Решітчаста конструкція 'Ферма'
Решітчаста конструкція "Ферма"
1. Решітчасті
конструкції
Решітчасті конструкції,
що працюють на згин, називаються фермами. Ферми складаються з окремих стрижнів,
з'єднаних у вузли, і утворюють геометрично незмінну систему. Якщо ферма в цілому
працює на згин, то в її конструктивних елементах виникають тільки повздовжні
зусилля стиску або розтягу. Це дозволяє більш раціонально використовувати
матеріал (метал) порівняно з балками. Ферми економічніші за витратами металу,
але більш трудомісткі у виготовленні. Тому їх використовують для перекриття
великих прогонів при відносно невеликих навантаженнях.
Ферма складається з
трьох основних конструктивних елементів: верхнього та нижнього поясів і
решітки. Остання складається із розкосів і стійок. Віддаль між вузлами решітки
ферми називається панеллю, а віддаль між її опорами - прогоном.
Ферми класифікуються за
такими ознаками:
призначенням - ферми
мостів, покриття (стропильні, підстропильні), транспортні естакади,
гідротехнічні затвори, вантажопідйомні крани;
профілем окреслення
поясів - ферми з паралельними поясами, полігональні, арочні, трикутні.
Окреслення поясів визначається призначенням ферми та прийнятої конструктивної
схеми всієї споруди;
системою решітки - ферми
з трикутною решіткою і трикутною з додатковими стійками.
Найчастіше у фермах
застосовують просту у виконанні трикутну решітку. Додаткові стійки ставлять
тоді, коли в місцях їх розташування прикладаються зосереджені сили або виникає
необхідність у зменшенні довжини панелі верхнього стиснутого пояса. В розкосій
решітці всі розкоси мають зусилля одного знаку, а всі стійки - протилежного.
Шпренгельну решітку застосовують у випадку частішого прикладання зосереджених
сил до верхнього пояса. Хрестоподібну решітку у фермах використовують при двобічному
навантаженні. Решітки ромбічні й напіврозкриті застосовують рідко, в основному
в конструкціях з великими поперечними силами.
За видом статистичної
схеми ферми бувають нерозрізаними, розрізаними та консольними. Залежно від
зусиль в елементах ферми їх поділяють на легкі (прогоном до 50 м і найбільшим
зусиллям у поясах Nmax = 5000 кН) й важкі; за конструктивним рішенням - на
звичайні, комбіновані та з поперечним напруженням.
За видом статистичної
схеми ферми бувають нерозрізаними, розрізаними та консольними. Залежно від
зусиль в елементах ферми їх поділяють на легкі (прогоном до 50 м і найбільшим
зусиллям у поясах Nmax = 5000 кН) й важкі; за конструктивним рішенням - на
звичайні, комбіновані та з поперечним напруженням.
Найчастіше у перерізах
елементів ферм використовують спарені кутники. Комбінуючі перерізи з
рівнобічних і нерівнобічних кутників, з'єднуючи їх малими і великими поличками,
можна одержати переріз, рівностійкий в обох площинах, який добре працює на
повздовжню силу.
Такі ферми можна
використовувати для перекриття різних прогонів. Уніфіковані ферми мають прогони
18 м, 24, 30 і 36 м. типи перерізів.
Стропильні ферми
працюють при статичному навантаженні. В якості стрижнів використовують головним
чином прокатні і в меншій мірі гнуті замкнуті зварні профілі й труби. В
загальному об'ємі виробництва до 90% становлять ферми з парних прокатних
кутників. Стрижні у вузлах з'єднують безпосередньо або за допомогою допоміжних
елементів, головним чином дуговим зварюванням. Перспективним є застосування
контактного зварювання.
При збиранні ферм
особливу увагу приділяють правильному центруванню стрижнів у вузлах, що
запобігає появі моменту гнуття, не врахованих розрахунками. У випадку складових
елементів їх спільна робота забезпечується встановленням прокладок.
Конструкції стропильних
ферм з поясами із широкополичкових таврів порівняно з типовими фермами із
кутників виготовляти легше при меншій трудомісткості і вартості.
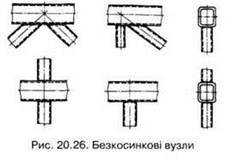
Часом вдається кріпити
решітку безпосередньо до пояса без косинок.
У цьому вузлі елементи
прикріплені до верхнього пояса ексцентрично. Таке розцентрування допустиме
завдяки малим зусиллям у примикаючих розкосах і недонапруженню потужного
верхнього пояса цієї панелі. Трудомісткість при виготовленні ферми із поясами з
таврів знижується внаслідок зменшення кількість деталей і скорочення довжини
зварних швів.
Доцільно, щоб
конструкція вузлів стропильних ферм з поясами із таврів і решіткою з парних
кутників дозволяла повністю розчленити операції спочатку збирання, потім
зварювання. Кінці кутників, розкосів рекомендується зміщувати для цієї мети
вздовж осі розкосу на віддаль а1, а2, a3 щодо парних їм кутників. Останні
розташовуються з другого боку косинки так, щоб розробка етика шва, який
приварює вузлову косинку до стінки поясного тавра, була доступною для
зварювання після збирання. При цьому підварювання кореня етика шва з
протилежного боку виконують тільки на ділянках, вільних від кутників розкосу.
Масу ферми можна
зменшити за рахунок трубчастих профілів. Але для труб круглого перерізу
безпосереднє з'єднання у вузлі дуже трудомістке.
