â
18 â., áûëè
òÿæåëûìè è
ãðîìîçäêèìè.
 1860 ã. ôðàíöóçñêèé
èíæåíåð
Ýòüåí
Ëåíóàð
èçîáðåë ïåðâûé
äâèãàòåëü
âíóòðåííåãî
ñãîðàíèÿ,
ðàáîòàþùèé
íà
ñâåòèëüíîì
ãàçå. Â 1870 ã. Ý. Ëàíãåí
è Í. Îòòî
(Ãåðìàíèÿ)
ïîñòðîèëè
÷åòûðåõòàêòíûå
ãàçîâûå
äâèãàòåëè ñ
ïðèíóäèòåëüíûì
âîñïëàìåíåíèåì
ñìåñè, à â 1897 ã.
íåìåöêèé
èíæåíåð Ð.
Äèçåëü
ñîçäàë
ïåðâûé ñòàöèîíàðíûé
äâèãàòåëü ñ
âîñïëàìåíåíèåì
ðàáî÷åé
ñìåñè îò
ñæàòèÿ -
äèçåëü. Â 1883 ã.
ïîÿâèëñÿ àâòîìîáèëü
ñ
äâèãàòåëåì
âíóòðåííåãî
ñãîðàíèÿ,
ïîñòðîåííûé
Ê. Áåíöåì, â 1888 ã. -
ïåðâûé ìîòîöèêë
Ã. Äàéìëåðà.
Ðàçâèòèå
àâòîìîáèëüíîé
òåõíèêè
ñîïðîâîæäàëîñü
ñîâåðøåíñòâîâàíèåì
íàó÷íûõ äèñöèïëèí,
ñâÿçàííûõ ñ
èçó÷åíèåì
ýêñïëóàòàöèîííûõ
ñâîéñòâ àâòîìîáèëÿ.
 1906 ã.
ïðîôåññîð Â. È.
Ãðèíåâåöêèé
ðàçðàáîòàë
ìåòîä
òåïëîâîãî
ðàñ÷åòà
äâèãàòåëÿ. Â
äàëüíåéøåì
ýòîò ìåòîä
áûë äîïîëíåí
ïðîôåññîðîì
Å. Ê.
Ìàçèíãîì,
àêàäåìèêîì
Á. Ñ,
Ñòå÷êèíûì è
äðóãèìè
ó÷åíûìè.
Ìíîãî ñäåëàíî
â îáëàñòè
ñîâåðøåíñòâîâàíèÿ
àâòîìîáèëüíûõ
äèçåëåé
÷ëåíîì -
êîððåñïîíäåíòîì
ÀÍ ÑÑÑÐ Í. Ð.
Áðèëèíãîì, Ã.
Ã. Êàëèøåì, Ì.
Ñ. Õîâàõîì è
äð.
Ýêñïëóàòàöèîííûå
ðåæèìû
ðàáîòû äâèãàòåëÿ
èññëåäîâàëè
È. Ì. Ëåíèí, Í. Õ.
Äüÿ÷åíêî, Ä. À.
Ðóáåö.
Ïðîáëåìû
âèáðîàêóñòèêè
äâèãàòåëåé
è ýêîëîãèè
òðàíñïîðòíûõ
ñðåäñòâ èññëåäîâàëèñü
членом - корреспондентом РАН В. Н. Луканиным.
Теория автомобиля изучает его эксплуатационные
свойства, обеспечивающие перевозку грузов и пассажиров с максимальной
производительностью, безопасностью и комфортабельностью при минимальных
трудовых и материальных затратах. Теоретический анализ эксплуатационных свойств
позволяет выяснить предельные (потенциальные) возможности автомобиля и
реализовать в эксплуатационных условиях свойства, которыми обладает рассматриваемая
конструкция автомобиля.
Теория автомобиля формировалась и развивалась в
результате деятельности научных организаций и ученых многих стран. В нашей
стране для развития автомобильной науки в 1918 г. была создана автомобильная
лаборатория, ставшая научным центром и сыгравшая большую роль в развитии
автомобильной промышленности. В 1921 г. на базе этой лаборатории был
организован Центральный институт (НАМИ), который стал базой для большинства
новых, научно обоснованных разработок двигателей и автомобилей.
Исследования знаменитого русского ученого Н. Е.
Жуковского и академика Е. А. Чудакова стали базовыми для анализа
эксплуатационных свойств автомобилей и разработки методов экспериментального
исследования поведения автомобиля в различных дорожных условиях. В последующих
работах ( « Динамическое и экономическое исследования автомобиля », 1928, «
Тяговый расчет автомобиля », 1947 и др. ) Е. А. Чудаков определил цели и задачи
теории автомобиля, разработал научный метод теоретического и экспериментального
исследования эксплуатационных свойств, которые являются базовыми в современном
курсе « Теория автомобиля ».
Основоположником отечественной автомобильной
школы является академик Е. А. Чудаков, которому принадлежат более двухсот работ
по различным отраслям автомобильной науки. Профессор Г. В. Зимелев исследовал
тяговую динамичность автомобиля и предложил аналитический метод расчета ее
показателей. Я. М. Певзнер и А. С. Литвинов разработали теорию движения
автомобиля на повороте. Б. С. Фалькевич и Н. К. Куликов исследовали топливную
экономичность автомобиля. В области тормозной динамики успешно работали Н. А.
Бухарин и А. Б. Гредескул, а вопросы плавности хода обобщены в трудах Р. В.
Ротенберга. Большая работа по исследованию эксплуатационных свойств автомобильного
поезда проделана Н. А. Яковлевым и Я. Х. Закиным.
Решающим условием успешного развития любой
теории является ее неразрывная связь с практикой. Над конкретизацией основных
положений теории и приложением их к решению реальных задач эксплуатации
автомобиля работали Г. В. Крамаренко, Л. Л. Афанасьев, Д. П. Великанов и др.
Идеи Е. А. Чудакова, Г. В. Зимилева и Н. А.
Яковлева послужили основой для выпуска в 1932 - 1939 гг. учебников и учебных
пособий, в которых кроме метода анализа эксплуатационных свойств автомобиля
рассмотрены критерии их количественной оценки. Повышение эффективности
транспортной работы связано с требованием увеличения скоростей движения, т. е.
сокращением времени перевозок, что невозможно без соблюдения условий
безопасности, которая в свою очередь зависит от такого эксплуатационного
свойства, как тормозная динамичность.
Результаты исследования тормозной динамичности,
начатого Н. А. Бухариным в 1946 г., были дополнены А. Б. Гредескулом, М. А.
Петровым и А. А. Ревиным. Совершенствование конструкции устройств управления
режимом движения автомобиля с помощью компьютера, получающего информацию от
устройств электронного технического зрения под контролем искусственного
интеллекта, начало которому в Российской Федерации положено А. А. Юрчевским,
открыло путь для реализации эффективного и безопасного автоматизированного
транспортного процесса. Повышение скоростей движения автомобилей привело к
необходимости решения проблем устойчивости и управляемости. В труде Я. М.
Певзнера «Устойчивость автомобиля» (1947 г.) подробно исследованы особенности
криволинейного движения автомобиля с учетом поперечной эластичности шин. Этот
сложный вопрос в дальнейшем изучался В. А. Иларионовым, А. С. Литвиновым и Я.
К. Фаробиным. Колебания и плавность хода автомобиля исследованы Р. В.
Ротенбергом, И. Г. Пархиловским, Р. А. Акопяном, Н. Н. Яценко. Ими разработаны
методы испытания автомобиля на плавность хода, предложены оценочные показатели.
Я. Х. Закин, Д. А. Антонов, Г. А. Смирнов, В. Ф. Платонов исследовали
устойчивость автопоезда, разработали разделы теории движения многоосных
автомобилей. В трудах Л. Л. Афанасьева и Г. В. Крамаренко показаны пути
применения теоретических положений к решению эксплуатационных задач для
повышения производительности подвижного состава и снижения себестоимости
перевозок.
Соответствие конструкции требованиям
эксплуатации является обязательным условием успешного развития автомобильной
техники. Над усовершенствованием конструкции автомобилей работают большие
коллективы научных, учебных институтов и конструкторских бюро автомобильных
заводов, возглавляемые ведущими специалистами отраслей. Ряд автомобилей
Горьковского автомобильного завода (ГАЗ) создан под руководством А. А.
Липгарта. Проектированием легковых автомобилей на Московском автомобильном заводе
им. И. А. Лихачева (ЗИЛ) руководил А. Н. Островцев, а грузовых автомобилей А.
М. Кригер. В. В. Осепчуговым и М. С. Высоцким проведена большая работа по
совершенствованию конструкции и проектированию новых моделей автомобилей
большой грузоподъемности.
Научно - исследовательские институты
автомобильного транспорта изучают характерные условия эксплуатации автомобилей
в стране, обобщают опыт передовых автотранспортных предприятий и водителей,
разрабатывают требования к вновь создаваемым и модернизируемым транспортным
средствам, работают над конкретизацией основных положений теории автомобиля и
приложением их к решению реальных задач эксплуатации. Это дает возможность
предъявить научно обоснованные требования ко вновь создаваемым и
модернизируемым моделям автомобилей.
С расширением автомобильного парка увеличиваются
материальные и человеческие потери, вызываемые дорожно-транспортными
происшествиями. Снижение аварий на автомобильном транспорте возможно лишь при
внимательном изучении их причин наряду с улучшением безопасности автомобиля. В
нашей стране основы научного анализа процесса возникновения и способов
предотвращения дорожно-транспортных происшествий разработаны В. А. Иларионовым,
внесшим большой вклад в развитие теории автомобиля.
