Анализ методов обработки изделий из плащевых материалов и разработка рационального технологического процесса по их изготовлению на ООО 'Куртки Выбор' г. Москва
Министерство образования республики
Беларусь
Учреждение образования
Витебский государственный
технологический университет
Факультет
Конструкторско-технологический
Кафедра «Конструирование и технология
одежды»
Специальность 1- 50 01 02
«Конструирование и технология швейных изделий»
Специализация 1- 50 01 02 01
«Технология швейных изделий»
ДИПЛОМНАЯ РАБОТА
Анализ методов обработки изделий из
плащевых материалов и разработка рационального технологического процесса по их
изготовлению на ООО «Куртки Выбор» г. Москва
Студент А.Н. Жигимонт
группа Штс-164
Руководитель м.т.н., асс.
Н.А. Горбукова
Витебск 2011
Содержание
Введение
Раздел 1.
Ресурсоэнергосбережение в швейной промышленности
Раздел 2.
Исследовательская часть
.1
Аналитический обзор литературы по теме исследования
.1.1 История
возникновения одежды из плащевых тканей
.1.2 Изделия,
изготавливаемые из плащевых материалов
.1.3
Требования, предъявляемые к одежде из плащевых материалов
.1.4 Способы
ухода за изделиями из плащевых материалов
.2 Анализ
моделей, изготавливаемых на ООО «Куртки Выбор»
.2.1
Современные тенденции моды изделий из плащевых материалов
.2.2 Торговая
марка мужской одежды «Megapolis»
.2.3 Торговая
марка женской одежды «Bello Evento»
.3 Анализ
материалов, применяемых для изготовления изделий из плащевых материалов
.3.1
Требования, предъявляемые к материалам
.3.2
Материалы верха
.3.3
Подкладочные материалы
.3.4
Утепляющие материалы
.3.5
Пропитки, применяемые на плащевых материалах
.3.6
Скрепляющие материалы
.3.7
Фурнитура
.4 Анализ оборудования,
режимов обработки, применяемых для изготовления изделий из плащевых материалов
.4.1
Применяемое швейное и утюжильное оборудование
.4.2
Применяемые спецприспособления и средства малой механизации
.4.3 Режимы
обработки при изготовлении изделий из плащевых материалов
.5 Анализ
методов обработки изделий из плащевых материалов
.5.1 Общая
технологическая последовательность изготовления изделий из плащевых материалов
.5.2
Обработка мелких деталей
.5.3
Обработка карманов
.5.4
Обработка воротников и капюшонов и соединение их с изделием
.5.5
Обработка бортов и соединение их с подкладкой
.5.6
Обработка рукавов и соединение их с проймой
.5.7
Обработка низа изделия
.5.8
Обработка подкладки и соединение ее с изделием
Раздел 3.
Технологическая часть
.1Разработка
рационального технологического процесса по изготовлению женской утепленной
куртки
.1.1 Анализ и
выбор моделей женской утепленной куртки
.1.2 Анализ и
выбор материалов для изготовления женской утепленной куртки
.1.3 Анализ и
выбор методов обработки и оборудования для изготовления женской утепленной
куртки
.1.4 Расчет
экономической эффективности выбранных методов обработки и оборудования
.2 Выбор
технологической схемы изготовления куртки женской утепленной. Анализ
технологической схемы. Расчет ТЭП
.2.1 Расчет
потока по изготовлению женской утепленной куртки
.2.2
Обоснование выбора потока
.2.3 Расчет
выпуска изделий в смену и количества рабочих
.2.4 Расчет
условий согласования
.2.5
Разработка и анализ технологической схемы изготовления женской утепленной куртки
.3 Планировка
рабочих мест потока
.3.1
Планировка основного потока
.4 Расчет
дополнительных потоков. Планировка дополнительных потоков
.4.1 Расчет
дополнительного потока
.5 Контроль
качества продукции
Раздел 4.
Экономическая часть
.1
Производственная программа швейного цеха (потока) в натуральном выражении
.2
Численность работающих по категориям и фонды из заработной платы
.2.1 Расчет
численности и фонда заработной платы основных рабочих
.2.1.1 Расчет
численности и фонда заработной платы рабочих со сдельной формой оплаты труда
.2.1.2 Расчет
численности и фонда заработной платы рабочих с повременной формой оплаты труда
.2.2 Расчет
численности и фонда заработной платы вспомогательных рабочих
.2.3 Расчет
планового фонда заработной платы производственных рабочих (основных и
вспомогательных)
.2.4 Расчет
численности и планового фонда заработной платы руководителей и специалистов
.2.5 Расчет
общего планового фонда заработной платы промышленно-производственного персонала
.3
Калькуляция себестоимости изделия
.4 Отпускная
цена изделия
.5
Производственная программа швейного цеха (потока) в стоимостном выражении
.6 Показатели
экономической эффективности швейного потока
Раздел 5.
Охрана труда и промышленная экология
.1 Охрана
труда
.1.1
Харатеристика проектируемого производства с точки зрения охраны труда
.1.2
Требования к безопасному осуществлению технологии производства
.1.3
Требования безопасности к производственному оборудованию
.1 4
Санитарно-гигиенические требования
.1.5
Противопожарные мероприятия
.1.6
Компенсация профессиональных вредностей, средства индивидуальной защиты и
личная гигиена работающих
.2
Промышленная экология
.2.1
Мероприятия по защите атмосферы
.2.2 Защита
водной среды
.2.3
Использование отходов производства
.2.4 Система
управления окружающей среды и система управления охраны труда
Выводы
Список
использованных источников
Приложения
РЕФЕРАТ
Дипломная работа: к-во стр., рис. 81 , табл. 70, прилож. 6
Швейное производство, качество, модель, изделия из плащевых материалов,
методы обработки
Объектом исследования является анализ методов обработки изделий из
плащевых материалов.
Цель работы - разработка рационального технологического процесса по
изготовлению швейных изделий из плащевых материалов.
В процессе работы выполнены следующие исследования: изучены методы и
режимы обработки, оборудование, применяемое при изготовлении изделий из
плащевых материалов.
Элементами практической значимости полученных результатов являются
изученные методы и режимы обработки, разработанный проект швейного цеха.
Областью возможного практического применения являются швейные
предприятия.
Приведенный в дипломной работе расчетно-аналитический материал объективно
отражает состояние исследуемого процесса и разрабатываемого объекта, все
заимствованные из литературных и других источников теоретические и
методологические положения и концепции сопровождаются ссылками на их авторов.
ВВЕДЕНИЕ
Легкая промышленность является одной из важнейших отраслей по
производству потребительских товаров в промышленном комплексе РБ, поэтому
разработка направлений ее развития имеет большое значение для повышения
эффективности работы не только этой отрасли, но и народного хозяйства в целом.
Продукция легкой промышленности имеет устойчивый спрос, она востребована
практически во всех сферах жизнедеятельности человека, начиная с его рождения,
и в деятельности многих отраслей и структур экономики.
В настоящее время в легкой промышленности функционирует 2250 организаций
различной формы собственности и ведомственной подчиненности.
Большинство крупных предприятий отрасли были созданы еще в советский
период, что обуславливает несоответствие существующих масштабов и структуры их
производства потребностям РБ и соответствующего обеспечения необходимым сырьем,
энергетическими ресурсами и финансированием. В связи с этим, промышленная
политика отрасли была направлена на сохранение потенциальных объемов
производства (в частности, посредством загрузки действующих мощностей за счет
переработки давальческого сырья), «точечном» технологическим обновлением
существующих производственных фондов, расширение и обновлении традиционного
ассортимента, а также развитие собственных товаропроизводящих сетей для
экспорта продукции и сохранения позиций на внутреннем рынке страны.
В отличие от иностранных компаний, успевающих за колебаниями в развитии в
модных товаров, большинство белорусских текстильных предприятий в силу своих
возможностей (сложное финансово - экономическое положение, физический и
моральный износ технологического оборудования, необеспеченность сырьевыми
ресурсами и т.д.) не могут воспользоваться благоприятной почвой конъюнктуры
рынка в полной мере, так как доля товаров новых структур и модного дизайна в
ассортименте продукции пока незначительна [1].
В условиях динамичного и даже немного хаотичного развития белорусской экономики
на данный момент, протекающего на фоне глобальных интеграционных процессов, в
которых отечественные предприятия уже сегодня должны вести конкурентную борьбу
не только между собой, но и с производителями из стран ближнего и дальнего
зарубежья, неизбежной составляющей деятельности экономических субъектов
хозяйствования становится ведение активной инновационной деятельности.
При этом, выбирая путь инновационного развития, необходимо учитывать, что
сегодня эта сфера связана с целым рядом макроэкономических и отраслевых
факторов риска. От того на сколько выбранная стратегия развития отрасли будет
адекватна перспективам будет зависеть жизнеспособность белорусская легкая
промышленность в целом.
Комплексной программой социально- экономического развития легкой
промышленности РБ на 2011-2015 годы с перспективой до 2020 года предусмотрено
созданий условий, обеспечивающих развитие отрасли путем: повышения
эффективности производства современных конкурентоспособных товаров, увеличения
экспортной составляющей, удовлетворения потребности населения, государства и
субъектов хозяйствования за счет финансового оздоровления предприятий и
привлечения как внешних, так и внутренних инвестиций.
Указанные приоритеты предполагают решение следующих задач:
проведение технологической модернизации или техпереоснащения предприятий,
что позволит увеличить объем производства по отрасли в 1,5 раза;
насыщение рынков страны современными конкурентноспобными товарами;
опережающее развитие выпуска готовых швейных изделий: швейных, трикотажных,
чулочно-носочных, обуви за счет обеспечения глубокой переработки отечественного
сырья по кооперации: тканей - в 2 раза, кожевенных товаров - в 1,6 раза, а
также химических волокон и нитей;
снижение материалоемкости и энергоемкости выпускаемой продукции и
повышения рентабельности производства:
законодательное обеспечение устойчивого положения отечественных
товаропроизводителей на внутреннем и внешнем рынках, используя при этом
распространенные в международной практике инструменты государственного регулирования;
поэтапное расширение интеграции РБ в мировое производства текстиля и
товаров легкой промышленности;
обеспечение защиты внутреннего рынка от недобросовестной конкуренции и
низкокачественной продукции как отечественной, так и импортной, применяя необходимые
меры;
решение задачи кадрового обеспечения, исходя из необходимости постоянного
обновления, подготовки, переподготовки и аттестации кадров, как технического
звена, так и управленческого;
В перспективе белорусская легкая промышленность должна стать своеобразным
полигоном для внедрения инноваций, как за счет использования зарубежных
технологий, таки за счет внедрения отечественных разработок (в том числе
нанотехнологий), что очень значимо для целого ряда отраслей промышленности
республики в целом, включая даже оборонно- промышленный комплекс.
Бурное развитие производства швейной промышленности в развивающихся
странах при значительной государственной поддержке оказало влияние на
перераспределение производственных сил отрасли.
Центр производства сместился из стран Западной Европы и США в страны с
меньшей стоимостью рабочей силы: Юго-Восточную и Среднюю Азию, Южную Америку.
Производство высокоразвитых стран сконцентрировалось на выпуске технически
сложного и специального текстиля («умный текстиль»), в производстве остромодной
продукции высокого класса, а в странах третьего мира - массовая продукция. Но,
вопреки распространенным представлениям, китайский (равно как и индийский,
турецкий и вьетнамский) импорт сегодня - это не только дешевая
низкокачественная продукция. За последние десять лет легкая промышленность
Восточной и Юго-Восточной Азии очень сильно выросла технологически и способна
производить товары высокой сложности и качества. В Китае, Пакистане, Индии,
Турции, Тунисе и прочих странах созданы десятки текстильных компаний с годовым
оборотом более 500 млн. долл. США и тысячи мелких производителей, оснащенных
современным оборудованием и выпускающих ассортимент из сотен видов тканей и
изделий, с тысячами вариантов отделки, сохраняя при этом низкие издержки [2].
За последние 30 лет на изменение мирового рынка одежды повлияли рост
населения, повышения уровня жизни, и как следствие, увеличение спроса на
одежду.
Почти все ведущие мировые бренды по производству одежды находятся в
странах Востока. Германия производит в основном высококачественную, солидную,
модельную одежду. Производство ориентировано на лиц среднего и пожилого
возраста.
Исходя, из всего вышеперечисленного можно сделать самый главный вывод,
что трудности в развитии отрасли обусловлены: нехваткой оборудования для
технологического процесса, жесткой конкуренции продукции из различных видов
материалов из разных стран. Но для решения этих проблем существуют такие
«рецепты» как: техническое переоснащение производства, увеличение производства
новых видов материалов и изготовление из них, удовлетворяющую спрос населения,
продукцию.
Целью данной дипломной работы является анализ методов обработки изделий
из плащевых материалов и разработка технологического процесса по их
изготовлению, что позволит осуществить снижение трудозатрат на изготовление
продукции и повышение экономической эффективности при производстве.
1. РЕСУРСОЭНЕРГОСБЕРЕЖЕНИЕ В ШВЕЙНОЙ ПРОМЫШЛЕННОСТИ
В Республике Беларусь создана эффективная и динамично развивающаяся
экономика, ориентированная на неуклонный рост благосостояния и повышения
качества жизни граждан, защиту их материальных, социальных и культурных
интересов. Законом Республики Беларусь №162-3 от 20 июля 2006 г. с дополнениями
2007 г. и директивой №3 президента Республики Беларусь А.Г. Лукашенко от 14
июня 2007 года в целях экономической безопасности государства и приведения
показателей энергоэффективности в соответствие с требованиями международных
стандартов предписано провести следующие необходимые мероприятия:
− обеспечение государственного управления в сфере энергосбережения,
регулирование деятельности, направленной на эффективное использование и
экономию топливно-энергетических ресурсов (ТЭР), осуществление госнадзора за
рациональным использованием этих ресурсов;
− ведение обязательного учета всего объема добываемых,
производимых, перерабатываемых, транспортируемых и потребляемых ТЭР,
установление порядка и условий оснащения пользователей и производителей ТЭР
приборами учета их расхода;
− проведение эффективной целенаправленной государственной политики
и координации деятельности государственных органов в сфере энергосбережения;
− осуществление научно-технического обеспечения в сфере
энергосбережения в рамках государственных и межгосударственных программ,
инновационных проектов по важнейшим направлениям создания и внедрения новых
энергосберегающих технологий, оборудования и материалов;
− введение системы прогрессивных норм расхода топлива и энергии,
включающей соответствующие текущие и перспективные нормы для технологических
процессов, установок, оборудования, продукции;
− установление технических нормативных правовых актов в области
технического нормирования, стандартизации, сертификации, метрологии, а также
эффективности добычи, переработки, транспортировки, хранения, производства,
использования и утилизации ТЭР;
− проведение обязательной государственной экспертизы энергетической
эффективности, энергетического обследования предприятий, статического
наблюдения за объемами и структурой потребления ТЭР;
− обеспечение обучения и подготовки специалистов в области
энергосбережения в высших, средних специальных, профессионально-технических
учебных заведениях, а также учреждениях повышения квалификации и переподготовки
кадров;
− осуществление информационного обеспечения деятельности по энергосбережению
путем широкого обсуждения республиканских и региональных программ в этой
области, координации работ по созданию демонстрационных проектов высокой
энергетической эффективности, создания специальных энергоэффективных зон,
организации выставок энергоэффективных технологий и пропаганды рационального
использования ТЭР через средства массовой информации;
− осуществление финансирования мероприятий по энергосбережению за
счет средств республиканского и местных бюджетов, республиканского фонда
«Энергосбережение», средств юридических и физических лиц, направляемых
добровольно на эти цели [3,4].
В условиях интеграции Республики Беларусь в мировую экономику необходимо
активно создавать новые ресурсосберегающие технологии. Одновременно с этим для
увеличения объемов производства в швейной промышленности и насыщения
внутреннего рынка отдельными товарами существенное значение имеет разработка
стратегии ресурсосбережения на всех этапах жизненного цикла товара.
Наибольший удельный вес в структуре себестоимости продукции швейной
промышленности занимают затраты на материалы (85,8%). В связи с этим основным
фактором, влияющим на снижение себестоимости, является снижение норм расхода
материалов на единицу продукции и использование отходов швейного производства,
составляющих от 8,3% до 23%. Это является исключительно важной задачей, так как
эти отходы  большой сырьевой резерв для увеличения выпуска дешевых
товаров народного потребления и изделий производственного назначения. Основные
источники экономии материальных ресурсов:
большой сырьевой резерв для увеличения выпуска дешевых
товаров народного потребления и изделий производственного назначения. Основные
источники экономии материальных ресурсов:
− совершенствование нормирования сырья и материалов;
− применение более экономичных новых видов материалов;
− использование материалов, вторично вовлекаемых в оборот
производства;
− улучшение конструкции изделий;
− совершенствование элементов технологии производства.
Решение проблемы рационального использования отходов производства следует
начинать с анализа их перераспределения, т.е. организовать переработку более
50% отходов передаваемого другим ведомствам сырья.
Разработка усовершенствованной классификации факторов, влияющих на
возникновение потерь материала и разбивка их на группы: технологические,
организационные и технические, в зависимости от места воздействия, облегчает
анализ и выявление причин потерь ткани на всех этапах
подготовительно-раскройного производства
Этому также способствует использование типовых схем раскладки лекал,
предусматривающих определенное размещение лекал в раскладке; снижение
материалоемкости путем установления рациональных припусков при настилании.
Изготовление ассортимента изделий из отходов материалов является огромным
экономическим резервом для предприятия и позволяет получить не только изделия с
низкой себестоимостью, но и создать дополнительный денежный фонд. Применение
системного подхода позволяет учесть широкий комплекс требований к производству
и эксплуатации таких изделий, представить объект и процесс проектирования в
виде управляемой системы, для построения которой наиболее эффективным методом
является информационное моделирование. Его основа - разделение процесса
проектирования на отдельные операции. Этапы конструкторской и технологической
подготовки производства складываются из:
− работ по выбору наиболее приемлемых (оптимальных) вариантов
отходов материалов для данного ассортимента, исходя из требований и условий
эксплуатации;
− определения рациональных форм и параметров конструкции деталей
одежды в соответствии со строением и размерами типовой фигуры, свойствами
исходных материалов, существующим стилем и модой, а также тенденциями их
развития;
− установления рациональных членений с учетом количества отходов,
их размеров и условий массового производства.
Так как процесс раскроя и изготовления изделий из отходов материалов
является трудоемким и не всегда экономически оправданным, необходимо
совершенствовать подготовку производства из нерациональных остатков на основе
использования средств автоматизации. Наряду с решением задач разработки
конструкции основных деталей по принципу «мозаичной техники», САПР позволяет
упростить проблему оформления конструкторской документации на разрабатываемую
модель.
Анализ научно-исследовательских работ в области проектирования
показывает, что основная их часть посвящена достижению целей по разработке
конструкций одежды оптимального количества и качества. Этому способствует
развитие технологии проектирования одежды, основанной на решении задач
ресурсосбережения, основными принципами которой являются: системность,
использование основных положений теории принятия решений, адаптация к
потребительским предпочтениям и условиям производства, компьютерная реализация
выполняемых работ. Рациональная организация рабочего места является
предпосылкой высокой производительности труда, эффективного использования
производственных площадей.
Развитие всех форм современного производства выявило необходимость
использовать последние достижения науки и техники, внедрять технологические
процессы, которые представляют собой экономически и технологически
целесообразную совокупность операций по обработке и сборке деталей и узлов
швейных изделий, использовать малооперационные технологии, средства малой
механизации и автоматизации [3].
В свою очередь, проблема энергосбережения стала одной из актуальнейших
проблем развития энергетики и всего народного хозяйства в целом. Поэтому повышение
эффективности использования топливно-энергетических ресурсов и создание условий
для целенаправленного перевода экономики на энергосберегающий путь развития
является важнейшей задачей.
Технологический процесс на швейном предприятии требует определенного
расхода энергии. По характеру использования энергия бывает: технологической,
двигательной (силовой), отопительной, осветительной и санитарно-вентиляционной.
Наибольшее значение имеет потребление энергии на двигательные и технологические
цели, в качестве которых выступает электроэнергия, пар и сжатый воздух.
На предприятии должен быть составлен энергетический паспорт, являющийся
нормативно-хозяйственным документом, утвержденным по единой государственной
форме, в котором отражаются все основные сведения об энергохозяйстве
предприятия и производится оценка использования топливно-энергетических
ресурсов.
Для достижения высокой эффективности производства необходимо четко
обеспечить нормальное функционирование энергетического хозяйства предприятия
под руководством главного энергетика [4]. Службе главного энергетика, в свою
очередь, предписано:
− обеспечить руководство предприятия рекомендациями по
перспективному и текущему планированию энергетического хозяйства и его
оперативному управлению, необходимыми для экономически обоснованных решений;
− улучшить материально-техническое снабжение всех звеньев
энергетического хозяйства;
− улучшить организационную структуру энергетического хозяйства
путем четкого разделения функций и задач, решаемых в его отдельных службах;
− обосновать пути и методы хозяйственного расчета внутри
энергетического хозяйства и выявить его роли в формировании показателей
хозяйственной деятельности предприятия;
− создать нормативную базу, необходимую для внедрения планового
внутрифабричного хозяйственного расчета;
− повысить скорость и достоверность обработки учетной информации,
свести к минимуму объемы необходимой информации и трудоемкость ее обработки;
− увеличить надежность работы производственных подразделений
предприятия путем повышения качества энергоснабжения и обеспечения эффективного
ремонтного обслуживания энергетического оборудования;
− упорядочить учет и отчетность;
− укрепить координационные связи с другими подразделениями
предприятия.
Задачи рационального использования всех видов энергии могут быть решены
только при условии, что энергетики совместно с технологами предприятия
разработают и осуществят план экономии энергии, увязанный с планом
рационализации технологии и улучшения организации производства.
Наиболее важными направлениями энергосберегающей деятельности являются:
− выбор тарифов и поставщиков энергоресурсов;
− использование собственных вторичных энергоресурсов и вытеснение
за счет этого покупных;
− изменения в технологии при полном или частичном сокращении
энергоемких процессов, модернизация и техническое перевооружение производства
на базе наукоемких, сберегающих и экологически чистых технологий;
− оптимизация энергобаланса предприятия и его подразделений;
− снижение расходов на выработку производимых на предприятии
энергоресурсов;
− совместная выработка электрической и тепловой энергии;
− снижение потребления энергоресурсов подразделениями предприятия
за счет повышения эффективности использования энергоносителей;
− нормирование и прогнозирование потребления энергоресурсов на основе
математических моделей и др.
Для достижения этих целей необходимо, в первую очередь, оптимизировать
потребление электроэнергии на освещение. Ключевыми мероприятиями при этом
являются:
− максимальное использование естественного освещения (повышение прозрачности
и увеличение площади окон, дополнительные окна);
− использование современной осветительной арматуры с рациональным
светораспределением;
− окраска поверхностей производственных помещений и оборудования в
светлые тона для повышения коэффициента использования естественного и
искусственного освещения;
− повышение светоотдачи существующих источников (удаление грязи с
плафонов, применение более эффективных отражателей);
− замена источников света новыми энергосберегающими лампами при
обеспечении установленных норм освещенности (люминесцентные и светодиодные);
− применение электронной пускорегулирующей аппаратуры и устройств
управления освещением (инфракрасные датчики присутствия людей, датчики
движения, акустические датчики, датчики освещенности, таймеры);
− применение автоматических выключателей для систем дежурного
освещения в зонах временного пребывания персонала;
− внедрение автоматизированной системы диспетчерского управления
наружным освещением.
Значительную величину составляют потери электроэнергии в трансформаторах
и электроприводах. Поэтому они должны быть доведены до возможного минимума
путем правильного выбора мощности, числа электродвигателей и трансформаторов,
рационального режима их работы, а также исключения холостого хода при малых
нагрузках. Количество одновременно работающих трансформаторов в зависимости от
нагрузки должно определяться дежурным персоналом из условий минимальных потерь.
Потери электроэнергии в линии зависят от сопротивления, тока линии и времени
потерь, поэтому следует снижать не только величину тока, но и величину
сопротивления линии, для чего при наличии парных линий необходимо включать их
параллельно. Применение повышенных напряжений 20кВт и 660В также значительно
сокращает потери электроэнергии в питательных и распределительных сетях
предприятия.
Также необходимо стремиться к получению равномерного графика нагрузки,
благодаря чему повышается эффективность использования установленного
оборудования и снижаются потери электроэнергии. Снижение значения суммарного
максимума нагрузки предприятия и выравнивания графика могут быть достигнуты по
договоренности со службой главного энергетика смещением времени начала работ и
обеденных перерывов цехов, а также установлением часов работы односменных
цехов.
Для снижения тепловых потерь необходимо проведение следующего минимума
мероприятий:
− использование при строительстве и модернизации зданий эффективных
теплоизоляционных материалов;
− установка теплосберегающих оконных конструкций и дверей;
− использование современного теплогенерирующего оборудования
(тепловые насосы и конденсационные котлы), узлов учета тепловой энергии;
− оптимизация гидравлических режимов теплосетей;
− модернизация и реконструкция котельных и теплопунктов.
При реализации мероприятий энергосбережения и повышения эффективности
различают:
− начальные инвестиции (или увеличение, прирост инвестиций из-за
выбора более эффективного оборудования);
− единовременные затраты на проведение энергоаудита
(энергообследования);
− единовременные затраты на приобретение и монтаж приборов учета и
систем автоматического контроля, удаленного снятия показаний приборов учета;
− текущие расходы на премирование (поощрение) ответственных за
энергосбережение.
Эффекты от мероприятий энергосбережения рассчитывают:
− как стоимость сэкономленных энергоресурсов или доля стоимости от
потребляемых энергоресурсов, в том числе на единицу продукции;
− как количество тонн условного топлива (т.у.т.) сэкономленных
энергоресурсов или доля от величины потребляемых энергоресурсов в т.у.т.;
− в натуральном выражении (кВтч, Гкал);
− как снижение доли энергоресурсов в ВВП в стоимостном выражении,
либо в натуральных единицах (т.у.т., кВтч) на 1 руб. ВВП.
Эффекты от мероприятий энергосбережения можно разделить на несколько
групп:
− экономические эффекты у потребителей (снижение стоимости
приобретаемых ТЭР);
− эффекты повышения конкурентоспособности (снижение потребления
энергоресурсов на единицу производимой продукции);
− эффекты для электрической, тепловой, газовой сети (снижение
пиковых нагрузок приводит к снижению риска аварий, повышению качества энергии,
снижению ее потерь, минимизации инвестиций в расширение сети);
− рыночные эффекты (снижение потребления электроэнергии в пиковые
часы приводит к снижению цен на энергию и мощность на оптовом рынке
электроэнергии);
− эффекты, связанные с особенностями регулирования (снижение
финансовой нагрузки, включаемой в тарифы для промышленности);
− экологические эффекты (снижение потребления электрической и
тепловой энергии в зимнее время приводит к разгрузке наиболее дорогих котельных,
работающих на мазуте и низкокачественном угле);
− связанные эффекты (внимание к проблемам энергосбережения приводит
к повышению озабоченности проблемами общей эффективности системы - технологии,
организации, логистики на производстве).
Разумеется, для достижения определенных результатов в снижении
энергоемкости отечественного ВВП, нужны крупные капитальные вложения. По данным
департамента по энергоэффективности Госстандарта Беларуси за первый квартал
2011 года на реализацию программ энергосбережения направлено более 1 трлн.
руб., причем 86,2% составили собственные средства организаций и кредитные
ресурсы банков. Объемы и источники финансирования мероприятий и программ по
энергосбережению определены республиканской программой на 2011-2015 годы. Всего
в текущем году на эти цели планируется направить 5 трлн. 285,8 млрд. рублей.
Отраслевыми и региональными программами энергосбережения на 2011 год
предусмотрен ввод электрогенерирующего оборудования суммарной электрической
мощностью 810,3 - 817,3 МВт. Государственной программой строительства
энергоисточников на местных видах топлива в республике в 2011 году (с учетом
переходящих с 2010 года) запланировано ввести 51 источник на местных ТЭР
электрической мощностью 14,65 - 21,65 МВт, суммарной тепловой мощностью 267,55
МВт.
Энергозатраты (расход топлива и электроэнергии без учета светлых
нефтепродуктов и сырья) в первом квартале 2011 года составили 8,75 млн. т.у.т.
При фактических темпах роста ВВП 110,9% обобщенные энергозатраты снизились на
0,28 млн. т.у.т., или на 3.1%. Экономия топливно-энергетических ресурсов по
итогам первого квартала 2011 года за счет проведенных мероприятий по
энергосбережению составила 401,2 тыс. т.у.т. В текущем году планируется, что
экономия топливно-энергетических ресурсов должна составить 1,36-1,5 млн. т.у.т
[4].
Вышеперечисленные мероприятия по ресурсо- и энергосбережению в швейной
промышленности учтены при анализе моделей, материалов, применяемого
оборудования, методов обработки изделий при разработке рационального
технологического процесса их изготовления.
2. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
.1 Аналитический обзор литературы по теме исследования
.1.1 История возникновения одежды из плащевых материалов
Такие понятия как «мода, стиль, одежда» постоянно крутятся у нас в
голове. Мы думаем при покупке, подходит ли нам вот эта куртка, или может вот
этот плащ? Или еще что-нибудь из такой похожей ткани?
А ведь на самом деле история возникновения тех или иных названий верхнего
ассортимента одежды, изготавливаемых из плащевых материалов, уходит далеко в
прошлое. Вот, например, взять такой вид одежды как плащ. Плащ имеет несколько
разновидностей, а само слово имеет корень, роднящий его со словами полотно,
платок и плоский. Так как в Западной Европе довольно поздно пришли к идее
рукавов, то и верхняя одежда была преимущественно без них. Эта одежда имела вид
плаща без рукавов.
Шумеры в III тысячелетии до н. э. носили просто мех с длинной шерстью.
Цари облекались в мантию, прототипом которой был плащ кочевника. Одежду людей
мужского пола знатного происхождения нередко украшала бахрома по краю,
сплетенная из узелков.
У плаща интересная многовековая история. Нередко названия фасонов связаны
с именами людей, причастных к их возникновению.
Макинтош появился благодаря Чарльзу Макинтошу. В 1823 году шотландский
химик Чарльз Макинтош соединяет ткань с резиной и получает водонепроницаемый
материал типа плащевки, которую в дальнейшем используют для пошива верхней
одежды. Причем это открытие Макинтош сделал случайно: он измазал костюм
раствором каучука, а потом заметил, что это место не промокает. Первые плащи
были примитивными. Плащ, а также легкое пальто, которое теперь называют
макинтошем, обычно имеет прямой силуэт, средних размеров отложной воротник
(хотя не всегда), на спине - шлицу, застежка чаще всего супатная, прорезные
карманы с листочками расположены наклонно, пояс и паты на рукавах с пряжками.
Легендарный макинтош представлен на рисунке 2.1.
Честерфилд - однобортный мужской плащ со скрытой застёжкой, названный в
честь индийского вице-короля Честерфилда.
Альмавива - просторный плащ, пользовался успехом в начале XIX века. В
плащ такого фасона был одет актер, исполнявший роль графа Альмавивы в пьесе
Бомарше "Безумный день, или Женитьба Фигаро".

Рисунок 2.1 - Макинтош
Адриен - свободная, удобная верхняя одежда эпохи рококо с многочисленными
складками на спине - своим названием обязана комедии П. Теренция "Девушка
с Андроса". Дело в том, что в ней впервые появляется актриса Донкур в роли
беременной женщины, одетой в адриен. Вскоре этот плащ стали использовать для
путешествий и в качестве домашней одежды.
Гавелок - длинный мужской плащ без рукавов с пелериной - был назван по
имени английского генерала Генри Гавелока (1795-1857 гг.).
Губертус - теплый непромокаемый плащ из неваляного сукна, сначала
предназначался для охоты. Название происходит от имени святого Губерта -
покровителя охотников.
В древности существовали и другие виды плащей:
Гиматион - шерстяной плащ, который античные греки надевали поверх хитона.
Гиматион имел прямоугольный или закругленный с одной стороны покрой, одинаковый
как для мужчин, так и для женщин; его размер был приблизительно 1,7-2м на 4-5м.
Чтобы он лучше сидел, в углах подвешивали небольшие гири. Гиматион накидывался
на оба плеча так, чтобы концы свисали спереди до колен или ниже. Позднее ткань
гиматиона перебрасывали через левое плечо и придерживали спереди рукой, правое
же плечо оставалось свободным. Ораторский гиматион перекидывался через правое
плечо назад, охватывал верх спины и накидывался сзади на левую руку от плеча до
кисти. Драпировка правой руки приучала оратора к сдержанной жестикуляции.
Женский гиматион закрывал все тело, включая голову.
Славяне носили плащ с застежкой на правом плече. У него были разные
названия: крзно, коц, кочь, меч. Плащ считался дорогой одеждой для прохладного
и теплого времени года. Состоятельные люди делали плащи на подкладке из дорогой
ткани или меха. Иногда он был полностью меховым, иногда мехом только
оторачивался. Позднее крзно превратилось в приволоку - короткий плащ, который
носили русские дворяне до времен Петра I.
И это еще не все многочисленные "родственники" плаща,
существовавшего в прошлом.
Глоке - самая простая форма мужского плаща, представлявшего собой круглую
накидку с отверстием для головы. Ее носили в средние века. Но и сегодня ее
используют в качестве спортивной одежды - как накидку из неваляного сукна.
Гойке - расширенная накидка без рукавов, распространенная с начала XIV
века сначала в мужской моде, а позднее и в женской. Мужчины носили ее на плечах,
женщины - на голове. Иногда женская гойке крепилась в верхней части на
проволочный каркас, и таким образом на голове возникало нечто вроде гнезда.
Иногда она заканчивалась на голове округлой шапочкой.
Клок - длинный мужской и женский плащ, который появился в средние века. В
России известен на рубеже XVIII-XIX веков. Представляет собой безрукавную
накидку колоколообразной формы. Его шили не только из шелка, но и сукна.
Крзно - плащ без рукавов, с застежкой на правом плече, распространенный
среди славян. Богатые делали его на подкладке из дорогой ткани или меха. Иногда
оно было целиком меховым, иногда только оторачивалось мехом.
Реввренда - мужской плащ XVI столетия с широким воротником и широкими
рукавами. Носили его священники, мастера и горожане.
Пыльник появлялся в моде дважды (в 30-е и 50-е годы). Шили его из разных
тканей - хлопчатобумажных и шелковых. От дождя и ветра он не защищал, поэтому
уступил место более практичному плащу.
А что можно сказать по поводу современного плаща? А то, что в его конструкции
можно найти сходство с «предшественниками».
Существует тенденция к совмещению функций демисезонного пальто и плаща в
одном предмете. Современные плащи различаются фасонами.
Плащ свободной формы имеет воротник и рукава достаточно объемные, длина
ниже коленей. Такой плащ носят женщины.
Плащ с потайной застежкой (супатом), рукавом реглан и прорезными
карманами. Покрой достаточно свободный. Встречается как в мужском, так и в
женском гардеробе.
Плащ-тренч (армейский плащ на съемной шерстяной подкладке). Характерны:
свободный силуэт, рукав реглан, отлетная кокетка спереди и сзади, прорезные
карманы, двубортная, высоко расположенная застежка, отложной воротник на
стойке, погоны, хлястики на рукавах, пояс или ремень с пряжкой, шлицы.
Используется в женском и мужском гардеробе [5].
Или вот еще один пример происхождения, только вот уже куртки.
Упоминание об этой одежде встречается в русских документах уже с XVII
века. В переводе с латыни "куртка" означает "короткая".
Считается, что куртка - изобретение французов. Именно иноземные портные
предложили россиянам кургузое иностранное платье, которое постепенно прижилось.
В XIX веке в куртках занимались зимними видами спорта. Они были прямые и с
подрезной талией, на пуговицах и крючках, длиной до колен и совсем короткие,
как пиджаки и делали из непромокаемых тканей.
Некоторые виды курток, существовавших в прошлом, получили свои названия:
Вамс - облегающая куртка на ватной подкладке, надеваемая под рыцарские
доспехи в средние века. С XV по XVII век так стали называть одежду, которую
надевали под накидку. Она закрывала верхнюю часть тела и всегда имела рукава.
Вамс - куртка неизменно прилегающего силуэта иногда с разрезами или сборками
принимала смешную форму "гусиного брюха". В XVII веке вамс еще
укорачивается, не доходит даже до пояса. Затем полностью заменяется жилетом.
Казак. Так в XVII веке называли короткий мушкетерский плащ, имеющий
множество застежек по боковым швам и швам рукавов, - число пуговиц иногда
превышало сотню. Казак легко трансформировался: рукава вшивались в пройму
только в верхней части, поэтому их нужно было застегивать, чтобы надеть на
руки, или отбросить назад, освободив руки. Казак легко превращался в короткую
пелерину.
Куртка а-ля Гарибальди - куртка из красного кашемира, украшенная золотым
позументом и пуговицами. Особенно была популярна в женской моде около 1860
года. Такую куртку носил итальянский патриот Джузеппе Гарибальди (1807-1882
гг.).
Современная куртка
Сегодня куртка считается одеждой для спорта и отдыха. Но могут носить ее
каждый день. Отметим несколько видов курток:
Анорак. Когда-то эту одежду, защищающую от холода и ветра, носили народы
Севера. Но сейчас этим словом обозначают два различных вида одежды - спортивную
и повседневную.
Первый вид - непромокаемые куртки и плащи. Куртки с капюшоном, без
застежки, одевающиеся через голову. Плащи-полупальто на утепленной подкладке с
застежкой, поясом и кокеткой. Для большего утепления застежку часто делают
двойной: кроме обычной молнии, используют еще и кнопки или пуговицы.
Второй вид анорака - в качестве одежды для пляжа или отдыха. Куртку без
застежки или на молнии с капюшоном шьют из плотной махровой ткани. Резинки
подхватывают низ куртки и рукавов, нередко собирают край капюшона. На животе
или груди располагается карман-кенгуру.
Блузон - короткая куртка на притачном поясе. Он появился в 40-е годы,
когда были популярны так называемые лыжные куртки, их шили, комбинируя разные
ткани, но всегда на притачном поясе. Иногда вместо пояса используют резинку или
шнур, продернутые в кулиску по низу куртки. Либо делают притачной пояс из
вязаной, трикотажной резинки. Блузон шьют из любого материала, трикотажа, меха,
кожи.
Норфолк - охотничья куртка, длиной до бедер, имеющая на спине две
глубокие складки, по талии - пояс. Спереди куртки большие карманы со складками
и клапанами. Носили Норфолк с брюками длиной три четверти. Куртка названа
именем лорда, который ввел ее в свой гардероб. Куртка-норфолк была очень
популярна в конце XIX века [6].
Такова история этих важных предметов гардероба, стиль, покрой и качество которых
так много могут сказать о своем владельце и представительность которого никто
даже не ставит под сомнение.
2.1.2 Изделия, изготавливаемые из плащевых материалов
В настоящее время во всем мире изготавливается такое разнообразие
предметов, одежды, обуви и других изделий, необходимых для жизнедеятельности
людей, что невольно напрашивается вопрос, а что же можно еще придумать? А ведь
можно придумать, и каждый день на Земле придумываются новинки из стольких
разнообразных материалов и средств. Например, из фольги - Эйфелева башня, из
пластика - «умная одежда», из супермодного меха или кожи - супер модные
ботинки.
Другое же дело обстоит с изделиями из плащевых материалов. Из
поливиниловых, полиэфирных, полиамидных, поливинилхлоридных волокон, а также с
содержание х/б волокон делают: одежду, обувь, кожгалантерею, одежду для рыбалки
и охоты, спальные мешки, палатки, костюмы различных профессий. На рисунке 2.2
показана доля изготавливаемых продуктов во всем мире из плащевых материалов.

