Разработка агрегатного станка для обработки вала стабилизатора
Введение
Современные металлорежущие станки - это весьма развитые машины,
включающие большое число механизмов и использующие механические, электрические,
гидравлические и другие методы осуществления движений и управления циклом.
Выполнение дипломного проекта - завершающий этап обучения студента в
ВУЗе, позволяющий проверить умение студента применять полученные знания к
решению инженерных задач, связанных с проектированием металлорежущих станков,
автоматических линий, роботизированных участков и комплексов, инструментов и
разработкой прогрессивных технологических процессов с использованием ЭВМ.
Основными задачами дипломного проектирования является проверка знаний
общетехнических и специальных дисциплин, предусмотренных учебным планом,
способности студента использовать полученные знания для решения практических
задач, связанных с разработкой прогрессивных конструкций режущих инструментов и
технологических процессов их изготовления, основанных на современных
достижениях отечественной и зарубежной науки и техники; конструирование
станочных и контрольных приспособлений, средств механизации и автоматизации;
проведение научно-исследовательских работ и использованию их результатов в
производстве; использование ЭВМ при проектировании конструкций и разработке
технологических процессов.
1. Конструкторская часть
.1 Обзор существующих конструкций широкоуниверсальных фрезерных станков
отечественного и зарубежного производства
Обзор существующих конструкций фрезерных станков начнем с Дмитровского
завода фрезерных станков .
Широкоуниверсальный консольно-фрезерный станок МОД.6К81Ш и 6К82Ш
Предназначены для выполнения всех видов фрезерных работ, сверления,
зенкерования и растачивания отверстий на деталях из черных и цветных металлов,
их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного
производства. Наличие, наряду с горизонтальным, вертикального поворотного
шпинделя, имеющего возможность установки под различными углами в двух взаимно
перпендикулярных плоскостях, механизма зажима инструмента и ряда дополнительных
приспособлений и принадлежностей позволяет существенно расширить
технологические возможности станков.
Дополнительно поставляемые приспособления
. Тиски станочные.
. Стол поворотный круглый.
. Накладная фрезерная головка.
. Накладная долбёжная головка
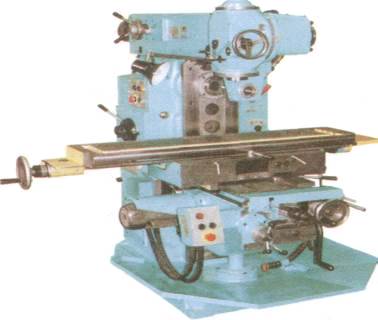
Рисунок 2.1 Широкоуниверсальный консольно-фрезерный станок МОД.6К81Ш
Широкоуниверсальный консольно-фрезерный станок мод. 6М81Ш-1 и 6М82Ш-1
Предназначены для выполнения всех видов фрезерных работ, сверления,
зенкерования и растачивания отверстий на деталях из черных и цветных металлов,
их сплавов и пластмасс в единичном, мелкосерийном и серийном производстве.
Возможность обработки деталей в автоматическом цикле, наличие, наряду с
горизонтальным. вертикального поворотного шпинделя, имеющего возможность
установки под различными углами в двух взаимно перпендикулярных плоскостях,
механизма зажима инструмента и ряда дополнительных приспособлений и
принадлежностей позволяет существенно расширить технологические возможности станков.
Таблица 2.2 Широкоуниверсальный консольно-фрезерный станок мод. 6М81Ш-1 и
6М82Ш-1
Дополнительно поставляемые приспособления
. Тиски станочные.
. Стол поворотный круглый.
. Накладная фрезерная головка
. Накладная долбёжная головка
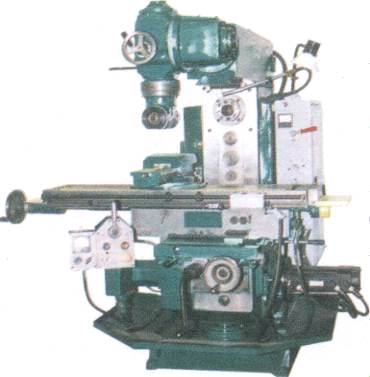
Рисунок 2.2 Широкоуниверсальный консольно-фрезерный станок мод. 6М81Ш-1 и
6М82Ш-1
Оборудование из Литвы
Станки фрезерные широкоуниверсальные .
К25ПР - станок с ручным управлением и отсчетом по лимбам.
К25ПФ1 - станок с ручным управлением и цифровой индикацией.
К25ПФ2 - станок с системой позиционного ЧПУ и предназначен для обработки
деталей по трем координатам.
К25ПФЗ - станок с системой контурного ЧПУ "Не1аеппа1п"
предназначен для обработки деталей любой конфигурации с одновременным
перемещением по трем координатам. Оснащен автоматической коробкой передач.


Рисунок 2.3 Станки фрезерные широкоуниверсальные 67К25ПР , 67К25ПФ1
Оборудование из Болгарии
Станки фрезерные широкоуниверсальные FUV251M , FPU251M


Рисунок 2.4 Станки фрезерные широкоуниверсальные FUV251M , FPU251M
Фрезерные станки компонуются из унифицированных сборочных единиц,
основными из которых являются: базовые корпусные узлы - станины, стойки,
кронштейны; узлы главного движения и подачи - силовые головки, силовые столы,
фрезерные, расточные, сверлильные бабки и другие устройства для перемещения
обрабатываемых деталей - поворотные и прямолинейные делительные столы,
транспортеры, манипуляторы. Кроме того, в конструкции фрезерных станков и
автоматических линий входит группа специальных узлов, которые проектируются
применительно к каждому станку, однако содержат значительную долю
унифицированных элементов - отдельных подузлов, механизмов и деталей. К
специальным узлам относятся зажимные приспособления с кондукторными плитами,
многошпиндельные коробки, инструментальная оснастка, электро- и
гидрооборудование, узлы смазки, охлаждение режущего инструмента и другие.
Серийный выпуск основных унифицированных сборочных единиц налажен на
специализированных заводах по нормали машиностроения. В Республике Беларусь и
ближнем зарубежье.
Оборудование из Республики Беларусь
Оршанский станкозавод «Красный борец» выпускает
плоскошлифовальные и фрезерные станки различных моделей и их модификаций уже
более 40-ка лет. Его известность шагнула далеко за пределы Беларуси. Станки,
выпускаемые заводом, работают на всех континентах, практически во всех
индустриально развитых странах.
Сегодня в масштабе Содружества Независимых Государств и республиканском
производстве станкостроительный завод «Красный борец» является крупным
изготовителем прецизионных оборудования. Завод располагает достаточной производственной
базой для выпуска высококачественного прецизионного оборудования, отвечающего
требованиям мирового рынка. Постоянное повышение технического уровня продукции,
внедрение прогрессивных технологических процессов, обеспечивающих точность и
долговечность работы станков, у потребителей стали надежным залогом успехов
заводского коллектива. Продукция завода получила признание и высокую оценку на
многих международных выставках, и соответствует европейским требованиям СЕ.
Станки завода с 1961г. поставляются на экспорт и работают в более чем 100
странах мира. Основными зарубежными торговыми партнерами завода являются:
организации и фирмы Германии, Испании, Австралии, Франции, Норвегии, Египта,
Италии, Турции, Финляндии, Чехии, Великобритании, США, Канады, Ирана, стран
Балтии, Российской Федерации и другие.
Оршанский станкозавод «Красный борец» также освоил и
серийно выпускает фрезерные станки и пресса различных моделей.
В 2000 году завод первым из станкостроительных
предприятий Республики Беларусь успешно прошел аттестацию на соответствие
станочного и кузнечно-прессового производства международному стандарту
ISO-9001-96.
В настоящее время завод имеет сертификаты на
соответствие станочного и кузнечно-прессового производства международным
стандартам ISO-9001-2000 и ISO-9001-2001. Качество - ключ к успеху и
конкурентоспособности - таков девиз завода.
Продукция Оршанского станкозавод «Красный борец»
принимает активное участие в большинстве специализированных и международных
выставках связанных с машиностроением и металлообработкой, где специалистами
завода выявляется спрос на продукцию завода её конкурентоспособность,
определяются дополнительные рынки сбыта, заключаются договора на продажу
продукции завода проявившим интерес фирмам (потребителям).

