Технологическая линия по производству сортовой посуды механизированным способом
Учреждение
образования
Белорусский
государственный технологический университет
Факультет
химической технологии и техники
Кафедра
технологии стекла и керамики
Специальность
«Химическая технология неорганических веществ, материалов и изделий»
Специализация
«Технология стекла и ситаллов»
КУРСОВАЯ
РАБОТА
по
дисциплине: технология стекла
Тема:
Технологическая
линия по производству сортовой посуды механизированным способом
Исполнитель:
Богушевич Т.А.
студентка 5
курса
Руководитель:
Терещенко И.М.
Минск - 2013
Реферат
Курсовой проект содержит 63 стр., 9 рис., 13
табл., 6 источников литературы, 5 листов графического материала формата А1.
Производство сортовой посуды, составы стекол,
ассортимент продукции, выбор сырьевых компонентов, расчет шихты. Технологическая
схема, подбор оборудования.
Целью курсового проекта является разработка
технологической схемы производства сортовой посуды.
В проекте приведен аналитический обзор
технологии получения хрустальных изделий и выбор способа производства; указан
выбор ассортимента выпускаемой продукции, применяемые сырьевые материалы,
химический состав стекла, выбор и описание технологической схемы производства,
расчёт материального баланса, расчёт и подбор оборудования. Разработаны
мероприятия по охране окружающей среды и технике безопасности.
Содержание
Введение
1. Аналитический обзор
1.1 Состояние и перспективы развития
технологии производства проектируемого вида изделий
1.2 Описание существующих способов
производства. Выбор и обоснование принятого способа производства
2. Технологический раздел
2.1 Ассортимент продукции и производственная
программа
2.2 Применяемое сырье, его характеристика,
обоснование химического состава и расчет шихты
2.3 Обоснование выбора технологической схемы
производства
2.4 Расчет материального баланса
2.5 Расчет и подбор оборудования
2.6 Расчет складов готового сырья и готовой
продукции
2.7 Контроль качества продукции
3. Техника безопасности и охрана окружающей
среды
Заключение по работе
Перечень графического материала
Список использованных источников литературы
Введение
Производство сортового стекла - чрезвычайно
разнообразная подотрасль, в которую входит выпуск широкого спектра продукции с
помощью разнообразных процессов. Вклад производства под отрасли в ЕС в 1996 г.
составил 3.6% по массе. Выпуск сортового стекла очень распространен в ЕС, где
функционируют около 140 предприятий; примерно 40 из них производительностью
более 20 т стекломассы в сутки. Совокупный объем производства в 1997г. составил
более 1 млн. т; на предприятиях под отрасли было занято около 90000 человек.
Рост производства в ЕС с 1986 по 1997 годы были крайне незначительными, в
отдельные годы наблюдается спад.
К подотрасли относится производство столовой
посуды из стекла, посуды для приготовления пищи и декоративных предметов,
включая бокалы, чашки, вазы, тарелки и прочее. Бокалы обеспечивают более 50%
процентов производства.
Большая часть продукции производиться из
натрий-кальций-силикатного стекла, бесцветного или окрашенного. Свинцовый
хрусталь и хрустальное стекло используются для производства бокалов, графинов,
ваз и декоративных предметов. Опаловое стекло используется для производства
столовой посуды и части посуды для приготовления пищи. Боросиликатное стекло
используется для изготовления термостойкой посуды.
В подотрасли применяются мелкосерийное ручное
производство изделий из свинцового хрусталя, и механизированные методы для
производства больших партий из стекла. Используются практически все способы
стекловарения, от горшковых печей до больших регенеративных печей. Формование
стеклоизделий может осуществляться автоматически, ручным или полуавтоматическим
способами и в дальнейшем заготовки могут подвергаться автоматическим, ручным
или полуавтоматическим способами, и в дальнейшем заготовки могут подвергаться
холодной обработке (например, на свинцовом хрустале часто нарезают грань, а
затем его полируют).
Количество потребителей сектора, естественно,
чрезвычайно велико, но непосредственно продажи осуществляются обычно крупным
оптовым компаниям и торговым сетям, хотя часть производителей и осуществляет
продажи непосредственно потребителям. Различные части под отрасли подвержены
действию широкого диапазона факторов, среди которых важную роль играют вкусы
потребителей и социальные тенденции. Для производителей чрезвычайно важно быть
впереди таких изменений и реагировать на них соответствующим образом, таким
образом, гибкость является важной частью обычного производственного процесса. В
результате состав шихты должен адаптироваться под конкретные требования
производимой продукции и ее последующей обработки, и даже состав шихты для
обычного натрий-кальций-силикатного стекла может отличаться может сильно
отличаться от составов тарного или листового стекла. Механизация в производстве
продукции из свинцового хрусталя привела к выпуску более дешевых предметов по
качеству приближающихся к тем изделиям, что обрабатываются вручную. В то же
время, эта категория продукции особенно чувствительна к восприятию потребителей
и существует спрос на продукцию ручного производства и при более высокой цене.
Также как и в других под отраслях, производство
сортового стекла - сложившейся бизнес, испытывающий ограниченный долгосрочный
рост потребления. Продукция относительно легко перевозиться, и объем
международной торговли весьма значителен. Основными угрозами для подотрасли в
ЕС является конкуренция на местном рынке с растущим объемом импортной
продукции, рост конкуренции на внешних рынках. Это привело к серьезному
давлению на цены и уменьшению прибыльности. В 1996г. экспорт и импорт в ЕС
составляли, соответственно, 34% и 17% объемов производства в ценовых величинах.
Основная доля импорта была представлена Турцией и Восточной Европой, причем
импорт существенно превышал экспорт из ЕС в эти регионы.
Как и другие под отрасли, производство стекла в
больших объемах является капиталоемким, требуя значительных долгосрочных
инвестиций. Это отражается в малой доле производителей сортового стекла,
использующих печи более чем на 20 т стекломассы в сутки. Хотя эти компании и
производят большую долю сортового стекла в ЕС, под отрасль необычна тем, что
имеется значительная доля малых, менее капиталоемких предприятий, часто
специализирующихся на дорогих предметах ручного производства или конкретных
рыночных нишах. Небольшие объемы стекла могут готовиться в горшковых печах или
ванных печах периодического действия, которые относительно дешевы в
строительстве и функционировании, но никогда не смогут конкурировать на рынках
больших объемов. Под отрасль сортового стекла использует большой спектр типов и
размеров печей, для которых характерны различные по продолжительности кампании.
Большие печи на ископаемом топливе могут функционировать в течение 5-8 лет до
холодного ремонта, для электрических печей этот период составляет от 3 до 6
лет, а для горшковых печей - от 10 до 20 лет при замене горшка каждые 3-12 мес.
Для типичной электрической печи для производства хрусталя производительностью
30т стекломассы в сутки холодный ремонт обойдется в сумму около 2 млн. евро, а
новая печь будет стоить 8 млн. евро. Для типичной печи для натрий-кальций-силикатного
стекла производительностью 130 т в сутки, использующей газ или жидкое топливо,
стоимость холодного ремонта составит приблизительно 4 млн. евро, а стоимость
новой печи - 12 млн. евро. Практически весь объем собственного стеклобоя используется
вторично, а в тех случаях, когда это невозможно, если это позволяют требования
к качеству, стеклобой обычно перерабатывается стеклотарными предприятиями, (за
исключением свинцового хрусталя и хрустального стекла). Ограничения по качеству
обычно не позволяют использовать сторонний (привозной) стеклобой. [1].
1. Аналитический обзор литературы
.1 Состояние и перспективы
развития технологии производства проектируемого вида изделий
Обширный класс стеклоизделий, относящихся к
сортовому, стеклу получают из хрустальных, бесцветных и окрашенных стекол
методами ручного и механизированного выдувания и прессования. Они служат для
употребления в быту, хранения и розлива жидких пищевых продуктов, украшения
жилища, оформления культурно-бытовых учреждений.
По основным признакам изделия из сортового
стекла можно классифицировать следующим образом:
по назначению - столовая посуда, посуда для вина
и напитков, художествен-но-декоративные изделия;
по способу выработки - выдувные, прессовыдувные,
прессованные, изделия, полученные методом свободного выдувания, скульптурные
изделия;
по способу обработки - художественно оформленные
в процессе выработки,
гравированные, шлифованные,
огненно-полированные, художественно-декорированные эмалями и красками;
по виду стекла - бесцветные, хрустальные,
цветные (окрашенные в массе и накладные).
Механизированными методами вырабатывают стаканы
и блюдца, графины, тарелки, селедочницы, сахарницы, изделия на ножке (рюмки,
бокалы и фужеры) и ряд других изделий.
Ассортимент изделий, вырабатываемых ручным
формованием, несколько шире: вазы различного назначения (для варенья, фруктов,
цветов, декоративные), изделия на ножке, кувшины и графины,
художественно-декоративные.
Посуда и декоративные изделия должны отличаться
высоким качеством, разнообразием ассортимента, быть изящными и простыми по
форме. Характер декорирования должен быть органически связан с их формой и
назначением.
Основными требованиями к посуде являются
термостойкость, химическая устойчивость и хороший внешний вид (блеск, прозрачность,
чистота цвета). Высокой термостойкостью должны обладать чайные стаканы. Изделия
не должны иметь пороков, заметно портящих внешний вид: камней, свилей, пузырей.
Рисунок на изделиях должен быть четким и правильным, края и грани не должны
быть режущими. При выборе составов сортовых стекол руководствуются следующими
соображениями: стекло должно хорошо провариваться и осветляться, иметь большую
температурную область формования, должно быть склонным к механической обработке
и иметь достаточно высокую химическую и термическую устойчивость.
Эти требования в первую очередь относятся к
хрустальным свинец содержащим стеклам. Связано это с тем, что при их варке
стремятся не использовать слишком высокие температуры, которые могут вызвать
разрушение огнеупора кладки печи. Изделия из свинцового хрусталя наиболее
сложны по своей конфигурации и вырабатывают их, как правило, методами ручного
формования, а это требует большой температурной области формования. Также
хрустальные стекла должны обладать высоким показателем преломления и повышенной
светопрозрачностью. Так, показатель преломления большинства хрустальных стекол
составляет 1,532-1,542, а их светопропускание находится в пределах 92-94%.
Добиваются указанных свойств путем ввода в
состав стекол оксида свинца PbO в количестве 18-24%, заменяя Na2O на
К2О, а также применяя высококачественные кварцевые пески с
минимальным содержанием оксидов железа (до 0,012-0,016%).
В таблице. 1.1 приведены составы хрустальных
стекол, вырабатываемых на некоторых заводах СНГ.