Рисунок 2.2 - Диаграмма объема мирового выпуска продукции из плащевых
материалов
Из этой диаграммы выводом послужит тот факт, что:
% от всего объема продукции выпускается одежды мужской, женской, детской,
с ассортиментом плащей, курток, пальто, комбинезонов, кепок, шапок и другой
одежды;
% от объема занимает обувь, как летняя, так и зимняя, предназначенная как
для повседневной носки, так и для другого предназначения;
% - представляет одежда для рыбаков и охотников;
% - кожгалантерея, а именно: перчатки, зонтики, сумки;
% - костюмы для различных профессий (геолога, садовника, пожарного и
т.д.);
% - ковры;
% - палатки;
а остальные 5% - другие предметы.
2.1.3 Требования, предъявляемые к одежде из плащевых
материалов
Требования, предъявляемые к современной одежде, определяются уровнем ее
качества, который устанавливается перечнем показателей и их весомостью.
Уровень качества изделий - это относительная характеристика, определяемая
путем сравнения показателей качества модели с базовыми показателями, фактически
достигнутыми в стране.
Качество продукции принято рассматривать как совокупность ее показателей.
Для потребителя полезность вещи определяют потребительскими (эксплуатационными)
показателями, которые включают социальные, функциональные, эстетические,
эргономические и гигиенические показатели, а также безопасность пользования и
надежность.
В состав промышленных показателей входят показатели стандартизации
(применение стандартных и унифицированных деталей и узлов одежды); конструктивные
(простота и рациональность конструктивных решений основных деталей изделия и
элементов конструкций); технологические (высокая точность изготовления в
соответствии с принятой технологией, уровень использования промышленных средств
пошива швейных изделий); технико-экономические показатели [7].
Технико-экономические показатели для потребителя определяют лишь
интересующие его потребительские свойства, а для производства они имеют важное
значение, так как в этом случае, взаимосвязь различных технологических
операций, требования к ним и точность их выполнения определяют и экономические
показатели (затраты на создание моделей, стоимость основных и вспомогательных
материалов, стоимость обработки).
Все перечисленные требования, которые применяются для изделий из плащевых
материалов, представлены в таблице 2.1.
Таблица 2.1
Показатели качества, применяемые к изделиям из плащевых материалов
|
Групповые показатели
качества
|
Единичные показатели
качества (наименование требований)
|
Характеристика или
нормативные значения показателей качества
|
|
1
|
2
|
3
|
|
Потребительские требования
|
1. Эстетические
|
1.1 новизна модели,
конструкции
|
одежда должна
соответствовать направлению моды
|
|
|
1.2 совершенство композиции
|
форма одежды должна
соответствовать требованиям архитектоники
|
|
|
1.3 товарный вид
|
отсутствие дефектов
внешнего вида изделий
|
|
|
1.4 новизна покроя, силуэта
|
одежда должна
соответствовать модным в нынешнем сезоне конструкциям деталей
|
|
|
1.5 виды отделки, фурнитура
|
использование вставок,
подрезов из других различных по фактуре материалов, использование
разнообразной фурнитуры
|
|
|
1.6 сочетание цвета изделия
с другими элементами гардероба
|
цветовая гамма одежды
должна гармонировать с другими единицами гардероба, в том числе, и с
аксессуарами
|
|
2. Эргономические
|
2.1 антропометрическое
соответствие
|
исходя из, известных
полнотных и возрастных групп одежда должна соответствовать размерам и формам
тела человека
|
|
|
2.2 требования к
психофизиологическим особенностям человека
|
исходя из, известной
возрастной группы одежда должна соответствовать психофизиологическим
особенностям человека
|
|
|
2.3 безопасность
эксплуатации изделия
|
исходя из предлагаемых к
изделию материалов, не должно быть при эксплуатации изделия никаких
некомфортных ощущений, никаких вредных воздействий на тело человека
|
|
|
2.4 действие на психологию
человека
|
изделия не должны
каким-либо образом приводить к конкретному изменению в поведении или
психологии человека
|
|
|
2.5 гигиеническое
соответствие
|
одежда должна
соответствовать санитарно - гигиеническим нормам, должен обладать средней
гигроскопичностью, хорошей воздухопроницаемостью, удовлетворять тепловому
сопротивлению, обладать теплопроводными свойствами, обуславливать создание
определенного микроклимата в пододежном слое
|
|
3. Эксплуатационные
|
3.1 устойчивость к
механическим воздействиям (растяжению, сжатию, трению, формоустойчивость)
|
изделия должны
соответствовать механическим воздействиям: растяжению, трению, истиранию по
сгибам и по плоскости, к растягивающим нагрузкам
|
|
|
3.2 устойчивость к
физико-химическим нагрузкам (светопогоде, теплу, температуре, воде, холоду)
|
изделия должны быть
долговечными, выдерживать различные перепады температур, светопогоды, при
соприкосновении с водой не должно быть некомфортных ощущений
|
|
|
3.3 стойкость к химчистке,
к стирке
|
возможна как стирка, так и
химчистка
|
|
|
3.4 возможность ремонта
|
ремонтноспособность
присутствует: возможность замены подкладки, фурнитуры
|
|
4. Функциональные
|
4.1 соответствие основной
целевой функции
|
исходя из, географической
зоны и целевого назначения на определенную возрастную группу людей изделия
должны соответствовать для повседневной носки
|
|
1.
|
4.2 соответствие полнотной,
размерной и возрастной группам
|
изделия должны
соответствовать полнотным группам условно - типовых фигур разных возрастных
групп
|
|
5. Социальные
|
5.1 соответствие
потребительскому спросу
|
изделия должны
соответствовать современному образу жизни
|
|
|
5.2 конкурентоспособность
|
изделия должны быть
конкурентоспособными, должны иметь сбыт на внешний и внутренний рынок.
Соответствовать патентной чистоте
|
|
|
5.3 соответствие прогнозу
спроса
|
должны соответствовать
вкусу и стилю жизни широкого числа потребителей
|
|
Экономические показатели
требований
|
6. Технологич-ность
конструкции
|
1.1 производственная
технологичность (площадь лекал, сведение к минимуму на технологическую
обработку)
|
использование минимальной
площади лекал, простая их конфигурация, исключение операций на подрезку
деталей из - за точности кроя, использование новейшего оборудования, средств
малой механизации, приспособлений, унификаций деталей кроя
|
|
|
1.2 эксплуатационность,
технологичность (трудоемкость, ремонт, обслуживание)
|
сокращение трудоемкости и
материалоемкости, использование новых методов обработтки, минимальные затраты
на дальнейший ремонт и обслуживание
|
|
2. Стандартизация и
унификация деталей конструкции
|
2.1 уровень технологичной и
конструктивной преемственности
|
применение унифицированной
обработки различных узлов изделия, унифицированных деталей, одновременное
проектирование серии моделей
|
|
7. Экономичность
конструкции
|
сокращение затрат на
производство и дальнейшую эксплуатацию, рациональной раскладки лекал,
уменьшение трудоемкости, минимальной раскладки лекал
|
|
|
|
|
|
Заключительный контроль предусматривает проверку качества готовых изделий
и определение соответствия их требованиям государственных, отраслевых
стандартов и технических условий. Готовые изделия проверяют поштучно путем
внешнего осмотра и измерения в местах, предусмотренных технической
документацией на данное изделие (ГОСТ 23193-78). Пальто, костюмы, куртки, плащи
контролируются на манекенах и столах. Проверяется также соответствие маркировки
и упаковки требованиям ГОСТ 10581-82.
2.1.4 Способы ухода за изделиями из плащевых материалов
Следует знать, что с плащевых материалов, особенно со смешанных (хлопок -
лавсан) и тканей болонья, трудно удалять пятна, затеки. В первом случае
трудность удаления объясняется тем, что пятно прочно удерживается на
хлопчатобумажных волокнах, во втором - возникает опасность повреждения
силиконовой пленки при использовании растворителей. В обоих случаях образуются
трудноудаляемые ореолы. Поэтому надо особенно внимательно следить за чистотой
одежды и удалять пятна только «свежими». Делать это необходимо до стирки, чтобы
«снялись» затем ореолы и затеки. Если ореолы остаются на изделиях из смешанных
тканей, в некоторых случаях их можно «разогнать» с помощью жесткой капроновой
щетки. При удалении пятен с тканей типа болонья из органических растворителей
можно применять только бензин.
Изделия из ткани болонья или с отделкой «лаке» и им подобные при чистке
нельзя сильно тереть, чтобы не повредить силиконовую пленку, чтобы не исчез
блеск.
При чистке изделий с утеплителем следует, прежде всего, обратить внимание
на символы, имеющиеся на маркировочной ленте, и согласно им определить способ
ухода. Если символов нет, можно провести небольшое исследование: в незаметном
месте подпороть подкладку и определить вид утеплителя.
В качестве утеплителя используются в основном нетканые материалы: ватин
полушерстяной (реже шерстяной), полотно утепляющее иглопробивное (плотная,
необъемная, проклеенная холст-ватка из синтетических волокон), полотно
утепляющее холстопрошивное (необъемная холст-ватка из синтетических волокон,
прошитая зигзагообразными стежками), ватин клееный объемный синтетический (объемная
холст-ватка из полиэфирных волокон, на поверхность которой нанесено тонким
слоем водорастворимое клеящее вещество - ПВА или др.).
Вещи с утеплителем из чистошерстяного ватина лучше всего сдавать на
предприятие химчистки.
Стирка плащевых изделий
Плащевые ткани и изделия, изготовленные из них, в своем большинстве
великолепно выдерживают стирку. Их можно стирать самостоятельно, используя
моющие средства, предназначенные для шерстяных, шелковых и синтетических тканей
или порошки универсального назначения. Нежелательно только оказывать на изделия
сильное механическое воздействие, например, выкручивать, мять, отжимать. При
таких воздействиях на ткани могут образоваться заломы и замины, от которых
потом будет невозможно избавится. Температура при стирке должна быть не более
45°С. Сушить рекомендуется на вешалке - плечиках, предварительно хорошо отжав.
При стирке изделий, окрашенных в разные цвета, следует соблюдать
осторожность. Окраска такой одежды, как правило, непрочная и во время стирки
могут появиться закрасы. Перед тем как стирать цветные изделия нужно проверить
на прочность окраски каждого цвета в отдельности. Если окраска одной из тканей
окажется непрочной, стирку производят при очень низкой температуре, равной
25-30°С.
Если в качестве утеплителя использованы полушерстяной ватин, нетканое
иглопробивное или холсто-прошивное полотно или объемный синтетический ватин, то
изделия можно подвергать стирке. При этом необходимо обратить внимание на
следующие моменты:
а) имеют место случаи, когда при пошиве изделий светлого цвета
используется ватин более темных или контрастных тонов. Тогда стирать их не
следует, так как может произойти закраска ткани верха;
б) после полоскания изделие необходимо повесить на плечики, дать воде
стечь, а затем убрать излишки влаги с помощью сухой простыни или махрового
полотенца. Эту операцию нужно повторить неоднократно, чтобы не образовались
затеки по низу изделия;
в) прежде чем приступить к стирке изделий, содержащих объемный
синтетический утеплитель, следует проверить состояние утеплителя и обратить
внимание на конструкцию пошива. Так как волокна в холсте ничем не скреплены, а
поверхностная пленка связующего вещества практически не препятствует свободному
движению волокон, то уже в процессе носки в результате трения и других механических
воздействий может произойти неравномерное перераспределение волокон с
образованием разреженных мест. Разрывы холста или отрыв его от мест крепления
возможны, если изделие имеет редкую простежку. Состояние холста проверяется на
ощупь или свет. В этих случаях одежду следует стирать руками, соблюдая
осторожность. Прополоскав, изделие отжимают махровым полотенцем или простыней.
Нельзя мокрое изделие держать на весу. Утеплитель под действием тяжести может
оторваться. Сушат вначале в горизонтальном положении, и только полусухое
изделие можно повесить на плечики. Если вещь новая и имеет частую простежку,
можно стирать с меньшими предосторожностями, но тоже вручную. Следует знать,
что при любом способе ухода утеплитель частично теряет объемность;
г) если в качестве утеплителя используется холсто-прошивное полотно,
изделия можно стирать так же, как и обычные плащевые.
Так как пуховые изделия легки, не погружаются в раствор, стирать их лучше
на столе с пластиковым покрытием, обрабатывая загрязненные детали щеткой или
поролоновой губкой, смоченной в моющем растворе. Прополаскивают особенно
тщательно, так как малейший остаток моющего средства приводит к образованию
затеков в месте соприкосновения пуха с тканью верха. После стирки необходимо
хорошо отжать изделие в простыне или махровом полотенце.
Ручная стирка (мойка) пуховых изделий:
· Растворить небольшое количество моющего средства в тазике с теплой водой;
· Подвесить пуховое изделие на плечиках над ванной;
· Замыть загрязнения с помощью щётки;
· Смыть мыльный раствор при помощи душа;
· При сильном загрязнении повторно замыть изделие;
· Не отжимать детали содержащие пух, дать стечь воде;
· Сушить в подвешенном на плечиках виде, в хорошо отапливаемом
и проветриваемом помещении. Периодически встряхивать и расправлять изделие в
процессе сушки.
Машинная стирка пуховых изделий:
· Удалить все моющие средства из соответствующих емкостей стиральной
машины;
· Поместить изделие в стиральную машину (максимум одно
изделие);
· Использовать специальное средство для стирки пуховых изделий.
Использовать дозировку, указанную на упаковке моющего средства;
· Использовать режим деликатной стирки при температуре 30 С и
дополнительное полоскание (при сильном загрязнении использовать режим двойного
дополнительного полоскания).
· Отжать 3 раза (при низких оборотах);
· Сушить в подвешенном на плечиках виде, в хорошо отапливаемом
и проветриваемом помещении. Периодически встряхивать и расправлять комки пуха в
процессе сушки.
При появлении разводов после высыхания изделия:
· Замыть разводы губкой слабым мыльным раствором;
· Протереть замытые места сухой тряпкой или полотенцем;
· При устойчивых разводах после машинной стирки, повторить
процедуру полоскания и отжима, с дальнейшим соблюдением рекомендаций по сушке
изделия.
Рекомендации по уходу за пуховыми изделиями:
· Перед стиркой пуховой одежды внимательно изучить инструкцию по уходу на
ярлыке изделия и следовать ее рекомендациям;
· Удалить все детали, не подлежащие стирке;
· Не замачивать изделие!
· Использовать для стирки мягкие стиральные порошки, не
содержащие отбеливателей, или специальные средства для стирки пуховых изделий;
· При стирке специальным средством для стирки пуховых изделий
следовать инструкции на ярлыке средства;
· Ручная стирка применяется при небольших загрязнениях изделия
и является наиболее предпочтительной, т.к. позволяет сохранить
теплоизоляционные свойства пуха и водоотталкивающие свойства изделия.
Здесь обязательно должна быть ссылка на лит. источник (по способам ухода
за изделиями из плащ. материалов).
.2 Анализ моделей, изготавливаемых на ООО «Куртки Выбор» г.
Москва
ОАО «Куртки Выбор», крупнейшая российская швейная фирма, была создана в
г. Москве в 2000 году. Компания подразделяется на две торговые марки: ОАО
«Мегаполис Групп» (Megapolis Group, MGP), которая осуществляет разработку новых
моделей мужской верхней одежды и её пошива, и ОАО «Белло Ивенто» (Bello
Evento), которая осуществляет разработку новых моделей женской верхней одежды и
её пошива.
Ассортимент изделий делится на два сезона: зима-весна, лето-осень или
зимний ассортимент и д/с ассортимент как в женской, так и в мужской продукции.
На каждую модель насчитывается около 1500-2000 изделий в партии. Ассортимент
часто сменяемый и коллекция новой модной верхней одежды формируется исходя из
самых новых направлений моды, новых тканей, спроса потребителя и самое главное:
исходя из замечаний и предложений потребителя и творческого директора.
Перечень ассортимента: мужские и женские куртки, пуховики, плащи,
безрукавки, жилетки, ветровки, анораки.
Здесь тоже д.б. ссылка - но уже на материалы практики. Лит.источник так и
оформляется:
. Материалы преддипломной практики на ООО «Куртки Выбор», г. Москва.
Чтобы не перенумеровывать всю дальнейшую литературу, посмотри, может
можно лит. ист. №8 дать в предыдущую ссылку, а №9 (или №№10-13) заменить на
материалы практики.
2.2.1 Современные тенденции моды изделий из плащевых
материалов
На данный момент тенденции моды во всем: включая, будь-то дизайн одежды,
будь-то дизайн интерьера, настолько изменчив, что даже не поддается никакой логике.
Можно только предполагать и брать пример для подражания, использовать новые
идеи и творить свое новое «искусство».
Свое новое «искусство» предлагают многие знаменитые брэнды мира как и в
по мужской части, так и по женской. Но в этих направлениях главной ноткой
является и остается, по прежнему, минимализм, «аккуратизм», лаконичность, если
можно так сказать, даже упрощенность некоторых деталей на всем изделии.
Модны такие силуэты как: в мужской одежде - прямой, слегка приталенный, а
в некоторых случаях совсем приталенный; в женской одежде - приталенный,
перевернутая трапеция, просто трапеция, «золотое сечение».
Эти же силуэты нашли свое применение и в изделиях из плащевых материалов,
а особенно в плащах, удлиненных куртках, легких жакетках и пиджачках.
Особо важно ко всему этому образу использовать аккуратные аксессуары:
шарфы, сумочки, элегантные перчатки для женщин, немного грубоватые для мужчин.
Все это новое «искусство» представляют каждый год на мировых «подиумах»
такие бренды как: Adidas, C. P. Company, DKHY, Frankie Morello, Monclear,
Peuterey, Weber (мужские бренды); Esprit, Prada, Just Cavalli, DKNY (женские
бренды), которые представлены на рисунках 2.3 и 2.4.


Рисунок 2.3 - Мировые представители мужской одежды

Рисунок 2.4 - Представители женской одежды
2.2.2 Торговая марка мужской одежды «Megapolis»
Торговая марка мужской одежды «Megapolis» представляет собой новую перспективную верхнюю одежду,
сшитую только из плащевых материалов, с применением различных утеплителей,
красивейшей фурнитурой и украшениями. Торговая марка шьет ассортимент: куртки,
плащи, пуховики, безрукавки, пиджаки, представленные на рисунке 2.5, 2.6, 2.7.
2.2.3 Торговая марка женской одежды «Bello Evento»
Торговая марка женкой одежды «Bello Evento»
изготавливает женскую верхнюю одежду, также только из плащевых материалов с
различными пропитками, применяя различные утеплители, разнообразную фурнитуру
на изделиях. Шьют такой ассортимент: куртки, плащи, пуховики, жакеты,
спортивные костюмы. Ассортимент представлен на рисунках 2.8, 2.9.



Рисунок 2.5 - Торговая марка мужской одежды «Megapolis»



Рисунок 2.6 - Торговая марка мужской одежды «Megapolis»


Рисунок 2.7 - Торговая марка мужской одежды «Megapolis»

Рисунок 2.8 - Торговая марка женской одежды «Bello Evento»

