Автоматизация стана холодной прокатки труб ХПТ 55 с разработкой подсистемы жидкой смазки на ОАО 'СинТЗ'
АННОТАЦИЯ
Автоматизация стана холодной прокатки труб ХПТ 55 с разработкой
подсистемы жидкой смазки на ОАО «СинТЗ».
Цель работы разработка проекта по автоматизации действующей системы
автоматического управления.
Итогом работы создан проект системы автоматического управления на безе
контроллера S-400 фирмы SIEMENS.
Проект является реальным и реализуемым на производстве.
Содержание
Введение
. Обоснование автоматизации стана ХПТ 55
.1 Характеристика стана ХПТ 55
.2 Анализ путей автоматизации стана
.3 Функционально-стоимостной анализ базового варианта
.4 Разработка технического задания
. Проектирование конструирование и моделирование основных
технических средств
.1 Декомпозиционный анализ задачи модернизации системы
управления и разработка декомпозиционной схемы
.2 Разработка структурной схемы системы управления
.3 Выбор основных технических средств СУ
.4 Разработка схемы электрической соединений системы
управления
.5 Разработка шкафа управления
.6 Разработка схемы электрической монтажной шкафа управления
.7 Разработка подсистемы жидкой смазки
. Информационное и программное обеспечение системы управления
.1 Разработка блок-схемы алгоритма управления станом
.2 Разработка мнемосхемы программного обеспечения
. Эксплуатационная документация
.1 Инструкция по эксплуатации СУ
. Функционально-стоимостной и экономический анализ системы
управления
.1 Функционально-стоимостной анализ проектируемой системы
управления
.2 Расчет периода окупаемости и экономическая оценка проекта
. Безопасность и экологичность проекта
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЯ
Введение
Несмотря на бурное развитие производства сварных труб во второй половине
20 века производство горячекатаных труб продолжает успешно развиваться и
совершенствоваться. Горячей прокаткой производят трубы диаметром от 16 до 1220
мм из углеродистых, легированных и специальных сталей, а также биметаллические
и многослойные. По сравнению со сварными горячекатаные трубы имеют следующие
преимущества:
- значительно более широкие возможности использования разнообразных
марок стали, цветных и тугоплавких сплавов;
- возможность производить трубы практически любых диаметров и
толщины стенки, не только круглого, но и разной конфигурации поперечного
сечения, в том числе и изменяющегося по длине;
более низкая в ряде случаев стоимость исходных заготовок
(слитков, блюмов) по сравнению со стоимостью листовых заготовок для
производства стальных труб.
Применение непрерывнолитых заготовок вместо катаных в сочетании с
внепечной обработкой стали позволяет улучшить качество бесшовных труб,
сократить ряд переделов металла, снизить затраты на производство и повысить
конкурентоспособность бесшовных труб на рынке.
В западных странах и в Японии до 95% бесшовных труб производят из
непрерывнолитых заготовок. В России подавляющее количество
горячедеформированных труб производят из катаной заготовки и слитков, что
приводит к значительно большему расходу металла (порядка 100 кг на 1т готовых
труб).
Круглая заготовка ближе по поперечному сечению к готовой трубе, легко
подвергается прошивке на станах винтовой прокатки. Квадратная заготовка имеет
свои преимущества: катаный блюм значительно дешевле, чем круглая заготовка;
поверхность квадратной заготовки легче зачищать; качество металла литой
квадратной заготовки выше, чем литой заготовки круглого сечения. При
использовании непрерывнолитой заготовки круглого сечения наблюдается
образование плен на внутренней поверхности труб. Поэтому часто предпочитают
отливать заготовки квадратного сечения, которые для уплотнения сердцевины
подвергают пресс-валковой или прессовой прошивке, иногда с предварительной
прокаткой. Непрерывнолитые заготовки квадратного сечения получают на радиальных
МНЛЗ с большой скоростью литья, их стоимость на 20-30% меньше, чем заготовок
круглого сечения. Такие заготовки используются в Италии, Японии, Франции, на
Волжском Трубном Заводе. Однако на одном из новых трубных заводов, построенном
западными фирмами в Китае, используют заготовки с диаметром сечения 210-310 мм,
отливаемые в четыре ручья из стали, выплавленной в электродуговой печи.
При использовании для производства бесшовных труб непрерывнолитой
заготовки сквозной коэффициент расхода металла равен примерно 1,35, тогда как
при применении прокатанных из слитков заготовок он равен в среднем 1,85. Кроме
того, на создание оборудования, производящего непрерывнолитые заготовки,
требуются меньшие капиталовложения, чем на оборудование по производству катаных
заготовок.
Трубная промышленность характеризуется высокой конкуренцией среди
производителей. Одним из главных факторов обеспечивающих преимущество на рынке
становится качество выпускаемой продукции. Проблему получения качественных труб
можно решать двумя способами. Совершенствование технологической стороны
процесса и повышения качества исходной заготовки. На сегодняшней день российские
производители НЛЗ добились высокой точности химического состава продукции,
однако проблема получения однородной структуры слитка еще не решена. Это
подталкивает производителей трубной продукции на исследования в области
совершенствования производства непрерывнолитых заготовок и труб из НЛЗ.
1. Обоснование автоматизации стана ХПТ 55
.1 Характеристика стана ХПТ 55
Стан холодной прокатки труб ХПТ 55-3 предназначен для производства
бесшовных, холоднокатаных, высококачественных труб с наружным диаметром от 25
мм до 55 мм из углеродистых, легированных и нержавеющих сталей с пределом
прочности в исходном состоянии до 1000 МПа.
Технические характеристики
Заготовка:
наружный диаметр, мм 38..76
толщина стенки, мм 1,75..12
длина, м 1,5...5,0
внутренний диаметр, мм 25..69
Готовая труба:
наружный диаметр, мм 25..55
толщина стенки, мм 0,5..10
Число двойных ходов клети в минуту, не более 130
Угол поворота трубы и оправки за
двойной ход клети, градусы 51
Подача за двойной ход клети, мм (2..10)х2
Ход валков, .ой клети, мм 625
Диаметр кольцевого калибра, мм 304..315
Диаметр ведущей шестерни, мм 264,
276, 288
Ширина кольцевого калибра, мм, не более 160
Стан ХПТ 55-З состоит из следующих частей:
- оборудование клети рабочей,
- клеть рабочая,
- устройства защитные клети,
- механизм подачи и поворота,
-устройство для подачи смазки через стержень,
- комплект электрооборудования,
- переходные детали для установки моторов переменного тока вместо моторов
постоянного тока и заменяемых датчиков по стану,
- приспособления,
- оборудования систем смазки, гидравлики и СОЖ,
- инструмент технологический,
- комплект запасных частей и сменного оборудования
- и другое оборудование.
Боковая загрузка стана ХПТ-55-З остается без изменения: при перезарядке
клеть останавливается и оправка извлекается из очага деформации. Прокатка
осуществляется в возвратно-поступательно перемещающихся кольцевых калибрах с
ручьями переменного сечения на конусной или криволинейной оправке, неподвижной
в осевом направлении.
Оборудование клети рабочей устанавливается в существующую станину стана
ХПТ 55-3, состоит из литой плиты, несущей опорные рельсы и нижнюю рейку, рамы с
откидывающейся верхней рейкой и механизмом фиксации, двух шатунов и клети
рабочей.
Нижняя и верхняя рейки имеют механизмы продольной и поперечной настройки
положений. Продольным смещением реек осуществляется разворот валков при
регулировке взаимной симметричности ручьев калибров относительно оси прокатки,
поперечным - выполняют настройку положений реек относительно шестерен рабочих
валков в зависимости от установленной шестерни и диаметра бочки калибра в связи
с изменением маршрута прокатки.
Клеть рабочая состоит из литого корпуса, двух съемных направляющих, двух
рабочих валков, нажимного механизма, клинового механизма распора. Рабочие валки
установлены вертикально в подушках и связаны траверсами. Рабочий валок содержит
вал, два сферических двухрядных подшипника, кольцевой калибр с ручьем
переменного профиля, шестерню и другие детали.
Клеть центрируется по оси прокатки направляющими и совершает
возвратно-поступательное движение от шатунов приводного механизма, при этом
шестерни валков перекатываясь по стационарным рейкам, сообщают калибрам
качательное движение, которые осуществляют холодную деформацию трубы по
диаметру и стенке.
Устройства защитные клети Устройства защитные клети выполнены из сварных
металлоконструкций, включают следующие основные части: две стенки,
привариваемые к существующей станине, две опоры под откидной кожух, кожух,
вентиляционный воздухосборник и два гидроцилиндра подъема откидного кожуха.
Гидроцилиндр крепится на фундаментной стойке, гидроцилиндр крепится на
приварной стенке. Устройства защитные клети предохраняют обслуживающий персонал
от контакта с перемещающимися деталями механизмов, изолируют зону деформации от
окружающей среды, снижают риски в аварийных ситуациях.
Механизм подачи и поворота устанавливается на существующей плите на
посадочные места демонтируемого механизма. Гидропривода и коллектор смазки
механизма запитываются от существующих систем.
Механизм подачи и поворота осуществляет преобразование непрерывного
вращения от существующей трансмиссии в прерывистое импульсное вращение винта
подачи патрона заготовки и трансмиссии, поворачивающей стержень и шпинделя
патронов промежуточного и переднего в крайних положениях клети (во время
открытия зева валков). Механизм подачи и поворота состоит из:
редуктора с приводным валом
разъемного корпуса, в котором размещены планетарно кривошипный преобразователь,
валы сменных шестерен, вал поворота нижний, вал поворота верхний, промежуточные
валы, вал подачи с гайкой, вал ускоренного перемещения, вал датчика винта
подачи,
привода ускоренного перемещения - используется существующий от стана XТП
55-3 с заменой двигателя на электропривод переменного тока.
Эпициклический преобразователь подключен через приводной вал редуктора к
существующему редуктору РЦД-850 главного привода стана, а выходным валом через
комплекс зубчатых передач к нижнему и верхнему валам поворота и через сменные
шестерни к гайке винта подачи.
Планетарно - кривошипный преобразователь позволяет иметь стабильную
величину подачи и угла поворота трансмиссии, независимо от числа ходов клети и
положения винта относительно гайки.
Управление перемещением винта подачи с закрепленным на нем патроном
заготовки осуществляется с помощью кодового многооборотного датчика AMG-11 вала датчика, связанного с
гайкой.
В комплект механизма подачи входит набор сменных шестерен, обеспечивающих
изменения величины подачи в соответствии с таблицей подач. При необходимости
могут быть использованы сменные шестерни с другими передаточными отношениями.
Устройство для подачи смазки через стержень устанавливают на боковую
поверхность станины механизма фиксации стержня. Оно снабжено смазочной головкой
и двумя гидроприводами, осуществляющими подвод - отвод смазочной головки к
хвостовику стержня и откидывание ее с оси прокатки для беспрепятственного
перемещения стержня при перезарядке. Три датчика ВБИ обеспечивают управление гидроприводами
и их взаимодействие с другими механизмами стана.
Электрооборудование стана ХПТ-55 предусматривает перевод стана на
управление логическим контроллером. Главный привод, привода ускоренного
перемещения патрона стержня и патрона гильзы заменены на электроприводы
переменного тока. Стан оснащен распределительными шкафами, новым пультом и
панелью управления, а также необходимым программным обеспечением. Стан оснащен
датчиком обнаружения стыка между заготовками, сигнал от которого поступает в
систему управления работой оборудования. При этом в автоматическом режиме при
прохождении стыка заготовок через рабочую зону клети выполняются следующие
операции: изменение режимов при прокатке стыка, открытие патрона переднего для
пропуска стыка через кулачки и его закрытие при заходе следующей трубы, а также
управление работой летучей пилы и тянущих роликов (выдача остатка трубы
немерной длины). Датчик установлен в районе патрона промежуточного.
Система поддерживает автоматическое и ручное управление.
Стенд с индукционной установкой используют для нагрева калибров с целью
их монтажа и демонтажа.
Стенд для валковой сборки используют для хранения валковых сборок и
осевой настройки положения калибров.
Для оборудования системы технологической смазки СОЖ Т1 поставляется новая
станция с баком емкостью до 5 мЗ (устанавливается в маслоподвале) с насосной
установкой, обеспечивающей объем подачи до 250 л/мин, давление до 0,6 МПа.
Станция оснащена фильтрами, системой поддержания рабочей температуры, состоящей
из теплообменника и аппаратуры подогрева, а также необходимыми датчиками.
Для оборудования системы технологической смазки СОЖ Т2 поставляется новая
станция высокого давления с баком, с насосной установкой, обеспечивающей
регулируемый объем подачи. Производительность насосной установки 2,8 л/мин,
давление до 3,5МПа. Станция оснащена системой поддержания рабочей температуры
до 50°С.
1.2 Анализ путей автоматизации стана
автоматизация система управление схема
АСУТП - это автоматизированная человеко-машинная система для выработки и
реализации управляющих воздействий на технологический объект управления в
соответствии с принятым критерием управления.
При этом под технологическим объектом управления понимается совокупность
технологического оборудования и реализованного на нем в соответствии с
инструкциями и регламентами технологического процесса производства,
рассматриваемые как объекты управления.
Процесс автоматизации производства зародился вместе с самим производством
и в процессе своего развития прошел целый ряд этапов от простейших технических
устройств до современных АСУ, построенных на базе ВТ.
Главным отличием системного программного обеспечения АСУ ТП является
возможность обеспечить решение задач в реальном времени. Обмен информацией с ОУ
осуществляется в строго определенный период времени. Нарушение этих временных
интервалов приводит к срыву процесса управления.
В простейших случаях реальное время обеспечивается путем организации
циклических вычислительных процессов, в которых последовательность решения
задач жестко задана временной диаграммой.
Для обеспечения реального времени используют многозадачные ОС реального
времени.
Особенности этих ОС следующие:
развита система прерываний;
развита система приоритетов прерываний;
наличие таймера в системе и возможности синхронизации прохождения задачи;
наличие развитого механизма взаимодействия задач между собой и внешними
устройствами.
1.3 Функционально-стоимостной анализ базового
варианта
В данном разделе обоснована экономическая целесообразность автоматизации
стана ХПТ55-3. Для этого используется функционально-стоимостной анализ старой
системы управления. С использованием корректирующей формы
функционально-стоимостного анализа производится анализ базового варианта
технической системы, подвергающийся инновационным преобразованиям. В результате
данного анализа в базовом варианте обнаруживаются функциональные и структурные
элементы системы, обладающие экономической несостоятельностью или
функциональной недостаточностью. Именно эти элементы должны быть
рационализированы. При этом, кроме технических эффектов от разработки,
появляются экономические, социальные, экологические и иные эффекты.
Построение структурной модели.
Структурная модель (СМ) - это упорядоченное представление элементов
объекта и отношений между ними, дающее представление о составе материальных
составляющих объекта, их основных взаимосвязях и уровнях иерархии. Структурная
модель базового варианта представлена на рис. 1.
Построение функциональной модели объекта.
Функциональная модель (ФМ) - это логико-графическое изображение состава и
взаимосвязей функций объекта, получаемое по средствам их формулировки и
установления порядка подчинения. ФМ базового варианта представлена на рис. 2.
Построение совмещенной функционально-стоимостной модели (ФСМ) объекта.
В данном пункте производится функционально-стоимостной анализ базового
варианта системы управления. ФСМ объекта пригодна для выявления ненужных
функций и элементов в объекте (бесполезных и вредных); определения
функциональной достаточности и полезности материальных элементов объекта;
распределения затрат по функциям; оценки качества исполнения функций; выявления
дефектных функциональных зон в объекте; определения уровня
функционально-структурной организации изделия.
Построение ФСМ осуществляется путем совмещения ФМ и СМ объекта.
ФСМ системы управления базового варианта представлена в таблице 1.
Оценка значимости функции ведется последовательно по уровням ФМ (сверху
вниз), начиная с первого. Для главной и второстепенной, т.е. внешних функций
объекта при оценке их значимости исходным является распределение требований
потребителей (показателей качества, параметров, свойств) по значимости
(важности).
Нормирующим условием для функции является следующее:
 ,
,
где
rij - значимость jой функции, принадлежащей данному iому уровню ФМ; j=1,2,...,n;-
количество функций, расположенных на одном уровне ФМ и относящихся к общему
узлу вышестоящего уровня.
Для
внутренних функций определение значимости ведется исходя из их роли в
обеспечении функций вышестоящего уровня.
Определение
относительной важности функции R.
Учитывая
многоступенчатую структуру ФМ, наряду с оценкой значимости функций по отношению
к ближайшей вышестоящей определяется показатель относительной важности функции
любого i-го уровня Rij по отношению к изделию в целом:
 ,
,
где
G - количество уровней ФМ.
В
случае, если одна функция участвует одновременно в обеспечении нескольких
функций верхнего уровня ФМ, ее значимость определяется для каждой из них
отдельно, а относительная важность функции для объекта в целом рассчитывается
как сумма значений Rij по каждой ветви ФМ (от iго уровня до первого),
проходящей через эту функцию.
Оценка
качества исполнения функций Q.
Обобщенный
(комплексный) показатель качества варианта исполнения функций оценивается по
формуле:
 ,
,
где
bn - значимость nго потребительского свойства;- степень
удовлетворения nго свойства в vом варианте;- количество свойств.
Важным
элементом качества исполнения функций является функциональная организованность
изделий, которая определяется следующими показателями.