Таблица
1.1
Составы хрустальных стекол
|
Завод
|
Содержание
оксидов,%
|
|
SiO2
|
PbO
|
K2O
|
B2O3
|
ZnO
|
Na2O
|
Al2O3
|
SO32-
|
|
Гусь-Хрустальный
|
57,5
|
24,0
|
15,5
|
1,0
|
1,0
|
-
|
0,5
|
0,5
|
|
Дятьковский
хрустальный завод
|
57,0
|
24,0
|
15,0
|
1,2
|
1,8
|
1
|
-
|
-
|
|
"Неман"
|
59,5
|
24,0
|
12,5
|
1,0
|
1,0
|
2,0
|
-
|
-
|
|
Львовский
завод "Радуга"
|
60,5
|
19,0
|
16,5
|
2,0
|
1,0
|
1,0
|
-
|
-
|
В некоторых странах вырабатывают хрустальные
стекла с большим содержанием PbO (США - 34,2 мас.%, Франция - 34,4 мас.%).
Иногда вместо оксида свинца используют оксиды бария и цинка (бариевые и
цинковые хрустальные стекла).
К бесцветным стеклам не предъявляются такие
требования по показателю преломления и светопрозрачности, как к хрустальным, но
они должны быть достаточно термически устойчивы (80-90°С),
химически стойки (II-III гидролитический класс), температура размягчения их
должна быть в пределах 550-580°С, а термический коэффициент
термического расширения (90-98)·10-7°С-1.
Составы бесцветных стекол различны в зависимости
от методов выработки (ручная или механизированная), так и методов формования
(автоматическое выдувание, прессование или прессовыдувание). Так, составы
бесцветных стекол для ручной выработки содержат,%: SiO2 74,5-75,5;
CaO 6,5-8,8; MgO 2,0-2,5; Na2O 13,6-14; K2O 1,0-2,5.
Составы стекол механизированного выдувания содержат,%: SiO2 73-73,5;
Al2O3 0,2-0,5; CaO 6,4-7,5; MgO 2,0-2,5; Na2O-13,5-14,5;
K2O-1,0-2,0. Составы для механизированного прессования: SiO2
73,4 - также состав стекла и условия варки (характер газовой среды, температура
и время варки).
При производстве сортовых стекол к сырьевым
материалам, используемым для приготовления шихты, предъявляются требования по
ограниченному содержанию в них красящих примесей. В производстве свинцового
хрусталя используют пески нулевой категории и высшей марки А с содержанием
оксидов железа соответственно 0,01-0,02%. Этим требованиям удовлетворяют пески
Новоселовского месторождения (Украина). Пески с повышенным содержанием примесей
обогащают, чтобы получить содержание примесей в указанных количествах.
Содержание в песках красящих примесей при производстве сортовых изделий не
должно превышать,%: V2O5 0,005; TiO2 0,05; Cr2O3
0,0001; сульфидов 0,01-001.
Добавка Al2O3 в
натрий-кальций-силикатные стекла снижает термический коэффициент линейного
расширения, повышает химическую устойчивость, улучшает механическую и
термическую прочность. В сортовые стекла Al2O3 вводят
чаще всего с техническим глиноземом и, иногда, с гидратом глинозема.
Основными материалами для ввода в стекло оксида
натрия являются карбонат, сульфат натрия и селитра (нитрат натрия).Карбонат натрия
содержит 58,5% Na2O и 41,5% СО2, температура его
плавления 854°С. Технический карбонат натрия для производства
стекла должен содержать не менее 95% Na2CO3 и не более 1%
NaCl. В производстве сортовой посуды содержание Fe2O3 ограничивается
0,01-0,02%.
Оксид калия, введенный в
натрий-кальций-силикатное стекло взамен оксида натрия, улучшает оптические и
выработочные свойства, химическую устойчивость, цветовые характеристики. Сырьем
для ввода К2О являются поташ (карбонат калия) и селитра. Для
повышения качества стекла необходимо, чтобы содержание в поташе красящих
примесей и сульфата калия было минимальным: при введении 12-15% К2О
с поташом содержание оксидов железа не должно превышать 0,002-0,003%, оксидов
хрома - 0,0005%, а сульфат калия в поташе не должен содержаться.
Оксид кальция, ускоряя реакции
силикатообразования, облегчает варку и осветление стекла, улучшает выработочные
свойства и повышает его химическую устойчивость. Оксид кальция вводится обычно
с карбонатом кальция СаСО3, содержащим 56% СаО и 44% СО2.
В таких минералах, как известняк, мел, мрамор и известковый шпат содержится до
90-98% СаСО3, остальную часть составляют примеси (SiO2,
Al2O3, MgO, Fe2O3 и органические
вещества). СаО вместе с MgO можно вводить с доломитом СаСО3·MgCO3
При производстве сортовой посуды содержание
оксидов железа в меле и доломите не должно быть более 0,04%. В составы
высококачественных стекол рекомендуется вводить оксид кальция.
Оксид свинца определяет высокие оптические
свойства хрусталя. Для введения в стекло PbO используют свинцовый сурик и
свинцовый глет. При разложении сурика выделяется кислород, который осветляет
стекломассу и поддерживает окислительную среду. Преимуществами использования
свинцового сурика перед свинцовым глетом являются отсутствие примесей металлического
свинца и минимальная возможность восстановления оксидов свинца.
Содержание красящих примесей в свинец содержащем
сырье должно быть минимальным: оксидов железа не более 0,001%, соединений
никеля, кобальта, меди до 0,0001%.
При варке стекла для создания окислительных или
восстановительных условий применяют окислители и восстановители. Так, при
производстве свинцового хрусталя необходимо создать окислительные условия для
предотвращения восстановления оксидов свинца. Окислительная среда играет важную
роль при обесцвечивании сортовых стекол.
В качестве окислителей применяют нитраты (NaNO3,
KNO3), оксиды мышьяка, марганца, церия.
Восстановительные условия создают при варке
медного рубина (используют виннокаменную соль). [2].
1.2 Описание существующих способов
производства. Выбор и обоснование принятого способа производства
Ручная выработка выдувных
изделий. Производство изделий ручным способом с каждым годом уменьшается.
Однако ассортимент выдувных изделий, вырабатываемых ручным способом, который
обеспечивает получение высокохудожественных изделий разнообразных форм, весьма
значителен.
Формы для выдувания. При ручном
способе производства формы выполняют двоякую функцию: придают изделию
конфигурацию, красивый блеск, гладкую поверхность и поглощают из вырабатываемого
изделия такое количество тепла, чтобы при извлечении из формы оно оставалось
прочным и не изменяло конфигурации. Для изготовления форм в производстве
выдувных художественных изделий применяют металл, дерево, цементно-угольную
массу, огнеупорный материал, проволочную сетку.
Инструменты и приспособления.
При ручном производстве стекла применяют различные инструменты и
приспособления, позволяющие использовать приемы формования,отделки и
декорирования изделий.
Для ручной выработки массовых
изделий используют трубку-самодувку - приспособление для набора стекломассы и
последующего выдувания изделий. Выдувание происходит при нажатии на резиновый
баллон, при этом воздух поступает на выдувание под давлением 17-18 кПа.
Кувшины, вазы, изделия на ножке
и некоторые другие изделия требуют отделки. Для удерживания изделий
используются хватки и понтии. Для набора стекла, необходимого при отделке
изделий, служит наборная железка. Для отделки изделий применяют также различные
сошки, выполненные обычно из березы, ольхи или других лиственных пород. Сошками
оттягивают части изделий (например, горло графина) и заглаживают поверхность.
Лишнее стекло обрезают ножницами. Имеются также разводные ножницы (в виде
пинцета).
Основные операции по выдуванию
изделий. При изготовлении любых изделий из стекла предварительно выдувают так
называемую баночку, имеющую вид сферического пузыря с небольшой полостью. При
этом используется свойство стекла плотно приставать к горячему металлу. Перед
набором конец трубки разогревают, а потом опускают в стекломассу. Прикоснувшись
к поверхности стекла, начинают вращать трубку, чтобы стекло набралось на нее.
Когда набрано достаточное количество стекломассы, конец трубки поднимают, не
переставая вращать.
Стеклу, набранному на трубку в
виде комка неправильной формы, перед выдуванием баночки необходимо придать
правильную форму и гладкую поверхность. Для этого набору стекла придают вид
продолговатого цилиндра на железной или чугунной плите, которую устанавливают
на специальной подставке.
Затем выдувают баночку. От
качества изготовления баночки, правильности ее формы, соотношения боковых
стенок и сферического дна зависит результат выдувания. Баночка должна иметь
стенки одинаковой толщины. Прежде чем набрать следующую порцию стекла, баночке
дают возможность охладиться и окончательно затвердеть. Затем трубку с баночкой
снова вводят в печь и, вращая трубку, набирают столько стекла, сколько нужно
для изделия. В последнее время при изготовлении изделий массового ассортимента
используются металлические баночки. Набору придают определенную форму и
заглаживают его поверхность в катальнике.
После того как заготовка
окончательно подготовлена, приступают к третьей, основной, стадии формования:
заготовку раздувают до требуемого размера, одновременно придавая ей окончательную
форму. Выдувание может быть выполнено в форме и без нее(свободное выдувание).
Вакуумно-выдувной способ
выработки изделий заключается в формовании черновой пульки с одновременной
оттяжкой ножки с помощью вакуума и окончательном выдувании изделия (рис. 1.2.1,
а). Неразрывная черновая форма вакуумно-выдувной установки соединяется с
вакуумной магистралью. При нажатии на педаль, которая соединена с клапаном
вакуумной магистрали, в нижней полости формы создается разрежение и происходит
заполнение ее полости стекломассой (позиции I и II). Полученную заготовку с
ножкой переносят в чистовую форму и выдувают обычным способом (позиция III).
Далее прилепляют порцию стекла и раскатывают донышко. Этим способом можно
формовать изделия с цилиндрической и конусной ножкой высотой до 100 мм. При
соответствующей обработке нижней части черновой формы можно получать ножку с
гранями.
Дальнейшее развитие этого
способа позволило вырабатывать изделия с фигурной ножкой (рис. 1.2.1, б).
Фигурную ножку формуют в раздвижном приспособлении, которое в сомкнутом
положении образует фигурную полость (позиция I). Перемещение частей
приспособления в противоположные стороны позволяет свободно удалять изделие из
формы (позиция II).
Рис.1.2.1 - Схемы формования выдувных изделий с
вакуумной оттяжкой ножки
Вакуумно-выдувной способ
выработки рюмок, бокалов и фужеров весьма экономичен и высокопроизводителен. На
выработке изделий может быть занято всего четыре человека (один отдельщик, два
выдувальщика, один наборщик). Производительность труда значительно выше по
сравнению со старым способом, улучшается культура производства за счет
уменьшения числа рабочих на верстаке, улучшаются условия труда.
Наряду с вакуумной оттяжкой
ножки на ряде стекольных заводов освоена технология формования изделий способом
подпрессовки (рис. 1.2.2)
Рис. 1.2.2 - Схема процесса изготовления изделий
на ножке способом подпрессовки (а) и общий вид установки (б).
На станине 1 смонтированы
основные узлы установки: пневмо- цилиндр подпрессовки 2, система подготовки
воздуха 3, кран управления 4, форма 6 с пневмоцилиндром запирания 5, стойка с
трубкодержателем 8, в котором крепится стеклодувная трубка 7. Подогрев формы
осуществляется горелкой 9, в которую подается газовоздушная смесь из
смесительной камеры 10. Работу на установке осуществляют следующим образом.