Рисунок 2.9 - Торговая марка женской одежды «Bello Evento»
.3 Анализ материалов, применяемых для изготовления плащевых
изделий
На сегодняшний день рынок тканей и сопутствующих материалов для пошива
любого ассортимента одежды настолько велик и разнообразен, что не нужно
задаваться вопросами: из чего пошить, какой утеплитель сюда нужен, какая
фурнитура здесь будет уместна, какого цвета будет этот кантик. В этом разделе
дипломной работы был исследован весь пакет материалов, применяемый для пошива
изделий из плащевых материалов, изложенный ниже.
2.3.1 Требования, предъявляемые к материалам
Требования к материалам на проектируемые плащевые изделия вытекают
непосредственно из требований к самому изделию. Слои материалов: основных,
прокладочных, подкладочных и скрепляющих, составляющих пакет одежды должны
соответствовать друг другу по свойствам и в конечном итоге создавать изделие с
наилучшими качественными показателями. Все материалы, составляющие пакет одежды
должны соответствовать основным требованиям [8]:
конструкторско-технологическим требованиям к материалам, определяемые
свойствами швейного изделия, особенностями его конструкции и методов
изготовления;
гигиеническим требованиям к материалам;
требованиям к износостойкости материала;
эстетическим требованиям к материалам.
Удовлетворение этому комплексу требований обеспечивается, прежде всего,
свойствами материалов, из которых одежда изготавливается. Каждое свойство
материалов определяет тот или иной показатель качества одежды или их комплекс.
Эти свойства существенно влияют на технологические процессы раскроя, пошива,
окончательной отделки швейных изделий. Они диктуют способы ухода за изделиями.
Плащевые и курточные материалы предназначены для изготовления одежды,
которая будет носиться в условиях повышенной влажности, дождей и пониженных
температур: плащи, куртки легкие и утепленные, комбинезоны, дождевики и др.
Исходя из назначения материалов основными свойствами, которыми они должны
обладать являются:
хорошая водозащитность;
хорошая драпируемость;
высокая стойкость к истиранию;
прочность;
легкость (поверхностна плотность плащевых и курточных тканей должна быть
в пределах 180-300 г/м2);
мягкость;
устойчивость формы;
легкость ухода;
небольшая усадка при намокании;
воздухопроницаемость 20-50 дм3/м2·с (для обеспечения комфортного
состояния человека в одежде).
Все материалы, составляющие пакет плащевых изделий, должны подбираться
таким образом, чтобы изделие в целом выдерживало стирку, не деформировалось и
сохраняло удовлетворительный внешний вид. Влияние свойств материалов, учет
которых позволяет получить качественную продукцию, на создаваемое изделие
представлено в таблице 2.2.
Таблица 2.2
Свойства плащевых материалов, определяющие пригодность материалов для
изготовления изделий
|
Этапы создания модели
|
Стадии и операции при
создании и эксплуатации модели
|
Свойства материалов
|
|
Разработка конструкции
модели
|
выбор силуэта
|
Сминаемость, стойкость к
раздвижке нитей в швах
|
|
Покрой рукава, наличие
вытачек и других конструктивных элементов
|
жесткость на изгиб
|
ИЛР, усадка, осыпаемость,
жесткость на изгиб
|
|
Разработка лекал
|
|
|
|
Технологический процесс
изготовления
|
стачивание швов режимы ВТО
|
Прорубаемость, толщина
ткани, поверхностная плотность, волокнистый состав
|
|
Эксплуатация
|
глажение
|
ИЛР, волокнистый состав
|
Все материалы, входящие в пакет должны отвечать санитарно-гигиеническим
требованиям: иметь небольшую теплопроводность, достаточную гигроскопичность, и
т.д.
Подкладочные материалы должны соответствовать основному материалу по
цвету, волокнистому составу, толщине и поверхностной плотности. Они должны
иметь хорошие гигиенические свойства: оптимальную гигроскопичность,
воздухопроницаемость; быть стойкими к трению, стирке, химчистке, действию пота.
Усадка подкладочных материалов не должна превышать допускаемых НТД, ткань не
должна электризоваться. Заключительными требованиями к подкладочным материалам
являются гладкая поверхность и малый коэффициент трения [9].
Швейные нитки являются основным материалом для скрепления деталей одежды
из тканей, трикотажных и нетканых полотен и других материалов. Швейные нитки
должны обладать рядом свойств:
иметь большую прочность на разрыв;
иметь равномерную толщину и гладкую поверхность;
швейная нитка должна обладать гибкостью и эластичностью;
Свойства швейных ниток зависят от волокнистого состава, числа сложений,
направления крутки, толщины, окончательной отделки. Скрепляющие материалы,
должны соответствовать основному и подкладочному материалу по цвету, толщине,
прочности, волокнистому составу. Они должны быть малоусадочны и термостойки, с
окраской, устойчивой к различным видам воздействий, установленных в НТД, быть
уравновешенными по крутке. Все вышеперечисленные требования и свойства
материалов должны быть учтены при разработке моделей и пошиваемых изделий из плащевых
материалов.
2.3.3 Материалы верха
Материалы верха, применяемые для пошива изделий, должны обладать
ветрозащитными, водонепроницаемыми, хорошими гигиеническими свойствами. В
качестве основного (покровного) материала применяются в основном плащевые и курточные
ткани из синтетических комплексных нитей, из синтетических комплексных нитей в
сочетании со смешанной пряжей или текстурированными нитями, из смешанной пряжи
на базе хлопка, синтетических и искусственных волокон. Ткани вырабатываются
большой плотности с водоотталкивающей пропиткой или полимерным пленочным
покрытием.
Покрытие может наноситься на лицевую или изнаночную сторону. На лицевую
сторону используют покрытия на базе полиуретана или из полиэфируретана и
диизоционата. Лицевое покрытие придает тканям повышенный блеск. Изнаночное
покрытие бывает полиэфирное, полиакриловое, силиконовое. Виды тканей
представлены на рисунке 2.10.
Рисунок 2.10 - Виды материалов верха
Х/б ткани с водоотталкивающими пропитками выпускаются из тонкой гребенной
пряжи полотняным и саржевым переплетением достаточно плотными по основе, что
придает им определенную водоупорность. Поверхностная плотность тканей
колеблется 190 до 260 г/м2. Наряду с х/б тканями вырабатываются ткани с добавлением
полиэфирных волокон. Их содержание может быть различным - 45%, 60-65%, 70-80%.
Поверхностная плотность этих тканей больше, чем у хлопковых. Использование
полиэфирных волокон придает тканям добротный внешний вид, улучшает такие
свойства материалов, как несминаемость и усадка. Для изготовления плащей
применяются также полиэфирно-вискозные ткани, пропитанные водоотталкивающими
веществами [10].
Материалы с пленочным покрытием получают путем нанесения на ткани из
синтетических комплексных нитей пленочного покрытия на основе смол и силиконов.
Покрытие является водонепроницаемым и водоотталкивающим. Такие ткани легки: их
поверхностная плотность лежит в пределах 46-114 г/м2. Материалы бывают
гладкокрашеные, с печатным рисунком, отделкой «лаке». Плащевые ткани выпускают
с пленочным покрытием в 3 слоя, курточные - в 1 слой. Плащевые и курточные
ткани с пленочным покрытием являются воздухо- и паронепроницаемыми,
негигроскопичными, но имеют достаточно добротный и эстетичный внешний вид и
хорошие эксплуатационные свойства.
Ткани с отделкой «лаке» имеют небольшую массу 1м2 (50-150 г),
повышенную воздухопроницаемость и некоторую водопроникаемость.
Ткани с прорезиненным покрытием обладают низкой сминаемостью, большой
упругостью, низкими гигиеническими свойствами, их поверхностная плотность
составляет 110-190 г/м2. Со временем такие ткани стареют,
резиновое покрытие теряет эластичность.
Капроновые ткани легки, имеют малую толщину, достаточную воздухо- и
паропроницаемость. Среди изготавливаемых их них изделий можно выделить детские
комбинезоны, утепленные куртки.
Получение эффектного лицевого покрытия с отливом под золото, серебро,
перламутр или жемчуг достигается добавкой в покрытие разнообразных пигментов на
основе соединений висмута, свинца, слюды, диоксида титана. Обработкой
препаратом дикралан (Швейцария) создают ткани с бесцветной или серебристой
отделкой лицевой поверхности, они отличаются легкостью, упругостью, жесткостью,
прорубаемостью, водо- и воздухонепроницаемостью.
Ассортимент плащевых тканей расширяется за счет создания материалов новых
структур (использование различных переплетений), видов отделки и
колористического оформления. Перспективными являются плащевые ткани из
синтетических волокон в чистом виде и в смесях с другими волокнами. С помощью
этих тканей можно создать добротный и достаточно привлекательный внешний вид
изделию. Они отвечают во многом требованиям, к плащевым и курточным тканям.
Некоторые новые виды ткани представлены на рисунке 2.11.
Рисунок 2.11 - Новые применяемые виды тканей
Представляет собой ткань P/DEWSPO на лицевую сторону, которой нанесена
пуходержащая пропитка CIRE, что придает ткани блеск.100% полиэстер. Пропитки:
PU, WR, CIRE.dull (Dewspo FD)
Ткань с обработкой FULL DULL имеет матовую поверхность. 100% полиэстер.
Пропитки: WR, PU, MILKY, CIRE.dull oil cire
Мягкий, легкий материал из полиэстеровой нити. Имеет глянцевую
поверхность за счет нанесения на лицевую сторону двух слоев пуходержащей
пропитки CIRE. Сохраняет устойчивый цвет при многократных стирках, устойчив к
воздействию ультрафиолета. Обладает хорошими воздухообменными свойствами. 100%
полиэстер. Пропитки: WR, PU, CIRE./Faille (T/F)
Красивая, современная, обладающая прекрасными характеристиками, курточная
ткань, отлично подходит для пошива верхней одежды. Ткань водонепроницаема. 100%
полиэстер. Пропитки: WR, PU, MILKY, CIRE./Dewspo
Мягкий, легкий материал из синтетических волокон. Сохраняет устойчивый
цвет при многократных стирках, устойчив к воздействию ультрафиолета. Обладает
хорошими воздухообменными свойствами. 100% полиэстер. Пропитки: WR, PU, MILKY,
CIRE./Dewspo
Поверхность имеет перламутровый блеск за счет переплетения определенного
вида нитей. Ткань более жесткая, чем P/DEWSPO, но обладает такими же
техническими характеристиками. 100% полиэстер. Пропитки: WR, PU, MILKY, CIRE./Dewspo Sire 7
times (7 Time)
Пропитка Cire нанесена на лицевую поверхность, что придает ткани
блеск.100% полиэстер. Пропитки: WR, PU, MILKY, CIRE.
Ткань имеет блестящую, «перламутровую» поверхность за счет переплетения и
использования нитей с блеском. Обладает водоотталкивающими и хорошими
воздухообменными свойствами. 100% нейлон. Пропитки: WR, PU, CIRE.
% полиэстер. Пропитки: WR, PU, CIRE.
Износостойкий нейлон с плотным переплетением нити. Ткань имеет жатую
поверхность (эффект «крэш»). 100% нейлон. Пропитки: WR, PU, MILKY, CIRE.
Водонепроницаемая плащевая ткань с тонкой полиуретановой пропиткой с
изнаночной стороны. Ткань имеет гладкую, блестящую поверхность с едва
различимой клеточной структурой. 100% полиэстер. Пропитки: WR, PU, MILKY, CIRE.
Лицевая сторона ткани имеет особо выраженный блеск, который появляется
при специальной обработке. Имеет ярко выраженный жатый эффект (складки).
Обладает водоотталкивающими и хорошими воздухообменными свойствами. 100%
полиэстер. Пропитки: WR.
Блестящая, не продуваемая ткань. Ткань отличается от всех остальных ярко
выраженным, почти лаковым блеском, который достигается за счет нанесения на
лицевую сторону ткани нескольких слоев специальной полиуретановой пропитки.100%
полиэстер. Пропитки: WR, PU, MILKY, CIRE.
Современная, обладающая прекрасными характеристиками, тонкая блестящая
ткань с эффектом «мрамора». 100% полиэстер. Пропитки: WR, PU, CIRE./C
Вискозосодержащая смесовая ткань с водоотталкивающей обработкой. По
основе и утку применяются нити разного сырьевого состава. Ткань имеет блестящую
поверхность и слабовыраженный рубчик. Великолепно сохнет, устойчива к сминанию.
ПЭ70%, ХЛ25%, ВС5% Пропитки: PU, WR, CIRE./Prince
Довольно плотная (около 120 г/м²), гладкая ткань с красивым, благородным
блеском. 100% полиэстер. Пропитки: WR, PU, CIRE./P Taffeta 290 T
Являются традиционными смесовыми курточными тканями типа «хамелеон» и
широко применяются при производстве детской и женской верхней одежды. Ткани
обладают прекрасными техническими характеристиками. 50% полиэстер, 50% нейлон.
Пропитки: WR, PU, MILKY, CIRE.WR
Мягкий, легкий материал из полиэстеровой нити. Имеет глянцевую
поверхность за счет использования нитей с блеском и специальной отделки ткани.
Сохраняет устойчивый цвет при многократных стирках, устойчив к воздействию
ультрафиолета. 100% полиэстер. Пропитки: WR./OTTOMAN
Красивый, современный материал, обладающий прекрасными характеристиками.
Довольно плотный (около 120 г/м²), что позволяет лучше сохранять форму
готового изделия. Имеет выраженный рубчик. 100% нейлон. Пропитки: WR, PU
Ткань имеет гладкую, шелковистую лицевую поверхность за счет сатинового
переплетения нитей с блеском. 100% нейлон. Пропитки: WR, WS/Satin
Ткань имеет гладкую, шелковистую лицевую поверхность за счет сатинового
переплетения нитей с блеском. 100% нейлон. Пропитки: WR, PD.
Современный материал, обладающий прекрасными характеристиками. Ткань с
обработкой ULTRA FOIL и WS, что придает ей блестящую, перламутровую поверхность
с эффектом «сжатости». 100% нейлон. Пропитки: WR, PD.
Материал верха должен относится к плащевой группе, как уже было сказано в
начале работы [11]. Плащевые ткани обладают невысокими теплозащитными
свойствами (эта функция выполняться утепляющей прокладкой). Нормативные
значения гигиенических свойств для плащевых материалов: воздухопроницаемость не
более 135 дм³/м²×c, водопроницаемость не более 20 дм³/м²×c, гигроскопичность 7-10%,
паропроницаемость не менее 50 г/м²×ч, суммарное тепловое сопротивление
не менее 0,06м˚С/Вт. Некоторые артикулы материалов представлены в
приложении А.
Материал верха обязательно должен отвечать эстетическим требованиям,
таким как художественно-колористическое оформление, структура, отделка. Они
должны соответствовать модным направлениям и возрасту покупателей.
2.3.3 Подкладочные материалы
Подкладочные ткани улучшают внешний вид изделия и эксплуатационные
свойства швейного изделия, предохраняют его от изнашивания и загрязнения.
По внешнему виду подкладочные материалы должны соответствовать материалу
верха. Художественно-эстетические показатели шелковых подкладочных тканей
оцениваются в баллах и имеют следующие нормативные значения:
художественно-колористическое оформление - 10 баллов, структура - 15 баллов,
отделка - 15 баллов. Цвет подкладочного материала выбирается в соответствии с
цветом ткани верха.
Для подкладочных материалов очень важны гигиенические показатели, так как
подкладка ближе других слоев пальто расположена к телу человека. Нормативные
значения гигиенических свойств подкладочных тканей следующие: гигроскопичность
не менее 7%, воздухопроницаемость не менее 10 дм³/м²×c, паропроницаемость не менее 50 г/м²×ч, суммарное тепловое сопротивление
не менее 0,03м˚С/Вт, водопроницаемость не более 20 дм³/м²×c.
Показатели износостойкости подкладочных тканей должны соответствовать
показателям износостойкости материала верха и иметь значения: разрывной
нагрузки по основе не менее 25даН, по утку не менее 16даН.
Важное значение имеют конструкторско-технологические требования: усадка
должна быть по основе не более 5%, по утку - 2% (по ГОСТ 9315-76) и должна
соответствовать усадке ткани верха, толщина - 0,1-0,25мм, драпируемость не
менее 65%, несминаемость не менее 70%, жесткость при изгибе не более 10 мНсм,
ширина 80-150см.
Кроме этого подкладочные материалы должны обладать устойчивостью окраски
к воздействию пота, сухого и мокрого трения, устойчивость окраски должна быть
не менее 4 баллов.
В качестве подкладочных тканей используются шелковые ткани, гладкие
синтетические трикотажные полотна.
Вискозные подкладочные ткани чаще всего вырабатываются саржевого
переплетения, они устойчивы к истиранию, обладают хорошими гигиеническими
свойствами, но усаживаются по основе, раздвигаются в швах, сминаются в носке.
Артикулы предложены в приложении Б.
Массивные прочные подкладочные ткани вырабатываются из вискозных
комплексных нитей в основе и х/б пряжи в утке. Ткани с хлопчатобумажным утком
превосходят вискозные и вискозно-ацетатные подкладки по прочности и
износостойкости, но по сравнению с ними более толстые и в процессе носки дают
на изнаночной стороне пиллинг-эффект.
Подкладочные ткани, выработанные из вискозных и капроновых нитей легкие,
устойчивые к истиранию, но имеют пониженную гигроскопичность, раздвигаются в
швах. Кроме того, капроновые нити превосходят вискозные по устойчивости к истиранию,
что вызывает износ ткани в целом.
Вискозные подкладки в мокром состоянии теряют прочность на 50%, ацетатные
на 30%, от действия пара и воды на них образуются матовые пятна.
Подкладочные ткани из капроновых комплексных или текстурированных полиэфирных
нитей характеризуются легкостью, высокой прочностью на разрыв и на истирание,
но имеют низкие гигиенические показатели, электризуются. Их подвергают
антистатической и специальной отделке, повышающей термостойкость и
предотвращающей появление пятен при ВТО.
Также для подкладки используются материалы из флиса. Самый
распространенный вид флиса - Polartec (производство Malden Mills
Industries, Inc., USA). Флис изготавливается из полиэстрового микроволокна,
которое отличается почти нулевой гигроскопичностью и очень низкой
смачиваемостью, поэтому флис почти не впитывает воду и не промокает под мелким
дождем. Он обладает прекрасными тепловыми качествами без лишнего веса [9].
2.3.4 Утепляющие материалы
В климатических условиях нашей страны теплозащитная одежда имеет большое
значение. В стеганой куртке объемной формы теплозащитную функцию выполняет
теплоизоляционный слой.
Материалы, применяемые в качестве теплоизоляционного слоя должны обладать
комплексом свойств: иметь низкую теплопроводность, невысокую поверхностную
плотность, быть пористыми, иметь высокую упругость при сжатии. Волокна
утепляющей прокладки не должны мигрировать из структуры утеплителя через
материал верха или подкладки.
При наличии в пакете теплозащитной одежды ветростойкой прокладки или,
если основной (покровный) материал имеет воздухопроницаемость не более 6-10 дм³/м²×c, воздухопроницаемость теплозащитной
прокладки не ограничивается.
На теплозащитные свойства утепляющей прокладки определенное влияние
оказывают плотность и толщина прокладки, технология ее изготовления и время
носки одежды. Во время носки одежды вследствие физико-механических воздействий
толщина прокладок уменьшается, плотность увеличивается до 0,05-0,08г/см, то
есть достигает такого значения, при котором материал обладает наилучшими
теплозащитными свойствами. Поэтому для получения устойчивых по толщине
прокладок, не изменяющихся при эксплуатации изделий, целесообразно применять
волокнистые материалы с плотностью 0,05-0,07г/см. в качестве прокладок могут
использоваться ватин или синтепон, варианты которого предложены на рисунке
2.12.
Рисунок 2.12 - Виды прокладочных материалов
Трикотажный ватин - это основовязаное полотно переплетением трико с
уточной нитью. Грунт вырабатывается их х/б пряжи, а уточные нити из аппаратной
шерстяной или полушерстяной пряжи, которая в дальнейшем подвергается начесу.
Трикотажный ватин характеризуется мягкостью, упругостью, хорошо сохраняет
приданную форму, существенно не изменяет толщину изделия, не свойлачивается.
Холстопрошивные ватины бывают х/б, чистошерстяными и полушерстяными. В
качестве прошивной нити используют хлопчатобумажную пряжу. Хлопчатобумажные
ватины вырабатываются из хлопка низких сортов обратов. Полушерстяные ватины
вырабатываются из восстановленной шерсти с добавлением вискозных,
медно-аммиачных, капроновых и нитроновых волокон. В отличие от
хлопчатобумажного ватина полушерстяной ватин характеризуется меньшей
теплопроводностью, большей упругостью, большей равномерностью по толщине.
Иглопробивные ватины вырабатываются из волокон нитрона, лавсана, смеси
нитроновых и вискозных волокон, лавсановых и вискозных волокон.
Объемные клееные ватины (синтепоны) вырабатывают из химических волокон
(лавсан, нитрон или их смеси) путем нанесения связующего (поливинилацетатной
эмульсии) на поверхность волокнистого холста. Они отличаются легкостью,
упругостью, небольшой стоимостью.
Ватин полушерстяной холстопрошивной артикул 927609 из шерстяных волокон
(50%) с добавлением химических волокон линейной плотности 0,44текс и ниже,
поверхностная плотность 200 г/м, ширина 150+4см, прошивается хлопчатобумажной
крученой пряжей толщиной 25текс х 2 переплетением трико. Характеризуется
упругостью и малой теплопроводностью. Но не может использоваться при
изготовлении изделий из тонких светлых материалов.
Ватин иглопробивной из химических волокон (нитрон 100%) арт 934507,
поверхностная плотность 150г/м, ширина 150+3см, обладает легкостью, упругостью,
но возможно мигрирование волокон на лицевую поверхность покровного материала.
Клееное объемное полотно из химических волокон (лавсана и нитрона)
арт935569, поверхностная плотность 140г/м, ширина 150см, выработан путем
нанесения связующего (поливинилацетатной эмульсии) на поверхность волокнистого
холста. Отличается легкостью, упругостью, хорошим закреплением волокон [12].
Применение утепляющих материалов повышает стоимость изделий, но от их
использования зависит предназначение ассортимента плащевых изделий, некоторые
виды которых, предложены в приложении В.
Также используются наиболее современные утеплители:
Холлофайбер
Термоскреплённый, гипоалергенный материал из полиэстера с высокой
степенью восстанавливаемости, экологически безопасен, нетоксичен, не
поддерживает горение, не впитывает и не удерживает влагу, не задерживает
запахи, износостоек. Уникальность Холлофайбера заключается в вертикальном
расположении пустотелых волокон в виде спиральных пружин, что образует сильную
пружинистую структуру. Объёмное полотно изготавливается методом термоскрепления
с возможностью каландрирования верхнего или нижнего слоя, это позволяет
избежать миграции волокон.
Холлофайбер-софт идеален для пошива утеплённой верхней одежды,
туристического и спортивного снаряжения.
Холлофайбер-волюметрик применяется при изготовлении спальных мешков.
Имеет следующие физико-технические характеристики:
Плотность:
Холлофайбер-софт - 100 г/м2, 250 г/м2.
Холлофайбер-волюметрик - 250 г/м2.
Суммарное тепловое сопротивление:
Холлофайбер-софт - 0,401° см2/Вт, 0,753° см2/Вт соотв.
Холлофайбер-волюметрик - 0,753° см2/Вт.
Рекомендации по уходу: изделия допускают обычную стирку и химическую
чистку.
Файбертек
Файбертек™ представляет уникальное сочетание теплозащитных и
вентилирующих свойств, а также антимикробности, отсутствия ворсоотделения и
миграции волокон от теплоизоляционного материала на наружную поверхность
верхней ткани изделия, стойкости к истиранию и растворителям при сохранении
высокой водоотталкивающей способности. Надежно сохраняет тепло, исключает
"парниковый эффект". Многократная стирка практически не влияет на его
теплозащитные, вентилирующие свойства, объем и прочность, утеплитель при этом
не сбивается, не слеживается и сохраняет форму.
Физико-технические характеристики:
Суммарное тепловое сопротивление:
при плотности 120 г/м2 - 0,48°см2/Вт.
при плотности 250 г/м2 - 0,98°см2/Вт.
.3.5 Пропитки, применяемые на плащевых материалах
В целом плащевые и курточные материалы обладают достаточными воздухо- и
паропроницаемостью, но они не гигроскопичны. Для таких видов изделия в основном
применяют некоторые виды пропиток и отделок. Виды пропиток курточных
тканей, представлены на рисунке 2.13.
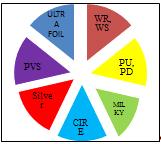
Рисунок 2.13 - Виды пропиток
- водоотталкивающее покрытие на внешней стороне (позволяет каплям
скатываться).- полиуретановое покрытие, обеспечивает водонепроницаемые и
ветрозащитные свойства.- полиуретановое покрытие, делает ткань менее прозрачной
и придает жесткость.- пуходержащее покрытие.- внутреннее покрытие серебристого
цвета, обеспечивающее водонепроницаемые и солнцезащитные свойства, препятствует
миграции пуха.(поливинилхлорид) - внутреннее плотное прорезиненное покрытие,
обеспечивающее полную водонепроницаемость ткани. Обладает низкой тепло- и
электропроводностью, высокой огнестойкостью, устойчивостью ко многим хим.
реагентам.- покрытие с изнаночной стороны для прочности ткани.- эффект
«сжатости».FOIL - лицевое блестящее покрытие.
Также применяются отделки на различных видах изделий из плащевого
материала:skin - лёгкое ворсование ткани, создающие эффект персиковой
поверхности.- полиуретановое покрытие - бесцветное покрытие, прочно соединённое
с поверхностью ткани, обеспечивает высокий уровень водоупорности,
воздухонепроницаемости ткани, не смывается водой, не отслаивается от
поверхности ткани. Обладает стойкостью к органическим растворителям, кожному
жиру, поту. Ед. измерения - мм водного столба (от 600 до 10000 мм водного
столба).А - полиамидное покрытие - бесцветное покрытие, прочно соединённое с
поверхностью ткани, обеспечивает водоупорность, воздухонепроницаемость ткани,
не смывается водой, не отслаивается от поверхности ткани. Обладает стойкостью к
органическим растворителям, кожному жиру, поту. Ед. измерения - мм водного
столба (от 350 до 900 мм водного столба) [13].
Все курточные и плащевые ткани имеют водоотталкивающую отделку и
специальные пропитки и покрытия, которые придают тканям необходимые свойства
для использования в производстве верхней одежды - плащей, ветровок, курток,
комбинезонов, детских конвертов, пуховиков и др. утеплённой одежды и создают
надежную защиту от влаги, грязи, ветра.
2.3.6 Скрепляющие материалы
Ниточный способ соединения деталей пока остаётся основным в
технологических процессах изготовления швейных изделий.
Для изготовления изделий из плащевки применяют швейные нитки, различные
по волокнистому составу, структуре и способу производства. Ассортимент швейных
ниток составляют: х/б нитки, нитки из натурального шелка, нитки из комплексных
синтетических нитей, текстурированные нитки, армированные нитки, нитки из
штапельного волокна, прозрачные нитки.
Для стачивания деталей верха можно предложить нитки 35лл и 45 лл
(лавсановые армированные) и 36лх (армированные хлопколавсановые) так как они:
состоят из высокопрочной комплексной малоусадочной нити в качестве
стержня и мычку из полиэфирного штапельного волокна (лл) или тонковолокнистого
хлопкового (лх), что обеспечивает их малую усадку (обеспечивается однородность
пакета и предотвращение деформации швов) и высокую упругость.
обладают высокой износостойкостью и устойчивостью окраски.
обеспечивают наиболее высокие значения характеристики прочностных свойств
в сравнении, например, с х/б или штапельными нитками. Также 45лл и 35 лл можно
применять и для выметывания петель. Для соединения подкладки рекомендуются
нитки 35лл, 27лш, 30 [14].
2.3.7 Фурнитура
Для ассортимента изделий из плащевых материалов чаще всего используют
застежки-молнии и кнопки. Застежка-молния состоит из двух хлопчатобумажных или
синтетических лент с металлическими или пластмассовыми звеньями, соединяемыми
при движении замка. Выпускают застежку-молнию с разъемным и неразъемным ограничителем
хода замка. Длина застежки может быть от 70 до 1800мм. В зависимости от ширины
замкнутых звеньев застежки-молнии делят на мелкие - от 3 до 5мм, среднего
размера - от 5 до 7 мм и крупные - 7мм и более. Замки могут иметь разнообразные
цвета и различные переплетения ленты - крепителя.
Кнопки типа «press-bouton» широко используются при производстве курток,
пальто и плащей. Кнопки бывают металлические из стали или латуни, а также
пластмассовые или комбинированные. Лицевая сторона головки может быть
блестящей, матовой, окрашенной и с выпуклым рисунком. На лицевую сторону могут
наноситься логотипы фирмы, знаки торговой марки и т.д.
Для классических моделей курток в качестве фурнитуры чаще всего
используют пуговицы. Различают пуговицы следующих типов: по материалам -
пластмассовые, металлические, керамические, комбинированные; по элементам
крепления - с отверстиями, с ушком; по способу производства - литые,
прессованные, механически обработанные, штампованные, сборные; по отделке - без
защитно-декоративного покрытия, с защитно-декоративным покрытием, тисненные
фольгой [15].
Пуговицы для одежды выпускаются разнообразной формы и отделки: плоские
(круглые, овальные, трех- и четырехугольные; с различной отделкой лицевой
стороны - гладкой, выпуклой или с рельефным рисунком), шарообразные,
цилиндрические и др. Для одежды пуговицы подбираются по цвету, размеру и форме
в зависимости от модели изделия. Фотографии фурнитуры, используемые при
изготовлении изделий, предложены в приложении Г.
Исходя из всего вышеизложенного, был проведен анализ наиболее часто
встречаемых материалов, применяемых для изготовления изделий из плащевых
материалов, и дана их характеристика.
2.4 Анализ оборудования, режимов обработки, применяемых для
изготовления изделий из плащевых материалов
.4.1 Применяемое швейное и утюжильное оборудование
При изготовлении изделий из плащевых материалов важную роль играет
правильный выбор оборудования, так как изготовление данного вида изделий в
основном осуществляется из специальных, имеющих специальную отделку тканей
(например, мерсеризация, флокирование, нанесение различных аппретов и
пропиток), которые требуют специальных видов технологического оборудования.
В настоящее время современные производители изделий из «плащевки»
стремятся усовершенствовать технологический процесс за счет внедрения в
производство машин с автоматикой, например, с помощью пульта управления,
возможно программирование автоматического выполнения операций: 4-х видов
закрепок, пришивания этикеток, настрачивания накладных карманов, различных
видов отделочных строчек. Отдельные комплектующие изготавливаются из
определенных видов металлов, а именно, узел лапки для уменьшения веса
изготавливается из алюминия, это предотвращает вибрации при работе на высокой
скорости и облегчает управляемость при быстром изменении направления шитья.
Также применяется головка машины "сухого типа" -
"dry-head", т.е. челнок и игловодитель не нуждаются в смазке, что
полностью устраняет возможность попадания масла на материал.
При пошиве изделий из достаточно скользких тканей применяется машина с
нижней и верхней подачей материала, которая предназначена для эффективной
обработки трудно-транспортируемых материалов. Шагающая лапка обеспечивает
стабильную подачу ткани, гарантируя высокое качество. Верхнее продвижение четко
синхронизировано с нижним, что обеспечивает устранение смещения верхнего и
нижнего слоёв при шитье. Машина поставляется с увеличенным челноком, подъём
лапки до 16 мм, выпускается с оснасткой для шитья иглой до №120.
Особый интерес представляют полуавтоматы для выполнения прямых петель и
закрепок, которые сравнительно недавно появились на отечественном рынке. Такой
швейный полуавтомат позволяет выполнять прямые петли и закрепки 30 видов.
Механизм натяжной нити на определённых участках управляется электронным
образом. Полуавтомат оснащен автоматической обрезкой нити, панель управления -
дисплеем, с помощью которого можно контролировать какой вид петли будет
выполнять машина, а так же параметры петли, которые можно изменять с помощью
клавиши на пульте. Кроме того, в швейной машине имеется механизм мульти ножа,
управляемый также электронным образом. Это позволяет производить внутренний
разрез петли любой длины без замены ножа. Машина оснащена электронным датчиком
обрыва нити. Также возможно использование вместе со швейными машинами и
различные дополнительные насадки и лапки.
На данный момент для производства изделий из плащевых материалов
используются различные фирмы машин, такие как: Brother, Juki, Jack, FDN, Zoje, Siruba, Pfaff и другие производители [16].
В данной дипломной работе подробно рассмотрено швейное оборудование фирмы
ZOJE, которое представлено в таблице 2.3.
Таблица 2.3
Швейное оборудование, применяемое при изготовлении изделий из плащевых
материалов
|
Прямострочные швейные
машины
|
|
 <#"791181.files/image022.jpg"> <#"791181.files/image023.jpg"> <#"791181.files/image024.jpg"> <#"791181.files/image025.jpg"> <#"791181.files/image026.jpg"> <#"791181.files/image027.jpg"> <#"791181.files/image028.jpg"> <#"791181.files/image029.jpg"> <#"791181.files/image030.jpg"> <#"791181.files/image031.jpg"> <#"791181.files/image032.jpg"> <#"791181.files/image033.jpg"> <#"791181.files/image034.jpg"> <#"791181.files/image035.jpg"> <#"791181.files/image036.jpg"> <#"791181.files/image037.jpg"> <#"791181.files/image038.jpg"> <#"791181.files/image039.jpg"> <#"791181.files/image040.jpg"> <#"791181.files/image041.jpg"> <#"791181.files/image042.jpg"> <#"791181.files/image022.jpg"> <#"791181.files/image023.jpg"> <#"791181.files/image024.jpg"> <#"791181.files/image025.jpg"> <#"791181.files/image026.jpg"> <#"791181.files/image027.jpg"> <#"791181.files/image028.jpg"> <#"791181.files/image029.jpg"> <#"791181.files/image030.jpg"> <#"791181.files/image031.jpg"> <#"791181.files/image032.jpg"> <#"791181.files/image033.jpg"> <#"791181.files/image034.jpg"> <#"791181.files/image035.jpg"> <#"791181.files/image036.jpg"> <#"791181.files/image037.jpg"> <#"791181.files/image038.jpg"> <#"791181.files/image039.jpg"> <#"791181.files/image040.jpg"> <#"791181.files/image041.jpg"> <#"791181.files/image042.jpg">
|
|
KL-2 (A11) Приспособление, регулируемое для подворота края
изделия, двойного подгиба. Размер подворота в готовом виде: 9,5 мм, 19,2 мм,
22,5 мм, 32 мм.
|

|
|
KL-20 Приспособление для обработки края изделий,
сложение полуторное. Размер бейки: 22 мм, 24 мм. Поставляется в комплекте с
зубчатой рейкой, лапкой и игольной пластиной.
|

|
|
KL-29 Приспособление для обработки края изделия
тесьмой, сложение вчетверо.Размер бейки: 30 мм, 35 мм, 45 мм, 52 мм, 58 мм.
|

|
|
KL-93 Приспособление для изготовления пояса. Размер
пояса в готовом виде - 25,4 мм.
|

|
|
KL -33 Приспособления для 2-игольных машин «шов в
замок». Размер: 6,4 мм Тип-НX; 4,8 мм Тип-Н; 6,4 мм Тип-ХН; 6,4 мм H; 6,4 мм
Тип-L.
|

|
|
KL-61 Приспособления для 2-игольных машин «шов в
замок». Размер: 4,8 мм MH; 6,4 мм MН; 6,4 мм Н; 6,4 мм ХH; 4,8 мм ХН; 4,8 мм
H.
|

|
|
KL-47 Приспособление для настрачивания тесьмы снизу.
Для двухигольных машин. Размер в готовом виде: 6,4 мм, 9,6 мм, 12,7 мм.
|

|
|
KL-38 Приспособление для изготовления пояса. Размер
пояса в готовом виде: 38 мм, 32 мм, 25,4 мм.
|