Рисунок 1.Широкоуниверсальный консольно-фрезерный станок Орша-Ф32Ш.
.2 Описание базовой модели станка, принципа работы
Широкоуниверсальный фрезерный станок Ф32Ш повышенного класса точности
спроектированный и изготовленный на высоком техническом уровне.
Широкоуниверсальный фрезерный станок соответствует основным требованиям
безопасности следующих Директив Европейского Нового Глобального Подхода: 98/37/EC, 73/23/EEC, 89/336/EEC, стандартам EN 13128:2001, EN 60204-1:1997, а также ГОСТ 12.2.009-99,
ГОСТ 7599-82, ГОСТ МЭК 60204-1-2002.
Показатели надёжности и долговечности данного оборудования могут быть
обеспечены только при условии выполнения правил транспортирования, хранения,
монтажа, эксплуатации, технического обслуживания и ремонта, которые изложены в
руководстве по эксплуатации.
Назначение: Станок предназначен для выполнения разного
вида фрезерных работ на деталях из чугуна, стали или других металлических и
неметаллических материалов цилиндрическими, торцевыми, концевыми, фасонными и
другими фрезами с охлаждением или без охлаждения в условиях единичного,
мелкосерийного и серийного производств.
.3 Описание сборочных единиц станка
.3.1 Станина
Станина представляет собой отливку коробчатой формы в расточках которой
располагаются валы коробки скоростей привода горизонтального фрезерного
шпинделя и сам горизонтальный шпиндель.
На передней стенке станины выполнены вертикальные прямоугольные
направляющие перемещения консоли, а сверху - направляющие типа “ласточкин
хвост” базирования и переустановки хобота (ползуна).
На правой стенке станины крепится электрошкаф, на левой - механизм
переключения скоростей вращения горизонтального шпинделя, сзади - привод
горизонтального шпинделя.
.3.2 Основание
Основание представляет чугунную отливку и служит опорой станка. К верхней
поверхности основания жёстко закреплена станина и опора вертикального винта.
Внутренняя полость основания служит ванной для охлаждающей жидкости.
.3.3 Хобот (Ползун)
Хобот и ползун представляют собой чугунную балку коробчатой формы, которая
на направляющих типа “ласточкин хвост” может переустанавливаться по верхней
плоскости станины.
Переустановка хобота или ползуна осуществляется реечной передачей, вал
которой с шестерней смонтирован в расточке станины.
В передней части ползуна на конусных втулках установлена ось поворота
широко универсальной фрезерной головки, которая может поворачиваться в двух
плоскостях. Поворот осуществляется с помощью червячной передачи.
.3.4 Механизм переключения
Механизм устанавливается на левой стенке станины и представляет собой
чугунный корпус, в котором смонтированы две скалки с закрепленными вилками
переключения зубчатых колес коробки скоростей. Переключение осуществляется
поворотом двух рукояток, каждая из которых имеет два фиксированных положения,
определяющих три ступени передач коробки скоростей привода горизонтального
шпинделя.
Перед переключением рукоятки должны быть расфиксированы нажатием в
направлении стенки станины, после чего рукоятки можно поворачивать во второе
фиксированное положение.
Переключение каждой рукоятки может осуществляться только при условии,
когда вторая рукоятка занимает вертикальное положение - таким образом выполнена
блокировка, исключающая одновременное включение двух ступеней коробки
скоростей.
.3.5 Суппорт
Литой корпус суппорта несет сверху направляющие типа “ласточкин хвост”
продольного перемещения стола, снизу - две П-образные направляющие поперечных
перемещений суппорта. Справа снизу закреплен кронштейн, к которому крепятся
гайки поперечной винтовой пары. Снизу суппорта, в опорах качения, размещена
удлиненная шестерня, постоянно находящаяся в зацеплении, при поперечных
перемещениях суппорта с выходным зубчатым колесом механизма продольных
перемещений в консоли.
Удлиненная шестерня через кинематическую цепь, размещенную в расточках
суппорта, связана с коническим зубчатым колесом привода вращения винта
продольных перемещений стола.
На верхних платиках суппорта закреплен корпус с двумя гайками продольного
перемещения стола. Гайки кинематически связаны между собой механизмом автоматической
выборки люфта в винтовой передаче продольного перемещения стола при попутном
фрезеровании.
При встречном фрезеровании, когда усилие резания противоположно
направлению перемещения стола, сила резания и осевое усилие винта направлены в
одну сторону и воспринимаются одной из гаек, которая передает это усилие через
буртик и упорный подшипник на корпус. Трение резьбы винта в этой гайке
стремится провернуть ее так, чтобы реечный механизм провернул вторую гайку в
направлении, освобождающем ее резьбу от осевого контакта с резьбой винта -
выбор люфта здесь не нужен, и вторая гайка освобождает винт от дополнительного
трения.
При попутном фрезеровании, когда усилие резания совпадает с направлением
перемещения стола, трение в резьбе проворачивает гайку, воспринимающую осевое
усилие резания от винта и передающую его через упорный подшипник на торец
корпуса, в направлении, при котором вторая гайка проворачивается навстречу
вращению винта, прижимаясь своим буртом через упорный подшипник к торцу
корпуса, при этом вторая гайка проворачивается до тех пор, пока ее резьба не
начнет контактировать с резьбой винта, таким образом резьбовая часть винта
оказывается как бы “запертой” между резьбовыми частями двух гаек, что и
обеспечивает безлюфтовую работу винтовой передачи при попутном фрезеровании.
Зазоры в направляющих стола и боковые зазоры в П-образных направляющих
суппорта регулируются клиньями. Снизу суппорта имеются рычаги и винтовые упоры
с рукоятками зажима суппорта на направляющих консоли.
.3.6 Стол
Стол представляет собой чугунную отливку, на верхней базовой плоскости
которой выполнены Т-образные пазы крепления обрабатываемых деталей, а снизу -
направляющие продольного перемещения стола типа “ласточкин хвост”.
На нижней плоскости между направляющими установлен на опорах качения винт
продольного перемещения стола.
.3.7 Шпиндель
Шпиндель монтируется в гильзе на коническом роликовом подшипнике -
передняя опора и двух замкнутых радиально-упорных подшипниках - задняя опора,
воспринимающих осевые усилия.
Гильза со шпинделем устанавливается в расточке станины, а хвостовик
шпинделя при помощи шпонки связан с выходным валом коробки скоростей.
.3.8 Консоль
Консоль является базовым узлом механизмов подач станка и представляет
собой литой чугунный корпус, который перемещается по вертикальным направляющим
станины. На верхней поверхности консоли расположены поперечные направляющие, по
которым перемещается суппорт.
К передней поверхности консоли прикреплён корпус с электродвигателем
привода подач. Передача крутящего момента от электродвигателя к редуктору подач
осуществляется через ременную передачу.
Редуктор подач представляет собой двухступенчатый редуктор с двумя
встроенными электромагнитными муфтами, переключение которых меняет передаточное
отношение и скорости перемещений по всем трем координатам. На первом валу
редуктора устанавливается предохранительная муфта.
От редуктора подач вращение посредством зубчатых колес передается на:
винт поперечной подачи с установленной на нем электромагнитной муфтой
поперечной подачи;
средний вал с установленной на нем электромагнитной муфтой продольной
подачи, передающей вращение посредством зубчатых колес на удлиненную шестерню
суппорта и далее на винт продольных перемещений стола;
левый вал с установленной на нем электромагнитной муфтой вертикальной
подачи, передающий вращение на редуктор подъема.
Редуктор подъема представляет собой двухступенчатый редуктор с конической
и цилиндрической зубчатыми передачами, передающими вращение на винт
вертикальных перемещений.
Автоматическая продольная, поперечная и вертикальная подачи
осуществляются поочередно при включении соответствующих электромагнитных муфт.
Для осуществления ручной подачи необходимо вставить рукоятку в отверстие
соответствующего лимба. Далее нажать до упора рукоятку вместе с лимбом, после
чего вращением рукоятки возможно осуществить ручную подачу по желаемому
направлению.
.3.9 Головка фрезерная широкоуниверсальная
Корпус головки базируется на торец поворотного сектора с Т-образными
пазами.
В расточках корпуса головки размещены:
пиноль со шпинделем, установленным на высокоточных радиально-упорных
шарикоподшипниках (три подшипника в передней опоре и два - в задней);
вал и шлицевая втулка зубчатых передач трехступенчатой коробки скоростей;
винт осевого перемещения пиноли;
опоры конической зубчатой передачи ручного привода перемещения пиноли;
опоры зубчато-червячного редуктора ручного привода поворота головки в
плоскости, перпендикулярной оси горизонтального шпинделя;
механизм переключения скоростей трехступенчатой коробки.
Сверху корпуса, на плите устанавливается электродвигатель привода
фрезерного шпинделя и механизм зажима инструмента.
Привод фрезерного шпинделя осуществляется от электродвигателя с частотным
регулированием через поликлиновую ременную передачу и трехступенчатую коробку
скоростей.
Снизу головки крепится фланец с торцевым кольцевым Т-образным пазом для
крепления накладной поворотной горизонтальной фрезерной головки.
.3.10 Механизм подъема
Механизм подъема представляет собой стойку, закрепленную на основании, в
верхней части которой закреплена гайка с винтом вертикальных перемещений.
Верхний конец винта закреплен в ступице зубчатого колеса редуктора
подъема консоли.
.3.11 Механизм зажима инструмента
Механизм состоит из захвата, осуществляющего захват головки винта
конусной оправки с инструментом. В захват ввинчена тяга, которая с помощью
пакета тарельчатых пружин осуществляет зажим инструмента.
Разжим инструмента происходит подачей масла в гидроцилиндр.
Перемещаясь, поршень гидроцилиндра толкает тягу с захватом, выталкивая
(не полностью) конусную оправку из конусного отверстия шпинделя.
Для съема конусной оправки с инструментом из фрезерного шпинделя ее
необходимо развернуть на 90°, до совпадения лысок винтов конусной оправки с пазами захвата, затем
вытащить оправку из шпинделя.
Возврат поршня и, соответственно, захвата в исходное положение происходит
под воздействием пружин, при этом в исходном положении поршня (положение зажима
инструмента) срабатывает конечный выключатель, по разрешающей команде которого
становится возможным включение вращения фрезерного шпинделя.
Важно помнить, что разжим инструмента из шпинделя широкоуниверсальной
фрезерной головки, возможен только в крайнем верхнем положении пиноли.
.4 Кинематическая часть станка
Схема кинематическая принципиальная.
Привод горизонтального шпинделя осуществляется от электродвигателя М1.
Частота вращения шпинделей меняется изменением передаточного отношения
коробки скоростей (3 ступени) и бесступенчато, регулированием частоты тока
(скорости вращения электродвигателя главного привода) - внутри каждой ступени.
Вращение от электродвигателя передается на вал I с помощью ременной
передачи 1-2 и далее по одной из трех пар зубчатых колес 3-4, 5-6 или 7-8 к
шпинделю, Передача 7-8 сообщает движение шпинделю по цепи 11-10, 9-4.
Привод подач, включающий цепи рабочих подач и ускоренного хода,
осуществляется от электродвигателя М2. Редуктор подач обеспечивает две ступени
рабочих пода стола с бесступенчатым регулированием рабочих подач в пределах
каждой ступени по координатам X, Y, Z.
Электродвигатель М2 с помощью ременной передачи 35-36 вращает вал V
редуктора подач, на котором установлены предохранительная механическая и
электромагнитная муфты. При включении последней движение передается через
зубчатую пару 38-45 шестерне 44. При выключенной электромагнитной муфте на валу
VI движение шестерне 44 передается по цепи 42-41, 39-40, 38-45 - осуществляется
уменьшение величины подач за счет увеличения передаточного отношения редуктора.
Для передачи движения по координатам X, У, Z в каждой цепи установлены
электромагнитные муфты.
Включение муфты на валу VII сообщает валу вращение и далее по цепи
51-52-32, 31-30, 29-28-27,26-25, на ходовой винт 18. который через гайки 22
осуществляет перемещение стола по координате X. Выборка люфта в паре винт-гайка
производится рейками 24 и колесом 23.
Перемещение стола по координате Z осуществляется при включенной муфте на
валу VIII по цепи 46-47, 48-49 на ходовой винт 50.
Перемещение стола по координате Y осуществляется при включенной муфте на
ходовом винте 53 (вал IX), через зубчатую пару 44-37 на ходовой винт 53.
При включении механического перемещения стола начало движения происходит
с выдержкой времени 2с.
Привод шпинделя головки фрезерной широкоуниверсальной
станка модели Орша-Ф32Ш осуществляется от электродвигателя М3.
Вращение от электродвигателя М3 через ременную
передачу 72-73 и зубчатую пару 75-77 передается на вал II. При перемещении зубчатого колеса 77 до сцепления с
шестерней 76, шпиндель получает вращение по цепи 75-74, 76-77, а при сцеплении
зубчатого колеса 78 с шестерней 79 - по цепи 75-74, 79-78. Шпиндель головки
накладной фрезерной горизонтальной получает вращение от шпинделя головки
фрезерной широкоуниверсальной посредством зубчатых колес 100-99.
Двойной поворот головки фрезерной широкоуниверсальной относительно
ползуна осуществляется в одной плоскости при помощи червяка 67 и сектора
зубчатого колеса 68, в другой - при помощи червячной пары 83-84 и зубчатых
колес 85-66,
Рисунок 1.1 - Схема кинематическая
1.5 Основные технические данные и характеристики

Рисунок1.2- Общий вид широкоуниверсального фрезерного станка Ф32Ш.
Таблица 1.1 Техническая характеристика станка
|
Наименование параметра
|
Орша-Ф32Ш
|
|
|
30; 31; 42; 43
|
52; 53
|
|
|
2 Показатели назначения 2.1
Показатели заготовки, обрабатываемой на станке 2.1.1 Предельные размеры
устанавливаемой заготовки, мм: - длина - ширина - высота при работе: 1)
горизонтальным шпинделем 2) вертикальным шпинделем 2.1.2 Предельные размеры
обрабатываемых поверхностей, мм, не менее: - длина (при обработке
цилиндрической фрезой диаметром 30 мм) - ширина при работе: 1) горизонтальным
шпинделем (при обработке цилиндрической фрезой высотой 30 мм) 2) вертикальным
шпинделем (при обработке цилиндрической фрезой) - высота при работе
горизонтальным шпинделем (при обработке торцевой фрезой диаметром 100мм)
2.1.3 Наибольшая масса устанавливаемой заготовки (с учётом массы закрепляющих
элементов), кг 2.2 Показатели инструмента, устанавливаемого на станке 2.2.1
Наибольший допустимый диаметр фрезы при черновой обработке, мм: -
горизонтальный шпиндель - вертикальный шпиндель 2.3 Показатели рабочих и
установочных перемещений
|
1200 360 500 450
800 280 310 500 300 160 100
|
1200 360 500 450
1000 280 310 500 300 160 100
|
|
|
2.3.1 Перемещение стола на
одно деление лимба, мм: - продольное, X -
поперечное, Y - вертикальное, Z 2.3.2
Перемещение стола на один оборот лимба, мм: - продольное, X -
поперечное, Y - вертикальное, Z 2.3.3
Перемещение гильзы вертикального шпинделя, мм: - на одно деление лимба - на
один оборот лимба 2.3.4 Цена одного деления шкалы поворота головок, град 2.4
Показатели основных и вспомогательных движений 2.4.1 Количество ступеней
частот вращения шпинделя: - горизонтального - вертикального 2.4.2 Способ
регулирования частот вращения шпинделя в пределах каждой ступени 2.4.3
Пределы частот вращения шпинделя, минˉ¹: - горизонтального - вертикального 2.4.4 Количество
ступеней рабочих подач стола 2.4.5 Способ регулирования рабочих подач стола в
пределах каж- дой ступени
|
0,05 0,05 0,02 5,0 6,0 1,2
0,025 2,5 1 3 3 бессту- пенча- тый 25 - 2000 71- 2240 2 бесступенчатый
|
0,05 0,05 0,02 5,0 6,0 1,2
0,025 2,5 1 3 3 бессту- пенча- тый 25 - 2000 71- 2240 2 бесступенчатый
|
|
|
2.4.6 Пределы рабочих подач
стола в направлениях, мм/мин: - продольном и поперечном (X, Y)
- вертикальном (Z) 2.4.7 Ускоренное перемещение стола в направлениях,
мм/мин: - продольном и поперечном (X, Y) -
вертикальном (Z) 2.5 Показатели силовой характеристики 2.5.1
Наибольший крутящий момент на шпинделе, кНм, не менее - горизонтальном -
вертикальном 2.6 Показатели габарита и массы 2.6.1 Габаритные размеры станка,
мм: - длина - ширина - высота 2.6.2 Масса станка, кг, для исполнений: 2.7
Показатели технического совершенства 2.7.1 Частотное регулирование приводов
фрезерных шпинделей и меха- низма подач 2.7.2 Централизованная система смазки
от отдельной станции с дополнительной функцией гидроразжима инструмента 2.7.3
Возможность применения гидрофицированных устройств с приводом от станции
смазки
|
25 - 1250 6-320 3000
800 1,0 0,21 2454 1890 2425 3500 имеется имеется имеется
|
25 - 1250 6-320 3000
800 1,0 0,21 2454 2095 2425 3521 имеется имеется имеется
|
|
|
2.7.4 Оснащённость станка
дополни тельными устройствами и приспособлениями: - стол поворотный круглый с
ручным и механизированным приводами - тиски станочные - универсальная
делительная головка 2.7.5 Класс точности станка по ГОСТ 8-82 3 Характеристика
электрооборудования 3.1 Род тока питающей сети 3.2 Частота тока питающей
сети, Гц 3.3 Напряжение тока питающей сети, В 3.4 Род тока электропривода 3.5
Напряжение силовой цепи, В 3.6 Род тока цепей управления 3.7 Напряжение цепей
управления, В: - переменного тока - постоянного тока 3.8 Род тока цепей
сигнализации 3.9 Напряжение цепей сигнализации, В 3.10 Род тока цепи
освещения 3.11 Напряжение цепи освещения, В 3.12 Количество электродвигателей
в станке, шт 3.13 Электродвигатель привода главного движения шпинделей
(горизонтального/вертикального): - мощность, кВт - частота вращения, минˉ¹
|
по требованию заказчика
то же П переменный трёхфазный 50 380 переменный трёхфазный 380 переменный,
постоянный 110 24 постоянный 24 переменный 24 5 7,5 / 4,0 1500 / 1500
|
|
3.14 Электродвигатель
привода подач: - мощность, кВт - частота вращения, минˉ¹ 3.15 Электродвигатель привода станции смазки: -
мощность, кВт - частота вращения, минˉ¹ 3.16 Электродвигатель привода системы охлаждения: -
мощность, кВт - частота вращения, минˉ¹ 3.17 Суммарная мощность электродвигателей, кВт 4
Характеристика смазочной системы 4.1 Вид смазочного материала 4.2 Рабочее
давление в режимах, МПа: - циркуляционная смазка - дозированная смазка 4.3
Объём бака, л 4.4 Производительность насоса, л/мин 5 Характеристика
охлаждения 5.1 Объём бака, л 5.2 Производительность электрона-соса на высоте
Н=2м, л/мин
|
2,2 1500 0,55 1500
0,25 3000 14,50 минеральные масла, консис-тентная смазка 0,2 - 0,4 1,0 - 1,5 28 3 24 22
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Расчет режимов резания при фрезеровании
|
Задаемся условиями
обработки:
|
|
|
Материал режущего инструмента
|
фреза торцовая
|
|
Обрабатываемый материал
|
чугун
|
|
Размер стола станка (длина
х ширину), мм
|
1400х320
|
|
Глубина фрезерования
|
t = 5 мм
|
|
Ширина фрезерования
|
В = 128 мм
|
|
Число зубьев
|
z = 16
|
|
Подача на зуб
|
Sz = 0,15 мм/зуб
|
|
Наибольший диаметр фрезы
|
D=160
|
Наибольшая ширина фрезерования
 (3)
(3)

По
табл.26[1] находим наибольшую глубину резания 
По
табл.26[1] находим наименьшую глубину резания 
По
таблицам 2 и 3[1] выбираем наибольшую подачу на зуб

 при и
при и  .
.
Наименьшая скорость резания при фрезеровании:
 , (5)
, (5)
 м/мин,
м/мин,
Наибольшая
главная составляющая силы резания  , Н
рассчитывается по формуле из /2/
, Н
рассчитывается по формуле из /2/
где
Ср- постоянный коэффициент;
t- глубина
резания;
Sz- подача на
зуб;
B- ширина
фрезерования;
z- число зубьев
фрезы;
D-диаметр фрезы;
n-частота
вращения фрезы;
Kмр- поправочный
коэффициент Kмр=1;
 - показатели степеней;
- показатели степеней;

 ;
; 
 ;
;  ;
;  ;
;  ;
;
 ;
;  ;
;  ;
;  ;
;  ;
;

