Автоматизация процесса охлаждения пивного сусла в теплообменнике
Введение
Открытое Акционерное Общество "Балтика -
Пикра" - крупнейший в Восточной Сибири производитель пива, безалкогольных
напитков, минеральной воды и слабоалкогольных коктейлей. Акционерное общество
"ПИКРА" образовано в 1991 году на базе старейшего действующего
предприятия в городе Красноярске - Красноярского пивоваренного завода,
основанного в 1875 году.
Автоматизация технологических процессов является
одним из решающих факторов повышения производительности и улучшения условий
труда. Все существующие и строящиеся промышленные объекты в той или иной
степени оснащаются средствами автоматизации. АСУ ТП становятся неотъемлемой
частью новых крупных производственных агрегатов, технологических линий и
производств и являются качественно новым этапом автоматизации производства,
позволяющим комплексно автоматизировать технологический процесс.
До появления АСУ ТП и управляющих вычислительных
машин эффективно эксплуатировались различные локальные системы автоматизации.
Основное назначение АСУ ТП - объединить их в единую, взаимоувязанную систему,
обеспечивающую управление на качественно новом уровне - с использование в
управлении технико-экономических параметров и критериев. Внедрение
автоматизации в процесс производства пивного сусла позволяет повысить
технико-экономические показатели процессов за счет:
экономии сырья и электроэнергии;
увеличения выпуска продукции;
повышения производительности труда;
повышения надежности работы оборудования;
улучшения условий труда;
улучшению качества получаемого продукта;
высвобождения человеческих ресурсов.
1. Технологическая часть
1.1 Описание процесса приготовления сусла
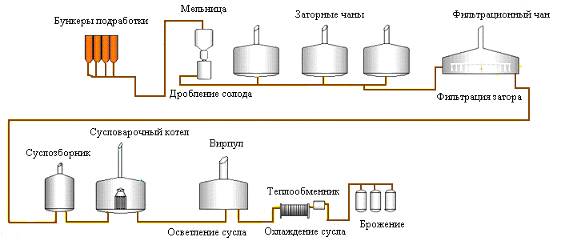
Рисунок 1.1 - Аппаратурно-технологическая схема
процесса приготовления сусла
Профиль пивоваренной компании «Балтика»:
лидер российского рынка пива с долей 39,7%;
- пивоваренные заводы
<#"698064.files/image002.gif">
Рисунок 1.2 - Мельница для измельчения зерна
В каждом варочном цехе имеется также
хмелецедильник для отделения хмеля от сусла после кипячения, пластинчатый
теплообменник для охлаждения сусла и подсобное оборудование - насосы,
трубопроводы и др.
В последнее время варочные агрегаты
изготавливают несколько изменённой конструкции (модернизированные). Они состоят
из четырёх посуд: двух одинаковых по ёмкости и конструкции варочных котлов с
паровым обогревом (один котёл заменяет заторный чан), фильтрационного чана и
сусловарочного котла. Такая модернизация намного увеличивает производительность
варницы, и кроме того позволяет маневрировать в процессе варки и осуществить
новые методы затирания. Варочные котлы снабжены качающейся трубкой с поплавком,
через которую стягивается с затора осветлённая часть жидкости, а гуща остаётся
в котле. Котлы оборудованы специальными колонками, в которых смешивается
холодная и горячая вода. В колонках установлены термометры. Фильтрационный чан
снабжён регулятором давления, показывающим давление при фильтрации. В варочном
цехе имеются центробежные насосы, используемые для перекачки отварок для
обработки, затора на фильтрацию, мутного сусла обратно в фильтрационный чан,
охмелённого сусла в хмелецедильник, далее на охлаждение сусла в пластинчатый
теплообменник.
) Заторный котёл: предназначен для нагревания и
кипячения частей затор. Содержимое котла (затор или сусло) обогревается паром,
проходящем по змеевику внутри котла или в паровой рубашке с двойным дном.
Снаружи котёл изолируют. Котлы бывают цилиндрическими со сферическим дном или
плоским. Над котлом укреплена куполообразная крышка с вертикальной вытяжной
трубой. В сферическом дне имеется отверстие, закрываемое вентилем, через
который спускают густую массу затора. Для отбора жидкой части котлы оборудованы
стяжной трубой - декантатором. Открытый конец прикреплён к поплавку и всегда
находится на поверхности жидкой части, а другой связан с отводящим
трубопроводом. На крышке котла расположен смотровой люк. Для обогрева заторной
массы сбоку в днище подведён трубопровод пара; внизу днища находится отверстие
со штуцером для отвода конденсата от пара. Для перемешивания заторной массы во
время подогрева внутри котла установлена пропеллерная мешалка, соединённая
вылом с редуктором и электродвигателем. Густая часть затора спускается
полностью через нижнее отверстие дна, закрываемое вентилем. Заторная масса
подаётся в котёл по трубопроводу, изогнутому вверх через борт. Заторный котёл
представлен на рисунке 1.3.
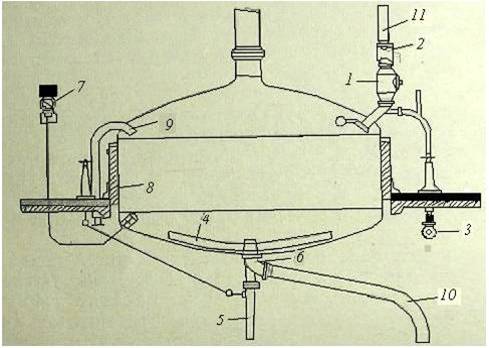
Рисунок 1.3 - Заторный котёл 1 - предзаторник; 2
- задвижка, регулирующая подачу солода; 3 - водосмеситель; 4 - пропеллерная
машина; 5 - вал мешалки; 6 - заторный вентиль; 7 - регистрирующий термометр; 8
- цилиндрическая часть чана; 9 - приёмный патрубок заторной массы; 10 - труба к
заторному насосу; 11 - труба, соединяющая предзаторник с бункером дроблёного
солода
) Фильтрационный чан: фильтрационный чан
предназначен для отделения пивного сусла от дробины и последующего
выщелачивания её горячей водой. Он представляет собой цилиндр с плоским днищем,
на которое укладывается разборное фильтрационное сито с фрезерованными щелевыми
отверстиями, изготовленное из листовой латуни. С нижней стороны сита отверстия
делают более широкими, чем с верхней. Такая форма отверстий уменьшает
сопротивление движению сусла через щель. Сетчатое дно располагают на расстоянии
10-12 мм над основным дном. В чане имеется разгрузочный люк, разрыхлительный
механизм, привод разрыхлительного механизма, сегнерово колесо, фильтрационная
батарея и другие вспомогательные механизмы. Разрыхлительный механизм
представляет собой систему вертикальных ножей, которые расположены таким
образом, что расстояние между прорезами, оставленными ножами в дробинке, равно
10 см.
На концах ножей обычно приварены пропашники.
Разрыхлитель может работать при выгрузке дробины в виде сплошного щита, для
этой цели ножи специальным механизмом проворачиваются на 90 градусов.
Разрыхлитель вращается от электродвигателя через редуктор, поднимается и
опускается при помощи гидравлического подъёмника или масляного насоса.
Разрыхлительный механизм работает на двух скоростях: на малой при выщелачивании
дробины и на повышенной при выгрузки её.
При промывки дробины для извлечения оставшегося
экстракта применяют сегнерово колесо, с помощью которого горячая вода
равномерно орошают дробину по всей площади фильтрационного чана.
Отфильтрованное сусло отводят из фильтрационного чана через отверстия в
основном дне. К этим отверстиям прикреплены одним концом отводные трубки, на
другом конце которых имеются краны, регулирующие скорость вытекания сусла
из-под сита. Трубки распределены равномерно на площади дна. Концы трубок из
днища фильтрационного чана выводятся к сборному корыту. Краны вместе с корытом
называются фильтрационной батареей. Фильтрационный чан представлен на рисунке
1.4.
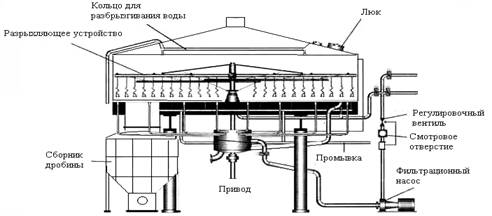
Рисунок 1.4 - Фильтрационный чан
4) Сусловарочный котёл: предназначен для
кипячения, охмеления и упаривания пивного сусла. В нём имеется разгрузочное
устройство для выпуска сусла из котла и пропеллерная машина для перемешивания
сусла. Сусловарочный котёл устроен так же, как и заторный котёл, но объём и
поверхность обогрева его больше. Котёл обогревается паром через паровую рубашку
или при помощи змеевиков, устанавливаемых внутри котла в несколько витков.
Снаружи котёл необходимо изолировать.
Для измерения количества сусла сусловарочный
котёл снабжён измерительной рейкой. При помощи которой замеряют в нём
количества сусла. Рейка делается не на всю высоту котла, а только для верхней
цилиндрической части его. Сусло можно варить в котлах под давлением, при этом
достигается более хорошая коагуляция белков, повышается биологическая стойкость
пива, сокращается расход пара.
Сусловарочный котел представлен на рисунке 1.5.
Рисунок 1.5 - Сусловарочный котел
) После охмеления горячее сусло спускается на
хмелецедильник (вирпул). Сусло в хмелецедильнике процеживается через сито, а
хмель задерживается на сите. Хмелецедильник простейшей конструкции представляет
собой четырёхугольный или цилиндрический сосуд, в который вставляется второе
ложное ситчатое дно или ситчатый сосуд меньших размеров. Хмелецедильник снабжён
мешалкой для перемешивания хмеля при промывании его водой. Хмелевая дробина
задерживается на сите, а освобождённое от хмеля сусло протекает сквозь сито и
передаётся насосом на охлаждение в пластинчатый теплообменник [2].
.2 Краткие данные о конструкции теплообменника
Прежде чем начнется брожение сусла его надо
охладить, это обуславливается тем, что дрожжевой грибок ослабляется при
температурах свыше 30°С. А температура сусла на выходе вирпула составляет
порядка 70°С. Одновременно растет риск инфицирования сусла нежелательными
микроорганизмами, так как их оптимальные температуры лежат в пределах 20-30 °С.
Позже когда начнется брожение, дрожи смогут сдержать рост бактерий, поэтому
охлаждение проводят в закрытых системах. На теплообменнике сусло охлаждается до
10-17°С. Точный уровень температуры зависит от сорта пива и типа используемых
дрожжей.
На рисунке 1.6 изображена схема распределение
теплообменивающихся жидкостей (рисунок 1.6, позиция 1). С обеих сторон каждой
пластины расположены желобки, по которым зигзагообразно стекает жидкость от
входного канала к выходному; по желобкам одной стороны протекает сусло (рисунок
1.6, позиция 2), по желобкам обратной стороны противотоком протекает холодная
или гликолевая вода (рисунок 1.6, позиция 3). В первой секции пластинчатого
теплообменника охлаждение производится водой (рисунок 1.6, позиция 4), во
второй - гликолевой водой (рисунок 1.6, позиция 5). Пластинчатый теплообменник
является закрытым аппаратом для охлаждения сусла.
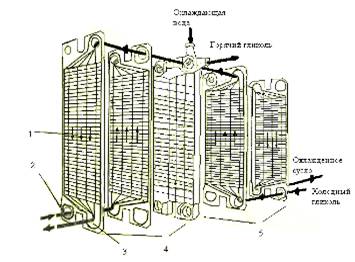
Рисунок 1.6 - Схема теплообмена
При увеличении температуры сусла на выходе приводит
браку продукции. Уменьшение температуры сусла приводит к замедлению процесса
брожения, что может сказаться на вкусовых качествах продукции, и увеличить сам
процесс брожения, а так привести к тому что брожение не пойдет из за низкой
температуры, следовательно произойдет остановка процесса. Установка новой АСР
снизит риск инфицирования сусла, что уменьшит брак продукции, а так же сократит
затраты электроэнергии.
На рисунке 1.7 показан коструктивный чертеж
теплообменника.
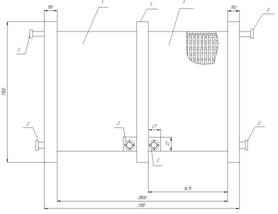
Рисунок 1.7 - Конструктивный чертеж
теплообменника: 1 - пластины теплообменника; 2 - фланцы; 3 - секционный
разделитель
2. Автоматизация процесса
охлаждения сусла
.1 Описание процесса охлаждения
сусла как объект управления
Процесс охлаждения
сусла как объект управления изображен на рисунке 2.1
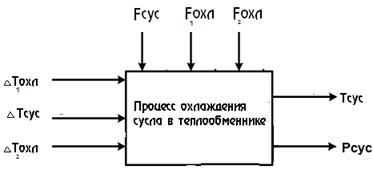
Рисунок 2.1 - Охлаждение сусла в пластинчатом
теплообменнике
Возмущающими воздействиями являются:
∆Т1охл - изменение температуры
охлаждающей жидкости (гликоля);
∆Т2охл - изменение температуры
охлаждающей жидкости (воды);
∆Тсус - изменение температуры сусла на
впуске в теплообменнике.
Управляющими воздействиями являются:
Fсус - управление
расходом сусла через теплообменник;
F1охл
- управление расходом охлаждающей жидкости теплообменника (гликоля);
F2охл
- управление расходом охлаждающей жидкости теплообменника (воды).
Выходным показателем является:
Тсус - температура сусла;
P - давление сусла.
Регулирование параметра Тсус производится
изменением расходов охлаждающих жидкостей F1охл
и F2охл,
а так же изменением расхода сусла через теплообменник. Т.е при увеличении
расхода охлаждающих жидкостей теплосъём с теплообменника увеличивается, тем
самым уменьшается температура теплообменника, в следствии чего температура сусла
на выходе тоже уменьшается.
.2 Выбор и обоснование контролируемых и
регулируемых параметров
Одним из наиболее важных параметром в системе
охлаждения сусла, является температура сусла на выходе из теплообменника. Это
обусловлено тем, что на дальнейших этапах в сусло будет добавлены дрожжи и в
течении недели будут происходить процессы брожения, в результате которых
готовый продукт приобретает содержание алкоголя. Но чтобы брожение прошло
успешно, сусло должно иметь температуру 10°С. Если температура будет ниже, то
процесс брожения будет происходить медленнее, в следствии чего процесс брожения
не закончится полностью. Если температура сусла на выходе из пластинчатого
теплообменника будет выше 10°С, то это приведет к риску инфицирования сусла
нежелательными микроорганизмами, что может привести к браку продукции.
Так же важным параметром является температура
сусла на входе в теплообменник. Для разных сортов пива имеются разные рецепты,
по которым сусло варится при определенных температурах. И эта температура может
варьироваться в пределах 10-12 градусов. Предварительно знать с какой
температурой придет сусло в теплообменник очень важно, так как на выходе
температура сусла должна быть 10°С не зависимо от температуры сусла на входе.
Поэтому что бы система заранее могла подготовиться к приему более горячего
сусла, эту температуру замеряют на входе в теплообменнике. И если сусло пришло
горячее, чем в предыдущем цикле, то в контурах охлаждения увеличивается расход
охлаждающей жидкости.
Чтобы в процессе работы теплообменника не
произошло аварийных ситуаций, следует контролировать давления в трубопроводах
сусла и охлаждающей жидкости (вода и гликоль), а при программировании
микроконтроллера учесть ситуацию, когда давление в трубопроводе сильно
возрастает. Например, запрограммировать микроконтроллер на остановку процесса и
подачу аварийной сирены при достижении давлении в трубе, при котором возможен
её прорыв.
В процессе охлаждения может случиться так, что
охлаждающая жидкость начнет нагреваться, следовательно, чтобы сусло охладилось,
надо увеличить расход охлаждающей жидкости. Поэтому в системе охлаждения сусла
следует регулировать расход воды и гликоля, а так же контролировать их
температуры, так как эти параметры связаны.
Регулирование расхода сусла на входе теплообменника
обуславливается тем, что охлаждённое сусло после теплообменника поступает на
смеситель, в котором обогащается кислородом, без которого дальнейший процесс
брожения невозможен. Но чтобы произвести обогащение сусла кислородом следует
подавать его на смеситель в определенных пропорциях с кислородом, поступающим
на смеситель.
Регулирование вышеперечисленных параметров
обеспечивает выполнение требований по автоматизации процесса охлаждения пивного
сусла в пластинчатом теплообменнике [3].
.3 Выбор технических средств автоматизации для
АСУ ТП
Выбор датчиков для систем автоматического
контроля и регулирования определяется:
пределами и необходимой точностью измерений
контролируемых параметров;
условиями работы (запыленностью, наличием
агрессивных сред и т.д.);
номенклатурой выпускаемых приборов.
При выборе исполнительных механизмов (ИМ) и
регулирующих органов необходимо учитывать ряд требований. Выбор ИМ зависит от:
типа регулятора (электрического, пневматического
и т.д.);
величины усилия, необходимого для перемещения
регулирующего органа;
требуемого быстродействия;
условий эксплуатации.
При выборе регулирующего органа (РО) необходимо
учесть:
параметры регулируемой среды (давление,
температура и т.д.);
величину регулируемого расхода и диапазон его
изменения;
- условия монтажа и эксплуатации.
Для регулирования расхода сусла выбираем
расходомер, он должен подходить для работы со средой, которая близка по
характеристикам с суслом (работать при температуре от 0 до 100°С), иметь
небольшую погрешность, а так же работать при температуре 45°С (температура
цеха, в котором будет стоять прибор примерно 45°С), так же прибор должен быть
сертифицирован для работы в пищевой промышленности. По таким критериям подходят
множество расходомеров. В данных условиях нам подходит электромагнитный
расходомер COPA FXE4000, он имеет довольно компактную форму и удовлетворяет
требованиям, предъявляемым в нашей системе охлаждения сусла в теплообменнике.
Размер измерителя выбираем в соответствии с расходом сусла. В нашем случае
расход равен 69 м3\ч, поэтому нам подойдет расходомер, размером 250DN.
Плюс ко всему расходомер COPA FXE4000 пригоден для работы в пищевой
промышленности, так как в его конструкции предусмотрены специальные пищевые
фланцы. Электромагнитный расходомер FXE4000 имеет следующие характеристики:
точность: ≤ 0,5% от диапазона измерений;
воспроизводимость: ≤ 0,15 % от диапазона
измерений;
минимальная проводимость: 5 мкСм/см (20 мкСм/см
для минерализованной воды);
напряжение питания: Высокое переменное
напряжение: 230В (15/+10 %)
выходные сигналы: 0-20, 4-20 мА по заказу;
создание магнитного поля: 6 1/4, 7 1/2 Гц 12 1/2
Гц, 15 Гц (при частоте сети питания 50/60 Гц);
питание: ≤ 14 В для переменного тока
(первичный и вторичный преобразователи расходомера) ≤ 6 В для постоянного
тока (первичный и вторичный преобразователи расходомера);
температура окружающей среды: От +20°C до +60
°C;
измерение прямого / обратного потока:
Направление потока показывается стрелками на дисплее и сигналом на оптронном
выходе (выходе внешнего контакта);
дисплей: у дисплея имеется подсветка. Данные
можно вводить с помощью 3 кнопок клавиатуры. Полностью графический
жидкокристаллический точечноматричный дисплей 2x16 символов. Внутреннее
значение расхода суммируется по отдельности для каждого направления потока с
использованием одних из 16 различных непосредственно выводимых технических
единиц измерения. Значение расхода выводится в процентах или с использованием
любых из 45 различных непосредственно выводимых технических единиц измерения.
Корпус вторичного преобразователя можно поворачивать на 90°. Дисплей может
устанавливаться в трех положениях, обеспечивающих его оптимальную читаемость. В
мультиплексном режиме, в дополнение к выбору вывода данных, в 1-й и 2-й
строках, значение расхода может выводиться в виде %, непосредственно выводимых
технических единиц измерения или столбчатой диаграммы, также могут выводиться
показания сумматора для прямого или обратного направлений, номер
технологической позиции или значение выходного тока i. Данный датчик (COPA
FXE4000) также подходит для измерения расхода горячей воды (расход воды порядка
75 м3/ч), в трубопроводе охлаждения и для измерения расхода гликоля
в трубопроводе охлаждения (расход гликоля порядка 70 м3/ч).
Для контроля температуры сусла выбираем датчик
температуры: он должен иметь диапазон измерений, охватывающий 80°С (такую
температуру имеет горячее сусло на входе в теплообменник) и 10°С (температура
охлажденного сусла на выходе из теплообменника). Нам подходит термометр
сопротивления Метран-203, который предназначен для измерения температуры
различных, в том числе агрессивных, сред с помощью погружных или контактных
термопреобразователей (в том числе вращающихся поверхностей), имеет пыле и
влагозащиту. Характеристики ТСМ Метран-203:
предназначен для измерения температуры жидких и
газообразных химически неагрессивных сред, а также химически агрессивных, не
разрушающих материал защитной арматуры;
диапазон измерений от -5С° до +200°С;
погрешность ±0,05°С;
климатическое исполнение от 10С° до 85°С;
рабочий спай изолированный;
выходной сигнал 4 - 20 мА;
размеры L = 160мм;
средний срок службы не менее 3х лет;
дополнительные требования возможность работы в
пищевой промышленности.
Данный датчик (ТСМ Метран-203) также нам
подходит для измерения температуры холодной и горячей воды в трубопроводе
охлаждения (температура 15°С и 80°С соответственно) и для измерения температуры
холодного и горячего гликоля в трубопроводе охлаждения (температура -3°С и 6°С
соответственно).
В системе охлаждения сусла в теплообменнике
необходимо контролировать давление в трубопроводе, чтобы не было его разрыва.
Наиболее распространенными на территории России и СНГ и зарекомендовавшими себя
с лучших сторон являются датчики давления семейства Метран-100. Принцип
действия датчиков основан на использовании пьезорезистивного эффекта в
гетероэпитаксиальной пленке кремния, выращенной на поверхности
монокристаллической пластины из искусственного сапфира. Чувствительный элемент
с монокристаллической структурой кремния на сапфире является основой всех
сенсорных блоков датчиков семейства «Метран». При деформации чувствительного
элемента под воздействием входной измеряемой величины (например, давления или
разности давлений) изменяется электрическое сопротивление кремниевых
тензорезисторов мостовой схемы на поверхности этого чувствительного элемента.
Электронное устройство датчика преобразует электрический сигнал от
тензопреобразователя в стандартный аналоговый сигнал постоянного тока и/или в
цифровой сигнал в стандарте протокола HART, или цифровой сигнал на базе интерфейса
RS485. Выбираем датчик давления Метран-150ТА. Характеристики датчика
Метран-150ТА:
прибор измеряет давление жидкости, пара, газа, в
т.ч. газообразного кислорода и кислородосодержащих газовых смесей; пищевых
продуктов;
диапазоны измеряемых давлений: минимальный
0-0,04 кПа, максимальный 0-100 Мпа;
основная погрешность измерений - до ± 0,1 % от
диапазона измерений;
выходной сигнал 4-20 мА;
гарантийный срок эксплуатации 3 года;
межповерочный интервал D 4 года.
В охлаждающих трубопроводах (трубопровод воды,
трубопровод гликоля) нам также нужно контролировать давление, чтобы избежать
аварийных ситуаций, поэтому в качестве датчиков давления также используем
Метран-150ТА.
При выборе регулирующих органов учитываем размер
трубопровода и вид среды. Исполнительный механизм должен обладать
быстродействием, а так же должен быть не чувствителен к высокой внешней
температуре. Поэтому выбирать электромагнитные исполнительные механизмы не
стоит в связи с их возможным перегревом. Выбираем электропневматический позиционер
4763 компании SAMSON, он работает в комплекте с регулирующим органом -
пневматическим клапаном типа Samson 241 (Dy = 250; температуры от -196ºС
до +450ºС).
Электропневматический позиционер имеет постоянное пневматическое питание.
Электрический сигнал, поступающий на позиционер, преобразуется в пневматический
и подаётся на клапан, тем самым приоткрывая или закрывая заслонку клапана.
.4 Выбор микропроцессорного контроллера для АСУ
ТП
При выборе контроллера руководствуемся
следующим:
условиями эксплуатации - степень защиты
контроллера должна быть не менее IP54;
коммутационными возможностями - необходимо
возможность связать контроллер как с датчиками (с низким уровнем), так и с ЭВМ
(с верхним уровнем);
характеристиками модулей ввода-вывода. Для
нашего технологического процесса необходимо подключить 15 датчиков (с выходным
сигналом 4-20мА) к модулю аналогового ввода (с учетом 20%-го резерва необходимо
иметь возможность подключить еще 1 датчик); 3 пневматических регулирующих
клапанов к модулю дискретного вывода (с учетом 20%-го резерва необходимо иметь
возможность подключить еще 1 клапан);
характеристиками процессора - необходимо наличие
современного процессора, имеющего высокую частоту и низкое время обработки
операций;
температурой эксплуатации от +5 ºС
до +55 ºС;
наличием в контроллере часов реального времени.
Сравнивая контроллеры разных производителей (Beckhoff,
Emerson, Foxboro,
Honeywell, Siemens,
Yokogawa), которые
удовлетворяют данным требованиям, выбрали контроллер Simatic
S7-300 (рисунок 2.4)
благодаря большому количеству положительных отзывов, широкому использованию
данного контроллера в промышленности и объемной информационной и технической
поддержкой.S7-300 - это модульный программируемый контроллер, предназначенный
для построения систем автоматизации низкой и средней степени сложности.
Эффективному применению этого контроллера
способствует возможность использования нескольких типов центральных процессоров
различной производительности, наличие широкой гаммы модулей ввода-вывода
дискретных и аналоговых сигналов, функциональных модулей и коммуникационных
процессоров [4].

