Анализ показателей качества соосного редуктора и методов их обеспечения
Содержание
1.
Служебное назначение редуктора
.
Анализ пространственно-размерного информационного образа
машины
.
Анализ конструкции деталей редуктора и синтез их размерного описания и
технических требований
.1
Классификация поверхностей деталей по функциональному назначению
.2
Теоретическая схема базирования деталей, ее обоснование и классификация баз
.3
Синтез размерного описания и технических условий
.
Выявление размерных цепей, описывающих формирование заданных показателей
точности машины
.1
Построение размерных цепей
.2
Описание физической сущности звеньев размерных цепей
.3
Выявление номинальных размеров составляющих звеньев
.
Выбор метода достижения заданных показателей точности путем решения прямой
задачи
Список
литературы
редуктор цепь размер деталь
1. Служебное назначение редуктора
Редуктор соосный предназначен для передачи
крутящего момента от двигателя к звёздочке. При этом происходит уменьшение
числа оборотов и увеличение крутящего момента на выходном валу. Конструкция
соосного редуктора такова, что двигатель, присоединяемый через упругую
втулочно-пальцевую муфту к редуктору, передаёт крутящий момент на выходной вал.
Звёздочка работает без импульсных нагрузок,
поэтому режим работы редуктора - средний нормальный.
Технические характеристики редуктора
Допускаемый крутящий момент на выходном валу
T=456 Н/м;
Передаточное число U=15,68;
Частота вращения тихоходного вала n=92,124
об/мин;
Частота вращения вала двигателя n=1430 об/мин;
Крутящий момент на валу двигателя n=16 Н/м;
Срок службы С=5 лет;
Условия работы редуктора (конвейера):
Работа в отапливаемом помещении;
Температура окружающей среды - от -10°С до 40°С;
Температура внутри редуктора - не более 100° С;
Запыленность - средняя;
Влажность - до 90%;
2. Анализ пространственно-размерного информационного
образа машины
Редуктор соосный является частью подвесного
конвейера, в который так же входят двигатель асинхронный, упругая
втулочно-пальцевая муфта и открытая коническая передача, обеспечивающая
передачу вращательного движения на звёздочку.
Редуктор соосный имеет две ступени. Первая
ступень быстроходная, вторая ступень тихоходная.
Быстроходная ступень включает в себя
вал-шестерню 4 и зубчатое колесо 5. Вал-шестерня 4 установлена в подшипниках по
переходной посадке - L0/k6. Подшипники установлены в корпус по посадке с
гарантированным зазором H7/l0. Зубчатое колесо установлено на валу-шестерни 6
по посадке с натягом Н7/р6 на шпонке для исключения возможности проскальзывания
зубчатого колеса на валу при приложении максимальных нагрузок.
Тихоходная ступень включает в себя вал-шестерню
6 и зубчатое колесо 7. Вал-шестерня 6 установлена в подшипниках по переходной
посадке - L0/k6. Подшипники установлены в корпус по посадке с гарантированным
зазором H7/l0. Зубчатое колесо установлено на валу 8 по посадке с натягом Н7/р6
на шпонке для исключения возможности проскальзывания зубчатого колеса на валу
при приложении максимальных нагрузок.
Подшипниковые узлы включают в себя кроме самих
подшипников компенсационные кольца, обеспечивающие возможность применения нормализованных
крышек, крышки подшипников с прокладками и манжетами, обеспечивающими защиту
подшипников от грязи, пыли и других загрязнений, а также предотвращающими
вытекание смазки из подшипниковых узлов.
Корпус редуктора разъемный - состоит
непосредственно из корпуса и крышки редуктора. Такая конструкция обеспечивает
оптимальные условия для сборки редуктора, монтажа внутренних подшипниковых
узлов, контроля его основных показателей точности и т.д. Устанавливается корпус
на раме на лапы, в которых сделаны отверстия под болты, с помощью которых
крепится корпус к раме. Материал корпуса и крышки корпуса - серый чугун СЧ-25.
Эти детали получаются отливкой с дальнейшей механической обработкой
ответственных поверхностей.
Точная установка крышки на корпус обеспечивается
двумя штифтами. Закрепление крышки на корпусе осуществляется 10-ю болтами с
шайбами и гайками.
Перемещение редуктора осуществляется при помощи
специальных крюков, расположенных на фланце корпуса. Перемещение крышки
осуществляется при помощи отверстий, расположенных на крышке.
В редукторе используется способ подачи смазки в