|
.4.3 Режимы обработки при изготовлении изделий из плащевых
материалов
Особенности конструкции изделий для правильного выбора режимов обработки
На стадии создания моделей и разработки их конструкций из рассматриваемых
материалов, форму деталей и изделия в целом, получают конструктивным путем с
помощью кокеток, рельефов, вытачек и т. д., так как возможность применения
влажно-тепловой обработки ограничена (для изделий из ворсовых и плащевых
смесовых тканей) или вообще отсутствует (для изделий из искусственной и
натуральной кожи, замши, спилка, меха и изделий из капроновых тканей с
пленочным покрытием).
При разработке конструкции изделий из стеганых полотен, капроновых тканей
с пленочным покрытием и т. п., не поддающихся влажно-тепловой обработке,
предусматривают наименьшее количество соединительных швов и максимальное
использование цельнокроеных деталей. Вместо посадки по плечевому срезу, спинке,
окату рукава и локтевому срезу предусматривают вытачки.
В изделиях из капроновых тканей для лучшего воздухообмена предусматривают
участки с вентиляционными сетками (или отлетные детали).
Пошивочные свойства материалов
К пошивочным свойствам швейных материалов относят свойства, которые
определяют способы обработки деталей и узлов, тип оборудования, параметры и
режимы обработки. На пошивочные свойства оказывают влияние структура,
волокнистый состав материала, плотность, жесткость, толщина и многослойность
пакета.
В изделиях из капроновых тканей стачивающие операции следует выполнять с
некоторым растягиванием ткани.
Срезы изделий из плащевых хлопчатобумажных тканей с полиэфирным волокном,
из ворсовых легкоосыпающихся тканей на трикотажной основе обметывают или
обрабатывают зигзагообразным вырезом.
Прорубаемость материалов. При выполнении машинных работ происходит
прорубание иглой материала, так как в отличие от обычных тканей во многих
рассматриваемых материалах раздвижка нитей отсутствует или она незначительна на
материалах, имеющих водоотталкивающие пропитки и покрытия. Наибольшему дефекту
прорубания подвержены искусственная и натуральная кожа, а также капроновая
ткань с пленочным покрытием, ткань типа лаке и т. п. В этих случаях необходим
правильный подбор игл и ниток по номерам, форме заточки острия иглы и
установление параметров строчки Закрепки проставляют параллельно основной
строчке на расстоянии 1-1,5 мм от нее.
При соединении синтетическими нитками деталей из капроновых материалов с
пленочным покрытием применяют тонкие, хорошо отполированные иглы с коническими
и ступенчатыми стержнями, которые при проколе материала меньше нагреваются и не
расплавляют ткани и нитки [14].
На операциях, где толщина пакета материалов неодинакова и есть большой
перепад толщины, номер иглы должен быть выше, а номер нитки остается прежним.
От правильного подбора игл и ниток зависят работа машины и качество выполняемых
соединений. Выбор частоты машинных строчек представлен в таблице 2.7, а подбор
швейных ниток в соответствии с видом материала в таблице 2.8, игл в таблице
2.9.
Таблица 2.7
Частота машинных строчек для изделий из плащевых материалов
|
Строчки
|
Ткани
|
Кол-во стежков в 10 мм стр.
|
|
1
|
2
|
3
|
|
Стачивающие
|
Костюмные шерстяные,
шелковые
|
4,0-5,0
|
|
Костюмные х/б
|
3,0-5,0
|
|
Подкладочные
|
3,0-4,0
|
|
Прокладочные
|
2,5-3,0
|
|
Обметочные
|
Подкладочные
|
2,9-3,9
|
|
Ткани с лавсаном
|
3,0-3,5
|
|
Зигзагообразные
|
Костюмные шерстяные,
шелковые
|
4,0-10,0
|
|
Вискозные и синтетические
|
16,0-20,0
|
|
Двухниточные цепные петельные
|
Материалы для верхней
одежды
|
10,0-12,0
|
|
Двухниточные челночные
однониточные цепные петельные
|
Материалы для верхней
одежды
|
16,0-20,0
|
Таблица 2.8
Подбор швейных ниток в соответствии с видом материала (для изделий из
плащевых материалов)
|
Швейные изделия, материалы
|
Хлопчато-бумажные
|
Армиро-ванные
|
Лавсано-вые
|
Капроно-вые
|
из натур. шелка
|
прозрачные (мононити)
|
объемные текстурированные
нити
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Плащевые материалы
|
60,50,40
|
36лх, 25лл, 28лл, 35лл,
25лх
|
22л, 33л
|
50к
|
-
|
13кмп
|
-
|
|
Материалы с латексным
покрытием или прорезиненные
|
50,40,30
|
44лх-1, 45лл
|
33л, 55л
|
50к
|
-
|
-
|
-
|
|
Стеганые полотна
|
60,50,40
|
44лх-1, 36лх, 45лл, 35лл
|
22л, 33л, 55л
|
50к
|
-
|
13кмп 7кмп
|
-
|
|
Подкладочные материалы
|
60,50,40
|
36лх, 25лх, 35лл, 28лл,
25лл
|
22л, 33л
|
50к
|
-
|
7кмп, 13кмп
|
-
|
50,40,30
|
44лх-1, 36лх
|
-
|
-
|
-
|
-
|
-
|
Таблица 2.9
Рекомендации по выбору номеров игл в зависимости от применяемых ниток
|
Номер иглы
|
Нитки
|
|
хлопчатобумажные
|
армированные
|
лавсановые
|
капроновые
|
мононити
|
из натурального шелка
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
80,85
|
60
|
36лх 35лл
|
33л 37лт
|
-
|
20кмп
|
65,65а
|
|
90
|
50
|
36лх 35лл
|
33л 37лт
|
-
|
20кмп
|
33,33а
|
|
100,110
|
40
|
44лх-1 45лл
|
55л
|
50к
|
-
|
18,18а
|
|
120,130
|
30
|
44лх-1 45лл
|
55л
|
50к
|
-
|
18,18а
|
Дублирующие свойства материалов и ВТО
Как правило, ткани для изготовления плащей и курток состоят из хлопчатых
и полиэстровых волокон. В качестве добавки могут быть использованы
поливинилхлорид (ПДХ), эластик, лайкра и т.д. от этих свойств будут зависеть
параметры и качество дублирования и ВТО.
На тканях, содержащих хлопковое волокно, дублирование производится с изнаночной
стороны. Определить наличие полимерного дублирования можно на ощупь или
подпоров внутренний шов. При определении на «ощупь» надо зажать ткань между
большим и указательным пальцем так, чтобы ткань соприкасалась изнаночными
сторонами, и попробовать подвигать ткань между пальцами. Если ткань сдвинуть
сложно, значит она продублирована полимерным покрытием.
Некоторые синтетические ткани имеют пленочное покрытие и дополнительно
продублированы с изнаночной стороны. Тонкие светлые синтетические ткани, имеющие
дублирование с изнанки, часто бывают прозрачными или полупрозрачными.
Дублирующая полимерная пленка при старении и разрушении отслаивается от ткани,
что приводит к образованию участков на ткани отличных по цвету (темные места).
Обработка изделий из таких материалов очень сложна [14].
Ткани с жесткой аппретурой, нанесенным рисунком или напылением гладят
только с изнанки с температурой глажения не выше чем при глажении синтетики.
Пропаривать такие ткани нужно очень аккуратно, не допуская чрезмерного перегревания
паром, так как это может привести к деформации рисунка или напыления. Если на
материале нанесен рисунок «по серебро» или «под золото», очень велика вероятно
смыва рисунка при любой неаккуратной обработке.
Применяемые современные синтетические полимеры, используемые для плащевых
материалов, представлены в таблице 2.10 [14].
Таблица 2.10
Синтетические полимеры, используемые в одежде в качестве клеев
|
Наименование
|
Назначение
|
Температура плавления, ̊С
|
Примечания
|
|
1
|
2
|
3
|
4
|
|
4Полиамиды ПА-58, П-548, П-12/66,
П-12 АКР, грилтэкс, платамид, вестамид, шеттификс, ровалит и др.
|
Дублирование всех деталей
верхней одежды на подкладке
|
75-130
|
Выдерживают химчистку и
стирку при температуре до 30 ̊С
|
|
Полиэфиры
|
Дублирование деталей разных
видов одежды
|
110-140
|
Выдерживают химчистку и
стирку при температуре до 60 ̊С, позволяют получить очень тонкие
прокладки
|
|
Поливинилхлориды ПВХ
|
Дублирование деталей одежды
без подкладки
|
100-120
|
Выдерживают и стирку при
температуре до 30 ̊С
|
Рекомендации по конфекционированию клеевых пакетов приведены в таблице
2.11.
Таблица 2.11
Применение термоклеевых прокладочных материалов
|
Ассортимент
|
Текстильная основа ТПМ
|
Поверхностная плотность
основы, г/м3
|
Вид клея
|
Меш-число
|
СР
|
|
Плащи, куртки
|
Преимущественно нетканое
полотно
|
30-60
|
полиэфир, полиамиды
|
20-25
|
72-110
|
Ориентировочные рекомендации по режимам ВТО и режимам дублирования
представлены в таблицах 2.12 и 2.13 соответственно [14].
Таблица 2.12
Режимы влажно-тепловой обработки для изделий из плащевых материалов
|
Наименование материала
|
Температура обработки, ̊С
|
Масса утюга, кг
|
Усилие прессования, кПА
|
Время обработки, с
|
Увлажнение, %
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Плащевые материалы
|
140
|
140
|
4-6
|
30-100
|
10-20
|
25-30
|
-
|
Таблица 2.13
Режимы дублирования для изделий из плащевых материалов
|
Материал верха
|
Клеевой материал
|
Вид клея
|
Режимы склеивания
|
|
|
|
давление, кПа
|
температура прессующей
поверхности, ̊С
|
время прессования, с
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Плащевая ткань
|
прокламелин
|
П-54 П-12 АКР
|
30-50 30-50
|
150-160 130-140
|
20-40 15-30
|
В таблице 2.14 указаны параметры, применяемые для некоторых тканей с
покрытиями.
Таблица 2.14
Параметры ВТО для тканей с прокладками
|
Материал с пропитками
|
Количество пара
|
Качество пара
|
Температура в град
|
Подошвы
|
Указания
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
хлопок
|
среднее
|
влажный
|
180-200
|
защитная
|
давление
|
|
шелк
|
очень мало
|
слабовлажный
|
140-165
|
тефлоновая
|
без воды
|
|
Вискоза
|
среднее
|
влажный
|
150-180
|
защитная
|
-
|
|
Ацетат
|
малое
|
сухой
|
180-190
|
тефлоновая
|
ласы
|
|
Полиэстер
|
очень малое
|
очень сухой
|
160-200
|
тефлоновая
|
-
|
|
Полиамид
|
мало
|
сухой
|
150-160
|
тефлоновая
|
-
|
|
Эластан
|
очень мало
|
сухой
|
150-180
|
тефлоновая
|
-
|
|
Полиакрил
|
очень мало
|
сухой
|
180-220
|
тефлоновая
|
-
|
|
Плащевка
|
очень мало
|
очень сухой
|
180-220
|
тефлоновая
|
отсос
|
2.5 Анализ методов обработки изделий из плащевых материалов
При анализе методов обработки изделий из плащевых материалов основу
составляют различные способы соединения деталей одежды - ниточный, клеевой, а
также влажно-тепловая обработка.
Качество изделий во многом зависит от качества выполнения применяемых
соединений, на которые в свою очередь, влияет ряд факторов: свойства материалов,
режимы обработки, технологические характеристики применяемого оборудования,
спецприспособлений и средств малой механизации.
В последнее время внимание к совершенствованию способов соединения
деталей одежды, их ВТО возрастает в связи с появлением широкого ассортимента
новых материалов с различным волокнистым составом и свойствами.
.5.1 Общая технологическая последовательность изготовления
изделий из плащевых материалов
Технологическая последовательность изготовления изделий из плащевых
материалов будет зависеть от того, какой вид изделий будет обрабатываться,
различают 3 вида изделий:
изделия без подкладки (летние легкие куртки, анораки);
изделия с подкладкой без утеплителя (д/с куртки, плащи);
изделия с подкладкой и утеплителем (зимние куртки и пуховики);
Для изделий без подкладки существуют свои особенности, и общая
технологическая последовательность делится на секции: заготовительную,
монтажную и отделочную.
Технологическая последовательность изготовления изделий без подкладки:
Заготовительная секция:
) Обработка мелких деталей;
) Обработка карманов;
) Обработка воротников;
) Обработка манжет;
) Обработка рукавов;
) Обработка бортов;
) Обработка капюшона;
Монтажная секция:
) Соединение мелких и отделочных деталей с деталями переда и спинки
изделия;
) Соединение деталей карманов с деталями переда изделия;
) Соединение деталей переда и спинки по боковым и плечевым срезам;
) Соединение воротника и капюшона с горловиной изделия;
) Соединение подбортов с бортами изделия;
) Соединение манжет (если имеются) с рукавами изделия;
) Соединение рукавов с проймами изделия;
) Обработка низа изделия;
Соединение воротника и капюшона и соединение подбортов с бортами изделия
могут меняться в последовательности друг друга в зависимости от того, какой вид
воротника или капюшона.
Отделочная секция:
) Пришивание пуговиц, установка заклепок и других мелких деталей
фурнитуры или аксессуаров к изделию;
) Окончательное ВТО изделия;
) Чистка изделия;
Технологическая последовательность изготовления изделий с подкладкой без
утеплителя:
Заготовительная секция:
) Обработка мелких деталей;
) Обработка карманов;
) Обработка воротников;
) Обработка манжет;
) Обработка рукавов;
) Обработка бортов;
) Обработка капюшона;
) Обработка подкладки;
Монтажная секция:
) Соединение мелких и отделочных деталей с деталями переда и спинки
изделия;
) Соединение деталей карманов с деталями переда и деталями переда
подкладки изделия;
) Соединение деталей переда и спинки и деталей переда и спинки подкладки
по боковым и плечевым срезам изделия;
) Соединение воротника и капюшона с горловиной изделия;
) Соединение подбортов с бортами изделия;
) Соединение манжет (если имеются) с рукавами изделия;
) Соединение подкладки рукавов с рукавами изделия;
) Соединение рукавов с проймами изделия;
) Соединение подкладки с изделием;
) Обработка низа изделия;
Соединение воротника и капюшона и соединение подбортов с бортами изделия
могут меняться в последовательности друг друга в зависимости от того, какой вид
воротника или капюшона. Также может меняться последовательность обработки низа
изделия и соединение подкладки после того как притачана подкладка или до того
как притачана подкладка к изделию.
Отделочная секция:
) Пришивание пуговиц, установка заклепок и других мелких деталей
фурнитуры или аксессуаров к изделию;
) Окончательное ВТО изделия;
) Чистка изделия;
Технологическая последовательность изготовления изделий с подкладкой и
утеплителем:
Заготовительная секция:
) Обработка мелких деталей;
) Обработка карманов;
) Обработка воротников;
) Обработка манжет;
) Обработка рукавов;
) Обработка бортов;
) Обработка капюшона;
) Обработка подкладки;
) Обработка (заготовка) утеплителя;
Монтажная секция:
) Соединение утеплителя с деталями подкладки изделия;
) Соединение мелких и отделочных деталей с деталями переда и спинки изделия;
) Соединение деталей карманов с деталями переда и деталями переда
подкладки изделия;
) Соединение деталей переда и спинки и деталей переда и спинки подкладки
по боковым и плечевым срезам изделия;
) Соединение воротника и капюшона с горловиной изделия;
) Соединение подбортов с бортами изделия;
) Соединение манжет (если имеются) с рукавами изделия;
) Соединение подкладки рукавов с рукавами изделия;
) Соединение рукавов с проймами изделия;
) Соединение подкладки с изделием;
) Обработка низа изделия;
Соединение воротника и капюшона и соединение подбортов с бортами изделия
могут меняться в последовательности друг друга в зависимости от того, какой вид
воротника или капюшона. Также может меняться последовательность обработки низа
изделия и соединение подкладки после того как притачана подкладка или до того
как притачана подкладка к изделию.
Отделочная секция:
) Пришивание пуговиц, установка заклепок и других мелких деталей
фурнитуры или аксессуаров к изделию;
) Окончательное ВТО изделия;
) Чистка изделия;
.5.2 Обработка мелких деталей
К мелким деталям относятся детали, имеющие небольшие формы, которые
притачиваются или настрачиваются на основные детали изделия.
Клапаны, паты, листочки, хлястики, пояса, шлевки
Клапаны, паты, листочки, погоны, хлястики, пояса, шлевки в зависимости от
назначения модели, вида материала и т.п. могут иметь различную конструкцию и в
зависимости от этого различные способы обработки. Эти детали могут быть с
подкладкой (из основной ткани, подкладочной) и цельнокроеными [19].
Отделочные детали курток и других деталей из плащевых материалов чаще
всего изготовляют на подкладке из подкладочной ткани или из основной ткани. Эти
детали могут быть без прокладок и с прокладками - ткаными и неткаными, клеевыми
и неклеевыми, с кромками (в листочках) или без них.
Детали в готовом виде должны быть формоустойчивыми, иметь хорошо
обработанные тонкие края, парные детали должны быть симметричными, с ровными
отделочными строчками, параллельными сторонами, при обработке обтачными швами
кант должен быть выполнен из верхней детали и т.п.
Детали с мягкой подкладкой обрабатывают обтачными швами (мелкие
унифицированные детали) на полуавтоматах, с жесткой подкладкой (корсажная
лента, искусственная кожа и пр.) - накладными краевыми швами с открытыми или
закрытыми срезами.
При изготовлении деталей на подкладке обтачными швами подкладку по
размерам выкраивают меньше деталей из основной ткани на 4-6 мм в зависимости от
толщины ткани. Это необходимо для образования канта из основной ткани по
контуру детали. Основную деталь выкраивают с соблюдением необходимого
расположения с нитью основы (чаще всего в клапанах, листочках поперек детали),
а детали подкладки в этом случае - с направлением нитей основы вдоль детали.
Разное расположение нитей основы на основной детали и на подкладке
препятствует растяжению детали в процессе обработки и носки. В тканях с
рисунком в полоску или ярко выраженную клетку рисунок на мелкой детали должен
совпадать с рисунком на сопряженной детали изделия, например клапана и детали
переда. В этих случаях выкраивают детали с учетом подгонки их по рисунку.
Клеевые прокладки соединяют с деталями на прессах (если таковые
применяются в зависимости от модели). При этом срезы прокладок должны входить в
швы соединения деталей не менее чем на 1-2 мм (рисунок 2.14, а). Срез,
закрепленный при настрачивании отделочных строчек, показан на рисунке 2.14, б.
Неклеевую прокладку соединяют с деталями при обтачивании их срезов
(клапан, пата, листочка и др.), располагая ее со стороны изнанки основной
детали (рисунок 2.14 в). Прокладку можно настрочить на нижнюю часть детали,
располагая ее по линии перегиба и прокладывая строчку на расстоянии 1-2 мм от
среза прокладки (рисунок 2.14 г).
Кромку прокладывают с небольшим натяжением по краям деталей,
подвергающихся в процессе носки большим растягивающим усилиям (края деталей,
оформляющие вход в карман).
Рисунок 2.14 - Закрепление прокладок в деталях (а, б - клеевых прокладок;
в, г - неклеевых прокладок)
Обработку деталей на подкладке обтачными швами можно рассмотреть на
примере клапана. Унифицированные клапаны верхней одежды обрабатывают (в
основном для уменьшения времени на обработку) на полуавтоматах. Модификации
полуавтомата применяют для обтачивания клапанов карманов мужских и женских курток,
пуховиков и плащей, закругленных манжет, хлястиков и других деталей из разных
тканей и с прокладками. Замена кассет дает возможность обработки деталей разной
конфигурации.
При обработке клапана на полуавтомате последовательно на первую часть
спаренной кассеты укладывают подкладку лицевой стороной вверх, затем основную
деталь клапана лицевой стороной вниз. Для обеспечения посадки клапана в углах
при обтачивании предварительно на подкладку помещают две пластины, поднимающие
клапан по углам.
При работе полуавтомата кассета непрерывно перемещается под иглой, нож
обрезает неровности срезов, оператор укладывает очередные детали на вторую
симметричную часть кассеты. Ширина шва обтачивания 5-6 мм, детали снимаются с
полуавтомата цепочкой.
Припуски шва в углах высекают. Вывертывание и приутюживание клапана с
образованием канта выполняют на прессе с раздвижными шаблонами, на которых
выправляют кант. В период прессования исполнитель надевает на шаблон второй
клапан. Обработку клапана и других деталей (хлястики, паты, широкие шлевки,
листочки и пр.) обтачными швами можно выполнять и на стачивающей машине [19].
Клапан (рисунок 2.15,а,б) и подкладку 2 клапана складывают лицевыми
сторонами внутрь, совмещая срезы, и обтачивают по подкладке швом шириной 5-7 мм
строчкой 3, припосаживая клапан в углах на 1,5-3мм в зависимости от толщины
материалов.
После обтачивания клапан в углах подрезают, оставляя шов шириной 2-3 мм,
вывертывают на лицевую сторону с помощью шаблона, выправляя кант и углы, и
приутюживают со сторона подкладки.
Если моделью предусмотрена отделочная строчка (две строчки), ее выполняют
со стороны верхней детали с помощью направляющей линейки.
Если клапан обрабатывают без последующего приутюживания или выметывания
канта, отделочную строчку выполняют по изнанке клапана (со стороны подкладки)
для лучшего наблюдения за равнотой канта из основной ткани.
Линию притачивания клапана к основной детали (переда) наносят мелом или
карандашом, используя линейку или лекало. Такая линия может быть получена при
выдавливании ткани на прессе со специальными подушками.
В изделиях из тонких и средней толщины тканей клапан (листочка, пояс,
хлястик и др.) может быть цельнокроеным без подкладки. В этом случае его
перегибают лицевой стороной внутрь, уравнивая срезы, и обтачивают по боковым
сторонам, затем подрезают и выправляют швы, приутюживают, располагая шов
обтачивания на сгибе детали.
Клапан, листочку, пату, которые не являются составными частями кармана, а
относятся к отделочным деталям, соединяют с изделием стачным или настрочным швом.
В первом случае внутренний срез обметывают на специальной машине, во втором
подкладку выкраивают шире на 5 мм, выпуская ее за линию притачивания (это
необходимо, чтобы при соединении клапана с изделием закрыть припуск шва
притачивания клапана), причем сначала притачивают к изделию припуск подкладки
строчкой 1, затем основную деталь строчкой 2. Обработка клапана представлена на
рисунке 2.15.
Рисунок 2.15 - Обработка клапана и соединение его с деталью переда:
а - обтачивание; б - прокладывание отделочной строчки, в - соединение
отделочного клапана с деталями изделия стачным швом, г - соединение отделочного
клапана с деталями изделия настрочным швом
Клапаны, листочки, хлястики, пояса и другие детали могут иметь отделки кантом,
оборкой, кружевами, могут быть окантованы тесьмой или полоской ткани, тесьма
может настрачиваться на лицевую сторону клапана. Края деталей обрабатывают на
машинах с приспособлениями для прокладывания канта, канта со шнуром, с
применением окантовывателей для подачи тесьмы или полоски, выполнения сборок
при притачивании кружев, оборок и совмещения их со срезами обрабатываемых
деталей.
Возможно и последовательное изготовление детали с отделкой. В этом случае
отделку сначала притачивают к лицевой стороне подкладки детали, совмещая срезы.
Затем складывают основную деталь с подкладкой лицевыми сторонами внутрь и
обтачивают по подкладке, совмещая срезы. Различные варианты отделки клапанов
представлены на рисунках 2.16 и 2.17.
Рисунок 2.16 - Варианты отделки клапана
а - обтачивание клапана; б - обтачивание с прокладкой; в - обтачивание с
отделочной оборкой, г - обтачивание с отделочной полоской, настрачиваемой по
нижнему срезу клапана; е - притачивание материала подкладки как отделочной
полоски нижнему срезу клапана и обтачивание боковых срезов клапана; ж -
обработка обтачным швом с кантом; з - окантовка подкладкой; и - окантовка
двойной полоской
Листочка оформляет нижнюю (переднюю) часть разреза кармана и несет
значительные нагрузки в процессе носки изделия, поэтому листочки изготовляют с
прокладками (клеевого или ниточного крепления). В листочках летних изделиях из
плащевых материалов прокладки и кромки можно не прокладывать [19].
Листочки могут состоять из двух частей (на подкладке) или быть
цельнокроеными, с настрачиваемыми или втачными (цельнокроеными) концами.
Листочки с втачными концами дублируют клеевой прокладкой и заутюживают по сгибу
(рисунок 2.18).
Листочки с прокладкой можно обрабатывать с отделками аналогично клапану,
обтачивая деталь листочки по боковым и верхнему срезам. Если листочку соединяют
с изделием стачным швом, строчку обтачивания и настрачивания не доводят на 7-10
мм до нижнего среза, отгибая при этом подкладку.

Рисунок 2.17 - Варианты отделки клапана женской куртки
Цельнокроеную листочку с настрачиваемыми концами обтачивают только по
боковым срезам.
Рисунок 2.18 - Заготовка листочки: а - втачной, б - настрочной
Для изделий с утеплителем и подкладкой листочка кармана также выполняется
на синтепоне, придавая ей тем самым небольшой объем.
Если утеплитель тонкий: то листочку по периметру можно настрочить на
синтепон. Если листочка достаточно широкая (4, 0-5,0 см), то по ее сгибу нужно
проложить закрепляющую строчку, которая предотвратит смещение синтепона внутри
детали.
Если утеплитель толстый, то рекомендуется или расслоить его и настрочить
на всю листочку по периметру, или только внешнюю часть листочки дублировать
синтепоном. Для этого необходимо начертить линию настрачивания синтепона на
лицевой стороне детали листочки. Линия настрачивания должна быть смещена от
сгиба листочки на 0,2 см в сторону внутренней части, чтобы в готовом виде
строчка была не видна.
Затем деталь листочки положить на утеплитель (рисунок 2.19), настрочить
на синтепон по контуру внешней части листочки (строчка 1, рисунок 2.19),
обрезать излишки синтепона по трем сторонам, повторяя контур детали листочки.
Высечь синтепон вдоль строчки настрачивания (вдоль линии сгиба) до 0,3 см [20].
Если же изделие выполняется из выстеганного материала, то листочка
выкраивается по лекалу.
Рисунок 2.19 - Настрачивание листочки на синтепон
Подкладка кармана
Если листочка достаточно широкая (более 3 см), то нижнюю часть подкладки
кармана можно выкроить из подкладочной ткани. Если же ширина листочки менее 3
см, то нижняя часть подкладки кармана выкраивается из материала верха, тогда
она одновременно будет являться подзором кармана. Верхняя часть подкладки
кармана выкраивается из подкладочной ткани.
Подкладка кармана должна быть шире листочки в готовом виде как минимум на
3,0 см (1,5 см + длина листочки в готовом виде + 1,5 см) для удобства
стачивания.
Обработка листочки начинается с обтачивания концов листочки, швом шириной
1,0 см и представлена на рисунке 2.20.
Далее нужно высечь припуски шва обтачивания в уголках листочки под углом
45 градусов. Если утеплитель толстый, то рекомендуется высечь его по припускам
шва обтачивания до 0,3 см. затем вывернуть листочку на лицевую сторону,
приутюжить без пара, проложить строчку (на расстоянии 0,9 см от срезов),
закрепляя нижние срезы листочки между собой (строчка 3 рисунок 2.21). Далее
притачать верхнюю часть подкладки кармана шириной шва 1,0 см к листочке
(строчка 4 рисунок 2.21)[20] .

Рисунок 2.21 - притачивание подкладки кармана к листочке
Пояса по ширине могут быть узкие и широкие, по жесткости - мягкие,
полужесткие и жесткие; по конструкции - цельнокроеные (одна деталь) и на
подкладке (детали из основной и подкладочной ткани). Последовательность
изготовления пояса включает операции по обработке концов, соединению срезов
составных деталей и окончательной отделке пояса (выполнение отделочных строчек,
прикрепление пряжек). В зависимости от конструкции пояса последовательность
этих операций может меняться.
Обработку пояса и хлястиков (определенной ширины) на подкладке можно
выполнять также краевыми швами с закрытыми срезами на двухигольной машине с
приспособлениями, применив рулонное питание.
При обработке на двухигольной машине нижнюю и верхнюю части пояса,
хлястиков, погон заправляют в направители и соединяют по продольным сторонам, подгибая
срезы внутрь [21].
Ширина пояса в готовом виде зависит от расстояния между иглами и
применяемыми приспособлениями для формирования подгибов с двух сторон деталей.
Конец пояса оформляется углом. Для этого высекают подкладку детали на
расстоянии от конца, равном половине ее ширины плюс 5-7 мм. Обработка мелких
деталей (пояса) показана на рисунке 2.22 [21].
Рисунок 2.22 - Обработка мелких деталей:
а - цельнокроеных обтачным швом в кант; б - цельнокроеных накладным швом
с двумя закрытыми срезами; в - состоящих из двух деталей накладным швом с двумя
закрытыми срезами с настрачиванием уголка в конце детали
При обработке изделий из тканей, имеющих скользящие лицевое покрытие,
детали складывают вдвое по длине лицевой стороной внутрь и стачивают швом
шириной 5-7 мм. Шов разутюживают, располагая его посередине длины детали
(рисунок 2.23 а, б). Конец детали (угол) обтачивают швом шириной 3-5 мм.
Высекают припуски шва на конце, вывертывают с помощью приспособления, затем приутюживают.
В изделиях из легких тканей срезы отделочных деталей обтачивают швом шириной
3-5 мм (рисунок 2.23 в), располагая его по краю детали, или настрачивают на
машине со спецприспособлением для подгибания срезов внутрь (рисунок 2.23 г), а
также краевым накладным швом с закрытыми срезами.
Хлястики обрабатывают из долевых полосок ткани соединительным накладным
швом с закрытым срезом, проходящим посередине вдоль детали. Конец детали
застрачивают швом вподгибку с закрытым срезом, на конец хлястика надевают пряжку
(рисунок 2.23 д, е).
Рисунок 2.23 - Обработка поясов и хлястиков
Шлевки могут быть широкие (на подкладке и без подкладки) и узкие. Шлевки
на подкладке, так же как и клапан, обтачивают по двум боковым сторонам (рисунок
2.24 а). Широкие шлевки без подкладки обрабатывают стачным швом с последующим
разутюживанием и вывертыванием (рисунок 2.24 б); узкие - накладным швом с
открытыми или закрытыми срезами (рисунок 2.24 в, г), швом встык ниточным
способом.
Рисунок 2.24 - Обработка шлевок
Наиболее производительной является обработка узких шлевок ниточным
способом с применением двухигольной машины с различными приспособлениями. В
этом случае для изготовления шлевки раскроенную деталь заправляют в
приспособление лицевой стороной вверх, обрабатывая шлевку с одновременной
обрезкой срезов заготовки (рисунок 2.24 д). Закрепление концов шлевок, не
соединенных с изделием, показано на рисунке 2.24 е, а также на рисунке 2.25.
Рисунок 2.25 - Обработка шлевок: а - накладным швом с закрытыми срезами;
б - накладным швом с открытыми срезами; в - швом встык
При изготовлении курток, пуховиков применяют разнообразные отделки в виде
канта, который втачивают в шов соединения деталей на стачивающей машине с
приспособлением, а также в виде отделочных полос материала, которые
настрачивают, применяя разные приспособления в зависимости от ширины полосы
материала и расстояния между иглами (12,19, 28, 32 мм).
Полоску отделочной ткани заправляют в приспособление и настрачивают на
деталь по намеченной линии (рисунок 2.26). Отделочная полоска подается в
приспособление из рулона [21].
Рисунок 2.26 - Обработка деталей настрочными полосками ткани
2.5.3 - Обработка карманов
Карманы в зависимости от их расположения и количеством входов в карман
могут иметь различные обработки. Например, накладные карманы, обрабатываются в
зависимости от обработки верхнего края. Начальной стадией обработки деталей
накладных карманов является выполнение отделочных элементов (защипов, складок,
вышивок, аппликаций и т. п.) и заутюживание верхнего, боковых и нижнего срезов.
При заутюживании срезов карманов должна быть обеспечена высокая точность с
целью получения идентичной формы карманов для определенной модели. Для этого
срезы загибают на фальцпрессах или вручную, но с применением шаблонов [19,21].
Верхний срез обрабатывают краевым швом вподгибку с открытым или закрытым
срезом, обтачкой, обтачным швом в кант, окантовыванием, с листочкой, патой,
подкладкой. Швы вподгибку могут быть выполнены ниточным и клеевым способами:
застрачиванием на стачивающей машине, подшиванием на машине потайного стежка,
обметыванием на обметочной машине, прикреплением клеевой нитью или паутинкой с
расположением их на расстоянии 1-2 мм от подогнутого среза. В изделиях верхней
одежды (куртки, пуховики) при обработке верхних срезов вподгибку предварительно
по намеченным линиям или по надсечкам прокладывают клеевую или неклеевую кромку
(рисунок 2.27 а). В карманы, дублированные клеевой прокладкой по всей детали,
кромку не прокладывают; верхние края перегибают в сторону изнанки и расправляют
или заутюживают (рисунок 2.27 б).
При обработке деталей краевым швом с закрытым срезом припуск можно
перегибать на лицевую или изнаночную сторону (рисунок 2.27 в). Нижний
подогнутый срез можно закреплять строчкой по боковым сторонам на ширину
припуска обтачным швом шириной 5-7 мм (рисунок 2.27 г).
Верхний срез кармана обрабатывают обтачным швом, если он сложной
конфигурации (рисунок 2.27 д) или если на детали кармана предусмотрены
отделочные элементы (защипы, складки и т. п.), доходящие до верхнего среза.
Если деталь накладного кармана обработана со складками, припуск на
складки со стороны верхних краев вырезают по всей ширине подгиба, оставляя шов
шириной 10 мм.
Для обработки верхнего среза применяют отделочные детали типа пат
(рисунок 2.27 е), которые предварительно обрабатывают аналогично клапану.
Деталь паты (из основной ткани) выкраивают шире подкладки паты на ширину
припуска на подгиб, чтобы закрыть верхний срез детали кармана. Перед
соединением паты с деталью кармана подкладку паты надсекают на глубину 5-7 мм,
отступая от отделочной строчки (если она предусмотрена моделью) на 2-3 мм. Пату
укладывают лицевой стороной на лицевую сторону детали, и притачивают по изнанке
подкладки к верхнему срезу швом шириной 5-7 мм. Подкладку паты притачивают к
основной детали на стачивающей машине на расстоянии 15-20 мм от края, длина
строчки 30-50 мм.
В изделиях из толстоватых тканей с пропитками верхний срез накладного
кармана обтачивают одновременно с прокладыванием кромки. Обтачку перегибают на
изнаночную сторону детали кармана и заутюживают с образованием канта со стороны
основной детали кармана шириной 2-3мм (рисунок 2.27 ж). Кант может быть
закреплен по-разному в зависимости от вида материала. Нижний срез обтачки либо
соединяют с деталью кармана накладным швом с открытым или закрытым срезом, либо
не соединяют с основной деталью, обрабатывая его краевыми швами.
В изделиях из легких курточных тканей верхний срез накладного кармана
окантовывают полоской ткани с применением приспособления (рисунок 2.27 з), или
обрабатывают бейкой (рисунок 2.27 и), используя приспособление или двухигольную
машину.
Карман может быть обработан цельнокроеной или отрезной листочкой.
Цельнокроеная листочка выкраивается вместе с основной деталью кармана. По
наметке перегибают деталь лицевыми сторонами внутрь, стачивают и заутюживают
вверх, имитируя край листочки (рисунок 2.27 к). Вдоль линии перегиба листочки
по наметке прокладывают кромку (клеевую или неклеевую). Отрезные листочки могут
быть притачные или настрочные (рисунок 2.27 л).
Рисунок 2.27 - Обработка верхнего края накладного кармана
Боковые и нижние срезы накладных карманов могут быть обработаны обтачным
швом при наличии подкладки (рисунок 2.27 а) или заутюжены для последующего
настрачивания на основную деталь накладным швом (рисунок 2.27 б), а также могут
быть обработаны с отлетными краями. Обработка детали накладного кармана с
отлетными краями аналогична обработке кокеток, вставок и т.п., имеющих сложную
конфигурацию [19,21].
Карманы могут быть обработаны по боковым и нижнему срезам бейкой, кантом,
кружевом, оборкой или окантованы полоской ткани (рисунок 2.27 з).
На изделиях, имеющих утеплитель, заготовка и обработка накладного кармана
имеет другой способ [20].
Для накладного сложного кармана синтепон должен быть не толстый. Деталь
кармана из синтепона по размерам должна соответствовать деталям материала верха
+ блоки (запасы) по контуру детали. Так как карман со складкой, то припуск на
величину складки должен быть 1,0 см, а внутреннюю часть складки нужно проектировать
равной 1,2 см. В деталях кармана из материала верха, синтепона и подкладки
необходимо заложить припуск на обработку (около 0,2 см) по верхнему срезу
кармана. Не рекомендуется выполнять окантовочный шов шириной более 0,7 см,
иначе окантовка не ляжет на закругленных углах кармана. Затем следует
настрочить деталь кармана из материала верха на синтепон по контуру, потом
застрочить сгибы складки кармана шириной шва 1,0 см. Приутюжить карман,
закладывая складку (рисунок 2.28).
Рисунок 2.28 - Заготовка накладного кармана с синтепоном
Соединение накладных карманов с основными деталями изделия выполняется
накладным, стачным или настрочным швом.
Общие требования к соединению карманов с основными деталями - закрепление
верхних углов карманов двойными строчками (на расстоянии 15-20 мм от верхних
краев) или на закрепочной машине с одновременным подкладыванием с изнаночной
стороны полочек отрезков из прокладочной ткани в том случае, если основная
деталь (полочка) не дублирована. Это обеспечит прочность узла в процессе носки
изделия.
Для соединения карманов накладным швом при заготовке карманов заутюживают
боковые и нижние срезы карманов или окантовывают. Место расположения карманов
на основных деталях изделия намечают тремя линиями (одной вдоль - уровень
расположения верхнего края кармана и двумя поперек - в концах кармана) или
двумя крестообразными линиями, определяющими положение верхних углов карманов.
Можно разметить карманы с помощью специального приспособления проколами.
В карманах без подкладки предварительно обрабатывают верхний срез детали.
Затем располагают ее на основных деталях изделия по намеченным линиям, совмещая
рисунок ткани, и настрачивают швом, ширина которого предусмотрена техническим
описанием на модель. Верхние углы карманов закрепляют.
Накладные карманы на подкладке и на подкладке с утеплителем соединяют с
основными деталями различными способами. Один из них показан на рисунке
2.29.Предварительно соединяют основную деталь кармана с подкладкой (строчка 1).
Заготовленный карман укладывают по разметкам на обрабатываемую деталь.
Основную деталь кармана отгибают и настрачивают боковые и нижний срезы
подкладки, подгибая их на 5-7 мм и располагая строчку настрачивания на
расстоянии 2 мм от сгиба (рисунок 2.29 строчка 2) или без подгиба срезов швом
шириной 7-10 мм. Затем расправляют основную деталь кармана и настрачивают,
располагая строчку от заутюженных сгибов на расстоянии, предусмотренном
техническим описанием на модель (строчка 3, рисунок 2.29).
Рисунок 2.29 - Обтачивание накладного кармана подкладкой
Накладной карман может быть окантован с боковых и нижней сторон. Для
этого нужно: боковые и нижний срезы кармана обработать окантовочным швом с
закрытым срезом, шириной шва 0,7 см (строчка 4, рисунок 2.30). В области
верхних концов кармана следует оставить свободные концы окантовочной полосы
длиной примерно по 1,5 см, приутюжить карман.

Рисунок 2.30 - Обработка боковых и нижней сторон накладного кармана с
утеплителем окантовочным швом
Накладной карман может быть обработан с прорезным входом на детали
кармана. В этом случае сначала обрабатывается прорез кармана, который может
быть обработан с двумя обтачками, а также с нижней обтачкой и клапаном, застежкой-молнией
и другими способами. При обработке детали кармана с прорезным входом,
обработанным двумя обтачками, притачивают верхний срез кармана по линии
разметки. Затем деталь кармана отгибают (нижний край), укладывают по боковым и
нижним разметкам подкладку и настрачивают. Затем настрачивают основную деталь
кармана по четырем сторонам с лицевой стороны детали параллельно предварительно
заутюженным сгибам на расстоянии, предусмотренном модельными особенностями и
техническим описанием. Верхняя рамка кармана закрепляется. Концы кармана
закрепляются при настрачивании детали кармана и могут быть дополнительно
закреплены на закрепочной машине полуавтоматического действия.
Для изделий из недорогостоящих тканей рекомендуется менее трудоемкий
способ соединения карманов с основными деталями изделия. При заготовке такого
кармана к припуску на подгиб верхнего края кармана притачивают подкладку.
Боковые и нижние срезы карманов вместе с подкладкой обметывают, а затем карман
вместе с подкладкой притачивают к основной детали изделия. Накладные карманы
приутюживают на прессе или утюгом.
В изделиях из плащевых материалов с утеплителем, соединение кармана с
изделием показано на рисунке 2.30. Сначала наметить положение кармана на
лицевой стороне изделия. Настрочить карман на изделие строчкой 5(4) на рисунке
2.30. Строчка настрачивания кармана (строчка 5(4)) прокладывается точно по
внешней строчке окантовочного шва. При настрачивании кармана концы окантовочной
полосы следует подогнуть у верхних углов кармана. Затем закрепить углы кармана
и концы окантовки закрепкой (строчка 6, рисунок 2.30). Приутюжить готовый
карман [20].
Карманы в изделиях из плащевых материалов бывают также прорезными, реже -
в швах соединения деталей.
В изделиях из плащевых хлопчатобумажных и смесовых тканей карманы в
большинстве случаев обрабатывают с долевиками. В одежде из капроновых и
прорезиненных материалов карманы могут быть обработаны без долевиков. Роль
долевика может играть подкладка кармана.
В зависимости от свойств материала верха для карманов могут быть
использованы клеевые и неклеевые прокладки. Срезы клеевых прокладок должны
входить в швы соединения деталей не менее чем на 1…2 мм. Неклеевую прокладку
соединяют с деталями при обтачивании их срезов. В цельнокроеных деталях
(листочка, клапан) прокладку настрачивают на нижнюю часть детали, располагая ее
по линии перегиба и прокладывая строчку на расстоянии 1…2 мм от среза
подкладки.
Детали прорезных карманов (листочки, обтачки, подзоры) рекомендуется
выкраивать цельнокроеными с подкладкой кармана.
Обработку клапанов в изделиях из мягких материалов выполняют обтачным
швом, а в изделиях из жестких материалов - накладным швом с двумя или одним
закрытым срезом. В целях повышения производительности труда клапаны обтачивают
на полуавтомате с одновременной обрезкой края по заданному контуру. В изделиях
с утеплителями обработка прорезных карманов осуществляется так же, как в
изделиях из традиционных материалов. Сложность обработки заключается в том, что
концы кармана могут получиться не идеально ровными. Также следует учитывать,
что при эксплуатации изделия на концы кармана приходиться большая нагрузка.
Чтобы дополнительно закрепить концы листочки и скрыть возможные недостатки
обработки, надо выполнить закрепки в концах кармана.
Нижнюю часть подкладки кармана необходимо выкраивать из материала верха
[20]. На рисунке 2.31 показана обработка прорезных карманов.
Рисунок 2.31 - Обработка прорезных карманов: а - с листочкой,
цельнокроеной с одной частью подкладки кармана; б - с клапаном; в - в рамку с
застежкой на тесьму - молнию)
Обработка прорезных карманов в рамку, с листочкой (рисунок 2.31 а) и
клапаном за один проход может быть выполнена на двухигольной машине типа кл.
852 с ножом и комплектом направителей для листочки, клапана и обтачки или на
полуавтомате типа кл.745 [19, 21].
При обработке прорезных карманов в автоматическом режиме к деталям переда
изделия притачивают обтачку и клапан с одновременным разрезанием детали переда
между строчками (рисунок 2.31 б). Нитки в концах строчек обрезаются. Углы
кармана надсекаются. Полуавтомат имеет световые ориентиры, необходимые для укладывания
деталей без предварительной разметки места расположения кармана. Расстояние
между иглами 12 мм. Полуавтомат имеет два ножа - верхний для разреза входа в
карман и нижний для надсекания углов кармана. Дальнейшие операции по
вывертыванию кармана, закрепления входа в карман и стачиванию подкладки
выполняют на одноигольной машине. В изделиях из плащевых смесовых материалов
распространена обработка прорезных карманов с тесьмой - молнией (рисунок 2.31 в
и рисунок 2.32).
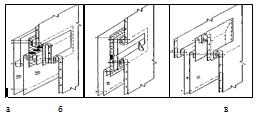
Рисунок 2.32 - Обработка прорезных карманов: а - в рамку на
тесьму-молнию; б - с листочкой на тесьму - молнию; в - с открытой тесьмой -
молнией
На рисунке 2.33 предложен вариант обработки прорезного кармана с
листочкой.
На рисунке 2.34 предложен вариант обработки кармана с тесьмой - молнией
из двухсторонних плащевых материалов.
Рисунок 2.34 - Обработка кармана из двусторонних материалов
2.5.4 Обработка воротников и соединение их с изделием
В изделиях из смесовых плащевых материалов воротники чаще всего
проектируют чаще всего с отрезной стойкой. Один из воротников (нижний или
верхний) или оба воротника соединяют с клеевой или неклеевой прокладкой, что
определяется свойствами используемого материала верха, а также наличием
прокладки на деталях переда и подборта.
Воротник обтачивают по отлету и концам на стачивающей машине. По модели
по краю воротников может быть проложена отделочная строчка, может быть
вставлена отделочная бейка, кантик или припуски шва обтачивания могут быть
закреплены настрачиванием шва обтачивания воротника на нижний воротник. Готовый
воротник вкладывают между деталями верха и подборта с притачной к нему
подкладкой и соединяют строчкой на стачивающей машине, подкладывая по надсечкам
концы вешалки. Втачивание выполняют в два приема от уступов до середины.
Припуск шва рассекают в нескольких местах во избежание затягивания горловины.
Различные варианты обработки стояче-отложных воротников представлены на рисунке
2.35.
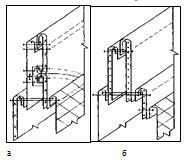
Рисунок 2.35 - Обработка стояче отложных воротников: а - с прямой
отрезной стойкой; б - с фигурной отрезной стойкой
На рисунке 2.36 представлен вариант обработки воротника - стойки с
применением окантовки.
Рисунок 2.36 - Обработка воротника - стойки с окантовкой по верхнему краю
В этом случае сначала притачивается окантовочная тесьма к верхнему краю
верхнего воротника, затем прокладывается отделочно - закрепляющая строчка по
окантовке, предварительно отогнув второй край отделочной тесьмы.
После этой операции обтачивается нижний воротник вторым краем окантовки,
а затем обработка аналогична стояче - отложным воротникам [19, 21].
Существует также несколько обработок съемных меховых воротников в
изделиях из плащевых материалов с утеплителем. Форма съемных воротников зависит
от модельных особенностей, от конструкции основного воротника данного изделия,
а также от вида используемого меха.
Обработка съемного мехового отложного воротника
Вариант обработки обычного отложного съемного мехового воротника, который
прикрепляется к изделию с помощью навесных петель и пуговиц, таков, что
воротник состоит из верхней меховой части и нижней - из подкладочной ткани или
ткани верха. Меховая часть воротника должна быть больше нижней на величину
канта по концам и отлету.
Верхняя меховая часть воротника заготавливается с припусками по контуру -
0,3 см. Сначала притачать на скорняжной машине хлопчатобумажную тесьму из
неклеевого материала шириной 1,0 см по контуру, концы х/б тесьмы стачивать
между собой не нужно, их располагают встык или внахлест.
Нижнюю часть съемного воротника выкроить из подкладки. Нижняя часть
воротника должна состоять из двух частей со швом посередине, в нем оставить
отверстие для выворачивания.
Сборка воротника может осуществляться двумя способами. Первый способ:
обтачать верхнюю часть воротника нижней по контуру шириной шва 1,0 см, совмещая
контрольные знаки и уравнивая срезы (строчка 2, рисунок 2.37). Строчка
обтачивания проходит по х/б тесьме максимально близко к строчке 1 (рисунок
2.37), чтобы тесьма практически не была видна с лицевой стороны. Строчка 3 -
это ручное закрепление, которое можно избежать, применяя второй способ
обработки.
Рисунок 2.37 - Обработка воротника первым способом
Второй способ: обтачать верхнюю часть воротника нижней частью по концам и
отлету шириной шва 1,0 см, совмещая контрольные знаки и уравнивая срезы
(строчка 2, рисунок 2.38). Настрочить припуски шва обтачивания по концам и
отлету шириной шва, 15 см на нижнюю часть воротника (строчка 3, рисунок 2.38).
обтачать верхнюю часть воротника нижней по срезу стойки воротника шириной шва
1,0 см, выправляя кант из меха.
Рисунок 2.38 - Обработка съемного воротника вторым способом
Далее обработка воротника для обоих способов одинакова.
Вывернуть съемный воротник на лицевую сторону через отверстие в среднем
шве нижней части воротника. Выправить швы, вычесать волосяной покров меха из
швов. Застрочить отверстие в среднем шве подколки швом шириной 0,1 см. Наметить
со стороны нижней части воротника положение пуговиц. Пришивать пуговицы нужно
максимально близко к нижнему краю стойки воротника.
Для пристегивания такого вида съемного воротника нужны навесные петли,
которые вставлены в шов соединения верхнего воротника с подбортами и обтачкой
горловины спинки (рисунок 2.39).
Для изготовления петель рекомендуется использовать эластичный шнур в цвет
ткани верха изделия. Нарезать шнур на петли. Настрочить нарезанные петли по
срезу горловины подбортов и обтачки горловины спинки шириной шва 0,9 см,
закрепляя концы петель машинной закрепкой. Концы петель не высекать.
Соединить верхний воротник с подбортами и обтачкой горловины спинки швом
шириной 1,0 см и втачать нижний воротник (строчка 3, рисунок 2.39).
Если воротник с отрезной стойкой, то рекомендуется съемный меховой
воротник выкраивать до линии перегиба стойки основного воротника изделия, а не
до среза стойки воротника. Соответственно, петли будут располагаться в шве
притачивания стойки к верхнему воротнику изделия [22].
Обработка съемного мехового воротника цельнокроеного с лацканами
изделиями происходит аналогично по вышеизложенной технологии, только к срезу
стойки меховой части воротника притачивается планка. Она, так же как и нижняя
часть воротника, может быть выполнена из подкладки или ткани верха. По длине
планка соответствует срезу стойки съемного мехового воротника, ширина планки
будет зависеть от размера петель и пуговиц крепления [23].