Рисунок 2.4 - микропроцессорный контроллер Simatic
S7-300
Для нашего технологического процесса необходимо
наличие следующих модулей:
Модуль центрального процессора (CPU). В
зависимости от степени сложности решаемой задачи в контроллерах могут быть
использованы различные типы центральных процессоров, отличающихся
производительностью, объемом памяти, наличием или отсутствием встроенных
входов-выходов и специальных функций, количеством и видом встроенных
коммуникационных интерфейсов и т.д. Для нашего процесса оптимальным является
процессор CPU 315-2, который управляет системой управления средней степени
сложности со скоростной обработкой;
Модуль блока питания (PS 307), обеспечивающий
возможность питания контроллера от сети переменного тока напряжением 120/230В
или от источника постоянного тока напряжением 24/48/60/110В;
Модуль ввода аналоговых сигналов SM
331, к которому возможно подключить до 8 датчиков (с учетом резерва нам
необходимо место под 16 датчиков, следовательно необходимо наличие 3-х модулей SM
331);
Модуль ввода-вывода дискретных сигналов SM
323, к которому возможно подключить до 8 устройств (с учетом резерва нам
необходимо место под 3 устройства);
Интерфейсный модуль для подключения модулей
приводов позиционирования к PROFIBUS DP IM 178-4, для связи с верхним уровнем
АСУ ТП.
Таблица 1 - Ценовые затраты на модули
контроллера
|
Наименование
|
Количество
|
Цена,
руб.
|
|
Модуль
центрального процессора CPU
315-2
|
1
|
45
000
|
|
Модуль
питания PS 307
|
1
|
3
500
|
|
Модуль
аналогового ввода SM
331
|
3
|
105
000
|
|
Модуль
дискретного ввода-вывода SM
323
|
1
|
13
000
|
|
Интерфейс
промышленной шины ProfiBus
IM 178-4
|
1
|
10
500
|
|
Итог:
|
|
184
500
|
Программирование микропроцессорного контроллера Simatic
S7-300.
Программирование контроллера осуществляют с помощью поставляемой в комплекте с
контроллером программы SIMATIC STEP 7.
С помощью этой программы выполняется комплекс
работ по созданию и обслуживанию систем автоматизации на основе программируемых
логических контроллеров SIMATIC S7-300 и SIMATIC S7-400 фирмы Siemens. В первую
очередь это работы по программированию контроллеров. Программируемый логический
контроллер - это микропроцессорное устройство, предназначенное для управления
технологическими процессами в промышленности и другими сложными
технологическими объектами (например, системы управления микроклиматом).
Принцип работы контроллера заключается в сборе сигналов от датчиков и их
обработке по прикладной программе пользователя с выдачей управляющих сигналов
на исполнительные устройства. В основе работы лежит концепция проекта, под
которым понимается комплексное решение задачи автоматизации, включая несколько
взаимосвязанных контроллеров, соединяющие их сети и системы человеко-машинного
интерфейса. Работу с проектом в целом обеспечивает главная утилита STEP
7 - SIMATIC
Manager. STEP
7 позволяет производить конфигурирование программируемых логических
контроллеров и сетей (утилиты HWConfig
и NetPro). В процессе
конфигурирования определяется состав оборудования в целом, разбиение на модули,
способы подключения, используемые сети, выбираются настройки для используемых
модулей. Система проверяет правильность использования и подключения отдельных
компонент. Завершается конфигурирование загрузкой выбранной конфигурации в
оборудование, что по сущности является настройкой оборудования. Утилиты
конфигурирования позволяют осуществлять диагностику оборудования, обнаруживать
аппаратные ошибки или неправильный монтаж оборудования. Программирование контроллеров
производится редактором программ, обеспечивающим написание программ на трех
языках:
LAD - язык
релейно-контактной логики;
FBD - язык
функциональных блочных диаграмм;
STL - язык
списка инструкций.
В дополнение к трем основным языкам могут быть
добавлены четыре дополнительные языка, поставляемые отдельно:
SCL -
структурированный язык управления, по синтаксису близкий к Pascal;
GRAPH 7 - язык
управления последовательными технологическими процессами;
HiGraph
7 - язык управления на основе графа состояний системы;
CFC -
постоянные функциональные схемы.
Возможность наблюдения за текущим состоянием
программы, доступное при использовании любого языка программирования,
обеспечивает не только отладку программного обеспечения, но и поиск
неисправностей в подключаемом оборудовании, даже если оно не имеет средств
диагностики. В проект STEP
7 могут быть включены системы человеко-машинного интерфейса, например
операторские панели, конфигурируемые с помощью производимого Siemens
программного обеспечения ProTool
или WinCC
Flexible, или персональный
компьютер с программным обеспечением WinCC.
Интеграция проектов для ЧМИ в проект STEP
7 облегчает автоматическое связывание проектов для контроллера и операторского
интерфейса, ускоряет проектирование и позволяет избежать ошибок, связанных с
раздельным использованием программ. В полной мере эти преимущества проявляются
при использовании системы проектирования PCS7,
в основе которой также используется STEP
7.
.5 Выбор ЭВМ
Так как пульт оператора-технолога находится
непосредственно в цехе, то к ЭВМ также предъявляются требования по
герметичности и пылезащищенности. Предъявляемым требованиям не удовлетворяют
широко распространенные и дешевые персональные ЭВМ, поэтому при разработке АСУ
ТП был сделан выбор в пользу ЭВМ промышленного образца [5].
Операторская станция пульта оператора-технолога
участка охлаждения сусла в теплообменнике реализована на персональном
компьютере в промышленном исполнении ПК HP Сompaq
Elite (производства
корпорации HP).
ПК HP Сompaq
Elite включает новый
процессор Intel, созданный на основе передовой технологии, которая
автоматически распределяет производственные ресурсы и обеспечивает эффективную
работу в многозадачном режиме. Процессор построен на базе Core
и содержит следующие изменения:
- встроенный контроллер памяти,
поддерживающий 2 или 3 канала DDR3 SDRAM или 4 канала FB-DIMM;
- новая шина QPI;
- возможность выпуска процессоров со
встроенным графическим процессором;
- добавлен кэш третьего уровня:
- добавлена поддержка SMP
(организация двух логических ядер и одного физического).
Компьютер включает блок питания с КПД 89%, что
позволяет снизить эксплуатационные расходы, обеспечивая эффективное
использование электроэнергии.
Расширенные функции управления в сочетании с
процессорами Intel Core и технологией vPro упрощают процедуры развертывания и
управления.
ПО HP ProtectTools™ обеспечивает комплексную
защиту оборудования, операционной системы, программного и микропрограммного
обеспечения.
Полный перечень характеристик компьютера HP
Compaq Elite
представлен в таблице 2.
Таблица 2 - Характеристики ПК HP
Compaq Elite
|
Характеристика
|
Описание
|
|
Тип
процессора
|
Двухъядерный
процессор Intel® Pentium® G6950 (2,80 ГГц, 3 МБ кэш-памяти)
|
|
Установленная
операционная система
|
Windows
XP Professional
|
|
Чипсет
|
Intel®
Q57 Express
|
|
Форм-фактор
|
Convertible
Minitower
|
|
Стандартное
ОЗУ
|
DDR3 non-ECC Unbuffered SDRAM 2 ГБ
1333 МГц
|
|
Слоты
для памяти
|
4
слота DIMM
|
|
Встроенные
приводы
|
SATA,
320 ГБ, 7200 об./мин, 3,0 Гб/с
|
|
Оптические
приводы
|
Пишущий
DVD-привод
SATA SuperMulti LightScribe
|
|
Графическая
карта
|
Встроенная
графическая карта Intel® HD
|
|
Слоты
|
3
полноразмерных слота PCI 1 полноразмерный слот PCIe x1
|
|
Аудио
|
Встроенная
поддержка звука высокой четкости с кодеком Realtek ALC261, внутренний динамик
ПК
|
|
Сетевой
интерфейс
|
Встроенное
сетевое соединение Intel® 82578 GbE
|
|
Соответствие
требованиям к КПД по энергии
|
Сертификат
ENERGY STAR®, EPEAT Gold™
|
|
Диапазон
температур при эксплуатации
|
От
10° до 35° C
|
|
Вес
без упаковки
|
15,42
кг
|
Интерфейс системы c
оператором котельной реализуется посредством ЖК-монитора HP
Compaq LE1711.
Мониторы HP обладают
высоким качеством и надежностью, выдают непревзойденную картинку, которая
отличается оптимальной яркостью и контрастом.
Монитор HP
Compaq LE1711
позволяет повысить производительность и значительно сократить
энергопотребление, а так же обладает хорошими возможностями для регулировки
цветовой гаммы, яркости и контрастности.
В комплекте с монитором поставляется отдельный
кабель VGA, отдельный
шнур питания от сети переменного тока, комплект документации и пользовательский
компакт-диск.
Задача обеспечения резервного электропитания
реализуется с помощью ИБП APC
Smart 1500VA
w/PowerChute+
[SUA1500I].
Применение
ИБП Smart производства APC повышает уровень защищенности данных благодаря
обеспечению надежного электропитания с показателями качества на уровне
требований компьютерных сетей и возможностью масштабирования по
продолжительности работы от батарей. Эти устройства выпускаются как в корпусах
«башня», так и в конструктивном оформлении для монтажа в стойки.
Продолжительность обеспечения нагрузки питанием
от аккумуляторов можно легко наращивать и доводить до уровня, который оптимален
для конкретного приложения, с использованием дополнительных комплектов батарей.
При необходимости к одному устройству ИБП Smart подключается до 10
дополнительных комплектов батарей - этого достаточно для обеспечения нагрузки
питанием от аккумуляторов на протяжении более чем 24 часов.
2.6 Описание функциональной схемы автоматизации
Регулирование расхода сусла на выходе из
теплообменника. Данная система регулирования работает следующим образом. В
качестве датчика расхода используется электромагнитный расходомер COPA
FXE4000 (поз. 1-1), на выходе расходомера генерируется электрический сигнал
(4-20) мА, который поступает на вход микроконтроллера. Сигнал с
микроконтроллера поступает на электропневматический позиционер (поз 1-2),
который преобразует электрический сигнал в пневматический. Пневматический
сигнал с позиционера поступает на пневмоклапан (поз. 1-3), который управляет
расходом сусла на выходе из теплообменника, изменяя положение заслонки.
Регулирование расхода сусла на выходе из теплообменника необходимо для того,
чтобы охлажденное сусло поступало с постоянной определенной скоростью в
смеситель, где будет произведено обогащение сусла кислородом. Если следует
уменьшить расход сусла, то сигнал с микроконтроллера, поступающий на
позиционер, приведет сужению проходного канала в клапане (давление поступающее
на клапан опустит заслонку)
Контроль давления сусла осуществляется следующим
образом, сигнал с датчиков давления МЕТРАН-150 (поз. 2-1,9-1) сигнал 4-20 мА на
контроллер SIMATIC S7-300.
Самым важным параметром является температура
сусла на выходе из теплообменника, её регулирование происходит за счет регулирование
расхода охлаждающей жидкости (воды и гликоля).
Регулирование температуры холодного (поз. 7-1),
контроль нагретого (поз. 6-1) гликоля и регулирование температуры холодной воды
(поз 4-1), контроль температуры горячей воды (поз 5-1).
Если у охлаждающей жидкости повысится
температура, то контроллер вырабатывает сигнал регулирования, который приведет
к поднятию заслонок в регулирующих клапанах (поз. 4-3,8-3), что приведет к
увеличению расхода охлаждающей жидкости, в следствии чего теплопередача между охлаждающей
жидкостью и суслом восстановится в прежних пределах.
Система регулирования работает следующим
образом: с датчиков термосопротивления ТСМ Метран-203 (поз. 5-1,6-1) сигнал
0-20 мА поступает на микроконтроллер, который вырабатывает электрический сигнал
регулирования, поступающий на электромагнитные позиционеры (поз. 4-2,8-2),они в
свою очередь преобразуют электрические сигналы в пневматические.
Пнематический сигнал воздействуя на заслонки
регулирующих клапанов Samson
241 (поз. 4-3,8-3), изменяет расход охлаждающей жидкости. Во избежание
аварийных ситуаций, необходимо контролировать давление в трубопроводах
охлаждающей жидкости. Датчики давления Метран - 150ТА устанавливаем на входе
(поз.12-1,14-1) и на выходе (поз. 13-1,15-1) трубопровода охлаждения.
.7 Структура АСУ ТП охлаждения сусла
Под структурой (конструкторской) АСУ ТП понимают
совокупность частей (элементов) системы, на которые ее можно разбить по
определенным признакам, и путей передачи сигналов между ними.
Структура современной распределенной АСУ ТП
должна быть многоуровневой иерархической. В настоящее время в АСУ ТП количество
уровней обычно составляет 2 - 4. На втором уровне осуществляется координация
управления технологическим оборудованием отделений, подразделений и линий, а
также обеспечивается взаимосвязь между ними.
Автоматизация системы управления технологическим
процессом варки сусла предусматривается иерархически в трехуровневом режиме.
Нижний уровень реализуется приборами и
аппаратными средствами по месту и на местных щитах.
Защитно-блокирующие системы для контроля запуска
технологического оборудования так же относятся к нижнему уровню.
Блокировки исполняют роль защитных
ограничительных функций, координирующих работу оборудования в рамках
технологического процесса участка или целого передела.
Основная задача блокировок состоит в том, чтобы
осуществлять запрет на выполнение различными агрегатами команд, которые могут
привести к аварии или нарушению технологического процесса. Условия, при которых
подобные запреты возникают, определяются заранее и конфигурируются инженерами
АСУ ТП с АРМ.
Второй уровень организуется в операторских
пунктах с выходом по интерфейсу в общую сеть. Ко второму уровню также относится
отдел информационных технологий, который является общим для всех цехов завода
«Балтика - Пикра». Принцип построения АСУ ТП принят локальный, по каждым
корпусам и отделениям с передачей информации в общую информационную сеть.
Третий уровень является автоматизированными
рабочими местами административно-производственного персонала (АРМ АПП).
Проектом предусмотрена организация рабочего
места оператора, с выносом на мнемосхему всех цепочек технологической линии.
АРМ оператора подключается к общей информационной сети, центральный сервер
которой соединен с сервером завода «Балтика - Пикра», обеспечивающим выход в
сеть Internet.
На рисунке 2.5 приведена структура АСУ ТП
процесса охлаждения сусла.
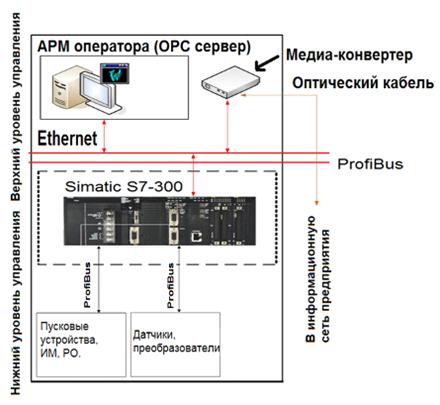
Рисунок 2.5 - Структура АСУ ТП охлаждения сусла
2.8 Алгоритм работы
АСУ ТП
Для разработки верхнего уровня АСУ ТП процесса
охлаждения сусла используем GENESIS-32.- это программный комплекс,
предназначенный для разработки, настройки и запуска в реальном времени систем
управления технологическими процессами. Он включает в себя режим разработки АСУ
и режим исполнения. При помощи инструментальной системы осуществляется
разработка всех проектов. На рисунке 2.6 представлена мнемосхема процесса
охлаждения сусла.
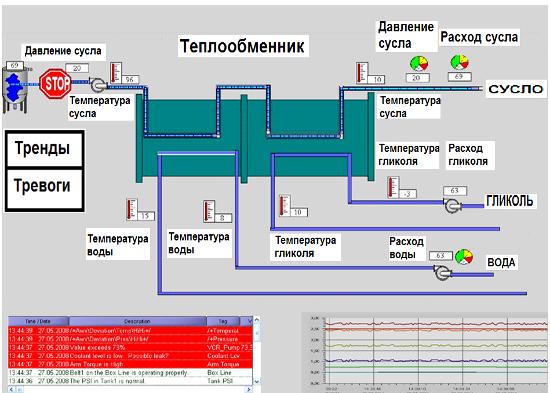
Рисунок 2.6 - Мнемосхема процесса охлаждения
сусла, разработанная в среде GENESIS32
3. Разработка АСР температуры сусла на выходе
теплообменника
.1 Идентификация теплообменника как объекта
управления по каналу регулирования охлаждения сусла
Расчёт ведётся при внешнем ступенчатом
возмущающем воздействии амплитудой ΔXвх
= 2 % хода регулирующего органа (ХРО).
Экспериментальные данные приведены в таблице
3.1.
Таблица 3.1 - Ординаты экспериментальной кривой
разгона объекта при ΔXвх
= 2% ХРО
|
t, с
|
ΔT,
0С
|
|
0
|
0
|
|
100
|
0
|
|
200
|
0,7
|
|
300
|
1,3
|
|
400
|
2,0
|
|
500
|
2,5
|
|
600
|
2,9
|
|
700
|
3,1
|
|
800
|
3,2
|
График возмущающего воздействия X(t) и кривая
разгона объекта - температура сусла на выходе из теплообменника ∆T(t),
представлены на рисунке 3.1
Единичная DT0(t)
и нормированная DTН(t)
переходные функции определяются по следующим формулам:
DТ0(t)
= DТ(t)
/ A, (3.1)
DТН(t)
= DТ0(t)
/ DТ0(Tу). (3.2)
где A
- скачкообразное возмущающее воздействие, при котором снята переходная
характеристика (А = 2 %ХРО);
Tу
- время переходного процесса;
DT0(Tу)
- установившееся значение переходной характеристики (DT0(Tу)
= 1,6 °C/ХРО).
Рисунок 3.1 - Возмущающее воздействие и
экспериментальная кривая разгона объекта
Результаты расчётов единичной и нормированной
переходных функций сведены в таблицу 3.2.
На рисунке 3.2 приведена единичная переходная
характеристика объекта, а на рисунке 3.3 - нормированная переходная
характеристика.
Таблица 3.2 - Ординаты единичной и нормированной
переходных функций объекта
|
t, с
|
ΔT0(t),
°C/ХРО
|
ΔTН(t)
|
|
0
|
0
|
0
|
|
100
|
0
|
0
|
|
200
|
0,35
|
0,21875
|
|
300
|
0,65
|
0,40625
|
|
400
|
1,00
|
0,62500
|
|
500
|
1,25
|
0,78125
|
|
600
|
1,45
|
0,90625
|
|
700
|
1,55
|
0,96875
|
|
800
|
1,60
|
1,00000
|
Рисунок 3.2
- Единичная переходная характеристика объекта
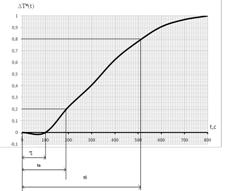
Рисунок 3.3 - Нормированная переходная
характеристика объекта
Из зависимости DT0(t)
находится величина коэффициента усиления объекта Kоб:
Kоб = DT0(Tу)
= 1,6 °С/% ХРО. (3.3)
Определим динамические характеристики объекта
при аппроксимации его последовательным соединением апериодического звена и
звена запаздывания.
Транспортное запаздывание объекта определяется
как отрезок времени (0; t), на котором выполняется
неравенство:
£ DTн(t)
£
D,
где D = (0,01..0,02) DTн(tу).
Тогда по таблице 3.2 определяем t
= 100 с;
Дополнительное запаздывание tд
находится по формуле:
 (3.4)
(3.4)
где  = (0,1÷0,15) и
= (0,1÷0,15) и  = (0,7÷0,8);
= (0,7÷0,8);
 и
и  ;
;
(tБ, ) и (tА, ) - точки
пересечения аппроксимированной и экспериментальной кривых разгона.
По графику на рисунке 3.3 определяем
значения tА = 190 с при =0,2 и
tБ = 512 с при
=0,8.
Таким образом, дополнительное
запаздывание будет:

Найдем общее запаздывание объекта по
формуле:
tоб = t
+ tд;
(3.5)
tоб=100 + 37,687 =
137,69 с.
Постоянная времени объекта определяется из
следующего выражения:

 (3.6)
(3.6)
 с.
с.
Аппроксимирующая передаточная
функция объекта определяется по формуле:
 (3.7)
(3.7)
Таким образом, аппроксимирующая передаточная
функция объекта имеет вид:
Для определения точности
аппроксимации экспериментальной переходной функции решением дифференциального
уравнения первого порядка с запаздывающим аргументом рассчитываются ординаты
аппроксимирующей кривой:

 (3.8)
(3.8)
Для определения среднеквадратической ошибки
аппроксимации вычисляется отношение dAn
 (3.9)
(3.9)
Результаты расчётов сведены в таблицу 3.3.
Таблица 3.3 - Ординаты переходных функций
|
t, с
|
∆Тн(t)
|
∆Тна(t)
|
dАп×104
|
|
0
|
0
|
0
|
|
100
|
0
|
0
|
0
|
|
200
|
0,218
|
0,220
|
0,015
|
|
300
|
0,406
|
0,470
|
51,30
|
|
400
|
0,620
|
0,650
|
8,031
|
|
500
|
0,781
|
0,786
|
0,306
|
|
600
|
0,906
|
0,880
|
4,140
|
|
700
|
0,968
|
0,957
|
1,220
|
|
800
|
1,000
|
0,980
|
1,440
|
На рисунке 3.4 изображён график переходной
характеристики объекта при аппроксимации решением дифференциального уравнения
первого порядка вместе с нормированной переходной характеристикой.
Рисунок 3.4 - Переходная характеристика объекта
при аппроксимации решением дифференциального уравнения первого порядка и
нормированная переходная характеристика
По данным таблицы 3.3 рассчитывается
среднеквадратичная ошибка аппроксимации по формуле (3.10)
 (3.10)
(3.10)
Погрешность аппроксимации
удовлетворительная (d < 3%),
поэтому окончательно принимаем аппроксимацию объекта дифференциальным
уравнением первого порядка.
3.2 Выбор закона регулирования АСР температуры
сусла на выходе из теплообменника
Показатели качества регулирования АСР,
определяемые технологическим процессом:
время регулирования tр ≤ 600 с;
динамическое отклонение ΔT1
= 1,1 ºC;
статическая ошибка ΔTcт.
= 0ºC;
требуемый характер переходного процесса - с 20 %
перерегулированием.
Для выбора закона регулирования (типа
регулятора) воспользуемся аппроксимацией объекта решением дифференциального
уравнения первого порядка с запаздывающим аргументом.
Исходными данными для определения настроек
регулятора являются:
параметры объекта управления - Kоб
= 1,6 °C/ХРО, Tоб
= 234,438 с, τоб
= 137,69 с;
требования к качеству переходного процесса в
АСР, приведенные выше.
Тип регулятора ориентировочно выбирается по
отношению τоб/Tоб
по таблице 2.1 [6].
τоб/Tоб
= 137,69/234,438 = 0,587 < 1,
следовательно, выбираем непрерывный регулятор.
Для получения требуемого качества переходного
процесса (в пределах допустимых значений DT1,
tр и ΔTcт)
необходимо выбрать закон управления, для этого рассчитаем динамический
коэффициент регулирования:
 (3.12)
(3.12)
По графику 2.3 [6] для переходного
процесса с 20 % перерегулированием выбирается простейший закон управления,
обеспечивающий значение Rд ниже расчетного. Для Rд =
0,1375 и τоб/Tоб
= 0,587 только ПИД-закон регулирования обеспечивает такое значение.
Далее необходимо провести проверку,
обеспечит ли выбранный регулятор допустимое время регулирования, по графику на
рисунке 2.4 [6]. Для ПИД-закона регулирования  , откуда время регулирования
, откуда время регулирования  , что меньше
допустимого времени регулирования tр = 600 c.
, что меньше
допустимого времени регулирования tр = 600 c.
Выбранный закон управления
гарантирует отсутствие статической ошибки, то есть ΔTст = 0.
Таким образом, окончательно выбираем
ПИД-закон регулирования.
3.3 Определение настроек регулятора АСР
температуры сусла на выходе из теплообменника
Расчёт настроек регулятора может выполняться
следующими способами:
графо-аналитическим на основе амплитудно-фазовой
характеристики объекта и М-критерия (показателя колебательности);
по расширенным амплитудно-фазовым
характеристикам;
по приближенным формулам;
с помощью математического моделирования.
На практике настройки регуляторов определяют
обычно по приближённым формулам (таблица 2.2 [6]), а затем производят их
уточнение.
Настройки ПИД-регулятора по приближённым
формулам для процесса с минимумом интегрального квадратичного критерия имеют
следующие значения:
 (3.13)
(3.13)
 , (3.14)
, (3.14)
 . (3.15)
. (3.15)
 ,
,
 ,
,
 .
.
Уточнение настроек регулятора произведём в среде
MATLAB с помощью встроенного пакета Simulink. Модель автоматической системы
регулирования в Simulink представлена на рисунке 3.5.
Для задания настроек встроенного в Simulink
ПИД-регулятора необходимо перевести значения времени интегрирования и времени
предварения в значения коэффициентов интегральной и дифференциальной
составляющих ПИД-закона регулирования:
- коэффициент пропорциональной
составляющей Kп = Kр = 1,277  ;
;
коэффициент интегральной
составляющей Kи =Kр/Tи = 0,00464 ;
;
коэффициент дифференциальной
составляющей Kд = Kр∙Tд = 70,34  .
.
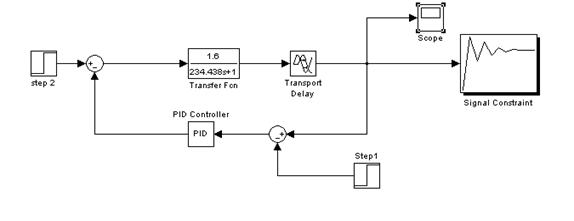
Рисунок 3.5 - Модель одноконтурной системы
автоматического регулирования для оптимизации настроек ПИД-регулятора
Задали в командной строке MATLAB значения
коэффициентов составляющих закона регулирования.
После моделирования в Simulink получается
переходной процесс, изображённый на рисунке 3.6.
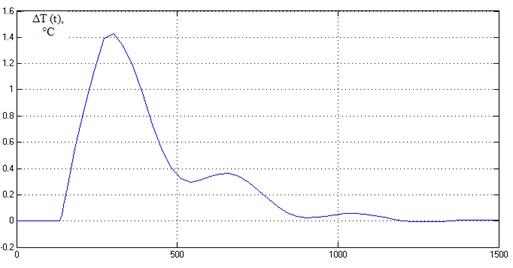
Рисунок 3.6 - Переходной процесс при возмущении
по нагрузке 2 % ХРО при исходных настройках регулятора
Для оптимизации настроек регулятора в блоке Signal
Constraint задали ограничения на вид переходного процесса (рисунок 3.7),
указали параметры Kp, Ki
и Kd в качестве
настраиваемых. После этого запустили процесс оптимизации.
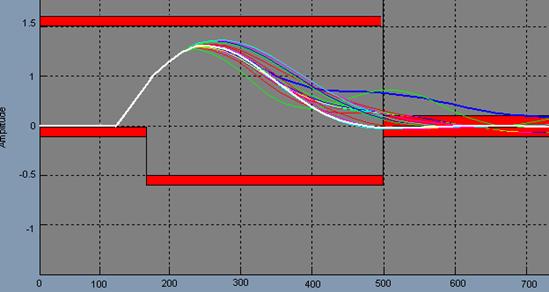
Рисунок 3.7 - Оптимизация параметров регулятора
в блоке Signal Constraint
пакета Simulink
Response
Optimization
В результате получается переходный процесс,
изображённый на рисунке 3.8.
Для получения значений настроек регулятора в
командной строке MATLAB вводится команда:
>>Кp,Ki,Kd.
В результате в рабочее окно будут выведены
оптимизированные значения настроек регулятора:=1.374,=0.00667,= 60.46.
В результате оптимизации были получены следующие
настройки ПИД-регулятора:
- коэффициент усиления регулятора Kп
= Kр = 1,374 ;
;
время изодрома Tи = Kр/
Kи =205,997 с;
время предварения Tд = Kd/Kp = 44,0029
с.
Рисунок 3.8 - Переходной процесс при возмущении
по нагрузке при оптимальных настройках регулятора
Определим параметры переходного процесса при
оптимальных настройках:
- максимальное динамическое отклонение
 ,
,
ΔT1
= 0,94·5 = 4,7 ºC/%ХРО;
перерегулирование
 ;
;
статическая ошибка DTст = 0;
время регулирования tр = 590 с.
3.4 Проверка на устойчивость АСР температуры
сусла на выходе из теплообменника
После определения настроек регулятора исследуем
данную АСР на устойчивость, а также определим запас устойчивости системы по
амплитуде и по фазе, используя частотный критерий Найквиста [7]. Для этого
сначала рассчитаем АФХ регулятора:
Ее получают подстановкой р = jw
в передаточную функцию разомкнутой системы.
Передаточная функция объекта имеет вид
или при р = jw
Рассмотрим сначала передаточную
функцию объекта без учета запаздывания W0(jω):
Выделим вещественную и мнимую части.
Для этого домножим числитель и знаменатель Wo(jω) на
сопряженное знаменателю выражение

Выражения для вещественной и мнимой частей,
соответственно равны:
Учтем запаздывание в системе
 ;
;

Тогда

В результате для
объекта с запаздыванием получаем


Рассмотрим передаточную функцию
регулятора Wр(jω):
 . (3.16)
. (3.16)
Разделив W(jw)
на вещественную и мнимую части, получим
 , (3.17)
, (3.17)
 . (3.18)
. (3.18)

При оптимальных настройках регулятора величины Pp(w)
и Q(w)
имеют значения приведенные в таблице 3.4.
АФХ разомкнутой системы получим как произведение
АФХ объекта и регулятора:

 . (3.19)
. (3.19)
Разделим Wраз(jw)
на вещественную и мнимую части и получим:
Pраз(w)
=
P(w)Pр(w)
-
Q(w)Qp(w),
(3.20)
Qраз(w)
=
Q(w)Pp(w)
+
P(w)Qp(w).
(3.21)
Значения Pраз(w)
и Qраз(w)
приведены в таблице 3.4.
Таблица 3.4 - Амплитудно-фазовые характеристики
объекта, регулятора и разомкнутой АСР
|
w,рад/с
|
Pоб(w)
|
Qоб(w)
|
Pp(w)
|
Qp(w)
|
Ppаз(w)
|
Qpаз(w)
|
|
0
|
1,600
|
0
|
24,3191
|
-∞
|
-∞
|
-∞
|
|
0,01
|
0,800
|
-7,510
|
24,3191
|
-0,535
|
-1,871
|
-10,40
|
|
0,02
|
0,600
|
-12,14
|
24,3191
|
-0,259
|
-1,625
|
-4,740
|
|
0,04
|
0,083
|
-13,14
|
24,3191
|
-0,114
|
-1,151
|
-1,910
|
|
0,06
|
-2,49
|
-10,05
|
24,3191
|
-0,058
|
-0,882
|
-1,070
|
|
0,10
|
-5,60
|
-3,890
|
24,3191
|
-0,0004
|
-0,678
|
-0,470
|
|
0,14
|
-5,02
|
0,060
|
24,3191
|
0,0360
|
-0,608
|
-0,176
|
|
0,17
|
-3,76
|
1,810
|
24,3191
|
0,0590
|
-0,562
|
-0,004
|
|
0,20
|
-2,29
|
2,740
|
24,3191
|
0,080
|
-0,496
|
0,1470
|
|
0,25
|
-0,017
|
2,880
|
24,3191
|
0,112
|
-0,325
|
0,3450
|
|
0,30
|
1,500
|
1,880
|
24,3191
|
0,143
|
-0,087
|
0,4410
|
|
0,35
|
2,010
|
0,460
|
24,3191
|
0,172
|
0,164
|
0,4020
|
|
0,40
|
1,630
|
-0,780
|
24,3191
|
0,201
|
0,353
|
0,2340
|
|
0,45
|
0,710
|
-1,440
|
24,3191
|
0,229
|
0,416
|
-0,010
|
|
0,50
|
-0,290
|
-1,420
|
24,3191
|
0,257
|
0,329
|
-0,247
|
|
0,55
|
-1,000
|
-0,850
|
24,3191
|
0,285
|
0,122
|
-0,389
|
|
0,60
|
-1,200
|
-0,050
|
24,3191
|
0,313
|
-0,13
|
-0,383
|
|
0,70
|
-0,300
|
0,990
|
24,3191
|
0,367
|
-0,401
|
0,010
|
|
0,80
|
0,780
|
0,470
|
24,3191
|
0,422
|
-0,105
|
0,3840
|
|
∞
|
0
|
0
|
24,3191
|
∞
|
-0,356
|
0,1580
|
Построим АФХ разомкнутой системы, используя
возможности ПП Mathcad.
Расчет в ПП Mathcad
представлен ниже, на рисунке 3.9
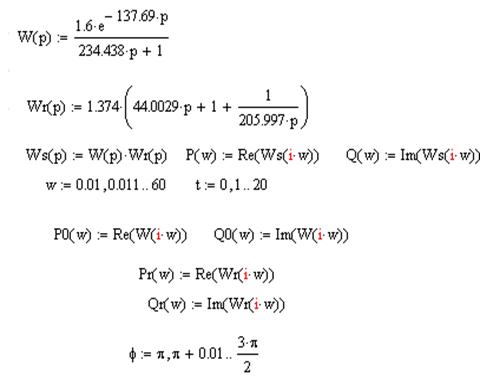
