Анализ производственно–хозяйственной деятельности и выявление путей повышения эффективности работы ЗАО 'Красный Октябрь'
АННОТАЦИЯ
Данная дипломная работа ________. посвящена
одному из актуальных вопросов в условиях реализации рыночных отношений -
анализу производственно-хозяйственной деятельности и выявление путей повышения
эффективности работы ЗАО ВМЗ « Красный Октябрь» .
Дипломная работа содержит :
Общую часть, где представлена краткая
технико-экономическая характеристика ЗАО ВМЗ « Красный Октябрь» и его основных
цехов, а также роль ВМЗ для сегодняшней российской экономики;
Технологическую часть , где представлены характеристики
оборудования и технологические процессы в прокатном цехе;
Аналитическую часть, где рассматриваются
основные технико-экономические показатели работы ЗАО « Красный Октябрь».,
анализ производства и реализации продукции, анализ трудовых показателей, анализ
себестоимости продукции и финансовое состояние завода на текущий момент;
Проектную часть, в которой выявляются результаты
роста производства прокатной продукции и представлен инвестиционный проект на
основе выявленных резервов (на примере реконструкции Стан -2000);
Кроме того, в дипломной работе уделено внимание
вопросам экологии и охраны труда, рассмотрены меры защиты по охране окружающей
природной среды при помощи технологического вмешательства.
Дипломная работа содержит страниц , из них
Общая часть - 9 страниц
Технологическая часть - 30 страниц
Аналитическая часть - 40 страниц
Проектная часть - 58 страниц
Экология и безопасность труда 40 страниц
В дипломном проекте приведено 57 таблиц, 7
графиков, 20 схем по ходу текста.
Автор дипломного проекта ________________
_____________
Руководитель проекта - проф., к.э.н.
_______________ ______________
Содержание
Введение
. ОБЩАЯ ЧАСТЬ.
.1 Общая характеристика
предприятия ЗАО ВМЗ «Красный Октябрь»
.2 Номенклатура
продукции ЗАО ВМЗ «Красный Октябрь»
.3 Маркетинговая
деятельность ЗАО ВМЗКО
.4 Технико-экономические
показатели производственно-финансовой деятельности ЗАО ВМЗ «Красный Октябрь»
. ТЕХНОЛОГИЧЕСКАЯ
ЧАСТЬ.
.1 Характеристика
оборудования.
.1.1 Схема расположения
оборудования цеха.
.2 Характеристика технологических
процессов в прокатном цехе.
.2.1 Схема технологического
процесса.
. АНАЛИТИЧЕСКАЯ ЧАСТЬ.
.1 Анализ производства и
реализации продукции на ЗАО ВМЗ «Красный Октябрь»
.1.1 Анализ объема
производства продукции
.1.2 Анализ сортамента
продукции
.1.3 Анализ качества
продукции
.1.4 Анализ ритмичности
производства продукции
.1.5 Анализ объема
реализации продукции
.2 Анализ использования
трудовых ресурсов и фонда заработной платы
.2.1 Анализ обеспеченности
предприятия трудовыми ресурсами
.2.2 Анализ использования
рабочего времени
.2.3 Анализ
производительности труда
.2.4 Анализ эффективности
использования трудовых ресурсов
.2.5 Анализ фонда
заработной платы
.2.6 Анализ эффективности
использования фонда заработной платы
.3 Анализ себестоимости
продукции
.3.1 Анализ общей суммы
расходов на производство продукции
.4 Анализ финансовых
результатов деятельности предприятия
.4.1 Анализ состава общей
прибыли
.4.2 Анализ прибыли от
реализации продукции
.4.3 Анализ показателей
рентабельности
. ПРОЕКТНАЯ ЧАСТЬ
.1 Выявление резервов
роста производства продукции
.2 Расчет экономической
эффективности проекта
.2.1 Исходные данные.
.2.2 Расчет технологической
части НТК.
.2.3 Расчет нормативной
части.
.2.4 Организационная
структура.
.2.5 Расчет капитальных
вложений
.2.6 Себестоимость
продукции
.2.7 Расчет затрат на з/п с
отчислениями.
.2.8 Амортизационные
отчисления
.2.9 Затраты на создание
ремонтных фондов
.2.10 Инвестиционные затраты
для реализации проекта.
.2.11 Организация
финансирования
.2.12 Расчет налоговых выплат
.2.13 Налог на прибыль.
.2.14 Расчет движения
денежных средств
.2.15 Эффективность и
устойчивость проекта
.2.15.1 Анализ устойчивости
проекта
.2.15.2 Анализ точки
безубыточности
. ЭКОЛОГИЯ И ОХРАНА
ТРУДА.
.1 Безопасность труда.
.1.1 Краткая характеристика
технологических процессов и оборудования
.1.2 Краткая характеристика
производственных помещений
.1.3 Производственная
санитария
.1.3.1 Вентиляция и отопление
.1.3.2 Освещение
.1.3.3 Санитарно-бытовые
помещения
.1.3.4 Питьевой режим
.1.4 Анализ потенциальных
опасностей и вредностей на проектируемом производстве
.1.5 Меры защиты работников
от воздействия опасных и вредных факторов
.1.5.1 Меры безопасности при
эксплуатации и ремонте оборудования
.1.5.2 Токсикологическая
характеристика используемых и выделяемых в ходе процесса вещества.
.1.5.3 Защита от тепловых
выделений
.1.5.4 Защита от шума,
вибрации, ультразвука
.1.5.5 Защита от
электромагнитных полей лазерных и ионизирующих излучений.
.1.5.6 Электробезопасность
.1.5.7 Пожарная безопасность
.1.6 Производственная эстетика
.1.7 Социальные показатели,
достигаемые после внедрения проекта
.2 Экология
.2.1 Общая характеристика
экологических последствий от внедрения проекта
.2.2 Краткая характеристика
отходов проектируемого производства
.2.3 Пути утилизации
жидких, твердых и газообразных отходов
а) Нейтрализация и очистка сточных
вод. Повторное использование воды
б) Газообразные отходы и их очистка
в) Утилизация твердых отходов
.2.4 Использование
природных и вторичных ресурсов на проектируемом производстве
. Природные ресурсы
. Энергетические ресурсы
.3 Безопасность в
чрезвычайных ситуациях.
.3.1 Определение
чрезвычайных ситуаций
.3.2 Классификация
чрезвычайных ситуаций
.3.3 Меры защиты в условиях
чрезвычайных ситуаций
.4 Принятие решений по
охране окружающей среды
Заключение
Список литературы
1. Общая часть
Тема: Анализ производственно - хозяйственной
деятельности и выявление путей повышения эффективности работы ЗАО «Красный
Октябрь».
Введение
В условиях рыночной экономики целью любого
производства является получение максимально возможной прибыли. В этих условиях
могут осуществлять свою производственно-хозяйственную деятельность(ПХД) только
те предприятия, которые получают от нее наивысший экономический результат. Те
же предприятия, которые работают неэффективно, малорентабельно, тем более
убыточно нежизнеспособны.
Важную роль в обеспечении повышения
эффективности производства играет экономический анализ
производственно-хозяйственной деятельности предприятия, являющийся составной
частью экономических методов управления. Анализ является базой планирования,
средством оценки качества планирования и выполнения плана. В процессе анализа
следует выявлять и включать в работу предприятия резервы производства,
рационального и эффективного использования материальных, трудовых и финансовых
ресурсов, природных богатств.
Поэтому в настоящее время значительно возрастает
роль анализа производственно-хозяйственной деятельности предприятий, основная
цель которого - выявление и устранение недостатков в деятельности предприятий,
поиск и вовлечение в производство неиспользуемых резервов.
Экономическая сущность резервов повышения
эффективности производства состоит в наиболее полном и рациональном
использовании все возрастающего потенциала ради получения большего количества
высококачественной продукции при наименьших затратах живого и овеществленного
труда на единицу продукции.
Для лучшего понимания, более полного выявления и
использования хозяйственные резервы классифицируются по разным признакам.
По пространственному признаку выделяют внутрихозяйственные,
отраслевые, региональные и общегосударственные резервы.
Резервами увеличения, выпуска продукции и
фондоотдачи могут быть ввод в действие неустановленного оборудования, замена и
модернизация его, сокращение целодневных и внутрисменных простоев, повышение
коэффициента сменности, более интенсивное его использование, внедрение
мероприятий НТП.
В представленной дипломной работе будут
рассмотрены результаты производственно-хозяйственной деятельности ЗАО
Волгоградского металлургического завода «Красный Октябрь», расположенном в г.
Волгограде. ЗАО ВМЗ «Красный Октябрь» на протяжении нескольких лет занимается
производством нержавеющих сталей и высококачественных сталей специального
назначения.
Финансовая оценка деятельности предприятия за
2008 - 2010 годы произведена по отчетным документам.
Сравнение и анализ экономических показателей
работы предприятия за 2008 - 2010 годы произведено по нескольким пунктам:
анализ объема производства, реализации и качества продукции; анализ
использования трудовых ресурсов и фонда заработной платы; анализ себестоимости,
прибыли и рентабельности ВМЗ «Красный Октябрь», анализ финансового состояния и
деловой активности предприятия и, наконец, выявление путей повышения
эффективности предприятия. Помимо вышеперечисленного в дипломном проекте
отражены такие аспекты работы предприятия как труд и заработная плата, охрана
труда и техника безопасности.
Тема данной дипломной работы весьма актуальна, в
связи с тем, что для эффективного управления предприятием необходимо грамотное
управление его деятельностью, способности и умение анализировать и принимать
верные решения. Благодаря анализу мы имеем возможность исследовать плановые,
фактические данные, выявлять резервы повышения эффективности производства,
оценивать результаты деятельности, принимать управленческие решения,
вырабатывать стратегию развития предприятия.
Целью данной работы является анализ и разработка
рекомендаций по улучшению производственно-хозяйственной деятельности
организации на основе эмпирического анализа теоретического и практического
материала. Задачами, которые необходимо решить для достижения поставленной
цели, являются:
определить основные показатели
производственно-хозяйственной деятельности предприятия;
охарактеризовать деятельность предприятия и
исследовать его технико-экономические показатели;
проанализировать объемы реализации продукции и
структуру трудового персонала занятых в производстве;
разработать рекомендации по улучшению
производственно-хозяйственной деятельности организации.
Предметом работы является производственно-хозяйственная
деятельность ЗАО Волгоградского металлургического завода «Красный Октябрь».
Для достижения цели и задач данной работы
применялись следующие методы исследования: экономико-статистический метод
обработки информации; сравнительный анализ; анализ нормативных документов и др.
В процессе работы были использованы
бухгалтерские документы (балансы, отчеты о затратах на производство и
реализацию продукции); данные статистической отчетности; плановые и нормативные
документы; статьи в научных журналах, законы, постановления правительства,
статьи периодической печати, схемы и графики. Работа состоит из введения, пяти
глав, заключения и списка литературы.
1. Общая часть
.1 Общая характеристика
предприятия ЗАО ВМЗ «Красный Октябрь»
Закрытое акционерное общество «Волгоградский
металлургический завод «Красный Октябрь» - это одно из крупнейших предприятий
металлургической промышленности, существованию, которого 110 лет.
Волгоградский металлургический завод
"Красный Октябрь" (ВМЗКО) является одним из крупнейших российских
производителей качественного металлопроката специальных марок стали, для
предприятий автомобилестроения и авиационной промышленности, химического,
нефтяного и энергетического машиностроения, нефтегазодобывающей промышленности.
Головное предприятие расположено в городе
Волгограде на расстоянии 8 км от центра города; 0,7 км от реки Волги и 2 км от
железнодорожной станции Ельшанка. На территории завода имеется разветвленная
сеть железной дороги длиной 6 км. Завод имеет собственный причал на берегу
Волги с автомобильной дорогой до завода.
История предприятия насчитывает более ста лет.
Основан завод 30 апреля 1897 года французским акционерным "Уральско -
Волжским металлургическим обществом" на окраине г. Царицына, а в ноябре
1898 г. была пущена первая мартеновская печь.
К 1986 году завод располагал производственным
потенциалом, способным обеспечить в год выплавку стали в объеме 2 млн. тонн,
проката - 1,5 млн. тонн. Его доля составляла 12 % производства качественных
сталей в стране, в т. ч. Нержавеющих сталей -14%, стали электрошлакового
переплава - 52 %.
В 1998 г. открытое акционерное общество
«Волгоградский Металлургический Завод «Красный Октябрь» было признано
банкротом. В 1999 г. ОАО приобрело статус закрытого акционерного общества.
После акционирования предприятие пережило
несколько собственников, в том числе - арбитражное управление в 1998 - 1999
годах.
октября 2003 года компания "Midland
Resources
Holding LTD"
в партнерстве с предпринимателем Игорем Шамисом приобрела 100% акций группы
компаний "Волгоградский металлургический завод "Красный Октябрь
".
В феврале 2007 г 100% акций ЗАО "ВМЗ
"Красный Октябрь" приобрела компания "РусСпецСталъ".
ЗАО "ВМЗ "Красный Октябрь" входит
в холдинг "РусСпецСталь", которое было создано в августе 2006 г. В
состав холдинга входят 4 завода: «Русспецсталь», «Красный Октябрь», «Ступинская
МК», «МК Баррикады».
ЦЕЛЬ ХОЛДИНГА - консолидация и интеграция
разрозненных взаимодополняющих производств спецсталей и спецсплавов в России и
за рубежом путем развития внутрихолдинговой кооперации, максимизации
акционерного капитала, концентрации инвестиционных возможностей.
МИССИЯ ЗАО "РУССПЕЦСТАЛЬ " - создание
металлургического холдинга через консолидацию и развитие активов по
производству специальных сталей и сплавов, а также выпуск из них промышленных
изделий для удовлетворения растущего спроса оборонной, энергетической,
авиационной, автомобильной, судостроительной и прочих стратегических отраслей
промышленности.
Сегодня на ВМЗ "Красный Октябрь " идет
широкомасштабная реконструкция, цель которой - расширение производства
легированных сталей специального назначения.
На заводе разработана и планомерно
осуществляется долгосрочная экологическая программа. Предприятие обладает
полноценной развивающейся инфраструктурой, которая позволяет продекларировать,
что на сегодняшний день "Красный Октябрь"является одним из мощнейших
предприятий в России по производству сталей специального назначения в Южном
Федеральном округе и занимает лидирующее положение в этом секторе рынка в
России и странах ближнего зарубежья. Объём производства составляет 850 000 тонн
стали в год. Численность персонала около 9 000 человек.
1.2 Номенклатура
продукции ЗАО ВМЗ «Красный Октябрь»
ВМЗ «Красный Октябрь» - один из крупнейших
поставщиков качественного сортового и листового металла ответственного
назначения из специальных сталей.
"Красный Октябрь" выпускает более 670
марок стали, в том числе высоколегированные, жаропрочные, коррозийно-стойкие,
подшипниковые, инструментальные, электрошлакового переплава; а также 300
профилей проката.
Предприятие предлагает потребителю следующие
марки стали специального назначения:
· сталь
углеродистая обыкновенного качества и качественная конструкционная,
· сталь
легированная конструкционная,
· сталь
подшипниковая,
- сталь рессорно-пружинная,
- сталь инструментальная легированная, . сталь
теплоустойчивая,
· сталь для
проката повышенной прочности,
· сталь для
сварочной проволоки,
· сталь для
армирования ж/б конструкций
· сталь
высоколегированная коррозийно-стойкая нержавеющая.
Прокатное производство завода выпускает:
· блюмы
различного сечения,
· круглый
прокат,
· катанка,
· толстостенные
трубы,
· шестигранные
прутки,
· лист
горячекатаный,
· лист из
нержавеющих марок стали,
· лист из
углеродистых и легированных марок стали.
·
Виды деятельности ЗАО ВМЗ «Красный Октябрь»:
|
Код
|
Тип
кода
|
Название
деятельности
|
|
-
|
ФМ
Отрасли
|
Черная
и цветная металлургия
|
|
74.13.1
|
ОКВЭД
|
Исследование
конъюнктуры рынка
|
|
70.20.2
|
ОКВЭД
|
Сдача
внаем собственного нежилого недвижимого имущества
|
|
60.24.2
|
ОКВЭД
|
Деятельность
автомобильного грузового неспециализированного транспорта
|
|
52.48.39
|
ОКВЭД
|
Специализированная
розничная торговля прочими непродовольственными товарами, не включенными в
другие группировки
|
|
51.52.21
|
ОКВЭД
|
Оптовая
торговля черными металлами в первичных формах
|
|
27.22
|
ОКВЭД
|
Производство
стальных труб и фитингов
|
|
27.21
|
ОКВЭД
|
Производство
чугунных труб и литых фитингов
|
|
27.17
|
ОКВЭД
|
Производство
холоднокатаного плоского проката без защитных покрытии и с защитными
покрытиями
|
|
27.16.2
|
ОКВЭД
|
Производство
стального горячекатаного листового (плоского) проката
|
|
27.16.1
|
ОКВЭД
|
Производство
стального сортового проката горячекатаного и кованого
|
Выпускаемая заводом металлопродукция проходит
комплекс контрольных испытаний.
В рейтинге пятерки лучших производителей
нержавеющей и спецстали ВМЗ «Красный Октябрь» занимает третье место.
|
1.
ЧМК
|
|
2.
Ижсталь
|
|
3.
ВМЗ Красный Октябрь
|
|
4.
Электросталь
|
|
5.
Златоусовский МЗ
|
Многие марки стали выплавляются методом
электрошлакового переплава. Выпускаемая продукция соответствует отечественным и
зарубежным стандартам и техническим условиям.
1.3 Маркетинговая
деятельность ЗАО ВМЗ « Красный Октябрь»
Холдинг «Русспецсталъ» (РСС) поставляет на рынок
из общего объема производимых в России: 8,7% специальных сталей, 7 %
алюминиевых сплавов, 24,5% жаропрочных сплавов (ЖПС) и т.п.
Продукция экспортируется в 37 стран мира. В
таблице 1.1. представлены процентные показатели реализации продукции на
экспорт.
Таблица 1.1
Региональная структура реализации ЗАО ВМЗКО на
экспорт
|
Регион
|
2009
г. (%)
|
|
Россия
|
51,7
|
|
СНГ
|
10,9
|
|
Европа
|
24,6
|
|
Азия
|
0,6
|
|
Ближний
Восток
|
6,3
|
|
Северная
Америка
|
5,5
|
|
Южная
америка
|
0,4
|
На рисунке 1.1. представлена долевая отгрузка
предприятий Холдинга "РусСпецСталь" в 2009 году по отраслям
потребителей
Рисунок 1.1. Отгрузка предприятий Холдинга
"РусСпецСталь" в 2009 году по отраслям потребителей.
Постоянными партнерами ВМЗ "Красный
Октябрь" (ВМЗКО) являются:
· на
внутреннем рынке - "Волжский трубный завод", "АвтоВАЗ",
"РусТрансКомплект ", "КамАЗ-Металлургия ".
· в странах
СНГ'- "Лугцентрокуз", "Минский тракторный завод",
"МАЗ", "Гомельский завод сельскохозяйственного
машиностроения".
_ в странах дальнего зарубежья - "Magellan
Corp. ", "Klaus
Dee", "Aurora
Griff.
ВМЗ "Красный Октябрь"заключил
соглашение о взаимном сотрудничестве с ВСПКЗ. Новое соглашение с ВСПКЗ позволит
"Красному Октябрю " максимально загрузить мощности стана
"260" сортопрокатного цеха, увеличить численность работающего в нем персонала
и, таким образом, сделать еще один шаг на пути увеличения объемов производства.
Также руководство завода заключило соглашения об
экономическом сотрудничестве сначала с Волжским трубным заводом, а затем с
Волгоградским заводом ТДиН
Таким образом, заручившись поддержкой этих
предприятий, управленческая команда "Красного Октября" начинает
выстраивать с промышленностью региона долгосрочные партнерские отношения,
которые станут залогом успеха металлургического завода в ближайшие годы.
Сформировав портфель заказов от волгоградских
производителей, "Красный Октябрь"преодолеет главный негативный фактор
- отсутствие перспективы загрузки производственных мощностей завода, поскольку
разовые, непостоянные заказы потребителей металлургической продукции вызывали неритмичность
работы ВМЗКО в целом и отдельных его цехов в частности.
Кроме того, увеличение объемов производства и
снижение производственных издержек дадут предприятиям-партнерам реальную
возможность выхода на отечественный и зарубежный рынок с качественной и
конкурентоспособной продукцией.
Сегодня завод «Красный Октябрь» приступил к
реализации крупных инвестиционных проектов, выводящих предприятие на
качественно иной уровень развития. Завод "Красный Октябрь " посетили
представители предприятий "Объединенной судостроительной корпорации".
В ходе визита были рассмотрены пути сотрудничества между ЗАО
"РусСпецСталь" и "ОСК". В рамках соглашения принято решение
о ведении совместных работ в области высоких технологий, сосредоточенных на
проектировании и строительстве кораблей для ВМФ и гражданских судов,
разработке, производстве и применении специальных сплавов и сталей и т.д. Для
знакомства с производственными мощностями "ВМЗКО", были
продемонстрированы сталеплавильные и прокатные мощности предприятия.
1.4 Технико-экономические
показатели производственной деятельности ЗАО ВМЗ «Красный Октябрь»
Целями деятельности ВМЗКО являются расширение
рынка товаров и услуг, а также извлечение прибыли. Рост производства обусловлен
выполнением программы модернизации предприятия, пуском дополнительных
производственных мощностей. Рассмотрим показатели производства и реализации
продукции ВМЗ «Красный Октябрь».
Таблица № 1.2
Технико-экономические показатели
производственной деятельности ЗАО ВМЗ «Красный Октябрь»
|
Показатели
|
Ед.
|
2008
год
|
2009
год
|
2010
год
|
|
Объем
производства стали
|
тыс.т.
|
715
|
732
|
850
|
|
Производство
товарной продукции
|
млр.руб.
|
9,665
|
14,028
|
15,7
|
|
Объем
продаж стали
|
т.
|
719034
|
732292
|
850000
|
|
Выпуск
проката
|
т.
|
468180
|
478876
|
487690
|
|
Объем
производства продукции
|
млрд.руб.
|
9,665
|
14,029
|
17,9
|
|
Объем
реализации продукции
|
млрд.руб.
|
9,57
|
13,98
|
17,8
|
|
Средняя
численность персонала
|
чел.
|
7700
|
7850
|
9300
|
|
Производительность
труда
|
млн.
руб./год
|
1,421
|
2,025
|
2,191
|
|
Прибыль
от реализации продукции
|
млн.руб.
|
|
1482
|
1798
|
|
Рентабельность
продаж
|
%
|
|
11,86
|
11,23
|
|
Фонд
заработной платы
|
млн.руб.
|
|
2390
|
2967
|
|
Начисления
на з/п.
|
млн.руб.
|
|
472
|
474
|
|
Себестоимость
продукции
|
млн.руб.
|
|
12498
|
16002
|
По оценке ЗАО ВМЗ «Красный Октябрь» ,
стоимостный рост выпуска и объема продаж связан с улучшением марочного сортамента
продукции, в частности, с увеличением доли легированных нержавеющих марок
стали, а также сталей и сплавов с особыми свойствами.
Идя в ногу со временем, стараясь полностью
удовлетворите клиентов, создать максимум удобства по размещению заказов, «Красный
Октябрь» выплавляет новые перспективные марки, необходимые для автопрома,
тяжелого машиностроения, ВПК, других отраслей промышленности.
Вывод
. Волгоградский металлургический завод
"Красный Октябрь" (ВМЗКО) является одним из крупнейших российских производителей
качественного металлопроката специальных марок стали, для предприятий
автомобилестроения и авиационной промышленности, химического, нефтяного и
энергетического машиностроения, нефтегазодобывающей промышленности.
С 2007г. ЗАО "ВМЗ "Красный Октябрь"
входит в холдинг "РусСпецСталь",
2. Объём
производства составляет 850 ООО тонн стали в год. "Красный Октябрь"
выпускает более 670марок стали. Продукция экспортируется в 37 стран мира.
3. Постоянными
партнерами ВМЗ "Красный Октябрь" (ВМЗКО) являются:
· на
внутреннем рынке - "Волжский трубный завод", "АвтоВАЗ",
"РусТрансКомплект ", "КамАЗ-Металлургия ".
· в странах
СНГ - "Лугцентрокуз", "Минский тракторный завод",
"МАЗ", "Гомельский завод сельскохозяйственного
машиностроения".
· в странах
дальнего зарубежья - "Magellan
Corp. ", "Klaus
Dee", "Aurora Griff.
4. За период с 2009 по 2010 годы производство
стали увеличилось, сортамент выпускаемой продукции увеличился, что
свидетельствует о том, что предприятие постоянно развивается.
5. Цены на металлопродукцию в 2010 году
возросли. В связи с этим можно говорить о постепенном выходе металлургии, как
отрасли, из кризисного состояния.
6. Численность работников ЗАО ВМЗ «Красный
Октябрь» составила около 9 ООО человек.
Средняя заработанная плата составила - 25600руб.
Производительность труда составила - 2,191 т./чел.
7. Основные технико - экономические показатели
такие как выручка, себестоимость, валовая прибыль с 2009 года по 2010 год
увеличились.
8. На сегодняшний день "Красный
Октябрь"является одним из мощнейших
предприятий в России по производству сталей специального назначения в Южном
Федеральном округе и занимает лидирующее положение в этом секторе рынка в
России и странах ближнего зарубежья.
2. Технологическая
часть
Тема: Анализ производственно - хозяйственной
деятельности и выявление путей повышения эффективности работы ЗАО «Красный
Октябрь».
2.1 Характеристика
оборудования
ПРОКАТНОЕ ПРОИЗВОДСТВО
Стан 1150 (блюминг): блюмы квадратного или
прямоугольного сечения со стороной от 200 до 300 мм. длиной 2 - 6 м.
Крупно-заготовочный стан 850 / 858: Круглый
прокат
· диаметром 70
- 290 мм. длиной 3,5 - 6м.
· диаметром 70
- 300 мм. длиной 3,5 - 4,5 м.
· диаметром 70
- 320 мм. длиной 3,5 - 3,8 м.
Длина круглого проката диаметром 300 мм., 320
мм. не более 3,5 - 4,5 м.
Среднесортный стан 450 - 2:
Круглый прокат диаметром от 36 мм. до 65 мм.
Квадратный прокат с размером стороны 50, 60 и 80 мм. Длина проката не более 6
м.
Мелкосортный стан 325: Круглый прокат диаметром
от 14 мм. до 36 мм. длиной 2,8 - 7 м. Полоса 57 х 13 мм., 50 х 30 мм., 43 х 30
мм. длиной 3 - 6м. Квадрат сечением от 14 х 14 до 22 х 22 (14, 16, 18, 20, 22)
длиной 3-6 м. Шестигранник диаметром от 14 мм. до 32 мм. (14, 16, 17, 19, 20,
21, 22, 24, 25, 26, 27, 28, 30, 32) длиной 2 - 4м.
Арматурная сталь диаметром 14 - 34 мм. (14, 16,
18, 20, 22, 25, 28, 32, 34) длиной 3 - 9 м.
Проволочный стан 260: Катанка диаметром 6,5, 8,
9, 10 мм. в бухтах. Арматурная сталь диаметром 8, 10 мм в бухтах.
Стан поперечно-винтовой прокатки 453: Пустотелые
шестигранные и круглые прутки.
Толстостенные трубы диаметром 30, 32, 33, 36мм.
длиной 1,5 - 6м.
Шестигранные прутки диаметром 25, 32 мм. длиной
1,5 - 6м.
Станы холодного волочения: калиброванный круглый
прокат диаметром 12 - 65 мм. Калиброванный шестигранный прокат № 14, 17, 19.
Длина 2 -6м.
Листопрокатный стан 2002: Лист из нержавеющих
марок стали толщиной 5-8 мм., шириной 1 - 1,5 м., длиной 3 - 6 м. Лист из
углеродистых и легированных марок стали толщиной 4-8 мм., шириной 1 - 1,5 м.,
длиной 3 - 6м.
Толстолистовой стан 2000: Лист толщиной от 9 до
35 мм., длиной 2 - 6 м., шириной 1 - 1,5 м. Возможно изготовления листа
толщиной до 100 мм.
2.1.1 Схема
расположения оборудования листопрокатного цеха (ЛПЦ)
В этом цехе ( приложение № 1 ) рулоны стали
подвергают дальнейшей обработке. Здесь задаются основные, необходимые свойства
готовой продукции. При обработке получают сталь необходимой толщины,
шероховатостью поверхности, требуемым уровнем механических свойств. В процессе
происходит обезуглероживание, рекристаллизация, обезжиривание рулонов горячей -
и холоднокатаной стали, а также нанесение электролитического покрытия.
Процесс ЛПЦ начинается с нагрева в методических
печах
а) Нагрев в методических печах. Заготовка
поступает в методическую печь.
б) Прокат на стане 2000 - Толстолистовой
стан 2000 - Лист толщиной от 9 до 35 мм., длиной 2 - 6 м., шириной 1 - 1,5
м.Возможно изготовления листа толщиной до 100 мм.
в) Роликовая правильная машина.
Правку сортового или профильного проката
осуществляют на роликовых машинах, правят преимущественно в холодном состоянии,
поскольку при остывании после горячей правки возможно коробление заготовки.
г) Нагрев в роликовой трехзонной печи
(печь с тремя зонами)
Нагревательная роликовая печь. Роликовая электрическая печь с роликовым подом с
защитной атмосферой предназначена для термообработки стальных и биметаллических
труб.
Печь состоит из камеры нагрева и камеры охлаждения.
По роликовому поду печи транспортируются трубы в виде однослойной садки,
д) Прокатка на стане 2000 на лист 4-8 мм
е) Затем осуществляют еще раз правку проката на
роликовой правильной машине.
ж) Обрезка на ножницах. Осуществляется
дисковыми ножницами, ножницами с «катящимся резом», ножницами поперечной резки
листов с катящимся резом и т. д.
з) Термическая обработка в роликовой
проходной трехкамерной печи, которая включает: нормализацию, отжиг, отпуск,
закалка, закалка с отпуском.
и) Травление - удаление слоя окислов с
поверхности металла, которое осуществляется в водных растворах серной, соляной
или других кислот. При травлении выделяется водород. Скапливаясь под слоем
окалины, он создает давление, достаточное для механического (отрыва) окалины с
поверхности металла. Этот процесс значительно ускоряет очистку поверхности
полосы от окалины. Травление ведется в травильных ваннах.
к) Клеймение - это ударный способ маркировки
л) Сортировка. - Прокат сортируют по
сортаментным группам
м) Далее происходит формирование пакетов
2.2 Характеристика технологических
процессов в прокатном цехе
Технология прокатного
производства это комплекс взаимосвязанных технологических переделов,
определяющих качество прокатной продукции и технико-экономические показатели работы
прокатных цехов, металлургических заводов. В условиях постоянно возрастающих
требований к качеству металлопродукции, оснащения предприятий современным
прокатным оборудованием, расширения марочного и размерного сортамента проката,
создания новых и усовершенствования существующих технологических процессов, а
также высоких темпов развития прокатного производства, знание всех
технологических факторов производства проката позволит наиболее эффективно
решать вопросы, связанные с работой прокатных цехов, с дальнейшим внедрением
новой техники и достижений науки в производстве, тем самым обеспечивая более
высокий уровень качества проката и эффективность его производства.
Развитие современного
прокатного производства базируется на использовании нового, более совершенного
нагревательного, прокатного и отделочного оборудования, характеризующегося
поточностью ряда технологических процессов и операций, более высокими
скоростями и более интенсивными режимами работы, все возрастающими массами
исходного продукта, повышением качества исходного слитка и непрерывнолитой
заготовки.
На технологию современного
прокатного производства существенное влияние оказывают все возрастающие
требования и к отделке готового проката. Новые автоматические линии и станочное
оборудование заводов машиностроения переопределили особые требования к качеству
прокатной продукции по чистоте и степени отделки поверхности, прямолинейности,
обработке торцов сортового проката, точности профиля и ряду других требований.
Существенные сдвиги в
технологии производства проката происходят в связи со значительным увеличением
доли проката, характеризующегося высокими прочностными свойствами при высокой
пластичности и в ряде случаев регламентированной микроструктуре и величине
зерна. Это достигается путем увеличения количества проката из легированных и
низколегированных марок стали, производство которого имеет специфическую
технологию с особенностями нагрева, прокатки охлаждения и отделки металла.
Принимаемые на заводах черной
металлургии меры по повышению качества стали по чистоте от неметаллических
включений, по улучшению поверхности слитков, заготовок и проката, позволяет
намного уменьшить запороченность дефектами поверхности заготовок и готового
проката и, следовательно, сократить объем зачистки металла для ряда назначений.
Отсутствие поверхностных
дефектов на прокате обусловлено не только необходимостью исключения ослабленных
мест и концентраторов напряжения на прокате, предназначенном для изготовления
ответственных деталей машин и конструкций, но и возможностью дальнейшего
передела проката в металлопотребляющих отраслях промышленности. Оснащение цехов
высокопроизводительным зачистным оборудованием обеспечит выполнение этой
задачи.
