Анализ средств радиационного контроля сварных соединений
Введение
Неразрушающие методы контроля имеют очень
большое значение для повышения надежности изделий и материалов в различных
отраслях народного хозяйства республики. Широкое распространение этих методов
обусловлено тем, что они позволяют избежать больших потерь времени и
материальных затрат.
В настоящее время ко многим конструкциям и
изделиям ответственного назначения предъявляются повышенные требования,
вследствие чего возникает необходимость проведения 100%-ного комплексного
неразрушающего контроля. В комплексных методах неразрушающего контроля
радиационная дефектоскопия занимает основное место. Преимущественная область
применения радиационного контроля - дефектоскопия паяных и сварных соединений,
литья, поковок, штампованных объектов и прочих изделий из металлов, их сплавов,
пластмасс, керамики и т.д., а также толщинометрия стальных листов и
металлических покрытий.
Широкое распространение радиационной
дефектоскопии обеспечивается благодаря тому, что теневая картина, получаемая
при просвечивании контролируемого объекта, содержит наиболее полную информацию
о его внутренней структуре.
Радиационный контроль - вид неразрушающего
контроля, основанный на регистрации и анализе проникающего ионизирующего
излучения после взаимодействия его с контролируемым объектом.
В основе радиационного контроля лежит получение
дефектоскопической информации об объекте с помощью ионизирующего излучения,
прохождение которого через вещество сопровождается ионизацией атомов и молекул
среды.
Одним из основных классификационных признаков
радиационных методов контроля является тип используемого детектора. При
регистрации излучения с помощью радиографической пленки или заряженных
полупроводниковых пластин метод называют радиографическим. Если радиационное
изображение ОК преобразуется в световое с помощью радиационно-оптических
преобразователей (основанных на использовании различных типов люминесценции
материалов под действием ионизирующего излучения), метод контроля называют
радиоскопическим. В качестве детекторов излучения при радиометрическом контроле
используют различного рода счетчики, ионизационные камеры, сцинтилляционные
преобразователи.
1. Анализ методов и средств радиационного
контроля сварных соединений
Радиационный вид неразрушающего контроля основан
на регистрации и анализе проникающего ионизирующего излучения после
взаимодействия с объектом контроля.
Средства радиографии
Радиография - это метод радиационного
неразрушающего контроля, основанный на преобразовании радиационного изображения
объекта контроля в радиографический снимок или записи этого изображения в
запоминающем устройстве с последующим преобразованием в световое изображение.
Метод используется для обнаружения макроскопических нарушений сплошности или
однородности материалов ОК, возникающих при изготовлении, а также для выявления
дефектов, появившихся в процессе эксплуатации машин, механизмов и т.п.
Для осуществления радиографии необходимы
следующие средства: источник излучения, преобразователь излучения,
дополнительные принадлежности контроля (маркировочные знаки и т.п.), средства
механизации и автоматизации контроля, средства, защищающие людей от воздействия
ионизирующих излучений [1].
Радиографические пленки реагируют на прошедшее
через объект излучение. При выборе пленки необходимо учитывать, что для
выпускаемых радиографических пленок с повышением коэффициента контрастности и
разрешающей способности, т.е. с повышением чувствительности к дефектам, падает
квантовый выход пленки (возрастает время просвечивания).
Радиографические пленки подразделяют на два
класса:
класс - безэкранные пленки, предназначенные для
использования без флуоресцентных экранов, или с металлическими усиливающими
экранами;
класс - экранные пленки, предназначенные для
использования с флуоресцентными усиливающими экранами в связи с их высокой чувствительностью
к видимой и ультрафиолетовой части спектра.
Метод промышленной радиографии основан на том,
что степень почернения радиографической пленки, находящейся в поле излучения, в
некотором диапазоне плотностей почернений пропорциональна экспозиционной дозе.
Это определяется тем, что плотность почернения D пропорциональна числу
проявленных зерен, а экспозиционная доза Х зависит от числа квантов, приходящих
на пленку.
Одной из важнейших характеристик
радиографических пленок является разрешающая способность, которая
характеризуется количеством различимых штриховых линий одинаковой толщины на
длине 1 мм. Мелкозернистые пленки типа РТ-5, РТ-4М имеют более высокую
разрешающую способность в отличие от крупнозернистых пленок типа РТ-З, РТ-1 и
РТ-2.
Усиливающие металлические и флуоресцентные
экраны применяют для сокращения времени просвечивания. Усиливающее действие
экранов характеризуется коэффициентом усиления, определяемым отношением времен
просвечивания без экрана и с экраном.
Усиливающее действие металлических экранов,
используемых при контроле методом прямой экспозиции, определяется вторичными
электронами, образующимися в экране при прохождении через него ионизирующего
излучения. Экраны изготовляют из фольги тяжелых металлов (свинец, вольфрам,
олово и др.), так как она обеспечивает высокие коэффициенты усиления.