Показатель
актуализации функций, определяется коэффициентом актуализации:
где
Fп - необходимые функции;об - общее количество действительных функций;=26/31=0,838
Показатель
сосредоточения функций, определяется коэффициентом сосредоточения:
 ,
,
где
Fосн - количество основных функций;об - общее количество функций.=24/31=0,774
Показатель
совместимости функций, определяется коэффициентом совместимости:
 ,
,
где
Fс - функции согласования;об - общее количество функций.совмF=7/31=0,225
Показатель
гибкости функций, определяется коэффициентом гибкости:
 ,
,
где
FP - количество потенциальных функции;П - количество необходимых
функций.гF=5/(26+5)=0,16
Качество
выполнения функций будет иметь вид:

Определение
абсолютной стоимости функций.
Функционально
необходимые затраты - минимально возможные затраты на реализацию комплекса
функций объекта при соблюдении заданных требований потребителей (параметров
качества) в условиях производства и применения (эксплуатации), организационно-
технический уровень которых соответствует уровню сложности спроектированного
объекта.
Абсолютная
стоимость реализации функций Sабс определяется по формуле:
абс=Sизг+Sэкспл+Sтр+Sэн+Sпроч,
где
Sизг - затраты, связанные с изготовлением (приобретением) материального
носителя функции. В состав этих затрат входят: затраты на проектирование,
изготовление (модернизацию), пуско-наладочные работы, обучение персонала:экспл
- эксплуатационные затраты;тр - затраты, связанные с трудоемкостью реализации
функции;эн - энергозатраты на реализацию функции;проч - прочие затраты на
реализацию функции .
Определение
относительной стоимости реализации функций
Относительная
стоимость реализации функций SотнF определяется по формуле:
 ,
,
где
åSабс - суммарная абсолютная стоимость функционирования
объекта.абсFij - абсолютная стоимость реализации jой функции iго уровня ФМ.
Построение
функционально-стоимостных диаграмм (ФСД) и диаграмм качества исполнения функций
(КИФ).
Данные
диаграммы строятся для базового и проектного варианта исследуемого объекта. Они
имеют целью выявления зон диспропорции, т.е. зон избыточной затратности
реализации функции, а также определение зон функциональной недостаточности
(низкого качества исполнения функций).
Рисунок 1 - СМ базового варианта
Рисунок 2 - ФМ базового варианта Таблица 1 -
Функционально-стоимостная модель базового варианта
|
Индекс ф-ции
|
Наименование функции
|
Материальный носитель
функции
|
r
|
R
|
Q
|
Sабс
|
Sотн
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
f1.1
|
Придача вращения валкам
|
Двигатель гл. привода
|
0.3
|
0.045
|
0.045
|
200
|
0.061
|
|
f1.2
|
Регулировка и настройка
стана
|
Вспом. двигателя
|
0.15
|
0.022
|
0.02
|
150
|
0.046
|
|
f1.3
|
Подача силового напряжения
на двигателя
|
Контакторы
|
0.15
|
0.022
|
0.02
|
150
|
0.046
|
|
f1.4
|
Обеспечение защиты главных
и вспом. приводов
|
Системы защиты
|
0.2
|
0.03
|
0.03
|
130
|
0.04
|
|
f1.5
|
Преобразование частоты
|
Преобразователи частоты
|
0.2
|
0.03
|
0.03
|
100
|
0.031
|
|
f2.1
|
Траснпортировка заготовки к
выбрасывателю
|
Рольганг
|
0.3
|
0.06
|
0.05
|
250
|
0.077
|
|
f2.2
|
Перемещение заготовки к
вталкивателю
|
Выбрасыватель
|
0.3
|
0.06
|
0.06
|
200
|
0.061
|
|
f2.3
|
Задача заготовки в валки
|
Вталкиватель
|
0.2
|
0.04
|
0.04
|
50
|
0.015
|
|
f2.4
|
Удерживание заготовки на
оси прокатки
|
Крышка желоба
|
0.2
|
0.04
|
0.03
|
100
|
0.031
|
|
f3.1
|
Перемещение гильзы вдоль
оси прокатки
|
Валки
|
0.3
|
0.06
|
0.05
|
250
|
0.077
|
|
f3.2
|
Вертикальное удерживание
гильзы
|
Линейки
|
0.3
|
0.06
|
0.06
|
200
|
0.061
|
|
f3.3
|
Обеспечение соосности
основных узлов стана
|
Станина
|
0.2
|
0.04
|
0.04
|
50
|
0.015
|
|
f3.4
|
Охлаждение стана
|
Система охлаждения
|
0.2
|
0.04
|
0.03
|
100
|
0.031
|
|
f4.1
|
Перемещение заготвки вдоль
стержня
|
Выдающие ролики
|
0.3
|
0.045
|
0.045
|
200
|
0.061
|
|
f4.2
|
Центровка гильзы на
выходной стороне
|
Центрователи
|
0.15
|
0.022
|
0.02
|
150
|
0.046
|
|
f4.3
|
Формирование внутреннего
диаметра
|
Стержень с оправкой
|
0.15
|
0.022
|
0.02
|
150
|
0.046
|
|
f4.4
|
Удерживание заднего конца
стержня
|
Упорный механизм
|
0.2
|
0.03
|
0.03
|
130
|
0.04
|
|
f4.4
|
Удерживание переднего конца
стержня
|
Перехватчик
|
0.2
|
0.03
|
0.03
|
100
|
0.031
|
|
f5.1.1
|
Включение, выключение
устройств
|
Кнопки и ключи
|
0.4
|
0.06
|
0.045
|
40
|
0.012
|
|
f5.1.2
|
Коммутация цепей
|
Реле
|
0.4
|
0.06
|
0.045
|
140
|
0.043
|
|
f5.1.3
|
Индикация режимов работы
|
Лампы
|
0.2
|
0.03
|
0.015
|
20
|
0.006
|
|
f5.2.1
|
Реализация алгоритма
посредством элементов
|
Блоки логики
|
0.35
|
0.04
|
250
|
0.077
|
|
f5.2.2
|
Обеспечение системы
стабилизированным питанием
|
Источник питания
|
0.35
|
0.053
|
0.06
|
50
|
0.015
|
|
f5.2.3
|
Обеспечение электрической
совместимости сигналов с датчиков и команд
|
Блоки развязки и усиления
|
0.3
|
0.045
|
0.04
|
100
|
0.031
|
|
f5.1
|
Реализация управления
|
РКС
|
0.5
|
0.15
|
0.14
|
200
|
0.061
|
|
f5.2
|
Управление работой станка
согласно заданному алгоритму
|
Шкаф логики
|
0.5
|
0.15
|
0.122
|
400
|
0.123
|
|
F1
|
Преобразование
электрической энергии в механическую
|
F1= f1.1+ f1.2+ f1.3+ f1.4
|
0.15
|
0.15
|
0.15
|
730
|
0.224
|
|
F2
|
Транспортировка заготовки
|
F2= f2.1+ f2.2+ f2.3+ f2.4+
f.2.5
|
0.2
|
0.2
|
0.21
|
600
|
0.184
|
|
F3
|
Прошивка заготовки
|
F3= f3.1+ f3.2+ f3.3+ f3.4+
f.3.5
|
0.2
|
0.2
|
0.21
|
600
|
0.184
|
|
F4
|
Транспортировка гильзы
|
F4=f4.1+ f4.2+ f4.3+ f4.4
|
0.15
|
0.15
|
0.15
|
730
|
0.224
|
|
F5
|
Управление работой стана
|
F5= f5.1+ f5.2
|
0.3
|
0.3
|
0.25
|
600
|
0.184
|
1.4 Разработка технического задания
.4.1 Наименование и область применения
Настоящее техническое задание распространяется на проект автоматизации
стана холодной прокатки труб ХПТ 55 с разработкой подсистемы жидкой смазки.
.4.2 Основания для разработки
Проект разрабатывается на основании задания на выполнение дипломного
проекта и учебного плана по специальности 210200 “Автоматизация технологических
процессов и производств (в машиностроении)”.
1.4.3 Цель и назначение разработки
Объектом проектирования является система управления стана холодной
прокатки труб ХПТ 55 с разработкой подсистемы жидкой смазки.
Цель работы разработка проекта по автоматизации действующей системы
автоматического управления
1.4.4 Источники разработки
-Технологический процесс.
Действующие схемы существующей системы автоматического управления.
Техническое описание АСУТП "Уралчерметавтоматика".
.4.5 Технические требования
Вся система САУ-ПС должна являться стандартным программируемым средством
автоматизации, и предназначена для круглосуточной работы в условиях
трубопрокатного производства.Технические требования к электрооборудованию. Система
САУ-ПС должна быть двухуровневой, многофункциональной,
информационно-управляющей системой реального времени, реализованной с
использованием оборудования и программного обеспечения фирмы Siemens, принятого как стандартное средство
автоматического управления.
Система должна быть открытой, допускающей возможность функционального
расширения с учетом перспектив развития и адаптации к изменяющимся
технологическим условиям.
Система должна включать в свой состав все имеющиеся функции действующей
САУ и дополнительные функции - ведения и использования библиотеки программ
прокатки обкатного стана; контроля технологических параметров; контроля
положения трубы в стане; отображения технологического процесса, функции
мониторинга отдельных параметров технологического процесса и действий
оператора, функции генерации сообщений (аварийных, предупреждающих и действий
оператора) и другое.
1.4.6 Условия эксплуатации
· температура окружающего воздуха в диапазоне (от -12  до 45)
до 45)
· относительная влажность от 10 до 80 %
· атмосферное давление от 84 до 107 кПа
· запыленность не более 5 мг/м3
· наличие помех от магнитных полей не должны превышать значения
250 мВб/м2
· напряжение
питания трехфазным переменным током должно быть в пределах: 
· частота
питающей сети должна быть 50±2 Гц
1.4.7 Режимы работы объекта
Входными параметрами системы управления являются дискретные сигналы с
пульта управления, сигналы с датчиков. Выходными параметрами являются сигналы
управления приводами механизмов станка, пускатели, а также индикация на пульте
оператора.
автоматический режим - работа стана в автоматическом режиме в
соответствии с параметрами установленными на панели оператора;
ручной режим - управление станом осуществляется вручную, при помощи
кнопок и переключателей
1.4.8 Стадии и этапы разработки
· Получение задания на создание системы управления.
· Сбор документации и анализ существующей системы управления.
· Разработка структуры системы управления.
· Выбор технических средств системы управления.
· Разработка схемы подключения устройства управления.
· Разработка программного обеспечения.
· Оформление расчетно-пояснительной записки.
Оформление графической части дипломного проекта.
2. Проектирование конструирование и
моделирование основных технических средств
.1 Декомпозиционный анализ задачи модернизации
системы управления и разработка декомпозиционной схемы
Системный подход и общая схема системного проектирования на основе
методов декомпозиции.
Решение сложных творческих задач при создании новых объектов, технологий,
а также проектов, реализуемых в нетехнической сфере, базируется на итеративных
последовательностях процедур анализа и синтеза.
Итеративный процесс “анализ - синтез” формирует создаваемый объект
базируясь на философских диалектических категориях “часть и целое”,
характеризующих общее движение познания, которое начинается с нерасчлененного
представления о целом, затем переходит к анализу - расчленению целого на части
и завершается воспроизведением (синтезом) объекта в форме конкретного целого.
При такой постановке решение проблемы создания нового объекта
целесообразно представить в виде трех взаимосвязанных этапов.
Этап 1. Формирование общего желаемого (видимого) представления о
создаваемом объекте, о его потребности (функции); структуризация проблемы
создания объекта.
Этап 2. Декомпозиция (анализ) задачи создания объекта - разделение её на
части, образуемые относительно независимыми признаками (свойствами) объекта, с
указанием множеств альтернатив реализации этих признаков.
Этап 3. Синтез решений как “свертка” поискового пространства,
образованного декомпозиционной схемой задачи создания объекта, полученной на
этапе 2.
В данном разделе будет рассмотрено представление об объекте, как о
нерасчлененном целом является весьма ответственным и непростым. На этом этапе
требуется определить и раскрыть поставленную цель, возможные последствия и
результаты ее разрешения. Основная трудность этого этапа обусловлена неполнотой
исходной информации, на основе которой формулируется проблема. Проблема - это
необходимость изменения состояния, а ее решение - это технология перехода от
существующего состояния к желаемому. Цель рассматривается, как результат
определенного курса действий, достигаемых с учетом необходимых потребностей и
реальных возможностей (научных, экономических, правовых и т.п.).
Целью проектирования является разработка современной системы управления,
удовлетворяющей самым последним представлениям о иерархичном принципе
построения автоматизированных систем управления. В системе управления должны
быть реализованы следующие функции:
управление технологическим оборудованием;
сбор данных о процессе и состоянии технологического оборудования;
контроль достоверности данных;
обработка и хранение данных о нештатных ситуациях;
обеспечение диалога с оператором;
учет выпускаемой продукции;
сохранность данных.
Под управлением технологическим оборудованием здесь и далее создание, по
возможности, единого центра управления обеспечивающего согласованное управление
всем оборудованием установки по возможности без участия оператора.
Сбор данных о процессе должен обеспечить своевременную и достоверную
информацию о технологических параметрах процесса, о положении подвижных
агрегатов комплекса, о состоянии систем обеспечения работоспособности
установки, о типе и количестве изготовленной продукции.
Под контролем достоверности данных подразумевается проверка входящих
данных на соответствие «разумным» диапазонам. Возможная реакция системы
управления - продолжение работы, информирование оператора о не достоверности
показаний датчика. Это пример нештатной ситуации, при которой система
управления не останавливает работу установки, при этом информация о ситуации
заносится в архив событий. Обработка информации в этом случае может сводиться к
определению времени и переходу к обработчику ошибок, который предложит
альтернативу по решению проблемы.
Система управления должна обеспечить полное и наглядное представление о
состоянии процесса, оборудования, значении технологических и нетехнологических
параметров, произведенной продукции и других статистических данных, нештатных
ситуациях. В случае возникновения нештатной ситуации, при которой возможно
продолжение работы, система должна указать возможные причины возникновения ситуации
и способы устранения. Оператору должна быть предоставлена возможность изменения
технологических параметров процесса.
Учет выпускаемой продукции подразумевает хранение и информирование
оператора о количестве и типе выпущенной продукции.
Под сохранностью данных понимается сохранение данных о процессе при
аппаратных, программных или иных сбоях (в том числе и отключении питания).
Потребности и цели создания объекта, структуризация целей и
предполагаемых задач, решение которых ведет к достижению этих целей, формирует
общее представление об объекте. Анализ объекта на втором этапе осуществляется
путем декомпозиции поставленных задач в пространстве, в основном, не
метрических структурных характеристик, обусловленных требованиями к объекту.
Результатом такого анализа является декомпозиционная схема, при построении
которой исходят из следующих двух положений:
Во-первых, декомпозиция осуществляется неформально и на первом уровне
разбиения задачи, исходя из назначения и потребности объекта, определяются
основные направления, формирующих концепцию его строения в виде множества
структурных характеристик Хx , образующих n блоков 1-го уровня декомпозиции.
Во-вторых, для каждой области (свойства) Хx первого уровня на втором уровне декомпозиции
формируются множества альтернатив Хxb Î Хx, выбираемым на основе анализа
известных решений.
Построенная на основе принципов и правил декомпозиции, любая
декомпозиционная схема является n - мерным поисковым пространством Rn={ Хx }, в котором каждое решение
представлено вектором xÎRn, являющимся множеством из набора альтернатив Хxb вида:
= { Х1b, … , Хib , … , Хnb }.
Геометрической интерпретацией Rn является его развертка на плоскость,
состоящая из матричных блоков, образованных пересечением всех блоков 1-го
уровня декомпозиции и альтернатив, образующих клетки матриц:
= n ( n-1 ) /2.
Общее количество вариантов структуры N определяется:
= m1 m 2 … m n,
где m1 - количество альтернатив реализации первого признака.
Таблица 2 - Декомпозиционная схема анализа задачи формирования структуры
СУ
|
Хx
|
1-й уровень декомпозиции
|
Хxb
|
2-й уровень декомпозиции
|
|
Х1
|
Количество одновременно
обрабатываемых труб
|
Х11 Х12 Х13 Х14
|
2 последовательно 4 2 1
|
|
Х2
|
Комплексность технологии
|
Х21 Х22 Х23
|
Гидро-, пневмосистема
Пневмосистема Гидросистема
|
|
Продолжение таблицы 2
|
|
Х3
|
Количество позиций
обработки
|
Х31 Х32 Х33
|
1 Позиция 3 позиции 2
позиции
|
|
Х4
|
Вид транспорта
|
Х41 Х42 Х43
|
Шнек Манипулятор Кран-балка
(поворотный)
|
|
Х5
|
Вид установки и закрепления
|
Х51 Х52 Х53
|
Направляющие, ручной
Направляющие, автоматизированный Автоматический
|
|
Х6
|
Вид датчика положения
|
Х61 Х62 Х63 Х64
|
Индуктивный Концевые
выключатели Механический Отсутствует
|
|
Х7
|
Управление
|
Х71 Х72 Х73
|
Децентрализованное
управление Многоуровневое Централизованное управление
|
|
Х8
|
Устройство управления
|
Х81 Х82 Х83
|
Релейно- контактные схемы
ЭВМ ПК
|
|
Х9
|
Способ регулирования
давления в гидросистеме
|
Х91 Х92 Х93
|
Ручной Автоматизированный
Автоматический
|
|
Х10
|
Способ контроля уровня
|
Х101 Х102 Х103
|
Ручной Автоматизированный
Автоматический
|
|
Продолжение таблицы 2
|
|
Х11
|
Контролируемые компоненты
|
Х111 Х112 Х113
|
Температура Давление
Давление и температура
|
|
Х12
|
Вид измерения давления
|
Х121 Х122
|
Манометры Цифровые датчики
давления
|
|
Х13
|
Средства контроля качества
продукции
|
Х131 Х132 Х133
|
Без средств контроля
Технический Визуальный контроль протечек
|
|
Х14
|
Охранные мероприятия
|
Х141 Х142 Х143
|
Без охранных средств
Клапана предохранительные Клапана предохранительные, опрос датчиков
|
Заключительный третий этап выбора и принятия решения после проведения
системного анализа создания нового объекта путем её декомпозиции существенно
облегчается, но остается ещё непростым из-за большого числа комбинаций N,
являющихся вариантами искомого решения. Задача синтеза состоит в том, чтобы в
каждом из n - блоков первого уровня Хx декомпозиционной схемы выбрать по одной альтернативе Хxb, подбор которых должен сформировать
“наилучший” вариант.