Включают подачу газа н сжатого воздуха, зажигают горелки 9. Подают каплю
стекломассы в форму 6 и закрывают ее. Включают кран управления 4 и запирают форму
с помощью пневмоцилиндра 5. Трубку с ранее выдутым сосудом изделия подают к
форме и закрепляют в трубкодержателе 8. Включением крана управления 4 с помощью
пневмоцилиндра 2 подпрессовывают ножку к сосуду. После окончания операции
отключают кран управления 4, раскрывают форму 6 и наблюдают за состоянием ножки
стеклоизделия, откалывают излишек и оплавляют место откола. На заключительной
стадии трубка с изделием передается мастеру - отдельщику для формования донышка
раскаткой. Способ подпрессовки позволяет вырабатывать изделия из хрусталя на
ножке сложной конфигурации (с гранями, криволинейными переходами и т.п.). При
этом не требуется дальнейшего шлифования и полирования граней ножки. Способом
подпрессовки можно формовать изделия с ножкой и донышком сразу; при этом
необходимо отделять излишек стекла в нижней части донышка и заплавлять место
отделения.
Производство прессованных
изделий. Прессованные изделия производят на автоматических прессах. Процесс
изготовления изделий на автоматическом 12 - позиционном прессе с прерывисто
вращающимся столом (рис. 1.2.3, а) следующий. На позиции 1 питателем в форму
подается капля стекломассы. На позиции 2 происходит прессование изделия. После
этого стекло постепенно затвердевает, когда формы проходят позиции 3-7. На позициях
8-12 изделия и формы охлаждаются.
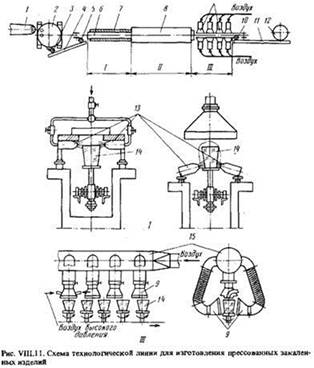
Рисунок 1.2.3 - Схема технологической линии для
изготовления прессованных закаленных изделий
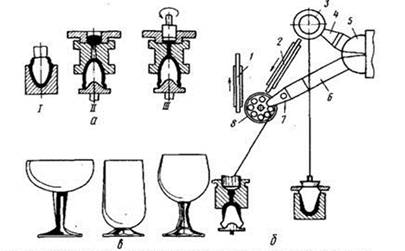
Рис. 1.2.4 - Схемы изготовления
изделий на ножке
Производство изделий на ножке.
Изделия на ножке вырабатываются обычно двух стадийным способом. При этом
используют два стеклоформующих автомата: выдувную машину для формования сосуда
и пресс для формования ножки с донышком. Существует два способа изготовления
изделий на ножке. По первому способу (рис. 1.2.4) после изготовления сосуда
изделия на выдувной машине (Г) он устанавливается на пресс в перевернутом
положении (II) и на него напрессовывается ножка с донышком (IIf). Этот способ
может быть использован для выработки изделий с цветной ножкой. Стекломасса из
выработочной части печи 5 поступает в питатель 4 выдувного автомата, устройство
для непрерывного окрашивания стекломассы бив питатель 7 пресса 8. Из питателя 4
стекломасса в виде капель подается на выдувной автомат 3. На позициях выдувания
автомата для получения изделий с цветной ножкой (б) и виды вырабатываемых
изделий (в) формуется сосуд изделия, который конвейером 2 передается на пресс
8, где устанавливается в перевернутом положении. Одновременно из питателя/в
формы пресса 8 подается капля цветной стекломассы. Далее прессующий механизм
продавливает стекломассу через полость ножки и напрессовывает ее на сосуд. При
этом пуансон вращается и обеспечивает гладкую поверхность формуемого донышка.
Готовое изделие по конвейеру 1 подается к печи отжига.
По второму способу (рис. 1.2.5)
получают изделия более высокого качества. Капля стекломассы из питателя 1
подается в форму пресса 2, где на позициях прессования I формуется ножка и
донышко в положении донышком вверх. На позиции II автоматического съема изделие
удаляется из формы пресса и ставится на направляющие механизма переворота. На
этой позиции изделие ориентируется в положение ножкой вверх и далее конвейером
4 передается на механизм загрузки ножек с донышками в формы выдувного автомата
5. На выдувном автомате из капли стекломассы, подаваемой из питателя 3,
формуется сосуд изделия и одновременно сваривается с ножкой (позиция ПГ). Далее
автоматический переставитель снимает изделие с автомата и ставит его на конвейер
6 для транспортировки к печи отжига 8, куда оно загружается загрузчиком 7.
Рис. 1.2.5 - Схема изготовления изделий на ножке
(а), технологической линии (б) и виды вырабатываемых изделий (в).
Одностадийный способ изготовления
изделий на ножке состоит в том, что изделие вырабатывается из одной порции
стекломассы (рис. 1.2.6). В форме одновременно с выдуванием сосуда формуются
утолщенная ножка и донышко изделия (позиция Г). Затем утолщенная ножка
разогревается горелками (позиция ΙΓ) и
оттягивается вниз до получения заданной высоты и диаметра(позиция ΙΙГ).
Изделия на ножке могут быть
также получены сваркой элементов изделия (сосуда, ножки, донышка) на
полуавтоматических станках. Сосуды формуются на автоматах ВК-24, заготовки
ножек нарезаются из дрота, а донышки моллируются из круглых заготовок листового
приборного стекла.
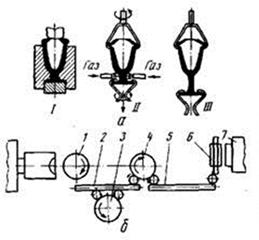
Рис. 1.2.6 - Схема одностадийного изготовления
изделий на ножке (а) и технологической линии (б).
Для выработки высококачественных изделий на
ножке из свинецсодержащего стекла разработаны и применяются механизированные
линии фирмы “ЗоргФорма” (ФРГ). Изделия на ножке высокого качества получаются по
процессу “Зорг-2”. Капля стекломассы из питателя подается в форму пресса, где
на позиции прессования формуются ножка и донышко. Эти элементы прессуются в
положении донышком вверх. На позиции автоматического съема изделие удаляется из
формы пресса и ставится на направляющие механизмы переворота. На этой позиции
изделие ориентируется в положение ножкой вверх и далее конвейером передается на
двухсекционный механизм загрузки ножек с донышками в формы выдувного автомата с
питателем. На выдувном автомате из капли стекла формуется сосуд изделия и
одновременно во время формования сосуд сваривается с ножкой. Далее
автоматический переставитель снимает изделия с машины и ставит на конвейер
транспортирования к печи отжига.
Для набора стекломассы используется
автоматический робот-наборщик показанный на рисунке 1.2.7
Шаровой поддерживающий стержень робота-наборщика
изготовлен из специальной стали, охлажденной водой, которая подается из
вращающегося распределителя.
Все оси моторизованы бесшумными моторами с
кодирующим устройством для тщательного позиционирования. Коробки передач с
параллельными осями управляют каждой осью робота.
Оператор может запрограммировать от 1 до 4
различных траекторий шара, и может использовать их.
Робот набирает первую каплю, согласно требуемым
параметрам, и затем выполняет первую траекторию, для первого формования; затем
робот набирает вторую каплю и выполняет вторую траекторию, и так далее, до 4
раз, в круговой последовательности.

Рисунок 1.2.7 - Робот наборщик «SMART NS»
Для получения относительно небольших объёмов
продукции используется пресс «EMP-320» показанный на рисунке 1.2.8.
Рисунок 1.2.8 - Станционная гидравлическая
прессмашина «EPM-320»
Машина включает: стальную раму для поддержки
стола и пресс единицы, включая колеса и шнеки регулирования, основную
поддерживающую радиальную коробку передач для вращения стола; главная коробка
передач поддерживает весь груз.
Для выдувных изделий используют
полуавтоматическую выдувная машину «PMP600».
Полуавтоматическая машина выдувания с 2
заканчивающимися станциями для выдувных стеклоизделий, с различными формами и
размерами, (диаметр Макс 300 x высота 300 мм.).
Благодаря этому процессу можно произвести
законченные изделия то есть бутылки, сосуды, графины и стекло изделия для
освещения или других изделий таких, как вазы и стаканы.
Для выпуска больших объёмов продукции
прессовыдувным способом используется «PBB-RP» станок прессовыдувной,
укомплектованный 6-ю моторизованными подсекциями,представленнцй на рисунке
1.2.9.
Шестисекционный прессовыдувной
станок предназначен для изготовления стеклоизделий прессовыдувным способом.
Рисунок 1.2.9 - «PBB-RP» станок прессовыдувной
Состоит из: рамы
прессовыдувного станка - предназначенной для изготовления стеклоизделий;
коллектора охлаждения - предназначенного для охлаждения секций прессовыдувного
станка; пневматического узла - для подачи сжатого воздуха на прессовыдувной
станок; узла загрузки - предназначенного для прессования стекла и подачи его в
прессовыдувной станок; узла разгрузки - для разгрузки стеклоизделий из
прессовыдувного стекла; встроенной системы контроля - служит для контроля и управления
всеми механизмами прессовыдувного станка; узла сгорания - предназначен для
смешивания газовоздушной смеси с кислородом; узла смазки - для смазки всех
механизмов прессовыдувного станка.
Для выпуска больших объёмов продукции
используется пресс «ANTAS» модель «PV12/3353».
Состоит из: рамы пресса -
предназначенного для прессования стеклоизделий гидравлического прессующего
цилиндра - для прессования стеклоизделий; гидравлического узла - для смазки
механизмов пресса; системы контроля пресса - предназначенной для контроля и
управления механизмами пресса; комплекта кабелей - для соединения системы
контроля и управления пресса; узла сгорания - для смешивания газо-воздушной
смеси с кислородом; гидравлического узла для питания гидравлического цилиндра;
ёмкости с охлаждающей жидкостью; комплекта оснастки - для обеспечения
нормальной работы пресса.
сортовой хрустальный посуда шихта
2. Технологический раздел
.1 Ассортимент продукции и
производственная программа
Основными требованиями к посуде являются термостойкость,
химическая устойчивость и хороший внешний вид (блеск, прозрачность, чистота
цвета). Высокой термостойкостью должны обладать чайные стаканы. Изделия не
должны иметь пороков, заметно портящих внешний вид: камней, свилей, пузырей.
Рисунок на изделиях должен быть четким и правильным, края и грани не должны
быть режущими. На изделия из хрустального стекла действует стандарт по ГОСТ
24315. Высота изделий и допускаемые отклонения по высоте должны соответствовать
указанным в таблице 2.1.