Металлические экраны рекомендуется использовать с безэкранными
радиографическими пленками РТ-1, РТ-З, РТ-4М, РТ-5. При их применении
разрешающая способность изображения на пленках практически не ухудшается.
Усиливающее действие флуоресцентных экранов
определяется действием фотонов видимой, сине-фиолетовой, ультрафиолетовой и
инфра красной области спектра, высвечиваемых из люминофоров при прохождении
через него ионизирующего излучения.
Флуоресцентные экраны изготовляют в виде
пластмассовых или картонных подложек, на которые наносят слой люминофора. Эти
экраны рекомендуется использовать с экранными радиографическими пленками,
поскольку спектральная чувствительность эмульсии пленки и спектр - свечения
экранов хорошо согласуются. При использовании флуоресцентных экранов
разрешающая способность изображения на пленках существенно ухудшается из-за
крупнозернистости экранов.
С помощью флуоресцентных экранов получают
меньшие экспозиции, а при использовании металлических экранов - лучшую
чувствительность.
При радиографии применяют флуорометаллические
усиливающие экраны в виде свинцовой подложки с нанесенным на нее слоем
люминофора. Они имеют больший коэффициент усиления, чем металлические, и
обеспечивают лучшую чувствительность, чем флуоресцентные экраны.
Нейтронная радиография
Нейтронная радиография основана на облучении
объекта контроля коллимированным пучком нейтронов и регистрации теневого
изображения объекта на рентгеновской пленке или другом детекторе (рисунок 1.1).
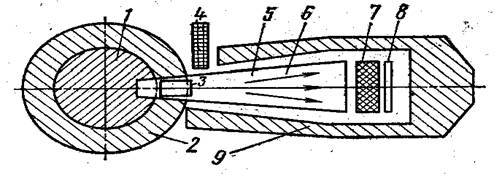
Рисунок 1.1 - Схема просвечивания при нейтронной
радиографии:
1-источник медленных нейтронов, 2-защита,
3-диафрагма, 4-затвор, 5-коллиматор, 6-пучок нейтронов, 7-изделие, 8-детектор,
9-камера.
Физической основой нейтронной радиографии
является зависимость излучения от химического состава вещества и, прежде всего
от его атомного номера и массового числа. В отличие от рентгеновского и γ-излучений
эта зависимость для нейтронов выражена более сильно. Большое значение
нейтронной радиографии состоит в возможности раздельного контроля химических
компонентов материала.
Например, с использованием обычных методов
контроля нельзя даже обнаружить наличие легких или органических материалов на
стали при близких толщинах, а нейтронная радиография позволяет контролировать
детали размером ≈ 1 мм из органических материалов сквозь слои металлов
толщиной в сантиметры. Это позволяет применять нейтронную радиографию при
контроле композиционных материалов.
В зависимости от решаемой задачи поток нейтронов
получают от маломощных радиоизотопных источников или устройств типа ядерных
реакторов. Нейтроны необходимых энергий выделяются с помощью металлических
фильтров. Ввиду сильного взаимодействия нейтронов с водородосодержащими материалами
и другими элементами с малыми атомными номерами следует обращать внимание на
используемое оборудование, приспособления и тщательно готовиться к нейтронной
радиографии.
Держатели, кассеты, маркировочные знаки и т.п.
должны быть изготовлены из материалов, имеющих малое сечение активации
нейтронами, например, кассеты и держатели - из алюминия, маркировочные знаки -
из кадмия. С поверхности контролируемого изделия надо хорошо удалить все следы
влаги, смазки и загрязнений, содержащих вещества, которые имеют большое сечение
взаимодействия. Нейтронную радиографию используют при контроле: радиоактивных
изделий и деталей, в первую очередь тепловыделяющих элементов ядерных
реакторов; деталей из некоторых легких материалов, например, пластмасс;
слоистых многокомпонентных материалов и тонких биологических образцов, а также
при обнаружении водородосодержащих включений в металлах.
Для регистрации нейтронного излучения наиболее
распространены рентгеновские и фототехнические пленки и детекторы, состоящие из
нитроцеллюлозы, слюды и стекла. Для повышения воздействия нейтронов на
детекторы применяют специальные экраны - преобразователи, которые изготавливают
в виде однородных тонких пластин или фольги.
Чувствительность к выявлению дефектов методом
нейтронной радиографии при толщине стального изделия 10…80 мм составляет
0,5…2%.
Протонная радиография
Она основана на использовании потока протонов (α-частиц)
для НК и базируется на особенностях распространения и взаимодействия их с
веществом. Источниками протонов служат те же аппараты, что и при рентгено- и γ-графировании.