Наибольший
крутящий момент на шпинделе  ,
, 
 ,
,

Наибольшая
мощность, потребляемая на резание  , кВт
, кВт
 ,
,
где
 - наибольшая главная составляющая силы резания, Н;
- наибольшая главная составляющая силы резания, Н;
 -
наименьшая скорость резания, м/мин.
-
наименьшая скорость резания, м/мин.
 kВт
kВт
Мощность
электродвигателя главного движения
 ,
,
где
 - коэффициент повторно-кратковременной перегрузки
электродвигателя;
- коэффициент повторно-кратковременной перегрузки
электродвигателя;
 -
приближенный КПД.
-
приближенный КПД.
 кВт
кВт
По рассчитанной мощности подбираем электродвигатель серии АИР132S4 n=1500 мин-1, N=7,5
кВт, исполнение по степени защиты IP44, способ охлаждения ICA0141.
3. Кинематические расчеты
.1 Кинематический расчет коробки скоростей горизонтального шпинделя
Исходные данные:
Z=3; n min= 25 мин-1;
Строим график частот вращения
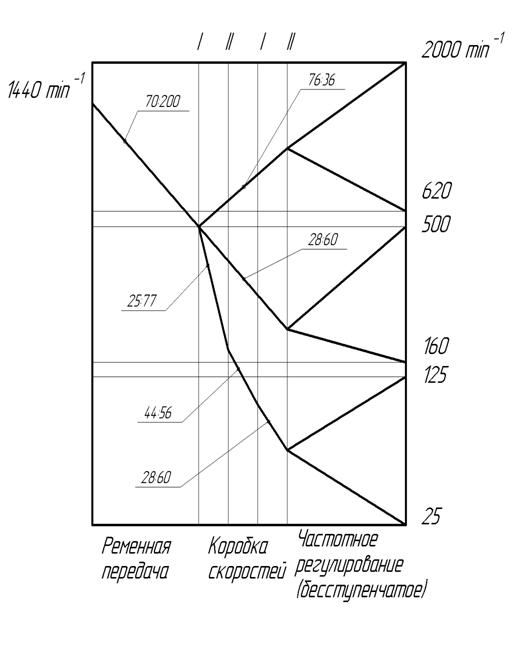
Таблица 2. Механика главного движения шпинделя
|
Номера на переключателе
|
Способ регулирования
|
Частота вращения шпинделя,
мин-1
|
Горизонтальный шпиндель
|
|
|
|
Наибольший допустимый
крутящий момент на шпинделе, Н∙м
|
Эффективная мощность на
шпинделе, кВт
|
|
1 2 3 4 5 6 7 8
|
Бесступенчато в пределах
каждой ступени
|
25 40 52
|
1000
|
2.6 4.1 5.3
|
|
|
68 80 95 110 125
|
915 780 657 567 499
|
6.4
|
|
2 3 4 5 6 7 8
|
Бесступенчато в пределах
каждой ступени
|
160 210
|
282
|
4.6 6.0
|
|
|
270 330 375 440 500
|
248 200 177 150 132
|
6.8
|
|
2 3 4 5 6 7 8
|
Бесступенчато в пределах
каждой ступени
|
620 840
|
72
|
4.5 5.8
|
|
|
1070 1300 1500 1750 2000
|
62 51 43 38 31
|
6.8
|
Кинематическая схема привода представлена на рисунке 3.
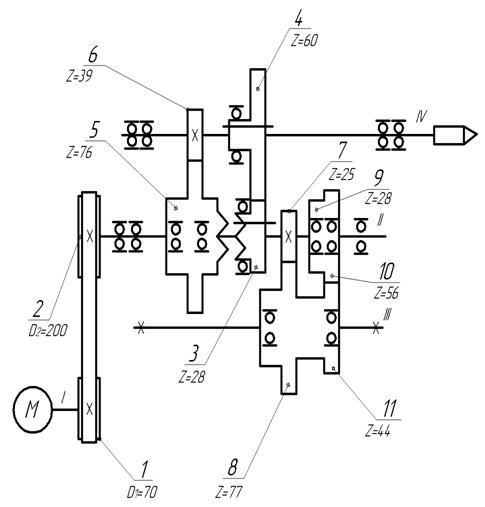
Рисунок 3 - Кинематическая схема привода главного движения.
По графику частот вращения находим передаточное отношение всех передач
Для зубчатых передач:
 ;
;  ;
;  ;
;  ;
; 
|
Обозначение колеса
|
Передаточное число
|
Сумма зубьев передачи
|
Число зубьев колеса
|
|
1
|
2
|
3
|
4
|
|
 0,4668828 0,4668828
|
|
|
|
|
 60 60
|
|
|
|
|
 28 28
|
|
|
|
|
 1,94811576 1,94811576
|
|
|
|
|
 39 39
|
|
|
|
|
 0,32410225 0,32410225
|
|
|
|
|
 77 77
|
|
|
|
|
 0,79410056 0,79410056
|
|
|
|
|
 44 44
|
|
|
|
4. Силовые расчеты и расчеты деталей на прочность
4.1 Определение расчетных нагрузок
Определение мощности на валах:
NД=7,5кВт;
N1=Nд·hмуф=7,5·0,99=7,425 кВт;
N2= N1·h1·h4
=7,425·0,99·0,95=6,983кВт;
N3= N2·h1·h3
=6,983·0,99·0,975=6,740кВт;
N4= N2·h12·h2·h3=6,740·0,992·0,97·0,975=6,25кВт;
где
 = 0,99 - КПД пары подшипников качения,
= 0,99 - КПД пары подшипников качения,
 =0,97 -
КПД прямозубых цилиндрических колес,
=0,97 -
КПД прямозубых цилиндрических колес,
 = 0,975
- КПД косозубых цилиндрических колес,
= 0,975
- КПД косозубых цилиндрических колес,
 = 0,95 -
КПД клиноременной передачи.
= 0,95 -
КПД клиноременной передачи.
Определяем частоту на валах при различном зацеплении зубчатых колес:






Определение
крутящих моментов на валах:
T1=
9550· (N1/n1) =9550· ( 7,425/1440)=49,24 Н×м;
T2=
9550· (N2/n2) =9550· (6,983/504)=132,32 Н×м;
T3=
9550· (N3/n3) =9550· ( 6,74/163,64)=393,35 Н×м;
T4=
9550· (N4/n4) =9550· (6,25/982,15)=60,77 Н×м;
T4(1)=
9550· (N4/n4(1)) =9550· (6,25/59,99)=994,95 Н×м;
T4(2)=
9550· (N4/n4(2)) =9550· (6,25/235,2)=253,77 Н×м;
Результаты расчетов сводим в таблицу
Таблица 3- Расчетные нагрузки.
|
N Вала
|
Мощность на валу, кВт
|
Крутящий момент на валу, Нм
|
Частота вращения вала,
мин-1
|
|
I
|
7,425
|
49,24
|
1440
|
|
II
|
6,983
|
132,32
|
504
|
|
III
|
6,74
|
393,35
|
163,64
|
|
IV
|
6,25
|
60,77
|
982,15
|
|
IV(1)
|
6,25
|
994,95
|
59,99
|
|
IV(2)
|
6,25
|
253,77
|
235,2
|
.2 Расчёт поликлиноременной передачи
Исходные данные:
Передаваемая мощность р1 = 7,425кВт;
Частота вращения вала двигателя nэ = 1440 мин-1;
Частота вращения 2-го вала n =504
мин-1;
Передаточное число передачи up = nэ/n = 1440/504 = 2,857.
По рисунку 8.21 [5] при моменте Т2=132,32 Н×м на ведомом шкиве выбираем ремень
сечения Л .
Диаметры шкивов (таблица 8.17 [5]) D1,мм
D1= 70
Диаметр ведомого шкива D2, мм
2= up D1 (120) [5]
2 = 2,857×70 = 199,89 мм
По таб.8.20[5] принимаем стандартные значения D2 , мм
D2
=200
Рисунок 12. Сечение поликлинового ремня
Фактическое передаточное число up определяем по формуле
up= (121) [5]
(121) [5]
где
 = 0,01 - коэффициент упругого скольжения.
= 0,01 - коэффициент упругого скольжения.
up =  = 2,886;
= 2,886;
Скорость
ремня V, м/с
= D1nэ/(60×1000) (122) [5]
D1nэ/(60×1000) (122) [5]
V = 3,14×70×1440/(60×1000) = 5,28
Межосевое
расстояние а, мм
(D1+D2) а0,55(D1+D2)+h (123) [5]
а0,55(D1+D2)+h (123) [5]
 а158(принимаем а = 500мм)
а158(принимаем а = 500мм)
Расчётная
длина ремня L, мм таблица3.1
=2а+ (D1+D2)+(D2-D1)2/4а (124) [5]
(D1+D2)+(D2-D1)2/4а (124) [5]
=
2×500 +  (70+ 200)
+ (200-70)2/4×500 = 1432,35
(70+ 200)
+ (200-70)2/4×500 = 1432,35
Ближайшая
стандартная длина ремней таблица 8.13 [5]
L = 1500мм
Определение
необходимого числа клиньев ремня рисунок 8.22 [5]
Z=30
Условное
обозначение ремня: 1500 Л 30 38-40528-74 РТМ
Уточнённое
межосевое расстояние а, мм по формуле
а=
 (125) [5]
(125) [5]
а= =534
=534
При
надевании ремня минимальное межосевое расстояние аmin,мм
аmin=а-0,015L
(126)
аmin =
534 - 0,015×1500 = 512
Для
компенсации вытяжки ремня максимальное межосевое расстояние аmax,
мм
аmax=а+0,03L
(127) [5]
аmax =
534+ 0,03×1500 = 579
Угол
обхвата  таблица 9.1
таблица 9.1
 (128)
[5]
(128)
[5]
 = 165,40
= 165,40
Условие
 1200 выполняется.
1200 выполняется.
Усилие,
действующее на вал:

Где
 для сечения ремня Л, таблица 8.18 [5]
для сечения ремня Л, таблица 8.18 [5]
Ширина
шкивов таблица 8.17,рисунок 8.18 [5]

.3
Проектный расчет зубчатых передач
.3.1
Выбор материалов и термообработки
В
качестве материала для изготовления всех зубчатых колес принимаем сталь 20Х
ГОСТ 4543-71, с термообработкой - цементация плюс закалка (35…40HRC).
Обработка зубчатого венца т.в.ч. с последующим низким отпуском. (56…63НRC).
Механические свойства материала:
для
колеса:  =650 МПа,
=650 МПа,  =400 МПа,
52HRC
=400 МПа,
52HRC
для
шестерни: =850 МПа, =650 МПа,
60HRC
4.3.2
Определение допускаемых напряжений
Допускаемые
контактные напряжения для шестерни и колеса определяем по формуле:
 ,
,
где
 , МПа - базовый предел контактной выносливости зубьев,
определяемый для шестерни и колеса:
, МПа - базовый предел контактной выносливости зубьев,
определяемый для шестерни и колеса:
 ш=17·HRC+200=17·60+200=1220
МПа
ш=17·HRC+200=17·60+200=1220
МПа
к=17·HRC+200=17·52+200=1084
МПа,
 = 1,2 -
коэффициент безопасности для зубчатых колес с поверхностным упрочнением зубьев,
= 1,2 -
коэффициент безопасности для зубчатых колес с поверхностным упрочнением зубьев,
 -
коэффициент долговечности,
-
коэффициент долговечности,
=
 =30·НВ2.4=30·5002.4=8·107
- базовое число циклов нагружения,
=30·НВ2.4=30·5002.4=8·107
- базовое число циклов нагружения,
 =60·nт·
=60·nт· - эквивалентное число циклов перемены напряжений,
при:
- эквивалентное число циклов перемены напряжений,
при:
nт= 25 мин-1-
частота вращения тихоходного вала,
=L·365·Kгод·24·Ксут=5·365·0.6·24·0.3=7884ч
- число часов работы передачи за расчетный срок службы,
где
Кгод, Ксут - коэффициенты использования передачи в году и в сутках,
L, годы - срок
службы;
=60·nт·=60·25·7884=1,18·107 ;
 =
= =1,37;
=1,37;
Тогда допускаемое контактное напряжение для колеса составит:
 =1084·1,37/1.2
= 1237,56 МПа
=1084·1,37/1.2
= 1237,56 МПа
Так
как передача является косозубой, то дальнейший расчет будем производить по  1237,56 МПа
1237,56 МПа
Допускаемые
напряжения изгиба колеса и шестерни определяем по формуле:
где
 - базовый предел выносливости зубьев при изгибе,
определяемый для шестерни и колеса:
- базовый предел выносливости зубьев при изгибе,
определяемый для шестерни и колеса:
 = 0.8 -
коэффициент, учитывающий влияние двустороннего приложения нагрузки (для НВ>
350 и реверсивной передачи),
= 0.8 -
коэффициент, учитывающий влияние двустороннего приложения нагрузки (для НВ>
350 и реверсивной передачи),
 =
= ·
· =1·2=2 - коэффициент безопасности,
=1·2=2 - коэффициент безопасности,
где
=2 - коэффициент, учитывающий нестабильность свойств
материала зубчатого колеса и ответственность зубчатой передачи,
=1 -
коэффициент, учитывающий способ получения заготовки зубчатого колеса,
-
коэффициент долговечности, учитывающий влияние срока службы и режима нагружения
(по аналогии с принимаем =1, при
базовом числе циклов перемены напряжений  = 4·106 -
для стали).
= 4·106 -
для стали).
Тогда
допускаемые напряжения изгиба колеса составят:
 =1220·0,8·1/2
= 488 МПа
=1220·0,8·1/2
= 488 МПа
 =1084·0,8·1/2
= 433,6 МПа
=1084·0,8·1/2
= 433,6 МПа
.3.3
Определение размеров передач и зубчатых колес
Ориентировочное
значение делительного межосевого расстояния пары Z7-Z8,
определяем по формуле:
 ;
;
где
Ка=495,
КHB=1,06
- выбирается по графику [ ] в зависимости от 
=
3=393,35
H·м;