Простейшим при выборе наиболее эффективного решения является традиционный
способ, используемый при обработке морфологических таблиц и предусматривающий
последовательное сокращение (свертку) множества вариантов путем отбрасывания
наименее перспективных, нереализуемых, наиболее дорогих и других, кажущихся
неэффективными, альтернатив. Однако этот способ при увеличении количества
признаков и реализующих их альтернатив соответственно до n > 5 m > 2
становиться весьма трудоемким, а выбранное решение, в значительной мере, -
субъективным. Проблема состоит не только в выборе лучших альтернатив в
отдельных блоках, но и в наилучшей их совместимости друг с другом.
Выбор целевых условий.
Далее будет использован метод двухступенчатого ранжирования с присвоением
оценок и при необходимости расчетом “весов” для выбираемых элементов,
многократно апробированный при создании новых сложных объектов на уровне
изобретений.
Предложенный метод предусматривает на первой ступени упорядочения
выделение из n - блоков Хx
декомпозиционной схемы S - блоков, содержащих на уровне альтернатив Хxb наиболее важные характеристики,
которые могут быть отражены в задании на создание объекта. Такие блоки Хx обычно в количестве S = 2…4 несут S
- целевых условий (по одному условию для каждого блока), представленных
альтернативами, реализующими эти блоки.
Тогда остальные g - блоков (g = n-s) будут содержать на уровне
альтернатив локальные решения типа условий-ограничения, а множество,
формирующее вариант синтезируемого решения X, составят два подмножества ХS и
ХG,:
= { XS, XG }, x Î Rn .
Набор условий XS, выбираемых на второй ступени упорядочения, определяет
некоторую S - мерную цель синтеза:
= { XSib }, i = 1…S; b = 1… m.
Выбранные локальные целевые условия XSib, как правило, неодинаково влияют на эффективность
синтезируемого решения и поэтому должны быть ранжированы по их значимости и
оценены с помощью некоторого параметра li, т.е.:l1 ³ l2 ³ …³ lS.
Значение оценочных параметров li устанавливается с соблюдением дополнительного условия, в
качестве которого удобно использовать соотношение:
l1 + l2 + …+ lS = 1.
Для нашего проекта набор целевых условий это:
= X14: l1 = 0,3;= X83: l2 = 0,3;
XS3 = X132: l3 = 0,4.
Далее
проверяем:
0,3 + 0,4 +0,3 = 1.
В итоге трехмерная цель синтеза:
= {X14, X83 , X132
}.
Любой объект, процесс или проект нетехнической сферы деятельности
человека характеризуется структурой и параметрами. Начальное представление о
строении объекта несет его структура. С её формирования как облика проекта и
начинается синтез. Проведя декомпозицию и выбрав в полученном поисковом
пространстве Rn некоторую S - мерную цель, необходимо решить вторую часть
задачи синтеза - сформировать g - мерное “решение - ограничение”.
На основе метода ранжирования определяем условия ограничения:
* ={ XGjb}, j = 1,…, g = n-s,
где XGjb -
альтернатива, реализующая j-й блок декомпозиционной схемы и удовлетворяющая
всем S целевым условиям множества XS = { XSib }.
Если при выборе целевых условий XSib можно было использовать исходные данные, то при выборе
условий ограничения XGjb
такие возможности уменьшились.
Оптимизация неформальных решений при нескольких целях традиционными
методами неосуществима. В этом случае в качестве оптимизационного подхода
целесообразно формировать паретовское множество альтернатив.
Итак, эффективное решение-ограничение XG*, в отличие от XG определяется
паретовским множеством наиболее предпочтительных альтернатив при “мягкой”
конкуренции всех ранее выбранных целевых условий XGjb. Для решения этой задачи
предлагаются следующие шаги:
) каждой альтернативе XGjb в блоках XGj по каждому условию XSib присваивается оценка liGjb ,
например, по трехступенчатой шкале в виде кодов (оценок): “ лучшая альтернатива
(решение)” - код 1, “ альтернативы в блоке по отношению к данной локальной цели
равнозначные” - код 2, “ в блоке есть лучшая альтернатива ” - код 3;
) каждой оценке в соответствие с её кодом присваивается численное
значение по правилу:
Код Значение liGjb
1 liGjb = li,
2 liGjb = li / m,
3 liGjb = 0,
где mi - количество альтернатив lGjb в
блоке liGj;
) в каждом блоке XGj выбираются оценки liGjb с наилучшими численными значениями и соответствующие им альтернативы XGjb по принципу:
liGjb ® XG1b, …, max liGjb ® XGgb
l1,…,lS l1,…,lS
формируется в виде множества X* эффективное решение - наилучший вариант.
Для нашего варианта условия ограничения:
* = {X23, X33, X41, X52, X61, X72, X93, X103, X113, X122, X143}.
Таблица 3 - Результаты выбора решений-ограничений ® XGjb целевыми условиями XSib
|
XSib
|
XGjb
|
|
X14 X83 X132
|
X23, X33 X41, X61, X72,X93,
X103,X143 X52,X113,X122
|
Таблица 4 - Присвоение оценок
|
ХGj
|
XbGj
|
XS1=Х14; l=0,3
|
XS2=X83; l=0,3
|
XS3=X132; l=0,4
|
|
|
Код
|
Знач.
|
Код
|
Знач.
|
Код
|
Знач.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
ХG1=X2
|
X12
|
2
|
0.1
|
2
|
0.1
|
3
|
0
|
|
X22
|
2
|
0.1
|
2
|
0.1
|
3
|
0
|
|
[X32]
|
2
|
0.1
|
2
|
0.1
|
1
|
0.4
|
|
ХG2=X3
|
X13
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
X23
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
[X33]
|
1
|
0.3
|
2
|
0.1
|
2
|
0.13
|
|
ХG3=X4
|
[X14]
|
2
|
0.1
|
1
|
0.3
|
1
|
0.4
|
|
X24
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
X34
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
ХG4=X5
|
X15
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
[X25]
|
1
|
0.3
|
2
|
0.1
|
2
|
|
Х35
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
ХG5=X6
|
[X16]
|
2
|
0.1
|
1
|
0.3
|
1
|
0.4
|
|
X26
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
Х36
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
Х46
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
ХG6=X7
|
Х17
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
[Х27]
|
2
|
0.1
|
1
|
0.3
|
1
|
0.4
|
|
Х37
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
ХG7=X9
|
Х19
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
Х29
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
[Х39]
|
2
|
0.1
|
1
|
0.3
|
1
|
0.4
|
|
ХG8=X10
|
Х110
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
Х210
|
3
|
0
|
2
|
0.1
|
2
|
0.13
|
|
[Х310]
|
1
|
0.3
|
2
|
0.1
|
2
|
0.13
|
|
ХG9=X11
|
X111
|
2
|
0.1
|
2
|
0.1
|
3
|
0
|
|
X211
|
2
|
0.1
|
2
|
0.1
|
3
|
0
|
|
[X311]
|
2
|
0.1
|
2
|
0.1
|
1
|
0.4
|
|
ХG10=X12
|
X112
|
2
|
0.15
|
2
|
0.15
|
3
|
0
|
|
[X212]
|
2
|
0.15
|
2
|
0.15
|
1
|
0.4
|
|
ХG11=X14
|
X114
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
X214
|
2
|
0.1
|
3
|
0
|
3
|
0
|
|
[X314]
|
2
|
0.1
|
1
|
0.3
|
1
|
0.4
|
Формирование оптимальной по Парето структуры объекта.
Согласно этому подходу альтернатива считается оптимальной по Парето, если
всякая другая альтернатива, являющаяся более предпочтительной для одних целей,
в то же время будет менее предпочтительна для остальных целей. Принцип
оптимальности по Парето далее утверждает, что никогда не следует выбирать
альтернативу, которая не является Парето-оптимальной. Лишь при таком
(паретовском) выборе можно увеличить степень удовлетворения некоторых целей, не
ущемляя при этом других целей. Таким образом, альтернатива паретовского
множества обладает тем свойством, что дальнейшее увеличение степени
предпочтения для достижения одних целевых условий возможно только за счет других.
Проблема состоит в том чтобы выбрать наилучшие паретовские альтернативы во всех
блоках g = n-S. И эта проблема всегда достаточна серьезна, однако сам подход
ведущий к общему выигрышу, уже является практически важным достижением в
решении противоречивых интересов в любой сложной ситуации. К тому же можно
утверждать, что оптимальность по Парето является наиболее правильной.
Оптимальный по Парето вариант формируется в виде множества:
X* = { XSi ,XGj*},
В развернутом виде с указанием всех целевых условий XSib и условий-ограничений ХGjb множество запишется так:
* = { XSib
,…, XSsb , ХG1b,…, ХGgb},
Для нашего случая эффективное решение будет иметь вид:
* = {X14,X23, X33, X41, X52, X61, X72, X83, X93, X103, X113,
X122 X132, X143}.
2.2 Разработка структурной схемы системы
управления
В современном машиностроении объект автоматизации в общем случае состоит
из нескольких в большей или меньшей степени связанных друг с другом участков
управления. Участки управления физически могут быть представлены в виде
отдельных установок, агрегатов, и т.д.
В первую очередь, система управления в зависимости от важности
регулируемых параметров, круга работников эксплуатационного персонала, которым
необходимо знать их значения для осуществления оптимального управления
объектом, в общем случае должна обеспечить разные уровни управления объектом
автоматизации, т.е. состоять из нескольких пунктов управления, в той или иной
степени связанных друг с другом.
С учетом изложенного структуры современных систем управления объектом
автоматизации могут быть в частных случаях одноуровневыми централизованными,
одноуровневыми децентрализованными и многоуровневыми. Одноуровневые системы
управления, в которых управление объектом осуществляется с одного пункта
управления, называются централизованными. Одноуровневые системы управления, в
которых в которых отдельные части сложного объекта управляются из
самостоятельных пунктов управления, называются децентрализованными.
Одноуровневые централизованные системы управления применяются в основном
для управления относительно несложными объектами или объектами, расположенными
на небольшой территории. Большинство промышленных объектов в настоящее время
представляют собой сложные комплексы, отдельные части которых расположены на
значительном расстоянии друг от друга. Кроме основных технологических установок
объекты имеют большое количество вспомогательных установок-подобъектов
(промышленные котельные, компрессорные, насосные станции оборотного
водоснабжения, котлы-утилизаторы, очистные сооружения и т.д.), которые необходимы
для обеспечения технологических установок всеми видами энергии, а так же
утилизации и нейтрализации остаточных продуктов технологического процесса.
Если управление такого комплексного объекта построить на одноуровневой
централизованной системе, то намного усложнятся коммуникации системы
управления, резко увеличатся затраты на её сооружение и эксплуатацию,
центральный пункт управления получится громоздким. Переработка информации,
большая часть которой является ненужной для непосредственного ведения
технологического процесса, представляет собой большие затруднения. Удаленность
пункта управления от того или иного управляемого объекта затрудняет принятие
оперативных мер по устранению тех или иных неполадок. В этом случае более
приемлемой становится одноуровневая децентрализованная система управления.
Однако с помощью одноуровневых систем не всегда представляется возможным
оптимально решить задачи управления технологическими процессами. Это в первую
очередь относится к сложным технологическим процессам. Тогда целесообразно
переходить к многоуровневым системам управления.
АСУ ТП классифицируются на уровни классов 1, 2 и 3. К классу 1 (АСУ ТП
нижнего уровня) относятся АСУ ТП управляющие агрегатами, установками, участками
производства не имеющими в своем составе других АСУ ТП. К классу 2 (АСУ ТП
верхнего уровня) относятся САУ ТП, управляющие группами установок, цехами,
производствами, в которых отдельные агрегаты, установки имеют свои собственные
системы управления не оснащенные АСУ ТП класса 1. К классу 3 (АСУ ТП
многоуровневые) относятся АСУ ТП объединяющие в своем составе АСУ ТП 1 и 2
классов и реализующие рассогласованное управление, отдельными технологическими
установками или их совокупностью (цехом, производством).
Построение систем автоматизации по уровням управления определяется как
требованиями по снижению трудозатрат на их реализацию, так и конкретными
задачами управления технологическими объектами.
Система автоматизации структурно может быть представлена по-разному. В
общем случае любая система может быть представлена конструктивной,
функциональной или алгоритмической структурой. В конструктивной структуре
каждая часть представляет собой самостоятельное конструктивное целое. В
функциональной структуре каждая часть предназначена для выполнения определенной
функции, в алгоритмической - для выполнения определенного алгоритма
преобразования входной величины, являющегося частью алгоритма функционирования
системы в целом.
Основным техническим документом, определяющим структуру отдельных узлов
автоматического контроля, управления и регулирования технологического процесса
и оснащение объекта управления средствами автоматизации является структурная
схема.
Структурная схема представляет собой чертёж, на котором схематически
условными обозначениями изображаются: технологическое оборудование,
коммуникации, органы управления и средства автоматизации (приборы, регуляторы и
т.д.) с указанием связей между технологическим оборудованием и элементами
системы управления, а также связей между отдельными элементами системы.
Новая система управления будет иметь трехуровневую структуру. На нижнем
уровне, расположены элементы электроавтоматики, ДОС, исполнительные устройства.
Средний уровень осуществляет управление технологическим оборудованием по
заданной программе. Программу можно изменить, при необходимости. Для этого
предназначен верхний уровень. С помощью специальной программы можно переписать
алгоритм работы установки. Это является большим преимуществом, по сравнению с
предыдущей системой управления. Также на верхнем уровне осуществляется контроль
за ходом испытаний в режиме реального времени.
Устройством управления является программируемый контроллер. Сигналы с
дискретных датчиков поступают на модуль дискретного ввода. Для управления
гидроклапанами используется промежуточные контакторы и модуль дискретного
вывода. Задание скорости для регулируемых электроприводов осуществляется через
модуль дискретного вывода. Индикация срабатывания датчиков, исполнительных
механизмов, а также режимов работы стана выполнена через модуль дискретного
вывода.
2.3 Выбор основных технических средств СУ
Для реализации построения системы автоматического управления предлагается
использовать программируемый контроллер Simatic S7-400 фирмы Siemens.
Это крупная процветающая фирма, которая является надёжным партнёром ОАО
«СинТЗ». Она гарантирует высокое качество и надёжность поставляемой ей
аппаратуры, единственным недостатком которой является высокая цена.
S7-400
имеет следующие особенности:
а) Широкий спектр CPU;
б) Широкий спектр модулей;
в) CPU в различных классах мощности;
г) Встроенная шина на обратной стороне модулей;
д) Через многоточечный интерфейс (MPI), PROFIBUS и промышленную сеть
можно объединить в сеть и многое другое.
Контроллер SIMATIC
S7-400 применяется во всём мире в
различных областях и используется для разнообразных целей. Он построен по
модульному принципу, причём, различные функции автоматизации реализованы в нём
с помощью различных модулей. Таким образом, можно собрать S7-400 полностью приспособленным к
заданным потребностям. Система предлагает богатую палитру устройств
программирования, диагностики и визуализации. Язык программирования STEP-7 и обширный набор программного
обеспечения облегчает работы по программированию.
Программируемый контроллер S7-400
может использоваться для всевозможных промышленных целей. Несмотря на
многообразие задач автоматизации, S7-400 будет являться оптимальным решением для любой из них, будь то
простейшее управление или задача комплексного регулирования.
Сердцем любой системы базирующейся на контроллерах является процессор.
Поэтому к его выбору должно уделяться большое внимание.
Из линейки процессоров S-400
выбираем CPU 416-2DP. Это центральный процессор с большим объемом памяти
программ, способный обслуживать разветвленные конфигурации ввода-вывода.
Большая его мощность необходима для возможности расширения функций
системы в будущем. К примеру, управление вспомогательными приводами или
управление главным приводом. Кроме того, данный процессор планируется в
качестве дополнительной функции «нагрузить» еще и учетом количества и длинны
гильз и заготовок.
Технические характеристики: CPU 416 2DP характеризуется следующими показателями:
Память пользователя объемом 1,6 Мбайт; Расширенный объем памяти,
загружаемой памяти, скоростной памяти для выполнения секций программы. Гибкое
расширение; подключение до 32 модулей (4-рядная конфигурация). Встроенный MPI
интерфейс позволяет устанавливать одновременно до 4 статических и до 8
динамических связей с S7-300/400 или до 4 статических связей с программаторами,
компьютерами и панелями оператора. Из всех статических соединений одно
резервируется для связи с программатором и одно для связи с панелью оператора.