Во многих странах идет усиленная работа по
обеспечению безопасности людей и сохранности грузов при аварии. Большую роль
при этом играют автоматические устройства и системы, срабатывающие в опасных
дорожно-транспортных ситуациях и берущие на себя функции управления
автомобилей. Решению этих проблем посвящены ряд разделов международной научной
программы « Эврика » и Европейской программы « Прометеус » (программа
Европейского транспорта наивысшей эффективности и супернадежности).
1.
Общая часть
1.1 Анализ и описание конструкции
Наиболее крупными и сложными
кривошипно-шатунного механизма является блок цилиндров. Он имеет сложную форму,
поэтому изготавливается литьём. Между блоком цилиндров и головкой установлена
прокладка. Спереди (а иногда и сзади) также через прокладку к блоку крепится
крышка распределительных шестерен. Все остальные детали кривошипно-шатунного
механизма расположены в блоке цилиндров, их обычно объединяют в несколько
групп.
Блок цилиндров двигателя КамАЗ 6540 отливают
вместе с цилиндрами, внутренние поверхности которых обрабатывают шлифованием.
Пространство между внутренней поверхностью стенок блока и цилиндрами образует
рубашку охлаждения, заполняемую жидкостью для охлаждения цилиндров. В
поперечных перегородках нижней части картера блока расположены, коренные шейки
коленчатого вала с крышками. Снизу картер блока закрывается поддоном с
прокладкой, в котором помещается необходимый запас масла для смазочной системы.
Торцовая часть блока, в которой размещают детали привода распределительного
вала, закрывается крышками. Его отливают из чугуна (СЧ 21, СЧ 15, СЧ 21) или из
алюминиевых (например АЛ4 , АЛ9) сплавов. Соотношение масс чугунных и
алюминиевых блок цилиндров составляет примерно 4:1. За одно с блоком отлита
верхняя часть картера.
1.2 Определение класса восстановляемой детали
Блок цилиндров двигателя КамАЗ 6540 относится к
классу корпусные детали. Корпусные детали предназначены для креплений деталей
агрегата, имеют: отверстие для установки подшипников, втулок, вкладышей, валов,
гильз, штифтов и резьбовых отверстий для крепления деталей; плоскости и
технологические плоскости. Общих конструктивно-технологическим признаком для
большинства корпусных деталей является наличие плоской поверхности и двух
установочных отверстий, используемых в качестве установочной базы как при
изготовлении так и при восстановлений деталей данного класса.
В процессе эксплуатации двигатель КамАЗ 6540
подвергался химическому, тепловому и коррозионному воздействию газов и
охлаждающей жидкости, механические нагрузки от переменного давления газов,
динамические нагрузки, вибрации, контактным нагрузкам, влиянию абразивной среды
и т.д. Для данного класса деталей основными видами износа
коррозиооно-механические и молекулярно-механический, которые характеризуются
следующими явлениями: молекулярным схватыванием, переносом материала,
разрушением возникающих связей, выравниванием частиц и образованием продуктов
химического взаимодействия металла с агрессивными элементами среды.
1.3 Обоснование
целесообразности восстановления детали
Восстановление деталей имеет большое
экономическое значение. Основным источником экономической эффективности
восстановления детали является использование её остаточного ресурса. Около 65 -
70 % деталей автомобиля прошедшего срок службы до капитального ремонта имеют
остаточный ресурс и могут быть использованы повторно, после небольшого ремонта,
либо после полного восстановления.
Стоимость восстановления детали в зависимости от
конструктивных особенностей и степени изношенности детали составляет половину
от стоимости новой детали. При этом, чем сложнее деталь, тем, стало быть,
дороже она в изготовлении, тем ниже затраты на ее изготовление.
Экономическая эффективность восстановления
детали по сравнению с ее изготовлением объясняется рядом причин.
. При восстановлении детали значительно
сокращаются расходы на материалы и полностью исключаются затраты связанные с
получением заготовок.
. «Родная» деталь лучше, и быстрее
прирабатывается к старому агрегату, чем новая, вследствие чего, нет
непредвиденных дефектов и др.
1.4 Анализ дефектов
детали
Анализ проводится с целью выявления
целесообразности устранения дефектов детали. Необходимо произвести оценку
степени влияния каждого дефекта на эффективность и безопасность использования
детали с учётом назначения и конфигурации, показателей её качества, режимов и
условий эксплуатации.
Критическим называется дефект, при наличии
которого использование детали по назначению практически невозможно или
исключается в соответствии с требованиями безопасности.
Значительным называется дефект, который существенно
влияет на использование детали по назначению и на её долговечность, но не
является критическим.
Малозначительным называется дефект, который не
оказывает существенного влияния на использование детали по назначению и её
долговечность.
Определение сочетание дефектов, каждый из
которых при отдельном его рассмотрении является малозначительным или
значительным, могут быть эквивалентная критическому дефекту. Из этого следует,
что изношенная деталь должна выбраковываться не только в случае, когда размер одной
из её поверхности превышает допустимый для ремонта, но и когда совокупность
дефектов (малозначительных и значительных) делает её восстановление
экономически нецелесообразным.
В процессе эксплуатации детали класса корпусные
подвергаются химическому, тепловому и коррозионному воздействию газов и
охлаждающей жидкости, механические нагрузки от переменного давления газов,
динамические нагрузки, вибрации, контактным нагрузкам, влиянию абразивной среды
и т.д.
Основные дефекты в блоке цилиндров:
. Пробоины на стенках рубашки охлаждения или
картера.
. Износ торцов первого коренного подшипника.
. Трещины и отколы.
. Износ нижнего посадочного отверстия под
гильзу.
. Износ верхнего посадочного отверстия под
гильзу.
. Износ отверстий под толкатели.
. Износ гнезд вкладышей коренных подшипников и
их несоосность.
. Износ отверстий под втулки распределительного
вала.
Трещины на блоках цилиндров (как и пробоины)
являются их браковочными признаками. Однако допускается устранение пробоин
постановкой заплат, а трещины - заваркой и заделкой синтетическими материалами
с последующей постановкой усиливающих деталей.
1.5 Обоснование
размеров партии
В условиях ремонтного производства (по опыту
ремонтных предприятий) размер партии принимают равной месячной или квартальной
потребности в ремонтируемых или изготавливаемых деталях, размер партии
определяется по формуле:
 (1)
(1)
Где  шт. - годовая производственная
программа
шт. - годовая производственная
программа
 шт. - количество одноименных
деталей в узле, агрегате
шт. - количество одноименных
деталей в узле, агрегате
 - коэффициент ремонта
- коэффициент ремонта
- число месяцев в году
 шт.
шт.
2.
Технологическая часть
.1 Выбор
способа устранения дефектов детали
В настоящие время ремонтные
предприятия располагают достаточно большим числом проверенных практикой
способов восстановления деталей двигателя КамАЗ 6540 позволяющих возвратить
работоспособность изношенным и повреждённым деталям. К ним относятся способы
ремонтных размеров, дополнительных деталей, пластической деформации,
электролитических и газотермических покрытий, наплавки и др. Однако не все из
указанных способов восстановления деталей являются равноценными.
При использовании способа ремонтных
размеров усложняется система снабжения запасными частями, технической
документацией, возникает необходимость больших запасов деталей различной
номенклатуры. Кроме того, многократное использование данного способа приводит к
снижению запасов прочности деталей, уменьшению их износостойкости, так как при
этом постепенно снимается упрочнёнными различными способами поверхностный слой
металла.
При использовании способа дополнительных
деталей значительно увеличиваются затраты на восстановления изделия и это, во
многих случаях, приводит к тому, что указанный метод оказывается экономически
неэффективным. Особенно нерационально использовать данный способ для
восстановления деталей, имеющих незначительные износы.
Простой и экономичный способ
восстановления деталей пластической деформации имеет ограниченную область
применения и часто не может быть использован для восстановления конкретных
изделий в связи со специфическими особенностями их конструкции.
Для того чтобы из существующих
способов нанесения покрытий выбрать наиболее рациональный, необходимо правильно
оценить как сами покрытия, так и применить их для восстановления конкретных
деталей. Впервые экспериментальные и теоретические исследования выбора способа
восстановления деталей были выполнены В.А. Шадричевым. По предложенной им
методике способ восстановления деталей должен выбираться в результате
последовательного трёх критериев: применимости, долговечности и технико-экономической
эффективности. В дальнейшем эта методика была конкретизирована,
усовершенствована, в особенности применительно к понятию первого и третьего
критериев, и приведена к виду, удобного для практического применения.
Согласно рассматриваемой методике,
выбираемы способ восстановления (СВ) выражается как функция (f) трёх
коэффициентов:
 (2)
(2)
где,  - коэффициент применимости способов,
учитывающий его технологические, конструкционные и эксплуатационные особенности
детали;
- коэффициент применимости способов,
учитывающий его технологические, конструкционные и эксплуатационные особенности
детали;
 - коэффициент долговечности,
обеспечиваемый способом восстановления, примирительного к данному виду
восстановления деталей;
- коэффициент долговечности,
обеспечиваемый способом восстановления, примирительного к данному виду
восстановления деталей;
 - коэффициент технико-экономической
эффективности способа восстановления, характеризующий его производительность и
экономичность.
- коэффициент технико-экономической
эффективности способа восстановления, характеризующий его производительность и
экономичность.
Общая методика выбора рационального
способа состоит из трёх этапов.
.Рассмвтривают различные способы
восстановления и производят выбор из них таких, которые удовлетворяют
необходимому значению коэффициента .
