Utilization of dairy industry wastes
NATIONAL
AVIATION UNIVERSITYof Ecological Safetyof Biotechnology
TASKthe
execution of term papertheme of course work: Utilization of dairy industry wastes
student Anna Pokusaieva
Abstract
Explanatory notes to the term paper from discipline “Utilization
and recuperation of biotechnological industries wastes”: 39 pages, 2 fig., 6
tables, 45 references.
Object of investigation - technology of wastes utilization on
dairy industry
plants.
Aim of work - to get acquainted with production
technology of dairy industry products, main sources of wastes and ways of its
utilization.
Method of investigation - analytic review of literature.words:
DAIRY INDASTRY, ORGANIC WASTES, WASTEWATERS, UTILIZATION.
1. Dairy
industry (farming)
1.1 Liquid milk products
1.2 Cheese/Whey/Curd
1.3 Butter/Ghee
1.4 Milk powder
1.5 Condensate/Cream/Khoa
2. Description of milk processing
3. Dairy industry products.
Emissions
3.1 Solid waste
3.2 Wastewater. Whole milk
products
3.3 Cheese/Whey/Curd
3.4 Butter/Ghee
3.5 Milk powder
3.6 Condensed milk/Cream/Khoa
4. Waste generating processes
5. Prevention of waste
production
6. Handling of by-products
and treatment of waste
.1
Several ways may be followed to reduce the occurrence of waste.
.2
Treatment of Dairy Waste Water
. Main wastewater problems
.1
Most treatment plants follow the following steps
8. Waste production and its consequences
8.1
Data availability and reliability
.
Waste reduction
.
Economic considerations
. Dairy industry (farming)
Dairy farming is a class of agricultural, or an animal husbandry,
enterprise, for long-term production of milk
<#"584987.files/image001.jpg">.1 A schematic flow sheet of the main
dairy products
3. Dairy industry products. Emissions
3.1 Solid waste
Hardly any solid waste is produced by the dairy industry. The
main solid waste produced by the dairy industry is the sludge resulting from
wastewater purification. There are figures available about the amount of sludge
production: in aerobic systems the sludge production is about 0.5 kg per kg of
removed wastage and in anaerobic systems about 0.1 kg per kg of removed wastage [41].
3.2 Wastewater. Whole milk products
Wastewater from dairy industry may originate from the
following sources:is mainly produced during cleaning operations. Especially
when different types of product are produced in a specific production unit,
clean-up operations between product changes are necessary. In developing
countries, the main problem is pollution through spoilage of milk [1].
3.3 Cheese/Whey/Curd
Waste results mainly from the production of whey, wash water,
curd particles etc. Cottage cheese curd for example is more fragile than rennet
curd which is used for other types of cheese. Thus the whey and wash water from
cottage cheese may contain appreciably more fine curd particles than that from
other cheeses. The amount of fine particles in the wash water increases if
mechanical washing processes are used [9].
3.4 Butter/Ghee
Butter washing steps produce wash water containing
buttermilk.milk and buttermilk can be used to produce skim milk powder in the
factory itself or these materials may be shipped to another dairy food plant by
tank truck.continuous butter production process materially reduces the
potential waste load by eliminating the buttermilk production and the washing
steps[14].
3.5 Milk powder
Environmental problems are caused by high energy consumption
(= emission of CO2, CO etc.), by cleaning and by emission of fine
dust during the drying process.
3.6 Condensed milk/Cream/Khoa
Environmental problems related to the production of
condensate and khoa are mainly caused by the high energy consumption during the
evaporation process.main suspended solids mentioned in the literature are
coagulated milk and fine particles of cheese curd[15].effect of the type of
product produced is illustrated in Table 1.
Table.1.
The ranges in Table 1 also indicate that the production of
wastewater is highly influenced by management practices. It is not possible to
identify particular waste producing practices. The way in which the water
consuming and operation processes are carried out is indicative of the
management quality. The major contribution to the waste load comes from
cleaning operations, which take place throughout the production process. Only
in the production process of (hard) cheese, is whey sewering one of the main
contributors to the waste load[32].
4. Waste generating processes
Waste generating processes of major significance include:
Washing, cleaning and sanitizing of pipelines (metals),
pumps, processing equipment, tanks, trucks and filling machines (high N load);
Start-up, product change over and shut down of HTST and UHT
pasteurizers;
Breaking down of equipment and breaking of packages resulting
in spilling during filling operations;
Lubrication of casers, stackers and conveyors [32]
Air pollution
In dairy plants air pollution is mainly caused because of the
need for energy. In the process gasses may be discharged such as CO2,
CO, NOx and SO2.2 gives the emissions into the air as a
result of gas- and oil-combustion. No figures are available about the emissions
into the air resulting from the use of electricity.of CFC’s and NH3
into the air may come about as a result of leakage and stripping of chilling
machines when out of use [22].