Переключатель режимов работы; переключение режимов может производиться
только специальным ключом. Удаление ключа ограничивает доступ к содержимому
памяти контроллера.
Парольная защита. Она обеспечивает авторизованный доступ к программе.
Диагностический буфер. Он хранит 1024 последних сообщений об отказах и
прерываниях, которые могут быть использованы для диагностических целей.
Рисунок 3 - Процессор CPU 416 2DP
Необслуживаемое сохранение данных. Центральный процессор способен
сохранять данные без использования буферной батареи (NVRAM).
Резервирование программы с помощью карты памяти. Объем карты памяти
(FEPROM) может достигать 15 Мбайт.
Часы реального времени. Диагностические сообщения центрального процессора
могут сопровождаться выдачей даты и времени их формирования.
Встроенные коммуникационные функции:
. PG/OP функции связи
. Стандартные функции S7 связи MPI/PROFIBUS
. S7 функции связи (только сервер)
Источники питания
Из трех возможных источников серии PS 407 выбираем самый «слабый» - 4А. Этого тока будет
достаточно для питания процессора.
Для питания модулей и снабжением всей системы постоянным напряжением 24В
выберем мощный хорошо зарекомендовавший себя источник серии SITOP на 40 А.
Рисунок 4 - Источник питания PS 407 4А
Системой используются сигналы с 20 различных дискретных датчиков. Поэтому
будет достаточного одного 32 разрядного дискретного модуля. SM421. (Рисунок 5) Тип входного сигнала
DC, 24В.
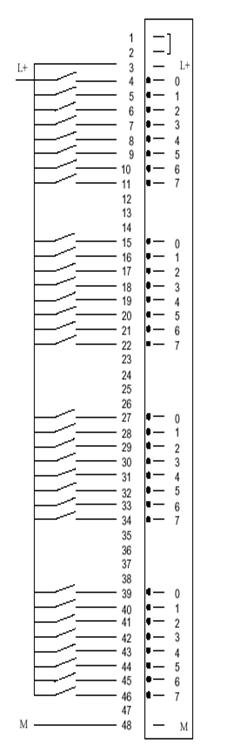
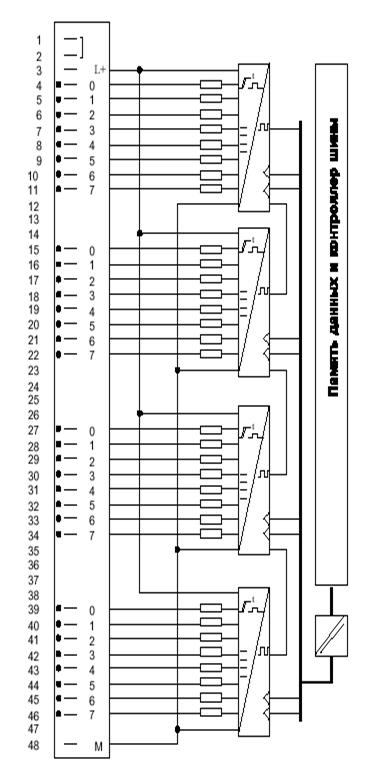
Рисунок 5 - Модуль ввода SM421
Входное напряжение логической единицы: 13 - 30В, логического нуля: 0 -
5В. Входной ток при сигнале «1» от 6 до 8 мА. Время задержки ввода 3 мс.
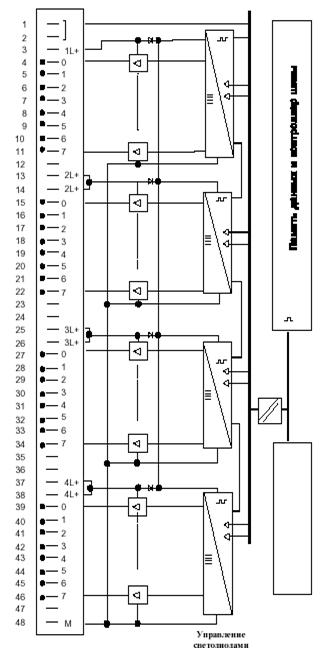
Рисунок 6 - Модуль вывода SM422
Контроллер будет управлять работой 25 механизмов. Причем двадцать один из
них двухпозиционного управления, а пять трехпозиционного. Отсюда можем
вычислить количество необходимых выходов. Поэтому будет достаточного одного 32
разрядного дискретного модуля SM422.
(Рисунок 2.4)
Выходной ток при сигнале «1»:
· номинальное значение 0,5 A;
· допустимый диапазон от 5 мА до 0,6 A;
· максимальная частота включения 100 Гц.
Снятые с производства датчики ФГ-13 предлагается заменить на ФГ-122
производства того же объединения НПП «УРМА». Опытная эксплуатация этих датчиков
проходит в цехе. Кроме того, релейный выход датчика не требует дополнительного
согласования с модулем.
Выхода модулей контроллера могут отдавать в нагрузку токи только до пол
ампера. Поэтому существует необходимость в усиливающих элементах. В качестве
таких устройств предлагается использовать реле. Кроме того реле развяжут выхода
контроллера от силовых цепей.
Современные реле фирмы Finder
при своих небольших габаритах позволяют переключать довольно большие нагрузки
до 20А. В качестве таких реле выбираем реле с каталожным номером 405 290 24
(ток нагрузки до 10 А). В комплекте с реле поставляется колодка, имеющая
защитный модуль со светодиодом.
Пульт будет содержать:
а) интерфейсный модуль - модуль децентрализованной периферии,
предназначенный для связи пульта автоматики с контроллером
посредством промышленной сети Profibus-DP. Отказ от
электрических связей между шкафом автоматики и пультом посредством кабеля,
прежде всего, связан с тем, что при таком виде коммутации наладку оборудования
и программы можно произвести вне монтажной зоны. А в условиях ограниченности
времени на монтаж новой системы это является главным фактором. Так же
упрощается и ускоряется сам монтаж пульта на месте - отпадает необходимость
расключения кабелей.
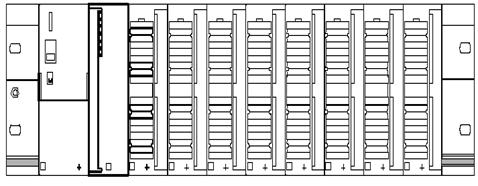
Рисунок 7 - Станция децентрализованной периферии ЕТ200М
б) Модули ввода необходимые для снятия сигналов с ключей управления и
доставки этих сигналов через интерфейсный модуль до процессора.
в) Ключи управления и кнопки, с помощью которых оператор воздействует на
режимы работы стана и механизмов.
г) Ключ-бирку, кнопку-грибок для организации безопасных работ при
остановке системы и быстрого отключения работы системы при возникновении
аварийных ситуаций.
д) панель оператора, через которые меняются настройки технологических
параметров программы.
Выбор:
а) В качестве интерфейсного модуля предлагается IM 153-1(ET200M) входящий в линию семейства S-300, соответственно в качестве
модулей ввода предлагаются модули SM322, а в качестве местного источника питания- PS307 5A,
которого хватит и для того, что бы запитать входные модули. Модули S-300 по сравнению с модулями S-400 занимают значительно меньшее
место и хорошо поместятся вместе со всей профильной шиной в нижней части
пульта. Так как системой используются 56 сигналов с ключей управления, для
станции децентрализованной периферии будет достаточно двух модулей.
б) Ключи управления, кнопки, ключ-бирку кнопку-грибок выбираем из
стандартных средств SIMENS серии 3SB. Дальнейшее каталожное обозначение
элементов будет зависеть от тех технических функций, которые они выполняют. К
примеру, кнопка грибок красного цвета с поворотным расклиниванием будет
заказываться под каталожным номером 3SB3500-1HA20. Кроме того, при выборе
ключей управления учитывается то, что в цехе эксплуатируются ключи с
«пистолетной» рукояткой.
в) В качестве панели оператора выбираем OP270 SMATIC HMI. Выбор данной
панели, прежде всего, обусловлен тем что, данные панели уже эксплуатируются в
цехе и хорошо себя зарекомендовали со всех сторон. Так же при заказе данной
панели не потребуется заказа резервной, так как резервная панель OP270 уже имеется в цехе. Кроме того,
данная панель соответствует всем предъявляемым требованиям по защищенности (IP65 с лицевой стороны) так как место
ее установки непосредственно пульт управления, где содержание железосодержащей
пыли и агрессивных веществ в воздухе повышено.
В качестве монтажных элементов предлагается остановиться на продукции
фирмы RITTAL. В ее арсенале присутствуют все
необходимые монтажные конструктивы. От составных пультов до зажимных кабельных
профилей.
В качестве шкафа автоматики выбираем шкаф защищенного исполнения IP65 800x1800x400 в комплекте с
монтажной панелью. Шкаф будет оснащен обзорной передней дверью с резиновыми
уплотнителями.
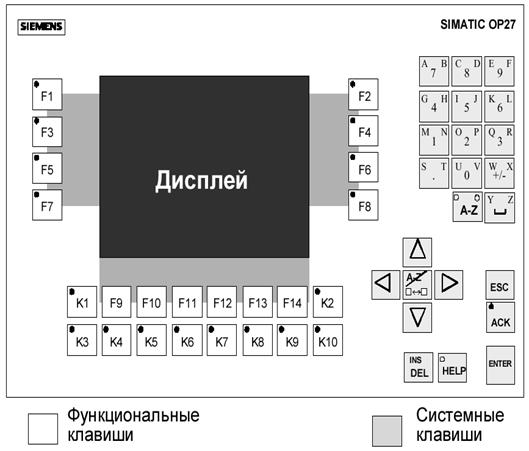
Рисунок 3.6 Панель оператора OP270
Пульт автоматики предлагается собрать из составного пульта защищенного
исполнения IP65 состоящего из: тумбы 1200х670х400,
пульта 1200х200х400, крышки 1200х200.
2.4 Разработка схемы электрической соединений
системы управления
Для пуска и отключения асинхронных двигателей с короткозамкнутым ротором
используются магнитные пускатели фирмы ИЭК. Рассчитаем главные (силовые)
электрические контакты магнитного пускателя, т.е. определим необходимое
контактное нажатие.
Контакты образованы двумя торцами серебряных цилиндров с диаметром d =
0.02 м. Длительное протекание номинального тока асинхронного двигателя 25 А, а
ток короткого замыкания 280 А. Температура окружающей среды Q0 = 40 0С.
Необходимое контактное нажатие, если исходить из длительного режима
работы:
 ,
,
где
IНОМ = 25 А;
l = 325 Вт/(м×0C) - теплопроводность серебра;
В
= 2,44×10-8 (В/0С)2 - число Лоренца;= 75×107 Па - число твердости по Виккерсу.
Температура тела контакта:
 ,
,
где
kT = 12 Вт/(м2×0C) - удельный коэффициент теплоотдачи;= 25 А -
действующее значение тока;
Q0 = 40 0С -
температура окружающей среды;
r = 0.03 мкОм×м - электрическое сопротивление материала контактов.
Сечение контакта:
 3.14×10-4 м2.
3.14×10-4 м2.
Периметр сечения контакта:
= p × d = 3.14×0.02 = 6.28×10 -2 м.
Получаем:
 323 К.
323 К.
Так
как ТК - Т0 = 5 ¸ 10 К /5/, то ТК = 330 К.
Контактное нажатие:
 4.3 Н.
4.3 Н.
Необходимое контактное нажатие с учетом тока КЗ согласно:
 ,
,
где
 712 А - ток электродинамической стойкости (амплитуда
ударного тока).
712 А - ток электродинамической стойкости (амплитуда
ударного тока).
Торцевой контакт, образуемый касанием торцов двух стержней, может
рассматриваться как несамоустанавливающийся контакт.= 1600, следовательно:
 2 Н.
2 Н.
Таким образом, данная система при контактном нажатии 4.3 > 2 Н устойчива при КЗ. Поскольку
контактное нажатие по номинальному току РНОМ = 4.3. Н больше контактного
нажатия, определяемому по току КЗ РК = 2 Н, то выбираем нажатие первое.
Питание схемы осуществляется переменным напряжением 220 В 50Гц.
Индуктивные датчики В1…В20 подключены к контроллеру А1. Индуктивные датчики
В21…В35 подключены к модулю ввода А2. Питание датчиков от внешнего блока
питания А12. Входы преобразователей частоты А4…А7 подключены к дискретному
выходу контроллера А1. Промежуточные контакторы КМ1…КМ10 подключены к модулю
дискретного вывода А8. Светодиоды HV1…HV10 подключены к модулю дискретного
вывода А9. Светодиоды HV11…HV18 подключены к модулю дискретного
вывода А10. Светодиоды HV19…HV28 подключены к модулю дискретного
вывода А11.
.5 Разработка шкафа управления
Для монтажа системы управления разработаем шкаф управления представленный
в графической части проекта.
Монтаж панели оператора. Подготовить место в щите шкафа
электрооборудования. Конструкция шкафа должна обеспечивать защиту панели
оператора от попадания в нее влаги, грязи и посторонних предметов.
При установке изделия следует обратить внимание на следующее:
. Установочное отверстие должно иметь соответствующий размер, для того
чтобы панель не была повреждена при установке.
. Подключение к разъему панели может быть осуществлено следующим образом:
кабелем с разъемом без кожуха и с кожухом, переходником и переходником с
кабелем.
. Не следует допускать изгибов установочных кронштейнов во избежание
повреждения дисплея панели.
. Четыре винта установочных кронштейнов должны быть завинчены с
достаточным, но не чрезмерным усилием.
. Панель следует устанавливать на прокладку из резины, поставляемую в
комплекте с панелью.
Питание панели оператора следует осуществлять от распределенной питающей
сети 24 В постоянного тока или от локального блока питания подходящей мощности,
установленного совместно с панелью оператора в шкафу электрооборудования. При
питании от распределенной сети 24 В требуется устанавливать перед панелью
сетевой фильтр, подавляющий микросекундные импульсные помехи.
Обозначение контактов для подключения питания приведено на задней
поверхности корпуса панели. Схема подключения питания представлена на в
графической части.
Подключение приборов по интерфейсам RS-232 и RS-485.
Контакты интерфейсов RS-232 и RS-485 выведены на разъем DB-9 панели
оператора.
Монтаж контроллера. Подготовить место в шкафу электрооборудования.
Конструкция шкафа должна обеспечивать защиту контроллера от попадания в него
влаги, грязи и посторонних предметов.
Укрепить контроллер на DIN-рейку защелкой вниз. При размещении
контроллера следует помнить, что при эксплуатации открытые контакты клемм
находятся под напряжением, опасным для человеческой жизни. Доступ внутрь таких
шкафов разрешен только квалифицированным специалистам.
Подключение интерфейса RS-485 выполняется по двухпроводной схеме.
Подключение производить при отключенном напряжении питания всех устройств сети
RS-485. Длина линии связи должна быть не более 1000 метров. Подключение следует
осуществлять витой парой проводов, соблюдая полярность. Провод А подключается к
выводу А контроллера, аналогично соединяются выводы В.
2.6 Разработка схемы электрической монтажной
шкафа управления
Для облегчения работ по электромонтажу разработана схема электрическая
монтажная для шкафа управления. На ней представлен электромонтаж элементов
системы управления расположенных в шкафу управления. Схема представлена на
листе графической части проекта.
Панель оператора и кнопки ручного управления вынесены на дверцу шкафа.
Также на дверце расположены элементы индикации. Вводной автомат расположен
справой стороны шкафа. Для вентиляции в днище шкафа и в верхней крышке
предусмотрены специальные отверстия. Также имеются отверстия для ввода
проводов. Остальное электрооборудование расположено на монтажной панели внутри
шкафа. Панель выполнена отдельной сборочной единицей для удобства монтажа. Для
перехода проводов на дверку на ней предусмотрены специальные клеммники.
2.7 Разработка подсистемы жидкой смазки
Автоматическая система смазки для трубопрокатного стана обеспечивает
подачу технологического смазочного вещества к оправке.
Система смазки открытой зебчатой передачи состоит из:
1. Заправочный насос тип Lubrigun предназначен для автоматической заправки смазкой рабочего насоса тип
Р215. Насос оснащен фильтром для смазки и ультрозвуковым датчиком контроля
смазки в емкости.
2. Смазочный насос тип Р215 , с емкостью бака 30 литров, с шестью насосными
элементами, имеющими максимальную подачу 4 см3/ход каждый, с уровнем контроля
смазочного вещества. Режим работы насоса выбирается с помощью блока управления.
Напряжение питания насоса - 380-420В переменного тока. Максимальное давление
насоса 350 бар. Заправку насоса смазочным веществом рекомендуется производить с
помощью заправочного насоса через адаптер M22xl,5A х R1/2I.
3. Блок подготовки воздуха предназначен для очистки и осушения воздуха перед
подачей его к заправочному насосу.
4. Прогрессиный распределитель тип SSV предназначен контроля за работой системы. На распределителе установлен
детектор поршня для определения прокачивания смазки и объем подачи. В случае
если смазки не проходит через распределитель, датчик подает сигнал ошибки на
блок управления.
5. Блок управления предназначен для управления системой смазки.
Система подогрева состоит из двух нагревательных элементов и
предназначена для подогрева смазки в рабочей и заправочной емкостях. Каждый
нагревательный элемент имеет собственный термостат.