Особенностью современного
развития прокатного производства являются также высокие темпы наращивания
мощностей четвертого передела, в том числе для получения холоднокатаного и
калиброванного металла, проката, подвергнутого термической обработкой, и
проката с покрытиями, технология производства которого имеет свои особенности,
обеспечивающие параметры качества готового проката, оговоренные
соответствующими стандартами и техническими условиями. Технология производства
подката для четвертого передела, особенности подготовки металла для холодной
деформации, многооперационность этих технологических процессов определяют
технико-экономические показатели производства этой продукции.
Изучение вопросов технологии
производства проката с оценкой влияния основных технологических процессов и
операций по всем переделам прокатного производства на качество готовой
прокатной продукции, на возможности расширения марочного и размерного
сортамента проката и эффективность производства - важное условие дальнейшего
повышения технического уровня и развития прокатного производства.
При разработке мероприятий,
связанных с развитием прокатного производства, учитываются результаты комплекса
научно-исследовательских и проектно-конструкторских разработок, позволивших
значительно усовершенствовать технологию прокатного производства, оснастить
цехи современным высокопроизводительным оборудованием, постоянно расширять
марочный и размерный сортамент проката в условиях значительного улучшения
параметров качества проката по физико-химическим и эксплуатационным свойствам,
структуре, величине зерна, состоянию и отделке поверхности.
Проблема улучшения качества
проката в значительной мере определяется вопросами стандартизации. При
разработке технологии производства проката различного назначения исходят,
прежде всего, из необходимости обеспечить выпуск продукции, полностью
соответствующей требованиям стандартов или технических условий. При этом
учитывается, что в зависимости от эксплуатационных требований, предъявляемых к
готовому прокату в условиях его службы в машинах, конструкциях, приборах,
средствах транспорта, связи и т.д., к качеству металла могут быть предъявлены
требования, соответствующие высоким категориям качества, оговоренным
стандартом, или ТУ.
Создание новых видов машин,
оборудования, приборов, внедрение ряда прогрессивных технологических процессов
в металлопотребляющих отраслях промышленности связано с широким использованием
холоднокатаного листового и ленточного проката, характеризующегося высокой
степенью отделки поверхности, точностью размеров и заданными
физико-механическими свойствами.
Значительные темпы создания
мощностей по выпуску листовой стали с покрытиями цинком, хромом, оловом,
свинцом, алюминием, пластиками связаны с использованием холоднокатаной стали.
Холоднокатаная сталь для изготовления трансформаторов и электромашин в виде
листового и ленточного проката характеризуется высокими магнитными свойствами и
обеспечивает значительное повышение экономичности и создание новых типов
энергетического оборудования и машин. Применение в качестве конструкционного и
обшивочного материала холоднокатаной нержавеющей стали является определяющим в
технических характеристиках различных видов ответственных машин и конструкций.
Холоднокатаный ленточный прокат с заданными физико-механическими свойствами
является основным видом продукции в производстве прецизионных сплавов, широко применяемым
в приборостроении и т.д.
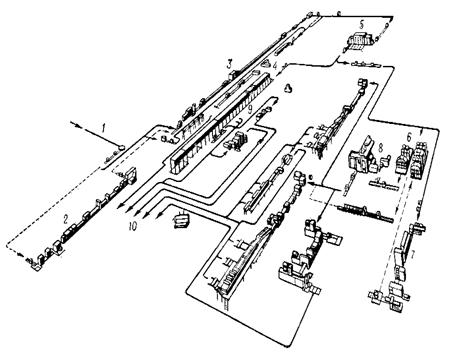
Рис. 2.1. Технологическая схема цеха холодной
прокатки для производства листов: 1 - конвейер горячекатаных рулонов; 2 -
агрегат нормализации; 3 - непрерывно-травильный агрегат; 4 - агрегат
комбинированной резки; 5 - непрерывный стан холодной прокатки; 6 - термическое
отделение; 7 - агрегат нанесения защитного покрытия; 8 - дрессировочный стан; 9
- непрерывно-цинковальный агрегат; 10 - отделение упаковки готовых продуктов.
2.2.1 Схема технологического процесса прокатки
Подготовленные к прокатке горячекатаные
травленые рулоны со склада травленых рулонов электромостовым краном
устанавливают на цепной транспортер с зазором 610-1460мм в зависимости от
ширины рулона.
Цепным транспортером рулоны
транспортируют к поворотному устройству, на ролики которого сталкиваются с
помощью подъемного стола или сталкивателя.
После надевания рулона на
головки разматывателя передний конец полосы с помощью задающих роликов подается
в валки 1-й клети. Прижим пресс-проводкового стола 1-й клети в момент задачи
переднего конца полосы поднят. Полоса располагается в направляющих стола. После
захвата полосы рабочими валками 1-й клети прижим пресс-проводкового стола
опускается на полосу. Это увеличивает натяжение полосы строго по оси стана.
Прокатка полосы начинается с
захвата ее переднего конца валками 1-й клети. После выхода переднего конца
полосы из рабочих валков первой клети и захвата ее рабочими валками 2-й клети
старший вальцовщик четырехклетевого стана замеряет толщину обжатого переднего
конца и доводит ее до значений, указанных в режимах обжатий. При этом после
перевода стана на рабочую скорость толщина полосы, выходящей из 1-й клети,
должна быть равна толщине полосы, приведенной в таблицах режима обжатий. В
момент захвата полосы рабочими валками 2-й клети полоса получает натяжение.
Прокатка полосы во 2-4-й клетях осуществляется так же, как и в 1-й клети..
Вышедший из 4-й клети передний
конец полосы с помощью автоматического захлестывателя заправляется на барабан
моталки и после 4-5 витков полосы на барабане моталки стан плавно переводится
на рабочую скорость.
При прохождении швов через
рабочие валки стана скорость прокатки снижается до 3-5м/с. Задний конец полосы
прокатывается при опущенных прижимах прессовых столов. Это увеличивает
натяжение полосы перед рабочими валками и предохраняет рабочие валки от выброса
полосы в сторону, а значит, от порезов и наваров.Задние концы полос должны быть
равными, не должны иметь хвостов. Это предохраняет рабочие валки клетей от
порезов.
Подъемный стол, приняв на себя
рулон, передвигается к цепному транспортеру. Снятый с барабана моталки рулон
устанавливается на цепной транспортер, а сниматель рулонов возвращается под
барабан моталки.
В таблице 2.1 приведены данные
о выпуклости верхнего рабочего валка, зависящей от ширины прокатываемого
металла.
Таблица 2.1
Выпуклость рабочего валка
Выпуклость, мм Ширина полос, мм 1-я клеть 2-я
клеть 3-я клеть 4-я клеть
До 1260.................................................
0,40 0,35 0,35 0,35
1260 - 1290 0,25 0,20 0,20 0,25
и выше………………. 0,13 0,13 0,13 0,13
Поверхность рабочих валков 1-й
и 4-й клетей насекается с целью улучшения условий захвата металла и
предупреждения свариваемости витков рулона при отжиге.
Допустимая разница в диаметрах
рабочих валков на четырехклетевом стане - не более 2мм.
Для обеспечения качественного
профиля прокатываемых полос осуществляют перевалку рабочих и опорных валков.
Данные о допустимых количествах металла, прокатываемого между перевалками,
приведены в таблице 2.2
Температура эмульсии,
подаваемой на стан, должна быть зимой не ниже 25-30 град.С., летом 28-34
град.С. Поверхность рабочих валков 1-й и 4-й клетей насекается с целью
улучшения условий захвата металла и предупреждения свариваемости витков рулона
при отжиге. Допустимая разница в диаметрах рабочих валков на четырехклетевом
стане - не более 2мм. Для обеспечения качественного профиля прокатываемых полос
осуществляют перевалку рабочих и опорных валков. Данные о допустимых
количествах металла, прокатываемого между перевалками, приведены в таблице 2.2
Температура эмульсии,
подаваемой на стан, должна быть зимой не ниже 25-30 град.С., летом 28-34
град.С. Охлаждение валков - эмульсией с содержанием эмульсола 4-10%.
Охлаждение валков должно
начинаться одновременно с прокаткой и прекращаться с остановкой стана.
При временных задержках в
работе стана вращение валков не прекращается. На валках, заваленных в клеть
после их перешлифовки, необходимо для лучшего использования их бочек начинать
прокатку с более широких полос и постепенно переходить к более узким.
Рабочие валки, имеющие
максимальную твердость, обычно устанавливают в дрессировочный стан и четвертую
клеть непрерывного стана.
По мере перешлифовки валки
перемещают от четвертой к первой клети. После травления утяжеленные рулоны
взвешивают на транспортере и подают к стану холодной прокатки.
Непрерывный стан состоит из
четырех клетей кварто с диаметром валков рабочих 500мм и опорных 1400мм и с
длиной бочки 1700мм. Установка четырех клетей позволила прокаливать листовую
сталь более широкого сортамента с наименьшей толщиной 0,4мм и применять в этом
случае горячекатаные рулоны полос толщиной 1,8мм. Суммарное обжатие в этом
случае составляет 80%. Скорость прокатки в последней клети достигает 25м/с.
Кроме основных потоков
холоднокатаной листовой стали, в цехе предусмотрен поток выдачи термически
обработанной листовой стали в горячекатаном виде.
Цех холодной прокатки с
пятиклетевым непрерывным станом холодной прокатки имеет термическое отделение
для рекристаллизационного отжига холоднокатаной стали в защитной среде. Все
отжигательные печи-колпаковые одностопные, рассчитаны на садку массой 180т.
Максимальная высота стопы
рулонов 4,8т. Топливом является смешанный коксо-доменный газ с теплотворной
способностью 1600ккал/мЗ. Заданная производительность цеха по термической
обработке обеспечивается 166 стендами при 66 нагревательных колпаках. Размер
колпаков - высота 6,86м, наружный диаметр 4,78м. Они футерованы шамотным
кирпичом. Масса колпака 35т. Количество муфелей, изготовленных из нержавеющей
теплостойкой стали, соответствует количеству стендов и резервного количества,
необходимого для ремонта. В качестве защитного газа, предохраняющего рулоны от
окисления, применяется защитный газ, состоящий из 96% азота и 4% водорода.
Между Рулонами и под низ стопы укладываются конвекторные кольца, обеспечивающие
интенсивную теплопередачу между защитным газом и -торцами рулонов. Сверху стопа
рулонов закрывается специальной крышкой того, чтобы весь защитный газ проходил
через конверторные кольца.
Циркуляционный вентилятор
засасывает защитный газ из внутренней полости стопы рулонов и через
направляющий аппарат подает его в пространство между стенкой муфеля и стопой
рулонов, откуда он через конверторные кольца вновь поступает во внутреннюю
полость стопы рулонов. Совершая этот путь, защитный газ передает тепло от
муфеля металлу, а при охлаждении отнимает его у металла.
Транспортирование рулонов,
стендов, муфелей, обслуживание термических печей осуществляется мостовыми
кранами грузоподъемностью 20/20тс.
Размеры рулонов массой до 45т,
подвергаются термической обработке, определяются сортаментом холоднокатаной
стали, прокатываемой на пятиклетевом стане.
Размеры отжигаемых рулонов, мм:
Толщина полосы........................................................ 0,4-3,5
Ширина полосы......................................................... 700-1560
Максимальный наружный диаметр
рулонов........... 2700
Внутренний диаметр рулонов................................... 600
Рулоны металла, поступающие на
отжиг, должны удовлетворять следующим требованиям: смотка должна быть плотной с
плотно прилегаемыми наружными и внутренними витками; выступы отдельных витков в
рулонах допускаются не более чем на 20мм; телескопичность рулонов допускается
не более 50мм; овальность рулонов не допускается; каждый рулон должен быть
увязан по окружности двумя поперечными обручами на расстоянии не более 1м. от
наружного конца.
Садки металла для отжига
комплектуются поплавочно из одной марки, стали и одного размера рулонов.
Допускается догружать садку другой плавкой с близкими по размерам рулонами, при
этом рулоны меньшего диаметра, меньшей толщины и большей ширины полосы
укладываются на верх стопы.
В целях эффективного
использования стендов термических печей после охлаждения садки под муфелем до
заданной температуры муфель снимают и стопу рулонов переносят на другой стенд
участка ускоренного охлаждения. При этом между рулонами устанавливаются те же
кольца, которые были в стопе на печном стенде. Данные о снижении температуры на
участке ускоренного охлаждения приведены в таблице 2.3.
Дальнейшее охлаждение металла
осуществляют на складе отожженных рулонов. На дрессировку весь металл подают
при температуре не выше 40 град.С.
В технологических инструкциях
оговариваются возможные виды брака из-за нарушения технологии термической
обработки или неисправности оборудования. В Таблице 2.4 перечислены виды брака
и причины их возникновения.
Таблица 2.3
Температура охлаждаемого
металла
|
Сталь
охлажденного
|
Поставляется
|
Температура
|
|
|
|
|
по
ГОСТ
|
металла
|
|
Холоднокатаная,
малоуглеродистая, качественная для холодной штамповки.
|
9045
- 70
|
До
40
|
|
Углеродистая:
|
|
|
|
Качественная
конструкционная
|
16523
- 70*
|
»50
|
|
Обыкновенная
|
16523
- 70*
|
»60
|
Таблица 2.4
Виды и причины возникновения
брака
|
Вид
Брака
|
Причины
возникновения
|
|
Сваривание
металла
|
-
Высокая температура отжига - Смятие кромки рулонов - Неисправность термопар
или приборов
|
|
Слипание
витков валков
|
-
Недостаточная шероховатость прокатных валов рулона - Загрязнение эмульсии -
Неполное удаление эмульсии с поверхности полосы после прокатки - Плохая
подготовка конвекторных колец, деформация колец, попадание на кольца металла
|
|
Цвета
побежалости
|
-
Некачественный состав защитного газа (наличие кислорода или влаги) - низкое
давление защитного газа - высокая температура при распаковке - неплотности в
кладе стенда или его металлоконструкциях - неисправность муфеля -
недостаточная продувка садки - непросушенный стенд
|
|
Неудовлетворительные
|
-
несоблюдение режима отжига - перепутывание марок стали - недостаточное
охлаждение металла перед дрессировкой - аварийная остановка циркуляционных
вентиляторов - сползание витков с рулонов при накрывании упакованной стопы
рулонов муфелем - неправильная укладка верхней крышки стопы - засорение
конвекторных колец.
|
Последовательность операций при
продольном роспуске рулонов холоднокатаной стали на меньшую ширину: обрезка
поперечной кромки полосы на гильотинных ножницах, промасливание рулонов, резка
их на дисковых ножницах на заданные ширины с одновременной обрезкой продольных
кромок. Перед дисковыми ножницами на направляющем столе с помощью вертикальных
валков осуществляют центрирование полосы относительно оси агрегата. На
большинстве агрегатов ножи имеют диаметр 330-360 мм, изготовлены они из
инструментальной стали 5Х2СФ. Продольную кромку сматывают на кромкомоталку.
Перед моталкой, на которую сматывается разрезанная на заданную ширину полоса,
т.е. между Дисковыми ножницами и моталкой, имеется проводковый стол,
предназначенный для подачи полосы к зеву барабана моталки во время заправки
полосы в агрегат и для удержания полос перед смоткой в горизонтальном
положении.
Технологией резки рулонного
проката на листы предусматривается после обрезки дефектных концов полосу
направлять в листоправильную машину, а транспортировать ее к направляющему
столу дисковых ножниц. После сближения вертикальных роликов стола и
центрирования полосы относительно оси агрегата полоса захватывается дисковыми
ножницами, на которых образуются кромки полосы. Полоса после обрезки
направляется ко второй листоправильной машине, а затем к летучим ножницам, а
обрезанная кромка - к кромкомоталке. На современных агрегатах работу
кромкомоталки контролируют с помощью телевизионной установки.
Листы заданной длины после
резки на летучих ножницах получаются за счет подбора линейной скорости движения
ножей летучих ножниц и скорости движения полосы в агрегате. Разрезанные листы
направляются в соответствующие секции. После набора пачки листов заданной массы
в одной секции листы направляются в другую секцию агрегата. Перед секциями
пакетирующего устройства листы промасливают на промасливающих машинах. На ряде
современных агрегатов поперечной резки предусматривается установка в потоке
третьей роликоправильной машины для дополнительной правки листов.
Понятие о калибровке прокатных
валков
Одним из главных вопросов
производства проката является рациональная калибровка валков при прокатке
сортовой стали. При расчете и проектировании калибровок валков для прокатки
блюмов и слябов, различных профилей - простого и фасонного сечения - необходимо
учитывать влияние на условия деформации металла в калибрах физико-механических
свойств стали, температурного интервала начала и конца прокатки, формы профиля.
Калибровка валков должна
обеспечивать высокое качество готового проката, наиболее высокую
производительность прокатного стана и минимальный расход металла.
Расчет калибровки валков
определяет изменения сечения и формы профиля при прокатке в калибрах. При этом
величина обжатия по проходам устанавливается с учетом формы раската,
химического состава стали, температуры прокатки, допустимой величины обжатия,
исходя из условий захвата металла валками, прочности валков и мощности
станового двигателя.
Общая схема калибровки тем
рациональнее и экономичнее, чем меньше число проходов при прокатке данного
профиля, так как тогда требуется меньше дорогостоящих прокатных валков, вводной
и выводной валковой арматуры, упрощается настройка клетей, облегчается
обслуживание стана.
Задачей калибровки также
является рациональное использование бочки валков при расположении калибров, при
обеспечении соответствующей прочности буртов и выбор оптимальных размеров и
формы калибров в целях обеспечения простоты настройки прокатных клетей,
минимальных затрат времени на простои стана, связанные с переходами с одного
профиля на другой и с перевалками валков.
При рациональной калибровке
валков условия формоизменения металла должны быть такими, чтобы температура
раската уменьшалась незначительно, т.е. обеспечивалась бы деформация металла в
калибрах при высокой и равномерно распределенной по сечению температуре в
условиях правильного заполнения калибров металлом. Это определяющее условие
нормального процесса прокатки и получения заданных размеров и элементов
готового профиля, определенных соответствующими стандартами и техническими
условиями.
Схема технологических процессов
производства листового проката
Слиток Литой сляб
Нагрев
Прокатка
Зачистка в потоке
Резка
Охлаждение
Осмотр и зачистка
Сляб
Нагрев Нагрев
Прокатка Прокатка
Термическая
обработка
Охлаждение Охлаждение
и правка
Зачистка
Осмотр
Полоса Очистка
и разметка в рулонах от
окалины
Термическая
Резка Резка
Дрессировка
обработка
и правка
Очистка
Термическая Очистка
от
окалины
обработка от окалины
Правка
Зачистка Сортировка
и сортировка
Упаковка
Толстые листы Толстые и тонкие
листы и полосы
Схемы технологических процессов
производства толстых листов из углеродистых и низколегированных сталей.
Углеродистые
и низколегированные Низколегированные стали
стали для контролируемой
прокатки
Сляб Сляб
Огневая зачистка
Нагрев
Нагрев Прокатка в черновой
клети
Прокатка Подстуживание
Правка Прокатка в
чистовой клети
Резка и отбор пробы Охлаждение листов на
воздухе
Клеймение и маркировка Горячая правка
Термообработка Поперечная резка
листов
Правка в холодном состоянии Охлаждение на
холодильниках
Осмотр, зачистка и сортировка Отбор проб, осмотр и
зачистка
листов дефектов
Обрезка боковых кромок
Отгрузка
Дефектоскопический контроль
Контроль качества, приемка и
маркировка
Отгрузка
В настоящее время наиболее
эффективным способом производства является прокатка на непрерывных и
полунепрерывных широкополосных станах горячекатаных листов и полос толщиной от
0.8... 1.2 до 16...25 мм, - шириной 600...2300 мм.
Высокое качество продукции
широкополосных станов горячей прокатки обеспечивается применением рациональных
режимов нагрева слябов, эффективных температурно-скоростных и деформационных
режимов прокатки использованием современных средств контроля и регулирования
основных технологических параметров процесса, внедрением современного прокатного
и отделочного оборудования. Наибольшая ширина и толщина прокатываемых полос
лимитируются размерами валков и возможностями смотки полос на моталках и их
размотки в холодном состоянии.
Листовой прокат шириной более
2300 мм прокатывают только на толстолистовых станах. Современные толстолистовые
станы производят листы большой ширины для судостроительной промышленности и
магистральных нефте- и газопроводов. Эти станы характеризуются высокой
производительностью, точными размерами выпускаемой продукции, улучшенным
качеством продукции и повышенными механическими свойствами проката. Как
правило, современные толстолистовые станы оснащены агрегатами для отделки листа
и располагают возможностями проведения различного вида термообработки как в
потоке стана, так и вне его.
В качестве исходного материала
для производства толстого листа используются, в основном, слябы, катаные и
литые. Прокатка толстых листов из слитков сохранилась только на старых станах,
а на современных станах -только для производства плит.
В сортаменте широкополосных
станов полосы толщиной до 3,9 мм составляют свыше половины всего объема
производства. Выпуск проката толщиной 4.. .7 мм и 8... 15 мм примерно одинаков.
Полосы шириной до 1500 мм включительно составляют более 70 % всей продукции широкополосных
станов
В сортаменте листовых станов
листы толщиной 8... 15 мм составляют около 80 % от общего выпуска продукции;
примерно 60 % продукции приходится на долю листов шириной 1510...2000 мм.
Марочный сортамент продукции
широкополосных и толстолистовых станов примерно одинаков, однако структура его
различна. Так, на широкополосных станах прокат из рядовых углеродистых и
конструкционных сталей занимает основной объем (до 90 %), а на долю
низколегированных сталей приходится около 10 %. На толстолистовых станах объем
производства проката из низколегированной и легированной сталей выше, чем из
рядовых углеродистых и конструкционных сталей.
Второй (до начала 70-х гг.) -
преимущественно строительство двухклетевых станов с двух- и четырехвалковыми
клетями с длиной бочки валков 2250...2800 мм.
Третий (до настоящего времени)
- строительство двухклетевых станов с четырехвалковыми клетями с длиной бочки
валков 3000... 5 500 мм и нередко с мощной клетью с вертикальными валками.
Характерной тенденцией развития
толстолистовых станов является рост ширины прокатываемых листов до В = 5300 мм.
Это обусловлено потребностями производства труб большого диаметра, крупных
судов, теплоэнергетических установок, ядерных реакторов и т.д. Длина раскатов
достигла 60 м и в перспективе возрастет до 80...100 м, толщина листов (плит)
увеличилась до 500 мм.
Двух- и трехвалковые клети в
силу присущих им недостатков при строительстве новых толстолистовых станов не
устанавливают (иногда двухвалковые клети применяют в качестве горизонтальных окалиноло-мателей).
Современные станы оснащаются четырехвалковыми клетями, характеризующимися
большей жесткостью по сравнению с другими типами клетей, что способствует
повышению точности и улучшению плоскостности прокатываемых листов. Диаметры
рабочих валков увеличились с 1000 до 1200 мм, опорных - с 1800 до 2400 мм,
поперечные сечения стоек станин - с 8000 до 12 000 см2 и масса станин - с 200
до 440 т. При этом модуль жесткости клети возрос с 5 до 12 МН/мм, максимально
допустимое усилие прокатки - с 40 до 120 МН. Суммарная мощность главных
приводных двигателей достигла 24 000 кВт, номинальный момент двигателей - 3000
кН-м.
Применение универсальных клетей
в качестве чистовых на двухклетевых станах не получило распространения из-за
потери устойчивости листов при обжатии в вертикальных валках. Их применение
эффективно при прокатке листов с отношением B/h
менее 60...70, что в большей степени соответствует условиям прокатки полосовой
стали на универсальных станах.
Клети с вертикальными валками
применяют в качестве окалино-ломателей; они служат также для выравнивания
разноширинности слябов и раскатов, для профилирования слябов (переменного по
длине сляба обжатия) и других схем их прокатки с целью получения раскатов с
формой в плане близкой к прямоугольной и с целью снижения обрези металла.
Усилия при прокатке в вертикальных клетях достигают до 3...4 МН, а на станах,
прокатывающих слитки или кованые слябы, - до 11 МН.
В состав современных
одноклетевых толстолистовых станов входит, как правило, одна клеть кварто и
клеть с вертикальными валками.
Почти все новые толстолистовые
станы проектируют двухклетевыми. С пуском первой очереди станов (вводом в
эксплуатацию части оборудования, включая черновую или чистовую клеть)
определенное время они работают как одноклетевые, используя в качестве
заготовок слитки (если в первую очередь установлена черновая клеть) или слябы
(при установки в первую очередь чистовой клети). Основными преимуществами
двухклетевых станов являются большая производительность и лучшее качество
поверхности толстых листов.
Рассмотрим на примере работы
прокатного стана 2000 (Рисунок 2.2.)

Рисунок 2.2.
Цех ЛПЦ сегодня является самым производительным
среди прокатных цехов ЗАО ВМЗ « Красный Октябрь» . В нем расположен стан «2000»
горячей прокатки. 21 мая 1994 года на нем был прокатан первый сляб - была
пущена черновая группа клетей стана. Первый рулон листа на стане «2000» был
прокатан 8 октября 1994 года. Пуск чистовой группы клетей и стал днем рождения
ЛПЦ . Уже через год, 4 октября 1995 года в ЛПЦ была прокатана первая миллионная
тонна проката.
Прокатный стан «2000» работает бесперебойно,
останавливаясь ежегодно лишь на плановые пятисуточные ремонты. Коллектив ЛПЦ
составляет сегодня 480 человек.
Схема расположения оборудования
цеха представлена на рис. 2.3
На стане прокатывается сталь:
углеродистая обыкновенного качества, углеродистая качественная конструкционная,
низколегированная толстолистовая, углеродистая и низколегированная для
судостроения, углеродистая и низколегированная, рифленая ромбическая и
чечевичная, углеродистая обыкновенного качества и малоуглеродистая качественная
для холодной прокатки.
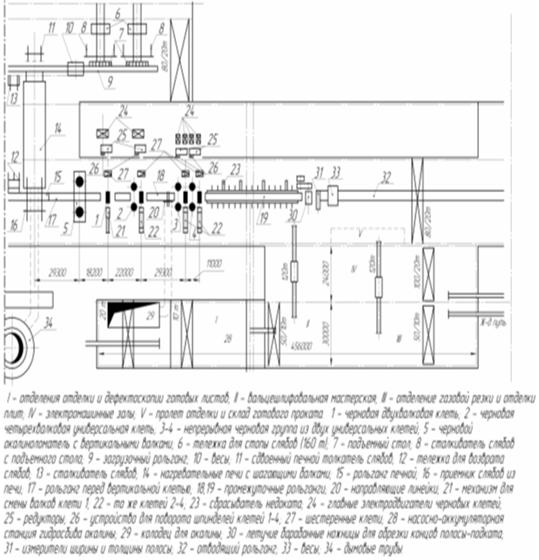
Рис. 2.3 План расположения
оборудования непрерывного стана 2000
Листовой стан 2000 горячей
прокатки. Листовой стан 2000 предназначен для горячей прокатки титановых и
жаропрочных сплавов из кованой заготовки и плиты, листы и полосы. Для этих
сплавов разработан новый метод горячей при катки, заключающийся в следующем.
Над раскатными рольгангами чистовой клети двухклетевого стана расположены
электрические подогревательные печи. II
процессе прокатки полоса перемещается в печах, назначение которых поддерживать
ее температуру постоянной, так как, находясь в печи, каждая точка полосы
подвергается излучению, что приводит к быстрому ее подогреву. Реверс полосы
осуществляется в печах, и в валки клети полоса поступает при установившей
скорости.
Новый способ прокатки, сохраняя
все преимущества метода рулонной прокатки с моталками в печах, одновременно исключает
ряд его недостатком, Так, метод рулонной прокатки на стане с моталками в печах
для заданных высокопрочных быстроостывающих сплавов неприемлем из-за низкой
производительности, значительной разнотолщинности листов и необходимости
установки печей значительных размеров. Разработанный новый способ прокатки
позволяет:
а) применять скорость прокатки
до 5-7 м/с, что повышает производительность стана в 5-7 раз;
б) применять равномерные
скорости прокатки и нагрева, что снижает разнотолщинность полосы до минимума;
в) легко повышать температуру
полосы до требуемой оптимальной для прокатки без специальных нагревательных
агрегатов;
г) получать примерно одинаковые
ритмы прокатки в черновой и чистовой клетях, что обеспечивает полную загрузку
оборудования;
д) значительно упростить
технологию прокатки, исключить ряд уникальных агригатов, уменьшить массу
оборудования и установочную мощность агрегатов.
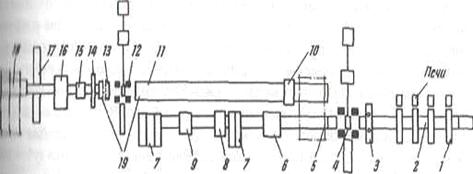
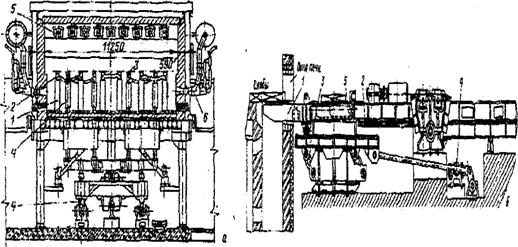
Рис.2.4. Схема расположения
оборудования стана 2000 горячей прокатки:
- механизм для выдачи слябов из
печи; 2 - рольганги; 3 - клеть с вертикальными валками; 4 - рабочая клеть
750/1400x2000; 5 - транспортер; 6 - ножницы листовые сдвоенные; 7 -
штабелирующее устройство; 8 - ножницы дисковые с кромкокрошителем; 9 -
правильная машина; 10 - ножницы листовые; 11 - рольганг печной перед клетью; 12
- рабочая клеть 500/100x2000; 13 -рольганг печной за клетью; 14- ножницы
дисковые с кромкокрошителем; 15 -правильная машина; 16 - ножницы летучие; 17 -
моталка; 18 - укладчик листов; 19 электрические подогревательные печи
Техническая характеристика стана:
|
Черновая
группа рабочая клеть кварто, реверсивная: № 1 № 2
|
Чистовая
группа (рабочие клети № 3-7)
|
|
Диаметр
бочки валка, мм: рабочего 900 750 опорного 1400 1400
|
Тип
клети………кварто нереверсивная
|
|
Диаметр
бочки валка, мм: рабочего 650 опорного 1400
|
|
Длина
бочки валка,мм 2800 2800
|
Длина
бочки валка,мм 2800
|
|
Скорость
прокатки, м/с до 3,14 до 4,25
|
Скорость
прокатки выходная, м/с 5
|
|
Главный
электродвигатель (сдвоенный) Постоянного тока Мощность, кВт………………………2х3200
|
Мощность
главного электродвигателя постоянного тока для клетей, кВт: №
3,4,5……………………………...4200 № 6,7………………………………..4200
|
|
Клети
с вертикальными валками № 1 и 2
|
|
|
Размеры
бочки валка,мм: диаметр 810 длина 310
|
|
|
Мощность
электродвигателя привода вертикальных валков постоянного тока (сдвоенного),
кВт…………………………….2х180
|
|
Со склада слябы подаются краном с клещевым
захватом (масса стопы слябов 120 т) на загрузочные тележки, которые
транспортируют их к подъемным столам; слябы по одному сталкиваются реечными толкателями
на рольганг, взвешиваются на весах и толкателями загружаются в печи.
Предусмотрена также возможность подачи слябов к печам, минуя склад при помощи
поперечного загрузочного устройства. Для нагрева слябов раньше применяли
методические печи с монолитным подом: слябы в печи передвигались загрузочным
толкателем по водоохлаждаемым (глиссажным) трубам, уложенным на подине внутри
печи. При этом на нижней поверхности слябов в местах их соприкосновения с
водоохлаждаемыми трубами образуются темные (менее нагретые) пятна, что приводит
к ухудшению качества полосы при прокатке. Во время ремонта печи для извлечения
слябов из печи требуется много времени, так как эта операция недостаточно
механизирована.
Во время «горячих простоев» стана (по различным
причинам) слябы находятся в печи, поэтому угар металла увеличивается.
На новом стане 2000 для нагрева слябов до 1250°С
применены четыре методические печи с шагающими балками (рис. 2.5.).
Под печи состоит из десяти продольных балок:
четырех подвижных 1 и шести неподвижных 2.Все балки представляют собой
пространственные продольные рамы из толстостенных водоохлаждаемых труб. Чтобы
не допустить образования холодных пятен на нижней поверхности слябов, на балках
установлены накладки (рейторы) 3 из жаропрочной стали с шагом 250 мм.
Подвижные балки при помощи расположенного внизу
гидропривода 4 поднимаются вверх на 200 мм и перемещаются по горизонтали на 480
мм, т. е. эти балки «шагают» вдоль печи, перекладывая слябы на один шаг на
неподвижные балки. Цикл перемещения подвижных балок 60 с. Печь отапливается
природным газом (8400 ккал/м ) при помощи верхних 5 и боковых нижних 6 горелок;
ширина пода 11,25 м, длина 49,6 м; активная площадь пода 500 м ; производительность
печи (при холодном всаде) 300 т/ч.