. Из числа способов восстановления,
удовлетворяющих , проводят
выбор тех, которые обеспечивают последующий межремонтный ресурс восстановлённых
деталей, т.е. удовлетворяю значению коэффициента долговечности .
. Если установлено, что требуемому
значению для данной
детали соответствуют два или нескольких способов восстановления, то выбирают из
них те, у которых наилучшее значение .
Для исключения субъективных при
выборе рациональных способов восстановления деталей введено понятие
коэффициента применимости, численное значение которого ограничивается двумя
уровнями:
1- способ восстановления деталей по всем
его параметрам применим для восстановления данной детали;
0- способ восстановления для данной детали
неприменим.
Применимость способов для восстановления
конкретных деталей оценивается в результате расчётов по обобщённому показателю.
 (3)
(3)
где,  - частные показатели, которые так
же, как и обобщённый показатель, могут принимать только два значение: 1- способ
оп данной характеристики отмечен соответствующему параметру детали (мог быть
применён); 0 - способ по рассматриваемой характеристике не может быть применён
для восстановления детали.
- частные показатели, которые так
же, как и обобщённый показатель, могут принимать только два значение: 1- способ
оп данной характеристики отмечен соответствующему параметру детали (мог быть
применён); 0 - способ по рассматриваемой характеристике не может быть применён
для восстановления детали.
Схема решения данной задачи
приведена на рисунке 1.
Нет Нет
Рисунок 1 Блок схема расчета обобщённого
показателя: параметры характеризующие восстановляемую деталь (Х1- вид
материала; Х2- вид поверхности; Х3 - наружный диаметр, мм; Х4 - внутренний
диаметр, мм; Х5- требуемая величина покрытия, мм; Х6 - отношение к
знакопеременным нагрузкам; Х7- вид сопряжения); Zi
- технологические характеристики способа восстановления (Z1
- вид металлов и сплавов, по отношению к которым применим метод; Z2
- вид поверхности восстановления; Z3
- минимально допустимый наружный диаметр восстановления, мм; Z4
- минимально допустимый внутренний диаметр восстановления, мм; Z5
- обеспечиваемая толщина (глубина) наращивания или упрочнения; Z6
- вид нагрузки на восстановляемую поверхность; Z7
- сопряжение и посадка восстановленной поверхности).
Коэффициент долговечности - определяется
как функция трёх аргументов:
 (4)
(4)
где  ,
,  и
и  - коэффициенты соответственно
износостойкости, выносливости и сцепляемости.
- коэффициенты соответственно
износостойкости, выносливости и сцепляемости.
Коэффициент долговечности равен
значению того из коэффициентов, который имеет наибольшую величину.
Значения коэффициентов
износостойкости и выносливости определяется на основании стендовых и
эксплуатационных сравнительных испытаний новых и восстановленных деталей.
Сложнее обстоит дело с коэффициентом
сцепляемости, который определяется по формуле:
 (5)
(5)
где  - опытное значение для данной
детали прочности сцепления наращенного слоя с основным металлом, кгс/мм2;
- опытное значение для данной
детали прочности сцепления наращенного слоя с основным металлом, кгс/мм2;  - эталонное
значение прочности сцепления, кгс/мм2.
- эталонное
значение прочности сцепления, кгс/мм2.
Опытное значение прочности сцепления
наращенного слоя с основным металлом определяют методом отрыва штифта от
покрытия. Эталонные значения прочности сцепления: для наружных стальных
поверхностей, воспринимающие значительные ударные или знакопеременные нагрузки
- 50 кгс/мм2; для наружных стальных и чугунных поверхностей, не воспринимающих
значительные ударные ил знакопеременные нагрузки - 20 кгс/мм2; внутренних
посадочных поверхностей под подшипники, не воспринимающие знакопеременные ударные
нагрузки стальных, чугунных или детали из алюминиевых сплавов - 5 кгс/мм2;
наружных или внутренних стальных или чугунных поверхностей не воспринимающих
значительные ударные или знакопеременные нагрузки слоем, характеризующихся
пористостью, при работе сопряжения в условиях обильной смазки - 4 кгс/мм2.
Значение коэффициента не могут
быть выше единице.
Схема решения данной задачи
аналогична рисунку 1.
При определении экономического
эффекта, получаемого от восстановления деталей на единицу продукции, а не за
определённый промежуток времени, нельзя не учитывать относительную
производительность способов восстановления.
Сравнение производительности
характерных способов восстановления, например наплавочных, не связано с
какими-либо трудностями. Затруднение возникают при попытке сравнения
производительности принципиально отличающихся способов. Чтобы избежать этого,
вводится понятие условной детали. За условную деталь принят полый валик
(применительно к способам пластических деформаций) диаметром 40 мм, длинной 100
мм и с величиной износа на сторону 0,2 мм.
Производительность различных
способов определялась исходя из основного времени, затрачиваемую на
предварительную обработку (если требуется в данном способе), собственно
восстановление (раздачу или наращивание) и последующею механическую обработку,
и сравнилась с производительностью ручной дуговой наплавки. Значение
коэффициента производительности ( ) определялось по зависимости:
) определялось по зависимости:
 (6)
(6)
где  ,
,  - основное время восстановления
условной детали соответственно ручной наплавкой и i-м способом.
- основное время восстановления
условной детали соответственно ручной наплавкой и i-м способом.
2.2
Разработка маршрутной карты
Разработку маршрутной карты начнем с
выбора маршрута и составления плана операций на устранение дефекта. Я решил
описать восстановление блока цилиндров двигателя КамАЗ 6540 с имеющимися у него
дефектом трещины и пробоины:
План устранения дефекта :
Мойка, очистка блока от накипи и
остатков асфальтосмолистых отложений и топливо-смазочных материалов.
Контроль размеров.
Ручная сварка
Наплавка.
Контроль размеров.
Шлифование.
Мойка и продувка детали сжатым
воздухом.
Контроль размеров.
Ìàðøðóòíàÿ
êàðòà.
|
|
|
|
|
|
|
Ìàðøðóòíàÿ
êàðòà
|
ÒÐ
|
|
|
|
|
Ëèò.
|
ó
|
|
|
|
|
|
|
|
|
Ëèòåð
|
Íàèìåíîâàíèå
è ñîäåðæàíèå
îïåðàöèè
|
Ïðèñïîñîáë.
è âñïîìîã. èíñòðóìåíòû
(íàèìåíîâàíèå,
êîä)
|
Ðàáî÷èé
èíñòðóìåíò
(íàèìåíîâàíèå,
êîä)
|
Èçìåðèòåëüíûé
èíñòðóìåíò
(íàèìåíîâàíèå,
êîä)
|
|
öåõà
|
ó÷àñòêà
|
îïåðàöèè
|
|
|
|
|
|
|
1
|
2
|
1
|
Ìîéêà,
î÷èñòêà áëîêà
îò íàêèïè è îñòàòêîâ
àñôàëüòîñìîëèñòûõ
îòëîæåíèé è òîïëèâî-ñìàçî÷íûõ
ìàòåðèàëîâ
|
Ìîå÷íàÿ
óñòàíîâêà S-800
|
Øëàíã
S-800, íàñàäêè
|
Ù¸òêè,
2-õ òèï, ìîþùèå
ñðåäñòâà
|
-
|
|
1
|
2
|
2
|
Êîíòðîëü
ðàçìåðîâ
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð
|
|
2
|
3
|
3
|
Ðó÷íàÿ
ñâàðêà
|
Ñâàðî÷íûé
àâòîìàò R-250
|
Áîðìàøèíà,
øàáåð, êðåéöìåéñåð.
|
Ñòàëüíàÿ
ù¸òêà, çóáèëî,
ñâåðëî 3ìì
|
-
|
|
2
|
3
|
4
|
Íàïëàâêà
|
Ñâàðî÷íûé
àâòîìàò LT-5000
|
Áîðìàøèíà,
øàáåð, êðåéöìåéñåð
|
Ìåõ-êèå
íî-öû, çóáèëî,
ìîëîòîê
|
-
|
|
1
|
2
|
5
|
Êîíòðîëü
ðàçìåðîâ
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð
|
|
3
|
1
|
6
|
Øëèôîâàíèå
|
Øëèôîâàëüíûé
ñòàíîê Ðóñü-20
|
-
|
-
|
Øòàíãåíöèðêóëü
|
|
1
|
2
|
7
|
Ìîéêà
è ïðîäóâêà äåòàëè
ñæàòûì âîçäóõîì
|
Ìîå÷íàÿ
óñòàíîâêà S-800, êîìïðåññîð.
|
Øëàíã
ST-900, íàñàäêè,
ñïåö. øëàíã.
|
Ù¸òêè,
2-õ òèï, ì-å ñðå-âà,
ñïåö. øëàíã.
|
-
|
|
1
|
2
|
8
|
Êîíòðîëü
ðàçìåðîâ
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð
|
|
|
|
Ëèñò
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ëèñò
|
|
Èçì
|
Ëèñò
|
¹
äîêóì.
|
Ïîäïèñü
|
Äàòà
|
Èçì.
|
Ëèñò
|
¹
äîêóì.
|
Ïîäïèñü
|
Äàòà
|
Í.