Рисунок 2.39 - Обработка воротника и соединение его с изделием
Обработка капюшона
Капюшоны в верхней одежде разнообразны по конструкции и отделке. Они
могут быть на подкладке и без подкладки, втачанные в горловину и пристегивающиеся
под воротником, внешний край капюшона может иметь отвороты или быть без них,
стягиваться на шнур или лежать свободно. Конструкцией и моделью определяют вид
и наименование этого узла.
Обработка одного из видов капюшонов показана на рисунке 2.40. Вытачки на
капюшоне могут быть разрезные и неразрезные (в зависимости от конструкции, вида
ткани).
Части капюшона из основной и подкладочной ткани стачивают по средним
срезам швами шириной 10 мм. Шов стачивания деталей из основной ткани (строчка
1) разутюживают, из подкладочной (строчка 2) - заутюживают на сторону.
К подкладке капюшона швом шириной 7 мм притачивают внутренний срез
обтачки (строчка 3), срезы шва заутюживают в сторону подкладки. Внешние срезы
капюшона также обтачивают обтачкой (строчка 4) швом шириной 7 мм. Шов
обтачивания разутюживают (для упругих плотных тканей), край капюшона выметывают
на смецмашине, выправляя из обтачки кант шириной 1-2 мм. По краю капюшона
выполняют отделочную строчку (строчка 5), если она предусмотрена моделью.
Шов стачивания средних срезов подкладки притачивают в верхней части
капюшона к шву стачивания его средних срезов (строчка 6). Обработанный капюшон
приутюживают [19, 21].
Заготовленный капюшон соединяют с горловиной изделия. Строчкой 7
притачивают обтачку капюшона к подбортам и втачивают капюшон (со стороны
капюшона) в горловину изделия швом шириной 7 мм, начиная с левого подборта. Швы
разутюживают и на участке раскепов скрепляют (строчка 8) на стачивающей машине
[19].
Рисунок 2.40 - Обработка капюшона с подкладкой и соединение его с
горловиной изделия
Обработка съемного капюшона с застежкой на тесьму-молнию (с утеплителем)
Для обработки съемного капюшона на тесьму - молнию, для начала нужно
обработать воротник с застежкой - молнией для пристегивания капюшона. За основу
можно взять простой воротник - стойку.
Для изготовления этого воротника потребуется разъемная застежка - молния,
длина которой зависит от длины горловины изделия и длины нижнего среза
капюшона. Как правило, длина молнии составляет около 40,0-45, 0 см. Также
необходима дополнительная деталь кроя из материала верха - планка под застежку
- молнию. Она выкраивается в виде прямоугольника. В готовом виде ее длина
должна превышать длину застежки - молнии примерно на 4,0 см.
Обработка планки под застежку - молнию капюшона: обтачать боковые срезы
планки швом шириной 1,0 см (строчка 1, рисунок 2.41). Вывернуть на лицевую
сторону, выправить швы и углы планки. Приутюжить планку, складывая ее пополам
по длине. Закрепить ее продольные срезы швом шириной 0,9 см между собой
строчкой (строчка 2, рисунок 2.41). Притачать застежку - молнию швом шириной
1,0 см к планке (строчка 3, рисунок 2.41). Приутюжить планку в готовом виде
[24].
Рисунок 2.41 - Обработка планки под застежку - молнию капюшона
Далее соединить планку с застежкой - молнией с горловиной изделия шириной
шва 1,0 см, использую спецприспособление в виде однорожковой лапки (строчка 4,
рисунок 2.42). Втачать внешнюю стойку швом шириной 1,0 см в горловину изделия
(строчка 5, рисунок 2.42), строчку 5 прокладывать «строчка в строчку» по
строчке 4. Надсечь припуски шва втачивания внешней стойки на изогнутых
участках. Пришить припуски внешней стойки к синтепону вспушкой или потайными
стежками на спецмашине (строчка 6, рисунок 2.42). Последующие операции (строчки
7, 8, 9, 10, рисунок 2.42) аналогичны операциям при обработке воротника -
стойки. После соединения изделия с подкладкой необходимо закрепить швом шириной
0,8 см припуски швов соединения деталей стойки с изделием, а также припуски
планки и ленту застежки - молнии между собой (строчка 11, рисунок 2.42).
При притачивании застежки - молнии к капюшону и к горловине надо
отступить небольшое расстояние от звеньев молнии, учитывая размер замка (чем
шире замок, тем больше расстояние).

Рисунок 2.42 - Соединение планки с застежкой - молнией с горловиной
изделия
Обработка съемного капюшона с кулисой
Этот капюшон состоит из двух частей, конечно, может состоять и из одной.
В свою очередь внешняя и внутренняя части капюшона состоят из трех деталей:
боковая часть - 2 детали и центральная часть - 1 деталь. Детали внешней части
капюшона рекомендуется делать на синтепоне, внутренней части - без синтепона.
Застежка - молния будет располагаться по нижнему срезу капюшона (срезу стойки).
Кулиса же пройдет по внешнему (переднему) краю капюшона. Так как изделие
изготавливается на синтепоне, то шнур кулисы не должен при эксплуатации
касаться утеплителя, поэтому необходимо ввести дополнительные детали кроя из
подкладочной ткани: подкладка кулисы боковой части внешнего капюшона, подкладка
кулисы центральной части внешнего капюшона.
Сначала настрочить детали внешнего капюшона из материала верха на
утеплитель. Затем настрочить шириной шва 0,9 см подкладку кулисы на боковые
части внешнего капюшона по трем срезам. Настрочить подкладку кулисы швом
шириной 0,9 см на центральную часть капюшона по трем срезам.
Монтаж деталей внешнего капюшона: притачать боковые части внешнего
капюшона к центральной части шириной шва 1,0 см. Пришить припуски швов к
синтепону, разложив их по обе стороны от шва.
Монтаж деталей внутреннего капюшона: притачать боковые части внутреннего
капюшона к центральной части швом шириной 1,0 см, оставляя отверстие для вывертывания.
Настрочить припуски швов притачивания на центральную часть швом шириной 0, 15
см, прерывая строчку у отверстия. Приутюжить.
Монтаж внешней и внутренней частей капюшона 6 обтачать внешний срез
капюшона швом шириной 1,0 см (строчка 3, рисунок 2.43). Настрочить припуски шва
обтачивания на внутренний капюшон шириной шва 0,15 см (строчка 4, рисунок
2.43). Высечь припуски швов притачивания деталей внешнего капюшона у внешнего
среза, во избежание толщины. Высечь припуски шва обтачивания в концах шва на угол.
Рисунок 2.43 - Обработка внешней и внутренней частей капюшона
Обработка кулисы капюшона: на внешнем капюшоне нужно наметить положение
блочек кулисы - примерно на расстоянии 1,5 см от шва обтачивания внешнего среза
капюшона и на расстоянии 2,5 см от нижнего среза капюшона. Установить блочки по
наметке, отгибая внутренний капюшон - блочки ставятся на пакет: внешний капюшон
+ синтепон внешнего капюшона + подкладка кулисы. Прикрепить один конец шнура 3
- 4 частыми стежками (прямого и обратного хода машины) к срезу низа капюшона
(рисунок 2.44). Продеть шнур последовательно через блочки и фиксаторы,
закрепить второй конец эластичного шнура [24].
Рисунок 2.44 - Обработка кулисы капюшона
Обработка нижнего среза капюшона: притачать ленту застежки - молнии к
нижнему срезу внешнего капюшона швом шириной 1,0 см (строчка 5, рисунок 2.45).
Предварительно нанести контрольные надсечки для совмещения ленты застежки -
молнии и среза капюшона. Обтачать нижний срез капюшона швом шириной 1,0 см
(строчка 6, рисунок 2.45). Высечь припуски шва обтачивания в нижних уголках
капюшона на угол.
Вывернуть капюшон на лицевую сторону через отверстие в шве внутреннего
капюшона, выправив швы и углы. Приутюжить нижний край капюшона. Проложить
отделочную строчку (строчка 7, рисунок 2.45) по нижнему краю капюшона.
Необходимо проложить отделочную закрепляющую строчку (строчка 8, рисунок
2.45) по внешнему краю капюшона на расстоянии 3,0 см от внешнего края капюшона
(расстояние от этой строчки до внешнего края капюшона может быть разным - в
зависимости от размера кулисы, от положения блочек кулисы, от модели).
Приутюжить капюшон.
Рисунок 2.45 - Обработка нижнего среза капюшона
Работы по совершенствованию обработки воротника проводятся в следующих
направлениях:
применение прямострочного полуавтомата на операциях стачивания частей
нижнего воротника;
замена обтачных швов при обработке узла менее трудоемкими окантовочными
швами с использованием рулонного питания машин;
более широкое использование клеевых прокладочных материалов;
совершенствование конструкции узла, которое позволило бы обеспечивать
форму деталей воротника без дополнительных операций влажно-тепловой обработки
[19, 21].
2.5.5 Обработка бортов и соединение их с подкладкой
Борта в изделиях из плащевых материалов обрабатывают с неклеевыми и
клеевыми прокладками или без них.
Неклеевую прокладку соединяют с деталями переда на стачивающей машине на
расстоянии 2…3 мм от бортовых срезов или с подбортами.
В изделиях с цельнокроеными подбортами прокладку соединяют с подбортами,
располагая ее по линии перегиба бортов деталей переда. Строчку прокладывают на
стачивающей машине на расстоянии 3…5 мм от среза прокладки.
Шов обтачивания борта в изделиях с отрезными подбортами закрепляют
отделочной строчкой или путем настрачивания припусков шва обтачивания на
подборт (рисунок 2.46 а). Края бортов в изделиях с цельнокроеными подбортами
закрепляют отделочной строчкой. В случае необходимости по краю борта может быть
проложена кромка.
Внутренние срезы подбортов в изделиях без подкладки застрачивают, огибая
срезом прокладку (рисунок 2.46 а), или окантовывают (рисунок 2.46 б).
В зависимости от модели изделия застежка по бортам может быть на
пуговицы, тесьму - молнию и в виде заклепочных соединений [19, 21].
Тесьма - молния может быть соединена с изделием разными способами. Так,
например, тесьму - молнию втачивают между деталью переда и подбортом, срезы
деталей уравнивают. Деталь переда и подборт перегибают по ранее заутюженным
сгибам края борта, прокладывая после этого закрепляющую строчку (рисунок 2.46
б).
Тесьма - молния может быть притачана к срезу борта. Затем по борту
прокладывают отделочную строчку, подкладывая под строчку подборт лицевой
стороной вверх (рисунок 2.46 в). Затем подборт отгибают на изнаночную сторону
изделия. При таком способе соединения исключается попадание подборта в зубья
тесьмы - молнии.

Рисунок 2.46 - Обработка бортов: а - обтачным швом в кант; б, в - с
застежкой на тесьму - молнию
На рисунке 2.47 представлен вариант обработки борта с отделочной строчкой
и соединением подборта с подкладкой изделия.

Рисунок 2.47 - Обработка борта с отделочной строчкой и соединением его с
изделием
На рисунке 2.48 представлен вариант обработки изделий из плащевых
материалов с притачной простой планкой.
технологический швейный плащевой куртка
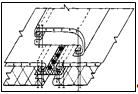
Рисунок 2.48 - Обработка борта с притачной простой планкой
Обработка борта с застежкой на тесьму - молнию и с внешней ветрозащитной
планкой в изделиях с утеплителем и подкладкой
Застежка борта на молнию - одна из самых популярных в утепленных
изделиях.
Важно знать, что разъемные молнии выпускают длиной с шагом в 5,0 см.
Планируя в изделии застежку борта на молнию, необходимо учесть, что в области
молнии тепло - и ветрозащита сведены к минимуму. Поэтому используют ветрозащитные
планки: внешнюю, внутреннюю или обе [25].
Рассмотрим вариант обработки борта с разъемной застежкой-молнией с
внешней отрезной ветрозащитной планкой.
Длина внешней ветрозащитной планки может быть разной:
• на всю длину борта полочки изделия;
• только на участке застежки-молнии (планка не должна строго
соответствовать длине застежки-молнии, она может быть длиннее на 2,0-3,0 см).
Планка в процессе обработки (настрачивается на синтепон, обтачивается, по
ней прокладывается отделочная строчка) урабатывается по длине. Поэтому
необходимо дать прибавку к длине планки на уработку, величина прибавки зависит
от свойств используемых материалов и от длины изделия. Если изделие длиной до
бедер, прибавка - около 1,0 см; если длиннее - около 1,5 см.
Форма планки может быть различной, она определяется по модели.
Рекомендуется верхнюю деталь планки делать на синтепоне, нижнюю - без синтепона
(рисунок 2.49). После настрачивания верхней детали планки на синтепон обтачать
ее нижней деталью (ширина шва 1,0 см) по внешним срезам (строчка 1, рисунок
2.49). Высечь синтепон в углах или на участках закруглений. Высечь припуски шва
обтачивания планки у необработанных срезов на угол. Разутюжить припуски шва
обтачивания планки (слегка, без пара). Вывернуть на лицевую сторону, выправить
швы и углы. Приутюжить шов обтачивания планки с лицевой стороны враскол (без
канта). Проложить отделочную строчку по обработанному краю планки (строчка 2,
рисунок 2.49), приутюжить, соединить между собой (ширина шва 0,9 см)
необработанные срезы планки строчкой (строчка 3, рисунок 2.49).
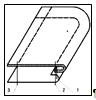
Рисунок 2.49 - Обработка ветрозащитной планки
По срезам бортов полочек нужно поставить монтажные контрольные надсечки
для правильного соединения с застежкой - молнией.
Ленту застежки-молнии перед притачиванием необходимо продекатировать.
Поставить на ленте застежки-молнии монтажные контрольные знаки для правильного
соединения с бортами полочек. Если на полочках есть какие-либо швы (кокетки,
рельефы, воротник и пр.), которые должны совмещаться по линии борта, то
обязательно нужно поставить монтажные контрольные знаки на ленте
застежки-молнии для совмещения с этими швами.
Притачать (ширина шва 1,0 см) застежку-молнию к срезам бортов деталей
переда (строчка 4, рисунок 2.50), подгибая припуск ленты застежки-молнии у
верхних ограничителей. Замок застежки-молнии должен свободно двигаться, не
захватывая ткань верха. Приутюжить детали переда, слегка оттягивая их вдоль
бортов. Проверить симметричность полочек относительно застежки-молнии.
Обтачать борта полочек подбортами (строчка 5 должны пройти «строчка в
строчку» в строчку 4, рисунок 2.50), используя спецприспособление, как
однорожковая лапку. Настрочить припуски шва обтачивания бортов полочек (ширина
шва 0,15 см) на подборта (строчка 6, рисунок 2.50). Если синтепон достаточно
толстый, то рекомендуется высечь его по бортам полочек. Высечь припуски швов
обтачивания бортов полочек по концам швов под 45 градусов. Приутюжить борта.
После обработки среза низа изделия и воротника можно проложить отделочные
строчки (строчки 7, рисунок 2.50) по бортам полочек, вдоль застежки-молнии.
Далее притачать подкладку (ширина шва 1,0 см) к подбортам (строчка 8 , рисунок
2.50). Затем пришить на машине потайного стежка внутренние срезы подбортов с
притачанной к ним подкладкой к синтепону полочек (строчки 9, рисунок 2.50)
[25].
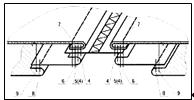
Рисунок 2.50 - Обработка борта с застежкой на тесьму - молнию
Внешняя ветрозащитная планка соединяется с изделием на завершающем этапе,
когда изделие полностью собрано и соединено с подкладкой. Внешняя планка в
женском изделии будет настрачиваться на правую полочку; в мужском изделии - на
левую полочку.
Наметить линию, к которой прикладывается необработанный продольный край
планки на соответствующей полочке изделия вдоль края борта. Расположение
намеченной линии от середины звеньев застежки-молнии может быть различным (от
этого зависит ширина планки). Притачать планку (ширина шва 1,0 см) к полочке
(строчка 10, рисунок 2.51). Подрезать припуск шва настрачивания планки до 0,4
см. Приутюжить полочку в области притачивания планки, заутюжить планку в
сторону борта. Настрочить планку на полочку швом не менее 0,5 см (строчка 11 ,
рисунок 2.51). Приутюжить готовую планку.
Планка должна застегиваться, для этого используют кнопки, контактную
ленту велкро («липучка») и т.д. Наметить на планке положение кнопок. Установить
кнопки на внешней ветрозащитной планке. Наметить положение кнопок на деталях
переда в соответствии с положением кнопок на планке и соответственно установить
кнопки на переде.
Рисунок 2.51 - Обработка борта с планкой, пристегивающейся на кнопки
Так как в изделиях из плащевых материалов обработка борта чаще всего с
застежкой либо на тесьму - молнию, либо с планками, застегивающимися на
пуговицы или кнопки, то поэтому в таблице 2.15 представлена классификация
закрепляющей фурнитуры и схемы заклепочных соединений [21].
Таблица 2.15
Виды закрепляющей фурнитуры и схемы заклепочных соединений
|
Закрепляющая фурнитура
|
Схема заклепочного
соединения
|
Примечание
|
|
1
|
2
|
3
|
|
Пуговицы
|

|
Отверстие не прорезается
|
|
Кнопки
|
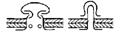
|
Отверстие прорезается
предварительно
|
|
Заклепки
|

|
То же
|
|
Блочки, люверсы
|

|
То же
|
|
Блочки, люверсы литьевые
|

|
То же
|
|
Пуговицы литьевые
|

|
Отверстие не прорезается
|
|
Заклепки литьевые
|

|
То же
|
|
Крючки и петли
|
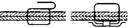
|
То же
|
|
Замкнутые заклепочные
соединения
|
|
То же
|
2.5.6 Обработка рукавов
Рукава в изделиях из плащевых материалов могут быть втачные, реглан,
цельнокроеные с деталью переда и спинки; по низу рукава могут быть расположены
паты, хлястики, притачные или отложные манжеты.
Например, втачные рукава соединяют с открытыми или закрытыми проймами
изделия. При соединении с открытыми проймами боковые срезы изделия и нижние
срезы рукавов из основной ткани и подкладки стачивают одновременно. При
втачивании рукава в пройму в изделиях без подкладки пройма нуждается в
дополнительном укреплении, чтобы избежать разрывов и деформаций. Укрепление
проймы может осуществляться не только прокладочными деталями (кромками), но и
дополнительными строчками.
Способов обработки внутренних срезов проймы много и они зависят от
свойств материалов, из которых изготовлено изделие [26].
Срезы деталей из материалов с низкой осыпаемостью нитей на срезах
достаточно высечь зубцами с помощью специального приспособления (рисунок 2.52).
Рисунок 2.52 - Обработка срезов проймы (рукав втачан)
Срезы деталей из материалов с высокой осыпаемостью нитей на срезах
рекомендуется обметывать на краеобметочных машинах.
В некоторых случаях рекомендуется обрабатывать срезы деталей проймы и
рукава окантовочным швом. Пример представлен на рисунке 2.53.
Рисунок 2.53 - Обработка срезов проймы и рукава окантовочным швом: а -
окантовка двух срезов, б - окантовка одного среза
Также рукав можно втачивать в пройму бельевым двойным стежком, который
представлен на рисунке 2.54.
Рисунок 2.54 - Обработка срезов проймы и рукава бельевым двойным швом
Если рукав втачивается в пройму на машине цепного стежка, то
дополнительного укрепления проймы не нужно.
Если рукав втачивается в пройму на машине челночного стежка, то рукав
втачивается или двумя строчками, которые прокладываются по всей пройме (на
расстоянии 0,1 см одна от другой), или вторая строчка прокладывается только в
нижней части проймы.
При выборе способа втачивания рукава следует учитывать свойства
материалов. Если материал рыхлый, тонкий, то не рекомендуется использование
двух строчек, это ослабит структуру материала.
Низ рукава в зависимости от свойств материала укрепляют прокладкой. Низ
рукава в односторонних или двустронних однослойных материалов без подкладки
можно обрабатывать типовыми способами обработки: обметать срез рукава,
заутюжить припуск на подгиб низа и закрепить его либо сквозной строчкой
(рисунок 2.55 а), либо потайными стежками на машине потайного стежка (рисунок
2.55 б). Возможно закрепление низа рукава клеевой паутинкой, но этот способ не
особо прочен, так при эксплуатации изделия или его стирке, этот шов может
расслоиться [26].
Рисунок 2.55 - Обработка низа рукава в изделиях без подкладки: а -
краевым с обметанным срезом; б -краевым с обметанным срезом на машине потайного
стежка
Также низ рукава можно обрабатывать швом вподгибку с закрытым срезом или
можно окантовать (рисунок 2.56).
Рисунок 2.56 - обработка низа рукава окантовкой
Также низ рукава в изделиях без подкладки можно обработать с помощью
подкройной обтачки. Обтачка может быть разной ширины, ее выкраивают из
основного или отделочного материала. Если материал для обтачки тонкий или с
неподвижной структурой, то обтачку рекомендуется продублировать клеевой
прокладкой.
Проложить ориентировочную вспомогательную строчку (строчка 1, рисунок
2.57), по которой будет заутюживаться припуск, вдоль линии верхнего среза
обтачки на расстоянии 0,9 см от среза при ширине припуска на подгибание 1,0 см.
заутюжить верхний припуск обтачки на 1 см вдоль ориентировочной вспомогательной
строчки. Стачать срезы рукава. Стачать боковые стороны обтачки, при этом заутюженный
припуск по верхнему краю отгибается.
Обтачать срез низа рукав обтачкой швом шириной 0,7 см (строчка 2, рисунок
2.57), накладывая обтачку лицевой стороной на изнаночную сторону рукава и
совмещая срезы. Чтобы четко заутюжить рукав по линии низа, с ровным кантом из
обтачки, рекомендуется настрочить припуски шва обтачивания на рукав (строчка 3,
рисунок 2.57) швом шириной 0,1 - 0, 2 см.

Рисунок 2.57 - Обработка низа рукава подкройной обтачкой
Настрочить обтачку по верхнему краю на рукав (строчка 4, рисунок 2.57)
швом шириной 0,2 см. Приутюжить готовый рукав [26].
Низ рукава можно украсить отрезной фигурной манжетой и окантовать. Этот
вариант обработки рекомендуется применять для тонких плащевых материалов, иначе
низ рукава будет выглядеть очень грубо. При необходимости можно продублировать
детали манжеты.
Обработать верхний край манжеты обтачным швом (строчка 1, рисунок 2.58),
проложить отделочную строчку по обтачанному краю (строчка 2, рисунок 2.58).
Уравнять и стачать нижние срезы манжеты (строчка 3, рисунок 2.58). Притачать
манжету к рукаву (строчка 4) и окантовать срез низа рукава и манжеты (строчка
5, рисунок 2.58). Приутюжить манжету и низ рукава.
Рисунок 2.58 - Обработка низа рукава манжетой
Подкладку с низом рукава в изделиях с подкладкой и утеплителем соединяют
разными способами. Срез низа подкладки может быть настрочен в шов обтачивания
низа рукава (рисунок 2.59 а). Подкладка по низу рукава должна быть соединена с
напуском [21].
Отделочная строчка по низу рукава может прокладываться после притачивания
подкладки к срезу низа (рисунок 2.59 б). Срез низа подкладки рукава подгибают и
соединяют строчкой застрачивания низа рукава (рисунок 2.59 в).
Низ рукавов в изделиях из плащевых материалов может быть обработан
притачными манжетами из основного или отделочного материала, например, из
трикотажа (рисунок 2.59 г).
Рисунок 2.59 - Обработка низа рукава
Обработка низа рукава с «напульсником» (с внутренней манжетой)
В зимних утепленных изделиях часто встречаются рукава с «напульсниками»
или, иначе, с внутренними манжетами. Они представляют собой как бы второй
рукав, выполненный из подкладки. Низ этого «второго рукава» может быть
обработан манжетой из трикотажа или стянут эластичной тесьмой. «Напульсник»
располагается внутри основного рукава и предотвращает попадание снега или
задувание ветра внутрь. Применяется в изделиях с прямым или расширенным
рукавом. Если же изделие с зауженным книзу рукавом или с рукавом с манжетой по
низу, то смысла в использовании «напульсника» нет.
Для изготовления рукава с «напульсником» необходимо добавить дополнительные
детали кроя из подкладки и трикотажную манжету. Детали верха и утеплителя
основного рукава не меняются. Подкладка рукава состоит из двух частей: верхней
и нижней. В шве между ними располагается «напульсник». Поэтому подкладку рукава
нужно разрезать, оставляя напуск как в верхней, так и в нижней части подкладки,
в месте разреза добавить припуски, равные 1,0 см, для шва стачивания.
«Напульсник» не должен быть виден из-под основного рукава изделия, а нижний
край внутренней трикотажной манжеты должен отстоять от низа рукава (в готовом
виде) примерно на 5,0 см. Ширина трикотажной манжеты в готовом виде может быть
различной, рекомендуется не менее 5,0 см. Из подкладочной ткани следует
раскроить детали верхней и нижней подкладки «напульсника». После заготовки всех
деталей кроя обрабатывается рукав с «напульсником».
Сначала нужно обработать все швы основного рукава, обеих частей
подкладки, «напульсника», трикотажной манжеты (собрать их в кольцо). Обработать
срез низа рукава одним из ранее описанных способов. Притачать нижнюю часть
подкладки к срезу низа рукава (шириной шва 1,0 см), совмещая швы (строчка 2,
рисунок 2.60). Зафиксировать припуск низа рукава отделочной сквозной строчкой
(строчка 3 , рисунок 2.60), отгибая подкладку, либо подшить его частыми потайными
стежками. Проложить закрепляющую строчку шириной шва 0,9 см, совмещая верхние
срезы трикотажной манжеты (строчка 4, рисунок 2.60). Притачать трикотажную
манжету к срезу низа верхней подкладки «напульсника» (шириной шва 1,0 см),
совмещая продольные швы (строчка 5, рисунок 2.60). Сложить лицевыми сторонами
внутрь части «напульсника» (с притачанной трикотажной манжетой) и соединить
детали машинной строчкой, прокладывая ее на расстоянии 1,0 см от срезов
(строчка 6, рисунок 2.60). Закрепить между собой верхние срезы подкладки
«напульсника» машинной строчкой шириной шва 0,9 см (строчка 7 , рисунок 2.60).
«Напульсник» готов. Его нужно притачать к срезу низа верхней части
подкладки рукава (строчка 8, рисунок 2.60) шириной шва 1,0 см, совмещая срезы.
Приутюжить «напульсник» и верхнюю часть подкладки рукава на утюжильной колодке.
На этапе соединения подкладки с изделием нужно притачать верхнюю часть
подкладки рукава с «напульсником» к нижней части шириной шва 1,0 см (строчка 9,
рисунок 2.60).
Необходимо прикрепить припуски шва притачивания «напульсника» к подкладке
по швам рукава (по локтевому и переднему) ручными или потайными стежками [27].
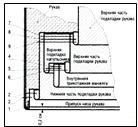
Рисунок 2.60 - Обработка низа рукава с напульсником в утепленных изделиях
из плащевых материалов
2.5.7 Обработка низа изделия
Обработка низа без подкладки
Низ изделий обрабатывают швом вподгибку с открытым или закрытым срезом,
обметыванием среза, окантовочной полоской, отделочными бейками и тесьмой.
При обработке низа изделия швом вподгибку срезы подгибают и застрачивают
внутрь на стачивающей машине с приспособлением (рисунок 2.61 а).
В изделиях с расклешенной нижней частью низ изделия предварительно
застрачивают на расстоянии 7 мм от среза, затем подгибают на ширину припуска на
подгиб и застрачивают на стачивающей машине (рисунок 2.61 б).
В изделиях с застежкой до низа застрачивают и нижние края подбортов.
Затем подборта прикрепляют к изделиям по внутреннему срезу на ширину подгиба
низа изделия (рисунок 2.61 в, г).
В изделиях из тонких тканей без подкладки, у которых возможно пролегание
шва с лицевой стороны изделия, предварительно срезы низа изделия обметывают и
подшивают на машине потайного стежка (рисунок 2.61 д) без подгибания среза
внутрь. В некоторых случаях вместо обметывания срезы обрабатывают окантовочной
полоской или тесьмой (рисунок 2.61 е, ж).
Низ летних изделий из плащевых материалов, застрачивают на стачивающей
машине с приспособлением для подгибания среза, окантовывают срезы или
обметывают (рисунок 2.61, з, и, к) [19].
Обработку низа изделия бейками выполняют на двухигольной машине с
приспособлением для подгибания срезов с двух сторон (рисунок 2.61 л).
В изделиях с добавлением хлопчатобумажных волокон низ может быть
обработан вдвое сложенной полоской на стачивающе-обметочной машине с
приспособлением, которое обеспечивает подачу полоски с кассеты и складывание ее
пополам вдоль.