При подаче команды с блока управления на включение, смазка с рабочего
насоса Р 215 поступает через прегрессивный распределитель тип SSV к оправке. С помощью датчика
установленного на распределителе, блок управления получает сигнал об объеме
подаваемой смазки. После подачи заданного объема блок управления отключает
рабочий насос. Расход смазки может регулироваться при помощи продолжительности
времени работы насоса, а также посредством индивидуальной настройки каждого
насосного элемента. Возможность регулирования подачи смазки при помощи s насосного элемента лежит в пределах
от 25 до 100 % от полной производительности. Регулировка позволяет достич
оптимальный расход смазочного материала, что является важным фактором для
потребителя.
Заправочный насос во время эксплуатации системы смазки находится в режиме
ожидания. При поступлении сигнала от рабочего насоса «низкий уровень смазки»,
блок управления дает команду на открытие эл. магнитного клапана заправочного
трубопровода и заправочный насос начинает подавать смазку в емкость рабочего
насоса. При наполнении емкости рабочего насоса поступает команда «верхний
уровень» на блок управления и эл. магнитный клапан закрывается, заправочный
насос переходит в режим ожидания.
При опустошении емкости заправочного насоса выводится ошибка на панель
блока управления «низкий уровень заправочной емкости», емкость необходимо
заменить, предварительно отключив подачу воздуха в заправочному насосу.
Блок управления предназначен для управления прогрессивной системой
смазки, включающей в себя распределитель с электрическим контролем. Данная
система смазки - система с автоматическим процессом заправки.
После подключения питания устройство управления готово к работе.
Запуск системы смазки производится от внешнего сигнала. При подключении
дистанционного контакта система смазки начинает отсчёт установленного времени
паузы (В1).
По истечении времени паузы активируется процесс смазки.
Смазочный процесс длится до тех пор, пока не будет достигнуто
установленное количество ходов распределителя (В2). Затем начинается повторный
отсчёт времени паузы.
При запуске насоса начинается отсчёт установленного времени контроля за
работой распределителя (ВЗ). Подача детектором поршня распределителя сигнала
ведёт к сбросу отсчитанного времени наблюдения на 0. Если детектор поршня не
подаёт к устройству управления хотя бы одного сигнала и установленное время
наблюдения истекает, следует сигнал сбоя.
При отключении внешнего контакта во время отсчёта времени паузы
отсчитанные минуты сохраняются в памяти контроллера. При последующем
подключении контакта отсчёт времени паузы продолжается там, где он был прерван.
Смазочный насос можно запустить в любое время нажатием на дисплее клавиши
SH1 (ВКЛ./ВЫКЛ. вручную). Процесс
смазки длится в этом случае до тех пор, пока снова не будет нажата клавиша SH1 или распределитель не осуществит
установленное количество ходов
Поршневые насосы 50:1 являются дифференцированными поршневыми насосами с
пневмоприводом. Подача смазки происходит при движении поршня вверх и вниз. При
движении поршня вверх происходит засасывание смазки и одновременно выталкивание
её в магистраль нагнетания. Давление смазки на выходе соответствует
50-икратному повышению по отношению к давлению, поступающему на привод
воздушного мотора. Этот тип насосов оснащён поршнем - черпалкой. который за
счёт механического движения поддерживает постоянный подвод смазки в камеру
засасывания. Для подачи жидких смазочных веществ насосы поставляются вместе с
оптимальным шаровым запорным клапаном.
Трубопровод насоса оснащён PassnopuineM для проведения смазочого вещества.
При применении смазочного вещества. не предусмотренного к применению,
например: подача веществ, не обладающих смазочными свойствами, может наступить
преждевременный износ поршня или его поломка.
Частота замены комплектующих частей зависит от случаев применения и по
потребности заказывается. Для привода воздушного мотора должен быть
предусмотрен регулятор давления. Если сжатый воздух нечистый и содержит
конденсат, то необходимо применять блок подготовки воздуха V" (DN 6) фильтр, регулятор, манометр и
масляный увлажнитель).
3. Информационное и программное обеспечение
системы управления
.1 Разработка блок-схемы алгоритма управления
станом
Предварительно на стане выполнить все регулировки под конкретный маршрут
прокатки - установка на стан технологического инструмента, настройка подачи,
настройки рабочей клети, переднего и промежуточного патронов, столов загрузки и
выдачи готовых труб.
Порядок прокатки труб на стане ХПТ 55-3:
1) включить станции циркуляционной смазки и гидравлики;
2) установить механизмы стана в исходное положение:
- клеть
установлена на ходе назад на расстоянии 150 ... 200 мм от крайнего заднего
положения;
- кулачки переднего и промежуточного патронов раскрыты;
- патрон заготовки и стержень с оправкой отведены назад;
- механизмы столов загрузки и выдачи установлены в положение приема труб;
3) уложить на стеллаж приемного стола пакет заготовок;
4) выдать механизмами приемного стола заготовку в люнеты на ось прокатки;
5) ускоренно переместить патрон заготовки вперед, который сдвинет заготовку
вдоль оси прокатки до положения начала прокатки - передний торец заготовки
должен стоят на расстоянии 20 ... 50 мм от заднего крайнего положения клети;
6) закрыть кулачки промежуточного патрона;
7) переместить стержень с оправкой вперед до установки оправки в рабочей
зоне;
8) зафиксировать клином каретку стержня;
9) включить станцию подачи СОЖ;
10) запустить
на пониженном режиме работы привода стана - скорость перемещения клеш 10 ... 20
двойных ходов в минуту;
11) после
схода трубы с оправки стан остановить, осуществить корректировку положений
оправки и калибров в соответствии с требуемыми параметрами готовой трубы, затем
стан запустить снова;
12) после
поступления готовой трубы в кулачки переднего патрона подать команду на их
сведение;
13) процесс
прокатки продолжить, постепенно повышая режимы работы механизмов до рабочих
значений, указанных в технологии;
14) после
прихода патрона заготовки в крайнее переднее положение по команде соответствующих
датчиков последовательно:
- отключить подачу;
- остановить в среднем положении на ходе вперед клеть;
клапан станции технологической смазки переключить на сброс СОЖ в баки;
отвести в исходное положение патрон заготовки и стержень с оправкой;
15) дальнейшую
загрузку стана очередной заготовкой и ее прокапсу выполнить, последовательно
повторяя вышеуказанные операции, при этом кулачки переднего и промежуточного
патронов должны быть сведены на трубу;
16) после
выхода прокатанной трубы из кулачков переднего патрона включить тянущие ролики,
которые переместят трубу полностью в желоб стола выдачи, далее механизмы стола
выдачи сбрасывают готовую трубу в накопительные карманы;
17) по
мере заполнения карманов готовые трубы забирать цеховым краном со стана и
транспортировать к местам складирования.
Перевалку выполнить путем замены в клети одной пары валков на другую.
Сборку и регулировку валков выполнить вне стана с помощью специальных
приспособлений. Перевалка выполняется в два этапа: подготовка валков вне стана
и замена валков в клети. Схема строповки валка в вертикальном положении.
Подготовка валков вне стана включает следующие работы:
- сборку левого ваша и правого валка отдельно друг от друга;
- сборку валковой пары.
Монтаж и демонтаж калибра производится с помощью стенда с индукционной
установкой (нагрев калибра до 120-150°С).
Для монтажа калибра ставится кольцо центрирующее, на которое устанавливается
калибр. Вал устанавливается после разогрева калибра.
При демонтаже вал с калибром устанавливается на стенд без кольца
центрирующего. Калибр при разогреве смещается вниз до упора в кольцо, далее вал
поднимается вверх за рым-болт с помощью подъемного устройства (в поставку не
входит).
Для замены калибра (при переходе на другой маршрут прокатки) необходимо
демонтировать подшипниковый узел с противоположной от шестерни стороны.
Демонтаж подшипника может производиться как гидравлическим съемником, так
и методом гидрорапрессовки, для чего в торце вала предусмотрено отверстие с
резьбой G1/4-B.
Приспособления для демонтажа подшипника в поставку не входят.
При установке калибра на вал необходимо обратить внимание на маркировку
"Л" и "Пр." ("Л"-левое исполнение,
"Пр"-правое исполнение) на боковой стороне калибра. Торец калибра с
соответствующей маркировкой должен находится со стороны бурта вала: для правого
исполнения стана- маркировка "Пр", для левого- "Л".
Обеспечить правильное расположение начала калибровки относительно заходных
фасок на зубьях шестерни, смотри.
Сборку валка выполнить путем установки на вал калибра, распорных втулок,
двух подшипников с подушками, шестерни, двух установочных планок и других
деталей,
Установочная планка должна быть определенной толщины, соответствующей
диаметру бочки калибра.
Сборку валковой пары выполнить на стенде:
- установить левый и правый валки на две объединяющие траверсы, при этом
между подушками валков закладывают четыре уравновешивателя с дистанционными
кольцами определенной высоты, которая соответствует диаметру бочки калибра,
- отрегулировать высоту установки валков - допуск отклонения оси калибров
от оси прокатки не более ± 0,05 мм.
Регулировку выполнить за счет подгонки толщины прокладок между подушками
и траверсами.
Выполнить замену валков:
- установить рабочую клеть в среднее положение, отключить электроприводы
стана, откинуть крышку кожуха с помощью гидроцилиндров;
- расклинить траверсу верхней рейки - поднять клин механизма фиксации,
отвести траверсу с верхней рейкой в сторону от рабочей клети;
- ослабить затяжку клиньев нажимного и распорного механизмов и цеховым
краном за траверсы удалить из клети валки в паре;
- установить в клеть новую валковую пару, подвести траверсу с верхней
рейкой, зафиксировать ее рабочее положение клином, при этом шестерни валков
зацепляют с рейками;
3.2 Разработка мнемосхемы программного
обеспечения
Функции системы управления станом:
- ручное управление механизмами стана с пульта управления AD1;
- ручное управление отдельными механизмами стана с пульта управления AD2;
- автоматическое управление по заданному алгоритму;
- отображение состояний и положений механизмов стана, систем смазки и
гидравлики на панели оператора;
- отображение состояний и положений механизмов стана систем смазки и
гидравлики на пультах управления станом;
- контроль автоматического режима;
- задание настроечных параметров для работы стана с пульта управления AD1;
- задание настроечных параметров для работы стана с панели оператора;
диагностика неисправностей узлов АСУ.
Программа контроллера состоит из главной циклической функции ОВ1,
функций, описывающих работу каждого механизма (вспомогательные функции), блоков
данных для хранения состояния механизмов и функции автоматической работы стана.
Вспомогательные функции выполняют:
- чтение и анализ состояний входных сигналов;
- формирует управляющие сигналы вверх/вниз и т.д. в автоматическом и ручном
режиме работы;
- формирует сигналы индикации в зависимости от состояния устройства;
- сбрасывает выходные управляющие сигналы устройства в зависимости от
аварийного останова, аварийных событий или при достижении соответствующего
положения устройства;
- блокирует управление механизмами в зависимости от положения других
механизмов;
- формирует сигналы звуковой сигнализации в зависимости от состояния
устройства.
Аварийные события:
- авария при движении вверх/вниз (контроль движения по времени);
- авария при движении вперед/назад (контроль движения по времени);
- авария при движении открыть/закрыть (контроль движения по времени);
- авария датчиков (при срабатывании двух или трех входных сигналов
положения устройства одновременно);
авария контакторов (при срабатывании двух входных сигналов движения
устройства одновременно).функция выполняет:
- чтение и анализ состояний входных сигналов;
- формирование режимов работы: местный, дистанционный, автоматический;
- формирования выходных сигналов на индикацию состояний стана (режим
работы, AD1 вкл., AD2 вкл., сборка схемы, работа стана);
- формирования выходных сигналов звуковой сигнализации перед началом работы
стана;
формирование управляющих команд для механизмов в автоматическом режиме в
соответствии с шагом выполнения автоматического режима (выполняемой операцией).
При вызове функции управления механизмом формируется блок данных соответствующего
механизма.
Основные параметры блоков:
- Control Voltage (контроль автоматов, необходимых для корректной
работы данного механизма);
- Ready (готовность к работе, т.е Control Voltage=TRUE и
нет аварии);
- En_Work (блокировка
механизма, зависящая от положения других устройств);
- Alarm (статус аварии);
- Auto_Mode
(работа в автоматическом режиме);
- Manual_Local_Mode (работа в ручном местном режиме (AD2) );
- Manual_Dist_Mode (работа в ручном дистанционном
режиме (AD1) );
- ST_UP (положение верхнее);
- ST_Down (положение нижнее);
- ST_Midlle (положение среднее);
- U p (движение вверх);
- Down (движение вниз);
- Stop (остановлен);
- Ctrl_Up_Dist (команда на движение вверх в дист.
режиме);
- Ctrl_Up_local (команда на движение вверх в
локальном режиме );
- Ctrl_Up_Auto (команда на движение вверх в
автоматическом режиме);
- CMD_Up
(команда-управление механизмом вверх);
- CMD_Down
(команда-управление механизмом вниз);
- Alarm_Up
(авария при движении вверх);
- Alarm_Down
(авария при движении вниз);
Alarm_Sensor (авария датчиков положения).
Набор мнемосхем состоит из главного экрана, экранов состояний каждого
механизма, экранов состояний частотных приводов, экрана контроля
автоматического режима, экрана контроля и настройки абсолютных энкодеров AMG11, экрана диагностики ПЛК.
На главном экране схематично представлены отдельные механизмы стана, что
в совокупности представляет картину технологического процесса.
На экранах состояний механизмов представлена информация по каждому
устройству стану: блокировки, готовность, режим работы, статус работы, текущее
положение, аварии.
На экранах состояний приводов представлена информация по каждому ПЧ:
статусное слово и слово управления, задание частоты.
На экране контроля автоматического режима располагается информация о текущем
состоянии работы стана в автоматическом режиме.
На экране настройки энкодеров представлена возможность настройки текущего
положения и диагностика энкодеров.
На экране диагностики ПЛК можно увидеть текущее состояние (работа, стоп,
авария), диагностические сообщения, текущий контроль входов и выходов.
В процессе разработки программного обеспечения системы отдельные детали
мнемосхем могут меняется.
При движении механизма пиктограмма на мнемосхеме загорается зеленым
цветом. При останове механизма пиктограмма на мнемосхеме загорается серым
цветом. При аварии механизма название на мнемосхеме мигает красным цветом. При
нажатии кнопок смены экрана происходит переход на соответствующий экран.
У стана 3 режима работы: автоматический, ручной с AD1 (дистанционный) и ручной с AD2 (локальный) и 2 этапа работы:
прокат трубы, закатка трубы.
Индикатор Питание: зеленый цвет - все автоматические выключатели включены
(которые необходимы для корректной работы конкретного механизма), серый цвет -
один из автоматов выключен.
Индикатор Готовность: зеленый цвет - готовность механизма к
работе.(питание в норме и нет аварии) , серый цвет - нет готовности к работе.
Индикатор Блокировка: зеленый цвет - разрешение на работу (положение
других механизмов не блокирует работу), красный цвет - нет разрешения на
работу(положение других механизмов блокирует работу)
Индикатор Авария: серый цвет -аварий нет, красный цвет - есть одна из
аварий. Режим Управления - показывает какой режим управления данным механизмом.
Положение - отображает текущие положение механизма.
Состояние - отображает есть ли движение механизма или механизм в
останове. Авария - отображает наименование текущей аварии.
При нажатии на статус Блокировка появится список блокирующих устройств и
их разрешение на работу данного механизма.
Работу патрона гильзы П2 блокирует (нет разрешения на работу в любом из
режимов управления) только одно устройство П4. Для снятия блокировки нужно в
ручном режиме управления переключить механизм П4 на ускоренную передачу (работа
от привода М2). Нажатие на пиктограмме назад приведет к отображению списка.
Отображение контроля для всех механизмов однотипно.
При запуске автоматического режима, и если нет одного из условий
готовности автоматического режима к пуску, появляется список условий к запуску
стана в автомате и их текущие состояние. Нет готовности стана для работы в авт.
режиме по причине положение механизма П4. Для того чтобы стан перешел в
готовность, нужно в ручном режиме механизм П4 переключить на ускоренную подачу.
4. Эксплуатационная документация
.1 Инструкция по эксплуатации СУ
Оборудование стана ХПТ 55-3 устанавливается на существующие станину,
фундаментные плиты и корпуса стана, при этом выполняется минимальный объем
строительных работ, связанных с установкой : фундамента стойка гидроцилиндра
откидного кожуха устройства защитного клети.
Перед монтажом необходимо сопрягаемые между собой поверхности механизмов
и существующего оборудования очистить от консервации и загрязнений, смазать
маслом, контактирующие с бетоном поверхности деталей должны быть обезжирены.
При выставке оборудования за базы принять: горизонтальную плоскость,
вертикальную плоскость, проходящую через ось прокатки, ось прокатки, ось
быстроходного вала приводного механизма.
Допускаемые отклонения отдельных механизмов от оси прокатки, мм:
клети рабочей ±0,15
механизма подачи и порота ±
0,20
промежуточного патрона ±
0,15
Точность установки механизмов стана определяется точностью положений
существующих поверхностей сопряжения. До начала монтажа оборудования необходимо
произвести замеры положений поверхностей сопряжения. При превышении допускаемых
отклонений установки механизмов от оси прокатки заказчик должен выполнить
мероприятия по устранению выявленных несоответствий и согласовать их с заводом
- изготовителем, если они затрагивают доработку поставляемого оборудования.
Монтаж оборудования клети рабочей выполнить в следующей
последовательности:
1) установить плиту в сборе с нижней рейкой и рельсами. Плиту закрепить 8
болтами МЗО в существующих пазах станины под опорные рельсы;
2) установить две направляющие клети.