êîíòð.
|
|
|
Äàòà
|
|
2.3 Ñîñòàâëåíèå
îïåðàöèîííîé
êàðòû
Îïåðàöèîííàÿ
êàðòà ïðåäíàçíà÷åíà
äëÿ îïèñàíèÿ îïåðàöèé
òåõíîëîãè÷åñêîãî
ïðîöåññà èçãîòîâëåíèÿ
(âîññòàíîâëåíèÿ)
èçäåëèÿ ñ ðàñïðåäåëåíèåì
îïåðàöèé íà ïåðåõîäû,
ñ óêàçàíèÿìè
ðåæèìîâ òåõíîëîãè÷åñêîé
îáðàáîòêè, äàííûõ
î ñðåäñòâàõ òåõíîëîãè÷åñêîãî
îñíàùåíèÿ, ðàñ÷åòíûõ
êàðò è òðóäîâûõ
íîðìàòèâîâ è
èñïîëüçóÿñü êàê
èíñòðóêöèîííàÿ
êàðòà äëÿ ïðîñòûõ
ñëó÷àåâ àíàëèçà
ïðèåìîâ ðàáîòû
è íîðì âðåìåíè.
Îïåðàöèîííàÿ
êàðòà ñîñòàâëÿåòñÿ
íà âñå îïåðàöèè,
â ïîñëåäîâàòåëüíîñòè
óêàçàíèé â ìàðøðóòíîé
êàðòå.
 íàèìåíîâàíèè
ïåðåõîäîâ, òî÷íî
óêàçûâàþò ñïîñîá
óñòàíîâêè è êðåïëåíèÿ
äåòàëè (íàïðèìåð,
óñòàíîâèòü êîëåí÷àòûé
âàë â ïàòðîíû).
Ïî êàæäîìó
ïåðåõîäó óêàçûâàþò
âñïîìîãàòåëüíûå,
ðåæóùèå, ðàáî÷èå
è èçìåðèòåëüíûå
èíñòðóìåíòû
è èõ çàâîäñêîé
õîä: ðàñ÷åòíûå
äàííûå, ò. å. äèàìåòð
îáðàáàòûâàåìîé
äåòàëè, øàã íàïëàâêè
(îáùåå êîëè÷åñòâî
ñëîåâ, ïðèõîäÿùååñÿ
íà îäíó øåéêó),
÷èñëî õîäîâ, ðåæèì
îáðàáîòêè è âðåìÿ
ïî êàæäîìó ïåðåõîäó
îïðåäåëÿþ è çàíîøó
â îïåðàöèîííóþ
êàðòó ïðè òåõíîëîãè÷åñêîì
íîðìèðîâàíèè
îïåðàöèé.
Îïåðàöèîííàÿ
êàðòà
|
|
|
Îïåðàöèîííàÿ
êàðòà
|
ÒÎ
(ÒÐ, Ä)
|
|
|
|
|
|
Ëèò
|
Ó
|
|
|
|
|
|
|
|
|
|
|
|
|
Íàèìåíîâàíèå
îïåðàöèè
|
Îáîðóäîâàíèå
(íàèìåíîâàíèå,
ìîäåëü)
|
|
|
|
|
|
|
|
Íîìåð
ïåðåõîäà
|
Ñîäåðæàíèå
ïåðåõîäà
|
Îáîð-èå
(íàèìåíîâàíèå,
ìîäåëü, êîä)
|
Ïðèñïîñîáë.
è âñïîìîãàò.
èíñòðóìåíò
(íàèìåíîâàíèå,
êîä)
|
Ðàáî÷èé
èíñòðóìåíò
(íàèìåíîâàíèå,
êîä)
|
Èçìåðèòåëüíûé
èíñòðóìåíò
(íàèìåíîâàíèå,
êîä)
|
|
|
1
|
Ìîéêà,
î÷èñòêà áëîêà
îò íàêèïè è îñòàòêîâ
àñôàëüòîñìîëèñòûõ
îòëîæåíèé è òîïëèâî-ñìàçî÷íûõ
ìàòåðèàëîâ.
|
Ìîå÷íàÿ
óñòàíîâêà S-800
|
Øëàíã
ST-900, íàñàäêè
4-õ òèïîâ.
|
Ù¸òêè
2-õ òèï, ìî-å ñðå-âà.
|
|
|
|
2
|
Ïîñëå
òùàòåëüíîé ìîéêè
áëîê èçìåðÿþò
ñïåöèàëüíûé
êîíòðîëëåðîì
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð.
|
|
|
3
|
Ïîñëå
èçìåðåíèé áëîê
ãîòîâÿò ê ðó÷íîé
ñâàðêè: çà÷èùàþò
äî ìåòàëëè÷åñêîãî
áëåñêà âîêðóã
òðåùèíû íà øèðèíó
12…15ìì. Âûðóáàþò
êàíàâêó âäîëü
òðåùèíû íà ãëóáèíó
1/2 è øèðèíó 2/3 îò
òîëùåíû ñòåíêè.
|
Ñâàðî÷íûé
àâòîìàò R-250
|
Áîðìàøèíà,
øàáåð, êðåéöìåéñåð
|
Ñòàëüíàÿ
ù¸òêà, çóáèëî,
ñâåðëî 3ìì
|
-
|
|
|
4
|
Ïîñëå
ðó÷íîé ñâàðêè
áëîê ãîòîâÿò
ê íàïëàâêå: çà÷èùàþò
äî ìåòàëëè÷åñêîãî
áëåñêà ïîâåðõíîñòü
âîêðóã ïðîáîèíû.
Èçãîòàâëèâàþò
çàïëàòû èç ñòàëè
Ñò3 òîëùèíîé
2…2,5 ìì.
|
Ñâàðî÷íûé
àâòîìàò LT-5000
|
Áîðìàøèíà,
øàáåð, êðåéöìåéñåð
|
Ìåõ-êèå
íî-öû, çóáèëî,
ìî-ê.
|
-
|
|
|
5
|
Ïîñëå
2-õ îïåðàöèé áëîê
ñíîâà èçìåðÿþò
ñïåöèàëüíûì
êîíòðîëëåðîì
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð.
|
|
|
6
|
Ïîñëå
èçìåðèòåëüíûõ
ïðîöåäóð áëîê
îòïðàâëÿþò íà
øëèôîâàíèå
|
Øëèôîâàëüíûé
ñòàíîê Ðóñü-20
|
-
|
-
|
Øòàíãåíöèð-êóëü
|
|
|
7
|
Ïîñëå
øëèôîâêè áëîê
ñíîâà ïðîìûâàþò
è îáäóâàþò ñæàòûì
âîçäóõîì.
|
Ìîå÷íàÿ
óñòàíîâêà S-800, êîìïðåññîð
|
Ù¸òêè,
2-õ òèï, ì-å ñðå-âà,
ñïåö. øëàíã.
|
-
|
|
|
8
|
Ïîñëå
ìîéêè è îáäóâêè
áëîê èçìåðÿþò
êîíòðîëëåð äëÿ
ïîäòâåðæäåíèÿ
ðåçóëüòàòîâ
ôèíàëüíûõ ðàçìåðîâ.
|
-
|
-
|
-
|
Èçìåðèòåëüíûé
êîíòðîëëåð.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ðàçðàá.
|
|
|
Ëèñò
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ëèñò
|
|
Èçì
|
Ëèñò
|
¹
äîêóì
|
Ïîäïèñü
|
Äàòà
|
Èçì
|
Ëèñò
|
¹
äîêóì
|
Ïîäïèñü
|
Äàòà
|
Í.êîíòð.
|
|
Äàòà
|
|
2.4 Ðàçáîðêà
êîíñòðóêöèè
ïðèñïîñîáëåíèÿ
Ïðèñïîñîáëåíèå
äëÿ ñíÿòèÿ áëîêà
öèëèíäðîâ äâèãàòåëÿ
ÊàìÀÇ 6540 äîâîëüíî
ïðîñòî â èñïîëíåíèå.
Ïðè ñíÿòèè áëîêà
èñïîëüçóþò ïåðåäâèæíîé
ãèäðàâëè÷åñêèé
êðàí (Ðèñóíîê
2) (çàêðåïëÿÿ áëîê
ñïåöèàëüíûìè
ïðèñïîñîáëåíèÿ),
ëèáî ñíèìàþò
â ðó÷íóþ.
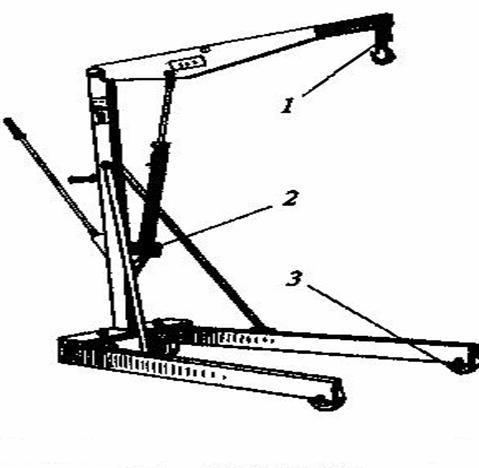
Ðèñóíîê
2: 1-ñòðåëà ïîäú¸ìà
âûíîñíàÿ; 2- ìåõàíèçì
ïîäúåìà; 3- ðîëèê
äëÿ ïåðåìåùåíèÿ.