Рисунок 2.61 - Обработка низа изделия из плащевых материалов без
подкладки
Обработка низа изделия с подкладкой и утеплителем
Для обработки среза низа необходимо к детали добавить соответствующий
припуск. Величина припуска, как правило, равна 4,0 см. В зависимости от
модельных особенностей она может меняться. Например, припуск для обработки низа
расширенного к низу изделия может достигать 6,0 см, чтобы не была видна
подкладка. Во избежание отслаивания синтепона от материала верха в области
перегиба припуска низа рекомендуется проложить вспомогательную сквозную
машинную строчку (строчка 1, рисунок 2.62). Если припуск равен 4,0 см, то
строчка располагается на расстоянии 3,8 см от среза низа детали, чтобы она не
была видна с лицевой стороны изделия. Ее можно проложить в момент настрачивания
деталей из материала верха на синтепон (на этапе заготовки), а можно
непосредственно перед обработкой низа. В процессе соединения подкладки с
изделием нужно притачать подкладку к срезу низа детали шириной шва 1,0 см
(строчка 2, рисунок 2.62). Подкладка обязательно должна быть с напуском. Чтобы
зафиксировать припуск низа, необходимо прикрепить припуски шва притачивания
подкладки к синтепону потайными частыми стежками на машине потайного стежка
(строчка 3, рисунок 2.62). Если модельные особенности не исключают наличие
отделочной строчки, то низ изделия или рукава можно закрепить сквозной машинной
строчкой [28].
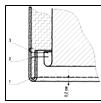
Рисунок 2.62 - Обработка низа изделия с подкладкой и утеплителем
Следующий вариант обработки рекомендуется для изделий с толстым
утеплителем.
Во избежание излишней толщины по низу рукава и низу изделия необходимо
высечь синтепон в области припуска низа (рисунок 2.63). Для этого при
настрачивании детали из материала верха на синтепон (на этапе заготовки детали)
нужно проложить вспомогательную строчку вдоль линии перегиба припуска низа.
Если припуск равен 4,0 см, то необходимо высечь синтепон в области припуска,
ориентируясь на строчку. Строчка должна располагаться на расстоянии 3,8 см от
среза низа. Дальнейшая обработка аналогична обработке, описанной выше (рисунок
2.62). На рисунке 2.63 показано застрачивание припуска низа отделочной строчкой
(строчка 3). При припуске низа, равном 4,0 см, расстояние от сгиба низа до
строчки может быть не более 2,5 см.
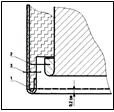
Рисунок 2.63 - Обработка низа изделия из плащевых материалов с толстым
утеплителем
Обработка низа изделия с кулисой
Для обработки низа изделия с кулисой необходима дополнительная деталь из
материала верха - деталь кулисы. Ее конфигурация повторяет конфигурацию низа
изделия. Если припуск низа изделия 4,0 см, то ширина детали кулисы должна быть
5,0 см. Эластичный шнур кулисы не должен касаться синтепона изделия, иначе при
эксплуатации утеплитель в области кулисы придет в негодность и будет
вытягиваться шнуром наружу через блочки. Именно поэтому необходима деталь кулисы
из материала верха. На детали кулисы нужно наметить положение блочек и
установить их. Для укрепления материала в области блочек рекомендуется с
изнаночной стороны детали кулисы подложить усилитель (продублированный материал
верха или подкладку).
Далее наметить линию, к которой прикладывается срез детали кулисы на
расстоянии 3,0 см от среза низа изделия. На лицевую сторону припуска низа
изделия наложить деталь кулисы лицевой стороной вниз, уравнять намеченную линию
на припуске низа и срез детали кулисы, притачать деталь шириной шва, равной 1,0
см (строчка 2, рисунок 2.64). При этом вспомогательная строчка закрепления
синтепона (строчка 1, рисунок 2.64) должна перекрываться строчкой 2. Настрочить
припуск шва притачивания детали кулисы шириной шва 1,15 см на деталь кулисы
(строчка 3, рисунок 2.64) [28].
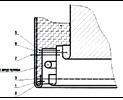
Рисунок 2.64 - Обработка низа изделия с кулисой
Следующие операции связаны с заготовкой шнура кулисы. Шнур, который
используют в кулисах, в сечении имеет форму круга или овала, диаметр его
поперечного сечения, как правило, составляет 0,2-0,3 см. Концы шнура
прикрепляются к изделию. Чтобы избежать толщины в области прикрепления шнура,
на его концы настрачиваются отрезки плоской тесьмы, длина которых около 3,0 см.
Соответственно, к изделию будет прикрепляться не сам шнур, а плоская тесьма,
которая и позволит избежать толщины в местах прикрепления шнура.
Когда шнур кулисы заготовлен, тесьму на его концах необходимо прикрепить
3-4 частыми стежками (прямого и обратного хода машины) к срезу детали кулисы.
Это может быть боковой срез детали кулисы или срез притачивания подборта или
подкладки к кулисе. Закрепив один конец шнура, нужно продеть его через блочки,
последовательно надевая фиксаторы, а затем закрепить второй срез шнура с противоположной
стороны. На рисунке 2.64 операции по заготовке шнура и прикрепления его к
изделию показаны позицией 4.
Затем стачать срезы припуска низа изделия и кулисы между собой (строчка
5, рисунок 2.64) шириной шва 0,9 см. Притачать подборта и подкладку к срезу
низа (и кулисы) шириной шва 1,0 см (строчка 6, рисунок 2.64). Чтобы
зафиксировать низ изделия с кулисой, необходимо проложить сквозную отделочную
строчку по низу изделия (строчка 7, рисунок 2.64). Расстояние от строчки до
сгиба низа зависит от ширины кулисы и припуска низа изделия. В рассматриваемом
варианте (припуск низа равен 4,0 см) оптимальное расстояние от сгиба низа до
строчки - 2,5 см.
2.5.8 Обработка подкладки и соединение ее с изделием
Этот раздел посвящен анализу методов обработки изделий из плащевых
материалов с подкладкой и с подкладкой и утеплителем.
Если изделие имеет утепляющую прокладку, то прокладка соединяется с ней
по срезам или выстегиванием по поверхности. В куртках типа ветровок
классическая подкладках на деталях спинки может быть укороченной и доходить
только до линии талии. Подкладку соединяют с изделием машинным способом.
Низ изделия с притачной подкладкой обрабатывают так же, как и низ рукава.
Низ изделия с отлетной подкладкой обрабатывают швом вподгибку с открытым или
закрытым срезом.
Подкладка изделия может быть выстегана с утепляющей прокладкой. При этом
надо учитывать, что теплозащитные свойства материала в этом случае ухудшаются.
Поэтому строчки выстегивания целесообразно прокладывать на расстоянии не менее
10…12 см друг от друга. Если в качестве утепляющей прокладки используется
тинсулейт и по модели предусмотрено меньшее расстояние между строчками, то
рекомендуется применение двух слоев тинсулейта или тинсулейта более плотной
модификации.
При выполнении строчек в косом направлении, следует применять машины
цепного стежка, так как такая строчка более эластична [21].
Соединение деталей выстеганной прокладки, как правило, производиться
расстрочным или настрочным швом. Утепляющая прокладка тинсулейт имеет малую
толщину и массу, поэтому ее не надо высекать из срезов, достаточно просто их
обметать. Подкладка, выстеганная с тинсулейтом, притачивается к внутренним
срезам подборта и срезу стойки верхнего воротника стачным швом взаутюжку, срезы
обметываются, возможно настрачивание припуска. Соединение подкладки,
выстеганной с утепляющей прокладкой, может быть выполнено с окантованными
подбортами накладным швом (рисунок 2.65).
Подкладку, выстеганную с утепляющей прокладкой, прикрепляют по пройме в
двух местах - над плечевым и боковым швами.

Рисунок 2.65 - Соединение подкладки с окантованным подбортом
Нижний край отлетной подкладки обрабатывают швом вподгибку с закрытым
срезом на машине зигзагообразного стежка (рисунок 2.66 а); швом вподгибку с закрытым
срезом на стачивающей машине, захватывая только утепляющую прокладку (рисунок
2.66 б); окантовочным швом с использованием косой бейки (рисунок 2.66 в); швом
вподгибку с открытым обметанным срезом - при большой толщине утеплителя и
обязательном наличии стёжки (рисунок 2.66 г).
Если изделие изготавливается с дополнительной съемной подкладкой с
утепляющей прокладкой, то кроме утеплителя требуется два комплекта деталей кроя
подкладки - внешний и внутренний.
Рисунок 2.66 - Обработка нижнего края отлетной подкладки с утепляющей
прокладкой: а, б - швом вподгибку с закрытым срезом, в - лкантовочным швом; г -
швом вподгибку с открытым срезом
При использовании в тех же целях продублированного классического
тинсулейта требуются детали только внешнего слоя подкладки. В этом случае
снижается трудоемкость изготовления изделия и повышается производительность
труда. Если подкладка имеет достаточно высокую поверхностную плотность, то
рекомендуется использовать тинсулейт с односторонним дублированием. Утеплитель
располагают таким образом, чтобы продублированная сторона была обращена к
подкладке основного изделия. Если подкладка имеет недостаточно плотную
структуру, то применяют тинсулейт с двусторонним дублированием.
Детали кроя съемной подкладки соединяют с утепляющей прокладкой по срезам
машинной строчкой. Боковые и плечевые срезы стачивают и обметывают. Припуски
швов настрачивают. Рукава втачивают в пройму съемной прокладки. Срезы
обметывают. Срезы борта съемной подкладки окантовывают, срез низа съемной
подкладки и ее рукавов окантовывают или застрачивают. Навесные или обметанные
петли обрабатывают в соответствии с разметкой. К основному изделию пришивают
пуговицы.
Также возможно изготовление универсальной съемной утепляющей прокладки,
которая подходит сразу к нескольким изделиям. Для этого при втачивании рукавов
съемной прокладки оставляется нестачанным участок оката в нижнюю часть проймы.
На данном участке срезы оката и проймы обметываются отдельно друг от друга,
припуски настрачиваются на изнаночную сторону утепляющей прокладки [21].
На рисунке 2.67 представлен вариант обработки притачной подкладки к
обтачке низа.
Рисунок 2.67 - Обработка притачной подкладки (низ изделия обработан
обтачкой)
Окончательная обработка
Операции окончательной обработки включают пропаривание изделия в течение
2…3 с после прессования. Окончательную обработку изделий рекомендуется
проводить на пароманекене или парогенератором или утюгом с функцией
«вертикальный пар».
В заключение при анализе методов обработки «сказать» одно, что насколько
бы не были разнообразными модели, все равно знание классических методов
обработки основных узлов изделия, швов соединения, позволяет обрабатывать
изделия из плащевых материалов как без подкладки, так и с подкладкой и с
утеплителем, различными способами, с применением различных современных
приспособлений и оборудования [21].
При анализе методов обработки изделий из плащевых материалов также были
проанализированы типовые, часто встречающиеся, виды стежков, котоые
представлены в таблице 2.16.
Таблица 2.16
Виды швов, применяемые в изделиях из плащевых материалов
|
Название шва
|
Схема шва
|
Назначение и особенности
выполнения шва
|
|
1
|
2
|
3
|
|
Стачной
|

|
Для соединения деталей в
изделиях из плащевых х/б и смесовых тканей. При отсутствии отделочной строчки
ширина шва 10 см.
|
|
Расстрочной
|

|
При наличии отделочной
строчки ширина шва складывается из ширины отделочной строчки и
дополнительного припуска 5…7 см.
|
|
Настрочной с открытыми или
закрытыми срезами
|

|
Если ширина отделочной
строчки превышает 1 см, то припуски на деталях делают разной ширины.
|
|
Накладной с открытым срезом
|

|
Для притачивания кокеток и
выполнения других соединительных швов в изделиях из капроновых тканей с
пленочным покрытием, с отделкой лаке, прорезиненных тканей. Положение срезов
под иглой фиксируют с помощью ограничительной линейки или ограничительного
бортика.
|
|
Накладной с двумя закрытыми
срезами
|

|
Для обработки краевых
срезов вместо обтачного шва в изделиях с пленочным покрытием и т.п. Срезы
подгибают внутрь на 10 мм и настрачивают на расстоянии 1…2 мм от сгиба.
|
|
Запошивочный
|

|
Для соединения деталей в
изделиях без подкладки. Имеет увеличенный припуск и прочно закрепленные
внутри срезы, что придает шву особую прочность.
|
|
Обтачной
|

|
Для обработки краев деталей
в изделиях из плащевых х/б и смесовых тканей. Шов обтачивания закрепляют
отделочной строчкой или настрачиванием припусков на нижнюю деталь.
|
|
Окантовочный
|

|
Для обработки деталей
изделия, выполненных без подкладки. В зависимости от вида окантовочного
материала может быть с закрытыми или открытыми срезами.
|
|
Вподгибку
|
В зависимости от вида
материала и назначения изделия может быть с открытым срезом, с обметанным
срезом, с окантованным срезом, с закрытым срезом, с притачной подкладкой.
|
|
Рельефный вытачной и
выстрачной
|

|
Используется для отделки.
Вытачные выполняют с помощью приспособлений, ограничивающих расстояние между
швами и ширину шва; выстрочные без шнура и со шнуром выполняют на двух- или
четырехигольной машине.
|
|
С кантом
|

|
Используются краевые или
соединительные швы с кантом. В зависимости от вида шва детали стачивают,
настрачивают или обтачивают вместе с кантом. Выполняются с помощью
приспособления: полоска ткани для канта перегибается, укладывается между
слоями материала и подается под иглу стачивающей машины.
|
Можно анализировать и систематизировать много всего, но, не зная основ,
ничего из этой затеи не выйдет.
В заключение исследовательской части диплома при анализе методов
обработки изделий из плащевых материалов можно сделать вывод, что при создании
одежды перед всеми специалистами различных организаций и фирм по созданию
одежды стоит задача: добиться того, чтобы изделия соответствовали всем
требованиям, предъявляемым к качественной одежде
Модели должны быть удобны, практичны и долговечны. Для этого ведется
постоянная работа по изучению, разработке и внедрению новых технологий и
технических условий, новых комплектующих (тканей, утеплителей, фурнитуры, и
т.д.).
Различными фирмами и организациями производится изделия из плащевых
материалов, такая как пуховая одежда, так и одежда с синтетическими утеплителями
и без утеплителей. Однако все модели имеют общие элементы:
Карманы
Карманы, которые могут быть внешними или внутренними различного
назначения.
все наружные карманы защищены от попадания снега и влаги (молнии,
клапана, «обратные» листочки);
дополнительно утеплены мешковины;
усилены строчки при соединении мешковин;
все внутренние карманы застегиваются на молнию или липучки;
карманы имеют различные формы и обработки;
Капюшон
Практически каждая модель имеет такую деталь как капюшон, который может
быть, как съемным, так и втачным в горловину. Применяются наиболее
распространенные способы пристегивания капюшона: на молнию и на кнопки. Как
правило, по внешнему краю капюшона проходит кулиса с эластичным шнуром и
стопорами для возможности регулирования высоты капюшона. В качестве отделки в
некоторых моделях используется опушка капюшона из натурального или
искусственного меха. Все натуральные опушки отстегиваются от капюшона с помощью
молнии, которая находится между планками внешнего края капюшона. Скрытая молния
позволяет использовать изделие без меха, а возможность отстегнуть мех очень
помогает при стирке.
Манжеты
Во многих подростковых и взрослых моделях используются частично
эластичные манжеты с патами на липучках, чтобы можно было регулировать ширину
манжеты. Если низ рукава не обработан манжетой, то используются внутренние
трикотажные манжеты или внутренняя резиновая тесьма, обеспечивающая прилегание
рукава к руке.
Наружные и внутренние ветрозащитные планки
Почти во всех моделях (особенно зимних) центральная молния закрыта
различного вида ветрозащитными планками. В зависимости от вида наружных планок
используются разные внутренние ветрозащитные планки, которые всегда выстеганы
во избежание попадания ткани в замок центральной молнии.
Производство пуховых изделий
Для производства пуховых изделий существуют определенные технические
условия, отличные от условий производства другой одежды:
уменьшена длина стежка при прокладывании любых машинных строчек;
для уменьшения отверстий от проколов иглы используется более тонкая игла;
тщательно отрегулировано натяжение нитей;
все ткани перед раскроем испытываются на способность удерживать пух;
для исключения миграции пуха через отверстия от проколов иглы все детали
дублируются дополнительным слоем ткани.
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Разработка рационального технологического процесса по
изготовлению женской утепленной куртки
.1.1 Анализ и выбор моделей женской утепленной куртки для
проектируемого потока
На сегодняшний день для женщин стало важно аспектом одеваться красиво и
удобно. Это касается как одежды летнего сорочечно - плательного ассортимента,
так и ассортимента верхней одежды, так как выглядеть красиво и при этом не
чувствовать неудобства в ношении - вот главная задача для женщин, и еще выбрать
правильный ассортимент одежды. И куртка, как демисезонная, так и утепленная,
приходит «на помощь».
Куртки отличаются разнообразием по своей конструкции, по виду
используемых материалов, по виду применяемой фурнитуры, отделочных материалов и
различных декоративных элементов. Актуальны как и приталенные, так и прямые
силуэты, с разнообразными членениями: рельефами, кокетками, отлетными деталями,
карманами; различными конфигурациями деталей, покроями воротников, манжет,
отделочных деталей. Куртки могут быть различной длины: до бедер, выше бедер,
короткие, ниже колен, выше колен. Могут быть с одним или двумя слоями
утепляющего материала, а могут и вообще быть без него, как плащи.
Для отделки применяются различные металлические пуговицы, блочки,
хольнетены, пряжки, молнии, кольца, шнуры, резинки, фиксирующие элементы,
канты.
Материалы же привлекают своей насыщенной гаммой цветов, используемых
пропиток и обработкой лицевой поверхности материалов.
Все это неслучайно заслуживает внимание женщины и является неотъемлемой
частью гардероба.
Для дипломной работы предлагается спроектировать поток по изготовлению
женской утепленной куртки на основе данных предприятия ОАО «Куртки Выбор» г.
Москва. Зарисовки моделей, отобранных для изготовления в потоке, представлены
на рисунках 3.1, 3.2, 3.3.
Данные модели выполнены на одной конструктивной основе, соответствуют
современным направлениям моды, удобны в носке, конструкции моделей технологичны
и экономичны в отношении материальных и трудовых затрат. При изготовлении
моделей используется однотипный по технологическим свойствам материал,
одинаковые режимы обработки и работа оборудования, так как модели имеют
максимальную конструктивную и технологическую однородность при их внешнем
отличии.
Возможность изготовления моделей в одном потоке подтверждает рассчитанный
коэффициент трудоемкости [29].
Расчёт коэффициентов трудоёмкости моделей осуществляется для каждой
модели отдельно по формуле (3.1). Результаты расчётов коэффициентов
трудоёмкости представлены в таблице 3.1.
 , (3.1)
, (3.1)
где
Тi - трудоёмкость i-ой модели, с;
 -
трудоёмкость модели, принятой за базовую, с.
-
трудоёмкость модели, принятой за базовую, с.
За
базовую модель принята модель Б куртки женской утепленной.
Таблица 3.1
Значения коэффициентов трудоемкости по моделям куртки женкой утепленной.
|
Модель
|
А
|
Б
|
В
|
|
1
|
2
|
3
|
4
|
|
Тi, с
|
6488
|
6603
|
6673
|
|
КТ
|
1,01
|
1,0
|
0,99
|
Следовательно, так как разбежка коэффициентов трудоемкости по моделям А,
Б, В незначительны: имеют отклонения в 0,1-0,2 и близки к 1, то модели можно
изготавливать в одном потоке с последовательно - ассортиментным запуском (ПАЗ).

Рисунок 3.1 - Эскиз модели женской утепленной куртки А
Рисунок 3.2 - Эскиз модели женской утепленной куртки Б

Рисунок 3.3 - Эскиз модели женской утепленной куртки В
Описание внешнего вида женской утепленной куртки А
Куртка женская утепленная (с одним слоем синтепона) из плащевой ткани.
Куртка полуприлегающего силуэта с втачными двухшовными рукавами, длиной до
линии колен и завязывающаяся на талии поясом.
Куртка с центральной застежкой на тесьму - молнию по краю борта и
настрачной планкой на пять кнопок.
Перед куртки с горизонтальной притачной кокеткой и рельефными швами от
кокетки до низа. В шов притачивания кокетки вставлен накладной отделочный
клапан фигурной формы.
Спинка с притачной горизонтальной кокеткой, средним швом и рельефами, идущими
от кокетки до низа.
Рукава двухшовные втачные с верхней и нижней частями.
Воротник-стойка с пристегивающимся на тесьму - молнию капюшоном.
Капюшон состоит из шести частей (верхнего и нижнего капюшона): четырех
боковых и двух средних частей. Отлет капюшона обрабатывается притачными
обтачками.
Пояс цельнокроеный с пряжкой и пробитыми четырьмя блочками, длиной около
130 см.
Куртка с притачной по низу подкладкой.
По рельефным швам переда и спинки, по швам притачивания кокеток переда и
спинки, среднему шву спинки, накладному клапану, настрачной планке, обтачке
отлета воротника, низу рукава и цельнокроеному поясу прострочена отделочная
строчка на 0,7 см от края детали или шва.
Рекомендуемые размеры 88-96, роста 158-170, 2-я полнотная группа.
Описание внешнего вида женской утепленной куртки Б
Куртка женская утепленная (с одним слоем синтепона) из плащевой ткани.
Куртка полуприлегающего силуэта с втачными двухшовными рукавами, длиной до
линии колен и завязывающаяся на талии, поясом.
Куртка с центральной застежкой на тесьму - молнию по краю борта и
настрачной планкой на пять кнопок.
Перед куртки с горизонтальной притачной кокеткой и рельефными швами от
кокетки до низа. В шов притачивания кокетки вставлен накладной отделочный
клапан фигурной формы.
На деталях переда обработан накладной карман с тремя застроченными
складками и отделочным накладным клапаном фигурной формы.
Спинка с притачной горизонтальной кокеткой, средним швом и рельефами,
идущими от кокетки до низа.
Рукава двухшовные втачные с верхней и нижней частями.
Воротник-стойка с отделочной планкой и тесьмой - молнией для имитации
пристегивания капюшона. Капюшона нет.
Пояс цельнокроеный с пряжкой и пробитыми четырьмя блочками, длиной около
130 см.
Куртка с притачной по низу подкладкой.
По рельефным швам переда и спинки, по швам притачивания кокеток переда и
спинки, среднему шву спинки, накладным клапанам, накладному карману, настрачной
планке, обтачке отлета воротника, низу рукава и цельнокроеному поясу
прострочена отделочная строчка на 0,7 см от края детали или шва.
Рекомендуемые размеры 88-96, роста 158-170, 2-я полнотная группа.
Описание внешнего вида женской утепленной куртки В
Куртка женская утепленная (с одним слоем синтепона) из плащевой ткани.
Куртка полуприлегающего силуэта с втачными двухшовными рукавами, длиной до
линии колен.
Куртка с центральной застежкой на тесьму - молнию по краю борта.
Перед куртки с горизонтальной притачной кокеткой и рельефными швами от
кокетки до низа.
На деталях переда обработан накладной карман с тремя застроченными складками
и отделочным накладным клапаном фигурной формы.
Спинка с притачной горизонтальной кокеткой, средним швом и рельефами,
идущими от кокетки до низа.
Рукава двухшовные втачные с верхней и нижней частями.
Воротник-стойка с пристегивающимся на тесьму - молнию капюшоном.
Капюшон состоит из шести частей (верхнего и нижнего капюшона): четырех
боковых и двух средних частей. Отлет капюшона обрабатывается притачными
обтачками.
Куртка с притачной по низу подкладкой.
По рельефным швам переда и спинки, по швам притачивания кокеток переда и
спинки, среднему шву спинки, накладным клапанам, накладному карману, обтачке
отлета воротника, низу рукава прострочена отделочная строчка на 0,7 см от края
детали или шва.
Рекомендуемые размеры 88-96, роста 158-170, 2-я полнотная группа.
Также для разрабатываемых изделий прилагается спецификация деталей кроя,
представленная в таблице 3.2 и на рисунках 3.4 и 3.5.
Таблица 3.2
Спецификация деталей кроя для моделей А, Б, В куртки женской утепленной
|
№ п/п
|
Наименование детали
|
Количество
|
|
|
лекал
|
деталей кроя по моделям
|
|
|
|
А
|
Б
|
В
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Основной материал (основная
ткань А + синтепон Б + прокладочная ткань В)
|
|
Перед
|
|
1
|
Кокетка переда
|
1
|
2
|
2
|
2
|
|
2
|
Центральная часть переда
|
1
|
2
|
2
|
2
|
|
3
|
Боковая часть переда
|
1
|
2
|
2
|
2
|
|
4
|
Подборт
|
1
|
2
|
2
|
2
|
|
Спинка
|
|
5
|
Кокетка спинки
|
1
|
1
|
1
|
1
|
|
6
|
Центральная часть спинки
|
1
|
2
|
2
|
2
|
|
7
|
Боковая часть спинки
|
1
|
2
|
2
|
2
|
|
8
|
Обтачка горловины спинки
|
1
|
1
|
1
|
1
|
|
Рукав
|
|
9
|
Верхняя часть рукава
|
1
|
2
|
2
|
2
|
|
10
|
Нижняя часть рукава
|
1
|
2
|
2
|
2
|
|
Воротник - стойка
|
|
11
|
Нижний воротник - стойка
|
1
|
1
|
1
|
1
|
|
12
|
Верхний воротник - стойка
|
1
|
1
|
1
|
1
|
|
13
|
Планка воротника
|
1
|
1
|
1
|
1
|
|
Вешалка
|
|
14
|
Деталь вешалки
|
1
|
1
|
1
|
1
|
|
Клапан
|
|
15
|
Верхний клапан
|
1
|
2
|
2
|
-
|
|
16
|
Подкладка верхнего клапана
|
1
|
2
|
2
|
-
|
|
17
|
Нижний клапан
|
1
|
-
|
2
|
2
|
|
18
|
Подкладка нижнего клапана
|
1
|
-
|
2
|
2
|
|
Накладной карман
|
|
19
|
Деталь кармана
|
1
|
-
|
2
|
2
|
|
20
|
Обтачка кармана
|
1
|
-
|
2
|
2
|
|
Планка
|
|
21
|
Верхняя деталь планки
|
1
|
1
|
1
|
-
|
|
22
|
Нижняя деталь планки
|
1
|
1
|
1
|
-
|
|
Пояс
|
|
23
|
Деталь пояса цельнокроеная
|
1
|
1
|
1
|
-
|
|
Капюшон
|
|
24
|
Средняя часть капюшона
|
1
|
2
|
-
|
2
|
|
25
|
Боковая часть капюшона
|
1
|
4
|
-
|
4
|
|
26
|
Обтачка отлета верхнего
капюшона
|
1
|
1
|
-
|
1
|
|
27
|
Обтачка отлета нижнего
капюшона
|
1
|
1
|
-
|
1
|
|
Подкладочный материал
|
|
28
|
Спинка
|
1
|
1
|
1
|
1
|
|
29
|
Перед
|
1
|
2
|
2
|
2
|
|
30
|
Верхняя часть рукава
|
1
|
2
|
2
|
2
|
|
31
|
Нижняя часть рукава
|
1
|
2
|
2
|
2
|
|
32
|
Подкладка накладного
кармана
|
1
|
-
|
2
|
2
|
|
Итого по моделям:
|
32
|
44
|
46
|
47
|
3.1.2 Анализ и выбор материалов для изготовления женской
утепленной куртки
Верхняя одежда является многослойным изделием, внешний вид и
эксплуатационные свойства которого зависят от применяемых материалов. Поэтому
их правильный выбор в значительной степени определяет качество изделия, его
внешний вид, формо - и износоустойчивость, трудоемкость изготовления.
В предлагаемых моделях женской утепленной куртки пакет материалов состоит
из основного материала, подкладочного, прокладочного и утепляющего материала,
одежной фурнитуры и материала для соединения деталей одежды (швейные нитки).
Подбор всех материалов, образующих пакет данного изделия, обеспечивает
рациональное сочетание свойств текстильных материалов и экономичность данной
модели. Также на предприятии для экономии средств используются новейшие
материалы, пакет которых состоит сразу из трех материалов: основного,
утепляющего и прокладочного; сверху простеганных, различными конфигурациями
линий, отделочными нитками.
Основной материал
(пакет состоит из основной ткани + синтепон + прокладочная ткань)
Для обеспечения высокого качества изделий при выборе материалов для их
изготовления необходимо учесть ряд общих и специальных требований, зависящих от
условий их эксплуатации.
Ткани для курток должны иметь красивый внешний вид, соответствующий
направлению моды, быть прочными, морозостойкими, их окраска устойчивой к
действию света и воды, легки в уходе.
Одним из основных требований к тканям для курток являются хорошие
водозащитные свойства, поэтому для их изготовления используются материалы,
получаемые путем нанесения на ткани из синтетических комплексных нитей
пленочного водонепроницаемого и водоотталкивающего покрытий на основе смол и
силиконов. Т.к. напрямую от воздухопроницаемости зависят теплозащитные свойства
ткани, то материалы для осенне-зимней одежды подбираются со средней
воздухопроницаемостью. По возможности ткань не должна вызывать затруднений при
раскрое и пошиве.
Для изготовления предложенных моделей женской куртки выбрана стеганая
плащевая ткань с водонепроницаемой лицевой поверхностью. Это гладкокрашеная
матовая плотная ткань из полиэфирных нитей. Она имеет красивый внешний вид,
повышенную износостойкость и обладает водоотталкивающими свойствами. Ткань на
ощупь гладкая, не вызывает раздражения кожи.
Полиэфирное волокно обладает большой устойчивостью к истиранию, высокой
теплостойкостью, свето- и химостойкостью. Волокна не подвергаются повреждению
молью, действию плесени. Ткани из полиэфирных волокон прочны при растяжении,
упругие, легкие, малосминаемы, практически безусадочны. Ткань подвергается
стирке, утюжке, но не подлежит отбеливанию.
Раскрой ткани может быть затруднен из-за их способности к скольжению.
Изготовление изделий из этих тканей трудностей не вызывает: она не осыпается,
не дает раздвижки нитей в швах. Чтобы избежать прорубаемости иглой, необходим
правильный подбор номеров игл и ниток.
После ВТО ткань теряет свою объемность, т.к. состоит из нескольких
материалов.
Артикулы данного пакета материалов представлены в таблице 3.3.
Таблица 3.3
Пакет материалов для женской утепленной куртки моделей А, Б, В (основная
ткань + синтепон + прокладочная ткань)
|
Наименование параметров для
пакета материалов
|
|
1
|
2
|
|
Основная ткань
|
|
Наименование ткани
|
стеганая плащевая
|
|
Изготовитель
|
Area International
|
|
Состав
|
100% ПЭ
|
|
Артикул
|
TR 1212
|
|
Поверхностная плотность,
г/м2
|
основа
|
уток
|
|
242
|
242
|
|
Устойчивость окраски (балл)
|
сухое трение
|
мокрое трение
|
|
3
|
3
|
|
ИЛР после ВТО,%
|
основа
|
уток
|
|
-1,5
|
-0,5
|
|
ИЛР после мокрой обработки,
%
|
0,7
|
0
|
|
Поверхностная плотность,
г/м пог.
|
341
|
341
|
|
Утепляющий материал
|
|
Наименование ткани
|
синтепон
|
|
Артикул
|
210018
|
|
Состав
|
100% ПЭ
|
|
Ширина, см
|
150
|
|
Поверхностная плотность,
г/м2
|
200
|
|
Прокладочный материал
|
|
Наименование ткани
|
нетканая прокладка, дублерин
- ваймин
|
|
Артикул
|
СЕ 3113 (5403)
|
|
Цвет
|
белый, графитовый
|
|
Ширина, см
|
90
|
|
Состав
|
50% ПА, 50% ПЭ
|
|
Формация волокон
(укрепление)
|
ISO 9092 ненаправленная
связь, уложена по диагонали
|
|
Покрытие (точек/см2)
|
РА - 3Р, СР -110 (110
точек/см2)
|
|
Клеевая масса (г/м2)
|
8
|
|
Поверхностная плотность
(г/м2)
|
32
|
|
Условия дублирования (˚С)
|
116-132
|
|
Время дублирования, с
|
8
|
|
Давление (Р/см2)
|
15-30
|
Утепляющий материал (синтепон)
Утепляющие материалы выполняют теплозащитную функцию в зимней одежде.
Поэтому они должны иметь низкую теплопроводность, невысокую поверхностную
плотность, небольшую воздухопроницаемость, быть пористыми и упругими при
сжатии.
Очень хорошей утепляющей прокладкой для курток является синтепон -
нетканый материал, полученный из синтетических волокон. Он гораздо легче
ватина, упругий, не теряет форму и не сваливается. Синтепон не гигроскопичен,
благодаря чему сильно не намокает и легко высушивается. К тому же он
выпускается белого цвета и при стирке и химчистке утепленных вещей не линяет и
не оставляет пятен на ткани верха. Изделие после стирки и химчистки в
большинстве случаев не сохраняет свою форму и теряет объемности, поэтому нужно
правильно выдерживать температурные и другие режимы при стирке, ВТО, химчистке.
Характерные особенности материала указаны в таблице 3.3 [12].
Прокладочный материал
Прокладочные материалы в деталях одежды обеспечивают их устойчивость,
служат для создания и сохранения формы изделия в процессе носки, для увеличения
прочности деталей и предохранения срезов от растяжения. Прокладочные материалы
должны быть малорастяжимыми, достаточно жесткими, не грубыми.
Так как основная ткань мало поддается ВТО, то выбран нетканый
прокладочный материал дублерин - ваймин. Это материал, который представляет
собой прессованную смесь волокон, благодаря чему не осыпаются срезы. Он
является лучшим заменителем прокладочных тканей - он не растягивается, не
линяет, не дает усадки, хорошо сохранят форму, его легко раскраивать и шить.
Характеристика выбранного материала представлена в таблице 3.3 [12].
Подкладочный материал
Подкладочные материалы применяют в качестве подкладки верхней одежды.
Подкладка необходима для обеспечения красивого внешнего вида изделия с
изнаночной стороны, хорошей его посадке на фигуре и отсутствия препятствий при
надевании и движении человека. Поэтому подкладочные ткани должны обладать
прочной и особо прочной устойчивостью окраски к трению, поту, а также малой
усадочностью, иметь гладкую скользкую поверхность, не утяжелять изделие. Они
должны быть износостойкими.
При изготовлении данного изделия применяется подкладка из полиэстера.
Материал имеет красивый внешний вид, обладает высокой стойкостью к истиранию и
прочностью окраски. Ткань гладкая, легкая с небольшой усадкой. Характеристика
подкладочного материала представлена в таблице 3.4 [9].
Таблица 3.4
Характеристика подкладочного материала для моделей А, Б, В женской
утепленной куртки
|
Наименование параметров
|
Значение параметров
|
|
1
|
2
|
|
Наименование материала
|
ткань подкладочная
|
|
Изготовитель ткани
|
CONDODIA N.V.
|
|
Артикул
|
CONDOR PRINTED
|
|
Состав
|
100% ПЭ
|
|
Поверхностная плотность
(г/м2)
|
64
|
|
Поверхностная плотность
(г/м пог)
|
96
|
|
Температура режима ВТО (˚С)
|
110
|
|
Прочность на разрыв (Н)
|
основа
|
уток
|
|
460,0
|
552,0
|
|
Устойчивость окраски (балл)
|
сухое трение
|
мокрое трение
|
|
2-3
|
3-4
|
|
Стойкость к раздвигаемости
нитей в швах, (Н)
|
40
|
|
ИЛР после мокрой обработки,
%
|
основа
|
уток
|
|
-0,5
|
0
|
|
ИЛР после ВТО, %
|
-0,8
|
0
|
|
Устойчивость к истиранию до
дыры (кол-во циклов)
|
Свыше 2000
|
Отделочные материалы и фурнитура
В качестве фурнитуры в куртке используются металлические кнопки и
застежки-молнии с металлическими звеньями, разъемные для застегивания изделия и
пристегивания капюшона. Используемая фурнитура обладает термостойкостью,
стойкостью к стирке и химчистке.
Для капюшона используются металлические блочки, шнур d=4мм, наконечники.
Швейные нитки
Швейные нитки используются для скрепления деталей и в качестве отделки.
Они должны обладать высокими показателями прочности при растяжении, быть
равномерными по прочности и удлинению, уравновешенными по крутке, стойкими к
действию светопогоды, химчистке и стирке, при воздействии влаги иметь такую же
усадку, как и соединяемые материалы. Кроме того, нитки должны быть
теплостойкими и устойчивыми к трению, так как при работе современных скоростных
швейных машин трение вызывает нагревание иглы до 400-450 ˚С.
При пошиве куртки рекомендуются лавсановые швейные нитки, т.к. они имеют
высокую термостойкость, прочность, растяжимость, износостойкость, стойкость к
действию химикатов, пота, незначительную усадку, номер ниток 35-45 ЛЛ, а для
вышитой лицевой поверхности пакета материалов - плотные нитки, гарус [14].
Выбор режимов обработки материалов
Для обеспечения высокого качества изготавливаемого изделия помимо выбора
материалов необходимо и правильно подобрать нитки, иглы, технологические режимы
машинной строчки и параметры ВТО материалов.
Чтобы избежать прорубания материала, для пошива необходимо использовать
швейные нитки №33л и тонкие иглы (№85-90). Рекомендуемые технологические режимы
машинных строчек представлены в таблице 3.5.
Таблица 3.5
Выбор ниток, игл и технологических режимов для машинных строчек
|
Наименование материалов
|
Вид строчки
|
К-во стежков в 10мм строчки
|
Номер ниток
|
Номер швейной иглы
|
|
1
|
2
|
3
|
4
|
5
|
|
Стеганая плащевая ткань с
водоотталкивающим покрытием
|
стачивающая, 2-х ниточная
челночная
|
3-4
|
33л
|
85-90
|
|
отделочная, 2-х ниточная
челночная
|
4-5
|
33л
|
85-90
|
|
Подкладочная ткань
|
стачивающая, 2-х ниточная
челночная
|
3-4
|
33л
|
85-90
|
Так как ткань практически не поддается воздействию ВТО, то изделие не
подвергается внутрипроцессной влажно-тепловой обработке. Объемные формы изделий
создаются конструктивным путем. Форма деталей и швы закрепляются отделочными
строчками [14].
Однако после пошива при окончательной обработке необходимо придать форму
изделию, устранить замины на поверхности деталей. Рекомендуемые параметры
обработки на операции окончательной ВТО представлены в таблице 3.6.
Таблица 3.6
Параметры влажно - тепловой обработки материалов
|
Наименование материала
|
Температура утюга, С°
|
Время дублирования, с
|
Время обработки, с
|
|
Стеганая плащевая ткань с
водоотталкивающей пропиткой (основная ткань, А+Б+В)
|
116-132
|
8
|
15-30
|
|
Подкладочная ткань
|
110
|
-
|
15-20
|
3.1.3 Анализ и выбор методов обработки и оборудования для
изготовления женской утепленной куртки
Для обеспечения эффективности, повышения качества, облегчения труда
работающих предлагается использовать в потоке современное прогрессивное
оборудование японской фирмы «ZOJE»
, анализ которого представлен в исследовательской части дипломной работы. Также
рекомендуется использовать полуавтоматы этой же фирмы для обработки отделочных
деталей и настрачных карманов, средства малой механизации для качественного
выполнения технологических операций (прокладывание отделочных строчек,
притачивания молнии), прогрессивные методы обработки. В процессе изготовления используется
точный крой, по срезам деталей предусмотрены надсечки для правильного
сопряжения срезов.
Перечень предлагаемого и применяемого оборудования представлен в таблице
3.7.
Таблица 3.7
Характеристика швейных машин
|
Наименование оборудования
|
Класс машины, фирма
изготовитель
|
Тип стежка
|
Максим. скорость вращения
гл. вала, об/мин
|
Максим. длина стежка, мм
|
Дополнительные данные
|
|
1
|
2
|
3
|
4
|
5
|
6
|
Стачивание, притачивание, обтачивание деталей ZOJE
<#"791181.files/image129.gif">, (3.2)
СЗВ= , (3.3)
, (3.3)
где ТФАБР, ТПРОЕКТ - фабричная и проектируемая
затрата времени на обработку узла изделия, с [29].
Расчет экономической эффективности выбранных методов обработки и
оборудования представлен в таблице 3.10, а сводная таблица по всем изделиям
трех моделей в таблице 3.11.
Рисунок 3.6 - Обработка воротника-стойки с планкой для пристегивания
капюшона женской утепленной куртки (модель А, Б, В)
Рисунок 3.7 - Обработка борта женской утепленной куртки (модель В)
Рисунок 3.8 - Обработка борта с притачной планкой (модель А, Б)
Рисунок 3.9 - Обработка клапана и соединение его с изделием в женской
утепленной куртке (модель Б, В): а - соединение с кокеткой; б - настрачивание
на деталь переда
Рисунок 3.10 - Обработка накладного кармана и соединение его с изделием
на полуавтомате в женской утепленной куртке (модель Б, В)
Рисунок 3.11 - Обработка капюшона женской утепленной куртки (модель А, В)
Рисунок 3.12 - Обработка пояса (модель А, Б)
Рисунок 3.13 - Обработка планки (модель А, Б)
Рисунок 3.14 - Обработка низа женской утепленной куртки (модель А, Б, В)
Таблица 3.10
Сопоставление фабричных и проектируемых методов обработки и оборудования
для всех моделей
|
Фабричные методы обработки
|
Проектируемые методы
обработки
|
Экономическая эффективность
|
|
№ п/п
|
Наименование неделимой
операции
|
Время, с
|
Оборудование, класс, тип
|
№ п/п
|
Наименование неделимой
операции,
|
Время, с.
|
Оборудование, класс, тип
|
Экономия времени, с
|
СЗВ,%
|
РТП,%
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
КЛАПАНЫ ОТДЕЛОЧНЫЕ
|
1 Обтачать детали фигурных клапанов с
трех сторон подкладкой клапана ш. ш. 10 мм 67 PFAFF
3822 1 Обтачать детали фигурных клапанов с трех сторон
подкладкой клапана ш. ш. 10 мм 65 ZOJE
<#"791181.files/image140.gif">;
расчет
основного условия согласования.
3.2.3 Расчет выпуска изделий в смену и количества рабочих
Количество рабочих определяем исходя из площади цеха по данным
предприятия ООО «Куртки Выбор». Модели А, Б, В женской утепленной куртки
изготавливаются в одном потоке с ПАЗ. Зная площадь цеха, норму площади на
одного рабочего, рассчитано общее количество рабочих по базовой модели (Б) по
формуле 3.4.
 (3.4)
(3.4)
где F - площадь потока, м2,
Нпл - норма площади на одного работающего, м2.
Общее количество рабочих в потоке по трем моделям А, Б, В:
 чел.
чел.
В
соответствии с рассчитанным количеством рабочих и трудоемкостью изготовления
изделий определен такт и мощность потока по формулам 3.5 и 3.6:
 (3.5)
(3.5)