Главной особенностью применения протонной радиографии является контроль тонких
изделий или их частей (типа листа, фольги и т.п.), поскольку протоны
поглощаются сравнительно тонкими слоями. В отдельных случаях протонная
радиография обеспечивает более высокую чувствительность (≈ 0,1%) по
сравнению с рентгенографией.
Контроль с помощью позитронов
Данный метод контроля может быть применен для
определения накопления усталостных напряжений в металлах до появления усталостных
трещин, нахождения величины и степени пластической деформации. Контроль основан
на том, что в начальной стадии усталостных явлений, когда образуются
дислокации, в их области возникают отрицательные заряды. Позитроны, облучающие
металл, притягиваются к областям расположения дислокаций и взаимодействуют с
электронами. При аннигиляции (превращении) позитрона и электрона возникают γ-кванты.
По количеству γ-квантов и среднему
времени жизни позитронов можно определить начало усталостных нарушений в металле.
Авторадиография
Она заключается в регистрации собственного
излучения изделия, в простейшем варианте осуществляется помещением на
поверхность контролируемого образца мелкозернистой чувствительной фотопленки,
на которой фиксируется распределение ионизирующего излучения от
близкорасположенных участков. Метод авторадиографии успешно применяют для
контроля полуфабрикатов и изделий, содержащих радиоактивные вещества в составе
материала или какой-либо его части [4].
Ксерорадиография (электрорадиография)
радиография шов труба позитрон
Электрорадиография является одним из видов
специальной радиографии, при которой в качестве детектора излучения используют
сенсибилизированную электрорадиографическую пластину.
Эта пластина представляет собой алюминиевую
подложку, на которую нанесен слой аморфного селена, обладающего
фотопроводимостью под действием ионизирующих излучений. Контроль выполняют
рентгеновскими аппаратами. Электрорадиографический контроль представляет собой
последовательность нескольких операций:
- зарядка пластины. В результате зарядки
пластины коронным разрядом при напряжении около 10кВ на селеновом слое пластины
появляются равномерно распределенные по поверхности положительные заряды.
- экспонирование пластины. Пластину помещают в
кассету и экспонируют как обычную пленку. При попадании ионизирующего
излучения, прошедшего через объект на пластину, происходит стекание
электростатических зарядов на подложку с образованием в результате этого
скрытого элетростатического изображения объекта; величина остаточного заряда на
каждом участке пластины прямо пропорциональна интенсивности прошедшего
излучения.
- проявление изображения. Проявление дефектов
заключается в нанесении на селеновый слой отрицательно заряженных частиц
мелкодисперсного графитового порошка (тонера).
перенос изображения. Полученное порошковое
изображение объекта переносят на бумагу путем наложения листа бумаги на
селеновый слой пластины, при этом производят подзарядку бумаги с
противоположной стороны положительными электрическими зарядами в коронном
разряде.
закрепление изображения. Изображение закрепляют
путем помещения бумаги в камеру с парами ацетона и толуола с последующим
оплавлением частиц тонера и прилипанием их к бумаге.
очистка пластины. После окончания контроля
пластину очищают меховым валиком от остатков тонера для повторного применения.
Электорадиография существенно ускоряет процесс
радиографического контроля: весь цикл, кроме экспонирования, выполняется за
45…75 с. Чувствительность электрорадиографии при контроле изделий из алюминиевых
и титановых сплавов близка к обычной радиографии и несколько хуже при контроле
изделий из стали. Основным недостатком метода является отсутствие гибких
ксерорадиографических пластин, что исключает возможность контроля изделий
сложной формы. Кроме того, на этих пластинах быстро возникают повреждения
селенового слоя, что может привести к появлению ложных изображений [3].
Средства радиоскопии
Радиоскопия основана:
- на просвечивании изделий ионизирующим
излучением,
- на преобразовании скрытого радиационного
изображения объекта в световое или электронное изображение,
на усилении и передаче этих изображений
непосредственно оператору или на расстояние с помощью оптических или
телевизионных систем для последующего визуального анализа на выходных экранах.
При радиоскопии сварных соединений и изделий
используют следующие физические явления:
- люминесценцию кристаллических веществ под
действием ионизирующих излучений
- фотоэффект под действием ионизирующих
излучений или вызванной ими люминесценции
- вторичную электронную эмиссию при
преобразовании электронных изображений в электрические сигналы.
Детекторами ионизирующих излучений являются
флуороскопические экраны (ФЭ), сцинтилляционные кристаллы (СК), радиационные
электронно-оптические преобразователи (РЭОП), электронно-оптические усилители
яркости (ЭОП) и рентгеновидиконы (РВ) [3].