Таблица
2.1
Высота изделий и допускаемые отклонения по
высоте
|
Высота,
мм
|
Допускаемые
отклонения, мм
|
|
До
100 включительно
|
±2
|
|
Свыше
100 до 200
|
±3
|
|
Свыше
200 до 300
|
±5
|
|
Свыше
300 до 350
|
±8
|
|
Свыше
350
|
±10
|
Для определения количества готовой продукции в
год рассчитывается производственная программа и баланс рабочего времени работы
оборудования. Баланс рабочего времени работы в течение года составляется по
форме таблице 2.2.
Таблица
2.2
Баланс рабочего времени работы оборудования
|
Показатели
|
Дни
|
Часы
|
|
Календарный
фонд времени
|
365
|
8760
|
|
Проектируемые
остановки:
|
23
|
552
|
|
а)
общие остановки
|
3
|
72
|
|
б)
капитальный ремонт
|
10
|
240
|
|
в)
средний ремонт
|
5
|
120
|
|
г)
текущий ремонт
|
5
|
120
|
|
Внутрисменные
простои
|
8
|
192
|
|
Всего
простоев
|
31
|
600
|
|
Эффективное
время работы оборудования
|
334
|
8160
|
Объём выпуска продукции в натуральном выражении
составляет 12 т/сут (по стекломассе), следовательно в год с учетом баланса
работы оборудования составит 12·334=4000 т (по стекломассе).
С учетом коэффициента использования стекломассы
(КИС) равного 0,85, масса готовой продукции в год составит
·0,85=3400 т.
Расчёт производственной программы выполним по
формуле
П=Р·n/100·m, (2.1)
где Р - количество продукции в натуральном
выражении, т/год;- доля изделий в натуральном объёме выпускаемой продукции.
Полученные результаты производственной программы
сводим в таблицу 2.4.
Таблица
2.3
Производственная программа
|
Наименование
изделия
|
Масса
изделия, г
|
Количество
изделий
|
|
|
%
|
шт/год
|
|
Ваза
для цветов
|
3000
|
15
|
17340000
|
|
Ваза
для фруктов
|
3000
|
15
|
17340000
|
|
Пепельница
|
150
|
15
|
3468000
|
|
Бокал
|
300
|
20
|
6936000
|
|
Фужер
|
350
|
10
|
1387200
|
|
Рюмка
|
100
|
15
|
5202000
|
|
Стопка
|
80
|
10
|
4335000
|
|
|
|
|
|
2.2 Применяемое сырье, его
характеристика, обоснование химического состава и расчет шихты
Шихта для варки свинцового хрусталя должна
соответствовать следующим техническим требованиям: отклонения по содержанию PbO
не более - 1,0%; (Na2CO3+K2CO3) -
0,9%; сумма (SiO2+Al2O3) - 1,0%; влажность
шихты - 1,0%.
Для составления шихты используют следующие
сырьевые материалы, характеристика которых представлена в таблице 2.5.
Таблица
2.4
Требования к применяемым сырьевым материалам
|
Материал
|
Обозначение
НД, устанавливающих требования
|
Применяется
|
|
|
Марка,
сорт
|
Наименование
показателя и его норма для данной марки (массовая доля%)
|
|
1
|
2
|
3
|
4
|
|
Песок
кварцевый
|
ГОСТ
22551-77 «Песок кварцевый, молотый песчаник, кварцит и жильный кварц для
стекольной промышленности. ТУ»
|
ООВС-015-1
|
SiO2³99,3 Fe2O3£0,015 W£0,5
|
|
Сода
кальцинированная техническая
|
ГОСТ
5100-85 «Сода кальцинированная тех-ническая. ТУ»
|
Марка
Б, сорт высший сорт первый
|
Na2
CO3³99,4 Fe2
O3 £ 0,003 Na2
CO3³99,0 Fe2
O3£0,003
|
|
Поташ
|
ГОСТ
10690-73 «Калий углекислый технический. ТУ»
|
Сорт
первый полутораводный Кальцинир.
|
K2
CO3³98,0 Fe2
O3 £ 0,002 W£18,5 W£5,0
|
|
Селитра
натриевая
|
ГОСТ
828-77 «Натрий азотнокислый технический»
|
Марка
А, сорт высший Сорт первый
|
NaNO³99,8 Fe2
O3£0,001
NaNO3³99,5 Fe2
O3 - не нормируется
|
|
Селитра
калиевая техническая
|
ГОСТ
19790-74 «Калий азотнокислый техни-ческий»
|
Марка
Б
|
KNO3³99,90 Fe2
O3£0,005
|
|
Сурик
свинцовый
|
ГОСТ
19151-73 Стандарт WT-12-2000
|
Марка
М-5 Марка М-4 импорт
|
Pb3O4
74,5¸83 Fe2O3£0,003
Pb3O4 74,5¸83 Fe2O3 £0,002
|
|
Белила
цинковые
|
ГОСТ
202-84 «Белила цинковые»
|
Марка
БЦО БЦО. М
|
ZnO³99,7
металлический свинец 0,010
|
|
Кислота
борная
|
ГОСТ
18704-78 «Кислота борная. ТУ»
|
Марка
Б Марка А
|
H3BO3³99,9 H3BO3³99,9
|
Химический состав сырьевых материалов приведен в
таблице 2.5.
Таблица
2.5
Состав сырьевых материалов
|
Наименование
материала
|
Содержание
оксида,%
|
|
SiO2
|
CaO
|
Na2O
|
K2O
|
PbO
|
B2O3
|
ZnO
|
Fe2O3
|
п.п.п.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Песок
кварцевый
|
99,4
|
0,1
|
-
|
-
|
-
|
-
|
-
|
0,02
|
0,2
|
|
Сода
кальцинированная
|
-
|
58,0
|
-
|
-
|
-
|
-
|
-
|
42,0
|
|
Селитра
калиевая
|
-
|
-
|
-
|
46,3
|
-
|
-
|
-
|
-
|
53,7
|
|
Селитра
натриевая
|
-
|
-
|
36,2
|
-
|
-
|
-
|
-
|
-
|
63,8
|
|
Поташ
|
-
|
-
|
1,2
|
66,8
|
-
|
-
|
-
|
-
|
32,8
|
|
Борная
кислота
|
-
|
-
|
-
|
-
|
-
|
55,0
|
-
|
-
|
45,0
|
|
Белила
цинковые
|
-
|
-
|
-
|
-
|
-
|
-
|
98,7
|
-
|
1,3
|
|
Сурик
свинцовый
|
-
|
-
|
-
|
-
|
99,0
|
-
|
-
|
-
|
-
|
Для оксида мышьяка содержание основного вещества
- 99,9%.
Для варки хрустального стекла используем состав
стекла включающий,%: SiO2 - 58,40; PbO - 24,0; K2O -
13,30; Na2O - 2,0; B2O3 - 1,0; ZnO - 1,0; As2O3
- 0,33. Расчет шихты выполнен методом пропорций.
Определяем количество песка кварцевого
100 мас. ч. содержит 99,4 SiO2,
х мас. ч. - 58,40 SiO2,= 58,75.
Кроме SiO2 с песком войдут CaO, Fe2O3,
количество которых определяем следующим образом
мас. ч. - 0,1 CaO,
,75 мас. ч. - х,
х=0,06 СаО.
мас. ч. -0,02 Fe2O3,
,75 мас. ч. - х,
х=0,0117 Fe2O3.
Определяем количество поташа
мас. ч. поташа -66,8K2O,
х - 9,30 K2O,
х=13,9.
С поташом войдет Na2O
мас.ч. мела - 1,2 Na2O,
,0 - x,=0,024.
Определяем количество соды кальцинированной
мас.ч. - 58,0 Na2O,- 1,0 Na2O,=1,72.
Определяем количество селитры калиевой
мас.ч. - 46,3 К2О,
х - 4 К2О,
х=8,6.
Определяем количество селитры натриевой
мас.ч. - 36,2 Na2O,
х - 1,0 Na2O,
х=2,76.
Определяем количество кислоты борной
мас.ч. - 55 В2О3,
х - 1,0 В2О3,
х=1,82.
С учетом потерь, связанных с улетучиванием
кислоты борной в количестве 1%, имеем
х=1,82Ì1,010=1,84.
Определяем количество свинцового сурика
мас.ч. - 99,0 PbО,
х - 24,0 PbО,
х=24,24.
С учетом потерь, связанных с улетучиванием
свинцового сурика в количестве 0,2%, имеем
х=24,24Ì1,002=24,29.
Определяем количество оксида мышьяка
мас.ч. - 100 As2O3,
х - 0,33 As2O3,
х=0,33.
С учетом потерь, связанных с улетучиванием
оксида мышьяка в количестве 2%, имеем
х=0,33Ì1,02=0,3366.
Определяем расчетный состав стекла и состав
сырьевых материалов.
С песком кварцевым войдут
2:
58,75Ì99,4/100=58,40,:
0,06Ì0,1/100=0,00006,
Fe2O3: 0,0117Ì0,02/100=0,0000023,
С поташом войдут
К2О: 13,9Ì66,8/100=9,28,
Na2O: 0,024Ì1,2/100=0,000288.
С содой кальцинированной войдет
Na2O:
1,72Ì58,0/100=0,997.
С селитрой калиевой
К2О: 8,6 Ì46,3/100=3,98.
С селитрой натриевой
2O:
2,76 Ì36,2/100=0,999.
С кислотой борной войдет
В2О3:
1,82Ì55/100=1,0.
С суриком свинцовым войдет
О: 24,24Ì99,0/100=24,0.
С оксида мышьяка войдет
2O3:
0,33Ì100/100=0,33.
Полученные данные сводим в табл.2.7.
Таблица
2.6
Сводные данные расчета шихты
|
Наименование
сырьевого материала
|
Необходимое
количество, мас. ч.
|
Содержание
оксидов, %
|
∑
|
|
|
SiO2
|
CaO
|
Na2O
|
K2O
|
PbO
|
B2O3
|
ZnO
|
Fe2O3
|
As2O3
|
|
|
Песок
кварцевый
|
58,75
|
58,4
|
6·10-5
|
-
|
-
|
-
|
-
|
-
|
2,3·10-6
|
-
|
58,4
|
|
Сода
кальцинированная
|
1,72
|
-
|
-
|
1,0
|
-
|
-
|
-
|
-
|
-
|
-
|
1,0
|
|
Селитра
калиевая
|
8,6
|
-
|
-
|
-
|
3,98
|
-
|
-
|
-
|
-
|
-
|
3,98
|
|
Кислота
борная
|
1,84
|
-
|
-
|
-
|
-
|
-
|
1,0
|
-
|
-
|
-
|
1,0
|
|
Поташ
|
13,9
|
-
|
-
|
-
|
9,28
|
-
|
-
|
-
|
-
|
-
|
9,28
|
|
Селитра
натриева
|
2,76
|
-
|
-
|
1,0
|
-
|
-
|
-
|
-
|
-
|
-
|
1,0
|
|
Оксид
мышьяк
|
0,336
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
0,33
|
0,33
|
|
Белила
цинковы
|
1,01
|
-
|
-
|
-
|
-
|
-
|
-
|
1,0
|
-
|
-
|
1,0
|
|
Сурик
свинцовый
|
24,29
|
-
|
-
|
-
|
-
|
24,0
|
-
|
-
|
-
|
-
|
24,0
|
|
Масса
шихты
|
113,2
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Расчетный
состав стекла
|
-
|
58,4
|
0
|
2
|
13,3
|
24,0
|
1,0
|
1,0
|
2,3·10-
|
0,33
|
100,0
|
|
Исходный
состав стекла
|
-
|
58,4
|
0
|
2
|
13,3
|
24,0
|
1,0
|
1,0
|
2,3·10-
|
0,33
|
100,0
|
Угар шихты
,2 мас. ч. шихты - 100 мас. ч. стекла
- х
х=88,34 мас. ч. стекла
Таким образом, угар составит
- 88,34=11,66.