Рисунок 3.9 - Расчёт в ПП Mathcad
АФХ разомкнутой системы строим на комплексной
плоскости (рисунок 3.10).
Рисунок 3.10 - АФХ разомкнутой системы
Годограф Найквиста не охватывает точку (-1; jω)
на комплексной плоскости, поэтому система в замкнутом состоянии устойчива и
имеет значительный запас устойчивости по амплитуде Δа
= 0,42 и по фазе Δγ
= 33 °.
.5 Проверка на оптимальность настроек регулятора
АСР охлаждения сусла в теплообменнике
Необходимо проверить правильность расчета и
оптимизации настроек регулятора. Изменим настройки на 20 % в большую сторону
(Kp =1,6488, Tд = 52,803, Tи
=247,19) и в меньшую сторону (Kp =1,099, Тд = 35,202, Ти =164,798), и получим
графики переходных процессов с измененными параметрами (рисунок 3.11).
Рисунок 3.11 - Проверка настроек регулятора на
оптимальность: 1 - переходной процесс с оптимальными настройками регулятора, 2
- процесс с увеличенными настройками, 3 - процесс с уменьшенными настройками
Из графиков на рисунке 3.11 видно, что при
уменьшении настроек регулятора увеличивается динамическое отклонение и время
регулирования, при увеличении - уменьшается динамическое отклонение, время
регулирования и перерегулирование увеличиваются. Отсюда делаем вывод, что при
изменении параметров регулятора качество процесса регулирования ухудшается, но
при этом система остается устойчивой, следовательно, найденные параметры
регулятора оптимальны.
Построим переходной процесс с оптимальными
настройками регулятора при возмущении по заданию, рисунок 3.12.
Рисунок 3.12 - Переходной процесс с оптимальными
настройками регулятора при возмущении по заданию 0,35
.6 Проверка на грубость АСР охлаждения сусла в
теплообменнике
Зачастую параметры объекта управления изменяются
во времени либо определены с ошибкой. В этих условиях необходимо проверять
рассчитанную систему на нечувствительность (грубость, робастность) к возможным
вариациям параметров системы для наихудших условий - увеличение коэффициента
передачи Коб и запаздывания τоб
объекта управления. Для этого оценивают возможные отклонения параметров объекта
регулирования и проверяют систему регулирования с новыми параметрами на
устойчивость путем построения переходного процесса. Переходные процессы с
оптимальными настройками регулятора и с исходными параметрами объекта, с
увеличенным Коб на 15 % и увеличенным τоб
на 15 % приведены на рисунке 3.12.
Из рисунка 3.12 видно, что при изменении
коэффициента усиления и времени запаздывания качество процесса регулирования
ухудшается, однако система остается устойчивой и, следовательно, является
робастной (грубой) к изменениям параметров объекта.
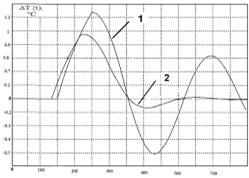
Рисунок 3.12- Переходные процессы при возмущении
по нагрузке с оптимальными настройками регулятора для проверки системы на
грубость: 2 - при исходных параметрах объекта (Коб = 1,6 ºС/ХРО,
τоб
=137,69
с), 1 - при увеличенных на 15% Kоб
и
τоб
(Коб = 1,84 ºС/ХРО, τоб
=158,34
с).
Таким образом, в данном разделе
проекта выполнен расчет АСР охлаждения сусла, выполнена аппроксимация объекта
дифференциальным уравнением второго порядка с запаздывающим аргументом. На
основании расчетов выбран ПИД-регулятор непрерывного действия, определены
оптимальные настройки регулятора (Kп =1,374; Tи =205,997 с;
Tд = 44,0029 с) и выполнена проверка настроек на оптимальность.
Разработанная АСР исследована на устойчивость и робастность. Анализ
устойчивости показал, что система обладает достаточным запасом по амплитуде и
фазе (Δа = 0,42 и
по фазе Δγ = 33 º), проверка
на грубость доказала робастность системы к изменениям параметров объекта.
4. Электроснабжение и электрооборудование цеха
.1 Описание общей системы электроснабжения
предприятия в целом и проектируемого цеха
Электроснабжение варочного цеха компании
«Балтика - Пикра» осуществляется от системы ОАО «Красноярскэнерго».
Электроэнергия по линиям электропередач (ЛЭП) 110 кВ поступает на главную
понизительную подстанцию (ГПП), на которой установлены понизительные
трансформаторы 110/10 кВ, затем на силовые трансформаторы 10/0,4 кВ.
Электроприемники первой категории обеспечиваются
от двух независимых взаимно резервирующих источников питания, и перерыв в
электроснабжении при нарушении электроснабжения одного из источников питания
может быть допущен лишь на время автоматического восстановления питания. Это
требование обеспечивается резервированием электроснабжения по ЛЭП высокого
напряжения, установкой на главной понизительной подстанции резервного
трансформатора.
.2 Схема электроснабжения проектируемого цеха
Электроснабжение силовых потребителей варочного
цеха осуществляется от трансформаторной подстанции. На цеховой подстанции
размещается два понижающих трансформатора мощностью 250 кВА, с изолированной
нейтралью на вторичной обмотке и РУ 0,4 кВ. К трансформаторам 250 кВА
подключены привода двигателей, установленных на оборудовании находящемся в
цехе.
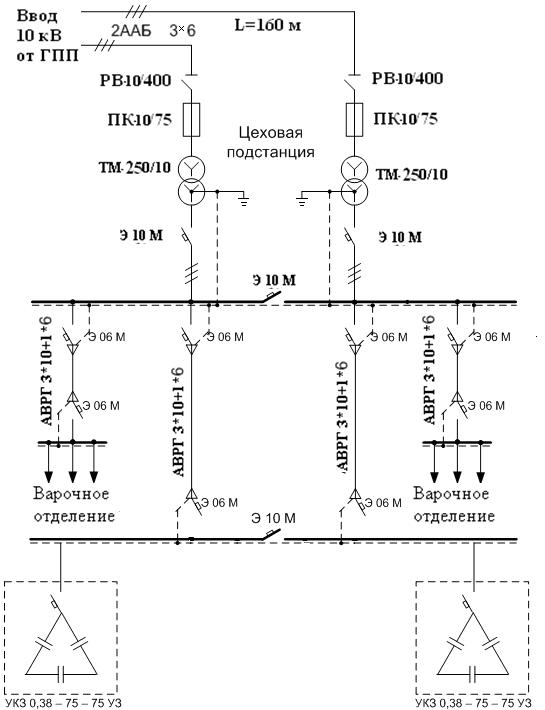
Рисунок 4.1 - Схема
электроснабжения цеха
.3 Расчет электрического освещения цеха и общей
осветительной нагрузки
Расчёт электрического освещения проектируемого
цеха производим по методу удельной мощности.
В зависимости от условий окружающей среды
выбираем тип лампы для варочного цеха. Так как температура достигает до +50° С,
а влажность превышает 70 %, то по справочнику [8] выбираем газоразрядные лампы
типа ДРЛ-250 мощность каждой лампы 250 Вт.
Выбираем светильник типа УПДДЛР-250. Для
принятого типа светильника в зависимости от высоты (4м), площади помещения
(840м2) и требуемой освещенности при периодическом наблюдении за
ходом процесса (50 лк) по справочнику [8] определяем удельную мощность на
освещение Р0, Вт/м2, Р0 = 11,6 Вт/м2.
Определяем расчетную активную мощность на
освещение цеха:
 , (4.1)
, (4.1)
где S - площадь помещения, м2.
Подставляем значения
в формулу (4.1):
 Вт.
Вт.
Находим требуемое число светильников
по формуле:
n = Росв / Рсв, (4.2)
 шт.
шт.
Определяем произвольно число рядов светильников,
количество светильников в ряду и расстояние между светильниками с учетом
обеспечения равномерного освещения. Светильники располагаем в 3 ряда по 13
светильника. Расстояние между светильниками в ряду - 3,5 м, расстояние между
рядами 3,5 м, от светильника до стен 2,5 м.
4.4 Расчет электрических нагрузок
Для расчета электрических нагрузок в дипломном
проекте применяем метод коэффициента спроса.
Значение коэффициента спроса Кс,
коэффициента использования Ки и коэффициента мощности соsj
для электроприемников различных отраслей промышленности приведены в [9].
Расчетные значения активной Рр (кВт)
и реактивной Qp
(квар) мощности n одинаковых
электроприемников находим по номинальной мощности Рн из формул:
 (4.3)
(4.3)
 . (4.4)
. (4.4)
Значения tg j находится по
известному значению соsj.
Расход активной Wa(кВт×ч)
и реактивной Wp (квар×ч) электроэнергии
по числу часов работы в сутки t
находим из формул:
 (4.5)
(4.5)
 (4.6)
(4.6)
Результаты расчета электрических нагрузок сведем
в таблицу 4.1, форма которой приведена ниже.
4.5 Выбор устройств
компенсации реактивной мощности
Основными электроприемниками в данном виде
производства являются электродвигатели. Эти электроприемники, имеют низкий
коэффициент мощности, что ведет к ряду отрицательных последствий:
потере напряжения в электрической сети;
потере мощности в электрической сети;
необходимости увеличения сечения жил кабелей.
Таблица 4.1 - Электрические нагрузки цеха
|
Наименование
|
n,шт.
|
Pн.max
|
Pуст.
|
Кс
|
cos
f
|
tg
f
|
Pp,кВт
|
Qр,квар
|
t,
ч.
|
tгод,
ч.
|
Wa,кВт*ч
|
Wр,квар*ч
|
|
Насосы
орошения мельницы
|
22
|
77,5
|
115,00
|
00,65
|
00,75
|
00,88
|
99,8
|
88,58
|
110
|
3
3650
|
335588
|
31
317
|
|
Насосы
мельницы
|
22
|
222,0
|
444,00
|
00,65
|
00,75
|
00,88
|
228,6
|
225,17
|
110
|
3
3650
|
1104390
|
91
863
|
|
Насосы
заторного чана
|
22
|
112,6
|
225,20
|
00,65
|
00,80
|
00,75
|
116,4
|
112,29
|
88
|
2
2920
|
447830
|
35
872
|
|
двигатель
заторного чана
|
11
|
77,5
|
77,50
|
00,65
|
00,75
|
00,88
|
44,9
|
44,29
|
88
|
2
2920
|
114235
|
12
527
|
|
Насосы
заторного котла
|
22
|
112,6
|
225,20
|
00,65
|
00,80
|
00,75
|
116,4
|
112,29
|
88
|
2
2920
|
447830
|
5
872
|
|
Двигатель
заторного котла
|
11
|
77,5
|
77,50
|
00,65
|
00,75
|
00,88
|
44,9
|
44,29
|
88
|
2
2920
|
114235
|
12
527
|
|
Насосы
фильтрационного чана
|
22
|
222,0
|
444,00
|
00,65
|
00,75
|
00,88
|
228,6
|
225,17
|
88
|
2
2920
|
883512
|
73
491
|
|
Двигатели
сусловарочного котла
|
33
|
112,5
|
337,50
|
00,5
|
00,85
|
00,62
|
118,7
|
111,63
|
115
|
5
5475
|
1102656
|
63
647
|
|
Двигатели
хмелецедильника
|
44
|
118,5
|
774,00
|
00,65
|
00,75
|
00,88
|
448,1
|
442,33
|
16
|
2
2190
|
1105339
|
92
698
|
|
Насосы
теплообменника
|
53
|
222,0
|
666,00
|
00,65
|
00,75
|
00,88
|
442,9
|
337,75
|
66
|
2
2190
|
993951
|
82
677
|
|
Освещение
|
|
|
99,75
|
00,80
|
00,70
|
00,98
|
77,8
|
77,64
|
224
|
88760
|
669300
|
67
400
|
|
Итого
|
|
|
|
|
|
|
2227,0
|
1191,00
|
|
|
7718865
|
599
891
|
Для устранения этих отрицательных последствий
используют естественные и искусственные способы повышения коэффициента
мощности. К числу последних относится использование конденсаторных установок -
батарей статических конденсаторов (БСК). Обычно БСК подключают к шинам 0,4 кВ
цеховой ТП.
Расчет мощности компенсирующих устройств БСК и
выбор их типа осуществляем в следующем порядке [10].
По данным таблицы 4.1 электрических нагрузок
вычисляем значение средневзвешенного коэффициента мощности:
 (4.7)
(4.7)