Методы радиоскопии позволяют исследовать
контролируемый объект непосредственно в момент его просвечивания.
Поэтому сокращается до минимума характерный для
радиографии разрыв во времени между началом контроля и моментом получения
заключения о качестве контролируемого объекта.
Благодаря малой инерционности радиоскопических
систем объект можно контролировать под различными углами к направлению
просвечивания, при этом повышается вероятность обнаружения дефектов и
обеспечивается возможность контроля деталей и узлов как в эксплуатационных
условиях, так и в условиях поточного производства (рисунок 1.2).
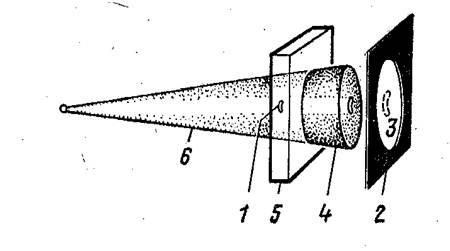
Рисунок 1.2 - Общая схема системы
рентгено-визуального контроля: 1-дефект, 2-преобразователь излучения,
3-изображение дефекта на преобразователе, 4-радиационное изображение, 5-объект,
6-ренгеновский луч.
Преобразователи рентгеновского излучения
Рентгенооптические преобразователи являются
наиболее распространенными средствами регистрации рентгеновского и γ-изображения.
Для этих целей используют поликристаллические (порошковые) и
монокристаллические экраны.
Флуороскопические (порошковые) рентгеновские
экраны применяют для сокращения время экспозиции в рентгенографии, а также в
качестве входных элементов рентгеновских электронно-оптических преобразователей
(РЭОП), для радиоскопии флюорографии.
Сцинтилляционные монокристаллические экраны
применяют для регистрации рентгеновского и γ-излучения.
Монокристаллические экраны Nal (ТI)
оказываются менее яркими, чем флуороскепические экраны, из-за малого значения
коэффициента спектрального соответствия кривой видности. Однако по энергетическому
выходу монокристаллические экраны CsI (ТI)
уступают экранам NaI (TI). В отличие от флуороскопических экранов
монокристаллические экраны обладают более высокой разрешающей способностью.
Фоторезистивные полупроводниковые преобразователи рентгеновского излучения.
Термин «фоторезистор» объединяет широкий круг материалов, изменяющих свое
сопротивление под действием различного рода излучений электромагнитного
спектра. Область наблюдения фотопроводимости обширна и охватывает материалы с
удельным сопротивлением от 1 до 1018 Ом*см, включая металлы и
сверхпроводники.
Фотопроводники являются бесшумными
преобразователями, так как отношение сигнал/ шум в фототоке практически равно
отношению сигнал/шум в потоке поглощенных фотонов входного излучения.
Следовательно, предельная чувствительность системы с фоторезистивным входом
определяется в основном флуктуациями числа поглощенных в фоторезисторе квантов
первичного излучения. 0птимальной для этого случая является величина, близкая к
1. Обычно разрешение фоторезистивных приемников излучения составляет 2 - 5
лин/мм.
Из преобразователей с фоторезистивным входом
наибольшее применение получили рентгеновидиконы и электролюминесцентные
преобразователи.
Электронно-оптические преобразователи и
усилители рентгеновского изображения
Яркость может быть увеличена с помощью
электронно-оптических преобразователей и усилителей яркости изображения,
которые отличаются друг от друга только тем, что их фотокатоды чувствительны к
различным областям спектра электромагнитных волн. Например, в усилителе фирмы
«Филипс» на алюминиевой подложке с одной стороны нанесены экран и фотокатод.
Возможны другие варианты подложек (например, тонкая слюдяная пластинка).
Применяя ЭОП, можно просвечивать объекты при
меньшем напряжении на рентгеновской трубке, чем при использовании
флуороскопического экрана. При этом создаются лучшие условия для формирования
более контрастного рентгеновского изображения, и совместно с высокой яркостью
изображения на выходном экране ЭОП улучшается выявляемость дефектов.
Разработаны рентгеновские электронно-оптические
преобразователи (РЭОП) двух типов: РУ-135 и РУ-230. Предельная разрешающая
способность РУ-135 в центре составляет 1,5 - 1,8 пар лин./мм, на краю рабочего
поля 1,5 лин./мм, Для РУ-230 разрешающая способность в центре равна 2 пары
лин./мм, на краю -- 1пара лин./мм. По ГОСТ 7512 - 69 дефектоскопическая
чувствительность Ру-135 и РУ-230 при радиоскопии стали толщиной до 20 мм
составляет 3 - 5%.
Коэффициент усиления яркости лучших образцов
РУ-135 достигает (3 - 5) 103, РУ-230 - (1,5+4,0) 103. При
использовании РЭОП РУ-135 и РУ-230 предельная толщина контролируемой детали из
стали составляет 20 - 25 а из алюминия 50 - 80 мм.