3. Îïðåäåëåíèå
íîðì âðåìåíè
.1 Ðàñ÷åò
îñíîâíîãî âðåìåíè
ïðè øëèôîâàíèè
îïðåäåëÿåòñÿ
ïî ôîðìóëå
 (7)
(7)
Ãäå  - ïðèïóñê
íà øëèôîâàíèå
- ïðèïóñê
íà øëèôîâàíèå
 îá/ìèí
- ÷àñòîòà âðàùåíèÿ
îáðàáàòûâàåìîãî
èçäåëèÿ
îá/ìèí
- ÷àñòîòà âðàùåíèÿ
îáðàáàòûâàåìîãî
èçäåëèÿ
 - êîýôôèöèåíò
ðåìîíòà
- êîýôôèöèåíò
ðåìîíòà
 ìèí0
ìèí0
 ìèí
ìèí
3.2 Ðàñ÷åò
âñïîìîãàòåëüíîãî
âðåìåíè ðàññ÷èòûâàåòñÿ
ïî ôîðìóëå
 (8)
(8)
 ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ñíÿòèå
è óñòàíîâêó äåòàëè
ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ñíÿòèå
è óñòàíîâêó äåòàëè
 ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ïðîõîä
ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ïðîõîä
 ìèí
ìèí
3.3 Ðàñ÷åò
äîïîëíèòåëüíîãî
âðåìåíè îïðåäåëÿåòñÿ
ïî ôîðìóëå
 (9)
(9)
 ìèí
ìèí
.4 Ðàñ÷åò
øòó÷íîãî âðåìåíè
ðàññ÷èòûâàåòñÿ
ïî ôîðìóëå
 (10)
(10)
 ìèí
ìèí
3.5 Ðàñ÷åò
îñíîâíîãî âðåìåíè
íà íàïëàâêó
 (11)
(11)
Ãäå  - äëèíà
íàïëàâëåííîãî
âàëèêà
- äëèíà
íàïëàâëåííîãî
âàëèêà
 îá/ìèí
- ÷àñòîòà âðàùåíèÿ
îáðàáàòûâàåìîé
äåòàëè
îá/ìèí
- ÷àñòîòà âðàùåíèÿ
îáðàáàòûâàåìîé
äåòàëè
 ìì - øàã
íàïëàâêè
ìì - øàã
íàïëàâêè
 - êîëè÷åñòâî
ñëîåâ íàïëàâêè
- êîëè÷åñòâî
ñëîåâ íàïëàâêè
 ìèí
ìèí
 ìèí
ìèí
3.6 Ðàñ÷åò
âñïîìîãàòåëüíîãî
âðåìåíè íà íàïëàâêó
ðàññ÷èòûâàåòñÿ
ïî ôîðìóëå
(12)
 ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ñíÿòèå
è óñòàíîâêó äåòàëè
ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ñíÿòèå
è óñòàíîâêó äåòàëè
 ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ïðîõîä
ìèí - âñïîìîãàòåëüíîå
âðåìÿ íà ïðîõîä
 ìèí
ìèí
3.7 Ðàñ÷åò
äîïîëíèòåëüíîãî
âðåìåíè íà íàïëàâêó
îïðåäåëÿåòñÿ
ïî ôîðìóëå
(13)
 ìèí
ìèí
3.8 Ðàñ÷åò
øòó÷íîãî âðåìåíè
íà íàïëàâêó ðàññ÷èòûâàåòñÿ
ïî ôîðìóëå
(14)
 ìèí
ìèí
3.9 Ðàñ÷¸ò
îñíîâíîãî âðåìåíè
ãîðåíèÿ äóãè
è íàïëàâêè ìåòàëëà
 (15)
(15)
 ,
,  , …,
, …,  - ñêîðîñòü
ñâàðêè, ì/÷;
- ñêîðîñòü
ñâàðêè, ì/÷;
 ì/÷.
ì/÷.
4. Îõðàíà
Òðóäà
 Ðîññèè
ñóùåñòâóåò ãîñóäàðñòâåííàÿ
Ñèñòåìà ñòàíäàðòîâ
áåçîïàñíîñòè
òðóäà, óñòàíàâëèâàþùàÿ
îáùèå òðåáîâàíèÿ
áåçîïàñíîñòè
ðàáîò (ÃÎÑÒ -
12.3.017 - 85), êîòîðûé ïðîâîäÿò
íà ÀÒÏ, ñòàíöèÿõ
ÒÎ è ñïåöèàëèçèðîâàííûõ
öåíòðàõ ïðè âñåõ
âèäàõ òåõíè÷åñêîãî
îáñëóæèâàíèÿ
(ÒÎ) è òåêóùåãî
ðåìîíòà (ÒÐ) ãðóçîâûõ
è ëåãêîâûõ àâòîìîáèëåé,
àâòîáóñîâ, òÿãà÷åé,
ïðèöåïîâ è ïîëóïðèöåïîâ
(äàëåå - àâòîìîáèëåé),
ïðåäíàçíà÷åííûõ
äëÿ ýêñïëóàòàöèè
íà äîðîãàõ îáùåé
ñåòè Ðîññèè.
Çà îáåñïå÷åíèåì
áåçîïàñíûõ óñëîâèé
òðóäà âåäóò íàáëþäåíèå
ïðîêóðàòóðà, ãîññàíèíñïåêöèÿ,
ãîðòåõíàäçîð,
ïîæàðíàÿ èíñïåêöèÿ
è äðóãèå ñëóæáû
ãîñóäàðñòâåííîãî
êîíòðîëÿ.
Îòâåòñòâåííîñòü
çà âûïîëíåíèÿ
âñåãî îáú¸ìà
çàäà÷ ïî ñîçäàíèè
áåçîïàñíûõ óñëîâèé
òðóäà âîçëàãàåòñÿ
íà ðóêîâîäñòâî
àâòîòðàíñïîðòíîãî
ïðåäïðèÿòèÿ â
ëèöå äèðåêòîðà
è ãëàâíîãî èíæåíåðà.
Âñå ëèöà,
ïîñòóïàþùèõ
íà ðàáîòó, ïðîõîäÿò
ââîäíûé èíñòðóêòàæ
ïî òåõíèêå áåçîïàñíîñòè
è ïðîèçâîäñòâåííîé
ñàíèòàðèè, êîòîðûõ
ÿâëÿåòñÿ ïåðâûì
ýòàïîì îáó÷åíèÿ
áåçîïàñíîñòè
íà äàííîì ïðåäïðèÿòèè.
Âòîðûì ýòàïîì
îáó÷åíèÿ ÿâëÿåòñÿ
èíñòðóêòàæ íà
ðàáî÷åì ìåñòå,
ïðîâîäèìûé ñ öåëüþ
óñâîåíèÿ áåçîïàñíûõ
óñëîâèé òðóäà
íåïîñðåäñòâåííî
ïî òîé ñïåöèàëüíîñòè
è íà òîì ðàáî÷åì
ìåñòå, ãäå îí äîëæåí
ðàáîòàòü. Ïðè
âûïîëíåíèè ðàáîò
ïîâûøåííîé áåçîïàñíîñòè
ïðîâîäÿò ïîâòîðíûå
èíñòðóêòàæè,
÷åðåç îïðåäåë¸ííûå
ïðîìåæóòêè âðåìåíè,
íî íå ðåæå îäíîãî
ðàçà â 3 ìåñÿöà.
Äîïîëíèòåëüíûé
(âíåïëàíîâûé)
èíñòðóêòàæ ïðîâîäèòñÿ
ïðè íàðóøåíèè
ðàáîòàþùèì ïðàâèë
è èíñòðóêöèé
ïî òåõíèêå áåçîïàñíîñòè,
òåõíîëîãè÷åñêîé
è ïðîèçâîäñòâåííîé
äèñöèïëèíû, à
òàêæå ïðè èçìåíåíèè
òåõíîëîãè÷åñêîãî
ïðîöåññà, âèäà
ðàáîò è òèïà îáñëóæèâàåìûõ
àâòîìîáèëåé.
Âñå âèäû èíñòðóêòàæà
çàïèñûâàþòñÿ
â ñïåöèàëüíûå
æóðíàëû, êîòîðûå
õðàíÿòñÿ ó ðóêîâîäèòåëÿ
ïðåäïðèÿòèÿ, öåõà
èëè ïðîèçâîäñòâåííîãî
ó÷àñòêà.
Ñëåñàðü
ïî ðåìîíòó àâòîìîáèëåé
äîëæåí óìåòü
îêàçûâàòü ïåðâóþ
ìåäèöèíñêóþ
ïîìîùü ïðè íåñ÷àñòíûõ
ñëó÷àÿõ, ïîðàæåíèè
òîêîì äî ïðèáûòèÿ
ñêîðîé ìåäèöèíñêîé
ïîìîùè èëè äîñòàâêè
ïîñòðàäàâøåãî
â ìåäèöèíñêîå
ó÷ðåæäåíèå.
Ê ïðîèçâîäñòâåííîìó
òðàâìàòèçìó
îòíîñÿòñÿ óâå÷üÿ,
ðàíåíèÿ, îæîãè,
ïîðàæåíèÿ ýëåêòðè÷åñêèì
òîêîì, îòðàâëåíèÿ
è ïðîôåññèîíàëüíûå
çàáîëåâàíèÿ,
ñâÿçàííûå ñ âûïîëíåíèåì
ñâîèõ òðóäîâûõ
îáÿçàííîñòåé.
Ïðîèçâîäñòâåííûé
òðàâìàòèçì âîçíèêàåò
âñëåäñòâèå íåäîñòàòêîâ
â îðãàíèçàöèè
òðóäà, ïðåíåáðåæåíèÿìè
ïðàâèëàìè áåçîïàñíîñòè
è îòñóòñòâèè
äîëæíîãî êîíòðîëÿ
çà èõ âûïîëíåíèåì.