Это значение сosjср.вз. сравниваем
с нормативным значением соsjн.
Нормативное значение коэффициента мощности принимаем равным 0,93 поскольку
питание осуществляется от районных сетей напряжением 110 кВ. Для повышения соsj применяем конденсаторные
установки.
Необходимая мощность конденсаторной
установки (квар) определяется по формуле:
Qк.у. = SPP
×
(tgj1
+
tgj2),
(4.8)
где åРр -
суммарная расчетная активная мощность из таблицы нагрузок, кВт; j1,
tgj2
- коэффициенты реактивной мощности, вычисляемые, соответственно, по значениям
сosjср.вз
и сosjн.
tgj1=0,86 j2=0,4.
j2=0,4.
По формуле 4.8 рассчитываем мощность
конденсаторной установки:к.у. = 227 × (0,86 - 0,40) = 104,42 квар.
По найденному значению Qк.у.
выбираем две конденсаторные установки типа УКЗ-0,38-75 УЗ напряжением 0,38 кВ.
Устанавливаем по одной установке на каждой секции шин.
Фактическая мощность конденсаторной
установки:
Qк.у.факт = 2 · P (4.9)
В результате получаемк.у.факт = 2 ·
75 = 150 квар.
После выбора типа конденсаторной установки
находим фактический коэффициент реактивной мощности:
 (4.10)
(4.10)
Таким образом, имеем:

а по нему находим значение
фактического коэффициента мощности сosjср.вз.ф. = 0,96.
.6 Расчет мощности и выбор трансформаторов
цеховой подстанции
Энергия по линиям электропередач (ЛЭП) 110 кВ
поступает на главную понизительную подстанцию (ГПП), на которой установлены
понизительные трансформаторы 110/10 кВ. Полная расчетная мощность (кВА) для
выбора этих трансформаторов определяется по формуле:
 , (4.11)
, (4.11)
 кВА,
кВА,
Мощность трансформаторов выбираем
так, чтобы при аварии с одним трансформатором, второй обеспечивал питание всех
электроприемников в цехе. При этом в нормальном режиме трансформаторы должны
быть загружены на 60-80 % номинальной мощности, в аварийном режиме при выходе
из строя одного трансформатора допускается загрузка второго трансформатора до
140 % [11]. Для проверки выполнения этого условия вычисляются коэффициенты
загрузки трансформатора в нормальном Кз.н и аварийном Кз.ав
режимах, которые в соответствии с требованиями Правил технической эксплуатации
(ПТЭ) электроустановок потребителей, должны находится в следующих пределах:
 (4.12)
(4.12)
 (4.13)
(4.13)
Выбираем два масляных трансформатора мощностью
250 кВА типа ТМ-250/10.
 ,
,
 .
.
4.7 Расчет сечений и выбор кабелей
напряжением 0,4 кВ и 10 кВ
Предусматриваем прокладку силовых
кабелей в глухих каналах, устроенных в полу цеха. В зависимости от принятого
способа прокладки принимаем трехжильные кабели напряжением до 10 кВ с
алюминиевыми жилами без брони с поливинилхлоридной оболочкой марки АВРГ и
кабель напряжением до 1 кВ с медными жилами, с резиновой изоляцией, в
поливинилхлоридной оболочке ВРГ.
Выбор сечений силовых кабелей
производим по длительно допустимой токовой нагрузке и проверяем по потере
напряжения.
Для выбора сечения определяем
расчетный ток нагрузки на кабель (А):
 , (4.14)
, (4.14)
где Рр.к - расчетная нагрузка на
кабель, определяемая по данным таблицы нагрузок, кВт;
Uн
- номинальное линейное напряжение сети, В;
cosjcр.вз.к-
средневзвешенный коэффициент мощности, определяемый с учетом нагрузок только
выбираемого кабеля;
hс=
0,92 - 0,95 - КПД электрической сети.
По расчетному току Iр.к
из выбирается сечение кабеля, для которого длительный допустимый ток нагрузки I
доп больше или равен Iр.к.
При выборе марки кабеля следует в первую очередь
выбирать кабели с алюминиевыми жилами и только, если кабель с алюминиевыми
жилами не проходит по длительному току нагрузки, выбирать кабель с медными
жилами.
Выбираем кабель, идущий от понизительного
трансформатора ГПП к силовому цеховому трансформатору согласно формуле (4.14):
 А.
А.
Выбираем трехжильный кабель с алюминиевыми
жилами, с резиновой изоляцией, в поливинилхлоридной оболочке, прокладываемый в
земле. Сечение кабеля S
= 6 мм2, Iдоп
=
46 А.
Выбранный кабель проверяется по потере
напряжения (В), которая вычисляется по формуле:
 (4.15)
(4.15)
где l - длина, мм2; - сечение кабеля;
g - удельная проводимость материала жилы кабеля
м/(Ом×мм2);
для алюминия g = 32 м/(Ом×мм2);
для меди g = 55 м/(Ом×мм2).
Подставляем числовые значения в формулу (4.15):

Потеря напряжения в кабеле не должна превышать 5
% от значения номинального напряжения, т.е.:
 (4.16)
(4.16)

то есть выбранный кабель удовлетворяет нормам.
Выбираем силовой кабель на освещение согласно
формуле (4.14):
 А.
А.
Выбираем трехжильный кабель с медными жилами.
Сечение кабеля s = 25 мм2,
Iдоп =
150 А.
Выбранный кабель проверяется по потере
напряжения (В), которая вычисляется по формуле (4.15):

Потеря напряжения в кабеле не должна превышать 5
% от значения номинального напряжения, т.е.:

Выбранный кабель удовлетворяет нормам.
Выбираем по формуле (4.11) силовой кабель для
оборудования варочного цеха:
 А.
А.
Выбираем трёхжильный кабель с
алюминиевыми жилами. Сечение кабеля s = 10 мм2,
Iдоп=70 А.
Выбранный кабель проверяется по
потере напряжения (В), которая вычисляется по формуле (4.15):