.3 Выбор и описание технологической
схемы производства
Сырьевые материалы поступают на предприятие в
затаренном виде (специальных влагонепроницаемых мешках). Хранятся на складе
составного цеха. Для оксида мышьяка предусмотрен специальный склад. Подача
сырьевых материалов на технологическую линию в бункер питателя производится
электротельфером.
Подготовка кварцевого песка:
Автотранспорт
Электропогрузчик
Электротельфер
Приемный бункер
Шкаф растаривания
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
На предприятие кварцевый песок поступает
автотранспортом в специальных влагонепроницаемых мешках. Подача на
технологическую линию в бункер питателя производится электротельфером. Мешки с
кварцевым песком растариваются. Затем кварцевый песок через контролирующую
заслонку, подается в расходные бункера ДСЛ, дозируется, выгружается на сборный
ленточный транспортер с помощью разгрузочного устройства.
Подготовка соды кальцинированной:
Автотранспорт
Электропогрузчик
Электротельфер
Шкаф растаривания
Приемный бункер
Шнековый питатель
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
Сода кальцинированная поступает на предприятие в
обработанном виде. Растаривание соды происходит в шкафу для растаривания. В
приёмный бункер подача соды производится шнековым питателем, дозируется,
выгружается на сборный ленточный транспортер с помощью разгрузочного
устройства.
Подготовка борной кислоты:
Автотранспорт
Электропогрузчик
Электротельфер
Стол растаривания
Сито
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
Автотранспортом борная кислота привозится на
предприятие. Подача борной кислоты на технологическую линию происходит при
помощи электропогрузчика. Растаривание и просев происходит на ручном сите №1,2
и протирочном сите №1,2. Затем борная кислота подается в расходный бункер ДСЛ.
Подготовка селитры калиевой, селитры натриевой,
поташа:
Автотранспорт
Электропогрузчик
Электротельфер
Стол растаривания
Приемный бункер
Шнековый питатель
Фреза
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
После того как селитра калиевая автотранспортом
поступит на предприятие она при помощи электропогрузчика подается на
технологическую линию, откуда шнеком подаются на измельчение на фрезу, далее в
расходный бункер дозировочно-смесительной линии, попадает в дозатор и затем
выгружается с помощью разгрузочного устройства на сборный ленточный конвейер.
Подготовка цинковых белил.
Автотранспорт
Элетропогрузчик
Электротельфер
Стол растаривания
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
На предприятие цинковые белила поступают в
затареном виде при помощи автотранспорта. Подача белил на технологическую линию
производится электропогрузчиком. Далее электротельфер подает белило на стол
растаривания. Затем белило подается в расходный бункер ДСЛ, попадает в дозатор
и затем выгружается с помощью разгрузочного устройства на сборный ленточный
конвейер.
Подготовка сурика свинцового:
Автотранспорт
Электропогрузчик
Электротельфер
Стол растаривания
Приемный бункер
Расходный бункер ДСЛ
Дозатор
Разгрузочное устройство
Автотранспортом сурик свинцовый доставляется на
предприятие. Подача сурика на технологическую линию производится при помощи
электропогрузчика. Для подачи сурика на растаривание используется
электротельфер.
Подготовки мышьяка.
Склад мышьяка
Весы
Кюбель
Автотранспортом мышьяк доставляется на предприятие.
Подача мышьяка на технологическую линию производится вручную.
Материалы, находящиеся на
дозировочно-смесительной линии, отвешиваются согласно заданному рецепту, а
затем с помощью ленточного конвейера (сборочный конвейер) поступают в смеситель
фирмы «TEKA».
После того, как взвешенная шихта предварительно
перемешана всухую, ее увлажняют водой, подаваемой непосредственно в смеситель.
Получаемая шихта из смесителя подается в приемный бункер, а отуда отгружается в
кюбель. Загруженные шихтой кюбеля аккумуляторным погрузчиком транспортируются к
стекловаренной печи, где с помощью электротельфера кюбеля разгружаются в
бункера загрузчика.
Стеклобой из приемного бункера с помощью
лоткового питателя подается на дробление в щековую дробилку. Раздробленный
стеклобой по ленточному конвейеру подается на магнитную сепарацию, затем на
промывку в промывочное устройство. После промывки стеклобой подается в
расходный бункер, откуда загружается в кюбеля и спомощью аккумуляторного
погрузчика и электротельфера направляется в загрузочный бункер.
Шихта и стеклобой загружаются в стекловаренную
печь механическим загрузчиком.
Варка стекломассы осуществляется в ванной
электрической печи непрерывного действия при температуре 1450-1500ºС.
Температура выработк составляет 1080-1180ºС.
На выходе электрической печи стоит
автоматический наборщик стекла« SMART NS»предназначенный для питания машины для
производства «баночек» из стекла. Шариковый наборщик оснащён специальной
системой программного обеспечения. Оператор может запрограммировать от 1 до 4
различных траекторий шара, и может использовать их. Робот набирает первую
каплю, согласно требуемым параметрам, и затем выполняет первую траекторию, для
первого формования; затем робот набирает вторую каплю и выполняет вторую
траекторию, и так далее, до 4 раз, в круговой последовательности. Благодаря
мультипрограммной системе, робот может работать с 1, 2, 3 или 4 различными
формами одновременно. Робот может произвести от 1 до 4 различных капель, с
различным весом или формами (согласно измерению шара, конечно) одновременно.
Это означает, что, на той же самой машине, например, пресс машине возможно
произвести до 4 различные изделий в том же самом цикле производства.
Maксимальная механическая скорость 10 циклов/минуту. Максимальный вес капли -
10 кг. Производственная скорость - согласно веса капли, формы капли, время
охлаждения на пресс машине и вакуумно - выдувной машине.
Шариковый наборщик подает стекломассу на
автоматический пресс «EMP-320». Количество секций - 6. Отрезка капли
осуществляется механизмом ножниц, оборудованном на пресс машине. Максимальный
диаметр изделий - 400 мм для закрытой формы - 250 для раскрывающейся формы.
Максимальная высота изделий - 300 мм.
Отпрессованное изделие отапливается на 9
позиционной машина огневой полировки фирмы «GLASS SERVICE Происходит оплавление
края и облагораживание поверхности. Затем конвейером передается к печи отжига.
Основная часть вырабатываемых изделий
изготавливается ручным методом. Набор стекломассы производится из нижележащих
слоев быстрым погружением стеклодувной трубки в стекломассу и последующим
вращением ее в стекломассе. Набор стекломассы, набранный на конец трубки и
раздутый в небольшой пузырь, называется «баночкой» и является первичной
заготовкой для последующего выдувания самых разнообразных изделий.
Технологический режим формования устанавливается
практическим путем в соответствии с экспериментальными данными и требуемыми
параметрами для изготовления ассортимента изделий.
Размеры и масса изделий во время выработки
должны постоянно контролироваться. Температура порции стекломассы, подаваемой
на оформление донышка, ножки и других деталей, должна максимально приближаться
к температуре изделия в месте спая, во избежание возникновения разрушающих
напряжений. Перед наборкой стекломассы на металлическую баночку, она должна
быть смочена жидким раствором огнеупорной глины, высушена и нагрета до
температуры 400 - 450ºС.
Затем изделия передаются на отжиг (печь отжига
«АNTONINI»).
Отжиг изделий ведут для устранения разрушающих
напряжений, возникающих в процессе выработки.
Процесс отжига включает следующие стадии:
предварительный нагрев до высшей температуры
отжига;
выравнивание температуры стекла по всему объему
изделий;
медленное охлаждение от высшей температуры до
низшей;
быстрое охлаждение от низшей температуры отжига
до температуры окружающей среды.
При отжиге не допускается попадания холодного
воздуха в камеру. Изделия на входе печи отжига располагаются на сетке рядами,
обеспечивая условия симметричного отжига, толстостенные изделия кладут на
асбестовый или металлический лист. Заданный температурный режим отжига изделий
может изменяться в зависимости от ассортимента продукции. Качество отжига
определяется согласно требованиям ГОСТ 30407-96.
Для отрезки и отопки края стеклоизделий на
заводе применяется отопочная машина типа «БИБЕЙК» R 40T.
Прессованные изделия сортируют по качеству
стекломассы и выработки по выходу из печи отжига согласно ГОСТ 30407-96. Далее
изделия транспортируют на обработку. На обработку направляются изделия
отсортированные по качеству стекломассы, выработки и отрезки согласно ГОСТ
30407-96. Для транспортировки изделия аккуратно улаживают в ячеистую тару или
заворачивают в бумагу для исключения повреждения поверхности.
Шлифовка края. Шлифовку края изделий в цехах
обработки и выработки производят на станках Ш - 1 с использованием
синтетических алмазов. Шлифовку края ваз для цветов производят на станке для
заправы края крупных изделий в 2 этапа:
грубая шлифовка;
тонкая шлифовка (дистировка).
Изделия типа пепельниц, ваз для фруктов
заправляют на чугунных шайбах с использованием шлиф-порошка, песка.
Фацетирование наружного и внутреннего края
заключается в снятии полости стекла с наружного и внутреннего края. Для
фацетирования применяются станки типа САГ-1.
Технологическая схема обработки прессованных
изделий с доработкой алмазной гранью:
Получение со склада
Разметка
Дистировка граней
Нанесение дополнительной алмазной разметки
Фацетирование
Мойка
Укладка в коробки
Подача на химполировку
Укладка в кассеты
Химполировка
Укладка в коробки
Доработка рисунка матовой гранью
Мойка
Передача на сортировку
Сортировка
Упаковка
Сдача на склад готовой продукции
В процессе обработки изделий алмазной гранью на
их поверхность наносятся рисунки согласно образца-эталона (мельницы, звездочки,
оптические яки, и т.д.).
Для нанесения алмазных граней используют станки
типа САГ и высокоточные станки ШАГ-1 и ШАГ-2. Основным узлом станков для
нанесения алмазных граней является шлифовальный круг, укрепленный на шпинделе,
приводящийся во вращение электродвигателем. Частота вращения может составлять
от 350 до 5000 об/мин. Отличительной чертой станков последних модификаций
(ШАГ-1, ШАГ-2) является то, что их шлифовальная головка крепится на
аэростатических опорах. Это дает возможность использовать большую частоту
вращения шпинделя, а максимальные отклонения вращения шпинделя от плоскости
вращения при этом не превышают 0,004 мм.