Íàèáîëåå õàðàêòåðíûìè
ïðè÷èíàìè âîçíèêíîâåíèè
òðàâìàòèçìà
ÿâëÿåòñÿ: îòñóòñòâèå
èëè ïðîâåäåííûé
â íåäîñòàòî÷íîì
îáúåìå èíñòðóêòàæ
ðàáîòàþùåãî
î ïðàâèëàõ áåçîïàñíîñòè
òðóäà; íàðóøåíèå
òåõíîëîãè÷åñêîãî
ïðîöåññà; íåèñïðàâíîñòè
îáîðóäîâàíèÿ,
ïðèñïîñîáëåíèé
è èíñòðóìåíòà
èëè åãî íåñîîòâåòñòâèå
óñëîâèÿì âûïîëíÿåìûõ
ðàáîò; îòñóòñòâèå
îãðàæäåíèé, ïðåäóïðåæäàþùèõ
èëè çàïðåùàþùèõ
íàäïèñåé; íåñîîòâåòñòâèå
âûïîëíÿåìîé ðàáîòå
èëè íåáðåæíîå
èñïîëüçîâàíèå
ñïåöîäåæäû; íåäîñòàòî÷íîå
îñâåùåíèå; íèçêèé
óðîâåíü êóëüòóðû
ïðîèçâîäñòâà.
Ãîñóäàðñòâåííûé
ñòàíäàðò òðåáóåò,
÷òîáû ïðîöåññû
ÒÎ è ÒÐ áûëè áåçîïàñíûìè
íà ñòàíöèÿõ; ïîäãîòîâêè
àâòîìîáèëåé
ê ÒÎ è ÒÐ; íåïîñðåäñòâåííîãî
âûïîëíåíèÿ ðàáîò;
èñïûòàíèé è ïðîâåðîê
ñèñòåì àâòîìîáèëåé;
çàïðàâêè àâòîìîáèëåé
ãîðþ÷å-ñìàçî÷íûìè
ìàòåðèàëàìè
è ñïåö æèäêîñòÿìè;
õðàíåíèÿ è òðàíñïîðòèðîâàíèÿ
àâòîìîáèëåé,
äåòàëåé, àãðåãàòîâ
è ìàòåðèàëîâ;
óäàëåíèå è îáåçâðåæèâàíèå
îòõîäîâ ïðîèçâîäñòâà.
4.1 Òðåáîâàíèÿ
ê ïðåäóïðåæäåíèþ
íåñ÷àñòíûõ ñëó÷àåâ
íà ñòàöèîíàðíûõ
ïîñòàõ òåõíè÷åñêîãî
îáñëóæèâàíèÿ
è òåêóùåãî ðåìîíòà
ÒÎ è ÒÐ
íåîáõîäèìî âûïîëíÿòü
â ñïåöèàëüíî ïðåäíàçíà÷åííûõ
äëÿ ýòîé öåëè ìåñòàõ
(ïîñòàõ) ñ ïðèìåíåíèåì
óñòðîéñòâ, ïðèñïîñîáëåíèé,
îáîðóäîâàíèÿ
è ñëåñàðíî-ìîíòàæíîãî
èíñòðóìåíòà,
ïðåäóñìîòðåííûõ
äëÿ êîíêðåòíîãî
âèäà ðàáîòû.
Ñëåñàðíî-ìîíòàæíûå
èíñòðóìåíòû,
ïðèìåíÿåìûå íà
ïîñòàõ ÒÎ è ÒÐ,
äîëæíû áûòü èñïðàâíûìè.
Íå äîïóñêàþòñÿ
èñïîëüçîâàíèå
ãàå÷íûõ êëþ÷åé
ñ èçíîøåííûìè
ãðàíÿìè è íåñîîòâåòñòâóþùèõ
ðàçìåðîâ, ïðèìåíåíèÿ
ðû÷àãîâ äëÿ óâåëè÷åíèÿ
óñèëèé çàòÿãèâàíèÿ
ðåçüáîâîãî ñîåäèíåíèÿ,
à òàêæå çóáèëà
è ìîëîòêà â ýòèõ
öåëÿõ. Ðóêîÿòêè
îòâåðòîê, íàïèëüíèêîâ,
íîæîâîê äîëæíû
áûòü èçãîòîâëåíû
èç ïëàñòìàññû
è äåðåâà, íà èõ
ïîâåðõíîñòÿõ
íå äîëæíî áûòü
ñêîëîâ. Äåðåâÿííûå
ðóêîÿòêè âî èçáåæàíèå
ðàñêàëûâàíèÿ
äîëæíû èìåòü
ìåòàëëè÷åñêèå
ñêðåïëÿþùèå êîëüöà.
Äëÿ îñìîòðà
àâòîìîáèëåé
íåîáõîäèìî ïðèìåíÿòü
òîëüêî ïåðåíîñíûå
áåçîïàñíûå ëàìïû
íàïðÿæåíèåì
36 Â ñ ïðåäîõðàíèòåëüíûìè
ñåòêàìè. Ïðè ðàáîòå
â îñìîòðîâûõ
êàíàâàõ íàïðÿæåíèå
ëàìï íå äîëæíî
ïðåâûøàòü 12 Â. Ðó÷íûå
ýëåêòðîèíñòðóìåíòû
ïðèñîåäèíÿòü
ê ýëåêòðîñåòè
òîëüêî ÷åðåç ðîçåòêè
ñ çàçåìëÿþùèì
êîíòàêòîì. Ïðîâîäà
ýëåêòðîèíñòðóìåíòà
ïîäâåøèâàòü,
íå äîïóñêàÿ ñîïðèêîñíîâåíèÿ
èõ ñ ïîëîì.
Ïåðåä óñòàíîâêîé
íà ïîñò ÒÎ è ÒÐ
àâòîìîáèëè ñëåäóåò
î÷èñòèòü îò ãðÿçè
è âûìûòü.
Àâòîìîáèëü,
óñòàíîâëåííûé
íà íàïîëüíûé
ïîñò ÒÎ è ÒÐ, íåîáõîäèìî
íàäåæíî çàêðåïèòü
ïóòåì ïîäñòàíîâêè
íå ìåíåå äâóõ
óïîðîâ ïîä êîëåñà,
çàòîðìîçèòü
ñòîÿíî÷íûì òîðìîçîì.
Ïðè ýòîì ðû÷àã
ïåðåêëþ÷åíèÿ
êîðîáêè ïåðåäà÷
äîëæåí áûòü óñòàíîâëåí
â ïîëîæåíèå, ñîîòâåòñòâóþùåå
íèçøåé ïåðåäà÷è.
Íà àâòîìîáèëÿõ
ñ êàðáþðàòîðíûì
äâèãàòåëåì èëè
ãàçîáîëîííîé
óñòàíîâêîé ñëåäóåò
âûêëþ÷èòü çàæèãàíèå,
à íà àâòîìîáèëÿõ
ñ äèçåëüíûì äâèãàòåëåì
- ïåðåêðûòü ïîäà÷ó
òîïëèâà.
Íà ðóëåâîå
êîëåñî íåîáõîäèìî
ïîâåñèòü òàáëè÷êó
ñ íàäïèñüþ «Äâèãàòåëü
íå çàïóñêàòü:
ðàáîòàþò ëþäè!».
Ïðè îáñëóæèâàíèè
àâòîìîáèëÿ ñ
ïîìîùüþ ïîäúåìíèêà
íà ìåõàíèçìå
óïðàâëåíèÿ ïîäúåìíèêîì
ñëåäóåò âûâåñèòü
òàáëè÷êó ñ íàäïèñüþ
« Íå òðîãàòü, ðàáîòàþò
ëþäè!» â ðàáî÷åì
ïîëîæåíèå óïîðíûå
ëàïû ïîäúåìíèêà
äîëæíû áûòü íàäåæíî
çàôèêñèðîâàíû
ìåòàëëè÷åñêèì
óïîðîì, ïðåäîòâðàùàþùèì
ñàìîïðîèçâîëüíîå
îïóñêàíèå àâòîìîáèëÿ
íà ïîäúåìíèêå.
Îñìîòðîâûå
êàíàâû äîëæíû
èìåòü íàïðàâëÿþùèå
ïðåäîõðàíèòåëüíûå
áîðòà-ðåáîðäû
è ñîäåðæàòüñÿ
â ÷èñòîòå. Íå
äîïóñêàþòñÿ
ðàçëèâ ìàñëà
è íàëè÷èå ñûðîñòè
íà äíå è ñòåíêàõ
êàíàâû.
Ïðè ðàáîòå
ñ âûñîêî ðàñïîëîæåííûìè
äåòàëÿìè, àãðåãàòàìè
è ìåõàíèçìàìè
àâòîìîáèëÿ ñëåäóåò
ïðèìåíÿòü òîëüêî
ìåòàëëè÷åñêèå
ïîäïîðû, êîòîðûå
äîëæíû áûòü óñòîé÷èâûìè,
ïðî÷íûìè, íàäåæíûìè.
Ïîäúåì
è òðàíñïîðòèðîâêà
àãðåãàòîâ è óçëîâ
ìàññîé áîëåå
20 êã îñóùåñòâëÿòü
òîëüêî ñ ïîìîùüþ
ïîäúåìíî-òðàíñïîðòíûõ
ìåõàíèçìîâ, èñïîëüçóþ
ñïåöèàëüíûå ïðèñïîñîáëåíèÿ
ïî ñõåìå çàõâàòà
îáúåêòà, ïðåäóñìîòðåííîé
äëÿ äàííîãî âèäà
ðàáîò.
Äëÿ áóêñèðîâêè
íåèñïðàâíîãî
àâòîìîáèëÿ ìîæíî
èñïîëüçîâàòü
ìÿãêóþ ñöåïêó
(öåïü, òðîñ) èëè
æåñòêóþ (ìåòàëëè÷åñêóþ
òðóáó èëè øòàíãó
ñ ïðîóøèíàìè).