 (3.6)
(3.6)
где
М - мощность потока, ед/см;
R -
продолжительность смены, с;
τ - такт потока, с.
Расчет
основных показателей потока приведен в таблице 3.13.
Таблица 3.13
Расчет потока с ПАЗ, мощность потока задана количеством рабочих (Nф = 75 чел)
|
Модель
|
Соотношение выпуска по
моделям
|
Трудоемкость моделей, с Ti
|
Средневзвешенная
трудоемкость, с
|
Такт по моделям, с τ
|
Средневзвешенный такт, τср.взв
|
Общая мощность потока,
ед/см
|
Выпуск по моделям, ед/см
|
Время выполнения задания, с
Ri
|
Np, чел.
Np=Ti/τi
|
Nф, чел.
|
Основное условие
согласования
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
А
|
1
|
6431
|
(6431*1+6573*1+6595*1)/3=6533
|
88,0
|
6533/75=87,2
|
28800/87,2=330
|
110
|
9500
|
73,1
|
73
|
79,2-101,2
|
|
Б
|
1
|
6573
|
|
86,5
|
|
|
110
|
9600
|
75,9
|
76
|
77,9-99,9
|
|
В
|
1
|
6595
|
|
87,9
|
|
|
110
|
9700
|
75,0
|
75
|
79,1-101,2
|
|
∑
|
3
|
-
|
|
-
|
|
|
330
|
28800
|
-
|
-
|
-
|
.2.4 Расчет условий согласования
Основное условие согласования (суммарная затрата времени на
организационную операцию быть равна или кратна такту потока в пределах
допускаемых отклонений от него).
Проектируемый поток является потоком со свободным ритмом работы с ПАЗ,
поэтому основное условие согласования операций по времени записывается по
формуле 3.14:
to.o.
= (0,9 ÷ 1,15)×K× , (3.7)
, (3.7)
где
to.o. - время выполнения организационной операции;
К - кратность операций;
- такт
потока.
Расчет
основного условия согласования по моделям А, Б, В приведен в таблице 3.14.
Таблица 3.14
Расчет основного условия согласования по моделям
|
Кратность операции
|
Основное условие
согласования
|
|
модель А
|
модель Б
|
модель В
|
|
К=1
|
to.o.
=(79,2÷101,2)
|
to.o.
=(77,9÷99,9)
|
to.o.
=(79,1÷101,2)
|
|
К=2
|
to.o.
=(158,4÷202,4)
|
to.o. =(155,8÷199,8)
|
to.o.
=(158,2÷202,4)
|
|
К=3
|
to.o.
=(237,6÷303,6)
|
to.o.
=(233,7÷299,7)
|
to.o.
=(237,3÷303,6)
|
|
К=4
|
to.o.
=(316,8÷404,8)
|
to.o.
=(311,6÷399,6)
|
to.o.
=(316,4÷404,8)
|
В соответствии с основным условием согласования и с использованием
технологической последовательности операций и графа процесса произведено
комплектование операций с целью определения объема работы для каждого
исполнителя по всем моделям (комплектовка по модели А указана в приложении Г,
по модели Б в приложении Д, по модели В в приложении Е.
• соблюдение основного условия согласования;
• объединение в одну организационную операцию неделимых операций,
одинаковых по специальности и выполненных на одном и том же оборудовании,
учитывая, что ручные операции можно комплектовать с любыми операциями, если их
продолжительность не превышает 20% от общего времени выполнения операций;
• объединение операций одинаковых или смежных разрядов;
• комплектование машинных операций с соблюдением одинаковой толщины
обрабатываемых материалов, использование в одной организационной машинной
операции одинаковых приспособлений, игл, ниток и режимов;
• наиболее полная загрузка высокопроизводительного оборудования;
• сосредоточение обработки узла на минимальном количестве рабочих мест.
3.2.5 Разработка и анализ технологической схемы изготовления
женской утепленной куртки
Технологическая схема является основным документом потока и
разрабатывается на основании таблицы согласования и технологической
последовательности обработки. По ней производится расстановка рабочих мест и
оборудования, оснащение рабочих мест инструментами, подбор рабочих по
специальности, разряду, общий контроль технологического процесса, определение
расценки и нормы выработки рабочих [29].
В технологической схеме для каждого рабочего указываются те неделимые
операции, которые он должен выполнить в течение смены, специальность, разряд,
затрата времени, и по организационным операциям в целом нормы выработки и
расценка для обработки единицы продукции.
Технологической схема многомодельного потока по изготовлению женской
утепленной куртки по трем моделям А, Б, В представлена в таблице 3.15.
Для организационных операций, состоящих из нескольких технологически
неделимых операций, специальность устанавливается по основному оборудованию
операций; норма времени определяется как сумма затрат времени, а разряд
рассчитывается как средневзвешенный по формуле 3.8.
 ,(3.8)
,(3.8)
где ti, Pi - норма времени и разряд по каждой i-ой технологической операции;
to.o. -
суммарная норма времени на организационные операции, с.
Графы технологической схемы рассчитываются следующим образом:
расчетное количество рабочих определяется по технологически неделимым
операциям делением нормы времени на такт с точностью до 0,01 в целом по
организационной операции Nр
(чел.) суммируется и определяется по формуле 3.9:
 (3.9)
(3.9)
фактическое
количество рабочих рассчитывается в целом по организационной операции путем
округления до ближайшего целого числа расчетного количества рабочих на
организационные операции;
норму
выработки определяют на организационную операцию в целом путем деления
продолжительности рабочей смены, в течение которой пошивается данная модель, на
общее время организационной операции и указывают в целых единицах и
рассчитывается по формуле 3.10:
 (3.10)
(3.10)
расценка
по операции определяется путем умножения секундной тарифной ставки
соответствующего разряда на время операции и указывается с точностью до 0,001
руб.;
загрузка
оборудования определяется по соотношению машинных и спецмашинных операций к
общему времени на организационную операцию [29]. Тарифные ставки
рабочих-сдельщиков представлены в таблице 3.16.
Таблица 3.16
Тарифные ставки рабочих-сдельщиков
|
Виды работ
|
Разряд
|
|
2
|
3
|
4
|
5
|
6
|
|
Тарифные
коэффициенты
|
1,16
|
1,35
|
1,57
|
1,73
|
1,9
|
|
Секундные тарифные ставки,
руб/с
|
1,405
|
1,631
|
1,897
|
2,090
|
2,296
|
Таблица 3.15
Технологическая
схема многомодельного потока с ПАЗ:
Наименование
изделия: куртка женская утепленная
Мощность
потока, ед/см: 330 ;
Такт потока
по моделям: τ А=88,0с;
τ
Б=86,5;
τ В=87,9с;
Трудоемкость
по моделям: ТА=6431с; ТБ=6573с; ТВ=6595с;
Количество
рабочих расчетное: Nр A=73, 1 чел; Nр Б=75, 9 чел; Nр
В=75, 0 чел;
фактическое: Nф А=73 чел; Nф Б=76, 0 чел; Nф
В=75, 0 чел.
|
№ оо
|
№ ТНО
|
Наименование ТНО
|
Спе-циальность
|
Разряд
|
Затрата времени, с, ti
|
N расч., чел.
|
N факт., чел
|
Норма выработки, ед, Ri/ti
|
Расценка, руб.
|
% загрузки оборудования
|
Оборудование
|
|
|
|
|
|
А
|
Б
|
В
|
А
|
Б
|
В
|
А
|
Б
|
В
|
А
|
Б
|
В
|
А
|
Б
|
В
|
А
|
Б
|
В
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
23
|
24
|
|
Заготовительная секция
|
|
Группа обработки верхних
накладных клапанов, переда, спинки, рукавов
|
|
1
|
1
|
Обтачать детали фигурных
клапанов с трех сторон подкладкой клапана ш. ш. 10 мм
|
М
|
4
|
65
|
65
|
-
|
0,75
|
0,75
|
-
|
|
|
|
|
|
|
123,30
|
123,30
|
-
|
|
|
|
8800A
|
|
2
|
Подрезать швы обтачивания в
уголках, не доходя до уголков на 2-3 мм, вывернуть клапаны на лицевую
сторону, одновременно образуя кант в 1-2 мм
|
Р
|
3
|
30
|
30
|
-
|
0,35
|
0,35
|
-
|
|
|
|
|
|
|
48,93
|
48,93
|
-
|
|
|
|
ножницы, колышек
|
|
3
|
Проложить отделочную
строчку по фигурным клапанам с трех сторон по лицевой стороне ш. ш. 0,8 см
|
М
|
4
|
75
|
75
|
-
|
0,86
|
0,86
|
-
|
|
|
|
|
|
|
142,28
|
142,28
|
-
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
3,8
|
170
|
170
|
-
|
1,96
|
1,96
|
-
|
2
|
2
|
-
|
169
|
169
|
-
|
315,16
|
315,16
|
-
|
82
|
82
|
-
|
|
|
2
|
49
|
Стачать средний шов спинки
ш. ш. 10 мм
|
М
|
4
|
51
|
51
|
51
|
0,58
|
0,58
|
0,58
|
|
|
|
|
|
|
96,75
|
96,75
|
96,75
|
|
|
|
8800A
|
|
50
|
Проложить отделочную
строчку по среднему шву спинки на 0,8 см от шва
|
М
|
4
|
40
|
40
|
40
|
0,46
|
0,46
|
0,46
|
|
|
|
|
|
|
75,88
|
75,88
|
75,88
|
|
|
|
7210, KL-20
|
|
55
|
Стачать рельефные срезы
переда ш. ш. 10 мм
|
М
|
4
|
105
|
105
|
105
|
1,2
|
1,2
|
1,2
|
|
|
|
|
|
|
199,2
|
199,2
|
199,2
|
|
|
|
8800A
|
|
56
|
Проложить отделочную
строчку по рельефным швам переда на 0,8 см от шва
|
М
|
4
|
104
|
104
|
104
|
1,2
|
1,2
|
1,2
|
|
|
|
|
|
|
197,29
|
197,29
|
197,29
|
|
|
|
7210, KL-20
|
|
57
|
Притачать отделочные
клапаны к деталям переда ш. ш. 10 мм, совмещая по контрольным надсечкам
|
М
|
4
|
72
|
72
|
-
|
0,83
|
0,83
|
-
|
|
|
|
|
|
|
136,58
|
136,58
|
-
|
|
|
|
8800A
|
|
Итого:
|
М
|
4
|
372
|
372
|
300
|
4,27
|
4,27
|
3,44
|
4
|
4
|
3
|
77
|
77
|
96
|
705,7
|
705,7
|
569,1
|
100
|
100
|
100
|
|
|
3
|
19
|
Стачать локтевые срезы
рукавов ш. ш. 10 мм, складывая по контрольным надсечкам
|
М
|
4
|
68
|
68
|
68
|
1,01
|
1,01
|
1,01
|
|
|
|
|
|
|
128,99
|
128,99
|
128,99
|
|
|
|
8800A
|
|
20
|
Проложить отделочную
строчку по локтевым швам на расстоянии 0,8 см от шва
|
М
|
4
|
65
|
65
|
65
|
0,75
|
0,75
|
0,75
|
|
|
|
|
|
|
123,30
|
123,30
|
123,30
|
|
|
|
7210, KL-20
|
|
58
|
Притачать кокетки переда к
деталям переда ш. ш. 10 мм
|
М
|
4
|
69
|
69
|
69
|
0,79
|
0,79
|
0,79
|
|
|
|
|
|
|
130,9
|
130,9
|
130,9
|
|
|
|
8800A
|
|
59
|
Проложить отделочную
строчку по шву притачивания кокеток к деталям переда на 0,8 см от шва
|
М
|
4
|
56
|
56
|
56
|
0,64
|
0,64
|
0,64
|
|
|
|
|
|
|
106,23
|
106,23
|
106,23
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4
|
258
|
258
|
258
|
3,19
|
3,19
|
3,19
|
3
|
3
|
3
|
112
|
112
|
112
|
489,43
|
489,43
|
489,43
|
100
|
100
|
100
|
|
|
4
|
21
|
Стачать передние срезы
рукавов ш. ш. 10 мм, складывая по контрольным надсечкам
|
М
|
4
|
59
|
59
|
59
|
0,68
|
0,68
|
|
|
|
|
|
|
111,93
|
111,93
|
111,93
|
|
|
|
8800A
|
|
22
|
Проложить отделочную
строчку по передним швам на расстоянии 0,8 см от шва
|
М
|
4
|
65
|
65
|
65
|
0,75
|
0,75
|
0,75
|
|
|
|
|
|
|
123,30
|
123,30
|
123,30
|
|
|
|
7210, KL-20
|
|
23
|
Проложить отделочную
строчку по низу рукавов на 0,8 см от линии подгиба вкруговую
|
М
|
5
|
120
|
120
|
120
|
1,38
|
1,38
|
1,38
|
|
|
|
|
|
|
250,8
|
250,8
|
250,8
|
|
|
|
7210, KL-20
|
|
24
|
Вывернуть рукава на лицевую
сторону
|
Р
|
3
|
9
|
9
|
9
|
0,1
|
0,1
|
0,1
|
|
|
|
|
|
|
14,68
|
14,86
|
14,68
|
|
|
|
колышек
|
|
Итого:
|
М
|
4,5
|
253
|
253
|
253
|
2,91
|
2,91
|
2,91
|
3
|
3
|
3
|
114
|
114
|
114
|
500,7
|
500,7
|
500,7
|
96
|
96
|
96
|
|
|
5
|
51
|
Стачать рельефные срезы
спинки ш. ш. 10 мм
|
М
|
4
|
98
|
98
|
98
|
1,12
|
1,12
|
1,12
|
|
|
|
|
|
|
185,9
|
185,8
|
185,9
|
|
|
|
8800A
|
|
52
|
Проложить отделочную
строчку по рельефным швам спинки на 0,8 см от шва
|
М
|
4
|
98
|
98
|
98
|
1,12
|
1,12
|
1,12
|
|
|
|
|
|
|
185,9
|
185,9
|
185,9
|
|
|
|
7210, KL-20
|
|
53
|
Притачать кокетку спинки к
детали спинки ш. ш. 10 мм по прямой линии
|
М
|
4
|
40
|
40
|
40
|
0,46
|
0,46
|
0,46
|
|
|
|
|
|
|
75,88
|
75,88
|
75,88
|
|
|
|
8800A
|
|
54
|
Проложить отделочную
строчку по шву притачивания кокетки спинки на 0,8 см от шва
|
М
|
4
|
38
|
38
|
38
|
0,44
|
0,44
|
0,44
|
|
|
|
|
|
|
72,1
|
72,1
|
72,1
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4
|
274
|
274
|
274
|
3,14
|
3,14
|
3,14
|
3
|
3
|
3
|
105
|
105
|
105
|
519,78
|
519,78
|
519,78
|
100
|
100
|
100
|
|
|
ИТОГО ПО ГРУППЕ:
|
|
|
1327
|
1327
|
1085
|
15,21
|
15,21
|
12,44
|
15
|
15
|
12
|
577
|
577
|
427
|
2530,77
|
2530,77
|
2079,01
|
|
|
|
|
|
Группа обработки планки и
пояса
|
|
6
|
7
|
Вдеть пояс в пряжку с
гвоздиком, застрочить, одновременно подгибая срезы
|
М
|
4
|
90
|
90
|
-
|
1,03
|
1,03
|
-
|
|
|
|
|
|
|
170,73
|
170,73
|
-
|
|
|
|
8800A, 2-28
|
|
Итого:
|
М
|
4
|
90
|
90
|
-
|
1,03
|
1,03
|
-
|
1
|
1
|
-
|
320
|
320
|
-
|
170,73
|
170,73
|
-
|
100
|
100
|
-
|
|
|
7
|
8
|
Стачать пояс по двум
сторонам с лицевой стороны, одновременно подгибая срезы внутрь
|
М
|
4
|
55
|
55
|
-
|
0,63
|
0,63
|
-
|
|
|
|
|
|
|
104,34
|
104,34
|
-
|
|
|
|
8800A, KL-93
|
|
9
|
Наметить место расположения
блочек на поясе по вспомогательному лекалу
|
Р
|
3
|
29
|
29
|
-
|
0,33
|
0,33
|
-
|
|
|
|
|
|
|
55,01
|
55,01
|
-
|
|
|
|
мел, лекало
|
|
Итого:
|
М
|
3,7
|
84
|
84
|
-
|
0,96
|
0,96
|
-
|
1
|
1
|
-
|
343
|
343
|
-
|
159,35
|
159,35
|
-
|
65
|
65
|
-
|
|
|
8
|
10
|
Пробить шесть отверстий под
блочки по намеченным точкам
|
Р
|
2
|
45
|
45
|
-
|
0,52
|
0,52
|
-
|
|
|
|
|
|
|
63,23
|
63,23
|
-
|
|
|
|
Tep-1
|
|
11
|
Поставить шесть блочек в
соответствии с пробитыми отверстиями
|
Р
|
2
|
90
|
90
|
-
|
1,03
|
1,03
|
-
|
|
|
|
|
|
|
126,45
|
126,45
|
-
|
|
|
|
Tep-1
|
|
15
|
Подрезать припуски шва
планки в уголках, не доходя до шва обтачивания на 3мм
|
Р
|
3
|
30
|
30
|
-
|
0,34
|
0,34
|
-
|
|
|
|
|
|
|
48,93
|
48,93
|
-
|
|
|
|
ножницы
|
|
Итого:
|
Р
|
2,2
|
165
|
165
|
-
|
1,89
|
1,89
|
-
|
2
|
2
|
-
|
175
|
175
|
-
|
238,61
|
238,61
|
-
|
-
|
-
|
-
|
|
|
12
|
Закрепить гвоздик пряжки
машинной строчкой
|
М
|
3
|
12
|
12
|
-
|
0,14
|
0,14
|
-
|
|
|
|
|
|
|
19,57
|
19,57
|
-
|
|
|
|
7210
|
|
9
|
13
|
Закрепить конец пояса,
подгибая его внутрь и настрачивая ш. ш. 5 мм от края
|
М
|
3
|
74
|
74
|
-
|
0,85
|
0,85
|
-
|
|
|
|
|
|
|
120,69
|
120,69
|
|
|
|
|
7210
|
|
14
|
Обтачать нижнюю планку с
3-ех сторон ш.ш.10 мм
|
М
|
3
|
78
|
78
|
-
|
0,89
|
0,89
|
|
|
|
|
|
|
127,22
|
127,22
|
|
|
|
|
8800A
|
|
16
|
Вывернуть планку на лицевую
сторону, одновременно образуя кант 1-2 мм
|
Р
|
3
|
30
|
30
|
-
|
0,34
|
0,34
|
-
|
|
|
|
|
|
|
48,93
|
48,93
|
-
|
|
|
|
колышек
|
|
18
|
Наметить ширину планки с
использованием вспомогательного лекала
|
Р
|
2
|
42
|
42
|
-
|
0,48
|
0,48
|
-
|
|
|
|
|
|
|
59,01
|
59,01
|
-
|
|
|
|
мел, лекало
|
|
Итого:
|
М
|
3,3
|
236
|
236
|
-
|
2,7
|
2,7
|
-
|
3
|
3
|
-
|
122
|
122
|
-
|
375,42
|
375,42
|
-
|
70
|
70
|
-
|
|
|
10
|
17
|
Проложить отделочную
строчку по лицевой стороне планки с з-ех сторон
|
М
|
4
|
85
|
85
|
-
|
0,97
|
0,97
|
-
|
|
|
|
|
|
|
161,25
|
161,25
|
-
|
|
|
|
7210. KL-20
|
|
Итого:
|
М
|
3,3
|
85
|
85
|
-
|
0,97
|
0,97
|
-
|
1
|
1
|
-
|
339
|
339
|
-
|
161,25
|
161,25
|
-
|
100
|
100
|
-
|
|
|
ИТОГО ПО ГРУППЕ:
|
|
|
660
|
660
|
-
|
7,6
|
7,6
|
-
|
8
|
8
|
-
|
1197
|
1197
|
-
|
934,63
|
934,63
|
-
|
|
|
|
|
|
Группа обработки планки
воротника, воротника, обтачки спинки, подборта, подкладки
|
|
11
|
44
|
Обтачать два угла
цельнокроеной планки воротника ш.ш. 10 мм, одновременно выворачивая планку
|
М
|
4
|
85
|
85
|
85
|
0,97
|
0,97
|
0,97
|
|
|
|
|
|
|
161,25
|
161,25
|
161,25
|
|
|
|
8800A
|
|
45
|
Притачать вторую часть
молнии капюшона к горловине воротника, одновременно притачивая планку
воротника ш. ш. 10 мм
|
М
|
5
|
72
|
72
|
72
|
0,82
|
0,82
|
0,82
|
|
|
|
|
|
|
150,48
|
150,48
|
150,48
|
|
|
|
8800A, P-36
|
|
46
|
Настрочить вешалку на
обтачку спинки по указанному месту
|
М
|
3
|
34
|
34
|
34
|
0,39
|
0,39
|
0,39
|
|
|
|
|
|
|
55,45
|
55,45
|
55.45
|
|
|
|
7210. KL-20
|
|
65
|
Стачать средний срез
подкладки спинки ш. ш. 10 мм
|
С/М
|
3
|
26
|
26
|
26
|
0,30
|
0,30
|
0,30
|
|
|
|
|
|
|
42,41
|
42,41
|
42,41
|
|
|
|
5550
|
|
67
|
Стачать плечевые, боковые
срезы подкладки ш.ш. 10 мм
|
С/М
|
3
|
67
|
67
|
67
|
0,77
|
0,77
|
0,77
|
|
|
|
|
|
|
109,27
|
109,27
|
109,27
|
|
|
|
5550
|
|
68
|
Стачать передние и локтевые
срезы подкладки рукавов ш. ш. 10 мм, оставив нестачаный участок около 15 см
для выворачивания
|
С/М
|
3
|
54
|
54
|
54
|
0,63
|
0,63
|
0,623
|
|
|
|
|
|
|
88,07
|
88,07
|
88,07
|
|
|
|
5550
|
|
Итого:
|
М
|
3,7
|
338
|
338
|
338
|
3,87
|
3,87
|
3,87
|
4
|
4
|
4
|
85
|
85
|
85
|
606,93
|
606,93
|
606,93
|
100
|
100
|
100
|
|
|
12
|
47
|
Притачать обтачку спинки по
плечевым срезам к подбортам ш. ш. 10мм
|
М
|
4
|
21
|
21
|
21
|
0,24
|
0,24
|
0,24
|
|
|
|
|
|
|
39,84
|
39,84
|
39,84
|
|
|
|
8800A
|
|
48
|
Втачать нижний
воротник-стойку в горловину подбортов и обтачки спинки ш. ш. 10 мм
|
М
|
5
|
116
|
116
|
116
|
1,33
|
1,33
|
1,33
|
|
|
|
|
|
|
242,44
|
242,44
|
242,44
|
|
|
|
8800A
|
|
73
|
Притачать молнию к
подбортам к левой и правой половинкам ш. ш. 10 мм
|
М
|
5
|
200
|
200
|
200
|
2,29
|
2,29
|
2,29
|
|
|
|
|
|
|
418
|
418
|
418
|
|
|
|
8800A, P-36
|
|
Итого:
|
М
|
4,9
|
337
|
337
|
337
|
3,86
|
3,86
|
3,86
|
4
|
4
|
4
|
85
|
85
|
85
|
700,28
|
700,28
|
700,28
|
100
|
100
|
100
|
|
|
13
|
66
|
Стачать талевые и нагрудные
вытачки спинки и переда подкладки, соответственно, с использованием
вспомогательного лекала
|
С/М
|
3
|
64
|
64
|
64
|
0,73
|
0,73
|
0,73
|
|
|
|
|
|
|
104,38
|
104,38
|
104,38
|
|
|
|
5550
|
|
69
|
Втачать рукава в закрытые
проймы подкладки ш.ш 10 мм
|
С/М
|
3
|
94
|
94
|
94
|
1,07
|
1,07
|
1,07
|
|
|
|
|
|
|
153,31
|
153,31
|
153,31
|
|
|
|
5550
|
|
Итого:
|
С/М
|
3
|
158
|
158
|
158
|
1,8
|
1,8
|
1,8
|
2
|
2
|
2
|
182
|
182
|
182
|
257,70
|
257,70
|
257,70
|
100
|
100
|
100
|
|
|
ИТОГО ПО ГРУППЕ:
|
|
3
|
833
|
833
|
833
|
9,6
|
9,6
|
9,6
|
10
|
10
|
10
|
352
|
352
|
352
|
1564,9
|
1564,9
|
1564,9
|
|
|
|
|
|
Группа обработки капюшона
|
|
14
|
34
|
Притачать средние части
верхнего и нижнего капюшона к боковым частям верхнего и нижнего капюшона ш.
ш. 10 мм
|
М
|
4
|
180
|
-
|
2,06
|
-
|
2,06
|
|
|
|
|
|
|
341,46
|
-
|
341,46
|
|
|
|
8800A
|
|
Итого:
|
М
|
4
|
180
|
-
|
180
|
2,06
|
-
|
2,06
|
2
|
-
|
2
|
160
|
-
|
160
|
341,46
|
-
|
341,46
|
100
|
-
|
100
|
|
|
15
|
35
|
Проложить отделочную
строчку по двух швам притачивания капюшона на расстоянии 0,8 см от шва
|
М
|
4
|
175
|
-
|
175
|
2
|
-
|
2
|
2
|
-
|
2
|
|
|
|
331,98
|
-
|
331,98
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4
|
175
|
-
|
175
|
2
|
-
|
2
|
2
|
-
|
2
|
165
|
-
|
165
|
331,98
|
-
|
331,98
|
100
|
-
|
100
|
|
|
16
|
36
|
Обтачать верхний капюшон
верхней обтачкой по отлету по надсечкам ш. ш. 10 мм
|
М
|
4
|
192
|
-
|
192
|
2,2
|
-
|
2,2
|
2,2
|
-
|
2,2
|
|
|
|
364,22
|
-
|
364,22
|
|
|
|
8800A
|
|
Итого:
|
М
|
4
|
192
|
-
|
192
|
2,2
|
-
|
2,2
|
2
|
-
|
2
|
150
|
-
|
150
|
364,22
|
-
|
364,22
|
100
|
-
|
100
|
|
|
17
|
37
|
Обтачать нижний капюшон
нижней обтачкой по отлету по намеченным надсечкам ш. ш. 10 мм
|
М
|
4
|
192
|
-
|
192
|
2,2
|
-
|
2,2
|
2,2
|
-
|
2,2
|
|
|
|
364,22
|
-
|
364,22
|
|
|
|
8800A
|
|
Итого:
|
М
|
4
|
192
|
-
|
192
|
2,2
|
-
|
2,2
|
2
|
-
|
2
|
150
|
-
|
150
|
364,22
|
-
|
364,22
|
100
|
-
|
100
|
|
|
18
|
38
|
Проложить отделочную
строчку по обтачанным швам отлета капюшона ш. ш. 1мм от края
|
М
|
4
|
132
|
-
|
132
|
1,5
|
-
|
1,5
|
|
|
|
|
|
|
250,40
|
-
|
250,40
|
|
|
|
7210, KL-20
|
|
41
|
Подрезать припуски швов
капюшона в уголках, не доходя до швов 3 мм
|
Р
|
3
|
30
|
-
|
30
|
0,34
|
-
|
0,34
|
|
|
|
|
|
|
48,93
|
-
|
48,93
|
|
|
|
ножницы
|
|
42
|
Вывернуть капюшон на
лицевую сторону через нестачаный участок
|
Р
|
3
|
30
|
-
|
30
|
0,34
|
-
|
0,34
|
|
|
|
|
|
|
48,93
|
-
|
48,93
|
|
|
|
колышек
|
|
Итого:
|
М
|
3,7
|
192
|
-
|
192
|
2,18
|
-
|
2,18
|
2
|
-
|
2
|
150
|
-
|
150
|
348,26
|
-
|
348,26
|
70
|
-
|
70
|
|
|
19
|
39
|
Притачать одну часть молнии
по горловине капюшона симметрично, совмещая по надсечкам, ш. ш. 10 мм
|
М
|
5
|
70
|
-
|
70
|
0,80
|
-
|
0,80
|
|
|
|
|
|
|
146,3
|
-
|
146,3
|
|
|
|
8800A, P-36
|
|
40
|
Обтачать верхний капюшон
нижним капюшоном вкруговую ш. ш 10 мм, оставляя пропуск для выворачивания
около 15 см
|
М
|
5
|
204
|
-
|
204
|
2,34
|
-
|
2,34
|
|
|
|
|
|
|
426,36
|
-
|
426,36
|
|
|
|
8800A
|
|
43
|
Проложить отделочную
строчку по отлету капюшона на 0,8 см от края
|
М
|
4
|
76
|
-
|
76
|
0,87
|
-
|
0,87
|
|
|
|
|
|
|
144,17
|
-
|
144,17
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4,8
|
350
|
-
|
350
|
4,01
|
-
|
4,01
|
4
|
-
|
4
|
82
|
-
|
82
|
716,83
|
-
|
716,83
|
100
|
-
|
100
|
|
|
ИТОГО ПО ГРУППЕ:
|
|
|
1281
|
-
|
1281
|
14,4
|
-
|
14,4
|
14
|
-
|
14
|
857
|
-
|
857
|
2448,9
|
-
|
2448,97
|
|
|
|
|
|
Группа обработки нижних
накладных клапанов и накладных карманов
|
|
20
|
4
|
Обтачать детали фигурных
клапанов с трех сторон подкладкой клапана ш. ш. 10 мм
|
М
|
4
|
-
|
65
|
65
|
-
|
0,75
|
0,75
|
|
|
|
|
|
|
-
|
123,30
|
123,30
|
|
|
|
8800A
|
|
5
|
Подрезать швы обтачивания в
уголках, не доходя до уголков на 2-3 мм, вывернуть клапаны на лицевую
сторону, одновременно образуя кант в 1-2 мм
|
Р
|
3
|
-
|
30
|
30
|
-
|
0,34
|
0,34
|
|
|
|
|
|
|
-
|
48,93
|
48,93
|
|
|
|
ножницы, колышек
|
|
6
|
Проложить отделочную
строчку по фигурным клапанам с трех сторон по лицевой стороне ш. ш. 0,8 см
|
М
|
4
|
-
|
75
|
75
|
-
|
0,86
|
0,86
|
|
|
|
|
|
|
-
|
142,28
|
142,48
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
3,8
|
-
|
170
|
170
|
-
|
1,95
|
1,95
|
-
|
2
|
2
|
-
|
169
|
169
|
-
|
314,51
|
-
|
82
|
82
|
|
|
21
|
25
|
Наметить место расположения
6 складок с помощью вспомогательного лекала на деталях накладных карманов
|
Р
|
2
|
-
|
45
|
45
|
-
|
0,52
|
0,52
|
|
|
|
|
|
|
-
|
63,23
|
63,23
|
|
|
|
мел, лекало
|
|
26
|
Проложить скрепляющую
строчку по центру складок
|
М
|
3
|
-
|
48
|
48
|
-
|
0,55
|
0,55
|
|
|
|
|
|
|
-
|
78,28
|
78,28
|
|
|
|
8800A
|
|
27
|
Застрочить 6 складок
накладных карманов
|
М
|
4
|
-
|
87
|
87
|
-
|
0,99
|
0.99
|
|
|
|
|
|
|
-
|
165,03
|
165,04
|
|
|
|
8800A
|
|
Итого:
|
М
|
3,2
|
-
|
180
|
180
|
-
|
2,06
|
2,06
|
-
|
2
|
2
|
-
|
160
|
160
|
-
|
306,54
|
306,54
|
-
|
75
|
75
|
|
|
28
|
Притачать обтачку кармана к
верхнему срезу накладного кармана ш. ш. 10 мм
|
М
|
4
|
-
|
42
|
42
|
-
|
0,48
|
0,48
|
|
|
|
|
|
|
-
|
79,67
|
79,67
|
|
|
|
8800A
|
|
62
|
Скрепить клапаны машинной
строчкой
|
М
|
4
|
-
|
48
|
48
|
-
|
0,55
|
0,55
|
|
|
|
|
|
|
-
|
91,05
|
91,05
|
|
|
|
7210. KL-20
|
|
22
|
29
|
Настрочить шов притачивания
обтачки к накладному карману ш. ш. 1 мм от края
|
М
|
4
|
-
|
30
|
30
|
-
|
0,34
|
0,34
|
|
|
|
|
|
|
-
|
56,91
|
56,91
|
|
|
|
7210, KL-20
|
|
30
|
Притачать подкладку кармана
к обтачке накладного кармана ш. ш. 10 мм
|
М
|
4
|
-
|
37
|
37
|
-
|
0,42
|
0,42
|
|
|
|
|
|
|
-
|
70,19
|
70,19
|
|
|
|
7210, KL-20
|
|
31
|
Обмелить накл. карманы по
вспомогательному лекалу
|
Р
|
3
|
-
|
48
|
48
|
-
|
0,55
|
0,55
|
|
|
|
|
|
|
-
|
78,28
|
78,28
|
|
|
|
мел, лекало
|
|
33
|
Вывернуть накл. карман на
лицевую сторону, образуя кант 1-2 мм
|
Р
|
2
|
-
|
60
|
60
|
-
|
0,69
|
0,69
|
|
|
|
|
|
|
-
|
97,86
|
97,86
|
|
|
|
колышек
|
|
Итого:
|
М
|
3,4
|
-
|
265
|
265
|
-
|
3,03
|
3,03
|
-
|
3
|
3
|
-
|
109
|
109
|
-
|
473,91
|
473,91
|
-
|
65
|
65
|
|
|
23
|
32
|
Обтачать 2 накл. кармана
подкладкой кармана с 3-ех сторон ш. ш. 0,9 см, оставляя пропуск 15 см,
одновременно подрезая припуски шва и выворачивая карманы на лицевую сторону
|
П/А
|
4
|
-
|
237
|
237
|
-
|
2,71
|
2,71
|
|
|
|
|
|
|
-
|
449,59
|
449,59
|
|
|
|
5770
|
|
Итого:
|
П/А
|
4
|
-
|
237
|
237
|
-
|
2,7
|
2,7
|
-
|
3
|
3
|
-
|
122
|
122
|
-
|
449,59
|
449,59
|
-
|
100
|
100
|
|
|
ИТОГО ПО ГРУППЕ:
|
|
|
-
|
852
|
852
|
-
|
9,77
|
9,77
|
-
|
10
|
10
|
-
|
1417
|
1417
|
-
|
1544,61
|
1544,61
|
|
|
|
|
|
ИТОГО ПО СЕКЦИИ:
|
|
|
4101
|
3672
|
4051
|
46,7
|
42,6
|
46,1
|
47
|
43
|
46
|
|
|
|
7479,2
|
6574,9
|
7637,5
|
|
|
|
|
|
Монтажно-отделочная секция
|
|
24
|
60
|
Наметить место расположения
нижних накл. клапанов и карманов на деталях переда с помощью вспомогательного
лекала
|
Р
|
3
|
-
|
105
|
105
|
-
|
1,2
|
1,2
|
|
|
|
|
|
|
-
|
199,2
|
199,2
|
|
|
|
мел, лекало
|
|
63
|
Притачать клапаны по
намеченным линиям на детали переда ш. ш. 0,8 см
|
М
|
4
|
-
|
70
|
70
|
-
|
0,8
|
0,8
|
|
|
|
|
|
|
-
|
36,9
|
36,9
|
|
|
|
7210, KL-20
|
|
64
|
Проложить отделочную
строчку по швам притачивания накл. клапанов ш. ш. 10 мм от края
|
М
|
4
|
-
|
91
|
91
|
-
|
1,11
|
1,11
|
|
|
|
|
|
|
-
|
172,63
|
172,63
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