Технологический процесс химической полировки
должен обеспечивать качественную обработку поверхности стеклоизделий после
шлифования в соответствии с ГОСТ 30407-96 «Посуда и декоративные изделия из
стекла».
Процесс химической полировки включает следующие
операции:
подготовка изделий к полировке;
подготовка рабочих растворов;
полировка стеклоизделий.
Химическая полировка стеклоизделий
осуществляется в растворах плавиковой и серной кислот или серной кислоты и
бифторид-фторид аммония.
Процесс химической полировки состоит в
поочередном погружении изделий в ванну с полирующей смесью и в ванну с
проточной горячей водой для удаления солей с полирующей поверхности.
Установка для химической полировки хрустальных
изделий фирмы Нойтра состоит из:
щита управления для ввода программы процесса
химической полировки и управление им в автоматическом режиме;
полировальной цилиндрической волны с приводным
механизмом;
промывочной ванны с приводным механизмом;
резервуаров для: полирующей смеси, промывочной
жидкости, промывочной воды.
отстойников, регенераторов;
системы подачи и дозировки кислот.
Процесс полировки осуществляется в полировальной
ванне закрытого типа, куда попеременно подается полировальный раствор и
промывочная жидкость (сернокислотная). Передвижение кассет осуществляется
электротельфером. Продолжительность процесса полировки 40-50 мин.
Подготовка изделий к полировке. Изделия,
предназначенные для полировки, укладываются в кассеты из винипласта в
индивидуальные ячейки, предотвращающие их соприкосновение друг с другом, чтобы
с изделий могла стечь вся полировальная жидкость. Изделия должны свободно
входить в ячейки и не иметь плотных контактов со стенками. Перед полированием изделия
в кассетах предварительно промывают горячей водой (40-50ºС)
для удаления с поверхности абразивного шлама, жировых и масляных пятен, а также
во избежании растрескивания изделий во время полирования и предупреждения
охлаждения ими рабочих растворов.
Подготовка рабочих растворов (приготовление
свежих или корректировка отработанных) производится непосредственно в рабочих
ваннах с помощью дозировочных линеек, мешалок для перемешивания. Нагрев и
поддержание нужной температуры рабочих растворов производится от
теплообменника, установленного в ванне.
Заполнение ванн компонентами полирующих
растворов производится в следующей последовательности: отмеряется необходимое
количество воды к ней в 2-3 приема добавляется плавиковая кислота при
непрерывном перемешивании, затем небольшими порциями добавляется требуемое
количество серной кислоты.
В первые 5-10 циклов полировки время выдержки
задается в пределах 2-5 с, в следующие 5-10 циклов 10-20 с, а остальные циклы -
40-60 с. После каждой выдержки в полирующем растворе изделия промывают в
водяной ванне. Продолжительность промежуточной промывки 20-30 с. Время выдержки
для стекания жидкости определяется в зависимости от способа укладки изделий в
корзины или кассеты и составляет 6-18 с.
Для декорирования изделий используют препарат
жидкого золота, марки GG 1026-12% Ident-Nr88003708 и препарат «Палладий
блестящий ГП 3000». После отводки производят обжиг стеклоизделий. Хранят
декорированные изделия в сухом помещении, относительная влажность воздуха
55-60%, температура 18-24ºC.
Контроль качества вырабатываемых изделий
осуществляется на всех промежуточных стадиях производства.
На изделия из свинцового хрусталя наклеивают
этикетки из фольги с указанием на ней массовой доли оксида свинца. В маркировке
потребительской или транспортной тары применяют бумажную этикетку, содержащую
информацию: товарный знак; наименование изделия артикул; количество изделий в
единице упаковки; номер контролера и упаковщика; обозначение настоящего
стандарта; знак соответствия или номер сертификата соответствия для
сертифицированной продукции; манипуляционный знак «хрупкое - осторожно».
Транспортную маркировку наносят на транспортную
тару.
Пакуют только чистые, в сухом виде, изделия.
Изделия пакуют в потребительскую и транспортную
тару (картонные коробки). Клеят на дно коробки штрих-код. Нанесение штриховых
кодов должно соответствовать СТБ 1146-99.
2.4 Расчет материального баланса
Расчет материального баланса выполнен на годовой
выпуск продукции в натуральном выражении.
0=12∙334=4000
т/год.
Исходные данные для расчета представлены в
таблице 2.7.
Таблица
2.7
Исходные данные для расчета
|
№
|
Наименование
операций
|
Пооперационные
потери
|
Возвратные
потери
|
Адрес
возврата
|
|
1
|
Упаковка
и хранение
|
2
|
95
|
10
|
|
2
|
Транспортировка
на упаковку
|
2
|
95
|
10
|
|
3
|
Химполировка
|
2
|
95
|
10
|
|
4
|
Транспортировка
на химполировку
|
2
|
95
|
10
|
|
5
|
Обработка
алмазной гранью
|
6
|
95
|
10
|
|
6
|
Транспортировка
на обработку
|
2
|
95
|
10
|
|
7
|
Отжиг
|
6
|
95
|
10
|
|
8
|
Транспортирование
на отжиг
|
2
|
95
|
10
|
|
9
|
Формование
|
12,5
|
95
|
10
|
|
1
|
Хальмование
|
0,5
|
0
|
-
|
|
1
|
Угар
|
11,66
|
0
|
-
|
Основная технологическая схема выглядит
следующим образом:
Варка
Формование
Транспортирование в печь отжига
Отжиг
Транспортирование на обработку
Обработка алмазной гранью
Транспортирование на химполировку
Химполировка
Транспортирование на упаковку
Упаковка и хранение
Расчет выполнен по формуле
j=Hj-1
- S+Rj, (2.2)
где Н - количество материала, перерабатываемого
на данной операции, т.- потеря продукта на операции.- сумма возврата материалов
с предыдущей операции на текущую; S=0 если возврата нет на данной операции, т.
Потери на каждой стадии
j=(Hj-1∙Pj)/100
- Pj, (2.3)
где Pj - величина потерь на данной
операции,%.
Величина возврата с каждой операции
j=Rj∙Bi/100,
(2.4)
где Bj - норма возврата потерь,%.
Проводим расчеты последовательно для каждой
операции.
1. Упаковка
и хранение
1=4000∙2/98=81,63
т/год.
Н1=4000+81,63=4081,63 т/год.1=81,63
∙ 0,95=77,548 т/год.
2. Транспортирование
на упаковку
R2=4081,63∙2/98=83,29 т/год.
Н2=4081,63+83,29 =4164,92 т/год.2=83,29
∙0,95=79,12 т/год.
3. Химполировка
3=4164,92
∙2/98=84,99 т/год.
Н3=4164,92 +84,99=4249,91 т/год.3=84,99∙
0,95=80,74 т/год.
. Транспортировка на химполировку
4=4249,91∙2/98=86,73
т/год.
Н4=4249,91+86,73=4336,64 т/год.4
=86,73 ∙0,95=82,39 т/год.
. Обработка алмазной гранью
5=4336,64
∙6/94=276,80 т/год.
Н5=4336,64 +276,80 =4613,45 т/год.5=276,80
∙0,95=262,96 т/год.
. Транспортирование на обработку
6=4613,45
∙ 2/98=94,15 т/год.
Н6=4613,45 +94,15 =4707,6 т/год.6=94,15
∙0,95=89,44 т/год.
. Отжиг
7=4707,6
∙6/94=300,49 т/год.
Н7=4707,6 +300,49=5008,09т/год.7=300,49∙0,95=285,46т/год.
. Транспортирование на отжиг
8=5008,09∙2/98=102,205
т/год.
Н8=5008,09+102,205 =5110,29 т/год.8=102,205∙0,95=97,09т/год.
. Формование
9=5110,29
∙12,5/98=651,82 т/год.
Н9=5110,29 +651,82=5762,11т/год.9=651,82
∙0,95=619,23 т/год.
. Хальмование
10=5762,11
∙0,95/99,5=55,015 т/год.
Н10=5762,11 +55,015=5817,12 т/год.
∑S=77,548+79,12+80,74+82,39+262,96+89,44+285,46+97,09+619,23=
=1673,978 т/год.
Количество стекломассы навариваемой из шихты
М (Н10 - ∑S)= 5817,12 -1673,978
=4143,14т/год.11=4143,14 ∙11,66/88,34=546,85 т/год.
Н11=4143,14 +546,85 =4689,99 т/год.=∑Ri=81,63+83,29+84,99+86,73+276,80
+94,15 +300,40 +102,205
+651,82 +
+55,015 +546,85 =2363,88 т/год.
Результаты расчета баланса приведены в таблице
2.9.
Таблица
2.8
Материальный баланс
|
Приход
|
кг
|
Расход
|
кг
|
|
Шихта
Возвратный бой
|
4689,99
1673,978
|
Готовая
продукция Технологические потери и угар
|
4000
2363,88
|
|
Итого
6363,88
|
Итого
6363,88
|
Корректировка содержания боя в стекломассе в
соответствии с заданным соотношением боя и шихты в настоящем производстве
составляет:
=1673,99∙100/4689,99=35,69%, что выше
заданного (а заданное 30%).
Расчет материального баланса обработки сырья
выполнен для следующей схемы:
Сырьевые материалы
Транспортировка
Хранение и дозировка
Смешение и увлажнение
Подача и загрузка в печь
Пооперационные потери представлены в таблице
2.10
Таблица
2.9
Послеоперационные потери
|
№
|
Наименование
операции
|
Потери,%
|
|
1
|
Подача
и загрузка в печь
|
0,5
|
|
2
|
Смешение
и увлажнение
|
0,2
|
|
3
|
Хранение
и дозировка
|
0,2
|
|
4
|
Транспортировка
|
0,3
|
1. Подача
и загрузка в печь
1=0;1=5199,74∙0,5/99,5=26,13
т/год
Н1=5199,74+26,13=5225,87 т/год
2. Смешение
и увлажнение
2=0;2=5225,87
∙0,2/99,8=10,47 т/год
Н2=5225,87 +10,47 =5236,34 т/год
. Хранение и дозировка
3=0;3=5236,34
∙0,2/99,8=10,49т/год
Н3=5236,34 +10,49=5246,83т/год
. Смешение и транспортировка
4=0;4=5246,83∙0,3/99,7=15,79
т/год
Н4=5246,83+15,79 =5262,60 т/год
Таблица
2.10
Количество сырьевых материалов на 100 кг шихты
|
Наименование
сырьевого материала
|
Количество,
кг.
|
|
Песок
кварцевый
|
51,899
|
|
Сода
кальцинированная
|
1,519
|
|
Селитра
натриевая
|
2,438
|
|
Селитра
калиевая
|
7,597
|
|
Кислота
борная
|
1,625
|
|
Белила
цинковые
|
0,89
|
|
Сурик
свинцовый
|
21,457
|
|
Поташ
|
12,279
|
|
Оксид
мышьяка
|
0,297
|
|
∑
|
100
|
Годовое количество обработанных материалов
получим следующим образом:
,60 - х,
кг - 51,899 кг,
х=2731,24 т, кварцевого песка.