После нагрева слябы с торца печей выгружаются
специальным приемным устройством, имеющим привод перемещения штанг 1, зубчатой
рейкой 2 и привод подъема стола 3 при помощи гидроцилиндра 4.
Очередной нагретый сляб толкателем на
загрузочной стороне печи подается к окну выдачи. Концы штанг, расположенные
между роликами рольганга 5, входят под сляб в проемы в поде печи; затем штанги
со слябом поднимаются на 150 мм, выдвигаются из окна печи и, опускаясь плавно
(без удара), укладывают сляб на ролики рольганга; по рольгангу сляб
направляется к вертикальному окалиноломателю. Стан 2000 состоит из 13
горизонтальных рабочих клетей: пяти черновых (одна двухвалковая и четыре
универсальные четырехвалковые) и непрерывной чистовой группы из восьми
четырехвалковых клетей. Перед первой черновой горизонтальной двухвалковой
клетью установлена вертикальная двухвалковая клеть: диаметр вертикальных валков
1200 мм, длина бочки 650 мм; валки 1 установлены на подшипниках качения 2 и имеют
привод от двух электродвигателей постоянного тока мощностью по 630 кВт, 365
об/мин, установленных наверху рабочей клети, через двойные двухступенчатые
редукторы 3 (1-23) и вертикальные универсальные шпиндели 4. Эта клеть
предназначена для предварительной ломки печной первичной окалины на слябе,
формирования точного размера ширины (боковое обжатие сляба до 100 мм, давление
на вертикальные валки до 600 т, момент прокатки до 120 тм) и называется также
черновым окалиноломателем. Разрыхленная окалина удаляется гидросбивом под
давлением 150 ат. Вода подается через сопла, расположенные в шахматном порядке
в верхних и нижних коллекторах. Слябы поступают в валки со скоростью 1 м/с; для
улучшения задачи сляба в валки и приема его из валков с обеих сторон клети имеются
станинные ролики с индивидуальным приводом от электродвигателей постоянного
тока. Черновая горизонтальная двухвалковая клеть № 1 является первой клетью для
обжатия сляба по толщине (на 50-70 мм). Диаметр валков 1400 мм, длина бочки
2000 мм, максимальное давление металла на валки 2400 тс, максимальный момент
прокатки 480 тс-м; скорость прокатки 1,25 м/с. Валки установлены в подшипниках
жидкостного трения (ПЖТ) и приводятся во вращение от синхронного
электродвигателя мощностью 5000 кВт, 375 об/мин через редуктор (г-22,3) и
шестеренную клеть (Л - 1400 мм). Уравновешивание верхнего валка -
гидравлическое, от 1тщро1гилиндра, расположенного на верхней траверсе,
соединяющей станины.
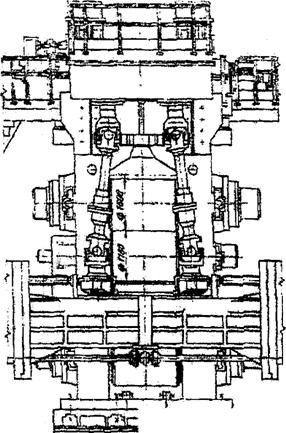
Черновые универсальные четырехвалковые клети №
2, 3, 4 и 5 - одинаковые по конструкции. Горизонтальная клеть (рис. 2.6.) имеет
опорные валки диаметром 1600 мм и рабочие 1180 мм; длина бочки валков 2000 мм.
Рабочие валки клети № 2 имеют привод от такого же электродвигателя, что и валки
клети № 1, через редуктор /=15,4 и шестеренную клеть; скорость прокатки 1,5
м/с.
Опорные валки всех клетей установлены на
подшипниках жидкостного трения (ПЖТ), рабочие - на подшипниках качения. Под
подушками опорных валков установлены месдозы для измерения давления на валки
при прокатке. Для фиксации подушек в осевом направлении применены защелки,
перемещаемые гидроцилиндрами, установленными на станине.
Клеть вертикальных валков установлена перед
четырехвалковой клетью; диаметр валков 1000 мм, длина бочки 470 мм; валки
приводятся от электродвигателя мощностью 640 кВт, 700 об/мин через редуктор,
расположенный на верху клети, и вертикальные шпиндели.
В отличие от ранее установленных непрерывных;
широкополосных станов на новом стане 2000 три последние черновые универсальные
четырехвалковые клети № 3, 4 и 5 представляют собой непрерывную группу;
расстояние между клетями 10 и 11 м; все клети этой группы имеют привод от
электродвигателей постоянного тока с регулируемой скоростью; черновая полоса
(подкат из сляба) одновременно (непрерывно) прокатывается во всех трех клетях и
при толщине 30-50 мм поступает на промежуточный рольганг для «выравнивания»
температуры по всей длине.
Применение непрерывной группы из трех черновых
клетей (вместо последовательного расположения их на большом расстоянии друг от
друга) имеет следующие преимущества:
1) уменьшается
длина черновой группы стана на 40-50 м, длина здания цеха и длина промежуточных
рольгангов; уменьшается стоимость здания и оборудования стана;
2) улучшается
температурный режим прокатки, т. е. обеспечивается меньшее понижение
температуры металла за счет сокращения длины рольгангов и возможности
регулирования скорости прокатки (в пределах от 0,5 до 1,75 м/с в клети № 3 до
2,5-5 м/с в клети № 5).
Рабочая четырехвалковая клеть № 3 имеет привод
валков от двух электродвигателей постоянного тока мощностью 2X6300 кВт, 110/240
об/мин через общий редуктор 1=3,4 и шестеренную клеть Л = 1400 мм. Рабочая
четырехвалковая клеть № 4 имеет аналогичный привод. Последняя рабочая
четырехвалковая клеть № 5 трехклетевой непрерывной черновой группы имеет
безредукторный привод от двухъякорного электродвигателя постоянного тока
мощностью 2X6300 кВт, 55/140 об/мин через шестеренную клеть А=1400 мм.
Максимальное давление металла в черновых универсальных клетях: на
горизонтальные валки 3300 тс, на вертикальные валки 260-150 те. Максимальные
крутящие моменты в клетях кварто 430-350 тс-м. За двухвалковой клетью № 1 и
черновыми универсальными клетями № 2, 3 и 4 установлены коллекторы для
гидросбива окалины водой высокого давления.
Все восемь четырехвалковых клетей (№ 6-13)
чистовой непрерывной группы расположены на расстоянии 6 м одна от другой .
Диаметр валков: опорных 1600 мм, рабочих 830 мм; опорные валки установлены на
ПЖТ, рабочие - на подшипниках качения. Длина бочки валков 2000 мм. Все клети
имеют безредукторный привод от двухъякорных электродвигателей постоянного тока:
клети № 6 и 7-2X6000 кВт, 55/140 об/мин через шестеренные клети с межосевым
расстоянием А = 1120 мм; клети № 8 и 9 - 2X6300 кВт; 110/220 об/мин через
шестеренные клети Л = 900 мм; клети № 10 и 11 - 2X6300 кВт 190/380 об/мин Через
шестеренные клети Л = 900 мм; клети № 12 и 13 -2X4800 кВт, 250/600 об/мин через
шестеренные клети Л = 800 мм. Максимальные давления металла на валки при
прокатке в клетях № 6-13 1700-3200 тс; максимальные моменты прокатки 40-230
тс-м; максимальные скорости прокатки 5-27 (30) м/с. Скорость перемещения
нажимных винтов 0,5-1 мм/с. Литые стальные станины имеют прямоугольные стойки;
сечение стойки около 8600 см2. Рабочая клеть - четырехвалковая, при
максимальном давлении металла на валки при прокатке имеет повышенную жесткость
(850 тс/мм). С целью повышения качества поверхности полосы и уменьшения ее
разнотолщинности на последних трех клетях применяется противоизгиб рабочих
валков при помощи гидравлических устройств.
Первая чистовая четырехвалковая клеть удалена от
последней универсальной черновой четырехвалковой клети на 140 м; здесь
расположены промежуточный рольганг и рольганг перед ножницами длиной около 127
м, летучие ножницы и чистовой окалиноломатель. На промежуточном рольганге
температура полосы-подката (толщиной 30-50 мм) «выравнивается» по длине (до
1050-1150° С в зависимости от марки стали); рольганг имеет чугунные полые
ролики с индивидуальным приводом, направляющие подвижные линейки с
гидроприводом и сбрасыватель раската с реечным приводом, используемый в случае
необходимости удаления полосы, имеющей дефекты или пониженную температуру, с
линии стана в боковой карман.
Летучие ножницы двухбарабанного типа
предназначены для обрезки переднего и заднего концов толстой полосы-подката,
направляемой в первую чистовую клеть. По окружности барабанов расположены по
две пары ножей: шевронные и прямые. Шевронные ножи предназначены для обрезки переднего
конца полосы с целью улучшения захвата полосы валками первой чистовой клети и
снижения ударной нагрузки на валки; прямыми ножами осуществляется резание
заднего (неровного) конца полосы. Ножницы работают в режиме единичных запусков
и имеют привод от электродвигателя мощностью 2100 кВт, 230 об/мин; максимальное
усилие резания 300 тс; скорость резания 1-2 м/с.
Чистовой окалиноломатель роликового (валкового)
типа предназначен для разрушения вторичной (воздушной) окалины и последующего
ее удаления при помощи гидросбива перед прокаткой полосы в первой чистовой
клети кварто. Две пары прижимных роликов диаметром 500 мм при помощи пружин и
рычажной системы прижимаются к полосе (с усилием 50 тс), движущейся по нижним
транспортным роликам рольганга. Прижимные ролики имеют привод от
электродвигателя мощностью 95 кВт, 220/440 об/мин через редуктор.
Все рабочие клети имеют механизированные
устройства для смены рабочих и опорных валков. Операция смены рабочих валков
осуществляется за 8-10 мин. Между клетями имеются направляющие линейки,
проводки и петледержатели.
По выходе из последней чистовой клети (при
850-950° С) полоса охлаждается и сматывается в рулон на ролико-барабанных
моталках. Передний конец полосы выходит из последней чистовой клети стана и
заправляется в моталку со скоростью не более 10 м/с (при большей скорости
заправка невозможна). Далее стан начинает работать с ускорением (0,5-1 м/с ), и
сматывание полосы в рулон может осуществляться на максимальной скорости. Первые
три моталки предназначены для сматывания полосы толщиной 1,2-4 мм; две концевые
моталки - для сматывания в рулон полосы толщиной 4-16 мм. Моталки имеют четыре
формирующих ролика диаметром 380 мм с индивидуальным приводом, центральный
приводной барабан диаметром 850 мм, тянущие ролики разного диаметра (900 и 400
мм), имеющие индивидуальный привод от электродвигателей.
Отводящий рольганг длиной около 100 м состоит из
полых водоохлаждаемых роликов, установленных с перекосом в горизонтальной и
вертикальной плоскостях, благодаря чему обеспечивается устойчивое положение
полосы (приобретающей корытообразную форму) при ее транспортировании с большой
скоростью к моталкам. По всей длине рольганга установлены душирующие устройства
для охлаждения полосы до 600-650° С перед сматыванием ее в рулон (расход воды
около 2 м /с).
Рулон снимается с барабана моталки
тележкой-съемником и после кантовки в вертикальное положение устанавливается на
цепной транспортер; рулоны обвязываются по диаметру узкой лентой (обручкой) на
вязальной машине, маркируются термостойкой краской на специальной
машине-маркировщике, взвешиваются на автоматических весах и направляются в цех
холодной прокатки или в отделение резки на листы.
Для контроля и регулирования технологического
процесса на стане установлены следующие приборы и устройства:
1) месдозы для измерения давления на валки
во всех клетях;
2) бесконтактные толщиномеры для измерения
толщины подката перед первой чистовой клетью и толщины полосы, выходящей из
последней чистовой клети;
3)
бесконтактные
шириномеры для измерения ширины подката на промежуточном рольганге и ширины
полосы за последней чистовой клетью;
4)
пирометры
для регистрации температуры: сляба перед черновым окалиноломателем, подката на
промежуточном рольганге, полосы, выходящей из последней чистовой клети; полосы
перед моталкой;
5) приборы для измерения натяжения полосы
между клетями чистовой группы.
На стане предусмотрено широкое применение
локальных систем автоматизации: транспортировки слябов к печам, оптимального
нагрева слябов, ритма выдачи слябов из печей, оптимального режима обжатий в
черновой группе клетей, работы устройств для гидросбива окалины, работы летучих
ножниц, режима обжатий в чистовой группе клетей, режима охлаждения полосы на
отводящем рольганге, скорости моталок и транспортеров с рулонами. Для оперативного
учета всех данных от локальных систем автоматизации в цехе имеется управляющая
электронная вычислительная машина (УЭВМ).
Оборудование стана расположено в многопролетном
здании длиной 750 метров. Масса механического оборудования стана (без участка зачистки
слябов и отделения отделки и резки горячекатаной полосы, расположенного в
отдельном здании рядом с цехом) около 40 тыс. т. Мощность главных
электродвигателей привода валков всех рабочих клетей 146 тыс. кВт; мощность
электродвигателей вспомогательных приводов около 50 тыс. кВт. Ритм прокатки
сляба в полосу толщиной 1,2-16 мм составляет 140-90 с. Средняя
производительность стана 6 млн. т в год горячекатаной полосы в рулонах.
Стан «2000» позволяет прокатывать все
существующие на сегодня марки стали. Тем не менее, несколько лет назад
руководство ЗАО ВМЗ « Красный Октябрь» приняло решение о реконструкции стана
«2000», главной целью которой является повышение производительности агрегата
Кроме того, в рамках реконструкции самого
мощного прокатного агрегата комбината, была проведена 2009-2010гг. модернизация
механического оборудования стана. Были заменены на гидравлические две
пневматические моталки, установлен чистовой окалиноломатель, сканирующие
линейки, оборудование для усиления чистовой группы клетей. Новые гидравлические
моталки позволяют наматывать в рулон лист толщиной до 18 мм (трубная
заготовка), что увеличивает вес рулона до 43 тонн. Установлен новый гидросбив
за вертикальным окалиноломателем, а также заменен гидросбив перед чистовой
группой клетей. Новые гидросбивы имеют другой тип форсунок, позволяющих лучше
удалять окалину. Замена части механического оборудования позволила производить
на стане более толстый сортамент, улучшила механические свойства выпускаемой
продукции.
Заключительным этапом коренной реконструкции
агрегата станет завершение модернизации АСУ ТП стана. В настоящий момент
полностью закончены работы по замене оборудования базового уровня АСУ ТП, в
марте будущего года планируется внедрить математические модели второго уровня,
что позволит сделать стан полностью автоматизированным.
Проекты по реконструкции стана 2000г.п. Стан
2000 горячей прокатки имеет длину бочки валков 2000 мм и производит прокат
шириной до 1850 мм и толщиной от 1,2 мм до 16 мм. Марочный сортамент - от
низкоуглеродистых до высокопрочных, включая углеродистые марки стали. В числе
основных потребителей горячекатаного рулонного и листового проката -
предприятия стройиндустрии, судостроения, автомобилестроения, изготовители
труб, а также собственное производство холоднокатаного проката.
На стане 2000 . компанией реконструируется
система охлаждения прокатных валков чистовой группы клетей стана, системы
гидравлического удаления окалины прокатываемой полосы и система ламинарного
(ускоренного) охлаждения полосы.
Причиной реконструкции явилось морально и
физически устаревшее оборудование, не отвечающее современным тенденциям
надёжности и автоматизации, а также потребность в высококачественном горячем
прокате для вновь стоящегося стана 2000 холодной прокатки с возможностью последующего
выпуска автолиста.
Реконструкция системы охлаждения рабочих валков
чистовой группы клетей стана 2000
Цели реконструкции:
· улучшение теплового режима работы
валков;
· повышение качества поверхности
валков и готового проката;
· обеспечение возможности увеличения
межперевалочного ресурса валков;
· увеличение производительности стана;
· снижение потребления энергоресурсов
системы;
· повышение эксплуатационных
характеристик.
Общий объем поставки оборудования составил 110
тонн. В ходе реконструкции системы будет произведен монтаж фильтровальной
станции подготовки воды, заменен раздаточный коллектор, установлены новые
проводковые столы, коллектора охлаждения валков, коллектора
"антишелушения" и системы обеспыливания межклетьевого пространства, смонтировано
новое электрооборудование и система АСУ с возможностью плавного пуска
оборудования и регулированной подачи воды по математической модели.
Реконструкция системы ламинарного охлаждения
полосы (СЛОП)
Цели реконструкции:
· повышение качества;
· оптимизация температуры начала и
конца смотки полосы;
· возможность смотки полосы на низких
температурах.
Реконструкция системы ламинарного охлаждения
полосы (СЛОП) стана 2000 . является одним из последних проектов. Реконструкция
СЛОП является завершающим этапом в объеме реконструкции технологического
оборудования на стане 2000 нацеленной на повышение качества выпускаемой
продукции. Реконструкция СЛОП позволит оптимизировать температуру полосы по
всей длине в пределах +/- 15º С.
Реконструкция СЛОП выполняется в два этапа:
. Замена второй группы СЛОП (коллектора верхние
и нижние, гидроблоки управления и контроля расхода воды, металлоконструкций и
гидравлического оборудования).
. Замена первой группы СЛОП (коллектора верхние
и нижние, гидроблоки управления и контроля расхода воды, металлоконструкций и
гидравлического оборудования), установка фильтровальной станции, напорных
баков.
3. Аналитическая часть
Тема: Анализ производственно - хозяйственной
деятельности и выявление путей повышения эффективности работы ЗАО «Красный Октябрь».
Руководитель
Петергова А.В.
Консультант
Петергова А.В.
3.1 Анализ производства
и реализации продукции на ЗАО ВМЗ «Красный Октябрь»
Объем производства и объем реализации продукции
являются взаимозависимыми показателями. Предприятие должно производить только
те товары и в таком объеме, которые оно может реально реализовать.
Темпы роста объема производства и реализации
продукций, повышение ее качества непосредственно влияют на величину издержек,
прибыль и рентабельность предприятия. Поэтому анализ данных показателей имеет
важное значение.
От объема, номенклатуры, сортамента, качества
продукции, ритмичности ее выпуска и реализации в значительной степени зависят
показатели ПХД предприятия - себестоимость, прибыль, рентабельность продукции и
производства и др.
Средства труда Трудовые
ресурсы Предметы труда
Стоимость
фондо- Численность Производи- Стоимость
потре- Матери-
основных
отдача работающих тельность бленных
предметов алоотдача
средств
труда труда
Валовой оборот
Валовая продукция
Внутризаводской оборот
Товарная
продукция, Изменение остатков Расход полуфабрикатов
Расход продук-
предназначенная
для полуфабрикатов и неза- в дальнейший передел ции на
собствен-
реализации вершенного
производства ные нужды
Отгруженная товарная Изменение остатков готовой
продукция продукции на складах
Реализованная товарная Изменение остатков отгруженной
продукция
продукции
Рисунок 3.3. Схема формирования основных
показателей объема производства и реализации продукции
3.1.1 Анализ объема
производства продукции
Для измерения объема производства продукции на
металлургических предприятиях используют натуральные, условно-натуральные и
стоимостные показатели. На основе плановых или отчетных показателей
производства продукции в натуральном выражении определяется объем продукции в
стоимостном выражении с использованием показателей готовой, товарной, валовой и
реализованной продукции.
Товарная продукция включает в себя готовую
продукцию (в том числе полуфабрикаты, предназначенные к отпуску на сторону),
работы и услуги промышленного характера, предназначенные к отпуску на сторону.
Готовой продукцией считается продукция,
полностью законченная производством, принятая отделом технического контроля или
представителем заказчика, сданная на склад и оформленная сдаточными
документами.
К готовой продукции могут относиться и
полуфабрикаты, представляющие собой продукцию, законченную на определенных
стадиях.
Валовая продукция характеризует общий объем
производства продукции за отчетный период. В металлургической промышленности в
составе валовой продукции не учитывают незавершенное производство. Поэтому
объем валовой (ВП) и товарной (ТП) продукции связаны между собой следующим
образом:
ВП = ТП + (ПФ2 - ПФ,)
где ПФ, и ПФ2 - остатки полуфабрикатов
(предназначенных для дальнейшей переработки) на начало и конец отчетного
периода.
Валовой оборот - это суммарный выпуск продукции
всеми цехами предприятия в денежном выражении (в отпускных ценах). Валовой оборот
не характеризует объем производства.
Валовая продукция предприятия представляет собой
разницу между валовым оборотом и внутризаводским оборотом.
Внутризаводской оборот - это стоимость продукции
своей выработки (полуфабрикатов, продукции подсобных и вспомогательных цехов,
работ промышленного характера), потребленной предприятием на собственные
промышленно-производственные нужды.
Основным показателем ПД предприятия является
объем реализованной продукции. Именно по этому показателю судят о роли
предприятия на рынке.
Объем производства на ВМЗКО составляет 850 тыс.
тонн стали в год. На заводе реализуется программа развития объема производства
до 1 млн. тонн стали в год, расширение сортамента и повышение качества
продукции. А программа «максимум»- 2 млн.тонны в год.
Своё будущее завод видит в присутствии на рынке
авиапрома и ВПК. Самоё серьезное внимание ВМЗ «Красный Октябрь» уделяет
производству нержавеющих марок стали, которые идут на нужды химического
машиностроения, атомной промышленности. Продукция "Красный Октябрь "
направлена на возрождение российского судостроения. При этом не забывают о
производстве рядовых марок стали. В частности, завод производит и будет
производить и углеродистые стали, и арматурную сталь, и "катанку".
Рисунок 3.1. Производство товарной продукции на
ВМЗКО, млрд. руб. 2008-2010 г.г.
По оценке ВМЗКО, стоимостный рост выпуска и
объема продаж связан с улучшением марочного сортамента продукции, в частности,
с увеличением доли легированных нержавеющих марок стали.
Общий прирост: легированной стали за 2009 г. -
55%.
конструкционных никелъсодержащих марок составил
-17%, нержавеющих - 75%,
нержавеющих никелъсодержащих - 58%.
Объем производства сталей и сплавов с особыми
свойствами увеличился в 4,6 раза.
Таблица 3.1
Структура товарной продукции 2007-2009 гг.
|
Вид
продукции
|
Объем
производства стали, т
|
|
2007
|
%
|
2008
|
%
|
2009
|
%
|
|
Выплавка
стали:
|
714
881,00
|
100
|
719
033,00
|
100
|
732
292,00
|
100
|
|
Сталь
углеродистая
|
371
023,00
|
51,9
|
323
565,00
|
45,1
|
329
531,00
|
44,9
|
|
Сталь
легированная
|
343
858,00
|
48,1
|
395
468,00
|
54,9
|
402
761,00
|
55,1
|
|
Выпуск
проката:
|
100
|
478873,00
|
100
|
487688,00
|
100
|
|
Круглый
|
102999,00
|
21,9
|
105352,00
|
21,9
|
107291,00
|
21,9
|
|
Квадратный
|
65545,00
|
14
|
67042,00
|
13,9
|
68276,00
|
13,9
|
|
Прямоугольный
|
177908,00
|
38,2
|
181972,00
|
38,2
|
185322,00
|
38
|
|
Шестигранник
|
74908,00
|
15,9
|
76620,00
|
16
|
78030,00
|
15,9
|
|
Проволока
|
46818,00
|
10
|
47887,00
|
10
|
48769,00
|
10,3
|
Увеличение продукции в 2009г произошло за счет
уменьшения выплавки по времени, соответственно, увеличилось количество плавок,
а также за счет изменения технологии выплавки.
Уменьшение показателей выплавки стали в 2008 г.
связано с экономическим кризисом, который привел к снижению производственных
мощностей, а также спроса и падению цен на металлопродукцию.
Рис. 3.2. Динамика производства профильного
сортамента 2007 -2009 гг.
3.1.2 Анализ сортамента
продукции
В состав товарной продукции входит: стальные
слитки, заготовка, прокат, поэтому оценка общего объема производства - ВП и ТП
- может осуществляться только в стоимостном выражении.
Номенклатура продукции - это перечень
наименований выпускаемых изделий. Сортамент продукции - вид изделия. Изменение
сортамента продукции влияет на: объем производства продукции, рентабельности
производства.
Предприятия холдинга «РусСпецСталь» производят
продукцию II-V
переделов.
Марочный сортамент выпускаемой продукции
составляет боле 680 марок высоколегированной стали в 300 профиле-размерах и
около 200 алюминиевых и специальных сплавов в 25000 типоразмерах.
Таблица 3.3.
Номенклатура производства холдинга
«РусСпецСталь»
|
ВМЗКО
СМК МК Баррикады
|
Выплавка
Разливка Литье Прокат Порошки Ковка и пресс
|
|
ЭОПЦ
|
ЭШП
|
ВД
|
ВИП
|
Слитки
|
Слябы
|
МЛН3
|
Формы
|
Центроб.
|
Точное
|
Лист
|
Сорт
|
Кольца
|
Трубы
|
|
Поковки
|
Трубы
|
Кольца
|
|
|
Специальная
сталь
|
|
Качественная
конструкционная
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Углеродистая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Легированная
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Никелесодержащая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подшипниковая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нержавеющая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Никелесодержащая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Хромистая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Инструментальная
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Специальные
сплавы
|
|
Никелевые
(жаропрочные)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Алюминиевые
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Титановые
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Легкие
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализ выполнения плана по сортаменту проведем
по данным, представленным в табл. 3.4.
Таблица 3.4
Анализ производства проката по сортаменту
|
Вид
продукции
|
Пр-во
продукции, тыс.т.
|
Удельный
вес в общем объеме произ-ва,%
|
Анализ
производства проката по сортаменту
|
Увеличение
производства в 2010 году по сравнению с 2009 годом.
|
|
2009
|
2010
|
2009
|
2010
|
Тыс.т.
|
%
|
|
|
Круглый
|
102999
|
107291
|
22
|
21,9
|
102999
|
100,0
|
+4292
|
|
Квадратный
|
65545
|
68276
|
13,7
|
13,8
|
65545
|
100,0
|
+2731
|
|
Прямоугольный
|
177908
|
185322
|
37,9
|
37,6
|
177908
|
100,0
|
+
7414
|
|
Шестигранник
|
74908
|
78030
|
15,9
|
15,7
|
74908
|
100,0
|
+3122
|
|
Проволока
|
46818
|
48769
|
9,8
|
9,1
|
46818
|
100,0
|
+1951
|
|
Итого
проката
|
468180
|
487690
|
100
|
100
|
468180
|
100,0
|
+19510
|
Степень производства проката по сортаменту
определяется методом наименьшего числа (если в 10 г. показатель > чем в 09
г., то 10/09*100%), при этом в счет выполнения плана по отдельным видам
продукции принимается наименьшее значение из двух показателей объема
производства. Необходимо иметь в виду, что при использовании этого метода
степень выполнения плана по сортаменту не может превышать 100%.
Сдвиги в структуре продукции могут явиться
следствием различных внутренних - несвоевременный запуск изделий в
производство, брак продукции, сверхплановые простои оборудования («-« оценка);
и внешних причин - изменения конъюнктуры рынка, спроса на отдельные виды
продукции («+» оценка).
3.1.3 Анализ качества
продукции
На ВМЗКО многие виды изделий подразделяются в
зависимости от их качества на продукцию первого и второго сорта.
Продукция второго сорта - это годная продукция,
принятая отделом технического контроля, но имеющая отклонения от требований,
предъявляемых ГОСТами и техническими условиями к продукции первого сорта. На
продукцию второго сорта устанавливаются скидки 15-25%.
Показателем, характеризующим сортность
продукции, является коэффициент сортности.
Расчет среднего коэффициента сортности и влияния
его изменения на объем производства проведем по данным табл. 3.5.
Таблица 3.5
Расчет среднего коэффициента сортности для
круглого проката
|
Сорт
|
Оптовая
цена по плану ,тыс.руб (2010 г.)
|
Выпуск
продукции, тыс.т.
|
Стоимость
выпуска в оптовых ценах, млн.руб.
|
|
|
2008
|
2009
|
2008
|
2009
|
|
I
|
18,0
|
98,9
|
102,9
|
1
780,2
|
1
852,2
|
|
II
|
13,5
|
4,12
|
4,3
|
55,62
|
58,05
|
|
Итого
|
|
102,9
|
107,3
|
1
835,82
|
1
910,25
|
Переводной коэффициент для продукции первого
сорта равен единице, а для продукции второго сорта О,75. Таким образом,
количество продукции при переводе ее в первый сорт составляло:
по 2008г. = (98,9 * 1,0) + (4,12* 0,75) = 101,99
тыс. т;
по 2009г. = (102,9* 1,0) + (4,3* 0,75) = 106,125
тыс. т.
Средние коэффициенты сортности составляли:
по 08 г. = 101,99 : 102,9 = 0,991;
по 09г. = 106,125 : 107,3 = 0,989.
Выполнение производства 2008 к 2009 г. по
сортности продукции составило:
,991 *100/ 0,989= 100,2%.
Анализ показывает, что фактически выпускалась
продукция более высокого качества - план по сортности продукции перевыполнен.
Для оценки влияния сортности продукции на объем
ее выпуска в стоимостном выражении необходимо сопоставить фактическую стоимость
товарной продукции по действующим отпускным ценам со стоимостью этой же
продукции при соотношении сортов 2009г. (плановом коэффициенте сортности).
Стоимость фактического выпуска среднего сорта при плановом соотношении сортов
составила бы:
(102,9*0,96 *18,0) + (102,9 *0,04 *13,5) = 1
833,6млн. руб.,
где 0,96 и 0,04 - плановые доли продукции I
u II
сорта в общем объеме производства.
Увеличение объема выпуска продукции в результате
повышения доли продукции первого сорта составило 2,22 тыс. руб. (1 835,82 - 1
833,6).
3.1.4 Анализ
ритмичности производства продукции
Под ритмичностью производства понимается
равномерность выпуска продукции в соответствии с оперативным планом-графиком
производства.
Коэффициент ритмичности производства (КрП)
характеризует равномерность выпуска продукции или выполнения работ за
определенный календарный период в соответствии с оперативными планами-графиками
и определяется по формуле:
Крп = ∑q
(ф/пл) / ∑ q пл
Где ∑ q
(ф/пл) - сумма фактических показателей выпуска продукции (в пределах планового
уровня) за отдельные декады (сутки), т, руб. или % выполнения плана;
∑ q
пл - сумма плановых показателей выпуска продукции за те же отрезки времени.
Данные для расчета коэффициента ритмичности
производства в электросталеплавильном цехе приведены в табл. 3.6.
Таблица 3.6
Фактическое и плановое производство стали в
электросталеплавильном цехе в 2009 г.
|
Декады
|
Производство
стали
|
|
план,
тыс. т
|
отчет
|
|
|
тыс.
т
|
%
к плану
|
|
I
|
154,4
|
152,7
|
98,9
|
|
II
|
228,2
|
228,7
|
100,3
|
|
III
|
349,7
|
351,6
|
100,6
|
|
Итого
|
732,3
|
736,4
|
100,2
|
Коэффициент ритмичности равен:
Крп = 152,7+228,2 + 349,7/732,3 = 0,99
или
Крп = 98,9+100+100/300 = 0,99
Неритмичность производства и реализации
оказывает влияние на: снижается качество продукции, увеличиваются объемы
незавершенного производства и остатки готовой продукции на складах, замедляется
оборачиваемость капитала, уменьшается прибыль и ухудшается финансовое состояние
предприятие.
.1.5 Анализ объема реализации продукции
Реализация продукция является завершающим этапом
кругооборота средств предприятия.
Основными направлениями сбытовой деятельности
завода «Красный Октябрь» на внутреннем рынке являются: сохранение роли одного
из основных поставщиков металлопродукции и дальнейшая оптимизация системы
продаж на оптовом рынке. Сбытовая политика на внешнем рынке строится по
принципу обеспечения максимальной эффективности продаж в региональном и
сортаментном разрезах.
Структура экспорта постоянно меняется в сторону
увеличения продаж готовых видов проката.
Реализация металлопроката на внешнем и
внутреннем рынке осуществляется на 100% прямыми продажами, а на оптовый рынок
через системных дистрибьюторов.
Основной вид деятельности: ВМЗ "Красный
Октябрь " специализируется на производстве и реализации продукции
спецсталей и проката.
Холдинг «Русспецсталъ» (РСС) - в составе которого
находится ЗАО ВМЗ "Красный Октябрь ", поставляет на рынок из общего
объема производимых в России: 8,7% - специальных сталей, 7 % - алюминиевых
сплавов, 24,5% - жаропрочных сплавов (ЖПС) и т.п. Свыше 51,7% продукции РСС
поставляется на внутренний рынок России, 10,9% - странам СНГ, 37,4% - в страны
дальнего зарубежья. Продукция экспортируется в 37 странах мира. Доля ВМЗ
«Красный Октябрь» в объёме металлопродукции, реализуемой на внутреннем рынке
страны, составляет около 10 %.
Сотрудничество металлоторговых компаний с ВМЗ
«Красный Октябрь» находятся в состоянии крепких партнерских отношений.
Рисунок 3.3 . Географическая структура отгрузки
предприятий холдинга "РусСпецСталъ"
В структуре заказчиков ВМЗКО:
· 70%
составляют конечные потребители и
· 30%
- металлотрейдеры.