Ïðè ñöåïêå àâòîìîáèëÿ
ñ ïðèöåïîì íåîáõîäèìî,
÷òîáû ïîìèìî
âîäèòåëÿ áûë ÷åëîâåê,
ïîäàþùèé âîäèòåëþ
ñèãíàëû îá èçìåíåíèè
íàïðàâëåíèè
äâèæåíèÿ èëè
îñòàíîâêå. ×òîáû
íå äîïóñòèòü
ïðîèçâîëüíîãî
îòöåïëåíèÿ ïðèöåïà
ïîñëå ñöåïêè, íåîáõîäèìî
çàêðåïèòü ñöåïíîå
óñòðîéñòâî, ïðèìåíÿÿ
ïðåäîõðàíèòåëüíóþ
öåïü èëè òðîñ.
Ïðè áóêñèðîâêå
íåîáõîäèìî âûïîëíÿòü
ðÿä ïðàâèë: íà ìÿãêîé
ñöåïêå ìîæíî
áóêñèðîâàòü
òîëüêî îäèí àâòîìîáèëü
ñ èñïðàâíûì óïðàâëåíèåì,
çâóêîâûì ñèãíàëîì
è îñâåùåíèåì
(ïðè áóêñèðîâêå
â íî÷íîå âðåìÿ).
Äëèíà ìÿãêîé
ñöåïêè äîëæíà
áûòü îò 4 äî 6 ì. Ìÿãêóþ
ñöåïêó íåîáõîäèìî
ïðèñîåäèíÿòü
ê äâóì áóêñèðíûì
êðþêàì. Åñëè áóêñèðíûõ
êðþêîâ íåò, òî
åå ñëåäóåò ïðèñîåäèíèòü
ê ðàìå. Íåëüçÿ
ïðèñîåäèíÿòü
áóêñèð ê ïåðåäíåìó
ìîñòó. Áóêñèðíûé
òðîñ íóæíî îáîçíà÷èòü
â ñîîòâåòñòâèè
ñ « Ïðàâèëàìè äîðîæíîãî
äâèæåíèÿ », íî÷üþ
- îñâåùàòü.
Íà æåñòêîé
ñöåïêå â áóêñèðóåìîì
àâòîìîáèëå äîëæíû
áûòü èñïðàâíû
ðóëåâîå óïðàâëåíèå,
ïåðåäíèé ìîñò
è â òåìíîå âðåìÿ
ñóòîê ïðèáîðû
îñâåùåíèÿ.
Ñêîðîñòü
ïðè áóêñèðîâêå
íåîáõîäèìî ñíèæàòü.
Çàïðåùàåòñÿ
âûïîëíÿòü êàêèå-ëèáî
ðàáîòû íà àâòîìîáèëå,
îäèí êðàé êîòîðîãî
ïðèïîäíÿò ïîäúåìíûì
ìåõàíèçìîì,
íî íå óñòàíîâëåí
íà ñïåöèàëüíûå
ïîäñòàâêè.
Ñíÿòèå
ñ àâòîìîáèëåé
äåòàëåé è àãðåãàòîâ,
çàïîëíåííûõ
æèäêîñòÿìè, ñëåäóåò
ïðîèçâîäèòü òîëüêî
ïîñëå ïîëíîãî
ñëèâà ýòèõ æèäêîñòåé.
Ìîéêó
è î÷èñòêó äâèãàòåëåé,
äåòàëåé è àãðåãàòîâ
àâòîìîáèëåé
íåîáõîäèìî ïðîèçâîäèòü
â ìîå÷íûõ óñòðîéñòâàõ
èëè åìêîñòÿõ
ñïåöèàëüíî ïðåäíàçíà÷åííûìè
äëÿ ýòîãî âåùåñòâàìè
ñ ïîñëåäóþùèì
îáåçâðåæèâàíèåì
îòëîæåíèé.
Ïðåæäå
÷åì ïðîâîðà÷èâàòü
êîëåí÷àòûé âàë
äâèãàòåëÿ èëè
êàðäàííûé âàë,
íåîáõîäèìî óáåäèòüñÿ,
÷òî ïîäà÷à òîïëèâà
îòêëþ÷åíà, è óñòàíîâèòü
ðû÷àã ïåðåêëþ÷åíèÿ
â íåéòðàëüíîå
ïîëîæåíèå.
Ïåðåä ïóñêîì
äâèãàòåëÿ àâòîìîáèëü
ñëåäóåò çàòîðìîçèòü
ñòîÿíî÷íûì òîðìîçîì,
ðû÷àã ïåðåêëþ÷åíèÿ
êîðîáêè ïåðåäà÷
óñòàíîâèòü â
íåéòðàëüíîå ïîëîæåíèå.
Ïðè ïóñêå äâèãàòåëÿ
ïóñêîâîé ðóêîÿòêîé
çàïðåùàåòñÿ
ïðèìåíÿòü äîïîëíèòåëüíûå
ðû÷àãè è óñèëèòåëè,
à òàêæå áðàòü
ðóêîÿòêó â îáõâàò
êèñòüþ ðóêè. Ïîâîðîò
ðóêîÿòêè íåîáõîäèìî
îñóùåñòâëÿòü
ñíèçó ââåðõ.
ÒÎ è ÒÐ
àâòîìîáèëÿ ñëåäóåò
îñóùåñòâëÿòü
ïðè íåðàáîòàþùåì
äâèãàòåëå, çà
èñêëþ÷åíèåì
ñëó÷àåâ, êîãäà
ðàáîòà äâèãàòåëÿ
íåîáõîäèìà ïî
òåõíîëîãè÷åñêîìó
ïðîöåññó äàííîé
îïåðàöèè.
Ïóñê äâèãàòåëÿ
è òðîãàíèå àâòîìîáèëÿ
ñ ìåñòà ñëåäóåò
ïðîèçâîäèòü ñ
ó÷åòîì îáåñïå÷åíèÿ
áåçîïàñíîñòè
ðàáîòàþùèõ ñ
äàííûì àâòîìîáèëåì
è íàõîäÿùèõñÿ
âáëèçè ëþäåé.
Èñïûòàíèå
òîðìîçíûõ ñèñòåì
àâòîìîáèëÿ íåîáõîäèìî
îñóùåñòâëÿòü
íà ñòåíäå. Äîïóñêàåòñÿ
ïðîâåäåíèå èñïûòàíèé
íà ñïåöèàëüíîé
ïëîùàäêå âíå ïîìåùåíèÿ,
ïðè ýòîì åå ðàçìåðû
äîëæíû îáåñïå÷èâàòü
áåçîïàñíîñòü
ëþäåé è àâòîìîáèëåé
äàæå â ñëó÷àå
íåèñïðàâíîñòè
òîðìîçîâ.
Ñíÿòèå
è óñòàíîâêà ðåññîð,
àìîðòèçàòîðîâ,
ïðóæèí ñëåäóåò
îñóùåñòâëÿòü
ïîñëå ðàçãðóçêè
èõ îò ìàññû àâòîìîáèëÿ
ïóòåì óñòàíîâêè
ïîä øàññè ( êóçîâ
) ñïåöèàëüíûõ
óïîðîâ ( êîçåëêîâ
). Ðåìîíò èëè çàìåíó
ïîäúåìíîãî ìåõàíèçìà
ãðóçîâîé ïëàòôîðìû
àâòîìîáèëÿ-ñàìîñâàëà
íåîáõîäèìî ïðîâîäèòü
ïîñëå óñòàíîâêè
ïîä ïëàòôîðìó
äîïîëíèòåëüíîãî
óïîðà, èñêëþ÷àþùåãî
âîçìîæíîñòü
ñàìîïðîèçâîëüíîãî
îïóñêàíèÿ èëè
ïàäåíèÿ ïëàòôîðìû.
Âûïðåññîâûâàíèå
âòóëîê, ïîäøèïíèêîâ
è ñíÿòèå äðóãèõ
äåòàëåé, òðåáóþùèõ
ïðèëîæåíèå çíà÷èòåëüíûõ
óñèëèé, ñëåäóåò
ïðîèçâîäèòü ïðè
ïîìîùè ïðåññîâ
èëè ñïåöèàëüíûõ
ñúåìíèêîâ. Ñúåìíèêè
äîëæíû íàäåæíî
çàõâàòûâàòü
äåòàëè â ìåñòå
ïðèëîæåíèÿ óñèëèÿ.
Ïåðåä íà÷àëîì
ÒÎ è ÒÐ àâòîìîáèëÿ-öèñòåðíû
äëÿ ïåðåâîçêè
ëåãêîâîñïëàìåíÿþùèõñÿ
è âçðûâîîïàñíûõ
âåùåñòâ öèñòåðíà
äîëæíà áûòü îñâîáîæäåíà,
ïðîâåòðåíà è íàäåæíî
çàêðåïëåíà.
Àêêóìóëÿòîðíûå
áàòàðåè ñëåäóåò
äåìîíòèðîâàòü
è óñòàíàâëèâàòü
ñ ïîìîùüþ ñïåöèàëüíûõ
óñòðîéñòâ, èñêëþ÷àþùèõ
ïàäåíèå àêêóìóëÿòîðíûõ
áàòàðåé. Âñå ðàáîòû,
ñâÿçàííûå ñ ÒÎ
è ðåìîíòîì, íåîáõîäèìî
ïðîèçâîäèòü ñïåöèàëüíî
îáîðóäîâàííûõ
äëÿ ýòèõ öåëåé
ïîìåùåíèÿõ è
ñïåöîäåæäå ( çàùèòíûå
î÷êè, ðåçèíîâûå
ïåð÷àòêè è ïðîðåçèíåííûé
ôàðòóê ). Ïðèãîòîâëÿòü
ýëåêòðîëèò ñëåäóåò
â ñòåêëÿííûõ
åìêîñòÿõ ïóòåì
âëèâàíèÿ êèñëîòû
â âîäó òîíêîé
ñòðóåé ñ òùàòåëüíûì
ïåðåìåøèâàíèåì
ðàñòâîðà ñòåêëÿííîé
èëè ýáîíèòîâîé
ïàëî÷êîé. Àêêóìóëÿòîðíûå
áàòàðåè, óñòàíàâëèâàåìûå
íà çàðÿäêó, íåîáõîäèìî
ïîäñîåäèíÿòü
çàæèìàìè, èñêëþ÷àþùèìè
âîçìîæíîñòü
èñêðîîáðàçîâàíèÿ.