,60 - х,
кг - 1,519 кг,
х=79,94 т, соды кальцинированной.
,60 - х,
кг - 2,438 кг,
х= 128,30 т, селитры натриевой.
,60 - х,
кг - 7,597 кг,
х= 399,80 т. селитры калиевой.
,60 - х,
кг - 7,597 кг,
х=85,52 т, борной кислоты.
,60 - х,
кг - 0,89 кг,
х= 46,84 т, цинкового белила.
,60 - х,
кг -21,457кг,
х=1129,196 т, свинцового сурика.
,60 - х,
кг - 12,279 кг,
х=646,19 т, поташа.
,60 - х,
кг -0,297кг,
х=15,63 т, оксида мышьяка.
Таблица
2.11
Потребность в обработанных сырьевых материалах
|
Сырьевые
материалы
|
Производительность,
т
|
|
Годовая
|
Суточная
|
Сменная
|
Часовая
|
|
Кварцевый
песок
|
2731,24
|
10,67
|
5,335
|
0,667
|
|
Сода
кальцинированная
|
79,94
|
0,31
|
0,155
|
0,019
|
|
Поташ
|
646,19
|
2,52
|
1,26
|
0,157
|
|
Селитра
калиевая
|
399,80
|
1,56
|
0,78
|
0,097
|
|
Борная
кислота
|
85,52
|
0,334
|
0,167
|
0,020
|
46,84
|
0,18
|
0,09
|
0,011
|
|
Сурик
свинцовый
|
1129,196
|
4,41
|
2,205
|
0,2756
|
|
Селитра
натриевая
|
1
128,30
|
0,5
|
0,25
|
0,031
|
|
Оксид
мышьяка
|
15,63
15,63
|
0,061
|
0,030
|
0,0038
|
.5 Расчет и подбор оборудования
.5.1 Расчет и подбор бункеров
Расчет бункера сводится к определению его объема
и высоты при заданном расходе материала.
Объем бункера Vб,м3,
определяется по формуле
б=(GрÌτ)/(γнÌφ),
(2.5)
где Gр- часовой расход материала,
т/ч,
τ - срок хранения, ч,
γн -
насыпная плотность материала, т/м3,
φ - коэффициент
заполнения бункера, равный 0,85-0,9.
Рассчитаем объем бункера
пес.кв.=0,48Ì12/1,7Ì0,9=3,8
м3.
Рассчитаем бункер для кварцевого песка.
Принимаем бункер следующей конфигурации: в сечении квадрат со стороной а=1,6 м,
с пирамидальной нижней частью с углом наклона днища 55º.
Размеры
выгрузочного отверстия принимаем равным 0,4x0,4 м [10].
Объем такого бункера V, м3,
выражается формулой
=HÌa2+h(a2+ab+b2)/3,
(2.6)
где H - высота призматической части бункера, м;-
сторона призматической части, м;- высота пирамидальной части бункера, м;-
сторона пирамидальной части, м.
Высота пирамидальной h, м, определяется по
формуле
=kÌtgα,
(2.7)
где h=(а-b)/2;
=(1,6-0,4)/2=0,6;=0,6Ìtg55=0,86
м.
Найдем объем пирамидальной части
пир.=0,86Ì(0,16+0,64+2,56)=2,9
м3.
Объем призматической части бункерапризм.=Vобщ.-Vпир.
(2.8)цил.=3,8-2,9=0,9 м3.
Тогда ее высота составит
=0,9/1,62=0,35 м.
На предприятии в составном цехе стоят бункера 3
м3.
.5.3 Расчет и подбор конвейера
Расход шихты Q=0,54 т/ч, Lн=18 -
длина наклонной части, Lr=20 м - длина горизонтального участка,
высота подъема H=4м; угол естественного откоса - 30˚, скорость движения
ленты v=1,25м/с. Принимаем верхний желобчатый трехроликовый опорный ленточный
конвейер с углом наклона 30˚.
Определяем угол наклона β
наклонного участка конвейера из соотношения
β=H/ Lн (2.9)
sin β=4/18=0,22;
β
= 12,84˚,
То есть меньше допускаемого угла наклона
конвейера β = 15 - 20˚.
Требуемая ширина конвейерной ленты для
транспортировки кварцевого песка в расходные бункера В, мм, определяется по
формуле:
 , (2.10)
, (2.10)
где Q - производительность
конвейера, т/ч;
v - скорость ленты, м/с;
ρ - насыпная
плотность шихты, т/м3;- коэффициент, зависящий от угла естественного
откоса груза;β
-
коэффициент, зависящий от угла наклона конвейера.
Находим ширину конвейерной ленты
В=1,1  = 0,1 м.
= 0,1 м.
Выбираем ленту общего назначения
шириной 400 мм типа 3 класса прочности С с тремя тяговыми прокладками
прочностью 100 Н/мм.
С учетом условий работы выбираем
ленту общего назначения 4, класс прочности С, с шириной 200 мм, с 2 тяговыми
прокладками, номинальная прочность 55 Н/мм на 1 мм ширины, максимально
допустимая рабочая нагрузка кр=6 Н/мм с толщиной рабочей обкладки  , а
нерабочей
, а
нерабочей  .
.
Погонная масса вращающихся частей
роликов: рабочей ветви  , холостой
, холостой  .
.
Погонная нагрузка от движущихся
частей конвейера определяем как
 (2.12)
(2.12)

Тяговую силу конвейера определяем,
как
 , (2.13)
, (2.13)
где w - коэффициент сопротивления,
w=0,04;гор - проекция конвейера на горизонталь
Lгор=LHcos +Lг=18cos12,84+20=37,55
м;
+Lг=18cos12,84+20=37,55
м;
- высота подъема груза, м;k
- коэффициент, учитывающий конструктивные и геометрические особенности
конвейера:
 , (2.14)
, (2.14)
где к1=1,1; к2=1,04;
к3=1,0; к4=1,0; к5=1,0.
 .
.
Максимальное статическое натяжение
ленты прямолинейных конвейеров
 , (2.15)
, (2.15)
где ks=1,575.
 .
.
Проверяем минимальное необходимое
число тяговых прокладок в лете
 , (2.16)
, (2.16)
 ,
,
что менее принятого z=2.
Наименьший диаметр приводного
барабана определяем по формуле
 , (2.17)
, (2.17)
где k=140.

Выбираем ближайшее значение Dп.б.
из номинального ряда: Dп.б.=315 мм.
Правильность выбора диаметра
приводного барабана проверяется по давлению между конвейерной лентой и
барабаном из условия
 (2.18)
(2.18)
где [P] - допустимое среднее
давление между лентой и барабаном, Па, [P]=(1-1,1)∙105;-
коэффициент сцепления между лентой и барабаном,
 - угол обхвата барабана.
- угол обхвата барабана.
 .
.
,315 0,096 - условие выполняется, значит
расчет верен. Диаметр натяжного барабана определяем из условия
0,096 - условие выполняется, значит
расчет верен. Диаметр натяжного барабана определяем из условия

Частота вращения вала приводного
барабана
 (2.19)
(2.19)
 .
.
Требуемая мощность на приводном валу
конвейера определяем, как
 , (2.21)
, (2.21)
где  - КПД барабана,
- КПД барабана,  .
.
 .
.
Мощность двигателя для привода
конвейера рассчитываем по формуле
 , (2.22)
, (2.22)
где кз - коэффициент
запаса кз=1,1-1,35;
 - КПД передач от двигателя к
приводному валу
- КПД передач от двигателя к
приводному валу  .
.
 .
.
.5.4 Расчет и подбор смесителя шихты
Определяющим параметром при выборе смесителя
шихты служит объем загружаемой шихты. Количество загружаемой в смеситель шихты
берется из материального баланса.
Объем загружаемой шихты Vш, м3,
найдем из соотношения
ш
= Мш / z, (2.9)
где Мш - масса загружаемой в
смеситель шихты, т;- насыпная плотность шихты, т/м3.
ш
= 0,500 / 1,7 = 0,3 м3
Принимаем к установке смеситель шихты TNZ фирмы
«TEKA», Германия.
Техническая характеристика:
Объем загружаемой шихты, м3 - 1.
Длительность полного цикла, мин - 3.
.5.10 Подбор печи отжига
Определение количества леров производим с учетом
того, что суточная производительность составляет 12 т/сут.
В соответствии с этим выбираем конвекционную
печь непрерывного действия Antonini L07W 180/45/23 производительностью 45,6
т/сут, со скоростью до 0,4 м/мин. Общая длина лера 15,75 м, ширина - 1,9 м,
высота тоннеля 0,45 м. Принимаем к установке следующее число леров: N=12/45,6≈2.
.6 Расчет складов сырья и готовой
продукции
Расчет склада сырьевых материалов сводится к
определению площади занимаемой хранящимися сырьевыми материалами, с учетом
площади проходов и проездов (50% от площади занимаемой сырьем) [13].
Кварцевый песок поступает на
предприятие в затаренном виде в мешках массой 1000 кг. Размер мешка 1,2  1,2 м. Так
как в сутки требуется 4370 кг кварцевого песка это 5 мешков, а норма запаса 15
суток, то рассчитаем количество мешков с учетом запаса
1,2 м. Так
как в сутки требуется 4370 кг кварцевого песка это 5 мешков, а норма запаса 15
суток, то рассчитаем количество мешков с учетом запаса
·5=75 мешков.
Один мешок занимает площадь равную
F= 1,2·1,2=1,44 м2, следовательно 75 мешков займут площадь равную
F=1,44·75=108 м2.
Сода кальцинированная поступает на
предприятие в мешках массой 50 кг. Так как в сутки требуется 126 кг соды это
126/50=3 мешков, а норма запаса 15 суток, то рассчитаем количество мешков с
учетом запаса 15·3=45 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую содой кальцинированной F=45·1,8/20=4,05 м2.
Поташ поступает на предприятие в
мешках массой 50 кг. Так как в сутки требуется 1033 кг соды это 1033/50=21
мешкок, а норма запаса 15 суток, то рассчитаем количество мешков с учетом
запаса 15·21=310 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую содой кальцинированной F=310·1,8/20=27,9 м2.
Селитра натриевая поступает на
предприятие в мешках массой 50 кг. Так как в сутки требуется 210 кг соды это
210/50=5 мешков, а норма запаса 15 суток, то рассчитаем количество мешков с
учетом запаса 15·5=75 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую содой кальцинированной F=75·1,8/20=6,75 м2.
Селитра натриевая поступает на
предприятие в мешках массой 50 кг. Так как в сутки требуется 210 кг соды это
210/50=5 мешков, а норма запаса 15 суток, то рассчитаем количество мешков с
учетом запаса 15·5=75 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую содой кальцинированной F=75·1,8/20=6,75 м2.