рабочую зону - разбрызгиванием. Уровень масла определяется по показаниям
индикатора масла 1. При замене масла его слив из партера корпуса осуществляется
через отверстие в его нижней части, закрытое пробкой 22 с прокладкой 23. Залив
масла осуществляется через смотровой люк, закрытый крышкой, привинченной 4-ю
винтами. В крышке смотрового люка располагается отдушина 26.
Движение в редуктор передается от двигателя
через упругую втулочно-пальцевую муфту. Муфта установлена на шпонке на входном
валу. Таким образом, шейка вала обеспечивает кинематическую и динамическую
связь редуктора с двигателем. С вала-шестерни 4 движение передается зубчатому
колесу 5. В свою очередь зубчатое колесо 5 по валу-шестерни 6 передаёт крутящий
момент на вторую ступень соосного редуктора. При этом происходит уменьшение
числа оборотов и увеличение крутящего момента на выходном валу. С выходного
вала 8 движение передается на открытую коническую передачу.
Требуемый коэффициент полезного действия и
точность зацепления (отсутствие заеданий, стуков, вибраций, повышенного износа
и т.д.) обеспечиваются размерными связями в редукторе (межосевыми расстояниями,
биением венцов зубчатых колес и т.д.).
3. Анализ конструкции деталей редуктора и синтез
их размерного описания и технических требований
.1 Классификация поверхностей деталей по
функциональному назначению
Пронумеруем все поверхности детали и дадим
классификацию поверхностей по функциональному назначению:
Зубчатое колесо поз. 5:
Функциональное назначение поверхностей: 2-11,
13-21, 25-СП; 1-ВБ; 12-ИП; 22-24, 26- ОБ:
|
№
поверхности
|
Наименование
|
Назначение
|
|
1
|
Вспомогательная
база
|
Принадлежит
данной детали и используется для определения положения присоединяемого
изделия вал-шестерни 6
|
|
12
|
Исполнительная
поверхность
|
Принадлежит
данной детали для выполнения ею служебного назначения (получение
вращательного движения от вала-шестерни 4)
|
|
22
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии вал-шестерня
6
|
|
23
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии шпонка 35
|
|
24
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии шпонка 35
|
|
26
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии вал-шестеня
6
|
Вал-шестерня поз. 6:
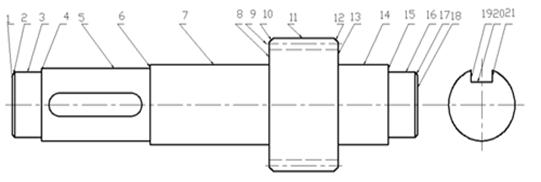
Функциональное назначение
поверхностей: 1,2,5,6,8,10-12, 7,15,17-19-СП; 3,4,16-ОБ; 13,14,20,21-ВБ; 9-ИП:
|
№
поверхности
|
Наименование
|
Назначение
|
|
3
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии подшипник 29
|
|
4
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии подшипник 29
|
|
9
|
Исполнительная
поверхность
|
Принадлежит
данной детали для определения её служебного назначения (передачи вращательного
движения зубчатому колесу 7)
|
|
13
|
Вспомогательная
база
|
Принадлежит
данной детали и используется для определения положения присоединяемого
изделия зубчатое колесо 7
|
|
14
|
Вспомогательная
база
|
Принадлежит
данной детали и используется для определения положения присоединяемого
изделия подшипника 29
|
|
16
|
Основная
база
|
Принадлежит
данной детали и используется для определения положения в изделии подшипник 29
|
|
20
|
Вспомогательная
база
|
Принадлежит
данной детали и используется для определения положения присоединяемого
изделия шпонки 35
|
|
21
|
Вспомогательная
база
|
Принадлежит
данной детали и используется для определения положений присоединяемого
изделия шпонки 35
|
Свободные поверхности 1,2,5,6,8,10-12, 15, 17-19
служат для конструктивного оформления детали.
3.2 Теоретическая схема базирования деталей, ее
обоснование и классификация баз
Зубчатое колесо поз. 5:
Зубчатое колесо 5, установленное на
валу-шестерне 6 при помощи шпонки, предназначено для передачи вращательного
движения от вала-шестерни 4 на вал-шестерню 6.
Для базирования зубчатого колеса необходимо
лишить 5 степеней свободы:
-лишает перемещение вдоль оси Z
-лишает перемещение вдоль оси Y
-лишает перемещение вдоль оси X
-лишает вращению вокруг оси Z
-лишает вращению вокруг оси Y
Опорная точка 1 - является двойной направляющей
не явной базой, лишающую деталь 2-х степеней свободы - перемещение вдоль осей Z
и Y. Эта посадка с гарантированным натягом. Опорная точка 2 является