Пропорция объемов отгрузки складывается примерно
40 на 60%.
В ближайшее время ВМЗКО планирует довести объем
производства до 1 млн. т в год, а программа «максимум» - 2 млн.т.в год.
Завод имеет собственную складскую систему,
которая находится на его территории.
Готовая продукция до реализации хранятся:
· малогабаритные
- на складах завода,
· крупногабаритные
- в пролетах цехов.
ЗАО «Красный Октябрь» имеет собственный парк
грузовых автомобилей и может доставить свою продукцию потребителю собственным
автомобильным транспортом. Также транспортировка продукция осуществляется
железнодорожным транспортом. Если речь идет о водном транспорте, то завод
арендует соответствующие суда и барки у ОАО «Речпорт».
В связи с неустойчивым финансовым положением
многих потребителей, и как следствие, с неплатежами оплата за продукцию завода
осуществляется только методами предоплаты и взаимозачета. Нужно сказать, что
такая система оплаты за продукцию не способствует увеличению сбыта.
ЗАО «Красный Октябрь» имеет специализированные
цеха горячей листовой штамповки и ковки. Имеется литейное производство,
позволяющее изготавливать литье стальное, чугунное, цветное для собственного
производства и для реализации.
Многолетний опыт, наличие парка современного
технологического оборудования и высококвалифицированного персонала,
своевременное и качественное изготовление продукции позволили предприятию
«Красный Октябрь» получить международное признание.
В процессе комплексного целевого анализа
производства и реализации продукции можно выделить четыре этапа:
· первый
базируется на маркетинге и связан с изучением спроса
· второй,
выявление резервов использования основных средств
· третий
анализ производства и реализации продукции
· четвертый
установление причин невыполнения обязательств.
Рыночный спрос на продукцию предприятия
определяет, и объем ее производства. Поэтому анализ данного вопроса
целесообразно начать с рассмотрения динамики производства и реализации
продукции (табл. 3.7.), из которой видно, что за три года объем производства
увеличился на 281,9%, а объем реализации - на 296,2%).
Таблица 3.7
Динамика производства и реализации продукции
2008 - 2010 г. г.
|
Годы
|
Объем
производства продукции, млрд. руб.
|
Индексы
темпов роста, %
|
Объем
реализации продукции, млрд. руб.
|
Индексы
темпов роста, %
|
|
|
базисные
|
цепные
|
|
базисные
|
цепные
|
|
2008
|
9,67
|
100
|
100
|
9,57
|
100
|
100
|
|
2009
|
14,1
|
220,9
|
145,2
|
13,98
|
231,9
|
146,1
|
|
2010
|
17,9
|
281,9
|
126,9
|
17,8
|
296,2
|
127,3
|
Необходимо отметить, что цепные индексы темпов
роста объема реализации в 2009 г. были выше соответствующих индексов объема
производства. Это свидетельствовало о снижении остатков нереализованной
продукции на складах предприятия, а также остатков продукции отгруженной, но не
оплаченной покупателями.
Постепенно ситуация изменилась. В 2010.г.,
годовые темпы роста объемов производства и реализации (цепные индексы)
продукции последовательно снижались. Это означает, что темпы роста объема
производства стали выше темпов роста объема реализации продукции. Это явилось
следствием накопления остатков нереализованной продукции.
По итогам работы 2009 года производство жидкой
стали выросло на 2% к 2008 году. При этом объем производства готовой продукции
увеличился на 3%. В денежном выражении этот показатель превышает показатель
2008 года на 45%. (таб. 3.8.)
Таблица 3.8
Выпуск готовой продукции ВМЗКО по итогам
2008-2009г.
|
Показатели
|
Ед.
|
2008
|
2009
|
Отклонение
2009/2008 гг.
|
|
|
|
|
Абсолютное,
+/-
|
Относительное,
%
|
|
Выпуск
готовой продукции,
|
млрд.руб.
|
9,
665
|
14,
029
|
4,36
|
145,15
|
|
Объем
пр-ва готовой прод.,
|
тыс.т
|
514,002
|
533,370
|
19,37
|
103,77
|
|
Выпуск
проката
|
тыс.т
|
468,18
|
487,69
|
19,51
|
104,17
|
|
Объем
пр-ва стали,
|
тыс.т
|
714,882
|
732,293
|
17,41
|
102,44
|
Рисунок 3.4. Графическое изображение выпуска
готовой продукции ВМЗКО по итогам 2008-2009 г.г.
Анализ факторов, влияющих на объем реализации
осуществляют на основе формулы товарного баланса:
РП=ТП+ (П1 - П2) + (T1
- Т2),
где РП - объем реализации товарной продукции; ТП
- производство товарной продукции;
П1 иП2 - остатки продукции на складах
соответственно на начало и конец анализируемого периода;
Т1, иТ2 - остатки товаров, отгруженных
потребителям, но неоплаченных ими на начало и конец периода.
Данные табл. 3.9. отражают балансовую
взаимоувязку показателей производства и реализации продукции. Ресурсы
продукции, пригодной для реализации в отчетном году, равны
ТП + П1 + Т1
В рассматриваемом случае их величина составила
18082,255 млрд. руб. Однако запланированный объем реализации продукции был
меньше этой величины, так как на конец года предусматривалось наличие остатков
нереализованной продукции в размере 683 млн. руб. Поэтому плановый объем реализации
составил 17 399,255 млрд. руб. (18082,255 - 683)
Таблица 3.9
Баланс товарной продукции в плановых оптовых
ценах 2009 (млрд. руб.)
|
Показатели
|
План
|
Отчет
|
Отклонение
|
|
А.
Приход продукции. Остатки нереализованной продукции на начало года (остатки
на складе и товары отгруженные)
|
614
|
621
|
+
70
|
|
Производство
товарной продукции
|
17
417,053
|
17
957,053
|
|
Итого
|
18082,255
|
18629,255
|
+547
|
|
Б.
Расход продукции. Реализация продукции
|
17399,255
|
17
858,255
|
+459
|
|
Остатки
нереализованной продукции на конец года (остатки на складе и товары
отгруженные)
|
683
|
771
|
+88
|
|
Итого
|
18082,255
|
18629,255
|
+547
|
Фактический объем реализации продукции оказался
выше запланированного на 459 млн. руб. Это явилось следствием совместного
влияния двух факторов. Положительное влияние на объем реализации оказало
перевыполнение плана по товарной продукции на 540 млн. руб. В то же время
отрицательное влияние на объем реализации оказало более значительное, чем было
запланировано, увеличение остатков нереализованной продукции в течение года. По
плану остатки должны были увеличиться на 69 млн. руб. (683 - 614), а фактически
они возросли на 150 млн. руб. (771 - 621). Таким образом, за счет влияния
второго фактора объем реализации снизился на 81 млн. руб. (150 - 69). Общее
изменение объема реализации составило: 540-81 = 459 млн. руб.
Ритмичность реализации продукции определяется в
основном ритмичностью ее производства. Одним из результатов недостаточно
ритмичной реализации продукции является увеличение остатков нереализованной
продукции на конец отчетного периода.
Особое внимание при анализе следует обратить на
выполнение поставкам и по экспорту продукции. При этом существенно изменилась
структура отгрузки, (табл. 3.10.)
Таблица 3.10
Объем отгрузки
|
Год
|
Объем
продаж, тыс.т
|
Отгружено
на экспорт тыс.т.
|
Отгружено
на внутр. рынок, тыс.т
|
Сумма
отгрузки млрд.руб.
|
Доля
экспорта, %
|
Доля
внутреннего рынка, %
|
|
2007
|
542,43
|
262,02
|
270,22
|
8,82
|
51
|
49
|
|
2008
|
502,25
|
214,77
|
287,47
|
9,49
|
43
|
57
|
Из таблицы видно, что в 2008 г. объем продаж
сократился по сравнению с 2007 годом на 8%. Сокращение объемов продаж связано с
неблагоприятной ценовой ситуацией на мировом рынке и, соответственно, снижением
поставок на экспорт.
Несмотря на сокращение самой отгрузки в 2008
году, сумма отгрузки выросла, что на 8% больше аналогичного показателя за 2007
год (8 820 млн. руб.). Это связано с тем, что в 2008 году на 22% увеличилась
средняя цена продаж как на внутренний рынок и СНГ, так и на экспорт.
По итогам 2008 г.экспортной продукции было
отгружено на 22% меньше, чем в 2007 г. Объем поставок на внутренний рынок,
напротив, увеличился на 6%. Это обусловлено более благоприятной ценовой
ситуацией на внутреннем рынке.
Таким образом, в 2008 г. произошла
переориентация отгрузки в сторону внутреннего рынка.
Из таблицы также видно, что несмотря на
сокращение объемов отгрузки в 2008 г., сумма отгрузки выросла. Это связано с
тем, что в 2008 г. на 22% увеличилась средняя цена продаж как на внутренний
рынок, так и на экспорт.
Рисунок 3.5. Показатели экспорта ВМЗКО
В 2008 году произошло изменение структуры
продажи профильного сортамента. Из-за неблагоприятной ценовой ситуации
снизилась продажа - арматуры на 12%, - квадратной заготовки на 39%.
В связи с ростом спроса на листовой прокат,
"Красный Октябрь " за 8 месяцев 2008 года отгрузил на 23% больше
листового проката к 2007г. На 27,4% возросла доля отгрузки нержавеющего
проката. Увеличился объем поставки кругов, в том числе, большого диаметра.
Возросли объемы продаж кругов за счет увеличения доли потребителей
машиностроительной отрасли на 4%, производителей подшипников - на 3%металлургии
- на 2,6%, автомобилестроения - 1,6%.
Таблица 3.11
Анализ выполнения плана по объему реализации с
учетом выполнения обязательств по поставкам 2009
|
Отчетный
период
|
Общий
объем реализации продукции, млн. руб.
|
Стоимость
недопоставленной продукции, млн. руб.
|
Выполнение
плана по объему реализации с учетом выполнения обязательств по поставкам
|
|
план
|
отчет
|
|
млн.
руб.
|
%
|
|
I
квартал
|
2
346,252
|
2320,443
|
25,8
|
2320,4
|
98,9
|
|
II
квартал
|
2320,843
|
2344,051
|
23,2
|
2297,6
|
99,0
|
|
Первое
полугодие
|
4667,095
|
4664,494
|
4,7
|
4662,4
|
99,9
|
|
III
квартал
|
6832,905
|
6812,506
|
20,5
|
6812,4
|
99,7
|
|
Девять
месяцев
|
11500,0
|
11
477,0
|
23,0
|
11477,0
|
99,8
|
|
IV
квартал
|
5899,255
|
6381,255
|
448,3
|
5450,9
|
92,4
|
|
Год
|
17399,255
|
17
858,255
|
452,4
|
16946,9
|
97,4
|
Из данных табл. 3.11. видно, что предприятие в
течение года не полностью выполняло обязательства по поставкам продукции. Более
значительные нарушения договорных обязательств были допущены в III
квартале.
В заключение следует отметить, что
производственная программа ЗАО «Красный Октябрь» относительно оптимальна, так
как дает возможность предприятию непосредственно находиться на рынке, изучать
его особенности, специфику запросов покупателя, совершенствовать как саму
продукцию, так и формы торговли. Существующая производственная программа завода
приносит определенную финансовую экономию, поскольку сокращает издержки,
снижает риск и зависимость результатов коммерческой деятельности.
К слабым сторонам предприятия можно отнести то,
что продукция, производимая ЗАО «Красный Октябрь» является
узкоспециализированной по назначению и часто производится по техническим
условиям покупателя. Продукция завода требует высоко специализированного
сервиса. Поэтому, также стоит отметить, что система управления качеством
продукции в данном случае должна быть подкреплена международным стандартом ИСО
9000.
Сильными сторонами предприятия является то, что
ЗАО «Красный Октябрь» имеет достаточно крупный внешнеторговый оборот и оборот
продукции на внутреннем рынке для того, чтобы покрыть расходы на
самостоятельное распределение продукции.
Завод «Красный Октябрь» давно сотрудничает с
белорусскими предприятиями. В числе потребителей краснооктябрьской продукции в
Белоруссии: Минский тракторный завод, Минский завод колесных тягачей и Минский
автомобилестроительный завод.
2009 года в Волгограде открылся
Российско-Китайский форум деловых кругов. Огромный интерес у китайских
машиностроителей вызвала продукция завода «Красный Октябрь», особенно в части
производства специальных марок стали. Технологии, которыми обладает «Красный
Октябрь», признаны необходимыми как для комплектации существующих производств
на территории Китая, так и обеспечивающими реализацию производственных проектов
в Волгоградской области в части изготовления металлоемких частей китайской
техники.
«Красный Октябрь» добился значительных успехов
за последние годы, заняв одно из лидирующих мест среди производителей
спецсталей: объем производства увеличен в два раза.. «На юге России у ВМЗКО
конкурентов нет!»...
3.2 Анализ
использования трудовых ресурсов и фонда заработной платы
Принципиально важным условием нормального
функционирования ВМЗКО являются обеспеченность его трудовыми ресурсами,
рациональное их использование и высокая производительность труда.
Принципиальная схема формирования основных
показателей использования труда и заработной платы приведена на рисунке 3.7
Средства труда Трудовые ресурсы Предметы
труда
Стоимость
фондо- Численность Производи- Стоимость
потре- Матери-
основных
отдача работающих тельность бленных
предметов алоотдача
средств
труда труда
Валовой оборот
Валовая продукция
Внутризаводской оборот
Товарная
продукция, Изменение остатков Расход полуфабрикатов
Расход продук-
предназначенная
для полуфабрикатов и неза- в дальнейший передел ции на
собствен-
реализации вершенного
производства ные нужды
Отгруженная товарная Изменение остатков готовой
продукция продукции на складах
Реализованная товарная Изменение остатков отгруженной
продукция
продукции
Рисунок 3.6. Схема формирования основных
показателей использования труда и заработной платы
3.2.1 Анализ
обеспеченности предприятия трудовыми ресурсами
Соотношение разных категорий работников в их
общей численности характеризует структуру персонала предприятия.
КППП - персоналу, занятому основной
деятельностью, относятся работники: рабочие и служащие, участники
производственного процесса.
К непромышленному персоналу - персоналу,
занятому не основной деятельностью, относятся работники ЖКХ, медицинских
учреждений, транспорта, обслуживающего непромышленные организации и т.д.
В ЗАО «Красный Октябрь» к основным рабочим
(создающие продукцию) можно отнести: технологи, бригадиры, мастера цеха и др.
К вспомогательным относятся рабочие, занятые
обслуживанием оборудования. К этой группе рабочих в ЗАО «Красный Октябрь» можно
отнести инженеров, электромехаников, техников.
Анализ обеспеченности предприятия трудовыми
ресурсами осуществляется путем сопоставления фактических и плановых данных о
численности отдельных категорий работающих. Приведенные в табл. 3.12. данные
позволяют определить отклонение численности работающих.
Таблица 3.12
Динамика изменения численности персонала ЗАО
«Красный Октябрь» за период с 2008 по 2010 гг. (человек)
|
Категории
работников
|
2008
|
2009
|
2010
|
Абсолютное
отклонение 2010-2008
|
Абсолютное
отклонение 2010-2009
|
|
Среднесписочная
численность
|
7700
|
7850
|
9300
|
1600
|
1450
|
|
1)
непромышленные подразделения
|
231
|
242
|
302
|
71
|
60
|
|
2)
промышленно-производственный персонал, в том числе:
|
7469
|
7608
|
8998
|
1529
|
1393
|
|
Рабочие
|
6804
|
6927
|
8197
|
1393
|
1270
|
|
Руководители
|
224
|
228
|
270
|
46
|
42
|
|
Специалисты
|
411
|
418
|
495
|
84
|
77
|
|
Служащие
|
30
|
35
|
36
|
6
|
1
|
Как видно из таблицы, показатель наименьшей
численности персонала был зарегистрирован в 2008г. и составил 7700 против 7850.
списочного состава в 2009г. Также следует отметить, что в 2010г. аналогичный
показатель увеличился на 1450 и составил 9300 человек списочного состава.
В 2010 г. численность ППП составила 8998 чел.
против 7469 чел. в 2008 г.
По сравнению с 2008 годом в 2010 г. численность
руководителей увеличилась значительно (на 46 чел.). Количество рабочих
увеличилось на 1393 чел.
На ВМЗКО величина абсолютного отклонения
численности персонала 2010-2008 г.г. составила: по всему персоналу +1600 чел.,
в том числе по ППП +1529 чел. и по непромышленному персоналу + 71 чел.
Немаловажное значение при анализе человеческого
капитала имеет оценка квалификационного состава рабочих предприятия,
(табл.3.13.) О квалификации рабочих можно судить по среднему тарифному разряду.
Расчет этого показателя производится следующим
образом: число рабочих каждого разряда умножается на порядковый номер разряда,
полученные произведения суммируются и сумма делится на общее число рабочих.
Таблица 3.13
Квалификационный состав рабочих ЗАО «Красный
Октябрь» в 2008-2010 г.
|
Тарифные
разряды рабочих
|
2008г.
|
2009г.
|
2010г.
|
|
1
|
2,8
|
32
|
2,5
|
|
2
|
13,0
|
32
|
12,3
|
|
3
|
23,2
|
309
|
22,8
|
|
4
|
22,3
|
313
|
23,1
|
|
5
|
22,5
|
310
|
22,9
|
|
6
|
16,2
|
222
|
16,4
|
|
Итого
|
100%
|
1352
|
100%
|
Анализируя данные таблицы 3.13., можно убедиться
в том, что за последние три года количество рабочих, имеющих высшие тарифные
разряды, возрастает как в относительном, так и в абсолютном выражении, а
количество рабочих с низкими тарифными разрядами снижается. Это свидетельствует
о росте профессионализма и накоплении человеческого на предприятии.
Среднетарифный разряд рабочих по годам:
2008г.: (1*4,7 +
2*15,9+3*29,5+4*22+5*15,7+6*12,2)*1 100=3,64
2009г.:
(1*2,8+2,13+3*23,2+4*22,3+5*22,5+6*16,2)*1 100=3,97
2010г.:
(1*2,5+2*12,3+3*22,8+4*23,1+5*22,9+6*16,4)*1 100=4,01
Приведенные расчеты свидетельствуют о
совершенствовании: -качественных характеристик, - повышение квалификации
рабочих на 0,37 разряда. Результатом качественного скачка явились
образовательные программы, направленные на повышение квалификации.
На предприятии ВМЗ довольно большой удельный вес
женщин, среди специалистов 59%. (табл.3.14.)
Таблица 3.14
Половая структура персонала ЗАО «Красный
Октябрь» на 2009 г.
|
Структура
ППП по полу
|
Всего
|
Рабочие
|
Руководители
|
Специалисты
|
|
Чел.
|
%
|
Чел.
|
%
|
Чел.
|
%
|
Чел.
|
%
|
|
Мужчины
|
1174
|
62
|
868
|
65
|
145
|
74
|
155
|
41
|
|
Женщины
|
686
|
38
|
484
|
35
|
53
|
26
|
221
|
59
|
Охарактеризовать состояние человеческого
капитала поможет разграничение по возрастному признаку согласно таблице 3.15
Таблица 3.15
Возрастная структура
промышленно-производственного персонала ЗАО «Красный Октябрь» в 2009 г.
|
Возраст
|
Рабочие
и руководители в производственных цехах
|
В
заводоуправлении
|
|
До
25
|
101
|
8%
|
86
|
12%
|
|
25-35
|
224
|
18%
|
147
|
21%
|
|
35-50
|
535
|
43%
|
295
|
42%
|
|
Свыше
50
|
386
|
31%
|
176
|
25%
|
|
Всего:
|
1246
|
100%
|
704
|
100%
|
Исходя из данных таблицы 3.15.,, можно посчитать
средний возраст, как в цехах, так и в заводоуправлении, что составило 42,3 г. и
40,2 г. Средний же возраст ППП (промышленно-производственный персонал) на
заводе составляет 41,5 года. Молодежи на заводе мало, 8% в цехах и немногим
больше 12% в заводоуправлении. Негативным явлением является то, что работников
до 35 лет всего лишь около трети.
3.2.2 Анализ
использования рабочего времени
Эффективность производства в значительной
степени зависит от полноты и рациональности использования рабочего времени.
Проведем анализ использования рабочего времени по данным табл. 3.16.
Таблица 3.16
Показатели использования фонда рабочего времени.
|
Показатели
|
Ед.
|
План
2009 г.
|
Отчетный
2010 г.
|
Отклонение
2010/2009 гг.
|
|
|
|
|
Абсолютное,
+/-
|
Относительное,
%
|
|
Среднесписочная
численность (чел):
|
Чел
|
7850
|
9300
|
1
450,00
|
118,47
|
|
ППП:
в том числе
|
|
7608
|
8998
|
1
390,00
|
118,27
|
|
Рабочих
(ЧР)
|
|
6927
|
8197
|
1
270,00
|
118,33
|
|
Среднее
число дней, отработанных за год одним рабочим,
|
Дней
|
238,3
|
237,5
|
-
0,8
|
99,7
|
|
Средняя
продолжительность рабочего дня,
|
Тсм
|
7,95
|
7,94
|
-
0,01
|
99,9
|
|
Отработано
рабочими,
|
чел.дн.
|
1650,7
|
1946,8
|
296,10
|
117,94
|
|
Отработано
рабочими,
|
чел.ч.
|
13123,1
|
15457,6
|
2
334,50
|
117,79
|
Фонд рабочего времени (ФРВ) зависит от
численности рабочих (ЧР) количества отработанных дней рабочим (Д) и средней продолжительности
раб. дня (Тем):
ФРВ = ЧР*Д*Тсм,
ФРВ(2010) = 8197*237,5*7,94 = 15457,6
На ЗАО ВМЗ «Красный Октябрь» фактический ФРВ
оказался больше, чем 2009 г.
Определим влияние факторов на изменение ФРВ по сравнению
с планом.
Влияние изменения численности рабочих составило:
ФРВчр =(ЧР0-ЧРпл)*Дпл*Тсм=
(8197-6927)*238,3*7,95 =240 599 ч.
Влияние изменения количества отработанных одним
рабочим днем равно:
ФРВд - ЧРо*(До-Дпл)*Тсм(пл)=
8197*(237,5-238,3)*7,95 = -52 133 ч.
За счет сокращения средней длительности рабочего
дня ФРВ снизился:
ФРВтсм = ЧРо*До *(Т°см -Тпл см),=
8197*237,5*(7,94-7,95) = -19 468 ч.
Общее отклонение ФРВ составило 168 998 ч. Таким
образом, количество фактически отработанного рабочими времени по сравнению с
планом увеличилось.
3.2.3 Анализ
производительности труда
Обобщающим показателем производительности труда
является производство валовой, товарной продукции или выручка от реализации
продукции в оптовых ценах.
Анализ производительности труда на ЗАО «Красный
Октябрь» проводится с использованием показателей ТП, в сопоставимых ценах.
Определим с применением метода цепных
подстановок раздельное влияние двух факторов: изменение численности работающих
и изменение среднегодовой выработки на одного работающего.
За счет увеличения численности работающих было
дополнительно произведено следующее количество продукции:
(8998 - 7608)*0,1844 = 256,3 млн. руб.,
а за счет сверхпланового повышения производительности
труда:
(0,1996 - 0,1844) *8998 = 136,8 млн. руб.
Всего было произведено сверхплановой продукции
на 3,93 млн. руб., в том числе 256,3 млн. руб. за счет увеличения численности
работающих и 136,8 млн. руб. за счет повышения производительности труда, (табл.
3.17.)
Определив влияние трудовых факторов на объем
производства продукции, необходимо перейти к анализу производительности труда -
который является важнейшим показателями эффективности использования труда.
Плановая среднегодовая выработка одного
работающего составила:
1844,0 тыс. руб. = 0,910 *238,3* 7,95*1069,0,
а фактическая:
1995,7 тыс. руб. = 0,909*237,5*7,94*1161,7
Снижение фактического удельного веса рабочих в
составе работающих против плана сопровождается снижением среднегодовой
выработки одного работающего, так как на каждые 1000 человек персонала
количество рабочих, уменьшается на одного человека. Влияние этого фактора на
среднегодовую выработку одного работающего составило:
(0,909 - 0,910)* 238,3* 7,95*1069,0 = - 2,0 тыс.
руб.
Таблица 3.17
Анализ выполнения плана по производительности
труда
|
Показатели
|
Ед.
|
План
2009 год
|
Отчетный
2010 год
|
Отклонение
2010/2009 гг.
|
|
|
|
|
Абсолютное,
+/-
|
Относительное,
%
|
|
Товарная
продукция
|
млрд.руб.
|
14,1
|
17,9
|
3,93
|
128,00
|
|
Среднесписочная
численность
|
Чел.
|
7850
|
9300
|
1
450,00
|
118,47
|
|
ППП:
в том числе
|
|
7608
|
8998
|
1
390,00
|
118,27
|
|
Рабочих
|
|
6927
|
8197
|
1
270,00
|
118,33
|
|
Удельный
вес рабочих в общей численности ППП, %
|
|
91,0
|
90,9
|
-
0,10
|
99,89
|
|
Среднее
число дней, отработанных за год одним рабочим,
|
дней
|
238,3
|
237,5
|
-
0,8
|
99,7
|
|
Средняя
продолжительность рабочего дня,
|
ч
|
7,95
|
7,94
|
-
0,01
|
99,9
|
|
Среднегодовая
выработка одного работающего
|
тыс.
руб.
|
1844,0
|
1995,7
|
151,70
|
108,23
|
|
Среднегодовая
выработка одного рабочего
|
тыс.
руб.
|
2025,3
|
2190,7
|
165,40
|
108,17
|
|
Среднедневная
выработка одного рабочего
|
тыс.
руб.
|
8498,9
|
9224,0
|
725,10
|
108,53
|
|
Среднечасовая
выработка одного рабочего
|
тыс.
руб.
|
1069,0
|
1161,7
|
92,70
|
108,67
|
Прежде чем определить влияние остальных факторов
на среднегодовую выработку одного работающего, обратим внимание на то
обстоятельство, что план по среднечасовой выработке одного рабочего выполнен на
108,67%, по среднедневной выработке на 108,53%, а по среднегодовой выработке -
на 108,17%.
Снижение степени выполнения плана по
среднегодовой выработке одного рабочего по сравнению со степенью выполнения
плана по среднедневной выработке обусловлено уменьшением по сравнению с планом
среднего числа дней, отработанных за год одним рабочим. Влияние этого фактора
на среднегодовую выработку одного работающего составило:
0,909*(237,5 - 238,3)*7,95*1069,0 = -6,2
тыс.руб.
Снижение степени выполнения плана по
среднедневной выработке одного рабочего по сравнению со степенью выполнения
плана по среднечасовой выработке обусловлено уменьшением по сравнению с планом
средней продолжительности рабочего дня. Влияние этого фактора на среднегодовую
выработку одного работающего составило:
0,909*237,5*(7,94-7,95)*1069,0 = - 2,4 тыс.руб.
Влияние изменения среднечасовой выработки одного
рабочего на среднегодовую выработку одного работающего составило:
0,909*237,5*7,94*(1161,7-1069,0) = 15,9 тыс.
руб.
Суммарное влияние всех рассмотренных факторов
(15,9-2,0-6,2-2,4) соответствует итоговому отклонению фактической среднегодовой
выработки одного работающего от плана (5,0 тыс.руб.)
Проведем факторный анализ.
Таблица 3.18
Исходные данные для факторного анализа
|
Показатели
|
Ед.
|
Услов.
обозн.
|
Базисные
значения (0)
|
Фактич.
значения (1)
|
Изменение
|
|
|
|
|
|
Абс.
(+,-)
|
Относ.%)
|
|
Объем
товарной продукции,
|
млрд.
руб.
|
ТП
|
14,1
|
17,9
|
3,8
|
126,9
|
|
Количество
работников,
|
тыс.чел
|
Ч
|
7,6
|
8,9
|
1,3
|
117,1
|
|
Выработка
на одного работающего,
|
млрд.
руб.
|
СВ
|
1,85
|
2,01
|
0,16
|
108,6
|
Анализ влияния на объем товарной продукции
количества работников и их выработки проведем описанным выше способом на основе
данных табл. Зависимость объема товарной продукции от данных факторов можно
описать с помощью мультипликативной модели:
ТП = Ч*СВ,
ТПо = Чо*СВо = 7,6*1,85 = 14,1 (млрд.руб.)
Тогда влияние изменения величины количества
работников на обобщающий показатель можно рассчитать по формуле:
ТПусл1= Ч1*СВо = 8,9*1,85 = 16,5 (млрд.руб.)
∆ТПусл1 = ТПусл1-ТПо = 16,5 -14,1 = 2,4
(млрд.руб.)
Далее определим влияние изменения выработки
работников на обобщающий показатель:
ТП1 = Ч1*СВ1 = 8,9*2,01 =17,9 (млрд.руб.) ,
∆ТПусл2 = ТП1- ТПусл1 = 17,9-16,5 = 1,4
(млрд.руб.)
Таким образом, на изменение объема товарной
продукции положительное влиияние оказало изменение на 1 300 человек численности
работников, что вызвало увеличение объема продукции на 2,4 млрд. руб.
Производительность труда - выпуск продукции
одним работником за единицу времени. Она характеризует динамику объёма выпуска
продукции, который предназначен для определения результативности трудовой
деятельности.
Анализ производительности труда ЗАО «Красный
Октябрь» за 2008-2010гг. проведем согласно табл. 3.19.
Таблица 3.19
Анализ производительности труда ЗАО «Красный
Октябрь» за 2008-2010 гг.
|
Показатели
|
Ед.
|
2008
г.
|
2009
г.
|
2010
г.
|
|
Выпуск
товарной продукции,
|
млн.
руб.
|
9665,198
|
14028,947
|
17957,053
|
|
Среднесписочная
численность рабочих
|
чел.
|
6804
|
6927
|
8197
|
|
Производительность
труда,
|
млн.
руб./год
|
1,421
|
2,025
|
2,191
|
Производительность труда рассчитывается как
объем работы в ед.времени (в денежном выражении) разделить на среднесписочное
число рабочих. (9665,198/6804 = 1,421)
Из данных таблицы 3.19. видно, что объем
выполненных работ в 2010 г. повысился по сравнению с предшествующими годами,
это объясняется увеличением выпуска продукции.
В анализе производительности труда значения:
численности работающих и их производительности труда неодинаково. Так как
первый фактор количественный - уменьшение численности работающих положительно
сказывается на - себестоимости и других показателях, так как дополнительные
работники означают и дополнительные затраты. Второй фактор - качественный. На
годовую выработку работающего влияет -использование рабочего времени в течении
года.
На диаграмме отразим заметное увеличение
производительности труда в 2010 г. согласно рисунку 3.7.
Рисунок 3.7. Изменение производительности труда
по годам
3.2.4 Анализ
эффективности использования трудовых ресурсов
Показатели эффективности использования трудовых
ресурсов может являться рентабельность персонала (Рп).
Рп = П/Чп
Используя метод расширения модели, представим
следующим образом:
Рп=(П/В)*(В/ТП)*(ТП/Чп)
где В - выручка от реализации продукции,
млн.руб.,
П/B
- рентабельность продаж, доли ед.
В/ТП - доля выручки в стоимости товарной продукции,
доли ед.
ТП/Чп - среднегодовая выработка одного
работающего в действующих ценах, руб/чел.
Таблица 3. 20
Исходные данные для расчета показателей
эффективности использования трудовых ресурсов за 2009 год
|
Показатели
|
Ед.
|
План
2009 год
|
Отчетный
2010 год
|
Отклонение
2010/2009 гг.
|
|
|
|
|
Абсолютное,
+/-
|
|
Товарная
продукция (ТП)
|
млн.руб.
|
14
029
|
17
957
|
+3
928
|
|
Реализованная
продукция, (В)
|
млн.руб.
|
13
980
|
17
800
|
+3
820
|
|
Удельный
вес выручки в стоимости товарной продукции,
|
доли
ед.
|
0,9965
|
0,9913
|
-0,0052
|
|
Среднесписочная
численность работающих, (ППП)
|
чел.
|
7608
|
8998
|
+1
390
|
|
Прибыль
от реализации продукции, (П)
|
млн.руб.
|
1482
|
1798
|
+316
|
|
Рентабельность
продаж,
|
%
|
10,57
|
10,13
|
-0,5
|
|
Среднегодовая
выработка на одного работающего,
|
тыс.руб.
|
1844,0
|
1995,7
|
+151,7
|
|
Прибыль
на одного работающего,
|
тыс.руб.
|
194,8
|
199,8
|
+5
|
С применением приведенной модели можно
определить влияние 3 факторов на изменение рентабельности персонала: доли
выручки в стоимости товарной продукции, производительности труда и
рентабельности продаж.
Доля выручки в стоимости товарной продукции:
(0,9913-0,9965)*1844,0*0,106 = -1,02 тыс.
руб./чел.
Производительности труда:
(1995,7-1844,0) *0,9913*0,106 = 15,86
тыс.руб./чел.
Рентабельности продаж:
(0,1013-0,1057)*0,9913*1995,7 =-8,7 тыс.руб./чел.