Селитра калиевая поступаетна
предприятие в мешках массой 50 кг. В сутки требуется 638,4 кг селитры это
638,4/50=13 мешков, а с нормой запаса 15 суток получим 15·13=195 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую селитрой F=195·1,8/20=175 м2.
Борная кислота поступает на
предприятие в мешках массой 1000 кг. В сутки требуется 134 кг борной кислоты
это 0,134 мешка, а с нормой запаса 15 суток получим 0,134·15=3 мешка.
Площадь мешка равна F=1,2·1,2=1,44 м2,
следовательно площадь занимаемая борной кислотой F=3·1,44=4,32 м2.
Цинковые белила поступает на
предприятие в мешках массой 40 кг. В сутки требуется 75,6 кг белил это
75,6/40=2 мешка, а с учетом нормы запаса 15 суток получим 2·15=30 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую белилами F=30·18/20=2,7 м2.
Сурик свинцовый поступает на предприятие
в мешках массой 1000 кг. В сутки требуется 1806 кг сурика это 2 мешка, а с
учетом нормы запаса 15 суток получим 2·15=30 мешков.
Площадь мешка равна F=1,2·1,2=1,44 м2,
следовательно площадь занимаемая глетом F=30·1,44=43,2 м2.
Оксид мышьяка поступает на
предприятие в мешках массой 40 кг. В сутки требуется 25,2 кг оксида это
25,2/40=1 мешка, а с учетом нормы запаса 15 суток получим 1·15=15 мешков.
Мешки укладываются по 20 штук на
деревянный поддон, имеющий площадь F=1,2·1,5=1,8 м2. Рассчитаем
площадь, занимаемую оксидом мышьяка F=15·1,8/20 =1,35 м2.
Таблица
2.12
Данные для расчета склада сырьевых материалов
|
Наименование
материалов
|
Расход
из склада кг/сут
|
Норма
запаса, сут
|
Запас,
кг
|
Площадь
склада, м2
|
|
Песок
кварцевый
|
4370
|
15
|
65550
|
108
|
|
Сода
кальцинированная
|
126
|
15
|
1890
|
4,05
|
|
Поташ
|
1033
|
15
|
15498
|
8
|
|
Селитра
калиевая
|
638,4
|
15
|
957600
|
175,5
|
|
Борная
кислота
|
134
|
15
|
2016
|
4,32
|
|
Цинковое
белило
|
75,6
|
15
|
1134
|
2,7
|
|
Сурик
свинцовый
|
1806
|
15
|
27090
|
43,2
|
|
Селитра
натриевая
|
210
|
15
|
3150
|
6,75
|
|
Оксид
мышьяка
|
25,2
|
15
|
378
|
1,35
|
|
Площадь
занимаемая сырьевыми материалами
|
-
|
-
|
-
|
308
|
|
Площадь
склада с учетом проходов и проездов (50%)
|
-
|
-
|
-
|
482
|
Расчет склада готовой продукции сводится к
определению его площади.
В год выпускается 8670000 шт.
изделий. Каждое изделие упаковывается в отдельную коробочку товарного вида, а
далее по 9 коробочек идет упаковка в коробку размером в см. 404020 (F=0,16 м2).
Рассчитаем количество упаковок требуемых для упаковки продукции выпускаемой в
сутки
/340·9=2833 шт/сут.
Площадь занимаемая упаковками с
учетом 14 дневного запаса готовой продукции и высотой установки упаковок 2 м
(10 рядов)
=2833·14·0,16/10=635 м2.
Общая площадь склада с учетом
проходов и проездов, занимаемых 40% от площади товара
=635·0,4+635=889 м2.
2.7 Контроль качества продукции
В процессе варки стекла контролируются следующие
параметры:
давление газа на подаче в цех, расход газа;
давление воздуха на горение в горелки для
обработки изделий, расход воздуха;
температура газового пространства и стекломассы
в печи;
давление атмосферы печи;
температура отходящих газов;
уровень стекломассы в зоне №1;
давление и расход воздуха для барботажа
стекломассы.
При отклонении технологических параметров выше
или ниже нормативных пределов срабатывает сигнализация и блокировки.
Управление технологическим процессом варки
стекла в стекловаренной печи осуществляется с помощью систем автоматического
регулирования.
Каждый контейнер с годной шихтой снабжается
биркой.
Работники ИЦ осуществляют контроль состава и
свойств стекол с определением контролируемых параметров (химический состав,
плотность, показатель преломления, коэффициент светопропускания, водостойкость)
свинцового хрусталя в соответствии с КК.
Результаты контроля качества заносятся в журнал
анализа стекла.
Операционный контроль продукции визуально
осуществляют рабочие (исполнители операций) и мастер смены в процессе
выполнения технологической операции.
Работники ОТК осуществляют операционный контроль
продукции по технологическим стадиям:
сплошной контроль качества полуфабрикатов на
участках выработки после отрезки колпачка;
сплошной контроль качества обработки верха
изделий.
Контролер ОТК проводит сплошной операционный
контроль на стационарном рабочем месте. Результаты контроля изделий на участке
выработки (полуфабрикатов) и обработки верха изделий (при передаче на следующую
стадию) регистрируются в «Журнале учета выработки и обработки стеклоизделий».
Годные полуфабрикаты направляются на дальнейшую обработку, определенную
образцом - эталоном, ТО на данный вид изделий. Брак изолируется.
Продукцию с законченным технологическим циклом
предъявляет мастер смены или бригадир на приемочный контроль ОТК совместно с
сопроводительными документами, согласно СТП ОП СМК 7.5. Результаты контроля фиксируются:
в журнале приемо-сдаточного контроля;
нанесением личного штампа работника ОТК на
потребительскую и транспортную тару.
в путевке личным штампом работника ОТК.
При получении результатов анализа, превышающих
установленный предел:
по однородности - шихта должна быть отправлена
на дополнительное перемешивание и повторно проанализирована.
по содержанию компонентов - шихта должна быть
откорректирована, перемешена и повторно проанализирована, использовать
откорректированную шихту, дозируя ее к качественной шихте в количестве 15% по
массе.
Приемо-сдаточные испытания (при декорировании
изделий препаратом жидкого золота) производятся согласно ГОСТ 30407. Испытания
проводит контрольный мастер ОТК. Результаты контроля фиксируются в Журнале
приемосдаточных испытаний. Продукция, принятая ОТК транспортируется на СГП.
Выборочный контроль проводится ежесменно
контрольными мастерами ОТК. При выборочном контроле случайно отобранная единица
подлежит контролю по всем параметрам. Если фактическое значение хотя бы одного
параметра единицы выходит за пределы допуска, эта единица выбраковывается, и
тогда контролируют удвоенное количество единиц из данной партии. В случае
повторного обнаружения брака по данному параметру всю партию возвращают
контролеру ОТК на разбраковку. Результаты контроля фиксируются в журнале
выборочного контроля.
Инспекционный контроль продукции осуществляет
заместитель директора по качеству, начальник ОТК. Результаты инспекционного
контроля регистрируются в журнале выборочного контроля. Контроль качества
маркировки, упаковки, хранения готовой продукции;
Контрольный мастер (контролёр) ОТК контролирует
целостность тары, маркировку, согласно ГОСТ 30407-96. Маркировка наносится на
картонный ящик наклеиванием этикетки. Маркировка должна быть прочной, разборчивой.
Периодический контроль хранения готовой
продукции на складах осуществляется работниками ОТК не реже 1 раза в квартал. В
случае выявления нарушений при организации складирования и хранения готовой
продукции составляется акт согласно СТП СМК 4.2.3-03, который утверждается
заместителем директора по маркетингу РБ или заместителем директора по ВЭС.
Порядок проведения контроля соблюдения
технологической дисциплины в цехах основного производства проводится согласно
графика. Результаты контроля оформляются актом в соответствии с СТП СМК
4.2.3-03.
По результатам проверок руководители
подразделений определяют мероприятия для устранения отклонений и нарушений
технологической дисциплины.
Сертификационные испытания продукции проводятся
в рамках Национальной системы сертификации Республики Беларусь.
Инспекционный контроль декларированной продукции
предприятия осуществляется не реже 1 раза в год. Результаты контроля отражаются
в актах проверки.
В соответствии с требованиями ТИПА на продукцию
сторонними организациями проводятся испытания на допустимую миграцию вредных
веществ, выделяющихся из стеклянных изделий, контактирующих с пищевыми
продуктами, и определение удельной активности естественных радионуклидов.
Испытания проводятся в аккредитованных
лабораториях с оформлением протоколов испытаний.
Заключение по проекту
Курсовая работа включает в себя аналитический
обзор патентно-информационных источников для выбора более рационального состава
стекла.
В качестве ассортимента выпускаемой продукции
выбрана сортовая посуда для розлива, хранения и транспортировки пищевых
продуктов.
Большинство предприятий используют как
механизированный способ производства, как самый оптимальный вариант и ручной,
более трудоемкий.
В курсовой выполнен расчет шихты процесса
производства сортовой посуды, подобрано основное и вспомогательное техническое
оборудование.
В технологическом разделе приведен наиболее
востребованный ассортимент продукции; был выбран и обоснован состав
хрустального стекла; приведена технологическая схема производства.
В разделе по охране труда приведен анализ
наиболее опасных и вредных производственных факторов при подготовке сырьевых
материалов, производстве хрустальных изделий и их обработке, разработаны
мероприятия по их устранению, приведены мероприятия по охране окружающей среды.
Перечень графического материала
1. Технологическая
схема производства сортовой посуды. БГТУ 00.01. ТХ. Формат А1.
2.
План цеха на отм. +6,000 М:100. Лист2 БГТУ 02.00.ТХ. Формат А1.
.
Разрез цеха М 1:100. Лист 3 БГТУ 00.03 ТХ формата А1.
Список использованных источников
1.
Гулоян, Ю.А. Производство стеклянной тары / Ю.А. Гулоян, В.Д Казаков, В.Ф.
Смирнов. - М: Легпромбытиздат, 1986. - 263 с.
2.
Бобкова, Н.М. Теоретические основы стеклообразования. Строение и свойства
стекол: учеб. Пособие / Н.М. Бобкова.- Мн: БГТУ, 2003.-132 с.
.
Юдин, Н.А. Технология стеклотары и сортовой посуды./ Н.А. Юдин, А.И.
Запорожский. - М.: Высшая школа, 1970. - 256с
4.
Терещенко, И.М. Оборудование для хранения и транспортирования сырьевых
материалов и стекольных шихт: учебно-методическое пособие по курсу
“Оборудование стекольных предприятий” для студентов специальности 1-48 01 01 /
И.М. Терещенко. - Мн.: БГТУ, 2004.-69 с.
.
Белова, Н.И. Охрана окружающей среды / Н.И. Белова. - М.: Химия, 2001. - 103 с.
.
Чехов О.С. Вопросы экологии в стекольном производстве / О.С. Чехов. - М.:
Легпромиздат, 1990. - 240 с.