установочной явной базой, т.к. лишает колесо 3х степеней свободы - перемещение
вдоль оси Х и вращения вокруг осей Y и Z. Шестой степени свободы - вращения
вокруг оси X - колесо не лишено, так как оно устанавливается на шпонку в
определенном положении.
Вал-шестерня поз. 6:
Вал-шестерня 6 предназначена для получения
вращательного движения и крутящего момента от зубчатого колеса 5,
установленного на рассматриваемом валу-шестерне при помощи шпонки, и передачи
их зубчатому колесу 7.
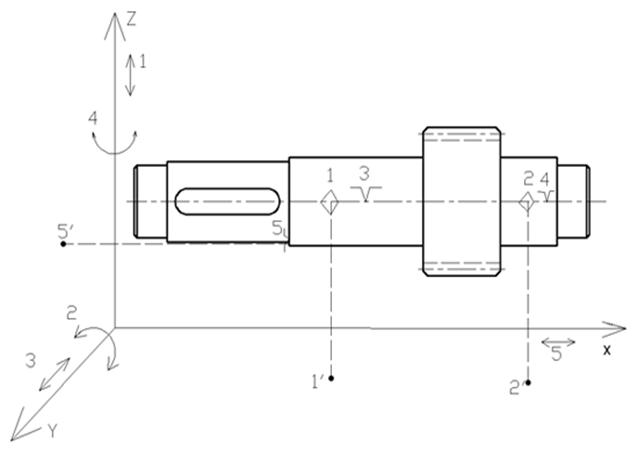
Для базирования вала-шестерни необходимо лишить
5 степеней свободы:
-лишает перемещение вдоль оси Z
-лишает вращение вокруг оси Y
-лишает перемещение вдоль оси Y
-лишает вращение вокруг оси Z
-лишает перемещение вдоль оси X
Опорные точки c 1 по 4 образуют двойную
направляющую базу, лишающую деталь 4-х степеней свободы. 5-ая является опорной
базой. База явная, т.к. представляет собой реальную поверхность.
Шестой степени свободы - вращение вокруг оси Х-
вал не лишен, т.к. для выполнения служебного назначения не имеет значения
расположение вала относительно посадочных отверстий подшипников в этом
координатном направлении. Кроме того, вал должен вращаться вокруг своей оси
(оси X) в процессе работы редуктора. Поэтому схема базирования является
неполной, и деталь лишена пяти (а не шести, как при полной схеме базирования)
степеней свободы.
3.3 Синтез размерного описания и технических
условий
Вал-шестерня поз. 6:
Торцевая поверхность: Æ42,
Ra 6,3;
Коническая поверхность: ∟ 45о,
 0,002,
0,002,  0,004,
0,004,  =2, Ra6,3;
=2, Ra6,3;
Цилиндрическая поверхность: Æ45K6, =20, 0,002, 0,004 Ra
0,8;
- Торцевая поверхность: Æ50, ^ 0,005, Ra6,3;
Цилиндрическая поверхность: Æ50, 0,05, =82, Ra6,3;
Торцевая поверхность: Æ55, ^0,007, Ra6,3;
Цилиндрическая поверхность: Æ55, 0,05, =90, Ra6,3;
Торцевая поверхность: Æ86, ^0,007, Ra6,3;
Цилиндрическая поверхность: : Æ84, =52, Ra6,3;
- Коническая поверхность: ∟
45о, 0,005, =3, Ra6,3;
- Цилиндрическая поверхность: Æ92,  0,02, =46, Ra3,2;
0,02, =46, Ra3,2;
- Коническая поверхность: ∟
45о, 0,005, =3, Ra6,3;
- Торцевая поверхность: Æ86, ^0,007, Ra6,3;
- Цилиндрическая поверхность: Æ55, 0,05, =38, Ra6,3;
- Торцевая поверхность: Æ55, ^0,005, Ra6,3;
- Коническая поверхность: ∟
45о, 0,002, 0,004, =2, Ra6,3;
- Торцевая поверхность: Æ42, Ra 6,3;
- Плоская поверхность: =0,022,  = 0,086, =16N9,
Ra6,3;
= 0,086, =16N9,
Ra6,3;
- Плоская поверхность: =72, Ra6,3;
- Плоская поверхность: =0,022, = 0,086, =16N9,
Ra6,3;
Зубчатое колесо поз. 5:
Торцевая поверхность: Æ78, ^0,02, Ra 3,2;
Коническая поверхность: ∟ 45о,
=2, Ra12,5;
Плоская поверхность: Ra12,5;
Радиусная поверхность: R=8, Ra12,5;
Плоская поверхность: Ra12,5;
Радиусная поверхность: R=8, Ra12,5;
Коническая поверхность: ∟ 45о,
=4, Ra12,5;
Плоская поверхность: 0,03, Ra6,3;
Коническая поверхность: ∟ 45о,
=1, Ra12,5;
- Цилиндрическая поверхность: Æ292, =0,02, Ra
3,2;
- Коническая поверхность: ∟
45о, =1, Ra12,5;
- Цилиндрическая поверхность: Æ286, Ra1,6;
- Цилиндрическая поверхность: Æ282, Ra
12,5;
- Плоская поверхность: 0,03, Ra6,3;
- Радиусная поверхность: R=8,
Ra12,5;
- Отверстие: Æ50, =14, Ra12,5;
- Плоская поверхность: Ra12,5;
- Отверстие: Æ50, =14, Ra12,5;
- Радиусная поверхность: R=8,
Ra12,5;
- Плоская поверхность: Ra 12,5;
- Коническая поверхность: ∟
45о, =2, Ra12,5;
- Торцевая поверхность: Æ78, ^0,02, Ra 3,2;
-Плоская поверхность: =16, Ra25;
- Плоская поверхность: =0,018, = 0,072, =16P9,
Ra6,3;
- Плоская поверхность: =16, Ra25;
- Цилиндрическая поверхность: Æ50H6, Ra
1,6;
4. Выявление размерных цепей,
описывающих формирование заданных показателей точности машины
.1 Построение размерных цепей
Для обеспечения нормальной работы
зубчатого зацепления и подшипников (предохранения их от заклинивания и
повышенного износа в процессе работы) необходимо обеспечить определенный осевой
зазор между кольцом поз. 13 и наружным кольцом подшипника 38. Величина этого
зазора определяется с одной стороны необходимостью компенсации тепловых
деформаций деталей, возникающих в процессе работы редуктора, а с другой
стороны, нормальными условиями работы зубчатого зацепления, недопущением
вибраций, которые могут возникнуть при достаточно больших осевых зазорах.
Соответственно необходимый зазор составит  мм.
мм.