Определяем
модуль, пологая его одинаковым для обеих пар колес:
m=2a/Z ,
,
где
Z- суммарное число зубьев колес,
a - межосевое
расстояние,
m=(2·153,97)/102=3,01
По
ГОСТ 9563-60 принимаем модуль m=3
Уточняем
межосевое расстояние
а=m·Z/2
=3·102/2=153мм.
Определяем
размеры венцов колес при X1=X2=0.
Делительные
диаметры:
d=m·Z/ cosβ;
dZ7=m·Z7/cosβ=3·25/11°15'35''=76,472 мм;
dZ8=m·Z8/ cosβ =3·77/11°15'35''= 235,534мм;
Диаметры
вершин:
da=dZ+2m;
da7=dZ7+2m=76,472
+2·3=82,472 мм;
da8=dZ8+2m=235,534
+2·3=241,534мм;
Диаметры
впадин:
=dZ-2,5m;
df7=dZ7-2,5m=76,472-2,5·3=68,972мм;
df8=dZ8-2,5m=235,534-2,5·3=228,034мм;
Ширина
венцов колес:
 ;
;
 мм;
мм;
принимаем ширину колеса bк
=30мм;
ширину шестерни bш=35мм;
Аналогично определяем геометрические параметры остальных зубчатых передач
этой же и последующих групп. Результаты расчетов сводим в таблицу.
Ориентировочное значение делительного межосевого расстояния пары Z3-Z4, Z9
определяем по формуле:
 ;
;
где
Ка=495,
КHB=1,06
- выбирается по графику [ ] в зависимости от
=
4(1)=994,95
H·м;
 .
.
Определяем
модуль, пологая его одинаковым для обеих пар колес:
m=2a/Z,
где
Z- суммарное число зубьев колес,
a - межосевое
расстояние,
m=(2·182,27)/88=4,14
По
ГОСТ 9563-60 конструктивно принимаем модуль m=4
Уточняем
межосевое расстояние
а=m· Z/2
=4·88/2=176мм.
Определяем
размеры венцов колес при X1=X2=0.
Делительные
диаметры:
d=m·Z;
dZ3=m·Z3=4·28=112
мм;
dZ4=m·Z4=4·60=240
мм;
dZ9=m·Z9=4·28=112
мм;
Диаметры
вершин:
da=dZ+2m;=dZ3+2m=112+2·4=120 мм;=dZ4+2m=240
+2·4=248мм;=dZ9+2m=112+2·4=120мм.
Диаметры
впадин:
df=dZ-2,5m;
df3=dZ3-2,5m=112-2,5·4=102
мм;
df4=dZ4-2,5m=240-2,5·4=230мм;
df9=dZ9-2,5m=112-2,5·4=102
мм.
Ширина
венцов колес:
;
 мм;
мм;
принимаем ширину колеса bк =35
мм;
ширину шестерни bш=40мм;
Ориентировочное значение делительного межосевого расстояния пары Z10-Z11 определяем по формуле:
 ;
;
где
Ка=495,
КHB=1,06
- выбирается по графику [ ] в зависимости от
= ;
;
T2=518,68 H·м;
 .
.
Определяем
модуль, пологая его одинаковым для обеих пар колес:
m=2a/Z
где
Z- суммарное число зубьев колес,
a - межосевое
расстояние,
m=(2·126,19)/100=2,52
По
ГОСТ 9563-60 принимаем модуль m=3
Уточняем
межосевое расстояние
а=m· Z/2
a=3·100/2=150
мм.
Определяем
размеры венцов колес при X1=X2=0.
Делительные
диаметры:
d=m·Z/ cosβ;
dZ10=m·Z10/cosβ=3·56/cos15°56’32’’=174,72 мм;
dZ11=m·Z11/ cosβ =3·44/ cos15°56’32’’=137,28 мм;
Диаметры вершин:
=dZ+2m;
da10=dZ10+2m=174,72+2·3=180,72 мм;
da11=dZ11+2m=137,28+2·3=143,28 мм;
Диаметры впадин:
df=dZ-2,5m;
df10=dZ10-2,5m=174,72-2,5·3=167,22 мм;
df11=dZ11-2,5m=137,28-2,5·3=129,78 мм;
Ширина венцов колес:
;
 мм;
мм;
принимаем ширину колеса bк
=30мм;
ширину шестерни bш=35 мм;
Таблица 5 - Размеры передач и валов.
|
Обозначение
|
Ширина венцов мм
|
Модуль мм
|
Число зубьев
|
Делительный диаметр мм
|
Диаметр вершин мм
|
Диаметр впадин мм
|
|
Z3
|
40
|
4
|
28
|
112
|
120
|
102
|
|
Z4
|
35
|
4
|
60
|
240
|
248
|
230
|
|
Z5
|
29
|
3
|
76
|
232,63
|
198,55
|
187,3
|
|
Z6
|
34
|
3
|
39
|
119,37
|
104,32
|
93,07
|
|
Z7
|
35
|
3
|
25
|
76,47
|
82,47
|
68,97
|
|
Z8
|
30
|
3
|
77
|
235,53
|
241,53
|
228,03
|
|
Z9
|
40
|
4
|
28
|
112
|
120
|
102
|
|
Z10
|
30
|
3
|
56
|
174,72
|
149,93
|
138,68
|
|
Z11
|
35
|
3
|
44
|
137,28
|
118,88
|
107,63
|
.3.4 Проверочный расчет прямозубой передачи
Произведем проверочный расчет по контактным напряжениям и напряжениям
изгиба для самой нагруженной передачи, которой является зубчатая пара Z5-Z6
а) Проверочный расчет на контактную выносливость
Расчетное контактное напряжение для зубчатого колеса:
 =
=

 ,
,
где
 =1,77cosβ = 1,77·cos11°27’ = 1,73 - (для косозубых зубчатых колес)
коэффициент, учитывающий форму сопряженных поверхностей зубьев в полюсе
зацепления,
=1,77cosβ = 1,77·cos11°27’ = 1,73 - (для косозубых зубчатых колес)
коэффициент, учитывающий форму сопряженных поверхностей зубьев в полюсе
зацепления,
 =275
МПа1/2 - (для стальных зубчатых колес) коэффициент, учитывающий механические
свойства материалов сопряженных зубчатых колес,
=275
МПа1/2 - (для стальных зубчатых колес) коэффициент, учитывающий механические
свойства материалов сопряженных зубчатых колес,
 =
= =
= =0.76 -
(для косозубых цилиндрических передач) коэффициент, учитывающий суммарную длину
контактных линий,
=0.76 -
(для косозубых цилиндрических передач) коэффициент, учитывающий суммарную длину
контактных линий,
где =(1.88-3.2·(1/Z5+1/Z6))cosβ=(1.88-3.2· (1/76 + 1/39))cos11°27’=1.723
- коэффициент торцового перекрытия,
=(1.88-3.2·(1/Z5+1/Z6))cosβ=(1.88-3.2· (1/76 + 1/39))cos11°27’=1.723
- коэффициент торцового перекрытия,
 =2000
=2000 /
/ =2000·704,31/99,32=14182,6Н - окружная сила на
начальной окружности,
=2000·704,31/99,32=14182,6Н - окружная сила на
начальной окружности,
 =
= ·
· ·
· ·
· =1.25·1.04·1.05·1,08=1,474 - коэффициент нагрузки,
=1.25·1.04·1.05·1,08=1,474 - коэффициент нагрузки,
где
=1.25 - коэффициент, учитывающий внешнюю динамическую
нагрузку,
=1.04 -
коэффициент, учитывающий динамическую нагрузку, возникающую в зацеплении (в
зависимости от окружной скорости: 
 = 10,39
м/c и степени точности зацепления -7)
= 10,39
м/c и степени точности зацепления -7)
=1,05 -
коэффициент, учитывающий неравномерность распределения нагрузки по ширине
зубчатого венца,
=1,08 -
(для косозубых колес) Коэффициент, учитывающий распределение нагрузки между зубьями,
b = 34 мм -
рабочая ширина венца зубчатой передачи,
d1= 99,32 мм -
делительный диаметр шестерни,
U =1,948 -
передаточное отношение.
 =
= = 718,32 МПа
= 718,32 МПа
То
есть =1106,7 МПа <  =1237,5
МПа - условие прочности на контактную выносливость соблюдается.
=1237,5
МПа - условие прочности на контактную выносливость соблюдается.
б)
Проверочный расчет по напряжениям изгиба
Определим
расчетное напряжение изгиба по формуле:
 =
=

где
 = 3.93 - коэффициент формы зуба (в зависимости от
значения числа зубьев шестерни Z6=39,
= 3.93 - коэффициент формы зуба (в зависимости от
значения числа зубьев шестерни Z6=39,
 = 3.7 -
коэффициент формы зуба (в зависимости от значения числа зубьев колеса Z5=
76),
= 3.7 -
коэффициент формы зуба (в зависимости от значения числа зубьев колеса Z5=
76),
 = 488
МПа - допускаемое напряжение изгиба для шестерни,
= 488
МПа - допускаемое напряжение изгиба для шестерни,
 = 433,6
МПа - допускаемое напряжение изгиба для колеса,
= 433,6
МПа - допускаемое напряжение изгиба для колеса,
определяем
менее прочное звено:
/=488/3.93=124,17
/=433,6/3.7=117,18
расчет
будем производить по колесу;
 =1 -
(предварительно) коэффициент, учитывающий перекрытие зубьев,
=1 -
(предварительно) коэффициент, учитывающий перекрытие зубьев,
 =1-β/140=0,92 - (для косозубой передачи) коэффициент, учитывающий
наклон зуба,
=1-β/140=0,92 - (для косозубой передачи) коэффициент, учитывающий
наклон зуба,
=2000· /
/ =2000·46,43/193,55 =479,7Н - окружная сила на
начальной окружности,
=2000·46,43/193,55 =479,7Н - окружная сила на
начальной окружности,
b =29 мм -
рабочая ширина венца зубчатой передачи,
m = 2,5 мм
-модуль зацепления,
 =·
=· ·
· ·
· =1.25·1.01·1.2·1,35=2,045 - коэффициент нагрузки,
=1.25·1.01·1.2·1,35=2,045 - коэффициент нагрузки,
где
=1.25 - коэффициент, учитывающий внешнюю динамическую
нагрузку,
=1.01 -
коэффициент, учитывающий динамическую нагрузку, возникающую в зацеплении (в
зависимости от окружной скорости):
 =0,253 м/c и
степени точности зацепления -9)
=0,253 м/c и
степени точности зацепления -9)
=1.2 -
коэффициент, учитывающий неравномерность распределения нагрузки по ширине
зубчатого венца(в зависимости от  ),
),
=1,35 -
(для косозубых колес) коэффициент, учитывающий распределение нагрузки между
зубьями,
Таким
образом:
 =
= = 46,05 МПа
= 46,05 МПа
То
есть =46,05 МПа много меньше =433,6
МПа, следовательно условие соблюдается.
4.4 Расчет валов
.4.1 Проектный расчет валов
Определим
диаметры валов  , мм, по формуле:
, мм, по формуле:
 , (4.44)
, (4.44)
где
 - рассчитываемый диаметр
- рассчитываемый диаметр  - го вала, мм;
- го вала, мм;
 -
крутящий момент на - том валу,
-
крутящий момент на - том валу,  ;
;
 -
допускаемые напряжения на кручение, МПа.
-
допускаемые напряжения на кручение, МПа.
Получим:
 ,
,
 ,
,
 ,
,
 ,
,
Округляем
диаметры валов в соответствии с ГОСТ 1139-80:
 ,
,
 ,
,
 ,
,
 ,
,
Дальнейший
расчет будем производить для IV - го вала, который является наиболее нагруженным.
Исходными
данными для расчета будут являться:
диаметр
вала  ;
;
крутящий
момент на валу  ;
;
делительные
диаметры зубчатых колес, находящихся в зацеплении  ;
;  ;
;
Определим
силы, возникающие в зацеплении:
Окружные
силы  ,
,  ,
определяем по формуле [4, ч. 1, стр. 106]:
,
определяем по формуле [4, ч. 1, стр. 106]:
 , (4.45)
, (4.45)
 ;
;
Радиальные
силы  , ,
определяем по формуле[4, ч. 1, стр. 106]:
, ,
определяем по формуле[4, ч. 1, стр. 106]:
 , (4.46)
, (4.46)
где
 - угол зацепления.
- угол зацепления.
 ;
;
Определим
усилия, возникающие в опорах, для этого разложим реакции на горизонтальные и
вертикальные составляющие. Тогда реакции опор от сил в вертикальной плоскости
составят:
 :
:
 ;
;

 ;
;
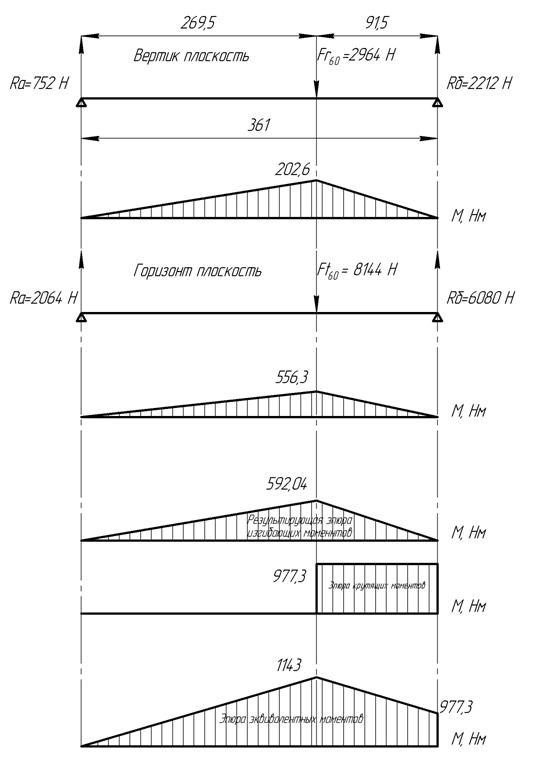
Рисунок
6 - Эпюры изгибающих и крутящих моментов
В
горизонтальной плоскости:
:
 ;
;

 ;
;
По
полученным значениям реакций опор и из эпюр изгибающих моментов в вертикальной
и горизонтальной плоскостях определяем значения суммарных изгибающих моментов  ,
,  , из
выражения:
, из
выражения:
 , (4.47)
, (4.47)
где
 - суммарный изгибающий момент,
- суммарный изгибающий момент,  ;
;
 -
изгибающие моменты в горизонтальной плоскости, ;
-
изгибающие моменты в горизонтальной плоскости, ;
 -
изгибающие моменты в вертикальной плоскости, .
-
изгибающие моменты в вертикальной плоскости, .
Определим
значение эквивалентного момента  ,
,  :
:
 ; (4.48)
; (4.48)
Из
построения эпюры суммарных крутящих моментов определяем, что наиболее опасным
является сечение вала под колесом  , где
суммарный крутящий момент является максимальным. Дальнейший расчет вала будем
производить по данному опасному сечению.
, где
суммарный крутящий момент является максимальным. Дальнейший расчет вала будем
производить по данному опасному сечению.
4.4.2 Расчет вала на усталостную прочность
Расчет
будем производить по суммарному изгибающему и крутящему моментам в наиболее
опасном сечении, где их значения составляют соответственно:  ,
,  .
.
В
качестве материала для изготовления вала примем сталь 45 ГОСТ 1050 - 88, с
механическими свойствами в нормализованном состоянии:
=600 МПа,
=355 МПа, 260…285 НВ.
Для
обеспечения достаточной усталостной прочности, необходимо выполнение следующего
условия [5, стр. 264]:
 =
=
 , (4.49)
, (4.49)
где
S - общий коэффициент запаса прочности,
[S]=1,5
- допустимый коэффициент запаса прочности.
Коэффициент
запаса по нормальным напряжениям  , определяется
согласно источнику [5, стр. 264]:
, определяется
согласно источнику [5, стр. 264]:
 =
= , (4.50)
, (4.50)
где
 - предел выносливости стали при симметричном цикле
изгиба, МПа, [5, стр. 264] для конструкционной стали:
- предел выносливости стали при симметричном цикле
изгиба, МПа, [5, стр. 264] для конструкционной стали:

 МПа
МПа
 =
= ; (4.51)
; (4.51)
 .
.
Эффективный
коэффициент концентрации нормальных напряжений,  , [5,
стр. 266, табл. 15.1]:
, [5,
стр. 266, табл. 15.1]:

Масштабный
фактор  , определяем из [5, стр. 265, рис. 15.5]:
, определяем из [5, стр. 265, рис. 15.5]:

Коэффициент,
учитывающий влияние шероховатости поверхности,  , [5,
стр. 265, рис. 15.6]:
, [5,
стр. 265, рис. 15.6]:
=0,93
Коэффициент,
корректирующий влияние постоянной составляющей цикла напряжений на
сопротивление усталости,  , [5, стр. 264]:
, [5, стр. 264]:

Среднее
напряжение цикла изменения нормальных напряжений,  ,МПа:
,МПа:
=0.
Коэффициент
запаса по касательным напряжениям,  ,
определяем по формуле [5, стр. 264]:
,
определяем по формуле [5, стр. 264]:
= , (4.52)
, (4.52)
где
 - предел выносливости стали при симметричном цикле
кручения, МПа, согласно источнику [5, стр. 264]:
- предел выносливости стали при симметричном цикле
кручения, МПа, согласно источнику [5, стр. 264]:

резание передача привод станок
 МПа
МПа
Амплитуда
цикла касательных напряжений  , МПа,
определяется по формуле [5, стр. 264]:
, МПа,
определяется по формуле [5, стр. 264]:
 ; (4.53)
; (4.53)
= .
.
Эффективный
коэффициент концентрации касательных напряжений,  , [5,
стр. 266, табл. 15.1]:
, [5,
стр. 266, табл. 15.1]:

Масштабный
фактор для касательных напряжений, , [5,
стр. 266, рис. 15.5]:
 =0,87.
=0,87.
Коэффициент,
учитывающий влияние шероховатости поверхности, , [5,
стр. 265, рис. 15.6]:

Коэффициент,
корректирующий влияние постоянной составляющей цикла касательных напряжений на
сопротивление усталости,  , определим из источника [5, стр. 264]:
, определим из источника [5, стр. 264]:
=0,05
Среднее
напряжение цикла изменения касательных напряжений,  , МПа, определяется согласно источнику [5, стр. 264 ]:
, МПа, определяется согласно источнику [5, стр. 264 ]:
==31,08 МПа .
Тогда:
= ;
;
= .
.
Таким
образом, общий коэффициент запаса прочности,  :
:
= .
.
Таким
образом, =2,25 >[S] = 1,5, то есть запас сопротивления
усталости обеспечен.
Статическую
прочность вала подсчитываем по эквивалентным напряжениям  , МПа, которые определяются из выражения [5, стр.
265]:
, МПа, которые определяются из выражения [5, стр.
265]:
= , (4.54)
, (4.54)
где
 - наибольшее напряжение изгиба в рассматриваемом
сечении,
- наибольшее напряжение изгиба в рассматриваемом
сечении,
= ; (4.55)
; (4.55)
=
Наибольшее
напряжение кручения в рассматриваемом сечении,  , МПа,
определяется по формуле:
, МПа,
определяется по формуле:
 =
= ; (4.56)
; (4.56)
= .
.
Тогда:
= .
.
Значение
=45,1 МПа < =355 МПа,
при этом коэффициент запаса составляет:
 =
= =
=  .
.
Таким
образом, статическая прочность вала обеспечена.
4.5 Выбор и расчет подшипников
Расчет подшипников для определения правильности их выбора проводим на
примере подшипников наиболее нагруженного вала (IV).
Исходные данные:
 -
номинальный диаметр отверстия внутреннего кольца, мм;
-
номинальный диаметр отверстия внутреннего кольца, мм;
 -
номинальный диаметр наружной цилиндрической поверхности наружного кольца, мм;=
60 мин-1 - расчетная частота вращения вала;
-
номинальный диаметр наружной цилиндрической поверхности наружного кольца, мм;=
60 мин-1 - расчетная частота вращения вала;
Ресурс
Lh = 20000 ч
Определим
радиальные составляющие реакций опор , Н:
= , (4.57)
, (4.57)
где
 ,
,  -
значения радиальной составляющей реакции опоры соответственно в горизонтальной
и вертикальной плоскостях, Н. Тогда:
-
значения радиальной составляющей реакции опоры соответственно в горизонтальной
и вертикальной плоскостях, Н. Тогда:
 =
= ;
;
 ;
;
 =
= ;
;
= .
.
Произведем
расчет данного подшипника для опоры В данного вала. Осевая составляющая  :
:

Определим
значение следующего соотношения  :
:
=  (4.58)
(4.58)
где V =1 - (при вращении внутреннего кольца по отношению к нагрузке)
коэффициент вращения.
Так
как =0,21<  , то
значения коэффициентов в формуле для эквивалентной динамической нагрузки
составят: Y = 0, X=1.
, то
значения коэффициентов в формуле для эквивалентной динамической нагрузки
составят: Y = 0, X=1.
Определим
эквивалентную динамическую радиальную нагрузку  , Н, из
выражения [6, стр. 106,]:
, Н, из
выражения [6, стр. 106,]:
 , (4.59)
, (4.59)
т=1 - температурный коэффициент ;Д - динамический коэффициент.

Для определения пригодности выбранного подшипника, определим расчетную
динамическую грузоподъемность подшипника для данных условий нагружения и
сравним со стандартной аналогичной грузоподъемностью выбранного подшипника.
Расчетная
динамическая радиальная грузоподъемность  , Н, [5,
стр. 292]:
, Н, [5,
стр. 292]:
=
 , (4.60)
, (4.60)
где
 =3853,2 Н - эквивалентная динамическая радиальная
нагрузка,
=3853,2 Н - эквивалентная динамическая радиальная
нагрузка,
p = 3,33 - для
шариковых подшипников,
 = 20000 ч
- продолжительность работы подшипника (долговечность),
= 20000 ч
- продолжительность работы подшипника (долговечность),
n =60 мин-1
-частота вращения вала, тогда
= .
.
То
есть С =78 кН >  =13,9 кН, что говорит о пригодности выбранного
подшипника.
=13,9 кН, что говорит о пригодности выбранного
подшипника.
Таблица
5 - Подбор подшипников
|
N вала
|
Обозначение подшипника
|
d, мм
|
D, мм
|
B, мм
|
C, Н
|
С0, Н
|
Количество подшипников
|
|
1
|
110
|
50
|
80
|
16
|
21600
|
13200
|
4
|
|
2
|
109
|
45
|
75
|
16
|
21200
|
12200
|
2
|
|
3
|
109
|
45
|
75
|
16
|
21200
|
12200
|
2
|
|
4
|
1000918
|
90
|
125
|
18
|
32900
|
23500
|
4
|
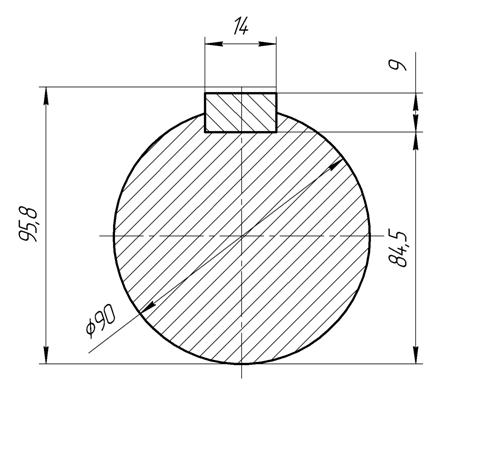
4.6 Расчет шпоночного соединения
Передача крутящего момента с первого вала на второй , происходит с
помощью зубчатого колеса Z, которое крепится на валу шпинделя с помощью
призматической шпонки.
Диаметр вала для посадки зубчатого колеса составляет d = 90мм, для
которого по ГОСТ 23360 - 78 выбираем призматическую шпонку с размерами:
Сечение шпонки=14мм - толщина шпонки,=9мм - высота шпонки,=3,8мм - выступ
шпонки от шпоночного паза.
Длину
шпонки примем  = 250 мм
= 250 мм
Материал
шпонки сталь 45 ГОСТ 1050 - 88, с допускаемым напряжением смятия [ ] = 22…45 МПа.
] = 22…45 МПа.
Принимая
нагружение шпонки по длине равномерным, произведем расчет на смятие. Условие
прочности на смятии имеет вид
 =
= <
< (118)
[4]
(118)
[4]
где
 , Нм - наибольший допускаемый вращающий момент;
, Нм - наибольший допускаемый вращающий момент;
 =90 мм -
диаметр вала под установку шпонки;
=90 мм -
диаметр вала под установку шпонки;
K=3,8 мм -
выступ шпонки от шпоночного паза;
L= 95 мм -
рабочая длинна шпонки;
T=977,3 Нм -
крутящий момент на 4-ом валу;
[ ] = 22…45 МПа - допускаемое напряжение смятия.
] = 22…45 МПа - допускаемое напряжение смятия.
Тогда
=
0,5·90·3,8· 120·45·10-3=923,4 Нм,
т.е.
=923,4 Нм < TV=977,3 Нм
Таким
образом, условие прочности выполняется.
Рисунок
9 - Шпоночное соединение
4.7
Кинематический расчет коробки скоростей вертикального шпинделя
Расчет
режимов резания при фрезеровании
|
Задаемся условиями
обработки:
|
|
|
Материал режущего
инструмента
|
фреза торцовая
|
|
Обрабатываемый материал
|
чугун
|
|
Размер стола станка (длина
х ширину), мм
|
1400х320
|
|
Глубина фрезерования
|
t = 4 мм
|
|
Ширина фрезерования
|
В = 80 мм
|
|
Число зубьев
|
z = 16
|
|
Подача на зуб
|
Sz = 0,15 мм/зуб
|
|
Наибольший диаметр фрезы
|
D=100
|
|
|
Наибольшая ширина фрезерования
(3)

По
табл.26[1] находим наибольшую глубину резания 
По
таблицам 2 и 3[1] выбираем наибольшую подачу на зуб

 при и
при и  .
.
Наименьшая скорость резания при фрезеровании:
, (5)
 м/мин,
м/мин,
Наибольшая
главная составляющая силы резания , Н
рассчитывается по формуле из /2/
где
Ср- постоянный коэффициент;
t- глубина
резания;
Sz- подача на
зуб;
B- ширина
фрезерования;
z- число зубьев
фрезы;
D-диаметр фрезы;
n-частота
вращения фрезы;
Kмр- поправочный
коэффициент Kмр=1;
- показатели степеней;
 ;
; 
 ;
;  ;
;  ;
;  ;
;
; ; ; ; ;

Наибольший
крутящий момент на шпинделе ,
,

Наибольшая
мощность, потребляемая на резание , кВт
,
где
 - наибольшая главная составляющая силы резания, Н;
- наибольшая главная составляющая силы резания, Н;
 -
наименьшая скорость резания, м/мин.
-
наименьшая скорость резания, м/мин.
 kВт
kВт
Мощность
электродвигателя главного движения
,
где
- коэффициент повторно-кратковременной перегрузки
электродвигателя;
-
приближенный КПД.
 кВт
кВт
По рассчитанной мощности подбираем электродвигатель серии АИР100L4 n=1500 мин-1, N=4,0
кВт, исполнение по степени защиты IP44, способ охлаждения ICA0141.
5. Кинематический расчет коробки скоростей головки фрезерной
широкоуниверсальной
Исходные данные:
Z=3; n min= 71 мин-1;
Строим график частот вращения
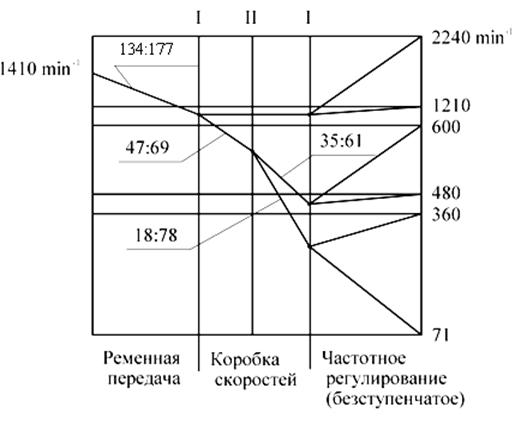
Рисунок 2.График частот вращения шпинделя широкоуниверсальной фрезерной
головки станка Орша-Ф32Ш
Таблица 2.Механика главного движения
|
Номера на пере-ключате-ле
поз. 43 (см. рису- нок 6.5)
|
Способ регули- рования
|
Частота вращения шпинделя,
мин-1
|
Вертикальный шпиндель
|
|
|
|
Наиболь- ший до- пустимый
крутящий момент на шпинделе, Н∙м
|
Эффектив-ная мощность на
шпинделе, кВт
|
|
1 2 3 4 5 6 7 8
|
Бессту-пенчато в пределах
каждой ступени
|
71 110 145
|
210
|
1.5 2.4 3.2
|
|
|
190 230 260 310 360
|
186.2 153 131.2 114.4 100
|
3.65
|
|
4 5 6 7 8
|
Бессту-пенчато в пределах
каждой ступени
|
450 580 670 800 900
|
75 61.6 52.7 46 40
|
3.65
|
|
4 5 6 7 8
|
Бессту-пенчато в пределах
каждой ступени
|
1210 1450 1670 1970 2240
|
31 25.6 21.9 19 16.6
|
3.88
|
Кинематическая схема привода представлена на рисунке 3.
Рисунок 3 - Кинематическая схема привода главного движения.
По графику частот вращения находим передаточное отношение всех передач
Для зубчатых передач:
 ;
;  ;
;  ;
;
|
Обозначение колеса
|
Передаточное число
|
Сумма зубьев передачи
|
Число зубьев колеса
|
|
1
|
2
|
3
|
4
|
|
 0,68111647 0,68111647
|
|
|
|
|
 69 69
|
|
|
|
|
 0,2309618 0,2309618
|
|
|
|
|
78
|
|
|
|
|
0,5749635
|
|
|
|
|
61
|
|
|
|
6. Силовые расчеты и расчеты деталей на прочность
6.1 Определение расчетных нагрузок
Определение мощности на валах:
NД=4кВт;
1= NД·h4=4·0,95=3,8 кВт
N2=N1·h1·h3·=3,8·0,99·0,975·=3,668 кВт;3= N2·h1·h2 =3,668·0,99·0,97=3,522 кВт;4= N3·h12·h2 =3,522·0,992·0,97=3,348 кВт;
где
= 0,99 - КПД пары подшипников качения,
=0,97 -
КПД прямозубых цилиндрических колес,
= 0,975
- КПД косозубых цилиндрических колес,
= 0,95 -
КПД клиноременной передачи.
Определяем частоту на валах при различном зацеплении зубчатых колес:




Определение
крутящих моментов на валах:
T1=
9550· (N1/nд) =9550· ( 3,8/1070,89)=33,89 Н×м;
T2=
9550· (N2/n1) =9550· ( 3,668/729,44)=48,02 Н×м;
T3=
9550· (N3/n2) =9550· (3,522/168,33)=199,82 Н×м;
T4=
9550· (N4/n3) =9550· ( 3,348/418,53)=76,39 Н×м;
Результаты расчетов сводим в таблицу
Таблица 3- Расчетные нагрузки.
|
N Вала
|
Мощность на валу, кВт
|
Крутящий момент на валу, Нм
|
Частота вращения вала,
мин-1
|
|
I
|
3,8
|
33,89
|
1070,89
|
|
II
|
3,668
|
48,02
|
729,44
|
|
III
|
3,522
|
199,82
|
168,33
|
|
IV
|
3,348
|
76,39
|
418,53
|
.2 Расчёт поликлиноременной передачи
Исходные данные:
Передаваемая мощность р1 = 4 кВт;
Частота вращения вала двигателя nэ = 1410 мин-1;
Частота вращения 2-го вала n
=1070 мин-1;
Передаточное число передачи up = nэ/n = 1410/1070,89 = 1,3167
По таблице 8.4 [5] при моменте Т2=33,89 Н×м на ведомом шкиве выбираем ремни
сечений Л и их размеры (рис. 12).
Диаметры шкивов (таблица 8.10 [5]) D1,мм
D1=
134
Диаметр ведомого шкива D2, мм
2= up D1 (120) [5]
2 = 1,32×134 =
176,68 мм
По таб.8.20[5] принимаем стандартные значения D2 , мм
D2
=177
Рисунок 12. Сечение ремня
Фактическое передаточное число up определяем по формуле
up= (121) [5]
где
= 0,01 - коэффициент упругого скольжения.
up =  = 1,334;
= 1,334;
Скорость
ремня V, м/с
=D1nэ/(60×1000) (122) [5]
=
3,14×134×1410/(60×1000) = 9,89
Межосевое
расстояние а, мм
(D1+D2)а0,55(D1+D2)+h (123) [5]
(134+177)а0,55(134+177) + 9,5
а180,6(принимаем а = 200мм)
Расчётная
длина ремня L, мм таблица3.1
L=2а+(D1+D2)+(D2-D1)2/4а (124) [5]
=
2×200 + (134+
177) + (134-177)2/4×200 = 889,43
Ближайшая
стандартная длина ремней таблица 8.16 [5]
L = 900мм
Определение
необходимого числа клиньев ремня рисунок 8.22 [5]
Z=10
Условное
обозначение ремня: 900 Л 10 38-40528-74 РТМ
Уточнённое
межосевое расстояние а, мм по формуле
а=
(125) [5]
а= =206
=206
При
надевании ремня минимальное межосевое расстояние аmin,мм
аmin=а-0,015L (126)
аmin =
206 - 0,015×900 = 192,5
Для
компенсации вытяжки ремня максимальное межосевое расстояние аmax,
мм
аmax=
а + 0,03L (127) [5]
аmax =
206+ 0,03×900 = 233
Угол
обхвата таблица 9.1
 (128)
[5]
(128)
[5]
 = 167,50
= 167,50
Условие
1200 выполняется.
Усилие,
действующее на вал:

Где
для сечения ремня Л, таблица 8.18 [5]
Ширина
шкивов таблица 8.17,рисунок 8.18 [5]

.3
Проектный расчет зубчатых передач
.3.1
Выбор материалов и термообработки
В
качестве материала для изготовления всех зубчатых колес принимаем сталь 20Х
ГОСТ 4543-71, с термообработкой - цементация плюс закалка (35…40HRC).
Обработка зубчатого венца т.в.ч. с последующим низким отпуском. (56…63НRC).
Механические свойства материала:
для
колеса: =650 МПа, =400 МПа,
52HRC
для
шестерни: =850 МПа, =650 МПа,
60HRC
Допускаемые
контактные напряжения для шестерни и колеса определяем по формуле:
,
где
, МПа - базовый предел контактной выносливости зубьев,
определяемый для шестерни и колеса:
ш=17·HRC+200=17·60+200=1220
МПа
к=17·HRC+200=17·52+200=1084
МПа,
= 1,2 -
коэффициент безопасности для зубчатых колес с поверхностным упрочнением зубьев,
-
коэффициент долговечности,
=
=30·НВ2.4=30·5002.4=8·107
- базовое число циклов нагружения,
=60·nт· - эквивалентное число циклов перемены напряжений,
при:
nт= 71 мин-1-
частота вращения тихоходного вала,
=L·365·Kгод·24·Ксут=5·365·0.6·24·0.3=7884ч
- число часов работы передачи за расчетный срок службы,
где
Кгод, Ксут - коэффициенты использования передачи в году и в сутках,
L, годы - срок
службы;
=60·nт·=60·71·7884=3,35·107 ;
= =1,55;
=1,55;
Тогда допускаемое контактное напряжение для колеса составит:
=1084·1,55/1.2
= 1400,17 МПа
Так
как передача является косозубой, то дальнейший расчет будем производить по 1400,17 МПа
Допускаемые
напряжения изгиба колеса и шестерни определяем по формуле:
где
- базовый предел выносливости зубьев при изгибе,
определяемый для шестерни и колеса:
= 0.8 -
коэффициент, учитывающий влияние двустороннего приложения нагрузки (для НВ>
350 и реверсивной передачи),
=·=1·2=2 - коэффициент безопасности,
где
=2 - коэффициент, учитывающий нестабильность свойств
материала зубчатого колеса и ответственность зубчатой передачи,
=1 -
коэффициент, учитывающий способ получения заготовки зубчатого колеса,
-
коэффициент долговечности, учитывающий влияние срока службы и режима нагружения
(по аналогии с принимаем =1, при
базовом числе циклов перемены напряжений = 4·106 -
для стали).
Тогда
допускаемые напряжения изгиба колеса составят:
=1220·0,8·1/2
= 488 МПа
=1084·0,8·1/2
= 433,6 МПа
.3.3
Определение размеров передач и зубчатых колес
Ориентировочное
значение делительного межосевого расстояния пары Z7-Z8,
определяем по формуле:
;
где
Ка=495,
КHB=1,06
- выбирается по графику [ ] в зависимости от
=
3=199,87
H·м;

Определяем
модуль, пологая его одинаковым для обеих пар колес:
m=2a/Z,
где
Z- суммарное число зубьев колес,
a - межосевое
расстояние,
m=(2·119,02)/96=2,48
По
ГОСТ 9563-60 принимаем модуль m=2,5
Уточняем
межосевое расстояние
а=m·Z/2
=2,5·96/2=116мм.
Определяем
размеры венцов колес при X1=X2=0.
Делительные
диаметры:
d=m·Z;
dZ3=m·Z7
=2,5·18=45 мм;
dZ4=m·Z8
=2,5·78= 195мм;
Диаметры
вершин:
da=dZ+2m;
da3=dZ3+2m=45
+2·2,5=50 мм;
da4=dZ4+2m=
195+2·2,5=200 мм;
Диаметры
впадин:
=dZ-2,5m;
df3=dZ3-2,5m=45-2,5·2,5=38,75
мм;
df4=dZ4-2,5m=195-2,5·2,5=188,75мм;
Ширина
венцов колес:
;
 мм;
мм;
принимаем ширину колеса bк
=18мм;
ширину шестерни bш=22мм;
Аналогично определяем геометрические параметры остальных зубчатых передач
этой же и последующих групп. Результаты расчетов сводим в таблицу.
Таблица
5 - Размеры передач и валов.
|
Обозначение
|
Ширина венцов мм
|
Модуль мм
|
Число зубьев
|
Делительный диаметр мм
|
Диаметр вершин мм
|
Диаметр впадин мм
|
|
Z1
|
14
|
2
|
47
|
94
|
98
|
89
|
|
Z2
|
18
|
2
|
69
|
138
|
142
|
133
|
|
Z3
|
18
|
2,5
|
18
|
45
|
50
|
38,75
|
|
Z4
|
22
|
2,5
|
72
|
180
|
185
|
173,75
|
|
Z5
|
16
|
2,5
|
35
|
87,5
|
92,5
|
81,25
|
|
Z6
|
18
|
2,5
|
61
|
152,5
|
157,5
|
146,25
|
Остальные расчеты аналогичны расчетам коробки скоростей горизонтального
шпинделя.
7. Охрана труда
7.1 Анализ условий труда на рабочем месте
При работе фрезерном станке возникает ряд физических, химических, психофизиологических
и биологических опасных и вредных производственных факторов.
К физическим факторам относятся:
Постоянно движущиеся и изменяющие положения в пространстве части
производственного оборудования, передвигающиеся заготовки и изделия. Опасность
заключается в том, что попадая в опасную зону рабочий может получить травму от
удара рабочими органами станка, порез режущим инструментом [7].
Стружка обрабатываемых материалов, осколки инструментов, высокая
температура поверхности обрабатываемых деталей и инструментов. При обработке
материала на высоких скоростях резания стружка от станка разлетается на
расстояние 3-5м. Металлическая стружка, имеющая высокую температуру,
представляет серьезную опасность для работающего на станке и рядом находящихся
людей, так как может повредить органы зрения и другие части тела.
Повышенная запыленность и загазованность воздуха рабочей зоны может
привести к повреждению органов дыхания.
При уровне звукового давления больше 140дБ возникает физическая боль в
ухе, дальнейшее увеличение звукового давления может привести к разрыву
барабанной перепонки. При вибрации может произойти повреждение внутренних
органов, нарушение центральной нервной системы, сердечно- сосудистой системы,
повышение кровяного давления, заболевание сосудов, мышц, зрения, слуха.
Повышенная пульсация светового потока, наличие прямой и отраженной
блескости приводит к повреждению органов зрения или травме.
Электродвигатели приводов станка включены в сеть напряжением 380В,
частотой 50Гц. Ток I=0,1А смертельно
опасен, так как проходя через тело человека оказывает термическое,
электролитическое и биологическое воздействие.
К химическим факторам относятся вредные смеси паров СОЖ. Применение СОЖ
позволяет повысить режимы обработки, уменьшить затраты времени, а, следовательно,
повысить производительность труда.
Однако СОЖ - не что иное, как водный раствор щелочи со всевозможными
добавками, которые контактируя с нагретой поверхностью детали, испаряются и
создают газообразное облако летучих соединений. Эти соединения являются
вредными для человека.
К психофизиологическому фактору относятся физические перегрузки при
установке, закреплении и съеме крупногабаритных деталей, перенапряжение зрения,
монотонность труда. Суть опасности: вызывается переутомление, сонливость,
потливость [7].
К биологическому фактору относятся болезнетворные микроорганизмы и
бактерии, проявляющиеся при работе с СОЖ, которые могут привести к отравлению,
кожной сыпи и т.п.
При проектировании «Горизонтально-фрезерного станка» были выявлены
опасные и вредные факторы и предусмотрены мероприятия по их устранению.
.2 Мероприятия по обеспечению безопасных условий труда
Для предотвращения попадания человека в опасную зону, попадания стружки и
СОЖ в глаза и на открытые участки кожи оператора, широкоуниверсальный-фрезерный
станок оснащен специальным ограждением, которое закрывается при выполнении
цикла обработки детали. Опасные зоны станка ограждены заблокированным
ограждением. Имеется площадка, блокирующая станок при наличии на ней оператора.
Все элементы защиты выполнены в соответствии требований ГОСТ 12.4.059-89
В целях исключения травм от стружки, образующейся при обработке металла
резанием на широкоуниверсальном-фрезерном станке, устанавливаются
пылестружкоотсасывающие устройства. Конструкции этих устройств описаны в ГОСТ
12.2.009-80.
Уровень шума на рабочем месте не превышает 80дБ. Зоны с уровнем шума
более 80дБ означают специальными знаками, а рабочие снабжаются средствами
индивидуальной защиты: наушниками. Для защиты от вибраций используется создание
в фундаменте специальных разрывов и виброизоляцию в соответствии требований
СанПиН № 2.2.4/2.1.8.10-33-2002.
Уровень вибрации не превышает 102 дБ.
Для предотвращения поражения оператора электрическим током применено
заземление станка в соответствии с требованиями ГОСТ 12.1.030 - 81. Оно
выполнено присоединением корпуса станка к заземляющему контуру посредством
голого стального проводника сечением 6 мм2.
Для предотвращения попадания вредных веществ в организм оператора
применяются средства индивидуальной защиты: распиратор, защитные очки в
соответствии требований ГОСТ 12.4.011-89.
Для предотвращения поражения органов зрения прямой блескостью ее
ограничивают уменьшением яркости источников света, правильным выбором защитного
угла светильника, увеличением высоты подвеса светильников. Отраженную блескость
ослабляют правильным выбором направления светового потока на рабочую
поверхность, а также изменением угла наклона рабочей поверхности, заменяют
блестящие поверхности матовыми. Освещение выполнено в соответствии требований
СНБ 2.04.05-98 и составляет 1000 Лк.
Рассчитаем общее люминесцентное освещение цеха , исходя из норм по
разряду зрительной работы и безопасности труда, по следующим исходным данным:
высота цеха H=6 м; размеры цеха 50х30;напряжение
осветительной сети 220 В; коэффициенты отражения: потолка-Sп=70%, cnty-Sс=50%;светильник
с люминесцентными лампами ЛБ 40-4,имеющими световой поток Ф=3000 лм; разряд и
подразряд работы ΙΙв.
Согласно[ 7 ] oпределим
расчётную высоту подвеса светильника:

где
 - высота рабочей поверхности над полом,
- высота рабочей поверхности над полом, 
 -
расстояние светового центра светильника от потолка (свес),
-
расстояние светового центра светильника от потолка (свес), 
Оптимальное расстояние между светильниками при многорядном расположении
определяется:

Найдём индекс площади помещения:

где А - длина помещения, м
Б - ширина помещения, м
Определим необходимое количество ламп:

где
 - минимальная освещённость, Е=1500 лк;
- минимальная освещённость, Е=1500 лк;
 -
коэффициент запаса, учитывает загрязнение ламп, непрозрачность воздуха и
зависит от характера работы =1,5;
-
коэффициент запаса, учитывает загрязнение ламп, непрозрачность воздуха и
зависит от характера работы =1,5;
 -
освещаемая площадь,
-
освещаемая площадь, ; =АхБ;
; =АхБ;
 -
коэффициент неравномерности освещения, =1,5;
-
коэффициент неравномерности освещения, =1,5;
 -
коэффициент использования светового потока, =0,4.
-
коэффициент использования светового потока, =0,4.
По
произведённым расчётом для освещения данного цеха принимаем 4218 ламп.
Для
предотвращения электродвигателя от перегрузок станок снабжен датчиками защиты
от перегрузок, что не позволяет создать аварийную ситуацию и, как следствие,
несчастный случай.
Для
снижения перегрузок и переутомления оператора установка заготовок и снятие
готовых деталей во время работы оборудования допускается вне зоны обработки,
при применении специального позиционного приспособления (поворотного стола),
обеспечивающего безопасность труда работающих, а также подъемного консольного
крана в соответствии требований ГОСТ 12.4.156-83.
При
организации труда станочника предусмотрен комплекс мероприятий, обеспечивающих
высокую производительность и полную безопасность работы. Основные из этих
мероприятий следующие: рациональная планировка рабочего места, обеспечивающая
взаимосвязь основного и вспомогательного оборудования, естественное и
искусственное их освещение в соответствии с действующими нормами; возможность
поддержания зрительной связи между работающими на участке, а также нормы
рабочей площадки и разрывов между станками.
7.3 Пожарная безопасность
При обработке металла резанием на широкоуниверсальном-фрезерном станке,
пожарная безопасность обеспечивается согласно требованиям ГОСТ 12.004 - 91 и
“Типовыми правилами пожарной безопасности для промышленных предприятий”.
В соответствии с НПБ 5-2000 все производства делят по пожарной, взрывной
и взрывопожарной опасности на пять категорий (А,Б,В,Г,Д) [8]. Производства, в
которых обрабатываются негорючие вещества и материалы в холодном состоянии,
относятся к категории Д.
Производственные здания, содержащие парк металлорежущих станков относятся
к зданиям со II степенью огнестойкости.(СНБ
2.02.01-98)
Причины возникновения пожаров могут быть следующие: нарушение
технологического режима; неисправность электрооборудования (короткое замыкание,
перегрузки и большие переходные сопротивления); плохая подготовка оборудования
к ремонту; самовозгорание промасленной ветоши и других материалов, склонных к
самовозгоранию; несоблюдение графика планового ремонта, износ и коррозия
оборудования; конструктивные недостатки оборудования; ремонт оборудования на
ходу; реконструкция установок с отклонением от технологических схем.
Для быстрого сообщения о пожаре в цеху предусмотрены средства
сигнализации, телефонная связь.
Предусматриваются огнестойкие перекрытия для предупреждения возникновения
огня по высоте здания. Для этой цели обычно используют железобетонные
конструкции.
Вследствие того, что в производственных цехах находятся в основном
оборудование, находящееся под напряжением, то в качестве средства пожаротушения
используются углекислотные огнетушители. Данные огнетушители позволяют тушить
пожар углекислотой, которая попадая в зону пожара снижает содержание О2 до
предела прекращения горения. СО2 применяется для быстрого тушения пожара в
течении 2-10сек, особенно для тушения поверхностей горючих жидкостей, а также
электродвигателей и установок, находящихся под напряжением.
В случае возникновения пожара на рабочем месте для его тушения
предусмотрено наличие в специально отведенном месте пожарного щита, оснащенного
средствами пожаротушения: двумя огнетушителями, лопатами, ящиками с песком,
ведрами.
8. Экономическая часть
.1 Общая постановка
В дипломном проекте исследуется широкоуниверсальный фрезерный станок,
предназначенный для выполнения разного вида фрезерных работ на деталях из
чугуна, стали или других металлических и неметаллических материалов
цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами с
охлаждением или без охлаждения. Анализ станка заключается в исследовании
корпуса широкоуниверсальной фрезерной головки, в следствии которого было
установлено, что при упрощении его конструкции и уменьшении его массы,
динамические характеристики головки сохраняются.
.2 Расчет годовой программы обрабатываемых деталей
Расчет производим по методике, приведённой в [8].
Величина годового действительного фонда работы оборудования FД, ч определяется по формуле
 , (81)
, (81)
где
 - номинальный сменный фонд работы, ч;
- номинальный сменный фонд работы, ч;
 -
коэффициент сменности;
-
коэффициент сменности;
 -
коэффициент, учитывающий внутрисменные простои по организационно-техническим
причинам (крупносерийное производство - 0,8);
-
коэффициент, учитывающий внутрисменные простои по организационно-техническим
причинам (крупносерийное производство - 0,8);
 - число
рабочих дней в году;
- число
рабочих дней в году;
 -
коэффициент, учитывающий долю времени простоев в плановых ремонтах (КПР =
0,03-0,06).
-
коэффициент, учитывающий долю времени простоев в плановых ремонтах (КПР =
0,03-0,06).

Норма
штучного времени цикла обработки (так как тип производства массовый)  , мин складывается из следующих элементов [9]
, мин складывается из следующих элементов [9]
 ,
(82)
,
(82)
где
 - основное время, мин;
- основное время, мин;
 -
вспомогательное время, мин;
-
вспомогательное время, мин;
 - время обслуживания
рабочего места, мин;
- время обслуживания
рабочего места, мин;
 - время
на отдых и личные надобности, мин.
- время
на отдых и личные надобности, мин.
Основное
время  , мин при цилиндрическом и торцевом фрезеровании на
горизонтально-фрезерных станках определяется по формуле
, мин при цилиндрическом и торцевом фрезеровании на
горизонтально-фрезерных станках определяется по формуле
 ,
(83)
,
(83)
где




Согласно [10]
Основное
время , мин определим по формуле
Вспомогательное
время , мин находим по формуле [9]
 (84)
(84)
где
 =0,156 - время на установку и снятие детали;
=0,156 - время на установку и снятие детали;
 =0,024 -
время на закрепление и открепление детали;
=0,024 -
время на закрепление и открепление детали;
 =0,01 -
время на управление;
=0,01 -
время на управление;
 =0,21 -
время на измерение детали.
=0,21 -
время на измерение детали.

Время
, мин, складывается из технического обслуживания
рабочего места и затрат времени на организационное обслуживание рабочего места.
Время и чаще
всего определяется как доля от оперативного времени и рассчитывается по формуле
 (85)
(85)

Тогда
штучное время цикла обработки  , мин
будет равно
, мин
будет равно

При
оценке деятельности рабочих мест размер годового выпуска  , шт по вариантам сравнения рассчитывается по формуле
, шт по вариантам сравнения рассчитывается по формуле
 (87)
(87)
где
 - годовой действительный фонд работы оборудования, ч;
- годовой действительный фонд работы оборудования, ч;
 -
коэффициент, учитывающий выполнение норм (КВН =1,0-1,2);
-
коэффициент, учитывающий выполнение норм (КВН =1,0-1,2);
- норма
штучного времени, мин.
Годовой
выпуск базового варианта  , шт
, шт
Годовой
выпуск проектируемого станка  , шт
, шт
 .
.
.3 Расчет единовременных затрат
Единовременные
капитальные затраты  , р, рассчитываются по формуле
, р, рассчитываются по формуле
 (88)
(88)
где


Затраты
в оборудование  , р. определяются по формуле
, р. определяются по формуле
 (89)
(89)
где
 - принятое количество оборудования, шт;
- принятое количество оборудования, шт;
Ц - цена станка, р;, aм - коэффициенты, учитывающие
транспортно-заготовительные расходы, затраты на монтаж и отладку оборудования
(aT =0,05-0,1; aм - 0,1-0,15).
Так
как исследуемый станок создается на базе существующего и отличается от него, то
его цена  , тыс.р. определяется из выражения:
, тыс.р. определяется из выражения:
 (90)
(90)
где



Цену
как аннулированных, так и вновь вводимых узлов  , т.р.,
можно определить по формуле
, т.р.,
можно определить по формуле
 (91)
(91)
где С - себестоимость изготовления узлов, т. р.;
П - прибыль в цене узлов, т. р.;
,192 - коэффициент, учитывающий налоги и отчисления в цене.
Величину
прибыли  , т.р. в цене агрегата (узла) можно определить по
формуле
, т.р. в цене агрегата (узла) можно определить по
формуле
 (92)
(92)
где
 величина прибыли в долях единицы к себестоимости
(принимается в пределах от 0,15 до 0,2).
величина прибыли в долях единицы к себестоимости
(принимается в пределах от 0,15 до 0,2).
Затраты
на материалы См, р, определяются по формуле
 (93)
(93)
где
 масса деталей простой механической обработки,
входящих в проектируемый узел, т;
масса деталей простой механической обработки,
входящих в проектируемый узел, т;
 стоимость
1 т деталей простой механической обработки, т. р.;
стоимость
1 т деталей простой механической обработки, т. р.;
Затраты
на материалы по базовому варианту  , т. р.
, т. р.

Затраты
на материалы по проектируемому узлу  , т. р.
, т. р.

Расходы
на основную заработную плату производственных рабочих  , тыс.р., определяются по формуле
, тыс.р., определяются по формуле
 (94)
(94)
где

Расходы
на основную заработную плату производственных рабочих определяются по базовому
варианту  , т. р., определяется по формуле
, т. р., определяется по формуле

По
проектируемому варианту  , т. р.
, т. р.

После
расчета затрат на материалы и заработную плату составляется калькуляция
себестоимости несущей системы и шпинделя.
Таблица
- Калькуляция себестоимости несущей системы и шпинделя
|
Наименование статьи
|
Обозна-чение
|
Метод расчета
|
Значение, тыс.р.
|
|
|
|
аннулируемое
|
вводимое
|
|
Основные материалы
|
 см. расчеты276,9 см. расчеты276,9
|
230,75
|
|
|
|
Основная заработная плата
|
см. расчеты180,9
|
150,75
|
|
|
|
Дополнительная заработная
плата
|
 10% от 18,0915,075 10% от 18,0915,075
|
|
|
|
|
Отчисления от з/п
(социальной защиты, фонд занятости, ЧАЭС)
|
 34% от ( 34% от ( +)67,6656,38 +)67,6656,38
|
|
|
|
|
Общепроизводственные
расходы
|
 200% от 361,100301,500 200% от 361,100301,500
|
|
|
|
|
Общехозяйственные расходы
|
|
150% от 271,350226,125
|
|
|
|
Итого производственная
себестоимость
|

|
1176,7
|
980,58
|
|
|
Коммерческие расходы
|
 2% от 23,53419,61 2% от 23,53419,61
|
|
|
|
|
Итого полная себестоимость
|

|
1200,23
|
1000,19
|
|
Затраты
на проектирование  , р., определяются по формуле
, р., определяются по формуле
 (95)
(95)
где


Заработная
плата конструктора  , р., определяется по формуле
, р., определяется по формуле
 , (96)
, (96)
где СЧ - среднечасовая ставка зарплаты конструктора, р;
Тпр - трудоемкость проектных работ, ч;
Кпр - коэффициент, учитывающий премии;
Кс - коэффициент, учитывающий отчисления на социальные нужды.
Среднечасовая
ставка зарплаты конструктора  , тыс.р.,
определяется по формуле
, тыс.р.,
определяется по формуле
 , (97)
, (97)
где


Трудоемкость
проектных работ  , ч, определяется по формуле
, ч, определяется по формуле
 , (98)
, (98)
где

Ожидаемая
трудоемкость  , чел./дн., рассчитывается по формуле
, чел./дн., рассчитывается по формуле
 , (99)
, (99)
где


Расчет трудоемкости проектных работ сведем в таблицу.
Таблица - Расчет трудоемкости проектных работ
Номер
этапа Наименование этапа 
чел.-дн.
чел.-дн.,
|
чел.-дн.
|
|
|
|
|
1
|
Ознакомление с литературой
и постановкой задачи
|
1
|
3
|
1,8
|
|
2
|
Анализ вариантов
технических решений
|
1,5
|
2,5
|
1,9
|
|
3
|
Разработка схем
электрооборудования и кинематики
|
2
|
5
|
3,2
|
|
4
|
Разработка монтажа
|
1
|
3
|
1,8
|
|
5
|
Разработка структурной
схемы и расчет надежности
|
1
|
4
|
2,2
|
|
6
|
Технико-экономический
эффект
|
1
|
2
|
1,4
|
|
7
|
Решение вопросов
стандартизации
|
3
|
1,8
|
|
8
|
Оформление пояснительной
записки
|
0,5
|
1,5
|
0,9
|
|
9
|
Оформление графической
части
|
1
|
3
|
1,8
|
|
Итого
|
16,8
|
Определим трудоемкость проектных работ

Определим заработную плату конструктора

Определим затраты на проектирование

Определяем
величину прибыли в цене базовой модели

Определяем величину прибыли в цене проектируемой станины

Определяем цену аннулированного узла

Определяем цену вновь введенного узла

Определяем
цену проектируемого станка

Определяем
затраты в оборудование по базовому варианту

Определяем
затраты в оборудование по проектируемому варианту

Определяем
единовременные капитальные затраты по базовому варианту

Определяем
единовременные капитальные затраты по проектируемому варианту

Результаты
расчетов по элементам единовременных затрат сводятся в таблицу.
Таблица
- Единовременные затраты
|
Наименование элементов
единовременных затрат
|
Величина затрат по
вариантам
|
|
Базовый
|
Проектируемый
|
|
Затраты на оборудование, т.
р.
|
384000
|
380831,395
|
|
Затраты на проектирование,
т.р.
|
|
1091,898
|
|
Итого
|
384000
|
381623,293
|
.4 Расчет годовых текущих издержек
Для большинства технических решений годовые текущие издержки по вариантам
сравнения И, р. рассчитываются по следующим статьям
 , (158)
[10]
, (158)
[10]
где
 годовые затраты на заработную плату основным рабочим
с
годовые затраты на заработную плату основным рабочим
с
начислениями,
р.;
 годовые
затраты на энергию, р.;
годовые
затраты на энергию, р.;
 годовые
затраты на ремонт и содержание оборудования, р.;
годовые
затраты на ремонт и содержание оборудования, р.;
 годовые
затраты на ремонт и содержание зданий, р.;
годовые
затраты на ремонт и содержание зданий, р.;
 годовые
накладные расходы по обслуживанию и управлению производством, р.
годовые
накладные расходы по обслуживанию и управлению производством, р.
Прежде
чем определить затраты на заработную плату рабочих, выбираем форму оплаты их
труда и согласно приложению устанавливаем для рабочих разряд работы.
Годовой
фонд оплаты для сдельщиков с начислениями Из, р. рассчитывается по операции
 (159)
[10]
(159)
[10]
где
 норма штучного времени по i-ой операции,
ч;
норма штучного времени по i-ой операции,
ч;
 часовая
тарифная ставка 1-го разряда, р.;
часовая
тарифная ставка 1-го разряда, р.;
 тарифный
коэффициент разряда по i-ой операции;
тарифный
коэффициент разряда по i-ой операции;
 коэффициент,
учитывающий условия труда рабочего;
коэффициент,
учитывающий условия труда рабочего;
 коэффициент
премирования по i-ой операции,
коэффициент
премирования по i-ой операции,  0,4-0,5;
0,4-0,5;
 коэффициент,
учитывающий дополнительную заработную плату,
коэффициент,
учитывающий дополнительную заработную плату,
 0,1;
0,1;
 коэффициент,
учитывающий отчисления в фонд социальной защиты,
коэффициент,
учитывающий отчисления в фонд социальной защиты,  0,35;
0,35;
 годовая
программа выпуска (годовой объем работ по сравниваемым вариантам), шт.
годовая
программа выпуска (годовой объем работ по сравниваемым вариантам), шт.
Годовой
фонд оплаты для сдельщиков с начислениями по базовому варианту Избаз, тыс.р.