Потеря напряжения в кабеле не должна превышать 5
% от значения номинального напряжения, т.е.:
 ;
;
Выбранный кабель удовлетворяет нормам.
Таблица 4.2 - Марки кабелей
|
Длина
кабеля, м
|
Принятая
марка и сечение кабеля
|
Расчетный
ток, А
|
Iдоп, А
|
Потеря
напряжения, U, %
|
|
160
|
АВРГ-3×6
|
27,00
|
46
|
0,16
|
|
90
|
ВРГ-3×25+1×16
|
113,06
|
150
|
1,18
|
|
50
|
АВРГ-3×10+1×6
|
40,80
|
70
|
2,50
|
4.8 Расчет годовой стоимости электроэнергии
Расчет годовой стоимости электроэнергии
производим по двухставочному тарифу по формуле:
 (4.17)
(4.17)
где а - годовая стоимость 1 кВт максимальной
активной нагрузки, руб, а=58,22 руб;
Рмакс - заявленная предприятием
максимальная активная мощность, кВт, Рмакс=Рр;
b - стоимость 1 кВт×ч
активной энергии, коп., b=10,77
коп;
SWа
- годовой расход активной энергии, кВт×ч;
с - годовая стоимость 1 квар максимальной
реактивной нагрузки, руб.;
Qмакс -
максимальная реактивная мощность, квар;
d - стоимость 1 квар×ч
реактивной энергии, коп.;
SWр -
годовой расход реактивной энергии, квар×ч.
Подставляем числовые значения в формулу (4.14):
 руб.
руб.
.9 Электробезопасность
Для обеспечения электробезопасности в цехе
используется сеть TN-C-S, в которой нулевые, рабочие и защитные проводники объединены
на головных участках сети в проводник PEN, а далее разделены на проводники N и
PE. Основной защитной мерой от поражений электрическим током персонала цеха
является зануления корпусов электрооборудования, которое осуществляется их
присоединением четвертой жилой кабеля к нулевому заземленному выводу
трансформатора. Сопротивление заземляющего устройства должно быть не более 4 Ом
в любое время года при напряжении сети 0,4 кВ . Для обеспечения надежности
связи нулевого провода с землей у электроприемников устраиваются повторные
заземлители (обычно не более трех) с сопротивлением не более 30 Ом каждый
(общее сопротивление повторных заземлителей не более 10 Ом).
Для предотвращения поражения эл.током персонала
при случайных прикосновениях к токоведущим частям необходимо выполнять
технические и организационные мероприятия, предусмотренные "Правилами
техники безопасности при эксплуатации электроустановок потребителей".
К числу технических мероприятий относятся:
производство необходимых отключений и принятие
мер, препятствующих подаче напряжения к месту работы вследствие ошибоч-ного или
самопроизвольного включения коммутационной аппаратуры;
вывешивание плакатов "Не включать -
работают люди", "Не включать - работа на линии" и при
необходимости установка ограждений;
присоединение к "земле" переносных
заземлений; проверка отсутствия напряжения на токоведущих частях, на которое
должно быть наложенозаземление;
наложение заземлений (непосредственно после
проверки отсутствия напряжения);
ограждение рабочего места и вывешивание плаката:
"Стой - высокое напряжение", "Не влезай - убьет",
"Работать здесь".
К организационным мероприятиям относятся:
оформление работы нарядом или распоряжением;
допуск к работе.
5. Безопасность
жизнедеятельности
.1 Безопасность жизнедеятельности в
производственной среде
В данном дипломном проекте объектом исследования
является ОАО "Балтика - Пикра". Данное предприятие предназначено для
выпуска алкогольной и безалкогольной продукции (пиво, освежающие напитки).
Целью данного раздела является анализ вредных производственных факторов,
сравнение их концентраций с предельно-допустимыми концентрациями (ПДК) на
основании различных ГОСТов; опасных производственных факторов, выбор
мероприятий, как технических, так и организационных для полного отсутствия
вероятности возникновения несчастных случаев или их снижения. Помимо этого,
будут разобраны мероприятия по производственной санитарии, пожарной
безопасности, мероприятия по охране окружающей среды.
.1.1 Анализ опасных и вредных производственных
факторов
Все опасные и вредные
производственные факторы в соответствии с ГОСТ 12.0.003-01 подразделяются на
физические, химические, биологические и психофизиологические.
К физическим факторам относят
электрический ток, кинетическую энергию движущихся машин и оборудования или их
частей, повышенное давление паров или газов в сосудах, недопустимые уровни
шума, вибрации, инфра- и ультразвука, недостаточную освещенность,
электромагнитные поля, ионизирующие излучения и др.
Химические факторы представляют
собой вредные для организма человека вещества в различных состояниях.
Биологические факторы - это
воздействия различных микроорганизмов, а также растений и животных.
Психофизиологические факторы -
это физические и эмоциональные перегрузки, умственное перенапряжение, монотонность
труда [12].
Сведем вредные и опасные
производственные факторы в цехе производства пива 5.1.
Таблица 5.1 - Опасные и вредные
производственные фактора в цехе
|
Операция
технологического процесса или рабочее место
|
Наименование
оборудования или помещения
|
Наименование
опасного или вредного фактора
|
Ед.
изм. фактора
|
Величина
фактора
|
Норматив
согласно соответствующих ГОСТов
|
|
Хранение
солода
|
Склад
солода
|
Зерновая
пыль
|
мг/м3
|
2
|
2,
по ГОСТ 12.1.005-01
|
|
Затирание
солода
|
Заторные
чаны
|
Температура
|
0С
|
55
|
От
17 до 29, по ГОСТ 12.1.005-01
|
|
Дробление
солода
|
Мельница
|
Шум
|
дБА
|
90
|
80,
по ГОСТ 12.1.005-01
|
|
Склад
продукции
|
Грузовые
автомобили
|
Угарный
газ
|
мг/м3
|
1,7
|
3,
по ГОСТ 12.1.005-01
|
5.1.2 Технические и
организационные мероприятия по охране труда
Техническими требованиями по охране труда
определяется возможность устранения несчастных случаев и профессиональных
заболеваний. Объём производственного помещения на каждого работающего должен
составлять не менее 15 м3, площадь каждого помещения не менее 4,5 м2,
а высота производственного помещения должна быть не менее 28 метров [13].
На рабочих местах обязательно наличие средств
коллективной защиты, к которым относятся:
средства защиты от теплоизлучения;
средства защиты от поражения электрическим током
(ограждения, изолирующие устройства и покрытия);
средства защиты от шума.
Средства индивидуальной защиты (СИЗ) защищают
рабочих профессиональных заболеваний, а так же предотвращения возможность
поражения тепловым излучением.
Защита от зерновой пыли.
Пыль в цехе не превышает предельно допустимых
концентраций: концентрация зерновой пыли составляет 2 мг/м3,
зерновая пыль при несоблюдении техники безопасности может нанести вред
здоровью. Поэтому склад зерна оборудован приточно-вытяжной вентиляционной
системой, при этом в рабочей зоне постоянно осуществляться контроль за
содержанием пыли в воздухе.
Кроме этого рабочие, проводящие работы с зерном,
обеспечиваются средствами индивидуальной защиты - спецодеждой и спецобувью. Для
защиты кожи рук используются специальные дерматологические средства. Для
предотвращения попадания зерновой пыли в легкие применяются респираторы типа ШБ
«Мактавиш».
.1.2.1 Мероприятия по защите от
производственного шума.
При сравнивании уровня шума (таблица 5.1) с
нормативами можно сказать, что шум в цехе превышает предельно установленных
уровней. Это объясняется тем, что в цехе совершаются технологические операции
вызывающие большой шум. Для борьбы с шумом в цехе используют следующие защитные
мероприятия:
уменьшение шума в источнике его возникновения
(смазка трущихся деталей, жёсткое крепление);
СИЗ (мягкие вкладыши в уши, беруши, наушники).
.1.2.2 Электробезопасность
Для обеспечения электробезопасности при монтаже
и эксплуатации электроустановок применяют различные способы и средства защиты,
выбор которого зависят от ряда факторов, в том числе и от способа
электроснабжения.
Для обеспечения защиты от поражения
электрическим током в электроустановках должны применяться технические способы
и средства защиты.
Основными техническими средствами защиты
являются:
защитное заземление;
автоматическое отключение питания (зануление);
устройства защитного отключения.
Защитное заземление - преднамеренное
электрическое соединение с землей или ее эквивалентом нетоковедущих частей
электроустановки, которые могут оказаться под напряжением вследствие замыкания
на корпус и по другим причинам (индуктивное влияние соседних токоведущих
частей, вынос потенциала, разряд молнии и т. п.). Эквивалентом земли может быть
вода реки или моря, каменный уголь в карьерном залегании и т. п.
Назначение защитного заземления - устранение
опасности поражения током в случае прикосновения к корпусу электроустановки и
другим нетоковедущим металлическим частям, оказавшимся под напряжением
вследствие замыкания на корпус и по другим причинам. Различают два типа
заземлений: выносное и контурное. Выносное заземление характеризуется тем, что
его заземлитель (элемент заземляющего устройства, непосредственно
контактирующий с землей) вынесен за пределы площадки, на которой установлено
оборудование. Таким способом пользуются для заземления оборудования
механических и сборочных цехов. Контурное заземление состоит из нескольких
соединенных заземлителей, размещенных по контуру (периметру) площадки, на
которой находится заземляемое оборудование, а также внутри этой площадки.
Зануление - преднамеренное электрическое
соединение с глухо заземленной нейтралью трансформатора в трехфазных сетях
металлических нетоковедущих частей, которые могут оказаться под напряжением. В
сетях однофазного тока части электроустановки соединяются с глухозаземленным
выводом источника тока. При занулении нейтраль заземляется у источника питания.
Эта система имеет наибольшее распространение. Оно считается основным средством
обеспечения электробезопасности в трехфазных сетях с заземленной нейтралью
напряжением до 1000 В.
Защитным отключением называется автоматическое
отключение электроустановок при однофазном прикосновении к частям, находящимся
под напряжением, недопустимым для человека, и (или) при возникновении в
электроустановке тока утечки (замыкания), превышающего заданные значения.
Назначение защитного отключения -
обеспечение электробезопасности, что достигается за счет ограничения времени
воздействия опасного тока на человека. Защита осуществляется специальным
устройством защитного отключения <#"698064.files/image109.gif">, (5.2)
где S0
- площадь окон, м2 (S0
= 3500 м2);
Sn
- площадь пола, м2 (Sn
= 15000 м2);
t0 -
общий коэффициент светопропускания (t0
= 0,5);
h0 - световая
характеристика окна (h0
= 11);
r1 -
коэффициент, учитывающий влияние отражённого света при боковом освещении ( r1
= 1,5);
Кзд - коэффициент учитывающий
затенение окон противостоящими зданиями (Кзд = 1,5);
Кз - коэффициент запаса (Кз
= 1,3).
 .
.
Для обеспечения нормального освещения значения
расчетного коэффициента естественной освещенности eр
должно быть больше или равно нормируемому КЕО, т.е. должно выполняться условие:
eр
≥eн
,
,87 ≥0,81.
Условие выполняется, следовательно, для
сырьевого цеха освещенности достаточной для работы в дневное время суток.
Таблица 5.3 - Характеристика искусственного
освещения турбинного цеха
|
Наименование
рабочего места
|
Разряд
зрительной работы
|
Система
освещения
|
Норматив,
лк
|
Источник
света
|
Тип
светильника
|
|
Теплообменник
|
IV
|
Общая
|
200
|
Лампа
люминесцентная
|
ЛБ45
6 шт
|
|
Операторская
|
IV
|
Общая
|
300
|
Лампа
люминесцентная
|
ЛБ45
8 шт
|
.1.3.2 Организация воздухообмена и устройства
вентиляции
Задачей промышленной вентиляции является
создание на производстве нормальных метеорологических и гигиенических условий
за счёт качественного и своевременного удаления вредных газов, пыли, паров,
влаги и тепловыделений. По способу перемещения воздуха вентиляция бывает
естественной и искусственной. Для организации естественной вентиляции в цехе
предусмотрен аэрационный фонарь.
Рассчитаем общий воздухообмен. Расчёт ведем по
вредным выделениям, исходя из того, что количество пыли, выделившегося в воздух
работающими установками цеха, равно G
= 0,7 кг/час.
Необходимое количество воздуха рассчитывается по
формуле:
 (5.3)
(5.3)
где gвыт
и gпр
- концентрации вредного вещества в удаленном и поступающем воздухе (по
заводским данным).
В результате получаем:
Кратность воздухообмена К (1/ч) рассчитывается
по формуле:
 , (5.4)
, (5.4)
где Vц
- объем цеха.
Vц
= 500 ×50 ×
10 = 250000 м3.
Кратность воздухообмена равна:
К = 350000 / 500 ×50
× 10 = 1,4 1/ч.
.1.4 Мероприятия по пожарной и взрывной
безопасности
По взрыво-пожароопасности данный цех относится к
категории «Д», так как в цехе используются несгораемые твердые материалы в
холодном состоянии. Степень огнестойкости здания III
(кирпичное с железобетонным перекрытием, к элементам покрытия не предъявляются
требования по пределам огнестойкости и распространению огня).
Противопожарная охрана предприятия осуществляется
пожарной частью ПЧ-112.
Вызов пожарной команды осуществляется с помощью
телефонной связи, или через начальника смены станции. При пользовании связью в
случае возникновения пожара лицо, производящее вызов, должно четко изложить в
информации о пожаре наименование объекта, место возгорания и его интенсивность.
Противопожарное водоснабжение обеспечивается
наличием двадцати пяти пожарных гидрантов, резервного водоема на 500 м3,
четырьмя подъездами для установки пожарных машин на сбросном канале.
Для предотвращения пожаров и взрывов проводятся
регулярные занятия и тренировки с персоналом, как по линии ГО и ЧС, так и
производственной линии. Эти же вопросы постоянно находятся в зоне внимания
объектовой комиссии по чрезвычайным ситуациям (ОКЧС), которая на своих
заседаниях рассматривает противопожарную безопасность предприятия и
предупреждение аварийных ситуаций.
Во всем заводе, и в цехе в частности,
установлена общецеховая схема пожарной сигнализации. Схема пожарной
сигнализации предусматривает подачу звуковых сигналов в защищаемом помещении, а
также отключения электропитания технологического оборудования.
В цехе имеются следующие первичные средства
пожаротушения:
1)
вода;
2) песок;
3) ведра,
лопаты, находящиеся на пожарных щитах;
4) на
улице - пожарные гидранты.
К организационным мероприятиям по пожарной
профилактике относятся:
правильная эксплуатация оборудования, правильное
содержание зданий, сооружений, проведение противопожарного инструктажа рабочих
и служащих;
организация добровольной пожарной дружины,
пожаротехнических комиссий;
обучение пожарному техническому минимуму
рабочих.
5.2 Охрана
окружающей среды
5.2.1 Анализ
промышленных загрязнений окружающей среды предприятием
С точки зрения загрязнения окружающей среды
предприятие «Балтика - Пикра« не выделяет вредных газов, так как производство
не связано с выплавкой и другими операциями, в результате которых выделяется
дым.
6. Экономическая часть
.1 Краткая характеристика объекта автоматизации
Компания «Балтика - Пикра» производит на отечественном
рынке следующие продукты. Если говорить о пиве, то на сегодняшний день компания
выпускает 10 фирменных сортов различных по вкусу, плотности содержанию
алкоголя. Так же выпускает около тридцати наименований безалкогольных напитков,
как фирменных, так и известных общероссийских марок - "Лимонад",
"Байкал", "Тархун". Торговыми марками предприятия давно уже
стали "Crazy cola", "Лимонный стиль", а так же различные
квасы и морсы, лечебно-столовая минеральная вода “Нанжуль.
Сырьем для приготовления сусла является солод -
продукт, состоящий из пророщенных злаков. Весь процесс получения пивного сусла
начинается с очистки и подготовки солода и делится на несколько технологических
операций: полировка, взвешивание и дробление солода, затирание солода и несоложенных
материалов с водой, осахаривание затора, фильтрация сусла и выщелачивание
затора (отделение от дробины), промывка дробины водой и выщелачивание
оставшегося экстракта солода, кипячение и охмеление сусла, отделение хмеля от
сусла и перекачка охмеленного сусла в отстойные чаны для охлаждения. Все
операции производятся на специальном оборудовании в варочном цехе. Варочный цех