Общее отклонение рентабельности персонала от
плана составило +6,14 тыс. руб./чел. (15,86-1,02-8,7).
3.2.5 Анализ фонда
заработной платы
Фонда заработной платы (ФЗП) занимает
значительный удельный вес в затратах предприятия на производство и реализацию
продукции. Повышение производительности труда создает предпосылки для повышения
уровня заработной платы и снижения себестоимости продукции.
Анализ начинается с определения абсолютного и
относительного отклонения (табл.3.21.) фактического фонда оплаты труда (ФОТ)
(заработной платы) (ФЗП) от базового (планового).
Так, для рабочих абсолютное отклонение ФЗП в
связи с изменением среднесписочной численности по сравнению с планом составило:
(8197-6927)*291,6 = 370,3 млн.руб.
(801-681)*544,8 = 65,4 млн.руб.
(8998-7608)414,1 = 436,6 млн.руб.
Для определения влияния изменения средней 3/П
разницу между фактической и плановой средней годовой 3/П умножают на
фактическую среднесписочную численность работников. Для рабочих::
(307,2 - 291,6) 4197 = 127,9 млн.руб.
(560,4-544,8)401 = 12,5 млн.руб.
(329,7-314,1) *8998 = 140,4 млн.руб.
В таблице влияние этого фактора учтено в составе
«изменение численности».
Итоговые отклонения по всему персоналу
предприятия определяются суммированием отклонений, полученных по отдельным
категориям персонал (табл. 3.23.)
370,3+65,4+436,6 = 872,3 млн.руб.
127,9+12,5+140,4 = 280,8 млн.руб.
Еще одним фактором, влияющий на изменение
величины ФЗП, является изменение структуры персонала предприятия на абсолютное
отклонение ФЗП:
2390 / 7608 = 314,1 тыс.руб. - планового
2967/8998 = 329,7 тыс.руб. - фактического
состава персонала.
Увеличение средней плановой 3/П фактического
состава персонала по сравнению со средней плановой 3/П планового состава
персонала было обусловлено некоторым снижением фактического удельного веса
рабочих до 91,1% против 91,2%.
Влияние изменение структуры персонала
предприятия на абсолютное отклонение ФЗП определяется:
(280,8-272,3)4998 = 76,5 млн.руб.
Отклонение ФЗП за счет изменения численности
работников:
436,6 - 76,5 = 360,1 млн.руб.
Влияние фактора изменения численности
работников:
(8998-7608)414,1 = 436,6 млн.руб.
Достоинством анализа является возможность
рассмотрения средней 3/П по категориям персонала и в целом по предприятию,
численность персонала и его структура. Недостатком является вуалирование связи
между объемом производства отдельными частями ФЗП.
Таблица 3.21
Влияние факторов на абсолютное отклонение фонда
заработной платы от плана
|
Категори
и персонала
|
Фонд
заработной платы, млн.руб.
|
Среднеспис.
численност ь работников, человек
|
Средняя
годовая 3/П одного работника, тысруб.
|
Отклонение
фонда 3/П, млн.руб.
|
|
|
|
|
всего
|
Измен
. ч кати
|
Изм.
средн.З/ П
|
|
План
2009
|
Отчет
2010
|
2009
|
2010
|
2009
|
2010
|
|
|
|
|
Рабочие
|
2019
(1014)
|
2518
|
6927
|
8197
|
291,6
(3/П = ФЗП/12)
|
307,2
(25,6 )
|
+49
9
|
+370,3
|
+127,9
|
|
Служащи
е
|
371
|
449
|
681
|
801
|
544,8
(45,4)
|
560,4
(46,7 )
|
+
78
|
+65,4
|
+12,5
|
|
Всего
ППП
|
2390
|
2967
|
7608
|
8998
|
314,1
(26,2)
|
329,7
(27,5 )
|
+57
7
|
+436,6
|
+140,4
|
Далее проведем анализ влияния отдельных факторов
на среднемесячную З/П рабочих по данным табл.3.24.
Уровень среднемесячной (и соответственно
среднегодовой) заработной платы рабочих зависит от размера среднечасовой
заработной платы и от использования фонда рабочего времени:
СРЕД.мес.з/п 1 рабочего = СРЕД.число отраб.дней*
СРЕД.продолж.раб.дня * СРЕД.часовая з/п,
Таблща3.22
Анализ заработной платы рабочих
|
Показатели
|
Ед.
|
План
2009
|
Отчет
2010
|
Отклонение
от плана
|
Выполнение
плана, %
|
|
фонд
заработной платы рабочих, (стр.3*стр.2*12)
|
млн.
руб.
|
2019
|
2518
|
+499
|
124,7
|
|
Среднесписочная
численность рабочих,
|
чел.
|
6927
|
8197
|
+1270
|
115,5
|
|
Среднемесячная
зарплата одного рабочего, [(стр.1 : стр.2): 12]
|
руб.
|
24300
|
25600
|
+1300
|
105,3
|
|
Отработано
всеми рабочими за год человеко- дней, (стр. 2*отр.дни(238,Зи 237,5))
|
тыс.
|
1651
|
1947
|
+296
|
115,2
|
|
Отработано
всеми рабочими за год человеко- часов, (стр2 *(отр.дни *отр. часы))данные
предыд. таблицы
|
13123,1
|
15457,5
|
+2334,4
|
115,1
|
|
Среднее
число дней, отработанных за месяц одним рабочим[(стр.4: стр.2) : 12]
|
|
19,86
|
19,79
|
-0,07
|
99,6
|
|
Средняя
продолжительность рабочего дня, (стр.5 : стр.4)
|
ч
|
7,95
|
7,94
|
-0,01
|
99,9
|
|
Среднедневная
заработная плата одного рабочего, (стр.1: стр.4)
|
руб.
|
1222,9
|
1293,3
|
+
70,4
|
105,7
|
|
Среднечасовая
заработная плата одного рабочего, (стр.1: стр.5)
|
руб.
|
153,8
|
162,9
|
+9,1
|
105,9
|
На анализируемом предприятии ЗАО ВМЗКО
фактическая среднемесячная заработная плата одного рабочего, как следует из
табл. 3.24. составила:
19,79 * 7,94*162,9 = 25596,9 руб.
Рассмотрим влияние отдельных факторов на
отклонение среднемесячной заработной платы одного рабочего от плана. Уменьшение
среднего числа дней, отработанных за месяц одним рабочим, сопровождалось
снижением среднемесячной з/п:
(19,79-19,86)*7,95*153,8 = -85,6 руб.
К уменьшению среднемесячной з/п привело и
снижение средней продолжительности и рабочего дня:
19,79*(7,94-7,95)*153,8 = -30,44 руб.
Увеличение среднечасовой заработной платы
привело к повышению среднемесячной зарплаты:
19,79 * 7,94 *(1б2,9 -153,8) = 1430,0руб.
Итоговое влияние перечисленных факторов
составило.
-85,6-30,44 + 1430,0 = 1313,96 руб.
Увеличение среднемесячной заработной платы было
обусловлено главным образом перевыполнением норм выработки рабочими сдельщиками
и перевыполнением плана по объему производства.
Быстрый рост производительности труда по
сравнению с ростом средней заработной платы является условием снижения
себестоимости продукции в части трудовых затрат.
3.2.6 Анализ
эффективности использования фонда заработной платы
Показателем эффективности использования фонда
заработной платы может являться величина прибыли от реализации продукции (П) на
рубль заработной платы (ФЗП):
Рз=П/ФЗП,
Используя метод расширения модели, представим
следующим образом:
Рз = (П/В)*(В/ТП)/(ФЗП/ТП),
Где
ФЗП/ТП - зарплатоемкость продукции, руб./руб.
С применением данной модели можно определить
влияние трех факторов на изменение величины прибыли от реализации продукции на
рубль заработной платы: - доли выручки в стоимости товарной продукции,
- зарплатоемкости продукции,
-рентабельности продаж.
Нa
анализируемом заводе «Красный Октябрь» (табл.3.23.)
Зарплатоемкостъ = ФЗП/ТП:
2390/14029 = 0,1704 2967/17 957 = 0,1652
Величина Рз изменилась за счет доли выручки в
стоимости ТП:
(0,9913 - 0,9965)70,1704*0, 1057 = -
0,003руб./руб.
Зарплатоемкости продукции:
(1/0,1652 - 1/0,1704) *0,9913 *0,1057 =
0,016руб./руб. Рентабельность продаж:
(0,1013 - 0,1057)*0,9913*1/0,1652 = -
0,026руб./руб.
Общее отклонение величины прибыли на рубль
зарплаты от плановой составило - 0,013руб./руб.(-0,003+0,016 - 0,026))
Таблица 3.23
Исходные данные для расчета показателей
эффективности использования заработной платы
|
Показатели
|
Ед.
|
План
2009 год
|
Отчетный
2010 год
|
Отклонение
2010/2009 гг.
|
|
|
|
|
Абсолютное,
+/-
|
|
Товарная
продукция (ТП)
|
млн.руб.
|
14
029
|
17
957
|
+3
928
|
|
Реализованная
продукция, (В)
|
млн.руб.
|
13
980
|
17
800
|
+3
820
|
|
Удельный
вес выручки в стоимости товарной продукции,
|
доли
ед.
|
0,9965
|
0,9913
|
-0,0052
|
|
Фонд
заработной платы,
|
млн.руб.
|
2390
|
2967
|
+577
|
|
Прибыль
от реализации продукции, (П)
|
млн.руб.
|
1482
|
1798
|
+316
|
|
Рентабельность
продаж,
|
%
|
10,57
|
10,13
|
-0,5
|
|
Зарплатоемкостъ
продукции,
|
руб./руб.
|
0,1704
|
0,1652
|
-0,0052
|
|
Прибыль
на один рубль зарплаты,
|
руб.
|
0,62
|
0,60
|
-0,02
|
3.3 Анализ
себестоимости продукции
Себестоимость - основной ценообразующий
показатель, ее уровень оказывает влияние на рентабельность продукции и величину
прибыли от ее реализации. Поэтому анализ себестоимости дает оценку
эффективности использования имеющихся у предприятия ресурсов, а также
определить резервы увеличения прибыли и перспективы изменения цен. Обобщающим
показателем себестоимости продукции является величина затрат на 1 рубль
товарной продукции.
Рисунок 3.8. Схема формирования показателя
затрат на 1 рубль товарной Продукции
3.3.1 Анализ общей
суммы расходов на производство продукции
Расходы на производство подразделяются на:
· материальные
затраты (на приобретение сырья, материалов, топлива);
· затраты
на оплату труда (с учетом единого социального налога);
· суммы
начисленной амортизации на имущество,
· прочие
затраты.
К постоянным затратам относятся амортизация,
арендная плата, повременная зарплата, т.е затраты которые не изменяются при
изменении объема производства.
К переменным расходам относятся сдельная
зарплата, материальные затраты.
Общая сумма расходов (Робщ.) изменяется под
влиянием: - объема производства (On);
- структуры сортамента продукции (УД); -уровня переменных расходов (Рпер); -
суммы постоянных расходов ( ∑Рпост).
Определим влияние перечисленных факторов с
использованием метода цепных подстановок. Факторная модель общей суммы расхдов
на производство
Робщ = ∑(Оп*УД*Рпер)+∑ пост,
Где п - количество калькулируемых видов
продукции.
Для определения плановой суммы расходов,
пересчитанной на фактический объем производства, необходимо скорректировать
плановую величину переменных расходов
Р 'общ = ∑Pnep
*Io+∑Pnocm,
Где Io
- индекс физического объема производства, доли ед.;
∑Pnep
- абсолютная сумма переменных расходов по плану.
Робщ = 8 686*1,0427+3 812 = 34 524 млн.руб.
Влияние изменения объема производства на сумму
расходов определяется:
∆Роп =Р'- Робщ = 34 524 - 12 498 = 22 026
млн.руб.
Таблица 3.24
Анализ затрат на производство продукции за 2009-
2010 годы, млн.руб.
|
Элементы
затрат
|
Сумма,
тыс. руб.
|
|
|
2009
г.
|
2010
г.
|
2010
к 2009 (+;-)
|
|
1
|
Материальные
затраты
|
689
|
769
|
+
80
|
|
2
|
Фонд
оплаты труда
|
2390
|
2967
|
+
577
|
|
3
|
Начисления
на з/п
|
472
|
474
|
+2
|
|
4
|
Амортизация
|
6936
|
7148
|
+212
|
|
5
|
Прочие
затраты
|
89
|
126
|
+
37
|
|
6
|
Себестоимость
продукции
|
12
498
|
16
002
|
+3
504
|
|
В
том числе:
|
|
переменные
расходы
|
8
686
|
11
121
|
+2
435
|
|
постоянные
расходы
|
3
812
|
4
880
|
+1
068
|
Рисунок 3.9. Динамики основных элементов затрат
ЗАО «Красный
Октябрь» за 2009 - 2010 гг.
Повышение затрат вызвано увеличением объема
производства в 2010 году по сравнению с 2009 году. Рост прочих затрат вызван
изменением их структуры: увеличением доли процентов за кредиты банка, арендной
платы, налогов включаемых в себестоимость.
3.4 Анализ финансовых
результатов деятельности предприятия
Финансовые результаты деятельности предприятия
характеризуются системой показателей прибыли и рентабельности.
Прибыль - это часть чистого дохода после
реализации продукции = (чистая выручка (после уплаты налога на добавленную
стоимость...) -полная себестоимость реализованной продукции.
В процессе анализа используются следующие
показатели прибыли:
. маржинальная прибыль = выручкой -
прямыми произв. затратами по реализованной продукции;
. прибыль от реализации
продукции = ∑ маржинальной прибыли - Пост.
Расходы;
3. балансовая (валовая) прибыль включает
финансовые результаты от реализации продукции, работ и услуг, доходы и расходы
от финансовой и инвестиционной деятельности, внереализационные доходы и
расходы;
4. налогооблагаемая прибыль = балансовой
прибылью - ∑ прибыли, облагаемой налогом на доход - ∑ льгот по
налогу на прибыль;
С использованием показателей прибыли
определяются рентабельность продаж и рентабельность капитала. Показатели
рентабельности наиболее полно характеризуют эффективность работы предприятия в
целом.
Принципиальная схема формирования чистой прибыли
предприятия приведена на рисунке 3.10.
Физический
объем реализации продукции
Структура
реализованной продукции
Себестоимость
реализованной продукции
Цены
реализации (отпускные) продукции
Прибыль
от реализации Прибыль от прочей
Внереализацион-
продукции
(работ, услуг) реализации,
проценты, ные доходы и
без
НДС доходы от
участия и др. расходы
Прибыль
до налогообложения Сумма
корректировки прибыли
для налогообложения
Прибыль,
подлежащая
Льготы по налогу
налогообложению
на прибыль
Налогооблагаемая
прибыль Налоги
(за минусом льгот)
Прибыль
за минусом налогов
Чистая прибыль
Отвлеченные средства из
Нераспределенная
чистой
прибыли
прибыль отчетного года
Рисунок 3.10. Схема формирования чистой прибыли
3.4.1 Анализ состава
общей прибыли
При анализе хозяйственной деятельности
используются следующие показатели прибыли: валовая прибыль, прибыль от
реализации продукции, работ и услуг и т.д. (табл.3.25.)
Анализ каждого слагаемого прибыли предприятия
позволяет выбрать наиболее важные направления увеличения доходов от
производственно-хозяйственной деятельности.
Анализ ВМЗ «Красный Октябрь» включает:
показатели за отчетный период - колон. 3; исследование структуры показателей -
вертикальный анализ - колн.6; изучение динамики показателей - горизонтальный
анализ - колон. 5,7,8.
Абсолютное отклонение чистой прибыли от уровня
прошлого года составило:
∆ЧП = ЧП1 - ЧПо,
Где ∆ ЧП - абсолютное отклонение чистой
прибыли;
ЧП1 - чистая прибыль отчетного года;
ЧПо - чистая прибыль прошлого года.
На анализируемом заводе «Красный Октябрь» чистая
прибыль по сравнению с прошлым годом увеличилась на 221 848 млн.руб. Темп роста
чистой прибыли составил 58,8% (222226 / 378*100).
Однако полученные результаты еще не являются
свидетельством улучшения работы предприятия. Для получения объективной оценки
целесообразно оценить изменения суммы прибыли в сопоставимых условиях.
В отчетном 2009г. выручка увеличилась по
сравнению с предшествующим годом на 370 227млн. руб. (на 145,8%)
Рассчитаем уровень показателей по отношению к
выручке от реализации (%). В отчетном году удельный вес себестоимости
продукции, коммерческих и управленческих расходов (стр.020+030+040)в выручке от
реализации увеличился, что свидетельствует о снижении рентабельности продаж.
Доля прибыли от продаж (строка 050) соответственно снизилась. Поэтому при
увеличении выручки на 145,8% прибыль от продаж возросла на 98,93%. (стр050 -
3185 / 296922*100; 100%-1,7%)
Сумма операционных доходов снизились на -4 992,
а сумма операционных расходов увеличилась на +3 891. К операционным доходам
относятся, в частности, поступления, связанные с предоставлением за плату во
временное пользование активов предприятия, проценты за использование банками
денежных средств предприятия, находящихся на счете предприятия в этом банке.
К операционным расходам относятся, в частности,
проценты, уплачиваемые предприятием за предоставленные ему в пользование
денежные средства, расходы, связаннее с продажей и выбытием основных средств и
прочих активов.
Прибыль до налогообложения увеличилась по
сравнению с прошлым годом на +291 647 млн.руб. А удельный вес прибыли до
налогообложения увеличился на +70%. А чистая прибыль увеличилась на +221 848
млн.руб.
Таблица 3.25
Анализ состава и динамики прибыли предприятия 2008
- 2009 гг.
|
Показатели
|
Код
строки
|
Отчетный
год 2009г.
|
Прошлый
год 2008г.
|
Отклонение
+,-)
|
Уровень
в % к выручке
|
Отклонение
уровня (+,-)
|
|
|
|
|
|
Отчетный
год
|
Прошлый
год
|
|
|
1
|
2
|
3
|
4
|
5
= 3-4
|
6
|
7
|
8
= 6-7
|
|
1.
Доходы и расходы по обычным видам деят-ти Выручка от продаж товаров, работ
|
010
|
395606
|
25379
|
+370227
|
100,0
|
100,0
|
-
|
|
Себест-ть
проданных товаров
|
020
|
6936
|
444
|
+6492
|
1,75
|
1,74
|
+0,01
|
|
Валовая
прибыль (010-020)
|
029
|
388
670
|
25823
|
+362
847
|
98,0
|
102,0
|
-4,0
|
|
Коммерческие
расходы
|
030
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Управленческие
расходы
|
040
|
91748
|
28564
|
+63
184
|
23,0
|
112,5
|
-89,5
|
|
Прибыль
(убыток) от продаж (010-020-030-040)
|
050
|
296922
|
3185
|
+293
737
|
75,0
|
12,5
|
+62,5
|
|
2.
Операционные расходы и доходы Операционные доходы
|
060
080 090
|
1406
|
3509
6398
|
-4 992
|
0,35
|
14,0
25,0
|
-24,65
|
|
Операционные
расходы
|
070
100
|
5692
|
3932
1801
|
+3
891
|
1,5
|
15,5
7,0
|
-5,5
|
|
3.Внереализационные
доходы и расходы Внереализационные доходы
|
120
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Внереализационные
расходы
|
130
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Прибыль
убыток до налогообложения (050+060-070+080+090-100+120-130
|
140
|
292636
|
989
|
+291
647
|
74,0
|
4,0
|
+
70,0
|
|
Налог
на прибыль и иные обязательные платежи
|
150
|
70208
|
-
|
-
|
18,0
|
-
|
-
|
|
Прибыль
от обычной деятельности
|
160
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4.
Чрезвычайные доходы и расходы Чрезвычайные доходы Чрезвычайные расходы
|
170
180
|
-
|
-
|
-
|
-
|
-
|
|
Чистая
прибыль (нераспределенная прибыль, убыток отч.периода) (160+170-180)
|
190
|
222226
|
378
|
+221
848
|
56,0
|
15
|
+54,5
|
3.4.2 Анализ прибыли от
реализации продукции
Па величину прибыли от реализации продукции
влияют факторы:
1)физический
объем реализации продукции;
2)структура
реализованной продукции;
3)уровень
полной себестоимости реализованной продукции;
4)уровень
отпускных цен на реализованную продукцию.
Для оценки влияния указанных факторов сведем
исходные данные для анализа в табл. 3.26. На предприятии получена прибыль от
реализации продукции на 30 млн. руб. ниже плановой (что составило 99,1% к
плану).
Таблица 3.26
Исходные данные для анализа прибыли от
реализации продукции млн.руб. за 2009 год
|
Показатели
|
По
плану
|
По
плану на фактически реализованную продукцию
|
|
Выручка
от реализации продукции
|
13980
|
14189
|
|
Полная
себестоимость реализованной продукции
|
12498
|
12
710
|
|
Прибыль
от реализации продукции
|
1482
|
1
475
|
Для определения влияния объема реализации
товарной продукции на величину прибыли от реализации необходимо умножить
плановую сумму прибыли на процент отклонения от плана по физическому объему
реализации продукции (+4,01%).
Чем больше при прочих равных условиях объем
реализации, тем больше прибыли получит рентабельно работающее предприятия.
Увеличение прибыли за счет перевыполнения плана
по объему реализации на 2009 г. составило:
*4,01%/100 = 59, 4млн.руб.
Влияние изменения структуры реализованной
продукции на прибыль обусловлено изменением удельного веса отдельных видов
продукции, имеющих различный уровень рентабельности. Следствием этого является
и изменение среднего уровня рентабельности всей реализованной продукции.
Чем больше в общем объеме производства удельный
вес видов продукции, у которых уровень рентабельности выше среднего, тем больше
общая сумма прибыли.
Влияние сдвигов в структуре реализованной
продукции на величину прибыли может быть определено различными способами: по
величине прибыли на 1 рубль реализованной продукции, способом прямого счета и
сальдовым способом.
Из данных таблицы 3.26. следует, что величина
затрат на 1 рубль реализованной продукции по плану и по отчету реализованной
продукции,
составила 89,425 коп. (12 498 : 13 980*100) и
89,639 коп. (12 710/14189 *100) соответственно. Следовательно, прибыль на 1
рубль ревизованной продукции по плану и по плану, пересчитанному на фактически
реализованную продукцию, составила 10,575 коп. и 10,361 коп. соответственно.
Увеличение затрат и снижение прибыли на 1 рубль реализованной продукции по
сравнению с планом на 0,214 коп. обусловлено изменением структуры реализованной
продукции -увеличением удельного веса менее рентабельной продукции.
Изменение структуры реализованной продукции
двояко влияет на прибыль 0т реализации. С одной стороны, изменение структуры
влияет на объем товарной и реализованной продукции.
Возможная выручка от реализации при сохранении
планового сортамента составила бы:
980*1,0401 = 14 540 млн. руб. Потеря выручки от
реализации:
540 - 14 189 = 351 млн.руб.
Потеря прибыли в связи со снижением выручки
составляет:
*10,575 /100 = 37,1 млн.руб.
С другой стороны, изменение структуры
реализованной продукции влияет на прибыль за счет снижения рентабельности
продаж. Потеря прибыли составит:
,214*14 189/100 = 30,36 млн.руб.
Сальдовый способ расчета основывается на
определении совместного влияния на величину прибыли двух факторов: физического
объема реализации продукции и структуры реализованной продукции. Совместное
влияние двух указанных факторов определяется сопоставлением величины прибыли по
плану и по плану, пересчитанному на фактически реализованную продукцию (табл.
3.26.).
На анализируемом предприятии ВМЗКО за счет
совместного влияния изменения объема реализации продукции и структуры
реализованной продукции прибыль уменьшилась на 7 млн. руб. (1 475 - 1 482).
Влияние изменения структуры реализованной продукции составило:
,0- 59,4 = - 66,4млн. руб.
3.4.3 Анализ
показателей рентабельности
Показатели рентабельности более полно, чем
прибыль, отражают результаты деятельности предприятия, поскольку они характеризуют
соотношение полученного эффекта с величиной наличных или использованных
ресурсов.
Основные показатели рентабельности можно
объединить в следующие группы:
) рентабельность издержек производства;
) рентабельность продаж;
) рентабельность капитала (активов).
Показатели первой группы характеризуют величину
прибыли от продаж, приходящуюся на 1 рубль затрат (расходов) на производство и
реализацию продукции.
В целом по предприятию эти показатели
рассматриваются, как отношение прибыли от продаж (стр. 050 ф. № 2) или чистой
прибыли (стр. 190 ф." № 2) к общей сумме затрат по реализованной продукции
(стр. 020 + 030 + 040 ф. № 2). Ниже расчет и анализ показателей рентабельности
произведен с использованием величины прибыли от продаж.
з = Ппр/Р*100,
зпл2009 = 1482*100/12498 = 11,86%,
Rзотч =
1798*100/16002 = 11,23%.
Выводы.
. Самоё серьезное внимание ВМЗ «Красный Октябрь»
уделяет производству нержавеющих марок стали, которые идут на нужды химического
машиностроения, атомной промышленности. Продукция "Красный Октябрь "
направлена на возрождение российского судостроения.
. По оценке ВМЗКО, стоимостный рост выпуска и
объема продаж связан с улучшением марочного сортамента продукции, в частности,
с увеличением доли легированных нержавеющих марок стали.
Общий прирост: легированной стали за 2009 г. -
55%.
конструкционных никелъсодержащих марок составил
-17%, нержавеющих - 75%,
нержавеющих никелъсодержащих - 58%.
. Объем производства сталей и сплавов с особыми
свойствами увеличился в 4,6 раза.Рыночный спрос на продукцию предприятия
определяет, и объем ее производства. За три года объем производства увеличился
на 281,9%, а объем реализации - на 296,2%).
. По итогам работы 2009 года производство жидкой
стали выросло на 2% к 2008 году. При этом объем производства готовой продукции
увеличился на 3%. В денежном выражении этот показатель превышает показатель
2008 года на 45%.
. В связи с ростом спроса на листовой прокат,
"Красный Октябрь " года отгрузил на 23% больше листового проката, по
сравнению с предыдущем. На 27,4% возросла доля отгрузки нержавеющего проката.
Увеличился объем поставки кругов, в том числе, большого диаметра. Возросли
объемы продаж кругов за счет увеличения доли потребителей машиностроительной
отрасли на 4%, производителей подшипников - на 3%металлургии - на 2,6%,
автомобилестроения - 1,6%.
. Объем выполненных работ в 2010 г. повысился по
сравнению с предшествующими годами, это объясняется увеличением выпуска
продукции.
В анализе производительности труда значения:
численности работающих и их производительности труда неодинаково. Так как
первый фактор количественный - уменьшение численности работающих положительно
сказывается на - себестоимости и других показателях, так как дополнительные
работники означают и дополнительные затраты. Второй фактор - качественный. На
годовую выработку работающего влияет -использование рабочего времени в течении
года.
4. Проектная часть
Тема: Анализ производственно - хозяйственной
деятельности и выявление путей повышения эффективности работы ЗАО «Красный
Октябрь».
4.1
Выявление резервов роста производства продукции ЗАО « Красный Октябрь»
Резервы роста объема
производства - это количественно измеримые возможности его увеличения за счет
улучшения использования ресурсов предприятия.
Улучшение тех или иных рабочих
характеристик позволит значительно повысить эффективность производства.
Одной из важнейших мер,
способствующих увеличению выпуска проката, улучшению качества металлопродукции
и снижению расходов по переделу, является повышение стойкости прокатных валков
- основного рабочего инструмента прокатных станов. Статистические данные,
полученные как в нашей стране, так и за рубежом, достаточно красноречивы: 7 %
всей стоимости прокатного стана составляет стоимость прокатных валков; 25-30 %
времени работы стана уходит на перевалки валков; в общих расходах по переделу,
затраты на валки по стану горячей прокатки составляют примерно 16-18 %.
Рабочие валки изнашиваются и на
их поверхности появляются микродефекты. Развиваясь, они могут приводить
трещинам, сколам или к полному разрушению валка. Рабочие валки, являясь
инструментом, от которого , зависит производительность прокатного стана,
оказывают большое влияние на качество поверхности и профиль проката.
Проблема быстрого износа
рабочих валков породила необходимость увеличения прочности их поверхностного
слоя в связи с тем, что они испытывают термический удар и большие
знакопеременные нагрузки в процессе проката.
В настоящее время в клетях
непрерывного широкополосного стана «2000» горячей прокатки ЗАО « Красный
Октябрь» применяются валки, которые изготавливаются из кованной стали 9Х2МФ.
В данной работе предлагается
заменить рабочие и опорные валки чистовой клети стана «2000» горячей прокатки
на высококачественные, изготавливаемые двухслойным литьем. Внутреннее ядро
бочки отливается из чугуна (серого или шаровидного), а рабочий слой - из
легированных или высоколегированных (хромистых) сталей.
Новые валки изготовлены из
высокохромистой стали 75ХМ, характеризующиеся высокой износоустойчивостью.
Предлагаемая реконструкция
стана горячей прокатки металлургического завода ЗАО « Красный Октябрь» позволит
увеличить его производительность на 150 тыс. тонн в год, обеспечит повышение
качества выпускаемого горячекатаного проката, а также надежную и стабильную
работу оборудования.
4.2
Расчет экономической эффективности проекта
.2.1
Исходные данные
Таблица 4.1
Исходные данные для расчета
|
Оборудование
|
Толстолистовой
стан «2000» до модернизации
|
Толстолистовой
стан «2000» после модернизации
|
|
Стоимость
оборудования (с НДС), млн. руб.
|
45,0
|
46,0
|
|
Режим
работы, смен.
|
3
|
3
|
|
1
годовой объем производства Q,тыс. т.
|
850
|
1000
|
Таблица 4.2.
Характеристика оборудования
|
Перечень
операций
|
Оборудование
|
Производительность,
т/час
|
Выход
годного, %
|
|
Подвоз
заготовок со склада
|
Электромостовой
кран
|
40
|
100
|
|
Нагрев
заготовки
|
Электропечь
|
50
|
90
|
|
Обработка
на стане "2000" до модернизации
|
Стан
«2000»
|
184
|
80
|
|
Обработка
на стане "2000" после модернизации
|
Стан
«2000»
|
201
|
85
|
|
Приемка
|
Инспекционный
стол
|
40
|
97
|
|
Маркировка,
упаковка,
|
Маркировщик,
Листоукладчик
|
30
|
100
|
Для расчета себестоимости
продукции, определения норм затрат времени на единицу готовой продукции
используются нормативно-технологические карты (НТК). НТК является важнейшим
документом, как при проектировании производства, так и при управлении
действующим.
4.2.2
Расчет технологической части НТК
1. Общий выход годного.
.1) ВГоб =ВГ1 * ВГ2 * ВГ3 * ВГ4
* ВГ5 = 1,0 * 0,90 * 0,80 *0,97* 1,0 = 0,69
.2) ВГоб =ВГ1 * ВГ2 * ВГ3 * ВГ4
* ВГ5=1,0 * 0,90 * 0,85 *0,97* 1,0 = 0,74
. Заправочный
коэффициент.
.1)Коб=1/ВГоб= 1/0,69 = 1,45
.2) Коб=1/ВГоб= 1/0,74 = 1,35
Заправочный коэффициент на
каждой операции:
При этом заправочный
коэффициент общий Коб равен заправочному коэффициенту на первой операции.
) К1=Коб=1,45 2)К1=Коб=1,35
К2 = 1,45* 0,90= 1,305 К2
= 1,35* 0,90 = 1,215
К3= 1,45 * 0,80 =. 1,16 К3=
1,35 * 0,85 = 1,15
К4 = 1,45*0,97= 1,41 К4
= 1,35*0,97= 1,31
К5 = 1,45*1= 1,45 К5
= 1,35*1,00= 1,35
Таблица 4.3. (1)
Технологическая часть НТК до
модернизации
|
№
|
Название
операции
|
Наименование
оборудования
|
Размеры
изделия, мм
|
Выход
годного, доли ед.
|
Заправ.
коэфф. на операции
|
На
1 т готового
|
|
|
|
|
до
операции
|
после
операции
|
|
|
задано
|
Получено
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1
|
Подвоз
заготовок со склада
|
Электрокран
|
Заготовка
литых слябов толщиной 230-300 мм, длиной 10,5 м, массой до 36 т
|
1,0
|
1,45
|
1,45
|
1,45
|
|
2
|
Нагрев
заготовки
|
Методические
печи
|
|
0,90
|
1,305
|
1,305
|
1,17
|
|
3
|
Обработка
на стане"2000"
|
Стан
«2000»
|
|
0,80
|
1,16
|
1,16
|
0,93
|
|
4
|
Осмотр,
зачистка, приемка
|
Инспекционный
стол
|
|
0,97
|
1,41
|
1,41
|
1,37
|
|
5
|
Маркировка,
упаковка, вывоз на склад
|
Упаковочная
машина, мостовой кран
|
|
1,0
|
1,45
|
1,45
|
1,45
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4.3 (2)
Технологическая часть НТК после
модернизации
|
№
|
Название
операции
|
Наименование
оборудования
|
Размеры
изделия, мм
|
Выход
годного, доли ед.
|
Заправ.