Также для обеспечения нормальной
работы зубчатого зацепления необходимо обеспечить определенное межосевое
расстояние в соответствии с ГОСТ.
4.2 Описание физической сущности звеньев
размерных цепей
Описание физической сущности составляющих
звеньев размерных цепей представим в виде таблиц 1 и 2:
Таблица №1:
Физическая сущность звеньев
размерной цепи на осевой зазор между наружным кольцом подшипника и крышкой
|
Обо-значение
|
Физическая
сущность
|
Передаточное
Отношение звена, x
|
|
A0
|
Осевой
зазор подшипника
|
-1
|
|
A1
|
Ширина
подшипника между его основной и вспомогательной базами
|
-1
|
|
A2
|
Размер
установки вспомогательной базы втулки на основную базу подшипника
|
-1
|
|
A3
|
Ширина
между основной и вспомогательной базами втулки
|
-1
|
|
A4
|
Размер
установки вспомогательной базы колеса на основную базу втулки
|
-1
|
|
A5
|
Ширина
колеса между его вспомогательной и основной базами
|
-1
|
|
A6
|
Размер
установки вспомогательной базы вала на основную базу колеса
|
-1
|
|
A7
|
Ширина
шеек вала между его основной и вспомогательной базами
|
-1
|
|
A8
|
Размер
установки основной базы вала на вспомогательную базу колеса
|
-1
|
Ширина
подшипника между его основной и вспомогательной базами
|
-1
|
|
A10
|
Размер
установки основной базы подшипника на вспомогательную базу крышки
|
-1
|
|
A11
|
Высота
ножки крышки между её основной и вспомогательной базами
|
-1
|
|
A12
|
Размер
установки основной базы крышки на вспомогательную базу прокладки
|
-1
|
|
A13
|
Ширина
прокладки между её основной и вспомогательной базами
|
+1
|
|
A14
|
Размер
установки основной базы прокладки на вспомогательную базу корпуса
|
-1
|
|
A15
|
Ширина
корпуса
|
+1
|
|
A16
|
Размер
установки основной базы прокладки на вспомогательную базу корпуса
|
-1
|
|
A17
|
Ширина
прокладки между её основной и вспомогательной базами
|
+1
|
|
A18
|
Размер
установки основной базы крышки на вспомогательную базу прокладки
|
-1
|
|
A19
|
Ширина
ножки крышки между её основной и вспомогательной базами
|
-1
|
Таблица №2:
Физическая сущность звеньев размерной цепи на
межосевое расстояние
|
Обозначение
звена
|
Физическая
сущность звена
|
Передаточное
отношение звена, x
|
|
Б0
|
Межосевое
расстояние между двумя осями вращения
|
+1
|
|
Б1
|
Несоосность
беговой дорожки наружного кольца подшипника и посадочной поверхностью
наружного кольца подшипника
|
+1
|
|
Б2
|
Несоосность
посадочных поверхностей наружного кольца и отверстия в корпусе
|
+1
|
|
Б3
|
Межосевое
расстояние в корпусе
|
+1
|
|
Б4
|
Несоосность
посадочных поверхностей наружного кольца отверстия в корпусе
|
+1
|
|
Б5
|
Несоосность
беговой дорожки наружного кольца подшипника и посадочной поверхностью
наружного кольца
|
+1
|
.3 Выявление номинальных размеров составляющих
звеньев
Так как допуски на размеры установки (размеры
перехода с основной базы одной детали на вспомогательную базу другой детали и
наоборот) в линейных размерных цепях на порядок меньше допусков на размеры
перехода с основной базы детали на ее вспомогательную базу, то этими звеньями
при расчетах можно пренебречь. В размерной цепи на радиальное биение венца
зубчатого колеса эти размеры необходимо учитывать, так как допуски на эти
звенья часто превышают допуски на внутридетальные размеры.
Выявим номинальные значения звеньев размерной
цепи и внесем их в таблицы 3, 4 и 5 результатов расчетов. Номинальные значения
стандартных звеньев назначаем в соответствии с ГОСТ 520-71.
5. Выбор метода достижения заданных показателей
точности путем решения прямой задачи
Для массового производства для размерных цепей с
числом звеньев более 5 последовательность рассмотрения методов достижения
точности должна быть следующая: Метод полной взаимозаменяемости, метод
регулирования подвижным компенсатором, метод неполной взаимозаменяемости, метод
регулирования неподвижным компенсатором, метод пригонки.
Расчеты необходимые для выбора и обоснования
метода достижения точности заданных показателей точности будем вести согласно
2. Результаты расчетов сведем в таблицы 3, 4, 5.
Выбор метода достижения требуемой точности
осевого зазора между наружным кольцом подшипника 29 и втулки 9:
Проверим правильность назначения номинальных
значений составляющих звеньев размерной цепи по зависимости (1):
 (1)
(1)