Облицованные планками направляющие разместить в пазах между станиной и
рельсами, при этом предварительно их отстыковать от клети;
3) выполнить стыковку клети с направляющими. Клеть закрепить в пазах
направляющих 8 болтами М24;
4) установить два шатуна, которыми соединить клеть рабочую с приводным
механизмом.
5) смонтировать раму в сборе с верхней рейкой.
Раму закрепить 8 болтами М20 в существующих пазах станины под рейки и
запереть торцевыми клиньями;
6) выполнить разводку трубопроводов;
7) устройства защитные смонтировать полностью на существующей станине,
прихваткой сварными швами в отдельных местах стенок к существующей станине и
установить опоры гидроцилиндра на фундаментную стойку. Поднять откидной кожух и
выполнить приварку стенок к существующей станине маслонепроницаемыми швами.
Забетонировать стойку гидропривода и проверить работоспособность кожуха путем
подъема и опускания.
А1 - поверхности скольжения опорных рельсов, Б1 - опорные поверхности
подушек базового валка, В1 - поверхности бочек калибров. Точность монтажа:
- допуск смещения поверхностей А1 относительно горизонтальной плоскости 0,1
мм на длине 1 м;
допуск смещения поверхностей Б1 и В1 относительно оси прокатки, при
движении клети из одного крайнего положения в другое 0,15 мм.
Механизм подачи и поворота устанавливается на существующую фундаментную
плиту и сопрягается со смежным не модернизированным оборудованием без изменений
стыковочных и привязочных размеров. Для сохранения направления вращения
патронов и движения клеш необходимо изменить направление вращения
электродвигателя главного привода и схему сборки конического редуктора.
Поверхность и оси, по которым выставить механизм подачи и поворота:
А2 - опорная поверхность корпуса механизма, Б2 - ось вала подачи, , В2 -
ось приводного вала,
При монтаже обеспечить следующую точность установки механизма подачи:
допуск смещения поверхности А2 относительно горизонтальной плоскости 0,15
мм на длине 1 м,
допуск соосности оси Б2 с осью прокатки 0,2 мм на длине 1 м допуск
соосности оси В2 с осью выходного вала редуктора РЦД-850 0,15 мм на длине 1 м.
Передний и промежуточный патроны установить на существующие площадки
взамен прежних патронов.
Оси, по которым выставить патроны:- ось шпинделя переднего патрона,
БЗ - ось шпинделя промежуточного патрона.
Допуск соосности осей A3 и БЗ с осью прокатки 0,1 мм на длине 1м.
Регулировку стана производить после окончания монтажа оборудования. При
этом:
1) установить на стан технологический инструмент, в соответствии с маршрутом
прокатки,
2) настроить в соответствии с технической документацией на
электрооборудование датчики, блокировки и другие средства автоматического
управления станом,
3) настроить оборудование клети рабочей, механизма подачи и поворота,
переднего и промежуточного патронов, механизмов фиксации и отвода стержня,
столов загрузки и приема готовых труб, гидросистемы, систем жидкой и
технологической смазки.
Предварительно в клеть устанавливается подготовленная для прокатки пара
валков. Подготовка пары валков производится вне стана и включает в себя:
установку калибров и шестерен соответствующих маршруту прокатки
установку сменных планок на опорные поверхности подушек и дистанционных
колец на уравновешивали соответствующих по высоте диаметру бочки калибра.
При настройке оборудования клети рабочей:
1) свести валки на заданный зазор между бочками калибров вращением винтов
нажимного механизма;
2) установить боковой зазор в зубчатом зацеплении рейки с шестерней вала -
0,1...0,3 мм поперечным перемещением и/или наклоном реек;
3) установить ручьи калибров относительно друг друга и оси прокатки
разворотом валка продольным смещением верхней или нижней рейки клиньями.
Направление разворота определяется из условия обеспечения оптимальных длин
переднего и заднего зевов подачи и поворота;
4) обеспечить совпадение осей симметрии ручьев осевым смещением валков,
изменяя толщины прокладок под фланцами подушек. Для данной настройки валок со
стороны нажимного механизма является базовым;
5) устранить зазоры между подушками валков и станиной клети клиновыми
соединениями механизма распора.
Настройка механизма подачи и поворота
При настройке механизма подачи и поворота:
1) синхронизировать по времени импульсы подачи с зевами калибров, для этого:
- разъединить настроечную муфту на трансмиссии поворота,
- установить клеть в крайнее положение,
- установить валы механизма подачи и поворота в положение середины импульса
подачи,
- соединить настроечную муфту на трансмиссии поворота;
2) установить
сменные шестерни, обеспечивающие заданную величину подачи.
Перед началом обкатки необходимо:
1) наладить работу систем гидравлики, смазки и СОЖ;
2) обеспечить наличие смазки в редукторах, механизмах и узлах стана в
соответствии с картой смазки механизмов;
3) прокрутить вручную механизмы, работающие от электроприводов;
4) проверить срабатывание электрических блокировок и
ограничительных датчиков, запрещающих включение механизмов стана. Холостая
обкатка проводится на следующих режимах:
1) первые 2 часа:
- скорость перемещения клети 20 двойных ходов в минуту;
- подача не более 5 мм за импульс;
2) последующие 2 часа произвести постепенное, с интервалом 10 ... 20 двойных
ходов в минуту, повышение скорости движения клети до 80 двойных ходов в минуту;
3) обкатать стан в течении 2 часов на скорости движения клети 110 двойных
ходов в минуту;
4) проверить работу стана на максимальной скорости движения клети -130
двойных ходов в минуту.
Лист
При работе на всех режимах производится измерение уровня шума на рабочем
месте и у каждого механизма.
В процессе холостого опробования все механизмы должны работать плавно,
без заеданий и посторонних шумов. В случае выявления каких-либо недостатков
выполнить необходимые мероприятия по их устранению.
Для поддержания оборудования стана в работоспособном состоянии и
обеспечения стабильной эксплуатации необходимо регулярно выполнять следующие
виды обслуживания и ремонтов:
- текущее обслуживание;
- планово-предупредительный ремонт;
- средний ремонт;
- капитальный ремонт.
В объем работ по текущему обслуживанию входят:
- контроль за состоянием оборудования, регулировки и настройки механизмов;
- смазка механизмов стана.
При планово-предупредительном ремонте выполняют:
- работы по ТО;
- контроль и при необходимости очистка, промывка смазочных систем с заменой
смазок;
- замену деталей и узлов, вышедших из строя или отработавших экономически
обоснованный ресурс с использованием комплекта запасных частей.
Детали, имеющие ограниченный ресурс эксплуатации, поставляются комплектно
со станом, их перечень приведён в ведомости эксплуатационных документов.
Валы и шестерни рабочих валков заменять по мере выхода из строя их
посадочных и рабочих поверхностей. Износ направляющих, планок, перемещающихся
частей оборудования компенсировать установкой под них подкладок или заменой на
новые.
В объемы работ при выполнении этих видов ремонтов включают те же работы,
что при ТО и ППР, на выполнение которых требуется время больше, чем
предусмотрено ТО и ППР, при необходимости в рамках этих работ выполняют полную
замену отдельных механизмов стана на новые, регулировку стана.
Сменный технологический инструмент, подвергаемый износу при эксплуатации,
подлежит периодическому контролю и по мере выхода из строя замене на вновь
изготовленный заказчиком.
Стан ХПТ 55-ЗМ-5 является автоматизированным агрегатом, управление им в
установившемся режиме производится одним оператором. Работы по переналадке
стана при переходе с одного размера на другой, замене калибров и прочего
сменного технологического инструмента выполняются двумя рабочими - оператором и
наладчиком.
Управление станом осуществляется с главного пульта, расположенного в
районе рабочей клети.
В процессе работы на стане оператор обязан:
- управлять механизмами стана;
-производить настройку/переналадку механизмов, обеспечивая требуемое
качество труб и соблюдение технологии;
следить за состоянием и работой оборудования, не допускать в работу
неисправное оборудование и некачественный инструмент;
- производить текущее обслуживание
оборудования; -соблюдать правила техники безопасности и режим работы
предприятия.
5. Функционально-стоимостной и экономический
анализ системы управления
.1 Функционально-стоимостной анализ
проектируемой системы управления
Построение структурной модели.
Структурная модель (СМ) - это упорядоченное представление элементов
объекта и отношений между ними, дающее представление о составе материальных
составляющих объекта, их основных взаимосвязях и уровнях иерархии. Структурная
модель проектируемого варианта представлена на рис. 8.
Построение функциональной модели объекта.
Функциональная модель (ФМ) - это логико-графическое изображение состава и
взаимосвязей функций объекта, получаемое по средствам их формулировки и
установления порядка подчинения. ФМ проектируемого варианта представлена на
рис. 9.
Построение совмещенной функционально-стоимостной модели (ФСМ) объекта.
В данном пункте производится функционально-стоимостной анализ
проектируемого варианта системы управления обжимного стана. ФСМ объекта
пригодна для выявления ненужных функций и элементов в объекте (бесполезных и
вредных); определения функциональной достаточности и полезности материальных
элементов объекта; распределения затрат по функциям; оценки качества исполнения
функций; выявления дефектных функциональных зон в объекте; определения уровня
функционально-структурной организации изделия.
Построение ФСМ осуществляется путем совмещения ФМ и СМ объекта. ФСМ
проектируемого варианта представлена в таблице 5.
Оценка значимости функции ведется последовательно по уровням ФМ (сверху
вниз), начиная с первого. Для главной и второстепенной, т.е. внешних функций
объекта при оценке их значимости исходным является распределение требований
потребителей (показателей качества, параметров, свойств) по значимости
(важности).
Нормирующим условием для функции является следующее:
,
где
rij - значимость jой функции, принадлежащей данному iому уровню ФМ; j=1,2,...,n;-
количество функций, расположенных на одном уровне ФМ и относящихся к общему
узлу вышестоящего уровня.
Для
внутренних функций определение значимости ведется исходя из их роли в обеспечении
функций вышестоящего уровня.
Определение
относительной важности функции R.
Учитывая
многоступенчатую структуру ФМ, наряду с оценкой значимости функций по отношению
к ближайшей вышестоящей определяется показатель относительной важности функции
любого i-го уровня Rij по отношению к изделию в целом:
,
где
G - количество уровней ФМ.
В
случае, если одна функция участвует одновременно в обеспечении нескольких
функций верхнего уровня ФМ, ее значимость определяется для каждой из них
отдельно, а относительная важность функции для объекта в целом рассчитывается
как сумма значений Rij по каждой ветви ФМ (от iго уровня до первого),
проходящей через эту функцию.
Оценка
качества исполнения функций Q.
Обобщенный
(комплексный) показатель качества варианта исполнения функций оценивается по
формуле:
,
где
bn - значимость nго потребительского свойства;- степень
удовлетворения nго свойства в vом варианте;- количество свойств.
Важным
элементом качества исполнения функций является функциональная организованность
изделий, которая определяется следующими показателями.
Показатель
актуализации функций, определяется коэффициентом актуализации:
где
Fп - необходимые функции;об - общее количество действительных
функций;=27/32=0,84
Показатель
сосредоточения функций, определяется коэффициентом сосредоточения:
,
где
Fосн - количество основных функций;об - общее количество функций.=24/32=0,75
Показатель
совместимости функций, определяется коэффициентом совместимости:
,
где
Fс - функции согласования;об - общее количество функций.совмF=8/25=0,32
Показатель
гибкости функций, определяется коэффициентом гибкости:
,
где
FP - количество потенциальных функции;П - количество необходимых
функций.гF=5/(27+5)=0,156
Качество
выполнения функций будет иметь вид:

Определение
абсолютной стоимости функций.
Функционально
необходимые затраты - минимально возможные затраты на реализацию комплекса
функций объекта при соблюдении заданных требований потребителей (параметров
качества) в условиях производства и применения (эксплуатации), организационно-
технический уровень которых соответствует уровню сложности спроектированного
объекта.
Абсолютная
стоимость реализации функций Sабс определяется по формуле:
абс=Sизг+Sэкспл+Sтр+Sэн+Sпроч
,
где
Sизг - затраты, связанные с изготовлением (приобретением) материального
носителя функции. В состав этих затрат входят: затраты на проектирование,
изготовление (модернизацию), пуско-наладочные работы, обучение персонала:экспл
- эксплуатационные затраты;тр - затраты, связанные с трудоемкостью реализации
функции;эн - энергозатраты на реализацию функции;проч - прочие затраты на
реализацию функции .
Определение
относительной стоимости реализации функций.
Относительная
стоимость реализации функций SотнF определяется по формуле:
,
где
åSабс - суммарная абсолютная стоимость функционирования
объекта.абсFij - абсолютная стоимость реализации jой функции iго уровня ФМ.
Рисунок 8- Структурная модель проектируемого варианта
Рисунок 9- ФМ проектируемого варианта
Таблица 5 - Функционально-стоимостная модель проектируемого варианта
|
Индекс ф-ции
|
Наименование функции
|
Материальный носитель
функции
|
r
|
R
|
Q
|
Sабс
|
Sотн
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
f1.1
|
Придача вращения валкам
|
Стол №1
|
0,3
|
0,045
|
0,045
|
200
|
0,06
|
|
f1.2
|
Регулировка и настройка
стана
|
Задержник №1
|
0,15
|
0,022
|
0,02
|
150
|
0,05
|
|
f1.3
|
Подача силового напряжения
на двигателя
|
Перкладыва-тель №1
|
0,15
|
0,022
|
0,02
|
150
|
0,05
|
|
f1.4
|
Обеспечение защиты главных
и вспом. приводов
|
Люнеты №1
|
0,2
|
0,03
|
0,03
|
130
|
0,04
|
|
f1.5
|
Преобразование частоты
|
Рольганг №1
|
0,2
|
0,03
|
0,03
|
100
|
0,03
|
|
f2.1
|
Траснпортировка заготовки к
выбрасывателю
|
Гидростанция №1
|
0,3
|
0,06
|
0,05
|
250
|
0,08
|
|
f2.2
|
Перемещение заготовки к
вталкивателю
|
Шпиндель №1
|
0,3
|
0,06
|
0,06
|
200
|
0,06
|
|
f2.3
|
Задача заготовки в валки
|
Электродвигатель №1
|
0,2
|
0,04
|
0,04
|
50
|
0,02
|
|
f2.4
|
Удерживание заготовки на
оси прокатки
|
Суппорт №1
|
0,2
|
0,04
|
0,03
|
100
|
0,03
|
|
f3.1
|
Перемещение гильзы вдоль
оси прокатки
|
Гидростанция №2
|
0,3
|
0,06
|
0,05
|
250
|
0,08
|
|
f3.2
|
Вертикальное удерживание
гильзы
|
Шпиндель №2
|
0,3
|
0,06
|
0,06
|
200
|
0,06
|
|
f3.3
|
Обеспечение соосности
основных узлов стана
|
Электродвигатель №2
|
0,2
|
0,04
|
0,04
|
50
|
0,02
|
|
f3.4
|
Охлаждение стана
|
Суппорт №2
|
0,04
|
0,03
|
100
|
0,03
|
|
f4.1
|
Перемещение заготвки вдоль
стержня
|
Стол №2
|
0,3
|
0,045
|
0,045
|
200
|
0,06
|
|
f4.2
|
Центровка гильзы на
выходной стороне
|
Задержник №2
|
0,15
|
0,022
|
0,02
|
150
|
0,05
|
|
f4.3
|
Формирование внутреннего
диаметра
|
Перкладыва-тель №2
|
0,15
|
0,022
|
0,02
|
150
|
0,05
|
|
f4.4
|
Удерживание заднего конца
стержня
|
Люнеты №2
|
0,2
|
0,03
|
0,03
|
130
|
0,04
|
|
f4.4
|
Удерживание переднего конца
стержня
|
Рольганг №2
|
0,2
|
0,03
|
0,03
|
100
|
0,03
|
|
f5.1.1
|
Выбор режимов и управляющие
воздествия
|
Кнопки и ключи
|
0,3
|
0,12
|
0,11
|
40
|
0,01
|
|
f5.1.2
|
Сбор инфрмации
|
Датчики
|
0,3
|
0,12
|
0,12
|
80
|
0,03
|
|
f5.1.3
|
Управление электроприводом
|
Реле
|
0,2
|
0,08
|
0,07
|
20
|
0,01
|
|
f5.1.3
|
Упрвление пневмоприводом
|
Эл.магниты
|
0,2
|
0,08
|
0,07
|
20
|
0,01
|
|
f5.2.1
|
Програмное управление
|
Процессор
|
0,35
|
0,21
|
0,21
|
100
|
0,03
|
|
f5.2.2
|
Обеспечение системы стаб.
питанием
|
Источник питания
|
0,35
|
0,21
|
0,21
|
100
|
0,03
|
|
f5.2.3
|
Организация ввод и вывод
сигналов контроллера
|
Модули ввода вывода
|
0,3
|
0,18
|
0,18
|
100
|
0,03
|
|
f5.1
|
Реализация сбора информации
и исполнения команд
|
Датчики и исполнительные
устройства
|
0,4
|
0,24
|
0,22
|
160
|
0,05
|
|
f5.2
|
Программное управление
работой станка
|
Контроллер
|
0,6
|
0,18
|
0,18
|
300
|
0,1
|
|
F1
|
Преобразование
электрической энергии в механическую
|
F1= f1.1+ f1.2+ f1.3+ f1.4
|
0,15
|
0,15
|
0,15
|
730
|
0,23
|
|
F2
|
Транспортировка заготовки
|
F2= f2.1+ f2.2+ f2.3+ f2.4+
f.2.5
|
0,2
|
0,2
|
0,21
|
600
|
0,19
|
|
F3
|
Прошивка заготовки
|
F3= f3.1+ f3.2+ f3.3+ f3.4+
f.3.5
|
0,2
|
0,2
|
0,21
|
600
|
0,19
|
|
F4
|
Транспортировка гильзы
|
F4=f4.1+ f4.2+ f4.3+ f4.4
|
0,15
|
0,15
|
0,15
|
730
|
0,23
|
|
F5
|
Управление работой стана
|
F5= f5.1+ f5.2
|
0,3
|
0,3
|
0,25
|
460
|
0,15
|
Диаграммы ФСД и КИФ строятся для базового варианта (до принятия
проектного решения) и проектного варианта. Они имеют целью выявления зон диспропорции,
т.е. зон избыточной затратности реализации функции, а также определение зон
функциональной недостаточности (низкого качества исполнения функций).