по комплексу самостоятельных мероприятий делится на два отделения: дробильное,
в котором подготавливают и дробят солод, и варочное, в котором проводят
затирание солода и несоложенных материалов, осахаривание затора, фильтрацию
сусла, кипячение его с хмелем и отделение от хмеля и перекачка охмелённого
сусла в холодильный аппарат для его последующего охлаждения. Дробильное
отделение состоит из таких агрегатов как бункера подработки, где хранится
солод, весы и мельница. Варочное отделение состоит из варочных котлов. Стадии
производства пивного сусла показаны на рисунке 6.1.
Объектом автоматизации в дипломе является
пластинчатый теплообменник, участвующий в процессе охлаждения сусла.
Регулируемые параметры в системе: регулирование расхода сусла на выходе
теплообменника, регулирования охлаждающей жидкости в теплообменнике,
регулирование температуры сусла на выходе теплообменника. Контролируемые
параметры: давление на выходе теплообменника, температура сусла на входе
теплообменника, температура охлаждающей жидкости, давление в трубопроводе на
выходе теплообменника.
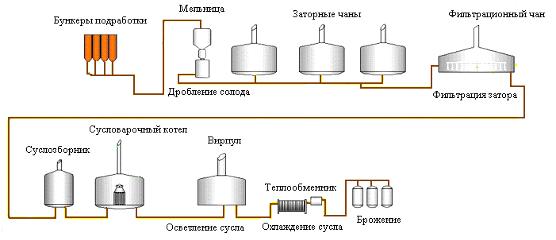
Рисунок 6.1 - Общая технологическая схема процесса
приготовления сусла
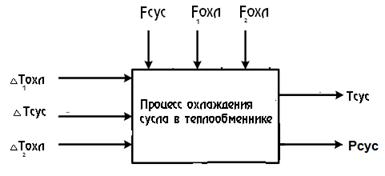
Рисунок 6.2 - Процесс охлаждение сусла в
пластинчатом теплообменнике как объекта автоматизации
Необходимость охлаждения сусла объясняется
следующими факторами. Прежде чем начнется брожение сусла его надо охладить, это
обуславливается тем, что дрожжевой грибок ослабляется при температурах ниже
30°С. А температура сусла на выходе вирпула составляет порядка 70°С.
Одновременно растет риск инфицирования сусла нежелательными микроорганизмами, так
как их оптимальные температуры лежат в пределах 20-30°С. Позже когда начнется
брожение дрожи смогут сдержать роста бактерий, поэтому охлаждение проводят в
закрытых системах. На теплообменнике сусло охлаждается до 10-17°С. Точный
уровень температуры зависит от сорта пива и типа используемых дрожжей.
При увеличении температуры сусла на выходе
приводит браку продукции. Уменьшение температуры сусла приводит к замедлению
процесса брожения, что может сказаться на вкусовых качествах продукции, и
увеличить сам процесс брожения, а так привести к тому что брожение не пойдет из
за низкой температуры, следовательно произойдет остановка процесса. Установка
новой АСР снизит риск инфицирования сусла, что уменьшит брак продукции, а так
же сократит затраты электроэнергии.
.2 Технико-экономического обоснования внедрения
АСР температуры сусла на выходе теплообменника
При внедрении АСР уменьшатся задержки связанные
с операциями по дополнительному охлаждению сусла если теплообменник
недостаточно охладил сусло, и предотвратит случаи переохлаждения сусла, которое
приводит к увеличению периода брожения сусла, что так же ведет к увеличению
времени на приготовления готовой продукции. После внедрения АСР предполагается,
что брак продукции сократится на 1,5 %, а так же снизится потребление
электроэнергии. Режим работы непрерывный. Норма амортизации АСР 20 %.
Дополнительные капиталовложения в АСР 435 000 руб. Стоимость технологического
оборудования 13 050 000 руб. Затраты на содержание и технический ремонт АСР 5%.
Автоматизация процесса охлаждения сусла в
теплообменнике на ОАО «Балтика - Пикра» приводит к изменению следующих
показателей.
Автоматизация процесса охлаждения сусла в
теплообменнике на ОАО «Балтика - Пикра» приводит к изменению следующих
показателей.
Таблица 6.1 - Исходные данные
|
Показатели
|
Аналог
|
Проект
|
Цена
|
|
Производительность
оборудования, ед./сутки
|
16
684,92
|
16
684,92
|
руб/л
|
|
Расход
эл. энергии кВтч/сутки
|
8
500
|
8
130
|
1,2
руб/кВтч
|
|
Расход
сусла л/сутки
|
16
785
|
16
740
|
18
руб/л
|
|
Стоимость
АСР, руб
|
-
|
435
000
|
-
|
|
Норма
амортизации АСР,%
|
-
|
20%
|
-
|
|
Затраты
на содержание и текущий ремонт АСР, %
|
-
|
5%
|
-
|
Данные представляют в форме таблицы 6.2.
Рассчитывают годовой выпуск продукции:
Вгод =360∙16 684,92=6 096 182,4
л/год.
Рассчитаем условно-годовую экономию по
изменяющимся статьям затрат:
DC = (q1
- q2) · Tд
· Ц, (6.0)
DСэл.эн= (8 130-8 500) ∙360∙1,2
= -159 840 руб,
DСрас. сусла =(16 740-16 785) ∙360∙18
= 291 600 руб.
Таблица 6.2 - Производственная программа
охлаждения сусла в теплообменнике
|
Показатели
|
Ед.
изм.
|
Условное
обозначение или формула расчета
|
Аналог
|
Проект
|
|
Количество
теплообменников
|
шт
|
Квед
об
|
1
|
1
|
|
Календарное
время
|
сут
|
Тк
|
365
|
365
|
|
Количество
выходных и праздничных дней
|
сут
|
Тв
|
-
|
-
|
|
Номинальное
время
|
сут
|
Тн=
Тк - Тв
|
365
|
365
|
|
Длительность
простоя в планово-предупредительном ремонте
|
сут
|
ТППР
|
5
|
5
|
|
Действительный
фонд времени
|
сут
|
Тд=
Тн - ТППР
|
360
|
360
|
|
Годовой
выпуск
|
л/год
|
Вгод=
Квед об ∙Тд∙ П
|
6096182,4
|
6096182,4
|
Затраты на амортизацию АСР DЗа,
руб рассчитаем по формуле:
DЗа =КАСР ∙На/100,
(6.1)
где КАСР - капитальные вложения в
АСР, руб;
На - норма амортизации АСР, %.
Согласно формуле (6.1):
DЗа = 435 000∙0,2= 87 000 руб.
Расчет затраты на текущий ремонт и содержание
АСР DЗр.
DЗр = КАСР ∙Нр/100,
(6.2)
где КАСР - капитальные вложения в
АСР, руб;
Нр - текущий ремонт на содержание
АСР, %.
Согласно формуле (6.2):
DЗр = 435 000∙0,05=21 750 руб.
Определяем статические показатели эффективности:
абсолютную экономическую эффективность, срок окупаемости и годовой
экономический эффект.
Таблица 6.3 - Расчет условно-годовой экономии на
внедрение АСР
|
Показатель
|
Аналог,
руб.
|
Проект,
руб.
|
Отклонение
(+, -), руб.
|
|
Расход
электроэнергии
|
3
672 000
|
3
512 160
|
-159
840
|
|
Затраты
на ремонт АСР
|
-
|
21
750
|
21
750
|
|
Затраты
на амортизацию АСР
|
-
|
87
000
|
87
000
|
|
Расход
сусла
|
10
876 680
|
10
847 520
|
-291
600
|
|
УГЭ
|
11
243 880
|
11
209 611
|
-342
690
|
Определяем дополнительную прибыль.
ΔП = 342 690 руб.
Определим абсолютную экономическую эффективность
по формуле:
Еа = DП/DК,
(6.3)
где DП - изменение
валовой прибыли за счет снижения затрат (уменьшения себестоимости) и получения
дополнительной прибыли (при увеличении годового выпуска продукции), руб;
DК - дополнительные капитальные вложения при
модернизации или реконструкции цеха, руб.
Ток = 1/ Еа, (6.4)
Эго д= DП - Ен∙DК,
(6.5)
где Ен - нормативный коэффициент,
равен 0,32.
Согласно формуле (6.3):
Еа = 342 690/435 000 = 0,79.
Находим период окупаемости согласно формуле
(6.4):
Ток= 1/0,79 = 1,27 года.
Находим годовой экономический эффект согласно
выражению (6.5):
Эгод= 342 690-0,32∙435 000 =
203 490 руб.
Абсолютная эффективность равна 0,79, что более
нормативной величины 0,32. Годовой экономический эффект положителен и составит
203 490 руб. Следовательно, статические показатели подтверждают эффективность
проекта.
Оцениваем динамические показатели эффективности
проекта.
Находим дополнительный поток от операционной
деятельности:
DОП = ΔП∙
(1-0,20) +DЗа, (6.6)
DОП = 342 690∙ (1-0,20)+87 000 = 347 444,4
руб.
Рассчитываем чистый дисконтированный доход.
Исходными данными для расчета являются: дополнительный инвестиционный поток
(равен стоимости АСР, т.е 435 000 руб.), дополнительный поток от операционной
деятельности 347 444,4 руб., количество расчетных периодов (равно времени
внедрения и эксплуатации АСР 5 лет, так как начинают получать дополнительную
прибыль в первом расчетном периоде), норма дисконта (0,15) [15].
Для простоты и наглядности расчеты сводим в
таблицу 6.4.
В итоге получаем, что ЧДД величина положительная
и равна 899186,5 руб.
Таблица 6.4 - Расчет ЧЧД
|
Количество
расчетных периодов tI
, лет
|
Коэффициент
дисконтирования КД=
|
Дисконтированный
дополнительный операционный поток DОП=347 444,4 КД,
руб
|
Чистый
дисконтированный доход, ЧДДI=-435000+
+åDОП,
руб
|
|
1
|
1,00
|
347
444,4
|
-875
55,6
|
|
2
|
0,87
|
302
276,6
|
214
721,0
|
|
3
|
0,75
|
260
583,3
|
475
304,3
|
|
4
|
0,65
|
225
838,8
|
701
143,1
|
|
5
|
0,57
|
198
043,3
|
899
186,4
|
|
Итого
|
-
|
1
334 186,5
|
899
186,5
|
Рассчитываем индекс дисконтированных доходов
инвестиций (ИДД):
ИДД= (6.7)
(6.7)
ИДД = 1 334 186,5/435 000 = 3,07.
В результате расчетов получаем, что ЧДД за
расчетный период составит 899 186,5 руб., а ИДД - 3,07 что больше единицы.
Таким образом, статические и динамические методы
определения эффективности доказывают целесообразность внедрения АСР температуры
сусла на выходе теплообменника.
.3 Расчет капитальных вложений и амортизационных
отчислений
Общие капитальные вложения включают в себя
стоимость зданий, сооружений, передаточных устройств, машин и оборудования,
транспортных средств и инвентаря [16].
Затраты на приобретение и монтаж оборудования и
сумму амортизацион-ных отчислений рассчитывают по каждому виду в соответствии с
таблицей 6.5.
Затраты на монтаж оборудования и транспортно-заготовительные
расходы устанавливают в размере 15% от стоимости оборудования. Суммы
амортизационных отчислений Агод рассчитывают по нормам амортизации На
по формуле:
Агод = Сперв∙На,
где Сперв - первоначальная стоимость,
руб.
Таблица 6.5 - Капитальные вложения и
амортизационные отчисления
|
Наименование
оборудования
|
Количество,
шт.
|
Цена,
руб
|
Сумма,
руб
|
Затраты
на монтаж и транспортировку,
|
Первоначальная
стоимость, руб
|
Норма
амортизации, %
|
Сумма
амортизационных отчислений, руб
|
|
Мельница
|
1
|
4
500 000
|
4
500 000
|
675
000
|
5
175 000
|
10
|
517
500
|
|
Сусловарочный
котел
|
1
|
2
610 000
|
2
610 000
|
391
500
|
3
001 500
|
10
|
300
150
|
|
Заторный
чан
|
1
|
2
190 000
|
2
190 000
|
328
500
|
2
518 500
|
10
|
251
850
|
|
Вирпул
|
1
|
1
500 000
|
1
500 000
|
225
000
|
1
725 000
|
10
|
172
500
|
|
Теплообменник
|
1
|
900
000
|
900
000
|
135
000
|
1
035 000
|
10
|
103
500
|
|
Танкосборник
сусла
|
1
|
1
350 000
|
1
350 000
|
202
500
|
1
552 500
|
10
|
155
250
|
|
Итого
|
|
13
050 000
|
13
050 000
|
1
957 500
|
15
007 500
|
-
|
1
500 750
|
Примерная производственная структура (ПС),
приведена в таблице 6.6 и рассчитывается по формуле:
ПС = Сгр/Ситог,
где Сгр - стоимость по искомой
группе, руб;
Ситог - общая стоимость основных
средств по всем группам, руб.
Все результаты расчетов представляют в сводной
ведомости капитальных вложений и амортизационных отчислений по цеху по форме
таблицы 6.6.
Сумма общих капитальных вложений составляет 37
518 750 руб, в том числе стоимость активной части 21 423 206,25 руб, пассивной
части 16 095 543,75руб. Годовая сумма амортизационных отчислений 34 603
54,313руб.
Таблица 6.6 - Сводная ведомость капитальных
вложений по цеху
|
Группы
основных фондов
|
Стоимость,
руб.
|
Структура,
%
|
Амортизационные
отчисления
|
|
|
|
Норма,
%
|
Сумма,
руб
|
|
1
Здания
|
11
255 625
|
30,0
|
2
|
22
511 250
|
|
2
Сооружения
|
37
518 750
|
10,0
|
3
|
11
255 625
|
|
3
Передаточные устройства
|
5
252 625
|
1,4
|
7
|
3
676 800
|
|
4
Силовые оборудование
|
5
627 812,5
|
1,5
|
5
|
2
813 900
|
|
5
Рабочие машины и оборудование
|
15
007 500
|
40,0
|
|
6
Информационное оборудование
|
5
252 625
|
14,0
|
25
|
1
313 156
|
|
7
транспортные средства
|
600
300
|
1,6
|
20
|
120
060
|
|
8
Инвентарь
|
562
781
|
1,5
|
22
|
123
811
|
|
Всего:
|
37
518 750
|
100,0
|
-
|
34
603 540
|
|
В
том числе: активная часть
|
21
423 206
|
57,1
|
|
29
621 050
|
|
пассивная
часть
|
16
095 543
|
42,9
|
|
49
824 900
|
6.4 Организация труда и расчет численности
работающих
Режим работы данного предприятия непрерывный для
основных рабочих три смены по восемь часов и прерывный для вспомогательных
рабочих одна смена по восемь часов (2 выходных в неделю) [17].
Очередной отпуск составляет для непрерывного
производства 34 дня, по болезни - 5 дней, гос.обязанности - 1 день.
Таблица 6.7 - Четырёхбригадный график при
длительности смены восемь часов
|
Бригады
|
Число
месяца
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
|
А
|
1
|
1
|
1
|
1
|
х
|
2
|
2
|
2
|
2
|
х
|
3
|
3
|
3
|
3
|
х
|
х
|
|
Б
|
3
|
3
|
х
|
х
|
1
|
1
|
1
|
1
|
х
|
2
|
2
|
2
|
2
|
х
|
3
|
3
|
|
В
|
2
|
х
|
3
|
3
|
3
|
3
|
х
|
х
|
1
|
2
|
2
|
1
|
х
|
2
|
2
|
2
|
|
Г
|
х
|
2
|
2
|
2
|
2
|
х
|
3
|
3
|
3
|
3
|
х
|
х
|
1
|
1
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Премии руководителям и специалистам
устанавливается в размере 35% от оклада, основным рабочим в размере 25% от
тарифного фонда, вспомогательным рабочим - 15 % от тарифного фонда.
Определяют отработанное за неделю время Чнедфакт,
ч по формуле:
Чнедфакт = 365∙tсм∙Kднраб/ц/(Ц∙Кнед),
(6.8)
где tсм
- длительность смены, ч;
Кднраб/ц -
количество рабочих дней за цикл, дн.;
Ц - цикл сменооборота, дней;
Кнед - количество недель в году.
Цикл сменооборота - это количество дней, в
течение которых одна бригада отработает все смены.
Подставляем числовые значения в формулу (6.8):
Чнедфакт = 365∙8∙12/(16∙52
) = 42 часа
Рассчитываем недоработку или переработку в году
(Н/П), дн:
Н/П = (Чнеднорм - Чнедфакт)
∙ ( Кнед)/ tсм, (6.9)
где Чнеднорм - нормативное
время работы в неделю, ч.
Трудовым законодательством предусмотрено, что в
нормальных условиях труда продолжительность рабочей недели должна составлять 40
часов.
Подставляем числовые значения в формулу (6.9):
Н/П = (40-42) ∙52/8 = 13дней.
Переработка составляет 13 дней, её добавляем к
отпуску.
На основании выбранного графика сменности
определяем количество выходных дней в году Квых, дн., по формуле:
Квых = (365/Ц) ∙Кднвых/ц,
где Кднвых/ц - количество
выходных за цикл.
Для четырехбригадного графика (365/16)∙4 =
91 день.
Вычисляем общее количество выходных путем
увеличения количества выходных по графику сменности на время переработки или
уменьшения количества выходных по графику сменности на время недоработки.
На основании выше приведенных расчетов
определяют плановый баланс рабочего времени, таблица 6.8 и коэффициент перехода
от штатной числен-ности к списочной.
Таблица 6.8 - Плановый баланс рабочего времени
|
Показатели
|
Непрерывный
режим
|
|
Календарный
фонд, дней
|
365
|
|
Выходные
и нерабочие дни по графику сменности, дней
|
9
|
|
Номинальный
фонд рабочего времени Тн, дней
|
274
|
|
Невыходы
по причинам: -отпуск очередной и дополнительный -болезни -выполнение
государственных и общественных обязанностей
|
34
5 1
|
|
Эффективный
фонд рабочего времени Тэф, дни часы
|
234
5 616
|
|
Коэффициент
перехода от штатной численности к списочной Кс=Тн/Тэф
|
274/234=1,17
|
Расчет численности работающих выполняют
раздельно по категориям: рабочие (основные и вспомогательные), руководители,
специалисты и служащие. Различают явочное, списочное и штатное количество
рабочих.
Явочное количество это число работников, которое
ежесуточно должно быть на производстве. Явочное количество рабочих Чяв,
чел, определяют по нормам численности на обслуживание с помощью формулы:
Чяв = А∙Ноб∙с,
где А - число единиц оборудования, ед.,
Ноб - норма численности на
обслуживание единицы оборудования, чел.,
с - число смен в сутки, ед.
При непрерывном режиме работы рассчитывают
штатную численность Чшт, чел., учитывающую подменных рабочих, число
которых равно количеству рабочих одной смены:
Чшт = А∙Ноб∙
(с+1).
Списочная численность Чсп, чел.,
учитывает тех рабочих, кто отсутствует на производстве по разным уважительным
причинам (отпуск, командировки, болезни, учеба).
Для основных рабочих расчет численности в смену
ведут с помощью норм обслуживания оборудования, которые устанавливают по данным
предприятия. Для некоторых категорий вспомогательных рабочих численность
регламентируют количеством рабочих мест, согласно штатному расписанию
предприятия.
Расчет численности основных и вспомогательных
рабочих проводят по форме таблицы 6.9.
Таблица 6.9 - Расчет
численности рабочих
|
Профессия
|
Количество
агрегатов, ед.
|
Норма
численности, чел/ед.
|
Числорабочих,
смен
|
Явочная
численность
|
Штатная
численность, чел.
|
Кс
|
Списочная
численность, чел.
|
|
|
|
|
В
смену
|
В
сутки
|
|
|
|
|
Основные
Рабочие: Слесарь-ремонтник Оператор-пивовар
|
6
6
|
1
0,33
|
3
3
|
3
1
|