Table.2.
5. Prevention of waste production
The waste load, expressed as BOD depends to a large degree on
the style of management. Table 3 gives an example of the relationship between
management practices and waste production in terms of BOD and the amount of
wastewater produced. The table shows that a large quantity of processed milk
does not necessarily lead to higher waste loads or to higher levels of
wastewater production [7].practices cover a wide range of water consumption and process
operation activities. Well controlled processes reflect good management
qualifications, while bad practices are a reflection of poor management. Table
3 shows the relationships. The qualification “fair” signifies that good as well
as bad practises occur. With good management practices, values of BOD 1 kg/ton
and produced wastewater below 1 kg/kg may be reached. Poor management will
result in values greater than 3 kg/ton resp. 3 kg/kg [45].the evaluation of management
practices, the following indicators are useful: 1. Housekeeping practices;
. Water control practices; frequency with which hoses and
other sources of water are left running when not in actual use;
. Degree of supervision of operations contributing to either
the volume of wastewater or to BOD coefficients;
. Extent of spillage, pipe-line leaks, valve leaks and pump
seals;
. Extent of carton breakage and product damage in casing,
stacking and cooler operations;
. Practices followed during the handling of whey;
. Practices followed in handling spilled curd particles
during cottage cheese transfer and/or filling operations
. The following of practices that reduce the amount of wash
water from cottage cheese or butter operations;
. Extent to which the plant uses procedures to segregate and
recover milk solids in the form of rinses and/or products from pasteurization
start-up and product change-over;
. The procedures used to handle returned products;
. Management attitude towards waste control [18].
Table.3. Description of management level
. Instruction of plant personnel concerning the proper
operation and handling of dairy processing equipment. Major losses are due to
poorly maintained equipment and to negligence by inadequately trained and
insufficiently supervised personnel.
. The carrying out of a study of the plant and the
development of a material balance to determine where losses occur. Modification
and replacement of ill-functioning equipment. Where improper maintenance is the
cause of losses, a specific maintenance programs should be set up.
. The use of adequate equipment for receiving, cooling,
storing and processing of milk, so as to take care of the maximum volume of
flush production and of special products. All piping, around storage tanks and
other areas, should be checked on mis-assembly and damage that may lead to
leakage.
. Accurate temperature control on plate, tubular and surface
coolers to prevent freeze-on, which may result in loss of products.
. Elimination of valves on the outlet sides of internal
tubular or plate heaters and coolers and maintenance of plates and gaskets in
good repair so as to eliminate waste due to blown or broken gaskets
. Installation of suitable liquid level controls with
automatic pump stops, alarms, and other devices at all points where overflows
could occur (storage tanks, processing tanks, filler bowls etc).
. Keeping in good order of vats, tanks and pipelines so as to
eliminate and reduce to a minimum the number of leaky joints, gaskets, packing
glands and rotary seals.
. Proper design and installation of vats and tanks at a level
high enough above the floor for easy drainage and rinsing if hand cleaned.
Tanks should be pitched to insure draining.
. Correct connections on plate type heat exchangers so as to
avoid milk being pumped into the water side of the exchanger or water being
pumped into the milk side.
. Provision and use of proper drip shields on surface coolers
and fillers so as to avoid that products reach the floor. Avoidance of cheese
vats, vat processors or cooling tanks being overfilled so that no spillage
occurs during product agitation. The liquid level in cheese vats should be at
least three inches below the top-edge of the vat.
. Avoidance of foaming of fluid dairy products, since foam
readily runs over processing vats and other supply bowls and contains large
amounts of solids and BOD. The use of air tight separators, proper seals on
pumps and proper line connections to prevent inflow of air when lines are under
partial vacuum, will avoid foam production.
. Turning off of water hoses when not in use. Use should be
made of hoses equipped with automatic shut-off valves so as to avoid excessive
water usage[8], [5], [37].
6.
Handling of by-products and treatment of waste
As mentioned before, generally three different types of
waste are distinguished:
(1): solid waste, which may cause problems with respect to
dumping grounds;
(2): wastewater, which may decrease the quality of surface
waters; and
(3): volatile compounds, which cause air pollution [5].