Іноді кінці труб
відносно невеликих діаметрів сплющують, що спрощує їх з'єднання у вузлах
дуговим зварюванням. Значно простіше з'єднувати у вузлах труби прямокутного або
квадратного перерізу. У цьому випадку вузли можна формувати без косинок.

Плоскі ферми збирають по
копіру або в пристроях. Метод копіювання полягає в тому, що за розміткою
виготовляють одну напівферму, яка є копіром, і закріплюють її на стелажі. По
ній ведуть збирання робочої напівферми, розкладають усі деталі дзеркально і
з'єднують їх між собою дуговим зварюванням прихватками довжиною 30-40 мм. Потім
напівферму знімають з копіру і приєднують деталі, яких невистачає.

Схема збирання ферми по
копіру: а - перша зібрана по копіру ферма, переріз якої складають одиночні
кутники (вона є копіром) б - при збиранні деталі 2 кожної чергової ферми
розкладають і суміщують із деталями 1 копірної ферми; в-приварювання парних
кутників 3, яких не вистачає
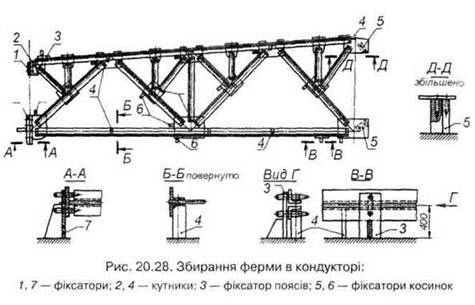
При виготовленні великої
кількості ферм їх поелементно збирають і зварюють у пристроях - кондукторах.
Показана схема кондуктора, який змонтований на базі плити для збирання. За
розміткою геометричної схеми ферми, відповідно до креслень настройки
кондуктора, встановлюють і прихвачують фіксатором 1, 7 опорного вузла, опори 2,
4 кутників, фіксаторів з поясів, фіксатори 5, 6 косинок.
Велика кількість
деталей, які входять до складу ферми, ускладнюють збиральні операції,
призводять до необхідності виконання багатьох дугових швів, по-різному
зорієнтованих у просторі, що вимагає кантування зібраного виробу при
зварюванні. Вузли ферми зварюють покритими електродами або механізованим
дуговим зварюванням у середовищі СО2 суцільним або порошковим дротом.
Зварювання ведуть у нижньому положенні від краю косинки до центра пересічення
осей елементів ферми. Контроль якості складається з візуального огляду та
вимірюванні геометричних розмірів швів.
ферма зварювання газ
з'єднання
2. Метод виконання
Для виготовлення
решітчастої конструкції «Ферми» я взяв такі інструменти як: ножівка по металу,
зубило, рулетку, маркер, молоток, шлакообивач, кутник, щітка по металу,
напилок. Також використав джерело напруги (трансформатор змінного струму),
електроди діаметром 3 мм марки АНО. Для захисту шкіри рук та облича використав
зварювальні рукавиці та маску зварювальника з світлофільтром серії «С» класу 4.
Для виготовлення
решітчастої конструкції «Ферми» я взяв 15 метрів дроту з діаметром 6 мм, потім
я її порівняв, розміряв і відрізав потрібну мені довжину. Спочатку я відрізав 4
відрізки дроту по 105 см і 20 відрізків по 28 см та 24 відрізки по 20 см, взяв
напилок і зачистив кромки. Потім взяв джерело напруги (трансформатор змінного струму),
електроди діаметром 3 мм марки АНО для зварювання вуглецевих сталей.
За базову поверхню взяв
4 найдовші відрізки і 8 відрізків по 20 см і з’єднав шляхом зварювання в
основу, після цього розміряв і через кожен 21 см по прихвачував решту відрізків
по 20 см. Отриману ферму усилив відрізками по 28 см по діагоналі квадрата,
після цього виміряв кутником правильність кутів і позварював. Після цього
відділив шви від шлаку та по зачищав їх напилком. Після візуального огляду
пофарбував.
Висновок
Запровадження нових
способів зварювання, в т.ч. у середовищі захисних газів, під флюсом,
електрошлакового тощо, дозволяє вирішити проблему широкого використання в
промисловості зварних виробів із деталями і складальними одиницями із
спеціальних сталей, кольорових металів та їх сплавів.
Промисловість Україні
випускає значну кількість різних марок електродів для дугового зварювання
конструкцій із вуглецевих, легованих, жароміцних, тепло-, корозіє-, жаростійких
та інших сталей. Випускаються також електроди для відновлювального
зносостійкого наплавлення різних сталей, для зварювання і наплавлення чавуну й
кольорових металів.
Головною вимогою до
зварювання є висока якість з'єднань, тобто досягнення необхідних механічних
властивостей шва і зварного з'єднання при відсутності в них дефектів. Одержання
необхідних механічних властивостей і запобігання виникненню дефектів
забезпечується правильним вибором технології зварювання, що в свою чергу
залежить від підготовки деталей до зварювання, хімічного складу та якості
матеріалів, справності обладнання, а також кваліфікації зварника.
1) І.В. Гуменюк, О.Ф. Іваськів, О.В. Гуменюк «Технологія
електродугового зварювання» 2010.
) А.Г. Ліпкінд, П.І. Гринберг, Ремонт конструкцій, 2008.
3) Малишев Г.А. Довідник технолога, 2009.