В настоящее время развивается метод
рентгено-телевизионного контроля с использованием оптических ЭОП. Световое
изображение с флуороскопического экрана предварительно усиливается оптическим
усилителем света, а затем, с помощью оптики, передается на фотокатод передающей
телевизионной трубки.
Промышленные установки рентгено-визуального
контроля
При рентгеновском неразрушающем контроле
применяют разнообразные радиоскопические системы: от простых устройств
флюороскопического контроля до установок, использующих электронно-оптические
преобразователи, сложную оптическую часть переноса изображения, телевизионный
канал, устройство кино - и магнитной записи и т. д.
Для контроля тонкостенных сварных соединений из
тяжелых и легких материалов применяют рентгеновидиконные телевизионные
установки типа ПТУ-38 и ПТУ-39 с рентгеновидиконами соответственно ЛИ-417 и
ЛИ-423.
Установки с рентгеновидиконом ЛИ-417 имеют
высокую разрешающую способность и хорошую контрастную чувствительность 3%. В
статическом режиме видны медные проволочки диаметром 35 мкм, с шагом 35 мкм,
выявляются практически те же дефекты, что и при радиографии на пленку РТ-1
(газовые поры диаметром более 0,2 мм, поперечные трещины с раскрытием -. 100
мкм). Скорость контроля без существенного ухудшения чувствительности можно,
увеличить до 200 мм/мин. При контроле применяют в основном острофокусную
рентгеновскую трубку 0,3БПВ6-150 рентгеновского аппарата РУП-150-10.
Сварные соединения из стали, алюминия, титановых
и магниевых сплавов, литье из тяжелых и легких материалов контролируют на
рентгено-телевизионных установках РИ-10Т, РИ-20Т, РИ-30Т, РИ-20ЭТ, РИ-10Э. В
установках используются монокристаллические экраны CsI(TI) различного диаметра
и толщины.
На установке РИ-10Т проверяют качество сварных
соединений толщиной изделий из стали - 20 мм, из алюминия - 50 мм.
Чувствительность радиоскопии по ГОСТ 7512 - 69 на аппарате РУП-150-10 при
контроле деталей из стали толщиной 3 - 18 мм - 1,5 - 3%, а из алюминия (3 - 50
мм) - от 3 до 0,зм.
При работе с источником излучения РУП-150/300-10
наибольшая толщина контролируемых деталей из стали 80 мм, из алюминия - 200 мм.
Разновидностью установки с ЭОП является
электронно-оптический интроскоп РИ-10Э с автономной биологической защитой. В
установке используется монокристаллический экран CsI(T1) диаметром 200 мм,
рентгеновский аппарат РУП-200-5. предусмотрен координатный стол для перемещения
изделий размером не более 200 Х 150 Х 200 мм, имеется узел фоторегистрации.
Предельная разрешающая способность 5 пар лин./мм.
Средства радиометрии
Радиометрический метод радиационного
неразрушающего контроля (радиометрия) основан на измерении одного или
нескольких параметров ионизирующего излучения после взаимодействия с ОК.
Радиометрия характеризуется высокой
чувствительностью, возможностью бесконтактного контроля движущихся объектов,
высоким быстродействием электронной аппаратуры и позволяет получить
количественную информацию об изделии. Основной недостаток радиометрии - ее
интегрирующие свойства, т.е. одновременно регистрируются сигналы, как о
дефектах, так и сопутствующие сигналы о каких-либо локальных изменениях толщины
или плотности материала объекта. Кроме того, на величину полезного сигнала
существенно влияет рассеянное излучение. При радиометрии чувствительность
контроля сильно зависит от его производительности.
В соответствии с основным назначением аппаратуру
радиометрического контроля относят к приборам, использующим ионизирующие
излучения для измерения физических характеристик просвечиваемых объектов. По
характеру измеряемой на ОК величины различают радиометрическую дефектоскопию и
радиометрическую толщинометрию. Кроме того, классификационными признаками
являются условия измерения (поглощение излучения и его обратное рассеяние), вид
используемого ионизируемого излучения (рентгеновские трубки, изотопные
источники, ускорители) и конструктивно-эксплуатационные особенности.
При радиометрическом методе контроля детекторами
излучения являются различного рода счетчики, ионизационные камеры,
сцинтилляционные преобразователи.
В радиометрических приборах может быть
использован аналоговый или дискретный (счетный) метод представления информации.
Выбор метода обусловлен быстродействием, точностью, числом каналов, выходным
устройством анализа и принятия решения.
Радиометрические дефектоскопы и толщиномеры
обычно работают при малых суммарных относительных погрешностях. Вследствие
этого закон распределения статистических и суммарных погрешностей можно считать
близким к нормальному.