9
3
|
12
4
|
1,17
1,17
|
15
5
|
|
Итого:
|
|
|
|
4
|
12
|
16
|
|
20
|
|
Вспомогательные
рабочие: Слесарь-электрик Слесарь КиПиА Уборщик
|
-
- -
|
0,33
0,33 0,33
|
3
3 3
|
1
1 1
|
3
3 3
|
4
4 4
|
1,17
1,17 1,17
|
5
5 5
|
|
Итого:
|
|
|
|
2
|
6
|
8
|
|
15
|
|
Всего:
|
|
|
|
6
|
18
|
24
|
|
35
|
В результате планирования численности рабочих
установлено, что в цехе требуется 35 рабочих, из них основных - 20 человек,
вспомогательных - 15 человек.
.5 Расчет годового фонда заработной платы
В данном разделе рассчитываем годовой фонд
заработной платы и среднюю заработную плату для отдельных категорий работников.
Исходными данными для расчетов являются:
численность работающих по профессиям и специальностям, тарифные разряды и
ставки рабочих, эффективный фонд рабочего времени на одного рабочего,
должностные оклады руководителей, специалистов.
Различают основную и дополнительную заработную
плату.
Основная зарплата представляет собой оплату за фактически
отработанное время и включает в себя тарифный фонд, премиальные, доплаты за
работу в ночное и вечернее время, в праздничные дни и за бригадирство. Тарифный
фонд Фт, ч. определяют по формуле:
Фт = Чсп·Сч·Тэф,
где Чсп - списочная численность рабочих
по данным таблицы 6.9, человек;
Сч - часовая тарифная ставка
соответствующего разряда, руб.;
Тэф - эффективный фонд рабочего
времени по данным таблицы 6.8.
Премия руководителям и специалистам составляет
35% от оклада, основным рабочим 25 % от заработка по тарифу, вспомогательным
рабочим 15% от заработка по тарифу.
Доплата за вечернее время работы (с 18.00 до
22.00) составит 20% от тарифной ставки за отработанное время, доплата за ночное
время (с 22.00 до 6.00) 40 % от тарифной ставки за отработанное время.
Отработанное время определяем путем деления количества часов, приходящихся на
вечернее или ночное время, соответственно, к общему количеству отработанного
времени за день или сутки.
Доплату за бригадирство принимаем в размере 15%
от оплаты по тарифу бригадиров, количество которых равно числу бригад в цехе.
Дополнительную заработную плату планируем с
помощью коэффициентов, которые рассчитываем как отношение фактически
неотработанного рабочим времени по причине оплачиваемого отпуска или выполнения
гос.обязанностей к эффективному фонду рабочего времени.
Коэффициент оплаты отпусков равен:
Котп. непр..= 34/234 = 0,15.
Коэффициент оплаты гос. обязанностей равен:
Кгос. непр..= 1/234 = 0,00427.
Коэффициент оплаты за первые два дня болезни:
Кгос. непр..= 5/234 = 0,021.
Результаты расчетов представлены в таблице 6.10.
Численность и должностные оклады руководителей,
специалистов и служащих принимают на основе схемы управления и штатного
расписания в цехе-аналоге.
Затем определяют заработную плату руководителей,
специалистов и служащих по форме таблицы 6.11.
Таблица 6.11 - Фонд заработной платы
руководителей, специалистов и служащих
|
Должность
|
Численность,
чел.
|
Оклад
в месяц, руб.
|
Годовой
фонд з/п, руб
|
Районный
коэффициент и северная надбавка, руб
|
Годовой
фонд заработной платы, руб
|
|
Руководители:
|
|
|
|
|
|
|
Начальник
цеха
|
3232
|
15
000
|
180
000
|
288
000
|
388
800
|
|
Зам.
начальника цеха
|
1
|
14
000
|
168
000
|
268
800
|
362
880
|
|
Итого:
|
2
|
29
000
|
348
000
|
556
800
|
751
680
|
|
Специалисты:
|
|
|
|
|
|
|
Инженер
программист
|
1
|
13
000
|
156
000
|
249
600
|
336
960
|
|
Технолог
|
1
|
13
000
|
156
000
|
249
600
|
336
960
|
|
Итого:
|
2
|
26
000
|
312
000
|
499
200
|
673
920
|
|
Всего
|
4
|
55
000
|
660
000
|
1056
000
|
1
425 600
|
|
Служащие
|
|
|
|
|
|
|
Уборщик
|
1
|
7000
|
84
000
|
134
400
|
181
440
|
|
Итого:
|
1
|
7000
|
84
000
|
134
400
|
181
440
|
Таблица 6.12 - Сводная ведомость по труду и
заработной плате
|
Категория
|
Количество,
чел
|
Годовой
фонд заработной платы, руб.
|
Среднемесячная
заработная плата, руб.
|
|
Рабочие:
|
|
|
|
|
Основные
|
20
|
5
305
121
|
22
104
|
|
Служащие
|
1
|
181
440
|
15
120
|
|
Вспомогательные
|
10
|
265
082
|
22
090
|
|
Руководители
|
2
|
751
680
|
31
320
|
|
Специалисты
|
2
|
673
920
|
28
000
|
|
Всего:
|
34
|
9
562
989
|
23
000
|
Таким образом, численность промышленного
производственного персонала по проекту составит 34 человек, годовой фонд
заработной платы - 9 562 989 руб., среднемесячная заработная плата по цеху
составит - 23 000 руб.
.6 Расчет себестоимости продукции
Перед составлением калькуляции производят расчет
расходов на содержание и эксплуатацию оборудование (РСЭО) и цеховых расходов по
форме таблиц 6.13 и 6.14.
Таблица 6.13 - Смета РСЭО
|
Статьи
расходов
|
Сумма
по проекту, руб.
|
Сумма
по аналогу, руб.
|
|
Амортизация
активной части основных средств
|
2962105,313
|
2875105,31
|
|
Содержание
и ремонт активной части основных средств
|
2650827,48
|
2650827,48
|
|
689215,145
|
689215,145
|
|
1285392,38
|
1285392,38
|
|
Внутризаводское
перемещение грузов
|
12006
|
12006
|
|
Итого:
|
7599546,31
|
Составляют смету цеховых расходов.
Таблица 6.14 - Смета цеховых расходов
|
Статьи
расходов
|
Сумма
по проекту, тыс. руб.
|
Сумма
по аналогу, тыс. руб.
|
|
Заработная
плата вспомогательных рабочих
|
181
440
|
181440
|
|
Заработная
плата руководителей, специалистов и служащих
|
1
425
600
|
1425600
|
|
Единый
социальный налог
|
370
656
|
370
656
|
|
Амортизация
пассивной части основных средств
|
498
249
|
498
249
|
|
Содержание
пассивной части основных средств
|
321
910
|
321
910
|
|
Ремонт
пассивной части основных средств
|
482
866
|
482
866
|
|
Расходы
на испытания, опыты, исследования, содержания заводских лабораторий
|
191
259
|
191
259
|
|
Охрана
труда и техника безопасности
|
382
519
|
382
519
|
|
Прочие
расходы
|
231
270
|
231
270
|
|
Итого:
|
4
085 771
|
4
085 771
|
Рассчитываем калькуляцию себестоимости продукции
(услуги) по аналогу, данные показаны в таблице 6.15.
Таблица 6.15 - Калькуляция себестоимости
продукции по аналогу
|
Статьи
затрат
|
На
единицу продукции
|
На
выпуск
|
|
Количество
|
Цена,
руб
|
Сумма,
руб
|
Количество
|
Сумма,
руб.
|
|
Сырье
и основные материалы: 1 Сусло 2 Электроэнергия, кВт
|
1,006
0,50944
|
18
1,2
|
18,110
0,583
|
6
132 759 3 105 639
|
110
401 863 3 657 709
|
|
4
Заработная плата основных рабочих
|
|
|
0,350
|
|
5
305 121
|
|
5
РСЭО
|
|
|
1,2
|
|
7
512 546
|
|
6
Цеховые расходы
|
|
|
0,67
|
|
4
085 771
|
|
Итого
цеховая себестоимость:
|
|
|
20,969
|
|
130
958 220
|
Рассчитываем калькуляцию себестоимости продукции
(услуги) по проекту, данные сводим в таблицу 6.16.
Цеховая себестоимость по аналогу составила 130
958 220 руб., по проекту - 130 615 530 руб. Изменение себестоимости произошло
за счет изменения расхода электроэнергии, и расхода сусла.
Таблица 6.16 - Калькуляция себестоимости
продукции (услуги) по проекту
|
Статьи
затрат
|
На
единицу продукции
|
На
выпуск
|
|
Количество
|
Цена,
руб
|
Сумма,
руб.
|
Количество
|
Сумма,
руб.
|
|
Сырье
и основные материалы
|
|
|
|
|
|
|
1
Сусло
|
1,0033
|
18
|
18,06
|
6
116 299
|
110
097 054
|
|
2
Электроэнергия, кВт
|
0,487
|
1,2
|
0,593
|
2
968 840
|
3
615 036
|
|
3
Заработная плата основных рабочих
|
|
|
0,35
|
|
5
305 121
|
|
4
РСЭО
|
|
|
1,2
|
|
7
512 546
|
|
5
Цеховые расходы
|
0,67
|
|
4
085 771
|
0,67
|
|
|
Итого
цеховая себестоимость:
|
|
|
20,873
|
|
130
615 530
|
6.7 Расчет основных
технико-экономических показателей
Определим фондоемкость.
Фемк = (Ка +НОСа)/Ва,
(6.10)
где Ка - капиталовложения в основные
средства по цеху-аналогу, руб;
НОСа - нормируемые оборотные средства
по цеху-аналогу, (приняты в размере 10% от полной себестоимости годового
выпуска по цеху-аналогу), руб;
Ва - выпуск продукции по аналогу, л.
Подставим числовые значения в формулу (6.10):
Фемк= (37 518 759+14 551 177,7)/6 096
182,4 = 8,3 руб/л.
Рассчитаем цену на продукцию цеха, руб./л;
Цр = Са+Ен∙
Фемк, (6.11)
где Са- себестоимость продукции в
цехе-аналоге, руб/т;
Ен - нормативный коэффициент
эффективности, Ен = 0,15;
Фемк - фондоемкость единицы
продукции, руб/л.
Подставим числовые значения в формулу (6.11):
Цр = 20,969+0,15 8,3 = 22,15 руб/л.
8,3 = 22,15 руб/л.
Определим валовую прибыль по аналогу
и проекту, руб:
Пв = (Ц-С) ∙ В, (6.12)
где С - себестоимость единицы продукции по
аналогу или проекту, руб/т;
В - выпуск продукции по аналогу или проекту, т.
Подставим числовые значения в формулу (6.12):
Пван = (22,15 -20,969) ∙
6 096 182,4 = 7 591 879 руб,
Пвпр = (22,15 -20,893) ∙
6 096 182,4 = 7 934 480 руб.
Вычислим чистую прибыль по аналогу и проекту,
руб:
Пч = Пв∙ (1 - 0,20),
(6.13)
Подставим числовые значения в формулу (6.13):
Пчан = 7 592 257∙(1
- 0,20) = 5 770 056,768 руб,
Пчпр = 7 939 740∙(1
- 0,20) = 6 030 205,255 руб.
Определим рентабельность производства по аналогу
и проекту.
Рп = 100∙Пв/(К+НОС),
(6.14)
где К - капиталовложения в основные средства по
аналогу или проекту, руб;
НОС - нормируемые оборотные средства по аналогу
или проекту (приняты в размере 10% от полной себестоимости годового выпуска по
цеху - аналогу или проекту), руб.
Подставим числовые значения в формулу (6.14)
рассчитаем рентабельность производства по аналогу и проекту:
Рпан = 100*79 254 634 /(32
625 000 + 28 464 35,7) = 15% ,
Рппр = 100*79 806 290 /(32
625 000 + 28 464 35,7) = 15,4% .
Рассчитаем затраты, приходящиеся на один рубль
товарной продукции по аналогу и проекту, руб./руб.
ЗТП = Сед / Ц, (6.15)
где Сед - себестоимость единицы
продукции, руб.
Подставим числовые значения в формулу (6.15):
ЗТПан = 20,969/22,15 =
0,9438 руб,
ЗТПпр =
20,893/22,15 = 0,9413руб.
Определим фондоотдачу по аналогу и проекту:
Фо = В·Ц / К, (6.16)
Фоан = (6 096 182,4·22,15)/
37 083 750 = 3,645,
Фопр = (6 096 18,4·22,15)/
37 518 750 = 3,603.
Вычислим производительность труда на одного
работающего в цехе.
Пппп = В×Ц
/ Чппп, (6.17)
где Чппп - численность
промышленно-производственного персонала цеха аналога или проекта, чел.
Подставим числовые значения в формулу (6.17):
Ппппан = 6 096 182,4·22,15/35
= 3 976 039 руб/чел,
Пппппр = 6 096 182,4·22,15/35
= 3 976 039 руб/чел.
Результаты расчетов представим в таблицу 6.17.
Таблица 6.17 - ТЭП варочного цеха компании
«Балтика - Пикра»
|
Показатели
|
Ед.
изм.
|
Проект
|
Аналог
|
Отклонение
|
|
Годовой
выпуск продукции в натуральном выражении
|
л
|
6
096 182
|
6
096 182
|
-
|
|
Капиталовложения
в основные средства
|
руб.
|
37
518 750
|
37
083 750
|
+435
000
|
|
Фондоотдача
|
руб./руб.
|
3,603
|
3,645
|
-0,004
|
|
Численность
ППП
|
чел.
|
35
|
35
|
-
|
|
Производительность
труда ППП
|
руб/чел
|
3
976 039
|
3
976 039
|
-
|
|
Себестоимость
годового выпуска
|
руб.
|
130
615 530
|
130
958 220
|
-342
690
|
|
Затраты
на один рубль товарной продукции
|
руб./руб.
|
0,9413
|
0,9438
|
-0,0025
|
|
Прибыль
валовая
|
руб.
|
7
934 480
|
7
591 790
|
342
690
|
|
Прибыль
чистая
|
руб.
|
6
030 205
|
5
770 056
|
260
148
|
|
Рентабельность
производства
|
%
|
15,4
|
15,0
|
0,4
|
|
ЧДД
|
руб.
|
899
186
|
-
|
-
|
|
ИДД
|
|
3,07
|
-
|
-
|
|
Срок
окупаемости
|
лет
|
1,27
|
-
|
-
|
Анализируя изменения основных ТЭП работы цеха
после внедрения проекта, можно сделать следующие выводы.
Годовой выпуск не изменился и составил 6 096 182
л/год. По проекту потребуются дополнительные капиталовложения в размере 435 000
руб.
Численность промышленно-производственного
персонала составит 35 чел. Производительность труда не изменится и составит 3
976 039 руб.
В результате планирования численности рабочих
установлено, что в цехе требуется 35 рабочих, из них основных - 20 человек,
вспомогательных - 15 человек.
Себестоимость годового выпуска уменьшилась на
342 960 руб. за счет изменения расхода сусла и экономии электроэнергии.
Рентабельность увеличилась на 0,4 %. ЧДД за
расчетный период положительный и составил 899 186 руб. ВНД больше, чем ставка
по банковскому счету.
Срок окупаемости менее нормативного и составит
1,27 лет.
Следовательно, можно сделать вывод, что
внедрение АСР температуры сусла на выходе теплообменника целесообразно.
Заключение
В дипломном проекте был рассмотрен процесс
охлаждения сусла в пластинчатом теплообменнике, произведен выбор контролируемых
и регулируемых, параметров. Разработана система контроля и регулирования
параметров охлаждения сусла в пластинчатом теплообменнике. Учитывая особенности
нашего объекта автоматизации были выбраны и обоснованы технические средства,
разработана структура АСУ ТП в GENESIS-32.
В специальной части произведен расчет параметров
ПИД - регулятора автоматической системы температуры сусла на выходе
теплообменника, данные параметры были оптимизированы в программе MATLAB,
был построен переходный процесс с оптимальными настройками ПИД-регулятора. АСР
проверена на оптимальность и грубость, а так же по АФX
доказано, что система является устойчивой - запас устойчивости по амплитуде С =
0,42 и фазе φ = 33º.
В разделе электроснабжение была рассмотрена
схема электроснабжения проектируемого цеха, были выбраны силовые кабеля,
трансформаторы, произведен расчет электрического освещения цеха.
В разделе БЖД рассмотрены опасные и вредные
факторы на предприятии и предложены меры сокращающие риск здоровью работников.
В экономической части проекта было доказана
экономическая целесообразность внедрения АСР температуры сусла на выходе теплообменника,
произведен анализ изменения основных технико-экономических показателей работы
цеха после внедрения проекта, и рассчитано что по проекту потребуются
дополнительные капиталовложения в размере 435 000 рублей и срок окупаемости
проекта составит 1,27 лет.
Список использованных источников
1. Пивоваренная компания «Балтика»
. Ермолаева, Г.А. Технология и
оборудование производства пива и безалкогольных напитков : учеб. пособие для
вузов / Г.А. Ермолаева, Р.А. Колчева; Мин-во общ. и проф. образования РФ. -
М.:, 2000, - 415 с.
. Автоматическое управление
металлургическими процессами: пособие по курсовому и дипломному проектированию
/ В.А. Осипова, В.П. Тихонов, А.А. Дружинина, Н.В. Федорова. - Красноярск: ИПК
СФУ, 2009. - 132 с.
. SIMATIC S7-300 - семейство
микроконтроллеров SIEMENS
. Промышленное оборудование. Каталог
оборудования
. Лапаев И.И. Автоматизация
технологических процессов металлургических предприятий: учебно-метод. пособие /
И.И. Лапаев, А.А. Буралков; ГАЦМиЗ - Красноярск, 1998. - 136 с.
. Филлипс Ч. Системы управления с
обратной связью: лаборатория знаний / Ч. Филлипс, Р. Харвор; 2001. - 616 с.
. Сибюкин Ю.Д. Справочник
электромонтажника: учеб. пособие / Ю.Д. Сибюкин. - изд-во HTC,
2008. - 336 с.
. Значения коэффициентов спроса для
заводов промышленности
. Федоров А.А. Основы
электроснабжения промышленных предприятий: учеб. / А.А. Федоров, В.В. Каменева;
- М.; 1979. - 408 с.
. Буралков А.А. Методические
указания по выполнению раздела “Электроснабжение и электрооборудование цеха” в
дипломном проекте студентов специальности 220301 АМЦ / А.А. Буралков. -
Красноярск, 2009. - 25 с.
. Белов С.В. Безопасность
жизнедеятельности: учеб. пособие / C.В.
Белов, А.В. Ильницкая, А.Ф. Козьяков - Изд. 3-е, испр. и доп. - М.: Высш. шк.,
2007. - 237 с.
. Овчаренко А.Г. Безопасность
жизнедеятельности. Часть 1. / А.Г. Овчаренко, Л.И. Трут, С.Л. Раско. - Бийск,
2006. - 336с.
. Фролов А.В. Методические указания
к разделу "Безопасность жизнедеятельности" дипломного проекта. / А.В.
Фролов, Ю.Г. Афанасьев. - Бийск, 2005. - 23с.
. Ребрин Ю.И. Основы экономики и
управления производством: конспект лекций / Ю.И. Ребрин. - МГТУ - Москва, 2000.
- 145 с.
16.
Ким Т.В.
<http://www.knigka.info/index.php?do=search&subaction=search&story=%D0%A2.%D0%92.%D0%9A%D0%B0%D1%80%D0%BF%D0%B5%D0%B9>Организация
и планирование производства / Т.В. Ким
<http://www.knigka.info/index.php?do=search&subaction=search&story=%D0%A2.%D0%92.%D0%9A%D0%B0%D1%80%D0%BF%D0%B5%D0%B9>.
- М: 2004. - 328с.
.
Синица Л.М. Организация производства: учеб. пособие / Л.М. Синица. -М.: Высш.
шк., 2003. - 286с.
.
СТО 4.2-07-2010. Общие требования к построению, изложению и оформлению
документов учебной и научной деятельности