -
№12. - С. 30-31.
. Владыкин,
Т.Ф. Теория и практика гомогенизации молочных смесей / Т.Ф. Владыкин //
Переработка молока. - 2007. - №12. - С. 62-63.
8. www.dv-expert.ru
<#"794406.files/image007.gif">
Рисунок 1 - Техническая производительность
гомогенизаторов
Рисунок 2 - Удельная материалоемкость
гомогенизаторов
Рисунок 3 - Удельная энергоемкость
гомогенизаторов
Рисунок 4 - Габаритность гомогенизаторов