При работе аналоговым методом возможны два
режима: стационарный и нестационарный. Первый из них является режимом
толщинометрии, когда измерение производится по установившемуся выходному
сигналу.
Нестационарный режим является режимом
дефектоскопии и характеризуется тем, что измерение производится по мгновенному
неустановившемуся выходному сигналу. Если измерения невозможно проводить
дискретным методом (в случае источника тормозного излучения), то следует
выбирать способ измерения по среднему току в нестационарном режиме, который при
малой погрешности просчетов обеспечивает большую точность.
При использовании среднетокового метода
измерений в нестационарном режиме необходимо точно фиксировать момент окончания
измерения, что усложняет схему и вносит дополнительную аппаратурную
погрешность. Источник - изотоп. Разработаны различные схемы блоков регистрации
радиометрических дефектоскопов со сцинтилляционными счетчиками, работающих в среднетоковом
(рисунок 1.3, а) и импульсном режимах (рисунок 1.3, б).
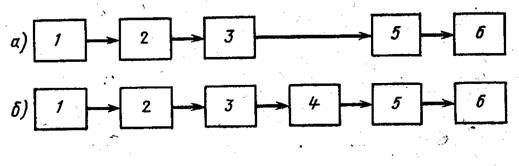
-источник излучения, 2-изделие, 3-блок
детектирования, 4-формирователь, 5-блок обработки, 6-блок регистрации.
Рисунок 1.3 - Структурные схемы радиометрических
дефектоскопов
В аппаратуре, построенной по счетному принципу,
измеряется средняя частота следования импульсов, поступающих с ФЭУ, амплитуда
которых превышает установленный порог дискриминации. Импульсы нормализуются по
амплитуде и длительности, что позволяет снизить флуктуации на выходе
интегратора по сравнению со среднетоковым режимом.
Интегральный дискриминатор отрезает часть
спектра импульсов, обусловленную рассеянным излучением и шумами фотоумножителя.
Это также повышает чувствительность аппаратуры. Устранение рассеянного
излучения необходимо также при контроле изделий сложной конфигурации с
использованием заполнителей, так как спектры излучения за материалом изделия и
заполнителя совпадают только в области фотопика. В случае такой дискриминации
отсекается часть несущих полезную информацию импульсов, вызванных квантами,
рассеянными в материале кристалла.
Источник излучения - ускоритель. При
радиометрическом контроле существует зависимость между минимальным, выявляемым
дефектом, флуктуацией напряжения питания ФЭУ и начальной интенсивностью
излучения. При дифференциальном методе измерения за контролируемым изделием
симметрично оси, вдоль которой распространяется излучение, размещают выносной
блок с двумя детекторами. По соответствующей схеме сравниваются качества двух
объемов контролируемого изделия. При идентичных параметрах каналов измерения в
двухканальном дефектоскопе с использованием вычитающей схемы детерминированные
погрешности взаимно уничтожаются.
При контроле изделий больших толщин заметно
возрастает влияние погрешностей, обусловленных квантовым характером излучения и
наличием рассеянного излучения. В этом случае наиболее целесообразно проводить
контроль компенсационным методом, при котором один сцинтилляционный детектор
расположен за контролируемым изделием, а второй - непосредственно в пучке
излучения перед контролируемым изделием. В дифференциальном методе контроля с
применением вычитающей схемы флуктуация регистрируемого сигнала линейно зависит
от флуктуации начальной интенсивности излучения и коэффициента преобразования.
При реализации, дифференциального и
компенсационного методов контроля могут быть использованы различные схемы
измерения. Наиболее простой способ обработки информации сцинтилляционных
детекторов основан на применении вычитающей схемы в среднетоковом варианте.
Однако схемы измерения среднего тока ФЭУ, являясь в большинстве случаев
оптимальными для изотопной дефектоскопии, в случае использования бетатрона
неэффективны ввиду их низкой помехоустойчивости.
Широкое распространение в бетатронной и
рентгеновской дефектоскопии получили схемы, основанные на измерении разности
усредненных с помощью диодов и интегрирующих звеньев импульсов первого и
второго сцинтилляционных детекторов. Существенным недостатком этих схем
является необходимость выбора параметров интегрирующих звеньев строго
одинаковыми.
В противном случае при нестабильно работающем
ускорителе точность определения степени дефектности контролируемого изделия не
может быть высокой. Этот недостаток устраняется при сравнении амплитуд
импульсов сцинтилляционных детекторов, пропорциональных дозе в импульсе
излучения с их предварительным преобразованием, которое осуществляется с
помощью зарядного устройства и ключа.