коэфф. на операции
|
На
1 т готового
|
|
|
|
до
операции
|
после
операции
|
|
|
задано
|
Получено
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1
|
Подвоз
заготовок со склада
|
Электрокран
|
Заготовка
литых слябов толщиной 230-300 мм, длиной 10,5 м, массой до 36 т
|
1,0
|
1,35
|
1,35
|
1,35
|
|
2
|
Нагрев
заготовки
|
Методические
печи
|
|
0,90
|
1,215
|
1,215
|
1,09
|
|
3
|
Обработка
на стане "2000"
|
Стан
«2000»
|
Размеры
изделия соответствуют ГОСТ или ТУ
|
0,85
|
1,15
|
1,15
|
0,98
|
|
4
|
Осмотр,
зачистка, приемка
|
Инспекционный
стол
|
|
0,97
|
1,31
|
1,31
|
1,27
|
|
5
|
Маркировка,
упаковка, вывоз на склад
|
Упаковочная
машина, мостовой кран
|
|
1,0
|
1,35
|
1,35
|
1,35
|
|
|
|
|
|
|
|
|
|
|
|
4.2.3
Расчет нормативной части
На металлургическом предприятии
нормирование является одной из важнейших стадий управления предприятием.
Важным параметром является
определение затрат станко-часов на одну тонну готовой продукции по агрегатам.
Для определения этого показателя необходимо знать нормы выработки и
производительность.
Для расчета используем норму
производительности, которая определяется скоростью выхода металла из зоны
обработки.
Таблица 4.4 (1)
Нормативная часть НТК до
модернизации
|
п/п
|
Наименование
операции
|
Заправ.
коэфф.
|
Произ-ть
операции, т в час
|
Нормы
затрат времени (ст-час/т)
|
Необх.
время наГПП, ст-час
|
Принято
количество
|
Коэф.
загрузки оборуд-я
|
|
|
|
|
на
операцию
|
на
1 т
|
|
смен
|
агрегатов
|
|
|
1
|
Подвоз
заготовок со склада
|
1,45
|
40
|
0,025
|
0,036
|
30600
|
3
|
6
|
0,92
|
|
2
|
Нагрев
заготовки
|
1,305
|
50
|
0,02
|
0,026
|
22100
|
3
|
4
|
1,00
|
|
3
|
Обработка
на стане "2000" до модернизации
|
1,16
|
184
|
0,005
|
0,006
|
5100
|
3
|
1
|
0,92
|
|
4
|
Осмотр,
зачистка, приемка
|
1,41
|
40
|
0,025
|
0,035
|
29750
|
3
|
6
|
0,89
|
|
5
|
Маркировка,
упаковка, вывоз на склад
|
1,45
|
30
|
0,33
|
0,048
|
40800
|
3
|
8
|
0,92
|
Таблица 4.4.(2)
Нормативная часть НТК после
модернизации
|
п/п
|
Наименование
операции
|
Заправ.
коэфф.
|
Произ-ть
операции, т в час
|
Нормы
затрат времени (ст-час/т)
|
Необх.
время наГПП, ст-час
|
Принято
количество
|
Коэф.
загрузки оборуд-я
|
|
|
|
|
на
операцию
|
на
1 т
|
|
смен
|
агрегатов
|
|
|
1
|
Подвоз
заготовок со склада
|
1,35
|
0,025
|
0,033
|
33000
|
3
|
6
|
0,99
|
|
2
|
Нагрев
заготовки
|
1,215
|
50
|
0,02
|
0,0243
|
24300
|
3
|
5
|
0,88
|
|
3
|
Обработка
на стане "2000" до модернизации
|
1,15
|
201
|
0,0049
|
0,0056
|
5600
|
2
|
2
|
0,51
|
|
4
|
Осмотр,
зачистка, приемка
|
1,31
|
40
|
0,025
|
0,003
|
30000
|
3
|
6
|
0,90
|
|
5
|
Маркировка,
упаковка, вывоз на склад
|
1,35
|
30
|
0,033
|
0,045
|
45000
|
3
|
9
|
0,91
|
Производительность по операциям взята из
технологических характеристик оборудования.
. Производительность по операциям:
А1 = 40 т/час
А2 = 50 т/час
А3 до модер. = 184 т/час
А3 после модер. = 201 т/час
А4 = 40 т/час
А5 = 30 т/час
. Нормы затрат времени
Нормы затрат времени на 1тонну обрабатываемой
продукции на операции находятся по формуле:
= 1/Ai, (станко-ч)/т
где: Ni-
норма затрат времени на операции i;
Ai-
производительность агрегата на операции i.
Нормы затрат времени на 1 тонну готовой
продукции по операциям рассчитываются по формуле:
iгот = Ni*Kзапi,
(станко-ч)/т
где: Niгот
- норма затрат времени на 1 тонну готового на операции i;
Ni
- норма затрат времени на операции i;запi
- значение заправочного коэффициента на операции i.
N1 = 1/40=0,025
(ст-ч)/т;
N2 = 1/ 50 = 0,02
(ст-ч)/т;
N3 до модер. = 1/184
=0,005 (ст-ч)/т;
N3 после
модер.=1/201=0,0049 (ст-ч)/т;
N4=1/40= 0,025
(ст-ч)/т;
N5 = 1/30= 0,033
(ст-ч)/т
До модернизации
Nгот1 = 0,025*1,45 =
0,036 (ст-ч)/т;
Nгот2 =
0,02*1,305=0,026 (ст-ч)/т;
Nгот3 = 0,005*1,16 =
0,006 (ст-ч)/т;
Nгот4. = 0,025*1,41
= 0,035 (ст-ч)/т;
Nгот5 = 0,033*1,45 =
0,048 (ст-ч)/т
После модернизации
Nгот1 = 0,025*1,35 =
0,033 (ст-ч)/т;
Nгот2 =
0,02*1,215=0,0243 (ст-ч)/т;
Nгот3 = 0,0049*1,15
= 0,0056 (ст-ч)/т;
Nгот4. = 0,025*1,31
= 0,03 (ст-ч)/т;
Nгот5 = 0,033*1,35 =
0,045 (ст-ч)/т
. Время необходимое для годовой программы.
Необходимое время на годовую программу находим
по формуле:
Тпрi = Nготi *Q, станко-ч
Где: Nготi - время, необходимое для выполнения
плана (годовой программы);
Q - годовой объем
производства
До модернизации:- годовая программа (план), т. =
850000 т/год
Тпр1 = 0,036*850 = 30 600 (ст-ч)
Тпр2 =0,026 *850 = 22 100 (ст-ч)
Тпр3 = 0,006*850 = 5 100 (ст-ч)
Тпр4 = 0,035*850 = 29 750 (ст-ч)
Тпр5 =0,048*850 = 40 800 (ст-ч)
После модернизации:- годовая программа (план),
т. = 1000000 т/год
Тпр1 = 0,033*1000 = 33 000 (ст-ч)
Тпр2 =0,0243 *1000 = 24 300 (ст-ч)
Тпр3 = 0,0056*1000 = 5 600 (ст-ч)
Тпр4 = 0,03*1000 = 30 000 (ст-ч)
Тпр5 =0,045*1000 = 45 000 (ст-ч)
. Необходимое количество смен и агрегатов.
Для осуществления такого расчета необходимо
найти несколько вспомогательных величин. Первой из них является значение режимного
времени работы оборудования, показывающее, сколько часов в год будет работать
оборудование при его стопроцентном использовании.
Фонд времени оборудования при 40-часовой рабочей
неделе и 3-сменной работе рассчитывается по формуле:
Треж = [(N - 52 - Р) *7 - (52 + F) * 1] * 3
Где: N = 365 - число дней в году;
- число воскресных дней;
Р = 12 - число праздничных дней;
- количество часов, составляющих 1 рабочий день
(смена, за вычетом перерывов);
- число субботних дней;=9 - число
предпраздничных дней;
1 - число часов, на которое
сокращается рабочий день в субботние и предпраздничные дни;
- число смен.
Треж = [(365-52-12)*7-(52+9)*1]*3 = 6138 ч.
Если принять коэффициент использования
оборудования Кисп = 0,9 (учитывая потери времени на планово-предупредительные
ремонты оборудования, смену технологического инструмента - замена
кристаллизатора, перевалки и т. п.), то эффективное время составит:
Тэфф = Треж* Кисп
где: Тэфф-эффективное время
работы оборудования;
Треж - режимное время работы
оборудования;
Кисп - коэффициент
использования оборудования
Тэфф = 6138*0,9 = 5524 ч.
При односменной работе:
Тэфф1 = 5524/3 = 1842 ч
При двухсменном графике работы:
Тэфф2 = 1842*2 = 3684 ч
Необходимое количество оборудования определяется
по формуле:
= Тпрi/Тэфф
До модернизации:
n1 = 30600/5524 =
5,5 = 6
n2 =22100/5524
=4,0=4
n3 = 5100/5524 =
0,92= 1
n4 = 29750/5524 =
5,4 = 6
n5 = 40800/5524 =
7,4= 8
После модернизации:
n1 = 33000/5524 =
5,9 = 6
n2 =24300/5524
=4,4=5
n3 = 5600/5524 =
1,01 = 2
n4 = 30000/5524 =
5,4 = 6
n5 = 45000/5524 =
8,14= 9
Для расчета количества смен на операции i
будем исходить из того, что если коэффициент загрузки оборудования i
≤
0,33, то принимаем режим работы в 1 смену, если будет > 0,33, но ≤
0,67 - принимаем в 2 смены. Если > 0,67 - 3 смены.
Коэффициент загрузки каждого вида оборудования
на операции i рассчитывается по формуле:
Кзагрi = Тпрi./Тэфф*ni
До модернизации:
Кзагр1 = 30600/5524 * 6 = 0,92
Кзагр2 =22100/5524* 4 = 1,00
Кзагр3 = 5100/5524* 1 = 0,92
Кзагр4 = 29750/5524* 6= 0,89
Кзагр5= 40800/5524* 8= 0,92
После модернизации:
Кзагр1 = 33000/5524 * 6 = 0,99
Кзагр2 =24300/5524* 5 = 0,88
Кзагр3 = 5600/5524* 2 = 0,51
Кзагр4 = 30000/5524* 6= 0,90
Кзагр5= 45000/5524* 9= 0,91
4.2.4
Организационная структура
Организационная структура цеха
должна обеспечивать устойчивое его функционирование, реализацию целей и задач,
должна быть ориентирована на перспективу, возможность его расширения и
развития. В структуре отражаются необходимые должности и количество сотрудников
различных профессионально-квалификационных групп, необходимых для выполнения
конкретных производственных, управленческих функций или объемов работ.
Расстановочный штат основных производственных рабочих и оплата труда.
Для расчета фонда заработной
платы следует составить предварительную сводную таблицу по заработной плате
каждого работника.
Таблица 4.5
Сводная таблица по заработной
плате.
|
№
п/ п
|
Группа
|
Должность
|
Количество
сотрудников, чел
|
Месячная
заработная плата, руб.
|
ФОТ(мес.
кол. сотр.)
|
|
1
|
Руководители
и специалисты
|
Начальник
цеха
|
1
|
35000
|
35000
|
|
2
|
|
Секретарь
|
1
|
20000
|
20000
|
|
3
|
|
Бухгалтер
|
1
|
29000
|
29000
|
|
4
|
|
Экономист
|
1
|
30000
|
30000
|
|
5
|
|
Главный
инженер
|
1
|
31000
|
31000
|
|
6
|
|
Мастер
смены
|
3
|
28000
|
84000
|
|
7
|
|
Начальник
ОТК
|
1
|
30000
|
30000
|
|
8
|
Производственные
рабочие
|
Контролер
ОТК
|
6
|
21000
|
126000
|
|
9
|
|
Оператор
поста управления стана
|
6
|
24000
|
144000
|
|
10
|
|
Помощник
оператора
|
6
|
20000
|
120000
|
|
11
|
|
Вальцовщик
стана
|
6
|
23000
|
138000
|
|
12
|
|
Помощник
вальцовщика
|
6
|
19000
|
114000
|
|
13
|
|
Подсобный
рабочий
|
3
|
24500
|
73500
|
|
14
|
|
Нагревальщик
металла
|
3
|
24000
|
72000
|
|
15
|
Вспомогательные
рабочие
|
Слесарь-механик
|
6
|
22000
|
132000
|
|
16
|
|
Слесарь-электрик
|
6
|
22000
|
132000
|
|
17
|
|
Кладовщик
|
3
|
19000
|
57000
|
|
18
|
|
Машинист
электрокрана
|
3
|
21000
|
63000
|
|
19
|
|
Огнеупорщик
|
3
|
21000
|
63000
|
|
20
|
|
Уборщица
|
3
|
15000
|
45000
|
Таблица 4.6.
Расчет основного фонда
заработной платы.
|
Категория
трудящихся
|
Списочный
состав
|
%
от итога
|
Средняя
месячная з/пл (руб)
|
Фонд
з/пл (руб)
|
|
|
|
|
месяц
|
год
|
|
Производственные
рабочие
|
36
|
52,2
|
21875
|
787500
|
9450000
|
|
Вспомогательные
рабочие
|
24
|
34,8
|
20500
|
492000
|
5904000
|
|
Итого
рабочие
|
60
|
|
42375
|
1279500
|
15354000
|
|
Руководители,
специалисты
|
9
|
13
|
28778
|
259000
|
3108000
|
|
Итого
персонала
|
69
|
100
|
71153
|
1538500
|
18462000
|
Найдем дополнительный ФОТ:
ФОТдоп =ФОТосн* 20% = 18462000
* 20%=3692400 руб.
Найдем общий ФОТ:
ФОТ общ= ФОТДОП+ФОТОСН=
3692400+18462000=22154400 руб.
Так же необходимо рассчитать фонд оплаты труда с
отчислениями. Отчисления идут на социальные нужды и определяются в % от
годового фонда оплаты труда.
Таблица 4.7.
|
Фонд
оплаты труда с отчислениями
|
|
Фонд
социального страхования
|
Федерал.
фонд обяз.мед. страхования
|
Территор.
фонд обяз.мед. страхования
|
Пенсионный
фонд
|
ИТОГО
|
|
2,9%
|
2,1%
|
3%
|
26%
|
34%
|
Итоговые отчисления составили = 7 532 496
ФОТ с отчисл. = ФОТ общ. + размер отчисления
(34%)
ФОТ с отчисл. = 22154 400 + 7532496 = 29686896
руб.
4.2.5
Расчет капитальных вложений
Расчет величины капитальных
вложений производится путем суммирования стоимости различных видов активов,
необходимых предприятию. Базовым показателем при этом является стоимость оборудования.
Она рассчитывается как сумма стоимостей основного и вспомогательного
оборудования.
Стоимость основного и
вспомогательного оборудования до и после модернизации составляет соответственно
45 млн. руб. и 46 млн. руб.
Величина остальных элементов
основных фондов рассчитывается в процентах от стоимости оборудования.
Для расчета необходимой суммы
капитальных вложений в нематериальные активы стоимость технорабочей
документации примем равной 350 тыс. руб., стоимость составления бизнес-плана -
150 тыс. руб.
Таким образом, сложив стоимости
всех элементов, можно рассчитать общую сумму необходимых капитальных вложений.
Таблица 4.8. (1)
Расчет величины капитальных вложений до
модернизации
|
№
п/п
|
Составляющие
(элементы) капитальных вложений
|
Нормы
в % от стоимости оборудования
|
Затраты
с НДС, тыс.руб.
|
Балансовая
стоимость без НДС, тыс.руб.
|
|
1
|
Здания
и сооружения
|
35
|
15750000
|
15750000
|
|
2
|
Санитарно-технические
работы
|
20
|
9000000
|
9000000
|
|
3
|
Административно-бытовые
помещения
|
6
|
2700000
|
2700000
|
|
4
|
|
27450000
|
27450000
|
|
5
|
Оборудование
|
|
45000000
|
38135593
|
|
6
|
Монтаж
оборудования
|
20
|
9000000
|
7627119
|
|
7
|
Транспортные
расходы
|
6,5
|
2925000
|
2478814
|
|
8
|
Прочие
расходы
|
1,5
|
675000
|
572034
|
|
9
|
Итого
оборудование
|
|
57600000
|
48813560
|
|
10
|
Итого
основные фонды
|
(4+9)
|
85050000
|
76263560
|
|
11
|
Технорабочая
документация
|
|
350000
|
296610
|
|
12
|
Бизнес-план
|
|
150000
|
127119
|
|
13
|
Итого
нематериальные активы
|
(11+12)
|
500000
|
423729
|
|
14
|
Итого
капитальные вложения
|
(10+13)
|
85550000
|
76687289
|
НДС в составе затрат = 85550000 - 76687289 =
8862711 руб.
Здания и сооружения, включая
строительно-монтажные работы, принимаются на баланс с учётом НДС, а
оборудование - без НДС.
Для того, чтобы найти затраты с НДС необходимо
стоимость оборудования умножить на норму %.
Для расчета балансовой стоимости нужно затраты с
НДС отчистить от НДС.
Балансовая стоимость без НДС: Оборудование:
37187,5/1,18= 31514,8
Таблица 4.8.(2)
Расчет величины капитальных вложений после
модернизации
|
№
п/пСоставляющие (элементы) капитальных вложенийНормы в % от стоимости
оборудованияЗатраты с НДС, тыс.руб.Балансовая стоимость без НДС, тыс.руб.
|
|
|
|
|
|
1
|
Здания
и сооружения
|
35
|
16100000
|
16100000
|
|
2
|
Санитарно-технические
работы
|
20
|
9200000
|
9200000
|
|
3
|
Административно-бытовые
помещения
|
6
|
2760000
|
2760000
|
|
4
|
Итого
здания и сооружения
|
|
28060000
|
28060000
|
|
5
|
Оборудование
|
|
46000000
|
38983051
|
|
6
|
Монтаж
оборудования
|
20
|
9200000
|
7796610
|
|
7
|
Транспортные
расходы
|
6,5
|
2990000
|
2533898
|
|
8
|
Прочие
расходы
|
1,5
|
690000
|
584746
|
|
9
|
Итого
оборудование
|
|
58880000
|
49898305
|
|
10
|
Итого
основные фонды
|
(4+9)
|
86940000
|
77958305
|
|
11
|
Технорабочая
документация
|
|
350000
|
296610
|
|
12
|
Бизнес-план
|
|
150000
|
127119
|
|
13
|
Итого
нематериальные активы
|
(11+12)
|
500000
|
423729
|
|
14
|
Итого
капитальные вложения
|
(10+13)
|
87440000
|
78382034
|
НДС в составе затрат = 87440000 - 78382034 =
9057966 руб.
4.2.6 Себестоимость
продукции
Себестоимость продукции служит
одним из важнейших экономических показателей, характеризующих эффективность
работы предприятия.
Себестоимость - это выраженные
в денежной форме затраты предприятия, связанные с использованием основных средств,
сырья, материалов, топлива и энергии, труда, а также других ресурсов на
производство и реализацию продукции (работ, услуг).
Затраты на металл.
Затраты на металл являются
одной из основных калькуляционных статей, так как на них приходится более 50% всех
издержек производства. Затраты на металл рассчитываются по формуле:
Зме = Цме * Кзап * Кобр - Цотх * (Кзап - 1) * (1
- Кпот),
Где: Цме - стоимость 1 тонны металла;
Цотх - внутризаводская цена 1 тонны возвратных
отходов, может быть принята на уровне 95% от стоимости 1 тонны
Кзап - общий заправочный коэффициент =1) 1,45;
2) 1,35
Кпот - учитывает безвозвратные потери металла
(стружка, опилки в мусоре) и может быть принят на уровне 0,3-0,5% от возвратных
отходов, т. е. Кпот = 0,003 - 0,005;
Кобр - коэффициент обработки = 1,5 -1,6.
Цме будем брать на Лондонской бирже цветных
металлов на 29.03.11г.
Курс 1 $ на 29.03.2011 г. cоставляет
28,42 руб. Стоимость металла - 1221,67$
Таблица 4.9.
|
Цена
на металл
|
|
Металл
|
Цена
(руб./т.)
|
|
09Г2С
|
34720
|
)Зме = (34720*1,45*1,5)-0,5*34
720*(1,19-1)*(1-0,003)=72228 руб.
)Зме = (34720*1,35*1,5)-0,5*34
720*(1,19-1)*(1-0,003)=67020 руб.
технологический трудовой ритмичность
резерв
4.2.7 Расчет
затрат на з/п с отчислениями
З = ФОТ/Q,
руб/т.
где: ФОТ - фонд оплаты труда с отчислениями,
руб.
Q - годовая
программа, т.
) До модернизации
З= 29686896 / 850 = 34926 руб/т.
Охрана труда и прочие расходы = 34926*0,055=1921
) После модернизации
З= 29686896 / 1000= (512051 )= 29687 руб/т.
Охрана труда и прочие расходы = 29687*0,055=1633
4.2.8
Амортизационные отчисления
Амортизационные отчисления определяются линейным
способом на основе специальных норм, устанавливаемых в % от первоначальной
стоимости. При линейном способе начисление амортизации происходит равномерно
исходя из первоначальной или восстановительной стоимости объекта основных
фондов и нормы амортизации, исчисленной исходя из срока полезного использования
этого объекта.
Расчет амортизационных отчислений, приходящихся
на одну тонну производится по формуле:
 ,
,
где Si -
первоначальная стоимость основных средств (без НДС) типа i при их
подстановке на баланс, руб.
Q - годовая
программа выпуска продукции, тонн.
Nai - норма
амортизационных отчислений, %.
Таблица 4.10 (1)
Амортизационные отчисления до
модернизации
|
№п/п
|
Показатели
|
Норма
амортизационных отчислений в %
|
Стоимость
основных фондов в тыс.руб
|
Амортизационные
отчисления руб/т.
|
|
1
|
Амортизация
зданий
|
1%
|
27450000
|
3229
|
|
2
|
Амортизация
оборудования
|
7%
|
48813560
|
40199
|
|
3
|
Амортизация
нематериальных активов
|
20%
|
423729
|
997
|
|
Итого
в год
|
|
|
44425
|
Таблица 4.10 (2)
Амортизационные отчисления
после модернизации
|
№п/п
|
Показатели
|
Норма
амортизационных отчислений в %
|
Стоимость
основных фондов в тыс.руб
|
Амортизационные
отчисления руб/т.
|
|
1
|
Амортизация
зданий
|
1%
|
28060000
|
2806
|
|
2
|
Амортизация
оборудования
|
7%
|
49898305
|
34929
|
|
3
|
Амортизация
нематериальных активов
|
20%
|
423729
|
847
|
|
Итого
в год
|
|
|
38582
|
4.2.9 Затраты на
создание ремонтных фондов
Расчет отчислений в ремонтный
фонд производится по формуле :
 ,
,
где, Si-
балансовая стоимость зданий, сооружений и оборудования, руб.;
Q
- годовая программа выпуска продукции, т;
NPj - норматив
отчислений в j-тый ремонтный
фонд, %.
Таблица 4.11. (1)
Ремонтные фонды до модернизации
|
№
|
Отчисления
в РФ
|
NPj, %
|
Si , тыс. руб.
|
PФi, руб.
|
|
1
|
Текущий
ремонт зданий
|
1.5
|
27450000
|
4844
|
|
2
|
Капитальный
ремонт зданий
|
5.4
|
27450000
|
17439
|
|
3
|
Текущий
ремонт оборудования
|
2.0
|
48813560
|
11486
|
|
4
|
Капитальный
ремонт оборудования
|
5.4
|
48813560
|
31011
|
|
5
|
Итого
на создание ремонтных фондов
|
|
|
64780
|
Таблица 4.11.(2)
Ремонтные фонды после модернизации
|
№
|
Отчисления
в РФ
|
NPj, %
|
Si , тыс. руб.
|
PФi, руб.
|
|
1
|
Текущий
ремонт зданий
|
1.5
|
28060000
|
4209
|
|
2
|
Капитальный
ремонт зданий
|
5.4
|
28060000
|
15152
|
|
3
|
Текущий
ремонт оборудования
|
2.0
|
49898305
|
9980
|
|
4
|
Капитальный
ремонт оборудования
|
5.4
|
49898305
|
26945
|
|
5
|
Итого
на создание ремонтных фондов
|
|
|
56286
|
Таблица 4.12 (1)
|
Расчет
себестоимости готовой продукции до модернизации
|
|
№
|
Статьи
затрат
|
Норматив,
%
|
База
расчета
|
Затраты,
руб.
|
%
от полной себестоимо сти
|
|
1
|
Сырье
и материалы
|
|
|
72228
|
26,6
|
|
2
|
Вспомог.материалы
|
2
|
От
статьи 1
|
1445
|
0,533
|
|
3
|
Энергоносители
|
25
|
От
статьи 1
|
18057
|
6,6
|
|
4
|
Транспортные
расходы
|
5
|
От
статьи 1
|
3612
|
1,3
|
|
5
|
Затраты
на технологическую оснастку
|
2
|
От
балансовой стоимости оборудования
|
1444
|
0,532
|
|
Итого
материальных затрат (1+2+3+4+5)
|
|
|
96786
|
35,7
|
|
6
|
Заработная
плата с отчислениями
|
|
|
34926
|
12,89
|
|
Итого
технологическая себестоимость
|
|
|
131712
|
48,6
|
|
7
|
Амортизация
зданий
|
1
|
От
балансовой стоимости здания
|
3229
|
1,19
|
|
8
|
Амортизация
оборудования
|
7
|
От
балансовой стоимости оборудования
|
40199
|
14,8
|
|
9
|
Амортизация
нематериальных активов
|
20
|
От
балансовой стоимости немат.актив.
|
997
|
0,36
|
|
Итого
амортизационные отчисления
|
|
|
44425
|
16,39
|
|
10
|
Содержание
зданий
|
1
|
От
балансовой стоимости здания
|
3229
|
1,19
|
|
11
|
Текущий
ремонт зданий
|
От
балансовой стоимости здания
|
4844
|
1,78
|
|
12
|
Капитальный
ремонт зданий
|
5,4
|
От
балансовой стоимости здания
|
17439
|
6,43
|
|
13
|
Текущий
ремонт оборудования
|
2
|
От
балансовой стоимости оборудования
|
11486
|
4,23
|
|
14
|
Капитальный
ремонт оборудования
|
5,4
|
От
балансовой стоимости оборудования
|
31011
|
11,4
|
|
Итого
на создание ремонтных фондов (10+11+12+13+14)
|
|
|
68009
|
25,1
|
|
15
|
Охрана
труда и прочие расходы
|
5,5
|
От
ФОТ
|
1921
|
0,71
|
|
Итого
цеховая себестоимость
|
|
|
246067
|
90,8
|
|
16
|
Общезаводские
расходы
|
10
|
От
цеховой себестоимости
|
24607
|
9,08
|
|
17
|
Внепроизводственные
расходы
|
1
|
От
цеховой себестоимости
|
246
|
0,09
|
|
Итого
полная себестоимость
|
|
|
270920
|
100
|
Таблица 4.12 (2)
|
Расчет
себестоимости готовой продукции после модернизации
|
|
№
|
Статьи
затрат
|
Норматив,
%
|
База
расчета
|
Затраты,
руб.
|
%
от полной себестоимо сти
|
|
1
|
Сырье
и материалы
|
|
|
67020
|
27,8
|
|
2
|
Вспомог.материалы
|
2
|
От
статьи 1
|
1341
|
0,56
|
|
3
|
Энергоносители
|
25
|
От
статьи 1
|
16755
|
6,9
|
|
4
|
Транспортные
расходы
|
5
|
От
статьи 1
|
3351
|
1,3
|
|
5
|
Затраты
на технологическую оснастку
|
2
|
От
балансовой стоимости оборудования
|
1340
|
0,55
|
|
Итого
материальных затрат (1+2+3+4+5)
|
|
|
89807
|
37,2
|
|
6
|
Заработная
плата с отчислениями
|
|
|
29687
|
12,3
|
|
Итого
технологическая себестоимость
|
|
|
119494
|
49,6
|
|
7
|
Амортизация
зданий
|
1
|
От
балансовой стоимости здания
|
2806
|
1,16
|
|
8
|
Амортизация
оборудования
|
7
|
От
балансовой стоимости оборудования
|
34929
|
14,4
|
|
9
|
Амортизация
нематериальных активов
|
20
|
От
балансовой стоимости немат.актив.
|
847
|
0,35
|
|
Итого
амортизационные отчисления
|
|
|
38582
|
16
|
|
10
|
Содержание
зданий
|
1
|
От
балансовой стоимости здания
|
2806
|
1,16
|
|
11
|
Текущий
ремонт зданий
|
1,5
|
От
балансовой стоимости здания
|
4209
|
1,7
|
|
12
|
Капитальный
ремонт зданий
|
5,4
|
От
балансовой стоимости здания
|
15152
|
6,2
|
|
13
|
Текущий
ремонт оборудования
|
2
|
От
балансовой стоимости оборудования
|
9980
|
4,1
|
|
14
|
Капитальный
ремонт оборудования
|
5,4
|
От
балансовой стоимости оборудования
|
26945
|
11,1
|
|
Итого
на создание ремонтных фондов (10+11+12+13+14)
|
|
|
59092
|
24,5
|
|
15
|
Охрана
труда и прочие расходы
|
5,5
|
От
ФОТ
|
1633
|
0,67
|
|
Итого
цеховая себестоимость
|
|
|
218801
|
90,8
|
|
16
|
Общезаводские
расходы
|
10
|
От
цеховой себестоимости
|
21880
|
9,08
|
|
17
|
Внепроизводственные
расходы
|
1
|
От
цеховой себестоимости
|
219
|
0,09
|
|
Итого
полная себестоимость
|
|
|
240900
|
100
|
Пример расчета % от полной себестоимости =
67020/240900 *100 = 27,8 %
Финансовый план
Финансовый план является важнейшей итоговой
частью бизнес плана. Цель его составления - выяснить, насколько эффективно
спланирована деятельность предприятия.
Финансовая деятельность предприятия пронизывает
все аспекты функционирования предприятия: производство, реализацию,
воспроизводство основных и оборотных фондов.
Инвестиционные затраты для реализации проекта -
сумма средств, необходимых для строительства (реконструкции, модернизации) и
оснащения оборудованием инвестируемых объектов, расходов на подготовку
производства и прирост оборотных средств
4.2.10 Инвестиционные
затраты для реализации проекта
Определяются как сумма средств, необходимых на
строительство и оснащение оборудования инвестируемых объектов, расходов на
производство и прирост оборотных средств.
ОФi
= ТП i * закреп
ОФ i
- оборотные фонды в i году
ТПi-
товарная продукция
К закреп - 0,03
ТПi
= Цена на ед.продукции с НДС * Qi
Экономический смысл К закреп заключается в том,
что он характеризует сумму оборотного капитала, приходящегося на 1 рубль
выручки от реализации. Принимаем как 0,03.
Таблица 4.13.(1)
Расчет цены 1 тонны продукции до модернизации,
рублей
|
№п/п
|
Показатели
|
Значение
|
|
1
|
Себестоимость
продукции, руб.
|
270920
|
|
2
|
Рентабельность
по балансовой прибыли %
|
30%
|
|
3
|
Балансовая
прибыль, руб. (1*2)/100
|
81276
|
|
4
|
Цена
без НДС, руб. (1+3)
|
352196
|
|
5
|
Цена
с НДС, руб. (4*1,18)
|
415591,28
|
|
6
|
Принятая
цена для расчётов, руб. (округлить п.5)
|
415592
|
Таблица 4.13.(2)
Расчет цены 1 тонны продукции после модернизации,
рублей
|
№п/п
|
Показатели
|
Значение
|
|
1
|
Себестоимость
продукции, руб.
|
240900
|
|
2
|
Рентабельность
по балансовой прибыли %
|
30%
|
|
3
|
Балансовая
прибыль, руб. (1*2)/100
|
72270
|
|
4
|
Цена
без НДС, руб. (1+3)
|
313170
|
|
5
|
Цена
с НДС, руб. (4*1,18)
|
369540,6
|
|
6
|
Принятая
цена для расчётов, руб. (округлить п.5)
|
369541
|
. До модернизации предприятие выпускает и
реализует 850т. продукции в год.
ТП (3-5) = 850*415 592 = 353 253 200 руб. = 353
253,2 т.
В 2011 начинается запуск производства,
выпускается не мах объем продукции,
а ≈ 25%, в 2012 - 62,5%, далее 100%
ТП(2) = 62,5*850= 531,25т = 531,25*415 592=
220783250 руб.
ТП(1) = 25*850= 212,5 т = 212,5*415 592=
88313300 руб.
ОФ(3-5) = 35325200 *0,03 = 10597596 руб.
ОФ (2) = 220783250*0,03 = 6623498 руб.
ОФ (1) = 88313300 *0,03 = 2649399 руб.
. После модернизации предприятие выпускает и
реализует 1000т. продукции в год.
ТП (3-5) = 1000*369 541 = 369541000 руб. = 369
541т.
В 2011 начинается запуск производства,
выпускается не мах объем продукции,
а ≈ 25%, в 2012 - 62,5%, далее 100%
ТП(2) = 62,5*1000= 625т = 625*369541= 23 963125
руб.
ТП(1) = 25*1000= 250 т = 250*369541= 92385250
руб.