5.2 Расчет периода окупаемости и экономическая
оценка проекта
Экономическая оценка проекта осуществляется с использованием следующих
показателей:
) чистая приведенная величина дохода (Net Present Value -
NPV).представляет собой разность между приведенным к началу реализации проекта
поступлениями от реализации проекта и инвестиционными затратами, т.е. сумму
дисконтированного чистого денежного потока за период реализации проекта:
 ,
,
где
Т - продолжительность реализации проекта;- порядковый номер года реализации
проекта;- чистый денежный поток года t;- коэффициент дисконтирования в году t;
)
коэффициент дисконтирования (PV - фактор) для года t определяется по формуле:
 ,
,
где
r - ставка дисконта;
)
внутренняя норма доходности (Internal Rate of Return - IRR).
Внутренняя
норма доходности (IRR) - это значение ставки дисконтирования, при котором сумма
дисконтированных поступлений денежных средств равна сумме дисконтированных
платежей или чистая приведенная величина дохода (NPV) обращается в ноль.
Таким
образом, значение внутренней нормы доходности определяется из соотношения:
 ,
,
)
периодом окупаемости проекта или периодом возврата инвестиций (Discounted
Payback Period - DPP) называется период времени, за который дисконтированные
поступления от результатов внедрения проектных решений покроют инвестиции, т.
е. значение периода окупаемости определяется из соотношения:
 ,
,
где
CFt - поступление денежных средств от эффектов, связанных с внедрением
проекта;- инвестиционные затраты.
|
№
|
Наименование показателей
|
Годы
|
Итого
|
|
|
0
|
1
|
2
|
3
|
4
|
5
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1 2 3
|
Эффект от проектного
решения: - результаты - затраты Итого: денежные средства (Cash Flow) от реализации проекта (1-2)
|
0 0 0
|
300 44 256
|
300 43 257
|
300 44 256
|
300 43 257
|
300 44 256
|
1500 222 1288
|
|
4 5 6
|
Инвестиции Ликвидационная
стоимость активов Итого: денежные средства (Cash
Flow) от инвестиционной деятельности (5-4)
|
-332 130 -202
|
|
|
|
|
|
|
|
7
|
Чистый денежный поток
средств (Net Cash
Flow) (3+6)
|
-202
|
256
|
257
|
256
|
257
|
256
|
1086
|
|
8
|
Дисконтированный чистый
денежный поток средств NCFt*PVt
|
-202
|
194,56
|
146,49
|
110,08
|
84,81
|
64
|
397,94
|
|
9
|
Дисконтированный чистый
денежный поток нарастающим итогом
|
-202
|
-7,44
|
139,05
|
249,13
|
333,94
|
3979,4
|
|
Таблица 6 - Формирования денежного потока (тыс.руб.)
Исходя из приведенных расчетов (табл.6), можно сделать вывод о том, что
проект является эффективным, т.к. чистая приведенная величина дохода
положительна, внутренняя норма доходности больше ставки дисконтирования, проект
окупается за 2 года.
6. Безопасность и экологичность проекта
Современные СОЖ (смазачно-охлаждающие жидкости) представляют собой
сложные многокомпонентные композиции, отвечающие комплексу требований к их
технологическим и сопутствующим свойствам. Опыт передовых машиностроительных
заводов показывает, что эффективные СОЖ позволяют в 1,2-4 раза повысить
стойкость инструмента, на 20-60% форсировать режимы резания, на 10-50% повысить
производительность труда, уменьшить энергозатраты при механообработке. Но в
процессе многократного использования при механической обработке металлов СОЖ
теряют свои технологические свойства. В результате накопления металлических
частиц и продуктов термического разложения масел, продуктов их окисления,
образования смол - снижается эффективность применения СОЖ. Кроме того, эмульсия
обедняется за счет выноса эмульсола со стружкой (полосой). Попадание в СОЖ
масел, смазок и спецжидкостей из гидравлических систем, станков и станов,
повышение содержания солей жесткости в водной фазе (выпаривание воды из эмульсии
и внесение солей жесткости при добавлении воды), микробиологическое поражение
(загнивание) - всё это приводит к разрушению СОЖ, и возникает необходимость в
её замене и последующей утилизации.
В России ежегодные убытки от пожаров достигают 5% бюджета страны и 1%
ВВП. Поэтому вопрос о пожарной безопасности является одним из важнейших в
производстве. Значимость пожарной безопасности предопределяет объем и масштаб
действий. Это разработка новых и пересмотр старых проектов по пожарной
безопасности, ужесточение требований к материалам и оборудованию. За последние
годы разработан и внедрен целый ряд новшеств, существенно повышающих
безопасность.
6.1 Безопасность труда на участке
Условия труда - это сложное объективное общественное явление,
формирующееся в процессе труда под воздействием взаимосвязанных факторов
социально-экономического, технико-организационного и естественно-природного
характера и влияющие на здоровье, работоспособность человека, степень
удовлетворённости трудом, эффективность и другие экономические результаты
производства, на уровень жизни и всестороннее развитие человека, как главной
производительной силы общества и сознательной личности.
Для обеспечения благоприятных условий труда используются научно
обоснованные нормативные материалы, рекомендации и требования.
Условия труда формируют совокупность факторов, воздействующих
благоприятно или не благоприятно на человека в процессе труда.
В соответствии с санитарными нормами по допустимой концентрации вредных
веществ в атмосфере рабочей зоны не должна превышать: для СО - 20 мг/м3; SO2 -
0,02 мг/м3; H2S - 0,01 мг/м3.
Опасные производственные факторы ― это такие условия работы, которые в
результате аварий, инцидентов приводят к потере жизни или производственным
травмам.
Мероприятия по уменьшению воздействия на рабочих опасных производственных
факторов.
Основной опасный производственный фактор - это электрический ток. Его
воздействие может нанести ущерб здоровью человека и привести к
производственному травматизму. Степень опасного воздействия на человека
электрического тока зависит от величины поражающего напряжения и тока, его
частоты, пути прохождения через тело человека, продолжительности воздействия,
условий внешней среды, а также физического состояния и самочувствия человека.
Для переменного тока частотой 50 Гц напряжение прикосновения Uприк не должно превышать 2 В при токе
менее 0.3 мА, для постоянного тока Uприк не более 8 В при токе менее 1 мА.
Принимаются следующие меры защиты от поражения электрическим током: 1)
защита от прикосновения к токоведущим частям путем применения ограждений и
изоляции токоведущих частей, размещение их на недоступно высоте;
2) защита от непосредственного прикосновения к оборудованию,
случайно оказавшемуся под напряжением, путем применения защитного заземления и
зануления оборудования, которое снижает величину напряжения на металлических
частях до безопасной величины относительно земли;
) защита от токов чрезмерной силы (короткого замыкания) путем
применения устройств, которые автоматически отключают электроустановку при
возникновении в ней токов большой силы.
Технические и организационные меры на участке направлены на обеспечение
недоступности к токоведущим частям и невозможности случайного прикосновения к
ним, устранение опасности поражения при замыкании тока на корпус
электрооборудования или землю; предотвращение ошибочных действий персонала
электроустановок.
Техника безопасности в электроустановках - это система организационных и
технических мероприятий и средств, обеспечивающих защиту людей от вредного и
опасного воздействия электрического тока, электрической дуги, электромагнитного
поля и статического электричества. Электротравмы происходят из-за нарушения
техники безопасности и инструкций по эксплуатации оборудования. Персонал,
работающий на электроустановках, обучают, проверяют знания по технике
безопасности. Работу вблизи и непосредственно в электроустановках производят с
применением средств защиты. Систематически проводят профилактику изоляции
электроустановок, т.е. систему мероприятий, направленных на обеспечение ее
надежной работы.
Высокая
запыленность воздуха и повышенное содержание воздуха приводят к легочным
заболеваниям - пневмокониозам. Уровень запыленности воздуха рабочей зоны не
должен превышать 7мг/м .
.
Содержание
пыли на рабочем месте составило 10 мг/м.
Меры
защиты: максимальная герметизация помещений; применение кондиционирования;
естественная вентиляция помещений, основанная на создании воздушных потоков,
движущихся за счет разности плотностей. Должна существовать зимняя и летняя
вентиляция, отличающаяся направлением движущегося воздуха.
Шум
может производить на организм человека неблагоприятное воздействие. При
превышении допустимого уровня шума нарушается восприятие визуальной информации,
снижается способность быстро и точно выполнять координированные движения,
уменьшается на 5% производительность труда, что приводит к росту количества
ошибок в работе.
В помещении, где находится оператор, фактический
уровень шума составил 80 дБ, а нормативный уровень не должен превышать 72 дБ.
Используются следующие рекомендации для снижения уровня шума в помещении:
использование для отделки помещений звукопоглощающих материалов с максимальными
коэффициентами звукопоглощения в области частот 63-8000 Гц; ослабление шума
самих источников, в частности, в их конструкции предусматривается использование
акустических экранов, звукоизолирующих кожухов и т.д.; снижение эффекта
суммарного воздействия на рабочие места отраженных звуковых волн за счет
звукопоглощения энергии прямых звуковых волн поверхностями ограждающих
конструкций; применение рационального расположения оборудования; использование
архитектурно-планировочных и технологических решений, направленных на изоляцию
источников шума; проведение лечебно-профилактических мероприятий, составление
рациональных режимов труда и отдыха.
Пожар - одна из чрезвычайных ситуаций, которые могут
возникнуть на рабочем месте оператора ПЭВМ. В соответствии с нормами, пожарная безопасность объектов
должна обеспечиваться системой предотвращения пожара, системой противопожарной
защиты, организационно-техническими мероприятиями.
На металлургических предприятиях, применяющих высокотемпературные
процессы, есть постоянная опасность возникновения пожаров, поэтому должны быть
приняты меры по предупреждению пожароопасных ситуаций.
Наружные стены цеха по СНиП 21-01-97 относятся к несгораемым с пределом
огнестойкости 3,5-4 часа, перекрытия здания относятся к несгораемым с пределом
огнестойкости 2,5 часа, окна выполнены с ординарными стальными предметами и
относятся к несгораемым, с пределом огнестойкости 0,75 часа. По степени
огнестойкости здание цеха относится к несгораемым I степени огнестойкости, что
удовлетворяет категории «Г».
Одно из условий обеспечения пожаробезопасности - ликвидация возможных
источников воспламенения, которыми могут быть:
) неисправное электрооборудование, неисправности в
электропроводке, электрических розетках и выключателях. Для исключения
возникновения пожара по этим причинам необходимо вовремя выявлять и устранять
неисправности, проводить плановый осмотр и своевременно устранять все
неисправности;
2) неисправные электроприборы. Необходимые меры для исключения
пожара включают в себя своевременный ремонт электроприборов, качественное
исправление поломок, не использование неисправных электроприборов;
3) короткое замыкание в электропроводке. В целях уменьшения
вероятности возникновения пожара вследствие короткого замыкания необходимо,
чтобы электропроводка была скрытой;
4) несоблюдение мер пожарной безопасности.
Необходимым требованием для обеспечения пожарной безопасности являются
безусловное и точное выполнение персоналом требований по эксплуатации
оборудования, инструкции по технологии и технике безопасности, соблюдение
трудовой дисциплины.
Согласно правилам пожарной безопасности помещение оборудовано
автоматической пожарной сигнализацией согласно нормам, постоянно содержится в
чистоте, мусор систематически удаляется на специально отведённые участки и по
мере накопления вывозиться.
В качестве средств пожаротушения в цехе предусматриваются: песок, вода,
пожарные щиты, огнетушители ОХВП-10, ОП-2, ОУ-2.
Для тушения загораний электрооборудования и вычислительной техники
используется только песок и порошковые огнетушители.
Допустимый уровень пожарной опасности для людей должен быть не более 10-6
воздействия опасных факторов пожара, превышающих допустимые значения, в год в
расчете на каждого человека. Не превышение такого уровня опасности
обеспечивается созданной на предприятии системой пожарной безопасности.
6.2 Экологическая безопасность и охрана
окружающей среды
.2.1 Анализ экологического состояния участка
Наибольший удельный вес загрязнений атмосферного воздуха приходится на
долю оксида углерода, серы и азота, углеводородов и промышленной пыли.
Основными источниками загрязнения является транспорт (примерно 70 %), а также
промышленные предприятия и заводы.
Технологический мусор, представляющий собой стружку, строительный мусор
вывозится автомашинами на свалку.
К прочим отходам относятся отходы, образующиеся в результате работы цеха
(резинотехнические изделия, металлические отходы, отработанные масла,
аккумуляторы, электролампы и пр.). Они сортируются и утилизируются раздельно.
Промышленные сточные воды образуются после использования свежей
технической воды из р. Исеть для охлаждения установок вакуумного охлаждения
алюминатного раствора, охлаждения подшипников мельниц, холодильников печей,
декомпозеров с механическим перемешиванием. В сеть промливневой канализации
(ПЛК) поступают также поверхностные дождевые воды и талые воды с территории
промплощадки. Сброс сточных вод осуществляется в Волковское водохранилище р.
Исеть без очистки. Контроль над качеством сточных вод осуществляет
экологическая служба завода.
Загрязнение сточных вод может иметь место при попадании в них технологических
растворов и при смывах загрязняющих веществ с промплощадки. Для оперативного
контроля персоналом цеха за защелочениями сточных вод в колодцах ПЛК на выходе
с участков, установлены датчики-иономеры (щелочемеры). К виновным за
защелочение сточных вод должны применяться меры дисциплинарной ответственности
(приказами по цеху). Обо всех случаях аварийных ситуаций, связанных с залповыми
сбросами загрязняющих веществ в ПЛК, следует немедленно сообщать в
экологическую службу завода.
Выбросы в атмосферу:
При работе оборудования образуются пыль. Очистка загрязнённого воздуха
осуществляется в пыле-газо-очистных установках (ПГОУ). На каждую ПГОУ ведётся
паспорт. Не реже 1 раза в год проверяется эффективность работы ПГОУ на
соответствие проектным показателям и нормативам предельно допустимых выбросов
(ПДВ) по каждому источнику по всем ингредиентам.
Рабочее место оператора ПЭВМ должно соответствовать
определенным экологическим требованиям. Основным фактором, отрицательно
влияющим на экологичность этих рабочих мест, является электромагнитное
излучение (ЭМИ), сопровождающее работу монитора. В его спектр входят: мягкое
рентгеновское излучение, инфракрасное и радиоизлучения и электромагнитные поля.
Для снижения вредного влияния ЭМИ монитора на практике
используется три типа фильтров:
простые стеклянные, сеточные и пленочные фильтры.
На предприятии в настоящее время используются
мониторы, обеспечивающие наиболее полную защиту от вредных воздействий ЭМИ, и
не нуждаются в применении защитных фильтров. Это мониторы отвечают требованиям
стандарта ТСО -99 и TCO-03.
На основании требований СанПиН 2.2.4/2.1.8.056-96 «Электромагнитные
излучения радиочастотного диапазона» не допускаются к выполнению всех видов
работ, связанных с использованием ПЭВМ, женщины со времени установления
беременности и в период кормления ребенка.
6.2.2 Очистка СОЖ и регенерация отработанных
масел
На предприятиях металлургической и машиностроительной промышленности
одной из основных категорий сточных вод являются маслосодержащие стоки.
По концентрации основного загрязнения (масла) они делятся на
малоконцентрированные и концентрированные. Малоконцентрированные стоки
образуются при промывке металлических изделий после их термической обработки и
после расконсервирования. Концентрированные сточные воды содержат масел до 50
г/л. Это отработанные смазочно-охлаждающие жидкости (СОЖ), а также отработанные
моющие растворы, представляющие собой стойкие эмульсии типа “масло в воде”. Их
расход составляет 0,5-200 м3/сут в зависимости от мощности предприятия и типа его
продукции.
По мере эксплуатации трансформаторных и промышленных масел в них
накапливаются продукты окисления, загрязнения и другие примеси, которые резко
снижают качество масел. Масла, содержащие загрязняющие примеси, неспособны
удовлетворять предъявляемым к ним требованиям и должны быть заменены свежими
маслами. Отработанные масла собирают и подвергают регенерации с целью
сохранения ценного сырья, что является экономически выгодным.
В зависимости от процесса регенерации получают 2-3 фракции базовых масел,
из которых компаундированием и введением присадок могут быть приготовлены
товарные масла (моторные, трансмиссионные, гидравлические, СОЖ, пластичные
смазки). Средний выход регенерированного масла из отработанного, содержащего
около 2-4% твердых загрязняющих примесей и воду, до 10% топлива, составляет
70-85% в зависимости от применяемого способа регенерации.