Отношение напряжения первого и второго каналов в
двухканальном дефектоскопе можно измерять с помощью системы автоматической
компенсации измеряемого сигнала и схемы отношения амплитуд двух импульсов.
Точность измерения любыми радиометрическими
устройствами с использованием сцинтилляционных детекторов, в том числе и дефектоскопов,
в первую очередь определяется стабильностью параметров детекторов. Однако в
двухканальном дефектоскопе, работающем по схеме измерения отношения напряжений
или логарифма отношения двух напряжений, нет необходимости сохранять параметры
фотоумножителей строго стабильными, достаточно поддерживать их одинаковыми. В
дефектоскопе со схемой стабилизации питания ФЛ контрольные импульсы расположены
между импульсами излучения бетатрона. После разделения рабочих и контрольных
импульсов последние сравниваются по амплитуде и управляют напряжением питания
одного из фотоумножителей таким образом, чтобы параметры обоих каналов
измерения оставались одинаковыми. Электрические сигналы с детектора необходимо
рассматривать как случайные величины. В случае изотопного источника случайной
величиной является число импульсов за определенный промежуток времени, в случае
регистрации тормозного излучения ускорителей - амплитуда импульсы с детектора.
В том и другом случае с изменением измеряемого параметра (плотности или толщины)
изменяется распределение сигнала на выходе детектора. В результате проведенного
анализа можно сделать вывод, что качество сварных соединений в основном
проверяют радиографическим методом. Для реализации процесса контроля выберем
рентгеновский моноблочный аппарат РУП-150-10. Данный тип рентгеновского
аппарата предназначен для просвечивания металлов в цеховых и полевых условиях,
на строительных площадках, при контроле трубопроводов при температуре воздуха
от -10 до +350С и относительной влажности 80%. Он может работать без
водяного охлаждения в течение 12 ч так, чтобы на 15-20 мин работы в номинальном
режиме приходился 1 ч перерыва. Этот аппарат дает направленное излучение в
пределах конуса с углом раствора около 400.
Технические характеристики:
напряжение на рентгеновской трубке 50-150 кВ
тип рентгеновской трубки 0,4БПМ2-150
номинальный ток рентгеновской трубки 5 мА
потребляемая мощность 2 кВт
напряжение питающей сети 220, 380 В.
2. Разработка установки для контроля кольцевых
сварных швов труб
Сканирование шва будем осуществлять в панорамном
направлении, т.к. для данного объекта это наиболее приемлемо с точки зрения
производительности контроля.
Вспомогательное устройство для сканирования
кольцевого сварного шва трубного изделия представлено в графическом материале
данного курсового проекта и представляет собой конструкцию токарного станка (РК
01.00.000 СБ). Она может быть использована как для панорамного, так и для
направленного просвечивания.
На станине 1 установлены передняя 9 и задняя 3
бабки. Они служат для крепления объекта контроля. Объект контроля
устанавливается между рифлёными центрами 15 передней бабки и задней бабки.
Задняя бабка может перемещаться по направляющим 8 для установки более точного
положения. Передняя бабка 9 передаёт вращательный момент с рукоятки 10 к
объекту контроля через рифлёный центр 15.
Источник для направленного просвечивания может
быть закреплён на каретке 4. Каретка перемещается по нарезной рейке 7 в
продольном направлении с помощью рукоятки 11.
Источник для панорамного просвечивания может
перемещаться по направляющей трубке 14, которая в свою очередь может
вставляться внутрь трубы на необходимое расстояние через технологическое
отверстие в задней бабке.
3. Разработка методики контроля
При контроле изделий соблюдают последовательность
выполнения основных операций. Выбирают источник излучения, радиографическую
пленку и определяют оптимальные режимы просвечивания, просвечивают объект,
производят фотообработку снимков и их расшифровку, оформляют результаты
контроля.
1. Выбор
источника излучения. Основными факторами, определяющими выбор источника,
являются заданная чувствительность, плотность и толщина материала
контролируемого изделия, производительность контроля, конфигурация
контролируемой детали, доступность ее для контроля и др. [6].
Для контроля кольцевых сварных швов баллона с
толщиной просвечиваемой стенки S = 4мм будем использовать рентгеновское
излучение. Напряжение на рентгеновской трубке порядка 100
кВ [7].
2. Выбор
радиографической пленки. Выбор радиографической пленки осуществляется по
толщине и плотности материала просвечиваемого объекта, а также по требуемой
производительности и заданной чувствительности контроля.
Для контроля выберем универсальную экранную
пленку РТ-2 применяемую при просвечивании деталей различной толщины, при этом
время просвечивания по сравнению с другими типами пленок наименьшее [6].
.Выбор схемы просвечивания. Для контроля
кольцевых сварных соединений выбираем схему просвечивания, приведенную на
рисунке 3.1. Схемы просвечивания также приведены на чертеже РК 02.00.000.