3,6
|
-
|
266
|
266
|
-
|
3,11
|
3,11
|
-
|
3
|
3
|
-
|
108
|
108
|
-
|
408,73
|
408,73
|
-
|
62
|
62
|
|
|
25
|
61
|
Настрочить накладные
карманы 3 строчками на детали переда, одновременно ставя закрепки на уголках
и выправляя кант 1-2 мм
|
П/А
|
5
|
-
|
335
|
335
|
-
|
3,84
|
3,84
|
|
|
|
|
|
|
-
|
700,15
|
700,15
|
|
|
|
9800-A-D3B
|
|
Итого:
|
П/А
|
5
|
-
|
335
|
335
|
-
|
3,84
|
3,84
|
-
|
4
|
4
|
-
|
86
|
86
|
-
|
700,15
|
700,15
|
-
|
100
|
100
|
|
|
26
|
70
|
Стачать плечевые срезы
изделия ш. ш. 10 мм
|
М
|
4
|
53
|
53
|
53
|
0,6
|
0,6
|
0,6
|
100,54
|
100,54
|
|
|
|
8800A
|
|
74
|
Притачать подборта по низу
переда ш. ш. 10 мм
|
М
|
4
|
24
|
24
|
24
|
0,27
|
0,27
|
0,27
|
|
|
|
|
|
|
45,53
|
45,53
|
45,53
|
|
|
|
8800A
|
|
79
|
Закрепить молнию отделочной
строчкой по переду изделия на 0,1 см от шва притачивания молнии с лицевой стороны
|
М
|
5
|
96
|
96
|
96
|
1,1
|
1,1
|
1,1
|
|
|
|
|
|
|
182,11
|
182,11
|
182,11
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4,6
|
173
|
173
|
173
|
1,98
|
1,98
|
1,98
|
2
|
2
|
2
|
166
|
166
|
166
|
328,18
|
328,18
|
328,18
|
100
|
100
|
100
|
|
|
27
|
71
|
Стачать боковые срезы
изделия ш.ш. 10 мм
|
М
|
4
|
146
|
146
|
146
|
1,67
|
1,67
|
1,67
|
|
|
|
|
|
|
276,96
|
276,96
|
276,96
|
|
|
|
8800A
|
|
76
|
Подрезать швы обтачивания
борта и воротник в уголках, не доходя до шва обтачивания на 3 мм,
одновременно выворачивая на лицевую сторону
|
Р
|
3
|
48
|
48
|
48
|
0,55
|
0,55
|
0,55
|
|
|
|
|
|
|
78,28
|
78,28
|
78,28
|
|
|
|
ножницы, колышек
|
|
Итого:
|
М
|
3,8
|
194
|
194
|
194
|
2,23
|
2,23
|
2,23
|
2
|
2
|
2
|
148
|
148
|
148
|
355,24
|
355,24
|
355,24
|
75
|
75
|
75
|
|
|
72
|
Втачать верхний воротник в
горловину изделия ш. ш. 10 мм
|
М
|
4
|
66
|
66
|
66
|
0,76
|
0,76
|
0,76
|
|
|
|
|
|
|
125,20
|
125,20
|
125,20
|
|
|
|
8800A
|
|
28
|
75
|
Обтачать борт подбортом и
нижний воротник верхним воротником ш.ш.10 мм, совмещая по контрольным
надсечкам
|
М
|
5
|
210
|
210
|
210
|
2,4
|
2,4
|
2,4
|
|
|
|
|
|
|
438,9
|
438,9
|
438,9
|
|
|
|
8800A
|
|
Итого:
|
М
|
4,8
|
276
|
276
|
276
|
3,16
|
3,16
|
3,16
|
3
|
3
|
3
|
104
|
104
|
104
|
564,1
|
564,1
|
564,1
|
100
|
100
|
100
|
|
|
29
|
77
|
Втачать рукава в закрытые
проймы изделия ш. ш. 10 мм
|
С/М
|
4
|
252
|
252
|
252
|
2,88
|
2,88
|
2,88
|
|
|
|
|
|
|
478
|
478
|
478
|
|
|
|
8800H -D3
|
|
Итого:
|
С/М
|
4
|
252
|
252
|
252
|
2,88
|
2,88
|
2,88
|
3
|
3
|
3
|
114
|
114
|
114
|
478
|
478
|
478
|
100
|
100
|
100
|
|
|
30
|
78
|
Закрепить горловину изделия
по раскепам ш. ш. 0,8 см от швов обтачивания
|
М
|
4
|
84
|
84
|
84
|
0,96
|
0,96
|
0,96
|
|
|
|
|
|
|
159,35
|
159,35
|
159,35
|
|
|
|
8800A
|
|
84
|
Притачать подкладку к низу
рукавов ш.ш. 10 мм, одновременно закрепляя закрепками по швам
|
М
|
4
|
153
|
153
|
153
|
1,75
|
1,75
|
1,75
|
|
|
|
|
|
|
290,24
|
290,24
|
290,24
|
|
|
|
8800A
|
|
85
|
Закрепить подкладку пройм
закрепками
|
М
|
3
|
54
|
54
|
54
|
0,62
|
0,62
|
0,62
|
|
|
|
|
|
|
88,07
|
88,07
|
88,07
|
|
|
|
8800A
|
|
87
|
Вывернуть изделие на
лицевую сторону через нестачаный участок в рукаве
|
Р
|
2
|
90
|
90
|
90
|
1,03
|
1,03
|
1,03
|
|
|
|
|
|
|
126,45
|
126,45
|
126,45
|
|
|
|
колышек
|
|
Итого:
|
М
|
3,4
|
381
|
381
|
381
|
4,36
|
4,36
|
4,36
|
4
|
4
|
4
|
76
|
76
|
76
|
664,11
|
664,11
|
664,11
|
76
|
76
|
76
|
|
|
31
|
81
|
Настрочить планку на перед
изделия по намеченной линии ш. ш. 10 мм
|
М
|
4
|
96
|
96
|
-
|
1,1
|
1,1
|
-
|
|
|
|
|
|
|
182,11
|
182,11
|
-
|
|
|
|
8800, P-36
|
|
82
|
Проложить отделочную
строчку по шву притачивания планки к деталям переда на 0,8 см от шва
|
М
|
5
|
73
|
73
|
-
|
0,84
|
0,84
|
-
|
|
|
|
|
|
|
152,57
|
152,57
|
-
|
|
|
|
7210, KL-20
|
|
Итого:
|
М
|
4,4
|
169
|
169
|
-
|
1.94
|
1,94
|
-
|
2
|
2
|
-
|
170
|
170
|
-
|
334,68
|
334,68
|
-
|
100
|
100
|
-
|
|
|
32
|
80
|
Наметить место расположения
планки на переде по вспомогательному лекалу
|
Р
|
3
|
24
|
24
|
-
|
0,27
|
0,27
|
-
|
|
|
|
|
|
|
39,14
|
39,14
|
-
|
|
|
|
мел, лекало
|
|
89
|
Наметить 5 кнопок на планке
по вспомогательному лекалу
|
Р
|
3
|
50
|
50
|
-
|
0,57
|
0,57
|
-
|
|
|
|
|
|
|
81,55
|
81,55
|
-
|
|
|
|
мел, лекало
|
|
90
|
Пробить 5 отверстий под
кнопки по намеченным линиям
|
Р
|
3
|
45
|
-
|
0,52
|
0,52
|
-
|
|
|
|
|
|
|
73,39
|
73,39
|
-
|
|
|
|
ТеР-1
|
|
91
|
Поставить 5 кнопок по
намеченным линиям
|
Р
|
3
|
45
|
45
|
-
|
0,52
|
0,52
|
-
|
|
|
|
|
|
|
73,39
|
73,39
|
-
|
|
|
|
ТеР-1
|
|
Итого:
|
Р
|
3
|
164
|
164
|
-
|
1,88
|
1,88
|
-
|
2
|
2
|
-
|
175
|
175
|
-
|
267,48
|
267,48
|
-
|
-
|
-
|
-
|
|
|
33
|
83
|
Притачать подкладку к
подбортам, обтачке спинки изделия ш. ш 10 мм, одновременно закрепляя по швам
|
М
|
4
|
170
|
170
|
170
|
1,94
|
1,94
|
1,94
|
|
|
|
|
|
|
322,49
|
322,49
|
322,49
|
|
|
|
8800A
|
|
Итого:
|
М
|
4
|
170
|
170
|
170
|
1,94
|
1,94
|
1,94
|
2
|
2
|
2
|
169
|
169
|
169
|
322,49
|
322,49
|
322,49
|
100
|
100
|
100
|
|
|
34
|
86
|
Притачать подкладку по низу
изделия ш. ш. 10 мм, одновременно закрепляя по швам закрепками
|
М
|
4
|
108
|
108
|
108
|
1,24
|
1,24
|
1,24
|
|
|
|
|
|
|
204,88
|
204,88
|
204,88
|
|
|
|
8800A
|
|
88
|
Застрочить пропуск
нестачаного участка в подкладке рукава на 0,1 см
|
М
|
3
|
60
|
60
|
60
|
0,69
|
0,69
|
0,69
|
|
|
|
|
|
|
97,86
|
97,86
|
97,86
|
|
|
|
8800A
|
|
97
|
Навесить ярлык без мешка
|
Р
|
2
|
12
|
-
|
-
|
0,1
|
-
|
-
|
|
|
|
|
|
|
16,86
|
-
|
-
|
|
|
|
-
|
|
Итого:
|
М
|
3,5
|
180
|
168
|
168
|
2,06
|
1,92
|
1,92
|
2
|
2
|
2
|
160
|
171
|
171
|
319,6
|
302,74
|
302,74
|
93
|
100
|
100
|
|
|
35
|
96
|
Окончательное ВТО изделия
|
У
|
5
|
170
|
170
|
170
|
1,9
|
1,9
|
1,9
|
|
|
|
|
|
|
355,3
|
355,3
|
355,3
|
|
|
|
Macpi311\01 Netmac
|
|
Итого:
|
У
|
5
|
170
|
170
|
170
|
1,9
|
1,9
|
1,9
|
2
|
2
|
2
|
169
|
169
|
169
|
355,3
|
355,3
|
353,3
|
-
|
-
|
-
|
|
|
92
|
Застегнуть, расстегнуть
молнию
|
Р
|
2
|
90
|
90
|
90
|
1,03
|
1,03
|
1,03
|
|
|
|
|
|
|
126,45
|
126,45
|
126,45
|
|
|
|
-
|
|
93
|
Застегнуть 5 кнопок
|
Р
|
2
|
24
|
24
|
-
|
0,27
|
0,27
|
-
|
|
|
|
|
|
|
33,72
|
33,72
|
-
|
|
|
|
-
|
|
36
|
94
|
Пристегнуть капюшон к
изделию
|
Р
|
3
|
30
|
-
|
30
|
0,34
|
-
|
0,34
|
|
|
|
|
|
|
48,93
|
-
|
48,93
|
|
|
|
-
|
|
95
|
Подобрать пояс, развесить
по размерам
|
Р
|
3
|
30
|
30
|
-
|
0,34
|
0,34
|
-
|
|
|
|
|
|
|
48,93
|
48,93
|
-
|
|
|
|
-
|
|
97
|
Навесить ярлык без мешка
|
Р
|
2
|
-
|
12
|
12
|
-
|
0,1
|
0,1
|
|
|
|
|
|
|
-
|
16,86
|
16,86
|
|
|
|
-
|
|
98
|
Навесить товарный ярлык по
размерам
|
Р
|
2
|
27
|
27
|
27
|
0,3
|
0,3
|
0,3
|
|
|
|
|
|
|
37,94
|
37,94
|
37,94
|
|
|
|
-
|
|
Итого:
|
Р
|
2,5
|
201
|
183
|
159
|
2,3
|
2,09
|
1,82
|
2
|
2
|
2
|
143
|
157
|
181
|
295,97
|
263,9
|
230,18
|
-
|
-
|
-
|
-
|
|
ИТОГО ПО СЕКЦИИ:
|
2330
|
2901
|
2713
|
26,4
|
33,4
|
29,4
|
26
|
33
|
29
|
-
|
-
|
-
|
4285,15
|
5345,1
|
4709,22
|
|
|
|
|
|
ИТОГО ПО ИЗДЕЛИЮ:
|
6431
|
6573
|
6595
|
73,1
|
76,0
|
75,5
|
73
|
76
|
75
|
-
|
-
|
-
|
11764,35
|
11920
|
12346,72
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализ технологической схемы потока
Анализ технологической схемы включает в себя:
расчет коэффициента согласования;
построение графика согласования и графа ОТС;
расчет сводок рабочей силы и оборудования;
расчет технико-экономических показателей.
Расчет коэффициента согласования
Загрузка секций и потока проверяем по коэффициенту согласования, который
рассчитывается по формуле 3.11:
 , (3.11)
, (3.11)
где
Т - трудоемкость изготовляемого изделия, с;
Nф - фактическое количество рабочих, чел;
τ - такт потока, с.
Результаты
расчета коэффициентов согласования представлены в таблице 3.17.
Таблица 3.17
Коэффициенты согласования
|
Изделие
|
Значение коэффициентов
|
|
Заготовительная
|
монтажно-отделочная
|
по потоку в целом
|
|
Модель А:
|
0,99
|
1,00
|
1,00
|
|
Модель Б:
|
0,99
|
1,00
|
0,99
|
|
Модель В:
|
1,00
|
1,01
|
1,00
Анализ графиков согласования
График согласования по организационным операциям для базовой модели Б
женской утепленной куртки представлен на листе 2 графической части дипломной
работы.
График согласования показывает загрузку каждого рабочего по
организационной операции. На графиках видны операции, находящиеся на верхнем
пределе отклонения от такта или близко к нему, такие операции требуют внимания
мастера, научной организации труда, чтобы не сбить ритм потока. На такие
рабочие места необходимо подбирать рабочих с высокими скоростными навыками.
Имеются операции, находящиеся по времени на нижнем пределе отклонения от такта
или близко к нему, на такие операции подбираются рабочие с низкими скоростными
навыками или неполным рабочим днем. Необходимо держать на контроле операции
перехода с минимальной на максимальную границу отклонения от такта, и наоборот,
чтобы не нарушать работу потока. Анализ графа ОТС
Граф ОТС на базовую модель Б женской утепленной куртки, представлен на
листе 2 графической части дипломного работы.
Анализ использования возможностей параллельной и последовательной
обработки изделий проводится путем построения и анализа графа организационно-технологических
связей (ОТС). Граф ОТС показывает перемещение деталей и узлов по
организационным операциям, порядок их обработки и сборки и характеризует
качество выполненной комплектовки операций и рациональность принятой мощности
потока.
Использование возможностей параллельной обработки деталей оценивается
сопоставлением длины критического пути графов ОТС и технологического процесса.
Коэффициент критического пути рассчитывается по формуле 3.12:
 , (3.12) , (3.12)
где
КПгр.ТП, КПОТС -критический путь соответственно графа
процесса и графа ОТС, с.
КПгр.ТП
складывается из наиболее трудоемкой ветви заготовки, монтажа и отделки,
рассчитанных по технологически неделимым операциям графа процесса;
КПОТС
состоит из наиболее трудоемкой группы заготовительной секции, монтажной и
отделочной и рассчитывается по организационным операциям графа ОТС.
Так
коэффициент критического пути для женской утепленной куртки базовой модели Б
составляет:
Так
как, Кк.п.<0,2, для женской утепленной куртки, то можно сделать
вывод о том, что возможность параллельной обработки использована.
Расчет
сводок рабочей силы
Сводка
расчетной рабочей силы формируется по расчетному количеству рабочих неделимых
операций технологической схемы.
Сводки
расчетной рабочей силы формируются по расчетному количеству рабочих неделимых
операций технологических схем. Результаты расчета представлены в таблице 3.18.
Таблица 3.18
Сводка расчетной рабочей силы
|
Разряд
|
Модель
|
Расчетное количество
рабочих по специальностям, чел
|
∑ по разрядам
|
∑ тарифных разрядов
|
Тарифный коэф-т
|
∑ тарифных коэф-тов
|
|
|
М
|
СМ
|
Р
|
ПА
|
У
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
2
|
А
|
-
|
-
|
4,46
|
-
|
-
|
4,46
|
8,92
|
1,16
|
5,18
|
|
Б
|
-
|
-
|
5,97
|
-
|
-
|
5,97
|
11,94
|
|
6,93
|
|
В
|
-
|
-
|
2,64
|
-
|
-
|
2,64
|
5,28
|
|
3,06
|
|
3
|
А
|
3,58
|
7,26
|
5,25
|
-
|
-
|
16,09
|
48,27
|
1,35
|
21,72
|
|
Б
|
4,13
|
7,26
|
6,33
|
-
|
-
|
17,72
|
53,16
|
|
23,92
|
|
В
|
1,86
|
7,26
|
3,76
|
-
|
-
|
12,88
|
38,64
|
|
17,39
|
|
4
|
А
|
30,17
|
2,88
|
-
|
-
|
-
|
33,05
|
132,2
|
1,57
|
51,89
|
|
Б
|
34,55
|
2,88
|
-
|
2,71
|
-
|
40,14
|
160,56
|
|
63,02
|
|
В
|
39,21
|
2,88
|
-
|
2,71
|
-
|
44,8
|
179,2
|
|
70,34
|
|
5
|
А
|
13,3
|
-
|
-
|
-
|
1,9
|
15,2
|
76,0
|
1,73
|
26,30
|
|
Б
|
10,16
|
-
|
-
|
3,84
|
1,9
|
15,9
|
79,5
|
|
27,51
|
|
В
|
12,46
|
-
|
-
|
3,84
|
1,9
|
18,2
|
91,0
|
|
31,49
|
|
Итого по спец-ти
|
А
|
47,05
|
9,54
|
9,71
|
-
|
1,9
|
68,8
|
265,39
|
-
|
105,09
|
|
Б
|
48,44
|
9,54
|
12,33
|
6,55
|
1,9
|
79,73
|
305,16
|
|
121,38
|
|
В
|
53,53
|
9,54
|
6,4
|
6,55
|
1,9
|
78,52
|
314,12
|
|
122,28
|
|
Уд. вес спец-ти, %
|
А
|
68,38
|
13,87
|
14,11
|
-
|
2,76
|
100
|
-
|
-
|
-
|
|
Б
|
60,76
|
11,96
|
15,47
|
8,22
|
2,38
|
100
|
|
|
|
|
В
|
68,17
|
12,15
|
8,15
|
8,35
|
2,24
|
100
|
|
|
|
Анализ сводок расчетной рабочей силы по моделям А, Б, В женской
утепленной куртки показывает, что удельный вес механизированных операций
достаточно высок. Квалификация рабочих также достаточно высокая, что позволяет
изготавливать изделия различной сложности.
Сводки фактической рабочей силы рассчитываются по организационным
операциям. Резервные рабочие составляют 5-8% от их общего числа и
распределяются по двум высшим разрядам, пропорционально числу рабочих.
Результаты расчета фактической рабочей силы представлены в таблице 3.19.
Таблица 3.19 - Сводка фактической рабочей силы
|
Разряд
|
Модель
|
Фактическое количество
рабочих по специальности, чел
|
Общее число рабочих по
разрядам, чел.
|
Резервные рабочие
|
Количество рабочих с учетом
резервных
|
|
|
М
|
СМ
|
Р
|
ПА
|
У
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
2
|
А
|
-
|
-
|
2
|
-
|
-
|
2
|
-
|
2
|
|
Б
|
-
|
-
|
2
|
-
|
-
|
2
|
-
|
2
|
|
В
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
А
|
8
|
2
|
4
|
-
|
-
|
14
|
-
|
14
|
|
Б
|
11
|
2
|
4
|
-
|
-
|
17
|
-
|
17
|
|
В
|
7
|
2
|
2
|
-
|
-
|
11
|
-
|
11
|
|
4
|
А
|
39
|
3
|
-
|
-
|
-
|
42
|
5
|
47
|
|
Б
|
36
|
3
|
-
|
3
|
-
|
42
|
5
|
47
|
|
В
|
39
|
3
|
-
|
3
|
-
|
45
|
5
|
50
|
|
5
|
А
|
13
|
-
|
-
|
-
|
2
|
15
|
5
|
20
|
|
Б
|
9
|
-
|
-
|
4
|
2
|
15
|
5
|
20
|
|
В
|
13
|
-
|
-
|
4
|
2
|
19
|
5
|
24
|
|
Итого:
|
А
|
5
|
6
|
-
|
2
|
73
|
10
|
83
|
|
Б
|
56
|
5
|
6
|
7
|
2
|
76
|
10
|
86
|
|
В
|
59
|
5
|
2
|
7
|
2
|
75
|
10
|
85
|
Сравнивая сводки расчетной и фактической рабочей силы по моделям А, Б, В
женской утепленной куртки можно сделать вывод о том, что квалификация рабочих
по 4, 5 разряду использована достаточно полно, а по разрядам 2, 3 использована
приемлемо. Специализация рабочих используется достаточно полно, т.к. машинные и
спецмашинные операции не всегда догружены ручными операциями.
Анализ использования оборудования
Анализ использования оборудования заключается в определении количества
оборудования и сравнении его с фактическим количеством рабочих.
Количество основного оборудования по всем классам и видам оборудования
подсчитывается по технологической схеме в соответствии с фактическим
количеством рабочих, выполняющих данную организационную операцию. Результаты
расчета оборудования представлены в таблице 3.20.
Таблица 3.20
Сводка оборудования
|
Вид, класс оборудования
|
Количество оборудования
|
|
основного
|
резервного
|
всего
|
|
А
|
Б
|
В
|
А
|
Б
|
В
|
А
|
Б
|
В
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
ZOJE
<#"791181.files/image153.gif">327333328
|
|
|
|
|
2 Такт потока, с
|
 88,086,587,9 88,086,587,9
|
|
|
|
|
3 Трудоемкость изготовления
изделия, с
|
 643165736595 643165736595
|
|
|
|
|
4 Суммарная расценка, руб.
|
 11764,351192012346,72 11764,351192012346,72
|
|
|
|
|
5 Расчетное количество
рабочих, чел.
|
 73,176,075,5 73,176,075,5
|
|
|
|
|
6 Фактическое количество рабочих,
чел.
|
 737675 737675
|
|
|
|
|
7 Коэффициент согласования
(загрузки потока)
|
 1,000,991,00 1,000,991,00
|
|
|
|
|
8 Производительность труда
на одного рабочего, ед.
|
 4,484,384,,37 4,484,384,,37
|
|
|
|
|
9 Коэффициент использования
оборудования
|
 0,870,940,93 0,870,940,93
|
|
|
|
|
10 Средний тарифный разряд
|
 3,634,014,18 3,634,014,18
|
|
|
|
|
11 Средний тарифный
коэффициент
|
 1,491,591,63 1,491,591,63
|
|
|
|
|
12 Коэффициент механизации
потока
|
 0,840,810,85 0,840,810,85
|
|
|
|
|
13 Фактическая площадь,
приходящаяся на одного рабочего в цехе, м2
|
 7,67,57,8 7,67,57,8
|
|
|
|
|
14 Съем продукции с одного
погонного метра поточной линии, ед.
|
 3,283,233,22 3,283,233,22
|
|
|
|
|
15 Съем продукции с 1 м2
цеха, ед.
|
 0,620,630,62 0,620,630,62
|
|
|
|
|
16 Объем незавершенного
производства, ед.
|
НПобщ= НПзап + НПзагот + НП
+ НПмонт-отд + НПконтр.+ НПкомпл
|
1408
|
1397
|
1414
|
|
17 Производственный цикл, с
|
 123904120841124291 123904120841124291
|
|
|
|
|
|
|
|
|
|
|
Коэффициент использования оборудования находится по формуле 3.13:
 , (3.13) , (3.13)
где ∑tмех - расчетная затрата времени (по
технологически неделимым операциям схемы) на выполнение всех механизированных
операций (кроме прессовых) i =
1,2,3...m;
m -
количество механизированных операций;
τ - такт потока, с;
К - количество машин, установленных в потоке с учетом резервных.
Средний тарифный разряд - определяется делением суммы тарифных разрядов
на расчетное количество рабочих в потоке.
Средний тарифный коэффициент - определяется делением суммы тарифных
коэффициентов на расчетное количество рабочих потока.
Съем продукции с одного погонного метра поточной линии находится по формуле
3.14:
Спог=М/Lпот, (3.14)
где Lпот - длина поточной линии (м) находится по
формуле 3.15:
Lпот=l×Кр.м., (3.15)
3.3 Планировка рабочих мест потока
При планировке технологического потока необходимо:
выбрать типы и размеры рабочих мест и оборудования;
выбрать транспортные средства для групп обработки узлов изделия;
произвести расположение рабочих мест заготовительной, монтажной и
отделочной секций;
выполнить планировку потока на плане швейного цеха.
.3.1 Планировка основного потока
Рабочее место - это место непосредственного выполнения организационной
операции. Оно включает промышленный стол с установленным на нем оборудованием и
инструменты, зону, где размещается исполнитель операции и зону хранения
полуфабрикатов до и после выполнения операции.
В зависимости от содержания выполняемых организационных операций и
применяемого оборудования, руководствуясь технологической схемой потока и
литературой, были выбраны размеры рабочих столов и расстояния между ними.
Размеры рабочих столов зависят от ассортимента и вида операции [29, 31].
Типы рабочих столов, применяемых для женской утепленной куртки, приведены
в таблице 3.23, а характеристика расстояний между рабочими местами в таблице
3.24.
Таблица 3.23
Размеры рабочих столов для потока по изготовлению женской утепленной
куртки
|
Наименование рабочих мест
|
Размеры рабочих столов, мм
|
|
Длина
|
Ширина
|
|
Машинное, спецмашинное
|
1200
|
650
|
|
Утюжильное, П/М
|
1,37
|
(1,6-2,2)
|
|
Ручное
|
1400
|
700
|
|
Контролер ОТК
|
1600
|
1200
|
|
Стол запуска
|
3000
|
1200
|
Таблица 3.24- Характеристика расстояний между рабочими местами
|
Наименование расстояния
|
Величина расстояния, мм
|
|
При выполнении машинных и
спецмашинных операций
|
550
|
|
При работе стоя
|
500
|
При расположении рабочих мест в потоке учитываются следующие факторы:
непрерывность и удобство в перемещении полуфабрикатов между рабочими
местами;
минимальность занимаемой оборудованием площади.
Основными условиями, определяющими выбор транспортных средств для потока,
являются:
вид обрабатываемого изделия;
максимальное значение кратности исполнителей на операциях;
наличие возвратов на рабочих местах;
мощность потока и число рабочих мест на участке;
конфигурация и размеры рабочей площади.
Практический опыт работы швейных предприятий свидетельствует о том, что
наиболее эффективными являются те транспортные средства, которые обеспечивают
свободный ритм работы потока. В этом случае все рабочие могут максимально
проявить свои индивидуальные способности.
Так как в проектируемом потоке изготавливается куртка женская утепленная
и пачки деталей могут быть легкие (мелкие детали) и средние (крупные детали),
то в заготовительной секции целесообразно использовать бесприводные
транспортные средства.
В данном потоке для перемещения деталей в заготовительной секции
используются междустолья (габариты 0,6×1,2 м), напольные тележки-контейнеры
(габариты 0,66×0,4×0,73 м), обеспечивающие транспортировку и хранение пачек
деталей и полуфабрикатов на любой стадии техпроцесса.
При проектировании монтажной секции потока необходимо выбрать такое
транспортное средство, которое обеспечит передачу полуфабрикатов и готовых
изделий от рабочего места к рабочему месту в подвешенном состоянии. Это
позволит сохранить товарный вид изделия и уменьшить затраты времени на их
окончательную ВТО. Поэтому в качестве такого транспортного средства выбирается
подвесной конвейер с автоматическим адресованием предметов труда на рабочее
место Швейцарской фирмы «Ornel».Ha участке монтажа рабочие места
располагаются ориентируясь на выбранную подвесную линию.
Использование конвейера фирмы «Ornel» позволит:
обеспечить свободный ритм работы потока;
сократить время на транспортировку полуфабрикатов;
создать более благоприятные условия для работы, улучшить культуру
производства;
обеспечить автоматизированное перемещение и адресование полуфабрикатов;
обеспечить оперативный учет и контроль за ходом производственного
процесса.
Свободный ритм в конвейере достигается за счет накопления кареток на
рабочих местах. Для этого около каждого рабочего места имеется ответвление от
главной линии конвейера, на котором и хранится запас кареток. В подвесных
конвейерах транспортирующим органом является монорельс, а устройство, несущее
полуфабрикаты выполняется в виде каретки. Полуфабрикаты и изделие одевают на
вешалки, вешают на каретки, мелкие детали могут укладываться на сетчатую
плоскость каретки. Такой конвейер работает в режиме диспетчер - операция -
операция. Диспетчер раскладывает детали изделия в несущие устройства. При этом
в каждом устройстве размещается полный комплект деталей, необходимых для
обработки данного изделия. После выполнения операций рабочие адресуют
полуфабрикат на следующие рабочие места, в соответствии с технологической
последовательностью выполнения операций. Адресование кареток может
производиться в автоматическом или ручном режиме.
Конвейер создает свободный ритм потока, так как скорость движения кареток
не увязана с тактом потока, он не является регулятором ритма потока, а служит
лишь для механизированной передачи полуфабрикатов и осуществляет их
автоматическую доставку на рабочие места.
Использование конвейерных систем с автоматическим адресованием предметов
труда позволяет сократить производственный цикл изготовления изделий за счет
уменьшения незавершенного производства
Для передачи полуфабрикатов между исполнителями в отделочной секции
применяется цепной вертикально замкнутый транспортер с подвесными
тележками-кронштейнами. Подвесные тележки по сравнению с напольными имеют
следующие преимущества:
для их перемещения требуется меньшее физическое усилие;
последовательное размещение рабочих мест обеспечивает более компактную
планировку участков и лучшее использование производственных площадей [29, 31].
Выбранные транспортные средства для проектируемого потока по изготовлению
куртки женской выполняют главное требование планировки - непрерывность передачи
полуфабрикатов.
После 4-5 подряд идущих основных рабочих мест в потоке предусмотрены
резервные рабочие места.
В конце потока, где производится выпуск готовой продукции, предусмотрены
рабочие места контроллеров ОТК.
Количество контроллеров и комплектовщиков рассчитано в зависимости от их
нормы выработки по формуле 3.16:
 ; (3.16) ; (3.16)
 чел, чел,
Планировка
отдельных групп и секций выполнена в соответствии с графом
организационно-технологических связей потока в масштабе 1:100 на листе 3
графической части курсового проекта с учетом размеров рабочих столов и
расстояний между ними.
Похожие работы на - Анализ методов обработки изделий из плащевых материалов и разработка рационального технологического процесса по их изготовлению на ООО 'Куртки Выбор' г. Москва
|