Для восстановления отработанных масел применяются разнообразные
технологические операции, основанные на физических, физико-химических и
химических процессах и заключаются в обработке масла с целью удаления из него
продуктов старения и загрязнения. В качестве технологических процессов обычно
соблюдается следующая последовательность методов: механический, для удаления из
масла свободной воды и твердых загрязнений; теплофизический (выпаривание,
вакуумная перегонка); физико-химический (коагуляция, адсорбция). Если их
недостаточно, используются химические способы регенерации масел, связанные с
применением более сложного оборудования и большими затратами.
6.3 Безопасность в
чрезвычайных ситуациях
.3.1 Анализ возможных
чрезвычайных ситуаций на предприятии
На предприятии могут возникнуть следующие чрезвычайные ситуации:
1) аварии на территории предприятия:
- разрушение ёмкостей со АХОВ (агрессивно-химические опасные вещества)
- аварии на коммунально-энергетических сетях и инженерных сооружениях;
- пожары;
2) опасность радиационного поражения;
3) землетрясения;
) грозы.
На заводе используются следующие сильнодействующие вещества (АХОВ):
кислота серная, завозимая в железнодорожных цистернах; для нужд химических
лабораторий - кислоты: соляная, азотная, поставляемые в стеклянных бутылях.
При аварии (разрушении) ёмкостей со АХОВ оценка аварийной обстановки
производится по реальному количеству вылившейся кислоты и сложившимися
метеоусловиями в период возникновения аварии на заводе. Нейтрализация кислоты
производится имеющимися щелочными растворами, известью и кальцинированной
содой.
На заводе могут произойти аварии на коммунально-энергетических сетях и
инженерных сооружениях: разрывы аппаратов, работающих под давлением в
глинозёмном производстве: разрушение водопроводных, тепловых и канализационных
сетей, магистралей и эстакад, газовых сетей, кабельных линий и т.д., что может
привести к гибели людей и длительным перерывам в подаче электроэнергии, воды,
газа, тепла, нарушению внутригородской и междугородней связи.
На заводе возможны пожары.
Наиболее пожароопасными являются:
- склад древесного угля в электротермическом цехе;
масляные трансформаторы, установленные на электроподстанциях завода;
материальные склады с резинотехникой и другими горючими материалами;
участок по переработке дерева в ремонтно-строительном управлении;
склад ГСМ, на котором хранятся запасы бензина, масел и мазута.
Тушение возможных пожаров при производственных авариях будет
производиться силами пожарной части (ПЧ) и добровольной пожарной дружины во
главе с оперативным штабом пожаротушения.
Во избежание опасности поражения людей и порчи оборудования молнией на
производстве предусмотрены следующие меры защиты:
- молниеприёмники,
токоотводы,
заземлители.
Молниеприемником может быть стержень из стали длиной не менее 200мм и
площадью сечения не менее 100 мм2. Также в качестве молниеприемников
используются металлические конструкции защищаемых сооружений: дымовые,
выхлопные и другие трубы, кровля, сетка и другие металлические конструкции,
возвышающиеся над сооружением.
Токоотводы служат для соединения стержневых и тросовых молниеприемников,
стальной кровли и молниеприемной сетки с заземлением. В качестве токоотводов
допускается использование металлических конструкций зданий: направляющих
лифтов, направляющую арматуру железобетонных колонн и опор, пожарные лестницы и
металлические трубы.
Заземлители - это металлические конструкции, зарытые на глубину около 1м
в землю, разной конфигурации, например: вертикальный стержневой, горизонтальный
полосовой, горизонтальный трехлучевой, комбинированный.
6.3.2 Расчет ожидаемых годовых потерь от пожара
В течение срока эксплуатации строительного объекта с определенной
вероятностью на объекте возможны загорания и пожары. Их развитие обусловлено
как закономерными, так и случайными факторами и может прогнозироваться с учетом
имеющихся сведений о пожарной опасности объекта и средствах, направленных на
противопожарную защиту. Часть загораний ликвидируется с помощью первичных
средств пожаротушения на небольшой площади. Пожары, которые не потушены
первичными средствами из-за их или недостаточной эффективности, или позднего
обнаружения, развиваются и тушатся при своевременном прибытии подразделений
пожарной охраны. Часть пожаров, прибытие на которые подразделений пожарной
охраны по каким-то причинам не оказалось своевременным, развиваются на большие
площади и происходят с обрушением строительных конструкций. С учетом
вероятности каждого из перечисленных вариантов развития пожара могут быть
построены сценарии пожаров и рассчитаны вероятностные годовые потери на
объекте.
В соответствии с методикой расчета годовые потери от пожара рассчитывают
по формуле:
М(П) = М1(П) + М2(П) + М3(П),
где М1(П), М2(П), М 3(П) - математическое ожидание годовых потерь от
пожаров, потушенных соответственно первичными средствами пожаротушения,
подразделениями пожарной охраны, при отказе средств тушения.
Определяем составляющие математического ожидания годовых потерь для
административно-бытового корпуса.
Математическое ожидание годовых потерь от пожаров, потушенных первичными
средствами пожаротушения, составит:
 ;
;
где l - вероятность возникновения пожара, равная 5· 10-6 1/м² в год, для зда-ния 5· 10-6· 4000м²; Ст - стоимость поврежденного
оборудования, тыс. руб/м²; Fпож - площадь пожара при тушении первичными
средствами, для огнетушителей равная 4м²;
p1 - вероятность тушения первичными средствами, принимаемая для
огнетушителей в зависимости от скорости распространения горения по поверхности
равной 0,79;
к - коэффициент, учитывающий косвенные потери, принятый по статистическим
данным равным 0,9.
Таким образом, получаем:
М1(П) = 5· 10-6 · 4000· 384 · 4 · 0,79(1+0,9) = 46,110 тыс.руб.
Математическое ожидание годовых потерь от пожаров, потушенных
подразделениями пожарной охраны, прибывшими по сигналу системы автоматической
пожарной сигнализации и начавшими тушение в течение 15 мин, рассчитываем по
формуле:
 ,
,
где F'пож - площадь пожара за время тушения подразделениями пожарной
охраны, м²;
р2 - вероятность тушения подразделениями пожарной охраны, определяемая в
зависимости от расхода воды на наружное пожаротушение;
,52 - коэффициент, учитывающий степень уничтожения основных и оборотных
фондов;
Ск - стоимость поврежденных строительных конструкций, тыс. руб.
При своевременном прибытии подразделений пожарной охраны в течение 15 мин
принимаем условие, что развитие пожара возможно в пределах одного помещения или
между помещениями, разделенными перегородками с пределом огнестойкости не более
0,25ч. Обрушения основных строительных конструкций в здании II степени
огнестойкости не происходит, возможен только переход пожара в смежное
помещение. Площадь пожара в этом случае определяется линейной скоростью горения
и временем до начала тушения:
 ,
,
где Vπ - линейная скорость распространения пожара, м/мин;
Всв.г - время свободного горения, мин.
Рассчитываем величину годовых потерь:
М2(П) = 5· 10-6· 4000 · 384· 176,6· 0,52(1+0,9) (1-0,79) 0,72 = 201,002
тыс. руб.
Ожидаемые годовые потери от пожаров, на которых прибытие подразделений
пожарной охраны произошло после развития пожара на большой площади,
определяются по формуле:
 ,
,
где F"пож - площадь пожара при прибытии подразделений пожарной
охраны после развития пожара на большой площади, м².
В случаях, когда прибытие подразделений пожарной охраны и начало тушения
происходят после развития пожара на большой площади, проверяется возможность
обрушения строительных конструкций в результате достижения ими предела
огнестойкости. Для расчета необходима оценка количественных показателей,
характеризующих длительность и интенсивность пожара, поведение строительных
конструкций под его воздействием.
Возможность разрушения основных строительных конструкций в зоне пожара
определяется исходя из сравнения эквивалентной продолжительности пожара tэкв, с
пределами огнестойкости конструкций 77, находящихся под его воздействием.экв<П
- конструкция не теряет несущей или ограждающей способности;экв>П -
конструкция теряет несущую или ограждающую способность.
Эквивалентная продолжительность пожара tэкв характеризует
продолжительность стандартного пожара, последствия воздействия которого
эквивалентны воздействию реального пожара на строительные конструкции. Для
расчета tэкв необходимо определение вида пожара, его продолжительности. Для
этого составляется карта распределения пожарной нагрузки по помещениям и
определяется наихудший вариант развития пожара.
Исходя из экспертной оценки, учитывая однородность вида горючих веществ и
материалов, наихудшим вариантом развития пожара принимаем пожар в одном из
помещений 4-го этажа, в котором содержится наибольшее количество пожарной
нагрузки - 1100 МДж/м².
Рассчитываем продолжительность пожара по формуле:
В зависимости от продолжительности пожара и проемности помещения
определяем эквивалентную продолжительность пожара для конструкций перекрытия.
Она составляет 1,5 ч. Предел огнестойкости перекрытия здания II степени
огнестойкости составляет 0,75 ч. Следовательно, tэкв > П и в результате
пожара возможно обрушение перекрытия и переход горения с этажа на чердак.
Предполагается, что в течение 30 мин происходит свободное развитие пожара
по площади, после чего прибывшие подразделения пожарной охраны локализуют
горение, однако еще через 15 мин пожара происходит обрушение перекрытий.

Для описанного варианта развития пожара величина ожидаемых годовых потерь
составит:
М3(П) = 5 · 10-6· 4000· 384· 1400· [1-0,79-(1-0,79)0,72] = 645,120 тыс.
руб.
Таким образом, математическое ожидание годовых потерь от пожаров на
объекте составит:
М(П) = 46,110 + 201,002 + 645,120 = 892,232 тыс. руб.
Полученные результаты расчета приемлемы при условии оборудования всех
пожароопасных помещений системой автоматической пожарной сигнализации. В этом
случае вероятность сценария пожара с обрушением конструкций перекрытий мала и
составляет величину 0,06. Однако в существующем административно-бытовом корпусе
часть пожароопасных помещений сигнализацией не оборудована. При возникновении
пожара в одном из этих помещений, где вероятность сообщения о возникновении
пожара в пожарную часть после развития пожара на значительную площадь
возрастает. С учетом этого ожидаемые годовые потери от таких пожаров составят:
М2(П) = 5· 10-6· 4000 · 384· 1400 (1-0,79) 0,72 = 2257,920 тыс. руб.
Общие ожидаемые годовые потери составят:
М(П) = 46,110 + 2257,920 = 2304,030 тыс. руб.
Возможно снижение вероятности возникновения пожаров, повышение надежности
системы автоматической пожарной сигнализации и эффективности первичных средств
пожаротушения, ограничение возможности быстрого распространения горения.
В связи с этим в административно-бытовом корпусе необходимо выполнить
следующие противопожарные мероприятия:
оборудовать все пожароопасные помещения автоматической пожарной
сигнализацией;
очистить подвальное помещение от горючего мусора;
технические работы по обслуживанию системы автоматической пожарной
сигнализации выполнять с занесением их описания в журнал;
регистрировать ремонты и контроль рабочего состояния автоматической
пожарной сигнализации;
полностью укомплектовать пожарные щиты инвентарем;
оборудовать помещения ЭВМ и АСУ углекислотными огнетушителями;
приказом директора назначить ответственного за пожарную безопасность в
каждом помещении здания;
использовать электроприборы, пригодные для существующей сети;
не оставлять приборы работающими без присмотра;
провести обучение мерам пожарной безопасности сотрудников.
ЗАКЛЮЧЕНИЕ
В процессе выполнения дипломной работы был проведен анализ состояния,
принципов и тенденций развития информационных систем и изучена
автоматизированная система управления стана холодной прокатки труб ХПТ 55 с
разработкой подсистемы жидкой смазки.
Цель дипломной работы - автоматизация стана холодной прокатки труб ХПТ 55
с разработкой подсистемы жидкой смазки.
Для достижения поставленной цели было разработано техническое задание на
проект и разработано программное обеспечение.
В работе обоснована экономическая эффективность создания системы,
рассмотрены вопросы безопасности труда и экологичности проекта.
Использование данной системы позволит улучшить эксплуатационные показатели
установки, снизить затраты на построение и обслуживание таких систем, повысить
качество выпускаемой продукции, снизить удельный расход энергоресурсов,
улучшить технико-экономические показателей агрегата, снизить аварийность
производственного оборудования, совершенствовать системы учета и отчетности,
обеспечить получение, хранение и представление надежной и достоверной
информации о ходе технологического процесса и его параметрах, улучшить условия
труда оперативно-производственного персонала.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Дипломное пректирование: Методические указания к выполнению дипломного
проекта для студентов специальности 210200/Сост. В.П.Кузнецов. - Курган: Изд-во
Кург. гос. ун-та, 2001.
2. Курсовое и дипломное проектирование по автоматизации технологи-ческих
процессов / Ф.Я.Изаков, В.Р.Казадаев и др. - М.: Агропромиздат, 1988. - 183с.
3. Вальков В.М., Вершин В.Е. Автоматизированные системы управле-ния
технологическими процессами. - Л.: Политехника, 1991. - 269с.
4.
Стандартные настройки замкнутых САУ: Методические указания к курсовому
проектированию систем автоматизации и управления/Сост. Б.П.Лебединский. Курган:
Изд-во КГУ, 1996.-18с.
.
Методические указания к выполнению самостоятельной работы по курсу
"Устройства электроавтоматики" / Сост. Н.Б.Сбродов. - Курган: Изд-во
КМИ, 1991.-15с.
. Сбродов
Н.Б. Методические указания к курсовому проектированию по дисциплине
«Автоматизация технологических процессов и производств» для студентов
специальности 220301. - «Автоматизация технологических процессов и производств
(в машиностроении)»
.
Государственный образовательный стандарт профессионального высшего образования.
.
Методические указания к выполнению экономической части дип-ломного проекта для
студентов специальности 220301 - Автоматизация технологических процессов и
производств / Сост. А.С. Таранов - Курган: Изд-во КГУ, 2006
. Шипилов А.
Три источника и три составные части безопасного ком-пьютера// КомпьюТерра.
1996. №42. С.22-27.
. ГОСТ ССБТ
12.4.124.-83. Средства защиты от статического электри-чества. Общие технические
требования. М.: ЦИТП Госстрой СССР. 1983.
11. ГОСТ
12.2.032-78 ССБТ. Рабочее место при выполнении работ сидя. Общие
эргодинамические требования. Ввел. 01.01.79, М.: Изд-во стандартов, 1983. -16с.
12.
Эргономика современного офиса. М.: Трио-Плюс. 1994. - 63с.
. Экранные
фильтры ERGOSTAR// КомпьютерПресс. 1994. №5. С.49
. Пособие по
проектированию естественного, искусственного и совме-щенного освещения к СНиП
П-4-79. М.: ЦПТП Госстрой СССР. 1985.
. СНиП
2.01.02-85. Противопожарные нормы / Госстрой СССР, М.: ЦИТП Госстрой СССР.
1986. -16с.
. ГОСТ Р
509.23-96. Естественное и искусственное освещение.
. ГОСТ
12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация.
. ГОСТ
12.4.008-84 ССБТ. Средства индивидуальной зашиты.
19. ГОСТ
12.2.032-78 ССБТ. Рабочее место при исполнении
работ сидя. Общие эргономические требования.
20. ГОСТ
22269-76. Система "Человек-машина". Рабочее место операто-ра.
Взаимное расположение элементов рабочего места. Общие эргономичес-кие
требования.
. ГОСТ
12.4.021-75 ССБТ. Системы вентиляционные. Общие требования.
. ГОСТ
ШЛС4-91 ССБТ. Пожарная безопасность. Общие требования.
. «Предельно
допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны (с
изменениями и дополнениями)» 26.05.88 № 4617-
. Акимов
В.А., Лапин В.Л., Попов В.М. и др. Надежность техничес-ких систем и техногенный
риск. - М: ЗАО ФИД «Деловой экспресс», 2002.
.
Безопасность жизнедеятельности: Учеб пособие / Под ред. О.Н. Русака. - СПб.:
Лань, 2002.
.
Безопасность жизнедеятельности: Учебник для вузов / Под общ. ред. С.В. Белова.
- М.: Высшая школа, 2001.
.
Безопасность и охрана труда: Учебное пособие для вузов / Под ред. О.Н.Русака. -
СПб.: Изд-во МАНЭБ, 2001.
. Об охране
окружающей среды: Федеральный закон от 10.01.2002 № 7-ФЗ.
. ГОСТ
12.1.044-89 (2001) ССБТ. Пожаровзрывоопасность веществ и материалов.
Номенклатура показателей и методы их определения.
.
Человеческий фактор: В 6 т./ Пер. с англ. -М.: Мир, 1991.
.
Предотвращение распространения пожара: Пособие к СНиП 21-01-97 «Пожарная
безопасность зданий и сооружений»/ ЦНИИ промзданий. - М.: ГУП ЦПП, 1998
. www.otipb.narod.ru Охрана труда и промышленная
безопасность
.
Смазочно-охлаждающие технологические средства: Справочник / Л.В. Худобин, А.П.
Бабичев, Е.М. Булыжёв и др. / Под общ. Ред. Л.В. Худобина. - М.:
Машиностроение, 2006. - 544 с; ил
34.
Методические указания к выполнению раздела «Безопасность и экологичность
проекта» в дипломных проектах для студентов специальности 210200. Редактор Н.Л.Попова.
Издательство Курганского
государственного университета. 640669, г. Курган, ул. Гоголя, 25.
ПРИЛОЖЕНИЯ
Фрагмент программы управления