Годовой
фонд оплаты для сдельщиков с начислениями по проектируемому варианту Изпр,
тыс.р.

Годовые
издержки потребляемой электроэнергии ИЭ, р. рассчитываются по формуле
 (160)
[10]
(160)
[10]
где
 норма штучно-калькуляционного времени на i-ой
операции, ч;
норма штучно-калькуляционного времени на i-ой
операции, ч;
 потребляемая
мощность оборудования на i-ой операции, кВт;
потребляемая
мощность оборудования на i-ой операции, кВт;
 коэффициент,
учитывающий использование потребляемой мощности на i-ой операции;
коэффициент,
учитывающий использование потребляемой мощности на i-ой операции;
 коэффициент,
учитывающий использование мощности во времени
коэффициент,
учитывающий использование мощности во времени
на
i-ой операции ( );
);
 коэффициент,
учитывающий величину потерь в заводских сетях (
коэффициент,
учитывающий величину потерь в заводских сетях ( 1,05);
1,05);
 цена
(тариф) за один кВт·ч потребленной электроэнергии,
цена
(тариф) за один кВт·ч потребленной электроэнергии,
 коэффициент
полезного действия электроустановки (принимается по паспортным данным).
коэффициент
полезного действия электроустановки (принимается по паспортным данным).
Годовые
издержки потребляемой электроэнергии по базовому варианту ИЭбаз, тыс.р.

Годовые
издержки потребляемой электроэнергии по проектируемому варианту ИЭпр, тыс.р.

Годовые
издержки на ремонт и содержание оборудования ИРО, р. рассчитываются по формуле
для
стационарного оборудования
 (161)
[10]
(161)
[10]
где
 стоимость используемого оборудования, р.
стоимость используемого оборудования, р.
Годовые
издержки на ремонт и содержание оборудования ИРОбаз, тыс. р по базовому
варианту

Годовые
издержки на ремонт и содержание оборудования ИРОпр, тыс. р по проектируемому
варианту

Годовые
затраты на ремонт и содержание здания ИРЗ, тыс. р. рассчитывается по формуле
 (162)
[10]
(162)
[10]
где
 норматив на ремонт и содержание здания, (принимается
в пределах от 2,2 до 3%), %.
норматив на ремонт и содержание здания, (принимается
в пределах от 2,2 до 3%), %.
Годовые
затраты на ремонт и содержание здания ИРЗ, тыс.р.

Годовые
накладные расходы складываются из следующих статей затрат: на управление  , освещение
, освещение  , воду на
бытовые нужды
, воду на
бытовые нужды  , теплоэнергии на горячую воду
, теплоэнергии на горячую воду  , отопление
, отопление  ,
вентиляцию
,
вентиляцию 
 (163)
[10]
(163)
[10]
которые
определяются по следующим формулам
 (164)
[10]
(164)
[10]
где
 коэффициент, учитывающий косвенные расходы по
коэффициент, учитывающий косвенные расходы по
управлению,
принимается в пределах от 0,2 до 0,3.
Расходы
на управление ИУ, тыс.р.
Расходы на управление по базовому варианту

Расходы на управление по проектному варианту

 (165)
[10]
(165)
[10]
где
 норма освещенности (принимается в пределах 0,02-0,036
кВт/м2), кВт/м2;
норма освещенности (принимается в пределах 0,02-0,036
кВт/м2), кВт/м2;
S - площадь
зданий производственных и служебно-бытовых, м2;
Расходы
на освещение ИОС, тыс.р.

 (166)
[10]
(166)
[10]
где
 цена воды на бытовые нужды, р./м3;
цена воды на бытовые нужды, р./м3;
 норма
расхода воды на бытовые нужды за сутки на одного работника (
норма
расхода воды на бытовые нужды за сутки на одного работника ( 0,025м3), м3;
0,025м3), м3;
 численность
рабочих, чел.
численность
рабочих, чел.
Расходы
на бытовые нужды , тыс.р.

 (167)
[10]
(167)
[10]
где
 цена (тариф) за теплоэнергию, р./Гкал;
цена (тариф) за теплоэнергию, р./Гкал;
 удельная
тепловая характеристика воды (
удельная
тепловая характеристика воды ( 1/(м3·ч·°С)),
1/(м3·ч·°С)),
ккал//(м3·ч·°С);
 объем
потребления воды горячей за час (
определяется из расчета 3 л на одного работающего), л;
объем
потребления воды горячей за час (
определяется из расчета 3 л на одного работающего), л;
 температура
горячей воды в системе (принимается
температура
горячей воды в системе (принимается  +65°С),
холодной воды (принимается
+65°С),
холодной воды (принимается  +5°С),
°С;
+5°С),
°С;
 -период
теплоснабжения горячей водой, (
-период
теплоснабжения горячей водой, ( ), ч.
), ч.
Расходы
теплоэнергии на горячую воду , тыс.р.

 (168)
[10]
(168)
[10]
где
 удельная тепловая характеристика здания,
ккал//(м3·ч·°С);
удельная тепловая характеристика здания,
ккал//(м3·ч·°С);
 объем
здания по наружному обмеру (
объем
здания по наружному обмеру ( S·H, где высота H от
S·H, где высота H от
до
4 м), м3;

 температура
воздуха внутри помещения, с наружи
температура
воздуха внутри помещения, с наружи
( +20°С,
+20°С,  -10°С),
°С;
-10°С),
°С;
 отопительный
период за год (
отопительный
период за год ( 4320 ч), ч;
4320 ч), ч;
Расходы
на отопление , тыс.р.

 (169)
(169)
где
 удельная тепловая характеристика вентиляции здания,
ккал//(м3·ч·°С);
удельная тепловая характеристика вентиляции здания,
ккал//(м3·ч·°С);

 температура
воздуха вытяжного, с наружи (
температура
воздуха вытяжного, с наружи ( +20°С,
+20°С,
 -1,5°С),
°С;
-1,5°С),
°С;
 период
работы вентиляционной системы за год, (
период
работы вентиляционной системы за год, ( 1100-1200ч),
ч;
1100-1200ч),
ч;
 коэффициент,
учитывающий потери теплоэнергии (
коэффициент,
учитывающий потери теплоэнергии ( 1,18).
1,18).
Расходы
на вентиляцию , тыс.р.

Годовые
накладные расходы ИНР, тыс.р.
Годовые накладные расходы по базовому варианту

Годовые накладные расходы по проектному варианту

Годовые
текущие издержки по базовому варианту ИБАЗ, тыс.р.
 ,
,
Годовые
текущие издержки по проектируемому варианту ИПР, тыс.р.

Результаты
расчетов по статьям текущих издержек сводятся в таблицу 7.
Таблица
7 - Годовые текущие издержки
|
Наименование статей годовых
издержек
|
Величина по вариантам в
тыс.р
|
|
Базовый
|
Проектируемый
|
|
Затраты на заработную плату
|
43811,33
|
45210,90
|
|
Затраты на энергию
|
982,571
|
1013,960
|
|
Затраты на ремонт и
содержание оборудования
|
31406,403
|
31395,511
|
|
Затраты на ремонт и
содержание зданий
|
300,000
|
300,000
|
|
Накладные расходы по
обслуживанию и управлению производством
|
58902,567
|
58902,679
|
|
Итого
|
135402,871
|
136823,05
|
.5 Расчет годовых потерь
Потери
от брака  , р. можно определить по формуле
, р. можно определить по формуле
 (170)
[10]
(170)
[10]
где
 стоимость материалов на изделие, тыс. р.;
стоимость материалов на изделие, тыс. р.;
 норма
штучного времени на изготовление изделия, мин;
норма
штучного времени на изготовление изделия, мин;
 часовая
тарифная ставка соответствующего разряда, тыс. р.;
часовая
тарифная ставка соответствующего разряда, тыс. р.;
 цеховые
расходы (берутся по данным предприятия-потребителя
цеховые
расходы (берутся по данным предприятия-потребителя
проектируемого
изделия),%;
 годовой
объем производства продукции (годовая
годовой
объем производства продукции (годовая
производительность
механизма), шт;
- процент
брака (по данным завода).
Потери
от брака по базовому варианту , тыс.р.
, тыс.р.

Потери
от брака по проектируемому варианту , р.
, р.

Потери
(экономия) по сравниваемым вариантам сводятся в таблицу 8.
Таблица
8 - Потери (экономия) по сравниваемым вариантам
|
Наименование показателей
|
Величина по вариантам, тыс.
р.
|
|
Базовый
|
Проектируемый
|
|
Потери от брака
|
336729,074
|
231700,69
|
.6 Расчет показателей экономической эффективности
Годовой
экономический эффект ЭГ, р. определяется как разность приведенных затрат ( )
)
 (171)
[10]
(171)
[10]
где
 - величина приведенных затрат по базовому варианту,
р.;
- величина приведенных затрат по базовому варианту,
р.;
 -
величина приведенных затрат по проектируемому варианту, р.;
-
величина приведенных затрат по проектируемому варианту, р.;
 -
годовой объем выпуска по базовому варианту, р.;
-
годовой объем выпуска по базовому варианту, р.;
 -
годовой объем выпуска по проектируемому варианту, р.
-
годовой объем выпуска по проектируемому варианту, р.
Величина
приведенных затрат по сравниваемым вариантам ЗГ, р. определяется по формуле
 (172)
[10]
(172)
[10]
где
 нормативный коэффициент эффективности (
нормативный коэффициент эффективности ( 0,1);
0,1);
 единовременные
затраты (таблица 8) суммарные, по i-ым элементам, р.;
единовременные
затраты (таблица 8) суммарные, по i-ым элементам, р.;
 норма
реновации рассчитывается как обратная величина срока службы;
норма
реновации рассчитывается как обратная величина срока службы;
И
- годовые текущие издержки (итог таблицы 6), р.;
П
- годовые потери, р.
Величина
приведенных затрат по базовому варианту, р.

Величина
приведенных затрат по проектируемому варианту, р.

Годовой
экономический эффект ЭГ, р.

.7
Результаты организационно-экономической части
На
основании рассчитанных технико-экономических показателей была доказана
целесообразность уменьшения массы станины, которая подтвердилась годовым
экономическим эффектом (табл. 9).
Увеличение
производительности процесса обработки, сокращение затрат на основные материалы
в значительной мере повлияли на величину показателей экономической
эффективности.
Таблица
9 - Технико-экономические показатели по сравниваемым вариантам
|
Наименование показателей
|
Величина по вариантам
|
|
Базовый
|
Проектируемый
|
|
1 Годовая программа выпуска
деталей (годовая эксплуатационная производительность станка), шт
|
82547
|
85184
|
|
2 Норма штучного времени, ч
|
2,23
|
2,23
|
|
3 Потребляемая мощность
станка, кВт
|
14,5
|
14,5
|
|
4 Масса станка, кг
|
3500
|
3450
|
|
5 Единовременные затраты,
т.р.
|
384000
|
381623,293
|
|
6 Годовые текущие издержки,
т.р.
|
135402,871
|
136823,05
|
|
7 Годовые потери, т.р.
|
336792,074
|
231700,69
|
|
8 Годовые приведенные
затраты, т.р.
|
504719,845
|
400847,33
|
|
9 Годовой экономический
эффект, т.р.
|
119014,11
|
Заключение
В дипломном проекте был разработан Агрегатный станок для обработки вала
стабилизатора. Усовершенствование станка было произведено за счет оптимизации
режимов резания, что позволило сократить время обработки детали и повысить производительность
станка. За счет этого был получен годовой экономический эффект равный 31365902
рублей.
По результатам оптимизации режимов резания была рассчитана и разработана
фрезерная двухшпиндельная бабка.
Повышение технико-экономических показателей, спроектируемого станка
осуществляется также за счет:
специального приспособления для быстрого закрепления обрабатываемой
детали на столе;
автоматических контрольных устройств, которые позволяют сократить
вспомогательное время;
применения клиноременной передачи в приводе главного движения для
повышения динамических свойств станка;
механического стружкоотводящего устройства.
- разгрузочной втулки на клиноременной передаче.
Список использованных источников
. Ящерицин
П.И. Основы резания материалов и режущий инструмент / П.И. Ящерицин, М.Л.
Ефеменко, Н.И. Жигалко.-Мн.: Вышэйшая школа, 1981. - 560 с.: ил.
. Справочник
технолога-машиностроителя: Справ. Т. 2 / Под ред. А.Г. Косиловой, Р.К.
Мещерякова.─ М.: Машиностроение, 1985.─ 496 с.: ил.
. Горанский
А.Г. Расчет режимов резания при помощи электорнно -вычислительных машин.- Мн.:
Госиздат БССР, 1963. - 327 с.: ил.
. Иванов М.Н.
Детали машин: Учеб. для студентов втузов / Под ред. В.А. Финогенова.- 6-е изд.
Перераб.- М.: Высшая школа, 1998.- 383 с.: ил.
. Чернин И.М.
Расчеты деталей машин / И.М. Чернин, А.В. Кузьмин, Г.М. Ицкович.- 2-е изд.
перераб. и доп.- Мн.: Вышэйшая школа,1978.- 472 с.: ил.
. Расчет и
конструирование коробок скоростей и подач / Ю. И. Свирщевский, Н, Н. Макейчик.-
Мн.: Вышэйшая школа, 1976.- 592 с.: ил.
. Техника
безопасности при обработке металлов резанием: Учеб. пособие / А.Ф. Власов.─
М.: Машиностроение, 1980. ─ 80 с.: ил.
. Михнюк Т.Ф.
Безопасность жизнедеятельности: Учебное пособие. - Мн.: Дизайн ПРО. 2004. - 240
с.
. Белов С.В.
Охрана окружающей среды: Учеб. для технических специальных вузов / С.В. Белов,
Ф.А. Барбинов, А.Ф. Козьянов. 2-е изд. испр. и доп.- М.: Высшая школа, 1991.-
319 с.: ил.
. Экономика и
организация производства в дипломных проектах: Учеб. Пособие для
машиностроительных вузов / К.М. Великанов, Э.Г. Васильева, Э.Г. Власов и др.;
Под общ. ред. К.М. Великанова.- 4-е изд. перераб. и доп.- Л.: Машиностроение,
1986.- 285 с.