ОФ(3-5) = 369541000 *0,03 = 11086230 руб.
ОФ (2) = 230963125*0,03 = 6928894 руб.
ОФ (1) = 92385250*0,03 = 2771558 руб.
Расчет затрат предпроизводственного периода
Текущие затраты предпроизводственного периода
рассчитываем по формуле:
пп = Ф * Т
Где: Zпп - затраты предпроизводственного
периода;
Т - продолжительность предпроизводственного
периода, 0,5 лет;
Ф - фонд оплаты труда.
Затраты до модернизации:
Zпп = 0,5* 29686896
руб. = 14843448 руб.
Таблица 4.14.(1)
|
Инвестиционные
затраты на создание производства до модернизации
|
|
Показатели
|
Значения,
тыс. руб.
|
|
Основные
фонды
|
85050000
|
|
Нематериальные
активы
|
500000
|
|
Оборотные
фонды
|
10597596
|
|
Текущие
затраты предпроиз-го периода
|
14843448
|
|
ИТОГО
|
110991044
|
Затраты после модернизации:
Zп.п. = 0,5*
29686896 руб. = 14843448 руб.
Таблица 4.14.(2)
|
Инвестиционные
затраты на создание производства после модернизации
|
|
Показатели
|
Значения,
тыс. руб.
|
|
Основные
фонды
|
86940000
|
|
Нематериальные
активы
|
500000
|
|
Оборотные
фонды
|
11086230
|
|
Текущие
затраты предпроиз-го периода
|
14843448
|
|
ИТОГО
|
113369678
|
4.2.11 Организация
финансирования
При формировании финансового плана составляются
расчеты, связанные с размещением во времени различных экономических процессов,
с получением погашения кредитов, с расчетом и уплатой налогов и т.д.
При составлении финансового плана будем считать
жизненный цикл равный 10 годам.
Таблица 4.15(1)
Календарный план и финансирования производства
до модернизации
|
Этапы
реализации проекта
|
1-й
год
|
2-й
год
|
3-й
год
|
Итого
|
|
Разработка
бизнес-плана
|
150000
|
|
|
150000
|
|
|
|
|
|
|
Разработка
техно-рабочей документации
|
350000
|
|
|
350000
|
|
|
|
|
|
|
Заключение
договора с банком на предоставление кредита
|
|
|
|
|
|
Заключение
договоров на поставку оборудования
|
|
|
|
|
|
Подготовка
зданий и сооружений
|
27450000
|
|
|
27450000
|
|
|
|
|
|
|
Набор
и подготовка кадров
|
10390414
|
4
453 034
|
|
14843448
|
|
|
|
|
|
|
Поставка,
монтаж и наладка оборудования
|
|
|
|
57600000
|
|
57600000
|
|
|
|
|
Заключение
договоров на поставку сырья и материалов
|
|
|
|
|
|
Заключение
договоров на поставку готовой продукции потребителям
|
|
|
|
|
|
Наращивание
оборотных фондов
|
2649399
|
6
623 498
|
1324699
|
10597596
|
|
|
|
|
|
|
Выпуск
продукции
|
%
|
25%
|
62,5%
|
100%
|
|
|
ИТОГО
инвестиционные затраты за год
|
98589813
|
11076532
|
1324699
|
110991044
|
|
Инвестиционные
затраты нарастающим итогом
|
98589813
|
109666345
|
110991044
|
|
|
|
|
|
|
|
Таблица 4.15(2)
Календарный план и финансирования производства
после модернизации
|
Этапы
реализации проекта
|
1-й
год
|
2-й
год
|
3-й
год
|
Итого
|
|
Разработка
бизнес-плана
|
150000
|
|
|
150000
|
|
|
|
|
|
|
Разработка
техно-рабочей документации
|
350000
|
|
|
350000
|
|
|
|
|
|
|
Заключение
договора с банком на предоставление кредита
|
|
|
|
|
|
Подготовка
зданий и сооружений
|
28060000
|
|
|
28060000
|
|
|
|
|
|
|
Набор
и подготовка кадров
|
10390414
|
4453034
|
|
14843448
|
|
|
|
|
|
|
Поставка,
монтаж и наладка оборудования
|
58880000
|
|
|
58880000
|
|
|
|
|
|
|
Заключение
договоров на поставку сырья и материалов
|
|
|
|
|
|
Заключение
договоров на поставку готовой продукции потребителям
|
|
|
|
|
|
Наращивание
оборотных фондов
|
2771558
|
6928894
|
1385778
|
11086230
|
|
|
|
|
|
|
Выпуск
продукции %
|
25%
|
62,5%
|
100%
|
|
|
ИТОГО
инвестиционные затраты за год
|
100601972
|
11381928
|
1385778
|
113369678
|
|
Инвестиционные
затраты нарастающим итогом
|
100601972
|
111983900
|
113369678
|
|
В соответствии с графиком начало выпуска
продукции планируется со второго полугодия 1-го года. Начальный выпуск
продукции будет осуществляться в размере 25% от планируемого, далее во 2-м году
- 62,5%, а с 3-го года - 100%.
Еще одна важная составляющая финансового плана -
это определение источников капитала, необходимое для деятельности.
Важное значение при этом имеет как общая
величина капитала, так и его структура, т.е. соотношение собственных и заемных
средств, а так же реинвестиция средств, полученных в процессе производства.
Собственные средства составляют - 40% от общей суммы вложенных средств,
недостающая сумма восполняется кредитом банка.
Таблица 4.16(1)
Организация финансирования инвестиционного
проекта до модернизации, руб.
|
№
п/п
|
Наименование
показателя
|
Годы
реализации проекта
|
|
|
1-й
|
2-й
|
3-й
|
Итого
|
|
1
|
Всего
инвестиц. средств
|
98589813
|
11076532
|
1324699
|
110991044
|
|
2
|
Собственные
средства
|
44396418
|
|
|
|
|
3
|
Реинвестиция
полученных средств
|
|
|
1324699
|
1324699
|
|
4
|
Кредитная
линия
|
54193395
|
11076532
|
|
65269927
|
Таблица 4.16(2)
Организация финансирования инвестиционного
проекта до модернизации, руб.
|
№
п/п
|
Наименование
показателя
|
Годы
реализации проекта
|
|
|
1-й
|
2-й
|
3-й
|
Итого
|
|
1
|
Всего
инвестиц. средств
|
100601972
|
11381928
|
1385778
|
113369678
|
|
2
|
Собственные
средства
|
45347871
|
|
|
|
|
3
|
Реинвестиция
полученных средств
|
|
|
1385778
|
1385778
|
|
4
|
Кредитная
линия
|
55254101
|
11381928
|
|
66636029
|
Мы используем заемные денежные средства, а
именно банковский кредит, который предоставляется на условиях платности и
возвратности, поетому при распределение доходов, получаемых от продажи
продукции, необходимо направлять часть средств на выплату процентов по кредиту
и его погашение.
Для расчёта платежей по кредиту необходимо
уточнить такие параметры, как срок кредитования - 3 года, продолжительность
льготного периода - 1 год, в течении которого не производится погашение
кредита, процентная ставка - 16%, способ погашения кредита - равными взносами,
периодичность платежей, сроки выплаты процентов по кредиту 6 лет.
) До модернизации
Таблица 4.17 (1)
|
Наименование
показателя
|
Годы
реализации проекта
|
Всего
тыс. руб.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
|
Поступление
кредита табл.
|
54193395
|
11076532
|
|
|
|
|
|
65269927
|
|
Сумма
кредита на начало года
|
54193395
|
73940870
|
61617392
|
49293914
|
36970436
|
24646958
|
12323478
|
312986443
|
|
Плата
за кредит в текущем году (16%)
|
8670943
|
11830539
|
9858783
|
7887026
|
5915270
|
3943513
|
1971757
|
50077831
|
|
Капитализация
процентов
|
8670943
|
|
|
|
|
|
|
8670943
|
|
Выплата
процентов
|
|
12323478
|
12323478
|
12323478
|
12323478
|
12323478
|
12323478
|
73940870
|
|
Платежи
по кредиту в текущем году
|
|
24154017
|
22182261
|
20210504
|
18238748
|
16266991
|
14295235
|
115347756
|
|
Погашение
кредита с нарастающим итогом
|
|
12323478
|
24646956
|
36970434
|
49293912
|
61617390
|
73940870
|
|
)После модернизации
Таблица 4.17 (2)
|
Наименование
показателя
|
Годы
реализации проекта
|
Всего
тыс. руб.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
|
Поступление
кредита табл.
|
55254101
|
11381928
|
|
|
|
|
|
66636029
|
|
Сумма
кредита на начало года
|
55254101
|
75476685
|
62897237
|
50317789
|
37738341
|
25158893
|
12579448
|
319422494
|
|
Плата
за кредит в текущем году (16%)
|
8840656
|
12076270
|
10063558
|
8
050 846
|
6
038 135
|
4025423
|
2012712
|
51107600
|
|
Капитализация
процентов
|
8840656
|
|
|
|
|
|
|
8840656
|
|
Выплата
процентов
|
|
12579448
|
12579448
|
12579448
|
12579448
|
12579448
|
12579448
|
75476685
|
|
Платежи
по кредиту в текущем году
|
|
24655718
|
22643006
|
20630294
|
18617583
|
16604871
|
14592160
|
117743632
|
|
Погашение
кредита с нарастающим итогом
|
|
12579448
|
25158896
|
37738344
|
50317792
|
62897240
|
75476685
|
|
4.2.12 Расчет налоговых
выплат
Налоги - это обязательные
платежи, которые служат основным источником бюджетных средств государства и
местных органов управления.
Налог на добавленную стоимость
имеет первостепенное значение из-за величины обязательного платежа в бюджет,
напрямую связанного с оборотом продукции. Сумма НДС, подлежащая внесению в
бюджет, определяется как разница между суммами налога, полученными от покупателя
за реализованные им товары (работы, услуги), и суммами налога, фактически
уплаченными поставщиками за материальные ресурсы (работы, услуги), стоимость
которых относится на издержки производства и обращения.
НДС = НДС (в составе
поступлений) - НДС (в составе затрат)
НДС в составе поступлений
рассчитывается следующим образом:
НДС (в составе поступлений) =
(Выручка от реализации продукции в составе НДС*100%)/(100%+ НДС)
НДС в составе затрат
рассчитывается следующим образом :
НДС (в составе затрат ) =
Затраты на которые начисляются НДС*100%
(100%+ НДС)
До модернизации:
Выручка рассчитывается = Цена 415592 * Объем
850=353253200 руб.
НДС (в составе поступлений) =353253
200*0,18/1,18= 53886081 руб.
Затраты =96786*850 = 82268100 тыс.руб.
НДС (в составе затрат ) = 82 268 100*0,18/1,18=
12549371
НДС к оплате= 53 886 081 - 12549371 = 41336710
при 100% объеме
Так как НДС в 1 и во 2 году осуществляется в
размере 25% и 62,5% от полного объема, то НДС за этот период составит:
НДС1 = 41336710*25/100=10334178
НДС2= 41336710*62,5/100 = 25835444
Кроме того, НДС в третьем году уменьшается на
размер НДС в составе затрат на основные средства.
НДС в составе затрат на основные фонды равен:
8862711 тыс. руб.
В результате НДС к оплате:
Таблица 4.18(1)
Таблица Расчёт НДС
|
3год
|
1год
|
2год
|
|
НДС
в составе поступлений
|
53556081
|
10334178
|
25835444
|
|
НДС
в составе затрат
|
12549371
|
|
|
|
НДС
ос
|
|
8862711
|
8862711
|
|
НДС
к оплате
|
41336710
|
1471467
|
16972733
|
После модернизации:
Выручка рассчитывается = Цена 369541*Объем
1000=369541000 руб.
НДС (в составе поступлений)
=369541000*0,18/1,18= 56370661 руб.
Затраты =89807*1 000 = 89807000 тыс.руб.
НДС (в составе затрат ) = 89807000*0,18/1,18=
13699373
НДС к оплате = 56370661 - 13699373 = 42671288
при 100% объеме
Так как НДС в 1 и во 2 году осуществляется в
размере 25% и 62,5% от полного объема, то НДС за этот период составит:
НДС1 = 42671288*25/100= 10667822
НДС2= 42671288*62,5/100 = 26669555
Кроме того, НДС в третьем году уменьшается на
размер НДС в составе затрат на основные средства.
НДС в составе затрат на основные фонды равен:
9057966 тыс. руб.
В результате НДС к оплате:
Таблица 4.18(2)
Таблица Расчёт НДС
|
3год
|
1год
|
2год
|
|
НДС
в составе поступлений
|
56370661
|
10667822
|
26669555
|
|
НДС
в составе затрат
|
13699373
|
|
|
|
НДС
ос
|
|
9057966
|
9057966
|
|
НДС
к оплате
|
42671288
|
1609856
|
17611589
|
4.2.13
Налог на прибыль
Объектом налогообложения
выступает валовая прибыль предприятия, определяемая как разница между выручкой
от реализации продукции без НДС и акцизов и затратами на производство и
реализацию, включаемыми в себестоимость продукции. Базой для налога на прибыль
является валовая прибыль, уменьшаемая в соответствии с законом на сумму налога
на имущество. Ставка налога на прибыль составляет 20%.
До модернизации:
Поступления без НДС(3-10 гг):
415592*850-53556081=299697119
Поступления без НДС(2 год):
299697119 *62,5%= 187310699
Поступления без НДС(1 год):
299697119 *25%=74924280
руб. - цена
- объем производства годовой
- НДС в составе поступлений
Полные затраты без НДС
(3-5год): 270920*850/1000=230282
Полные затраты без НДС (2 год):
230282*62,5%=143926
Полные затраты без НДС (1 год):
230282*25%=57571
К концу 5 года нематериальные
активы полностью амортизируются
и амортизация будет начисляться
только на основные средства.
Полные затраты без НДС
(6-10)=(270920 -997)*8500/1000=229435
- аморт. нематер. активов
- полная себестоимость в
тыс.руб.
После модернизации:
Поступления без НДС(3-10 гг):
369541*1000- 56370661= 313170339
Поступления без НДС(2 год):
313170339 *62,5%= 195731462
Поступления без НДС(1 год):
313170339 *25%=78292585
руб. - цена
- объем производства годовой
- НДС в составе поступлений
Полные затраты без НДС
(3-5год): 240900*1000/1000=240900
Полные затраты без НДС (2 год):
240900*62,5%=150563
Полные затраты без НДС (1 год):
240900*25%= 60225
К концу 5 года нематериальные
активы полностью амортизируются
и амортизация будет начисляться
только на основные средства.
Полные затраты без НДС
(6-10)=(240900 -847)*1000/1000=240053
- аморт. нематер. активов
- полная себестоимость в
тыс.руб.
Валовая прибыль = Выручка (ст.1.)
- Издержки (ст.2.)
Налог на прибыль = (Валовая
прибыль(ст.3) - налог на имущество(ст.4))*24%
Чистая прибыль = Валовая
прибыль(ст.3) - Налог на имущество(ст4.) - налог на прибыль(ст.5)
Налогом на имущество
предприятий облагаются основные средства, оборотный капитал, нематериальные
активы, запасы и затраты, находящиеся на балансе плательщика. Для целей
налогообложения определяется среднегодовая стоимость имущества предприятия.
До модернизации:
Балансовая стоимость основных
фондов равна 76263 560 тыс. руб.
Амортизационные отчисления в
1-й и 3-й годы 44425 *850/1000= 37761 руб.
Амортизационные отчисления в4
-5гг=(44425 - 997)*850= 36914 руб.
- нематериальные активы
После модернизации:
Балансовая стоимость основных
фондов равна 77958305 тыс. руб.
Амортизационные отчисления в
1-й и 3-й годы 38582 *1000/1000= 38582 руб.
Амортизационные отчисления в 4
-5гг=(38582 - 847)*1000= 37735 руб.
- нематериальные активы
Таблица 4.19.(1)
Расчёт налога на имущество до
модернизации, тыс.руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
1
|
Балансовая
стоимость ОФ
|
76263560
|
76263560
|
76263560
|
76263560
|
76263560
|
76263560
|
76263560
|
76263560
|
76263560
|
762635600
|
|
2
|
Амортизационные
отчисления
|
37761
|
37761
|
37761
|
36914
|
36914
|
36914
|
36914
|
36914
|
36914
|
36914
|
371681
|
|
3
|
Стоимость
ОФ на начало года
|
76263560
|
76263799
|
76188038
|
76150277
|
76113363
|
76076449
|
76039535
|
76002621
|
75965707
|
75928793
|
760992142
|
|
4
|
Стоимость
ОФ на конец года
|
76225799
|
76188038
|
76150277
|
76113363
|
76076449
|
76039535
|
76002621
|
75965707
|
75928793
|
75891879
|
760582461
|
|
5
|
Среднегодовая
стоимость ОФ
|
76244680
|
76225919
|
76169158
|
76131820
|
76094906
|
76057992
|
76021078
|
75984164
|
75947250
|
75910336
|
760787303
|
|
6
|
Налог
на имущество
|
1524894
|
1524518
|
1523383
|
1522636
|
1521898
|
1521160
|
1520422
|
1519683
|
1518945
|
1518207
|
15215746
|
Таблица 4.19.(2)
Расчёт налога на имущество после модернизации,
тыс.руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
1
|
Балансовая
стоимость ОФ
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
77958305
|
779583050
|
|
2
|
Амортизационные
отчисления
|
38582
|
38582
|
38582
|
37735
|
37735
|
37735
|
37735
|
37735
|
37735
|
37735
|
379891
|
|
3
|
Стоимость
ОФ на начало года
|
77958305
|
77919723
|
77881141
|
77842559
|
77804824
|
77767089
|
77729354
|
77691619
|
77653884
|
77616149
|
777864647
|
|
4
|
Стоимость
ОФ на конец года
|
77919723
|
77881141
|
77842559
|
77804824
|
77767089
|
77729354
|
77691619
|
77653884
|
77616149
|
77578414
|
777484756
|
|
5
|
Среднегодовая
стоимость ОФ
|
77939014
|
77900432
|
77861850
|
77823692
|
77785956
|
77748222
|
77710487
|
77672752
|
77635017
|
77597282
|
777674704
|
|
6
|
Налог
на имущество
|
1558780
|
1558009
|
1557237
|
1556474
|
1555719
|
1554964
|
1554210
|
1553455
|
1552700
|
1551946
|
15553494
|
Таблица 4.20 (1)
Отчёт о финансовых результатах
до модернизации , тыс.руб.
|
№
|
Наименование
показателя
|
Годы
реализации проекта
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
1
|
Выручка
продукции без НДС
|
74924280
|
187310699
|
299697119
|
299697119
|
299697119
|
299697119
|
299697119
|
299697119
|
299697119
|
299697119
|
2659811931
|
|
2
|
Издержки
на производство без НДС
|
57571
|
143
926
|
230282
|
230282
|
230282
|
230282
|
230282
|
230282
|
230282
|
230282
|
2043753
|
|
3
|
Валовая
прибыль
|
17353280
|
43384699
|
69415119
|
69415119
|
69415119
|
69415119
|
69415119
|
69415119
|
69415119
|
69415119
|
616058931
|
|
4
|
Налог
на имущество
|
1524894
|
1524518
|
1523383
|
1522636
|
1521898
|
1521160
|
1520422
|
1519683
|
1518945
|
1518207
|
15215746
|
|
5
|
Налог
на прибыль (20%)
|
3165677
|
8372036
|
13578347
|
13578497
|
13578644
|
13578792
|
13578939
|
13579087
|
13579235
|
13579382
|
107968636
|
|
6
|
Чистая
прибыль
|
12662709
|
33488145
|
54313389
|
54313986
|
54314577
|
54315167
|
54315758
|
66516349
|
54316939
|
54317530
|
492874549
|
Таблица 4.20(2)
Отчёт о финансовых результатах
после модернизации, тыс.руб.
|
№
|
Наименование
показателя
|
Годы
реализации проекта
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
1
|
Выручка
продукции без НДС
|
78292585
|
195731462
|
313170339
|
313170339
|
313170339
|
313170339
|
313170339
|
313170339
|
313170339
|
313170339
|
2779386759
|
|
2
|
Издержки
на производство без НДС
|
60225
|
150563
|
240900
|
240900
|
240900
|
240900
|
240900
|
240900
|
240900
|
240900
|
2137988
|
|
3
|
Валовая
прибыль
|
18067585
|
45168462
|
72270339
|
72270339
|
72270339
|
72270339
|
72270339
|
72270339
|
72270339
|
72270339
|
641398759
|
|
4
|
Налог
на имущество
|
1558780
|
1558009
|
1557237
|
1556474
|
1555719
|
1554964
|
1554210
|
1553455
|
1552700
|
1551946
|
15553494
|
|
5
|
Налог
на прибыль (20%)
|
3301761
|
8722091
|
14142620
|
14142773
|
14142924
|
14143075
|
14143226
|
14143377
|
14143528
|
14143677
|
125169052
|
|
6
|
Чистая
прибыль
|
13207044
|
34888362
|
56570482
|
56571092
|
56571696
|
56572300
|
56572903
|
56573507
|
56574111
|
56574716
|
500676213
|
4.2.14 Расчет движения
денежных средств
Отток денежных средств составляют затраты на
производство продукции, общие издержки предприятия, затраты на инвестиции, платежи
по кредитам, налоговые и другие выплаты.
Текущие затраты не включают амортизационные
отчисления.
Начисленная сумма амортизационных отчислений
никуда не выплачивается и остается на счёте предприятия.
Таким образом, амортизационные отчисления играют
очень важную роль в системе учёта и планирования деятельности предприятия,
являясь внутренним источником финансирования.
Показателями финансовой состоятельности проекта
является отсутствие отрицательных величин в значении чистого денежного потока
нарастающим итогом.
Наличие отрицательных величин свидетельствует о
недостаточном объёме финансирования и требует коррекции условий реализации
проекта или отказ от его осуществления.
Производственные затраты = (С-Ам+МЗ*0,18)*Q/1000
себестоимость 1 тонны продукции, руб./т.
Ам - амортизационные отчисления, руб. т.
Мз - материальные затраты (Мз*0,18 - налог на
добавленную стоимость в составе материальных затрат), руб./т.
Ликвидационная стоимость оборудования
вычисляется по следующей формуле:
Сл = ОсФ + ОбФ - А
Где: Сл - ликвидационная стоимость оборудования;
ОсФ - балансовая стоимость основных фондов
ОбФ - стоимость оборотных средств
А - сумма амортизационных отчислений за все
время деятельности предприятия
Таблица 4.21(1-А)
Движение денежных средств при оценке проекта в
целом до модернизации, тыс. руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
А.
ОСНОВНАЯ ДЕЯТЕЛЬНОСТЬ
|
|
1
|
Поступление
от реализации
|
88313
|
220783
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
3135120
|
|
2
|
Текущие
затраты(без амортизационных отчислений)
|
51832
|
129581
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
1840
045
|
|
3
|
Налоги
(3.1+3.2+3.3)
|
6160
|
26868
|
56438
|
56437
|
56436
|
56436
|
56435
|
56434
|
56433
|
56432
|
484509
|
|
3.1
|
НДС
|
1471
|
16972
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
349139
|
|
3.2
|
Налог
на имущество
|
1524
|
1524
|
1523
|
1522
|
1521
|
1521
|
1520
|
1519
|
1518
|
1518
|
15215746
|
|
3.3
|
Налог
на прибыль
|
3165
|
8372
|
13578
|
13578
|
13578
|
13578
|
13578
|
13579
|
13579
|
13579
|
107968636
|
|
4
|
Оплата
процентов по кредиту
|
|
|
|
|
|
|
|
|
|
|
|
|
5
|
Поток
от основной деятельности (1-2-3-4)
|
30321
|
64334
|
89486
|
89485
|
89484
|
89483
|
89482
|
89481
|
89479
|
89478
|
810513
|
|
В.ИНВЕСТИЦИОННАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
6
|
Инвестиционные
затраты
|
98589813
|
11076532
|
1324699
|
|
|
|
|
|
|
|
110991044
|
|
7
|
Поступления
от реализации активов (Сл)
|
|
|
|
|
|
|
|
|
|
95280
|
68315
|
|
8
|
Поток
инвестиционной деятельности (7-6)
|
-98589813
|
-11076532
|
-1324699
|
|
|
|
|
|
|
95280
|
-15715129
|
|
С.ФИНАНСОВАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
9
|
Собственные
средства
|
44396418
|
|
|
|
|
|
|
|
|
|
44396418
|
|
10
|
Поток
от финансовой деятельности
|
44396
|
|
|
|
|
|
|
|
|
|
44396418
|
|
11
|
Денежные
средства на начало периода
|
|
-23873
|
29385
|
117547
|
207032
|
296516
|
385999
|
475481
|
564962
|
654441
|
|
|
12
|
Изменение
в потоке денежных средств
|
-23873
|
53258
|
88162
|
89485
|
89484
|
89483
|
89482
|
89481
|
89479
|
184758
|
839199000
|
|
13
|
Денежные
средства на конец периода
|
-23873
|
29385
|
117547
|
207032
|
296516
|
385999
|
475481
|
564962
|
654441
|
839199
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4.21(1-Б)
Движение денежных средств с позиции инвестора до
модернизации, тыс. руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
А.
ОСНОВНАЯ ДЕЯТЕЛЬНОСТЬ
|
|
1
|
Поступление
от реализации
|
88313
|
220783
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
353253
|
3135120
|
|
2
|
Текущие
затраты(без амортизационных отчислений)
|
51832
|
129581
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
207329
|
1840045
|
|
3
|
Налоги
(3.1+3.2+3.3)
|
30314
|
49050
|
76648
|
74675
|
72702
|
70731
|
56435
|
56434
|
56433
|
56432
|
599854
|
|
3.1
|
НДС
|
1471
|
16972
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
41337
|
349139
|
|
3.2
|
Налог
на имущество
|
1524
|
1524
|
1523
|
1522
|
1521
|
1521
|
1520
|
1519
|
1518
|
1518
|
15215746
|
|
3.3
|
Налог
на прибыль
|
3165
|
8372
|
13578
|
13578
|
13578
|
13578
|
13578
|
13579
|
13579
|
13579
|
107968636
|
|
4
|
Оплата
процентов по кредиту
|
8670943
|
11830539
|
9858783
|
7887026
|
5915270
|
3943513
|
1971757
|
|
|
|
50077831
|
|
5
|
Поток
от основной деятельности (1-2-3-4)
|
6167
|
42152
|
69276
|
71249
|
73222
|
75193
|
89482
|
89481
|
89479
|
89478
|
695179
|
|
В.ИНВЕСТИЦИОННАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
6
|
Инвестиционные
затраты
|
98589813
|
11076532
|
1324699
|
|
|
|
|
|
|
|
110991044
|
|
7
|
Поступления
от реализации активов (Сл)
|
|
|
|
|
|
|
|
|
|
95280
|
68315
|
|
8
|
Поток
инвестиционной деятельности (7-6)
|
-98589813
|
-11076532
|
-1324699
|
|
|
|
|
|
|
95280
|
-15715129
|
|
С.ФИНАНСОВАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
9
|
Собственные
средства
|
44396418
|
|
|
|
|
|
|
|
|
|
44396418
|
|
10
|
Заемные
средства
|
54193395
|
11076532
|
|
|
|
|
|
|
|
|
65269927
|
|
11
|
Погашение
кредита
|
|
12323478
|
12323478
|
12323478
|
12323478
|
12323478
|
12323478
|
|
|
|
73940870
|
|
12
|
Поток
от финансовой деятельности (9+10-11)
|
98589
|
-
1247
|
-12323
|
-12323
|
-12323
|
-12323
|
|
|
|
24648943
|
|
13
|
Денежные
средства на начало периода
|
|
6167
|
35996
|
91625
|
150551
|
211450
|
274320
|
351479
|
440960
|
530439
|
|
|
14
|
Изменение
в потоке денежных средств
|
6167
|
29829
|
55629
|
58926
|
60899
|
62870
|
77159
|
89481
|
89479
|
184758
|
715197000
|
|
15
|
Денежные
средства на конец периода
|
6167
|
35996
|
91625
|
150551
|
211450
|
274320
|
351479
|
440960
|
530439
|
715197
|
|
Таблица 4.21(2-А)
Движение денежных средств при оценке проекта в
целом после модернизации, тыс. руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
А.
ОСНОВНАЯ ДЕЯТЕЛЬНОСТЬ
|
|
1
|
Поступление
от реализации
|
92385
|
230963
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
3279676
|
|
2
|
Текущие
затраты(без амортизационных отчислений)
|
54620
|
136552
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
1939036
|
|
3
|
Налоги
(3.1+3.2+3.3)
|
6469
|
27892
|
58370
|
58369
|
58368
|
58368
|
58368
|
58367
|
58366
|
58365
|
501302
|
|
3.1
|
НДС
|
1610
|
17612
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
360590
|
|
3.2
|
Налог
на имущество
|
1558780
|
1558009
|
1557237
|
1556474
|
1555719
|
1554964
|
1554210
|
1553455
|
1552700
|
1551946
|
15553494
|
|
3.3
|
Налог
на прибыль
|
3301761
|
8722091
|
14142620
|
14142773
|
14142924
|
14143075
|
14143226
|
14143377
|
14143528
|
14143677
|
125169052
|
|
4
|
Оплата
процентов по кредиту
|
|
|
|
|
|
|
|
|
|
|
|
|
5
|
Поток
от основной деятельности (1-2-3-4)
|
31296
|
66519
|
92688
|
92690
|
92690
|
92690
|
92690
|
92689
|
92688
|
92687
|
839327
|
|
В.ИНВЕСТИЦИОННАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
6
|
Инвестиционные
затраты
|
100601972
|
11381928
|
1385778
|
|
|
|
|
|
|
|
113369678
|
|
7
|
Поступления
от реализации активов (Сл)
|
|
|
|
|
|
|
|
|
|
97646
|
97646339
|
|
8
|
Поток
инвестиционной деятельности (7-6)
|
-100602
|
-
11382
|
-
1386
|
|
|
|
|
|
|
|
-
15723339
|
|
С.ФИНАНСОВАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
9
|
Собственные
средства
|
45347871
|
|
|
|
|
|
|
|
|
|
45347871
|
|
10
|
Поток
от финансовой деятельности
|
45347
|
|
|
|
|
|
|
|
|
|
45347871
|
|
11
|
Денежные
средства на начало периода
|
|
-23959
|
31178
|
122480
|
215170
|
307860
|
400550
|
493240
|
585929
|
678
617
|
|
|
12
|
Изменение
в потоке денежных средств
|
-23959
|
55137
|
91302
|
92690
|
92690
|
92690
|
92690
|
92689
|
92688
|
190333
|
868950
|
|
13
|
Денежные
средства на конец периода
|
-23959
|
31178
|
122480
|
215170
|
307860
|
400550
|
493240
|
585
929
|
678617
|
868950
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4.21(2-Б)
Движение денежных средств с позиции инвестора
после модернизации, тыс. руб.
|
№
|
Наименование
показателя
|
Годы
реализации проектов
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
Всего
|
|
А.
ОСНОВНАЯ ДЕЯТЕЛЬНОСТЬ
|
|
1
|
Поступление
от реализации
|
92385
|
230963
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
369541
|
3279676
|
|
2
|
Текущие
затраты(без амортизационных отчислений)
|
54620
|
136552
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
218483
|
1939036
|
|
3
|
Налоги
(3.1+3.2+3.3)
|
19048
|
40472
|
70950
|
70949
|
70948
|
70947
|
58368
|
58367
|
58366
|
58365
|
576780
|
|
3.1
|
НДС
|
1610
|
17612
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
42671
|
360590
|
|
3.2
|
Налог
на имущество
|
1558780
|
1558009
|
1557237
|
1556474
|
1555719
|
1554964
|
1554210
|
1553455
|
1552700
|
1551946
|
15553494
|
|
3.3
|
Налог
на прибыль
|
3301761
|
8722091
|
14142620
|
1414273
|
14142924
|
14143075
|
14143226
|
14143377
|
14143528
|
14143677
|
125169052
|
|
4
|
Оплата
процентов по кредиту
|
8840656
|
12076270
|
10063558
|
8050846
|
6038135
|
4025423
|
2012712
|
|
|
|
51107600
|
|
5
|
Поток
от основной деятельности (1-2-3-4)
|
18717
|
53939
|
80408
|
80407
|
80406
|
80405
|
92690
|
92689
|
92688
|
92687
|
765036
|
|
В.ИНВЕСТИЦИОННАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
6
|
Инвестиционные
затраты
|
100601972
|
11381928
|
1385778
|
|
|
|
|
|
|
|
113369678
|
|
7
|
Поступления
от реализации активов (Сл)
|
|
|
|
|
|
|
|
|
|
97646
|
97646339
|
|
8
|
Поток
инвестиционной деятельности (7-6)
|
-100602
|
-
11382
|
-
1386
|
|
|
|
|
|
|
|
-
15723339
|
|
С.ФИНАНСОВАЯ
ДЕЯТЕЛЬНОСТЬ
|
|
9
|
Собственные
средства
|
45347871
|
|
10
|
Заемные
средства
|
55254101
|
11381928
|
|
|
|
|
|
|
|
|
66636029
|
|
11
|
Погашение
кредита
|
|
12579448
|
12579448
|
12579448
|
12579448
|
12579448
|
12579448
|
|
|
|
75476685
|
|
12
|
Поток
от финансовой деятельности (9+10-11)
|
100602
|
-1198
|
-12579448
|
-12579448
|
-12579448
|
-12579448
|
-12579448
|
|
|
|
-25125315
|
|
13
|
Денежные
средства на начало периода
|
|
17717
|
59076
|
125519
|
193347
|
261174
|
329000
|
396825
|
489514
|
582202
|
|
|
14
|
Изменение
в потоке денежных средств
|
18717
|
41359
|
66443
|
67828
|
67827
|
67826
|
67825
|
92689
|
92688
|
190333
|
772535000
|
|
15
|
Денежные
средства на конец периода
|
18717
|
59076
|
125519
|
193347
|
261174
|
329000
|
396825
|
489514
|
582202
|
772535
|
|
4.2.15 Эффективность и
устойчивость проекта
Прогноз финансовых показателей инвестиционного
проекта является результатом анализа качественных характеристик проекта и
предназначен для определения финансовой состоятельности проекта.