 0;
0;
Условие (1) выполняется.
Проверим возможность обеспечения
требуемой точности исходного звена методом полной взаимозаменяемости.
Выявим в размерной цепи стандартные
звенья и выпишем допуски на них из соответствующих ГОСТов.
.Определим часть допуска исходного
звена, приходящуюся на нестандартные звенья - ТА0’. Для этого из допуска на
исходное звено вычтем допуски на стандартные звенья:

Таблица 3:
Расчетная таблица для размерной цепи
на осевой зазор между наружным кольцом подшипника и кольцом
|
Обозна-чение
звена
|
Передаточ-ное
отношение звена, xi
|
Чертежный
размер
|
Номи-нальный
размер Аi
|
Координата
середины поля допуска Еc Аi
|
Допуск
ТАi
|
Скорректированный
чертежный размер
|
|
А0
|
-1
|

|
0
|
+0,2
|
0,2
|
|
|
А1
|
-1
|

|
18
|
0
|
0,24
|
|
|
А3
|
-1
|

|
6
|
0
|
0,15
|
|
|
А5
|
-1
|

|
76
|
0
|
0,148
|
|
|
А7
|
-1
|

|
180
|
0
|
0,023
|
|
|
А9
|
-1
|
|
18
|
0
|
0,24
|
|
|
А11
|
-1
|

|
34
|
0
|
0,032
|
|
|
А13
|
+1
|

|
3
|
0
|
0,012
|
|
|
А15
|
+1
|

|
360
|
0
|
0,072
|
|
|
А17
|
+1
|
|
3
|
0
|
|
|
А19
|
-1
|
|
34
|
0
|
0,032
|
|
Так как тип производства массовый, то проверим
возможность обеспечения требуемой точности исходного звена методом полной
взаимозаменяемости.