Ïðè çàðÿäêå àêêóìóëÿòîðíûõ
áàòàðåé ïðîáêè
èç áàíîê äîëæíû
áûòü âûâåðíóòû
è îáåñïå÷åíà
íàäåæíàÿ âåíòèëÿöèÿ
ïîìåùåíèÿ.
Ðåìîíò
ðàìû ñëåäóåò
ïðîèçâîäèòü íà
ïîäñòàâêàõ èëè
íà àâòîìîáèëå
ñ óñòàíîâëåííûìè
êîëåñàìè. Äåìîíòèðîâàííûå
êóçîâà è êàáèíû
àâòîìîáèëåé,
ïîäëåæàùèå ðåìîíòó,
äîëæíû áûòü íàäåæíî
óñòàíîâëåíû
â óäîáíîì äëÿ
ïðîâåäåíèÿ ðàáîò
ïîëîæåíèè íà
ñïåöèàëüíûå ñòåíäû
èëè ïîäñòàâêè.
Ðèõòîâêó êóçîâíûõ
äåòàëåé èç ëèñòîâîãî
ïðîêàòà íåîáõîäèìî
îñóùåñòâëÿòü
íà àâòîìîáèëå
èëè ñïåöèàëüíûõ
ñòåíäàõ.
 öåëÿõ
èñêëþ÷åíèÿ âîçìîæíîñòè
âîçãîðàíèÿ ãîðþ÷èõ
ìàòåðèàëîâ ( òîïëèâî,
ìàñëà, îáèâêà
è äð. ) ýëåêòðîãàçîñâàðî÷íûå
ðàáîòû íåïîñðåäñòâåííî
íà àâòîìîáèëå
ñëåäóåò ïðîâîäèòü
ñîãëàñíî òðåáîâàíèÿì
ÃÎÑÒ 12.3.003-75. Ïàéêó
è ñâàðêó åìêîñòåé
èç-ïîä ãîðþ÷å-ñìàçî÷íûõ
âåùåñòâ íåîáõîäèìî
îñóùåñòâëÿòü
òîëüêî ïîñëå ïîëíîãî
óäàëåíèÿ ýòèõ
âåùåñòâ è èõ ïàðîâ
ïóòåì ñïåöèàëüíîé
îáðàáîòêè.
ÇÀÊËÞ×ÅÍÈÅ
 ýòîé
êóðñîâîé ðàáîòå
áûë ðàññìîòðåí
áëîê öèëèíäðîâ
â ñáîðå äâèãàòåëÿ
ÊàìÀÇ 6540. Áûëè ïðîàíàëèçèðîâàíû
äåôåêòû áëîêà,
áûë âûáðàí ìåòîä
óñòðàíåíèÿ äåôåêòîâ,
ðàçðàáîòàíû
è ïîñòðîåíû ìàðøðóòíàÿ
è îïåðàöèîííàÿ
êàðòû. Áûëî òàêæå
ñêîíñòðóèðîâàíî
ïðèñïîñîáëåíèå
äëÿ ñíÿòèÿ áëîêà.
Òàêæå áûëè ðàññ÷èòàíû
íîðìû âðåìåíè
íà îòäåëüíûå
âèäû îïåðàöèé.
Òåõíèêà áåçîïàñíîñòè
òàêæå áûëà îïèñàíà.
Ñïèñîê
ëèòåðàòóðû
1. Íàïîëüñêèé
Ã.Ì. Òåõíîëîãè÷åñêîå
ïðîåêòèðîâàíèå
àâòîòðàíñïîðòíûõ
ïðåäïðèÿòèé è
ñòàíöèé òåõíè÷åñêîãî
îáñëóæèâàíèÿ
- Ì.: Òðàíñïîðò,
2005.
. Ïîëîæåíèå
î òåõíè÷åñêîì
îáñëóæèâàíèè
è ðåìîíòå ïîäâèæíîãî
ñîñòàâà àâòîìîáèëüíîãî
òðàíñïîðòà- Ì.:
Òðàíñïîðò, 2007.
. Êóçíåöîâ
Å.Ñ., Âîðíîâ Â.Ï., Áîëäèí
À.Ï. Òåõíè÷åñêàÿ
ýêñïëóàòàöèÿ
àâòîìîáèëåé-
Ì.: Òðàíñïîðò,
2007.
. Çàâüÿëîâ
Ñ.Í. Ìîéêà àâòîìîáèëåé:
Òåõíîëîãèÿ îáîðóäîâàíèÿ-
Ì.: Òðàíñïîðò,
2005.
. Øóáèí
Ë.Ô. Àðõèòåêòóðà
ãðàæäàíñêèõ
è ïðîìûøëåííûõ
çäàíèé. Â 5 ò. Ò.5.
Ïðîìûøëåííûå
çäàíèÿ- Ì.: Ñòðîéèçäàò,
2008.
. Ïîäú¸ìíî-òðàíñïîðòíîå
îáîðóäîâàíèå.
Êàòàëîã. Ïîä ðåä.
×åðíîèâàíîâà
Â.È.- Ì.: Èíôîðìàãðîòåõ,2009.
. Îáîðóäîâàíèå
äëÿ àâòîñåðâèñà.
Ãàðàæíîå îáîðóäîâàíèå.
Êàòàëîã.- Íîâãîðîä,
ÏÔÊ çàâîäà “Ãàðî”,2009.
. Òóðåâñêèé
È.Ñ. «Äèïëîìíîå
ïðîåêòèðîâàíèå
àâòîòðàíñïîðòíûõ
ïðåäïðèÿòèé. ×àñòü
2» - ó÷åáíîå ïîñîáèå
äëÿ ñðåäíèõ ïðîôåññèîíàëüíûõ
ó÷åáíûõ çàâåäåíèé
- Ì., èçäàòåëüñòâî
«Àêàäåìèÿ», 2006.
. Îðîçáåêîâ
Ý.Ò., Êàïóñòèí
À.Â. «Ìåòîäè÷åñêèå
óêàçàíèÿ ê êóðñîâîìó
ïðîåêòó ïî äèñöèïëèíå
ÒÎÀ» â äâóõ ÷àñòÿõ
- Ôðóíçå, 2009.
. Åïèôàíîâ
Ë.È., Åïèôàíîâà
Å.À. «Òåõíè÷åñêîå
îáñëóæèâàíèå
è ðåìîíò àâòîòðàíñïîðòà»
- ó÷åáíîå ïîñîáèå
äëÿ ñòóäåíòîâ
ñðåäíåãî ïðîôåññèîíàëüíîãî
îáðàçîâàíèÿ,
- Ì., Ôîðóì - Èíôðà-Ì,
2009.
. Òåõíèêà
áåçîïàñíîñòè
è îõðàíà òðóäà
íà ïðîìûøëåííûõ
ïðåäïðèÿòèÿõ
- 2008.
. Ñàðáàåâ
Â.È., Ñåëèâàíîâ
Ñ.Ñ. è äð. «Òåõíè÷åñêîå
îáñëóæèâàíèå
àâòîòðàíñïîðòà:
ìåõàíèçàöèÿ
è ýêîëîãè÷åñêàÿ
áåçîïàñíîñòü
ïðîèçâîäñòâåííûõ
ïðîöåññîâ» - Ì., èçäàòåëüñòâî
«Àêàäåìèÿ», 2007.
ÏÐÈËÎÆÅÍÈÅ
1
Ðèñóíîê
3: Áëîê öèëèíäðîâ
äâèãàòåëÿ ÊàìÀÇ
6540.
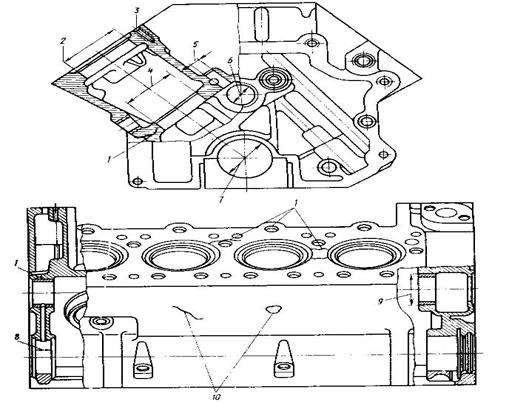
Ðèñóíîê
4 Îñíîâíûå äåôåêòû
áëîêà öèëèíäðîâ
äâèãàòåëÿ ÊàìÀÇ
6540: 1-òðåùèíà; 2, 4 - ïîñàäî÷íûå
îòâåðñòèÿ ïîä
ãèëüçû; 3- ïîâðåæäåíèå
ðåçüáû; 5- îòâåðñòèÿ
ïîä òîëêàòåëè;
6,9 - èçíîñ îòâåðñòèé
ïîä âòóëêè; 7- èçíîñ
âêëàäûøåé êîðåííûõ
ïîäøèïíèêîâ;
8- èçíîñ ïåðâîãî
êîðåííîãî ïîäøèïíèêà;
10- ïðîáîèíà.
Ðàçìåùåíî
íà Allbest.ru