Рисунок 3.1 - Схема панорамного просвечивания
кольцевого шва.
. Определение фокусного расстояния. После выбора
схемы просвечивания устанавливают величину фокусного расстояния (F).
С увеличением фокусного расстояния несколько увеличивается чувствительность
метода, но возрастает (пропорционально квадрату расстояния) время экспозиции.
Фокусное расстояние выбирают в зависимости от
схемы просвечивания, толщины материала и размеров активной части (фокусного
пятна) источника излучения. Обычно фокусное расстояние выбирают в диапазоне от
300 до 750 мм [6]. Для своего случая выберем F
= 350 мм.
5. Время экспозиции. Время экспозиции и длина
контролируемого за одну экспозицию участка при контроле по приведенным выше
схемам должны быть такими, чтобы:
плотность почернения контролируемого участка
шва, околошовной зоны и эталонов чувствительности была не менее 1,0 и не более
3,0 единиц оптической плотности;
уменьшение плотности почернения любого участка
сварного шва на снимке по сравнению с плотностью почернения в месте установки
эталона чувствительности было не более 0,4-0,6 единиц оптической плотности в
зависимости от коэффициента контрастности пленки, но нигде плотность почернения
не должна быть менее 1,5 единиц;
искажение изображения дефектов на краях снимка
по отношению к изображениям их в его центре не превышала 10% для прямолинейных
и 25% для криволинейных участков.
Обычно длина L
прямолинейных и близким к прямолинейным участков, контролируемых за одну
экспозицию, должна быть не более, где f
- расстояние от источника до поверхности контролируемого участка.
Экспозиция Э рентгеновского излучения выражается
как произведение тока i
трубки на время tа,
гамма-излучения - как произведение активности источника излучения, выраженная в
гамма-эквиваленте радия, на время [6].
Э=t·ia.
(3.1)
Подбор экспозиции при просвечивании изделий
производят по номограммам [7], а уточняют ее с помощью пробных снимков.
Определив по номограмме экспозицию Э = 4,1мА·мин, тогда t0
=Э/5= 0,82 мин.
. Просвечивание изделия. После выполнения
перечисленных операций и обеспечения безопасных условий работы приступают к
просвечиванию изделия. При этом источник излучения необходимо установить таким
образом, чтобы во время просвечивания он не мог вибрировать или сдвинуться с
места, иначе изображение на пленке окажется размытым. По истечении времени
просвечивания кассеты с пленкой снимают, и экспонированную пленку подвергают
фотообработке [6].
. Процесс фотообработки пленки включает
следующие операции: проявление, промежуточную промывку, фиксирование
изображения, промывку в непроточной воде, окончательную промывку и сушку
пленки. Пленку проявляют в специальном растворе - проявителе. Время проявления
указано на упаковке пленки и раствора. После проявления пленку ополаскивают в
кювете с водой, промежуточная промывка предотвращает попадание проявителя в
фиксирующий раствор - фиксаж.
После фиксирования необходимо производить
промывку пленки в непроточной воде с последующим извлечением и сбором серебра.
Затем пленку промывают в ванне с проточной водой в течение 20-30 мин для
удаления оставшихся после фиксирования химических реактивов. После промывки
пленки ее сушат 3-4 ч. Температура сушки не должна превышать 35 °С [6].
. Расшифровка снимков - наиболее ответственный
этап в проведении работ по фотообработке. Задача расшифровщика заключается в
выявлении дефектов, установлении их видов и размеров. Расшифровку радиограмм
производят в проходящем свете на неготоскопе - устройстве, в котором имеются
закрытые молочным или матовым стеклом осветительные лампы для создания
равномерно рассеянного светового потока. Помещение для расшифровки затемняют,
чтобы поверхность пленки не отражала падающий свет.
Затем оценивают оптическую плотность, которая в
соответствии с ГОСТ 7512-82 должна составлять 1,4-4; проверяют, видны ли
элементы эталона чувствительности, гарантирующие выявление недопустимых
дефектов; есть ли на снимке изображение маркировочных знаков.
Заключение о качестве проконтролированного
сварного соединения дается в соответствии с техническими условиями (ТУ) на
изготовление и приемку изделия. Причем оценку качества изделия производят
только по сухому снимку, если он отвечает следующим требованиям:
- на рентгенограмме четко видно
изображение сварного соединения с усилением шва по всей длине снимка.
- на снимке нет пятен, царапин,
отпечатков пальцев, потеков от плохой промывки пленки и неправильного обращения
с ней.
- на снимке видны изображения эталонов.
В противном случае производят повторное просвечивание [6].
4. Санитарные правила при проведении
рентгеновской дефектоскопии