Т.к. расчетный допуск больше
заданного, то требуемая точность не обеспечивается методом полной
взаимозаменяемости. Проведём расчёт методом неполной взаимозаменяемости:
. Допуски на стандартные
составляющие звенья были определены ранее. Это звенья А1 и А9.
. Примем процент риска Р=0,01%.
Тогда коэффициент риска t = 2,57 (по таблице на стр.10 (2)).
. Определим степень расширения
допусков составляющих звеньев R по сравнению с методом полной
взаимозаменяемости:
 ,
,
где  - коэффициент, характеризующий
закон распределения размеров в партии деталей. Для массового производства
- коэффициент, характеризующий
закон распределения размеров в партии деталей. Для массового производства  . Тогда
. Тогда
. Определим часть допуска исходного
звена, приходящуюся на нестандартны звенья - ТА0’. Для этого из допуска на
исходное звено, умноженного на коэффициент расширения R, вычтем допуски на
стандартные звенья:

Проверим правильность назначения
допусков на составляющие звенья размерной цепи по зависимости (13) /2/:


Условие (13) выполняется.
Назначим координаты середины поля
допуска замыкающего звена:
Внесём поправку:
,15+0,2=0,35 мм
Внесем поправку в середину координат
поля допуска втулки:
,35-0,2=0,15 мм
Выбор метода достижения требуемой
точности межосевого расстояния (в пределах  ):
):
Проверим правильность назначения
номинальных значений составляющих звеньев размерной цепи по зависимости (1)
/2/. Очевидно, что 0=0, то есть условие выполняется.
Проверим возможность обеспечения
требуемой точности исходного звена методом полной взаимозаменяемости.
Определим допуск звена  из условия:
из условия:
 +
+
 мм
мм
Следовательно, точность исходного
звена можно обеспечить методом полной взаимозаменяемости.
Таблица №4:
Параметры составляющих звеньев
размерной цепи при расчете размерной цепи на межосевое расстояние.
|
Обозна-чение
Звена
|
Передаточное
отношение звена, xi
|
Чертежный
размер
|
Номи-нальный
размер Аi
|
Координата
середины поля допус-ка Еc Аi
|
Допуск
ТАi
|
Скорректированный
чертежный размер
|
|
Б0
|
-1
|
|
160
|
0,09
|
0,18
|
|
|
Б1
|
+1
|
0
|
0
|
0
|
0,022
|
|
|
Б2
|
+1
|
0
|
0
|
0
|
0,041
|
|
|
Б3
|
+1
|
160
|
160
|
0
|
0,29
|
+1
|
0
|
0
|
0
|
0,041
|
|
|
Б5
|
+1
|
0
|
0
|
0
|
0,022
|
|
Список литературы
Методические
указания по выполнению курсовой работы по дисциплине «Основы обеспечения
качества машин»/ Издательский центр ДГТУ. Ростов-на-Дону, 1997. 14с.
Методические
указания к лабораторной работе по «Научным основам технологии машиностроения»
«Определение метода достижения точности замыкающего звена размерной цепи путем
решения прямой задачи»/ Ростов-на-Дону, ДГТУ, 1999. 13с.
Подшипники
качения: Справочник-каталог / Под ред. В.Н.Нарышкина и РВ.Коросташевского. -
М.: Машиностроение, 1984. - 280 с.
Стандарт
предприятия «Требования к оформлению всех видов технических документов, разрабатываемых
в курсовых и дипломных проектах по специальности 0501 «Технология
машиностроения, металлорежущие станки инструменты» для студентов дневного,
вечернего и заочного обучения. СТП РИСХМ 019-87.
П.И.Орлов.Основы
конструирования: Справочно-методическое пособие. В 2-х кн. Кн.2. - М.:
Машиностроение, 1988.
Р.И.Гжиров.
Краткий справочник конструктора. - Л.: Машиностроение, Ленингр. отд-ние, 1983.