Выбор метода оценки эффективности
инвестиционного проекта в значительной мере зависит от цели инвестора, от
особенностей рассматриваемых инвестиционных проектов и от условий их
реализации.
Из применяемых методов оценки используют:
чистый дисконтированный доход;
анализ точки безубыточности
4.2.15.1 Анализ
устойчивости проекта
Дисконтирование осуществляется путем умножения
текущих затрат и поступлений на коэффициент дисконтирования, который
рассчитывается по формуле:
αt = (1+Е)(1-t)
Где: αt - коэффициент
дисконтирования;- номер года отсчётного периода;
Е - постоянная норма дисконта.
Норма дисконта складывается из 3-х факторов:
безрисковой нормы прибыли инвестора, инфляции в период реализации проекта и
рисков реализации проекта.
Принимаем эти значения равные:
безрисковая норма - 9%
инфляция - 7%
риски реализации проекта - 1%
Соответственно, норма дисконта
в нашем проекте составляет:
Е = 17% или 0,17
Коэффициенты дисконтирования в каждом году будут
следующими:
α1 = (1+0,17)(1-1)
=1,000
α2 = 0,8547
α3 = 0,7305
α4 = 0,6244
α5 = 0,5337
α6 = 0,4561
α7 = 0,3898
α8 = 0,3332
α9 = 0,2848
α10 = 0,2434
Чистый дисконтированный доход - определяется как
превышение приведенных поступлений над приведенными затратами.
ЧДД = Σ(Rt
-Z t)*αt
где
ЧДД - чистый дисконтированный доход;
(Rt
- Zt) - чистый денежный
поток в году t;
αt-
коэффициент дисконтирования.
Если ЧДД > 0, то проект считается
эффективным.
Если ЧДД = 0, то благосостояние инвестора не
изменится.
Если ЧДД < 0, то проект не эффективен.
Еще одним показателем эффективности проекта
является индекс дисконтированной доходности (ИД). Это отношение суммы
приведенных эффектов к величине приведенных инвестиционных затрат. При
вычислении индекса доходности можно использовать полученное ранее значение ЧДД.
ИД =(ЧДД / Σ Kt*αt
)+1,
Где:
Kt -
инвестиционные затраты в году t;
αt -
коэффициент дисконтирования в году t.
Проект будет считается эффективным, если
ИД>1.
Период окупаемости - это время,
необходимое для возмещения первоначальных инвестиций, вложенных в проект, за
счёт доходов от его реализации. С учётом дисконтирования период окупаемости
определяется на основе расчёта ЧДД и равен периоду, когда значение ЧДД
переходит из отрицательной области в положительную.
чистый денежный поток = поток
от основной деятельности + поток от инвестиционной деятельности;
- Дисконтированный чистый денежный поток =
чистый денежный поток* коэф. дисконтирования;
чистый дисконтированный доход:
год =ЧДД(1год) + дисконтированный ЧДД(2 год) и
т.д.
дисконтированные инвестиционные затраты = поток
инвестиционной деятельности * коэффициент дисконтирования.
ИД в целом до модернизации =
(36548300/109107072)+1= 0,33+1=1,33 - проект эффективен
ИД с позиции инвестора до модернизации =
(25607300/109107772)+1 = 0,23+1=1,23 >1 - проект эффективен
ИД в целом после модернизации = (37905
500/111335166)+1= 0,34+1 = 1,34- проект эффективен, после модернизации индекс
доходности увеличился.
ИД с позиции инвестора после модернизации = (
29684800/111335166) +1= 0,26+1=1,26 - проект эффективен, после модернизации индекс
доходности увеличился.
Таблица 4.22(1-А)
Расчёт чистого дисконтированного дохода в целом
до модернизации
|
№
|
Наименование
показателя
|
Годы
реализации
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Поток
от основной деятельности
|
30321
|
64334
|
89486
|
89485
|
89484
|
89483
|
89482
|
89481
|
89479
|
89478
|
|
2
|
Поток
от инвестиционной деятельности
|
-98589813
|
-11076532
|
-1324699
|
|
|
|
|
|
|
95280
|
|
3
|
Чистый
денежный поток
|
-23873
|
53258
|
88162
|
89485
|
89484
|
89483
|
89482
|
89481
|
89479
|
184758
|
|
4
|
Коэффициент
дисконтирования (0,17)
|
1
|
0,854
|
0,731
|
0,624
|
0,534
|
0,456
|
0,389
|
0,333
|
0,285
|
0,243
|
|
5
|
Дисконтированный
чистый денежный поток
|
-23873
|
45482
|
64446
|
55838
|
47784
|
40804
|
34808
|
29797
|
25501
|
44896
|
|
6
|
ЧДД
|
-23873
|
21609
|
86055
|
141893
|
189677
|
230481
|
265289
|
295086
|
320587
|
36548300
|
|
7
|
Дисконтированные
инвестиционные затраты
|
98589813
|
9458904
|
968354
|
|
|
|
|
|
итого
|
109107072
|
Таблица 4.22(1-Б)
Расчёт чистого дисконтированного дохода с
позиции инвестора до модернизации
|
№
|
Наименование
показателя
|
Годы
реализации
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Поток
от основной деятельности
|
6167
|
42152
|
69276
|
71249
|
73222
|
75193
|
89
482
|
89481
|
89479
|
89478
|
|
2
|
Поток
от инвестиционной деятельности
|
-98589813
|
-11076532
|
-1324699
|
|
|
|
|
|
|
95280
|
|
3
|
Поток
от финансовой деятельности
|
98589
|
-
1247
|
-12323
|
-12323
|
-12323
|
-12323
|
-12323
|
|
|
|
|
4
|
Чистый
денежный поток
|
6167
|
29829
|
55629
|
58926
|
60899
|
62870
|
77159
|
89481
|
89479
|
184758
|
|
5
|
Собственные
средства
|
44396418
|
|
|
|
|
|
|
|
|
|
|
6
|
Чистый
денежный поток собств. средств
|
-38229
|
29829
|
55629
|
58926
|
60899
|
62870
|
77159
|
89481
|
89479
|
184758
|
|
7
|
Коэффициент
дисконтирования (0,17)
|
1
|
0,854
|
0,731
|
0,624
|
0,534
|
0,456
|
0,389
|
0,333
|
0,285
|
0,243
|
|
8
|
Дисконтированный
чистый денежный поток
|
-38229
|
25473
|
40664
|
36769
|
32520
|
28668
|
30014
|
29797
|
25501
|
44896
|
|
9
|
ЧДД
|
-38229
|
-12756
|
27908
|
64677
|
97197
|
125865
|
155879
|
185676
|
211177
|
25607300
|
|
10
|
Дисконтированные
инвестиционные затраты
|
98589813
|
9458904
|
968354
|
|
|
|
|
|
итого
|
10910772
|
Таблица 4.22(2-А)
Расчёт чистого дисконтированного дохода в целом
после модернизации
|
№
|
Наименование
показателя
|
Годы
реализации
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Поток
от основной деятельности
|
31296
|
66519
|
92688
|
92690
|
92690
|
92690
|
92690
|
92689
|
92688
|
92687
|
|
2
|
Поток
от инвестиционной деятельности
|
-100602
|
-
11382
|
-
1386
|
|
|
|
|
|
|
|
|
3
|
Чистый
денежный поток
|
-23959
|
55137
|
92690
|
92690
|
92690
|
92690
|
92689
|
92688
|
190333
|
|
4
|
Коэффициент
дисконтирования (0,17)
|
1
|
0,854
|
0,731
|
0,624
|
0,534
|
0,456
|
0,389
|
0,333
|
0,285
|
0,243
|
|
5
|
Дисконтированный
чистый денежный поток
|
-23959
|
47086
|
66741
|
57838
|
49496
|
42266
|
36056
|
30865
|
26416
|
46250
|
|
6
|
ЧДД
|
-23959
|
23127
|
89868
|
147706
|
197202
|
239468
|
275524
|
306389
|
332805
|
37905500
|
|
7
|
Дисконтированные
инвестиционные затраты
|
100602000
|
9720000
|
1013166
|
|
|
|
|
|
итого
|
111335166
|
Таблица 4.22(2-Б)
Расчёт чистого дисконтированного дохода с
позиции инвестора после модернизации
|
№
|
Наименование
показателя
|
Годы
реализации
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Поток
от основной деятельности
|
31296
|
66519
|
92688
|
92690
|
92690
|
92690
|
92690
|
92689
|
92688
|
92687
|
|
2
|
Поток
от инвестиционной деятельности
|
-100602
|
-
11382
|
-
1386
|
|
|
|
|
|
|
|
|
3
|
Поток
от финансовой деятельности
|
100602
|
-1198
|
-12579448
|
-12579448
|
-12579448
|
-12579448
|
-12579448
|
|
|
|
|
4
|
Чистый
денежный поток
|
18717
|
41359
|
66443
|
67828
|
67827
|
67826
|
67825
|
92689
|
92688
|
190333
|
|
5
|
Собственные
средства
|
45347871
|
|
|
|
|
|
|
|
|
|
|
6
|
Чистый
денежный поток собств. средств
|
-26630
|
41359
|
66443
|
67828
|
67827
|
67826
|
67825
|
92689
|
92688
|
190333
|
|
7
|
Коэффициент
дисконтирования (0,17)
|
1
|
0,854
|
0,731
|
0,624
|
0,534
|
0,456
|
0,389
|
0,333
|
0,285
|
0,243
|
|
8
|
Дисконтированный
чистый денежный поток
|
-26630
|
35320
|
48569
|
42324
|
36219
|
31132
|
26383
|
30865
|
26416
|
46250
|
|
9
|
ЧДД
|
-26630
|
8690
|
57259
|
99583
|
135802
|
166934
|
193317
|
224182
|
250598
|
29684800
|
|
10
|
Дисконтированные
инвестиционные затраты
|
100602000
|
9720000
|
1013166
|
|
|
|
|
|
итого
|
111335166
|
4.2.15.2 Анализ точки
безубыточности
Анализ безубыточности является одним из широко
распространенных способов, позволяющих судить о создаваемом производстве. При
этом рассчитывается точка безубыточности, то есть точка нулевой прибыли, в
которой доходы от реализации продукции равны текущим издержкам.
Точка безубыточности характеризуется объемом
производства продукции в натуральном выражении.
о=Ср*Q/
(Ц - Сv)
где
Qо - годовой выпуск
продукции в точке безубыточности;
Q - годовой выпуск
продукции;
Ср - условно-постоянные затраты на 1 т
продукции;
Сv
- условно-переменные затраты на 1 т продукции;
Ц - средневзвешенная цена изделий (без НДС).
К условно-переменным затратам относятся статьи
затрат, зависящие от объема производства:
·
сырье
и основные материалы;
·
вспомогательные
материалы;
·
транспортные
расходы;
·
затраты
на техническую оснастку;
·
текущий
ремонт оборудования.
Затраты на энергоносители можно разделить на 2
составляющие:
двигательная электроэнергия и технологическое
топливо (80% от статьи «энергоносители»);
электроэнергия на освещение, обогрев помещений и
т.п. (20% от статьи «энергоносители»).
Первая составляющая будет зависеть от объема производства,
а вторая нет. Заработную плату с отчислениями также можно разделить на 2
составляющие:
затраты на оплату труда
административно-управленческого персонала, упарвленческого аппарата, на
поддержание трудового коллектива при спаде производства( 50% от ЗП с
отчислениями);
затраты на оплату труда производственных
рабочих, которая будет зависеть от объема производства (50% от ЗП с
отчислениями )
Остальные издержки производства (плата за аренду
помещений, амортизационные отчисления, общезаводские расходы) относятся к
условно-постоянным.
Таблица 4.23(1)
Расчёт точки безубыточности
|
№
|
Статьи
затрат
|
Условно-постоянные
затраты, руб./т
|
Условно-переменные
затраты, руб./т
|
|
1
|
Сырьё
и основные материалы
|
|
72228
|
|
2
|
Вспомогательные
материалы
|
|
1445
|
|
3
|
Энергоносители
|
3611
|
14446
|
|
4
|
Транспортные
расходы
|
|
3612
|
|
5
|
Затраты
на техническую оснастку
|
|
1444
|
|
6
|
ЗП
с отчислениями
|
17463
|
17463
|
|
7
|
Амортизация
зданий
|
3229
|
|
|
8
|
Амортизация
оборудования
|
40199
|
|
|
9
|
Амортизация
нематериальных активов
|
997
|
|
|
10
|
Содержание
зданий и сооружений
|
3229
|
|
|
11
|
Текущий
ремонт зданий
|
4844
|
|
|
12
|
Капитальный
ремонт зданий
|
17439
|
|
|
13
|
Текущий
ремонт оборудования
|
11486
|
|
|
14
|
Капитальный
ремонт оборудования
|
31011
|
|
|
15
|
Охрана
труда и прочие расходы
|
1921
|
|
|
16
|
Общезаводские
расходы
|
24607
|
|
|
17
|
Внепроизводственные
расходы
|
246
|
|
|
ИТОГО
|
160282
|
110638
|
|
Удельный
вес, %
|
60
|
40
|
|
Всего
|
270920
|
Расчет точки безубыточности:
Значение точки безубыточности:
Ц - средневзвеш. цена изделий
(без НДС)=415592/ 1,18= 352197 руб.
Qо=
160282 * 850 / (352197 - 110638) = 564 т.
Следовательно, для безубыточности предприятия
достаточно выпускать 564т продукции. Это составляет 66,3% от запланированного
объема, значит производство обладает достаточным запасом устойчивости.
Таблица 4.23(2)
Расчёт точки безубыточности
|
№
|
Статьи
затрат
|
Условно-постоянные
затраты, руб./т
|
Условно-переменные
затраты, руб./т
|
|
1
|
Сырьё
и основные материалы
|
|
67020
|
|
2
|
Вспомогательные
материалы
|
|
1341
|
|
3
|
Энергоносители
|
3351
|
13
404
|
|
4
|
Транспортные
расходы
|
|
3351
|
|
5
|
Затраты
на техническую оснастку
|
|
1340
|
|
6
|
ЗП
с отчислениями
|
14
843
|
14
843
|
|
7
|
Амортизация
зданий
|
2806
|
|
|
8
|
Амортизация
оборудования
|
34929
|
|
|
9
|
Амортизация
нематериальных активов
|
847
|
|
|
10
|
Содержание
зданий и сооружений
|
2806
|
|
|
11
|
Текущий
ремонт зданий
|
4209
|
|
|
12
|
Капитальный
ремонт зданий
|
15152
|
|
|
13
|
Текущий
ремонт оборудования
|
9980
|
|
|
14
|
Капитальный
ремонт оборудования
|
26
945
|
|
|
15
|
Охрана
труда и прочие расходы
|
1633
|
|
|
16
|
Общезаводские
расходы
|
21
880
|
|
|
17
|
Внепроизводственные
расходы
|
219
|
|
|
ИТОГО
|
139
600
|
101
299
|
|
Удельный
вес, %
|
58
|
42
|
|
Всего
|
240
899
|
Расчет точки безубыточности:
Значение точки безубыточности:
Ц - средневзвеш. цена изделий
(без НДС)=369541/ 1,18= 313 170 руб.
Qо=
139 600 * 1000 / (316 170 - 101 299) = 659 т.
Следовательно, для безубыточности предприятия
достаточно выпускать 659т продукции. Это составляет 65,9% от запланированного
объема, значит производство обладает достаточным запасом устойчивости.
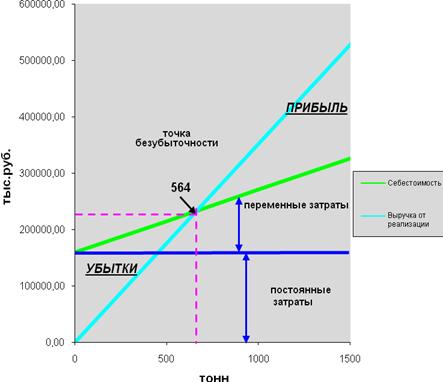
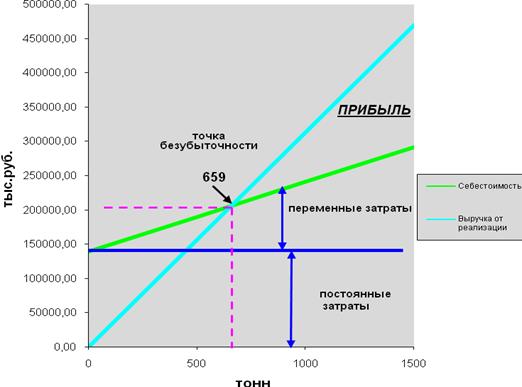
Вывод
В данном разделе дипломной
работы был разработан инвестиционный проект модернизации валков прокатного
стана путем замены материала на более износостойкий с увеличенными прочностными
характеристиками.
Расчет инвестиционного проекта
показал, что увеличивается объем производства проката, а необходимые инвестиции
окупаются за 1 год.
Проект коммерчески эффективен,
о чем свидетельствуют чистый дисконтированный доход.
Из приведенного анализа можно
сделать вывод о том, что проект является финансово эффективным. Для данного
инвестиционного проекта привлечение потенциальных инвесторов вполне реализуемо.
5. Экология и охрана
труда
5.1
Безопасность труда
.1.1
Краткая характеристика технологических процессов и оборудования
В данном дипломе анализируется
производственно-хозяйственная деятельность Волжского Металлургического Завода
«Красный Октябрь»
ЗАО ВМЗ «Красный Октябрь»
включает два основных вида производств, составляющих так называемый
металлургический цикл: сталеплавильное и прокатное производства.
В состав оборудования
листопрокатного цеха ВМЗ «Красный Октябрь» входит: методическая печь; толстолистовой
стан 2000; роликовая машина; роликовая электрическая печь с роликовым подом;
ножницы с «катящимся резом»; трехкамерная печь {проходная роликовая печь, в
меньших объемах - в камерная и колпаковая печь.)
В листопрокатном цехе рулоны
стали подвергают дальнейшей обработке. Здесь задаются основные, необходимые
свойства готовой продукции. При обработке получают сталь необходимой толщины,
шероховатостью поверхности, требуемым уровнем механических свойств. В процессе
происходит обезуглероживание, рекристаллизация, обезжиривание рулонов горячей -
и холоднокатаной стали, а также нанесение электролитического покрытия.
Процесс ЛПЦ начинается с
поступления заготовки в методическую печь, далее прокат на Толстолистовом стане
2000. Затем правку сортового или профильного проката осуществляют на роликовых
машинах.
Следующий этап роликовая
электрическая печь с роликовым подом с защитной атмосферой, которая
предназначена для термообработки стальных и биметаллических труб.
После вновь прокатка на стане
2000 на лист 4-8 мм. Затем осуществляют еще раз правку проката на роликовой
правильной машине.
Следующий этап прогресса
обрезка на ножницах, которая осуществляется дисковыми ножницами, ножницами с
«катящимся резом», Дисковые ножницы предназначены для продольной и фигурной
резки листового материала (листа, ленты). Ножницы с «катящимся резом»
используются для продольной и поперечной резки листов, а также для обрезки
кромок.
Затем с поверхности металла удаляется
слой окислов - этап травление, которое осуществляется в водных растворах
серной, соляной или других кислот.
Завершающий этап клеймение -
это ударный способ маркировки , выполняют ручным или машинным способом на
листах.
Заключительный этап сортировка
проката по сортаментным группам (маркам стали), толщинам .размерам.
Выбранные для проектирования
технологические процессы и оборудование, режимы их работы отвечают требованиям
ГОСТов, техническим условиям и комплексу требований: достижение производительности,
обеспечение высокого качества выпускаемой продукции, обеспечение надежности
работы оборудования и устойчивости технологических процессов, обеспечение
благоприятных для персонала условий труда, полной безопасности, безвредности и
комфортности труда, а также охраны окружающей среды, высокой экономической
эффективности производства, высокого уровня автоматизации и механизации
конструкций и агрегатов.
Рассмотрим более подробно, как
выполняются перечисленные выше технологические операции.
5.1.2
Краткая характеристика производственных помещений
Предприятие располагается в
специально выделенных районах за пределами населённых пунктов. Выбор площадки
для строительства, мест водосбора и спуска сточных вод должен производиться в
соответствии со строительными нормами и правилами СНиП, генеральные планы
промышленных предприятий " и " Санитарными нормами проектирования
промышленных предприятий " СП 2.2.1.1312-03. Здания и сооружения должны
быть размещены с учетом противопожарных требований, направлений господствующих
в данной местности ветров, а также с соблюдением размеров санитарно защитных
зон между предприятиями жилой застройки, установленные санитарными нормами (СП
2.2.1.1312-03). В данном проекте предприятие не имеет вредного производства,
поэтому санитарно-защитная зона не устанавливается.
Завод должен быть расположен с
подветренной стороны к жилому ближайшему массиву, на расстоянии не менее 3 км.
При проектировании завода следует принимать следующие минимальные значения их
основных размеров: объем здания на каждого работающего 15 мЗ; площадь 4 м2
помещения от пола до низа несущих конструкций покрытия 3 м; высоту проходов
трубопроводов галерей 1,3 м и ширине 1 м (при размещении трубопроводов и
кабелей 0,7 м); высоту пешеходных туннелей 2,1 ми ширину 1,5 м. Уклон маршей в
лестничных клетках принимают 1:2 при ширине проступи 0,3 м, уклон маршей в
открытых лестницах 1:1.
вертикальные лестницы для
осмотра оборудования при высоте подъема не более Зм принимают шириной не менее
0,6 м. для эвакуации работающих из помещения предусматривают не менее двух
выходов, а из галерей и площадок не менее двух лестниц. Производственные
помещения занимают площадь около 8000 м2.
Объемно-планировочное и
техническое исполнение проектируемого объекта должно предусматривать эвакуацию
людей в соответствии со СНиП 21-01-97 (1999) " Противопожарные нормы
проектирования зданий и сооружений ".
Производства, технологические
процессы которые сопровождаются выделением значительных избытков тепла и газов,
размещают в одноэтажных зданиях, оборудованных вытяжной вентиляцией и
светоаэрационными фонарями. Для создания наилучших условий аэрации и
естественного освещения производственные здания горячих цехов желательно
проектировать одно-, двух- и трех пролетными с чередованием холодных и горячих
пролетов.
При проектировании
светоаэрационных фонарей принимают следующие их габаритные размеры: длину не
более 84 м, ширину не менее 30 % ширины пролета цеха; вертикальное остекление
переплетов делают с использованием оконного стекла толщиной не менее 4 мм; виброзащитные
панели должны быть с поперечными перегородками между фонарями и панелью;
предусматривают механизмы для управления остекленными переплетами фонаря.
Наружные стены неотапливаемых зданий проектируют из асбестоцементных и
металлических листов или других стеновых ограждений, а перегородки - из панелей
(щитов) заводского изготовления. Оконные проемы, не предназначенные для
вентиляции, закрывают остекленными переплетами, а проемы, предназначенные для
вентиляции, снабжают механизмами для их открывания.
Размеры ворот для подвижного и
железнодорожного состава нормальной колеи принимают не менее 5,4 м по высоте и
4,8 м по ширине, для остальных видов наземного транспорта размеры ворот в свету
принимают с превышением размеров габаритов транспортных средств не менее 0,2 м
по высоте и 0,6 м по ширине. В пролетах зданий для обслуживания мостовых кранов
весьма тяжелого и среднего режимов работы предусматривают для прохода вдоль
подкрановых путей площадки шириной не менее 0,5 м с перилами и лестницами
каждые 200 м. Стены, потолки и внутренние конструкции помещений, где размещены
производства, сопровождающиеся выделением ядовитых и агрессивных веществ,
снабжаются отделкой, которая защищает их от воздействия этих веществ, не
поглощает ядовитые вещества и допускает легкую очистку и мытье. Для устройства
полов применяют материалы, создающие нескользкую удобную для очистки
поверхность. Конструкция зданий должна обеспечивать возможность рационального
размещения светильников искусственного освещения.
Участки, предназначенные для
озеленения, должны занимать не менее 13 % всей площади предприятия. Во
вспомогательных зданиях размещаются санитарно-бытовые помещения, помещения
общественного питания и здравоохранения. Их выполняют в соответствии со СНиП
2.09.03-85 " Вспомогательные здания и помещения ".
5.1.3
Производственная санитария
Производственная санитария -
это система организационных мероприятий и технических средств, предотвращающих
или уменьшающих воздействие на работающих вредных производственных факторов.
Под вредным фактором понимают фактор, воздействие которого на работающих в
определенных условиях приводит к заболеванию или снижению работоспособности.
5.1.3.1
Вентиляция и отопление
Обоснование рекомендаций по
отоплению, естественной и искусственной (механической) вентиляции
осуществляется в соответствии с требованиями санитарных норм). При этом
учитываются климатические условия (Европейский регион): -) нормальная снеговая
нагрузка 50 кг/мЭ; -) нормальная ветровая нагрузка - 45 кг/мЭ; -) колебания
температуры от -30 до +25 град.С.
Согласно ГОСТ 12.1.005 -88 «
Общие санитарно-гигиенические требования к воздуху рабочей зоны» или СанПиН
2.2.4.548-96 и СП 2.2.1.1312-03 « Гигиенические требования к микроклимату
производственных помещений» для обеспечения чистоты воздуха и .-заданных
метеорологических условий на рабочих местах все производственные помещения
должны вентилироваться. Естественную вентиляцию следует проектировать, если она
допустима по условиям ведения технологического процесса или пребывания людей, а
также хранения товаров и материалов (СНиП 41-01-2003 « Отопление, вентиляция и
кондиционирование»).
Для обеспечения снабжения
чистым воздухом здания следует располагать с учетом господствующих ветров, а
также обеспечивать между зданиями надлежащие расстояния. Регулировка потока
воздуха производиться путем открытия фрамуги проемов в стенах цеха, а также с
помощью калориферов согласно СНиП 2.04.05-91.
Вентиляция и отопление должны
соответствовать требованием СНиП 41-01-2003 «Отопление вентиляция и
кондиционирование» Вентиляцию с механическим побуждением следует проектировать,
когда требуемые метеорологические условия и чистота воздуха в помещении не
могут быть обеспечены вентиляцией с естественным побуждением (СНиП 41-01-2003).
Выбор и обоснование системы
отопления производится в соответствии с рекомендациями СНиП 41-01-2003). В
зимнее время для поддержания нормальной температуры должно быть предусмотрено
центральное отопление. На выездных воротах предусматриваются тепловые завесы.
Для поддержания требуемых температур воздуха в помещениях в нерабочее время или
во время перерывов в работе при использовании зданий и сооружений
предусматривается устройство систем дежурного отопления. Параметры воздушной
среды для рабочей зоны обосновываются, исходя их категорий выполняемых в цехе
работ по тяжести, характеристик производственных помещений по избыткам явного
тепла с учетом периодов года (теплый, холодный, переходный) в проекте в
соответствии с требованиями санитарных норм (СП 2.2.1.1312-03) и ГОСТ
12.1.005-88 «Общие санитарно - гигиенические требования к воздуху рабочей зоны»
). Кондиционирование воздуха рекомендуется проектировать согласно СНиП
41-01-2003.
5.1.3.2
Освещение
В цехах работы ведутся, как
правило, круглосуточно, поэтому задача приближения труда в темное время суток к
дневному заключается в устройстве не только равномерного, но и достаточно
интенсивного освещения, как в самом цехе, так и на рабочих Местах. Помещения
завода позволяют в достаточной мере использовать естественное освещение в
дневное время.
В производственных условиях
освещение по назначению подразделяется на рабочее, охранное и аварийное. Но
СНиП 23-05-95 « Естественное и искусственное освещение. Нормы проектирования»
рабочее освещение устраивается для обеспечения возможности нормальной работы в
темное время суток и создается лампами накаливания общего назначения.
Недостаточное по условиям работы естественное освещение постоянно дополняется
искусственным. Наименьшая освещенность рабочих поверхностей в производственных
помещениях нормируется. Освещенность рабочей поверхности, создаваемая
светильниками общего освещения, составляет не менее 10%. ( по СНиП 23-05-95 «
Естественное и искусственное освещение. Нормы проектирования» ) . Предусмотрена
возможность включения дополнительных светильников местного освещения.
Нормированная освещенность Ен = 50 лк (разряд зрительной работы - VIII).
- СНиП 23-05-95 « Естественное и искусственное освещение. Нормы проектирования»
Охранное освещение
предусматривается в тех случаях, когда по условиям охраны требуется наблюдение
за территорией цеха в темное время суток.
Аварийное освещение
устанавливается в тех случаях, когда оно необходимо для эвакуации рабочих или
для продолжения работы при внезапном отключении рабочего освещения. Оно
принимается из расчета 10 % от общего. Светильники аварийного освещения
присоединяются к автономной сети, независимо от сети рабочего освещения.
Освещение производственных помещений и рабочих мест должно удовлетворять нормам
электрического освещения, приведенными в СНиП 23-05-95 « Естественное и искусственное
освещение. Нормы проектирования».
Существует 3 вида освещения :
Естественное ( источник -
Солнце ) - ЕО
- Искусственное (только
искусственные источники) - ИО;
Смешанное (ЕО+ИО).
Естественное освещение:
освещение помещений светом неба- прямым или отраженным, проникающим через
световые проемы в наружных ограждающих конструкциях. Создается прямыми
солнечными лучами и диффузным светом неба (солнечные лучи, рассеянные
атмосферой).
Естественное освещение -
биологически наиболее ценный вид освещения, к которому максимально приспособлен
глаз человека. Оно обладает высокой интенсивностью светового потока и
благоприятным спектральным составом, сочетающим равномерное распределение
энергии в области видимого, ультрафиолетового и инфракрасного видов излучений,
ЕО благоприятно влияет на психофизиологическое состояние человека.
В помещениях используют:
о Боковое ЕО (через световые
проемы в наружных стенах);
о Верхнее ЕО (через фонари,
световые проемы в стенах в местах перепада высот здания);
о Комбинированное (верхнее ЕО +
боковое ЕО).
НОРМАТИВЫ Естественного
Освещения: Оценка ЕО производится в относительных показателях коэффициента
естественной освещенности -КЕО.
КЕО - отношение ЕО в
рассматриваемой точке внутри помещения (Ев) к одновременному значению наружной
горизонтальной освещенности без прямого солнечного света.
КЕО=(Ев/Ен)* 100%
На величину КЕО влияют размер и
конфигурация помещения, размеры и расположение светопроемов, отражающая
способность внутренних поверхностей помещения и затеняющих его объектов. Нормы
Ц. £0
есть
в СНиП, например, в бытовых помещениях этот показатель не должен быть ниже 25%.
Искусственное освещение:
осуществляется лампами накаливания и газоразрядными. В современных городах в
связи с теснотой застроек является преобладающим, а в безоконных помещениях
единственным. В настоящее время разработаны осветительные установки, которые по
яркости, характеру, спектру излучаемого света приближаются к дневному, что
позволяет дополнять недостаток ЕО искусственным "дневным" светом.
На производстве применяют общее
и местное освещение.
Общее освещение - освещение,
при котором светильники располагаются в верхней зоне помещения равномерно
(общее равномерное освещение) или применительно к расположению оборудования
(общее локализованное освещение).
Местное освещение -
дополнительное к общему, создаваемое светильником, концентрирующим световой
поток непосредственно на рабочих местах; местное освещение без общего не
применяется.
Пример расчета освещенности
цеха.
Исходные данные для проведения
расчета:
Цех - прокатный ;
Среда цеха - нормальная;
Площадь цеха (а*в, м.) - 24*24
Шаг колонн, м. - 6
Высота цеха (м.) - 10
Длина главного щитка от
источника питания (м.) - 50.
Выбор освещенности и
коэффициента запаса.
При разряде зрительной работы и
системе общего освещения освещенность составляет 300 лк.
Для прокатного цеха коэффициент
запаса принимается 1,5.
Выбор источника света и
осветительного прибора.
С учетом рекомендаций для
прокатного цеха, выбираем полностью пылезащищенный светильник РСП-05 с кривой
силы света Г-1, применим в данном светильнике дуговую ртутную лампу ДРЛ.