6.1 Several ways may be followed to reduce the occurrence
of waste
(1): waste prevention;
(2): development of clean processing methods; and
(3): end of pipe treatment.most important one: the prevention
of waste production. Through a careful examination of the production processes,
one may identify the source(s) of pollution. The development of new and clean
processing methods is the next step. In the present report this approach will
not receive attention, because of the specific technical and economic know-how
involved [14].third step is the
treatment of the produced waste before it will be discharged into the
environment. This is generally referred to as ‘end-of-pipe’ treatment which
will be discussed below. Because this treatment is usually very expensive, the
amount of waste to be treated “at the end-of-pipe” should be as small as
possible [2].all by-products may be
used in one way or another. The amounts of solid waste that need to be dumped
can be kept small. With the exception of cooling water which in most cases is
not polluted, wastewater can usually not be re-used. There are several methods
of treating wastewater that can be applied before it is discharged into the
sewer system or surface water. Polluted air can be filtered before
discharge.KTPCP-project (Kasur Tannery Pollution Control Project) may serve as
an example of why it is worth paying attention to environmental problems, which
in this case had been caused mainly by the 160 tanneries of Kasur, Pakistan.
Owing to insufficient attention to waste disposal from these tanneries,
artificial and stagnant lakes had received environmental pollutants. This in
turn led to major health problems, decreased crop yields (up to 50%) and to
contaminated groundwater and fish [18].for packing material etc. and sludge (in case of wastewater
purification), dairies do not produce solid waste. The potential use as
fertilizer of stabilized sludge from wastewater treatment plants of dairies has
no environmental limitations, provided the sludge contains no toxic compounds [11].
6.2 Treatment of Dairy Waste Water
The average volume of waste water in dairies is currently 1.3
l/kg milk. This results in considerable waste water disposal costs. The
centrifugal separation technology from GEA Westfalia Separator paves the way
for major potential savings by minimizing the use of fresh water and reducing
the volume of residual sludge [17].is the most important factor in milk processing and the production
of dairy products. This necessarily results in the use of considerable volumes
of water for cleaning purposes. In addition, considerable quantities of waste
water with volatile milk constituents, fats and proteins occur when milk is
being processed, particularly during evaporation and spray-drying [33].
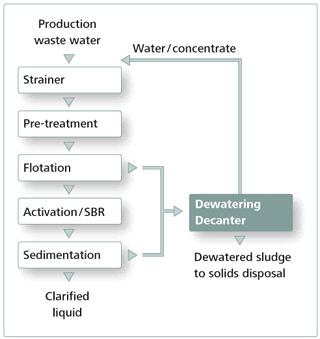 .2 Waste water treatment in dairies
.2 Waste water treatment in dairies
After aerobic or anaerobic biological treatment of dairy
waste waters, the residual sludge is sent through a clarifying decanter which
efficiently dewaters the sludge before the clean water is recycled back into
the process. A calculation by the Verband der deutschen Milchwirtschaft
(Association of German Dairying) shows how in-plant waste water treatment pays:
direct dischargers, i. e. operations with their own waste water processing
facility, operate with costs that are up to two thirds lower than users of
municipal waste water treatment plants [16].
7. Main wastewater problems
The problems of the wastewater from the slaughterhouses,
tanneries and dairies result from the discharge of:: large amounts of BOD
(slaughterhouses, tanneries and dairies).problems can be handled, as already
mentioned, by biological wastewater treatment.: high values of NKj
(slaughterhouses).Kj can be lowered by oxidation of organic
compounds (proteins) followed by nitrification: conversion of ammonium (NH4+)
into nitrate (NO3-). To reduce the eutrophication
potential of the wastewater, nitrate must be removed. This can be achieved by
denitrification: conversion of nitrate (NO3-) into
nitrogen (N2).: chromium (tanneries).can be handled by precipitation
reactions, these are simple processes[37].
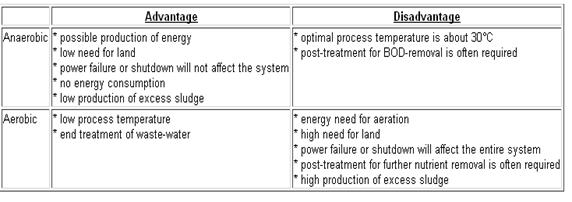
There are basically two types of biological wastewater
treatment systems: aerobic and anaerobic systems. In Tables 4 and 5 represents
the characteristics and the (dis)advantages of these systems are mentioned.
Table 4 *: depends on BOD-load.
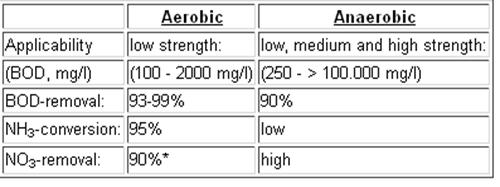
In view of the high BOD-load in the wastewater of tanneries,
dairies and slaughterhouses, anaerobic systems seem to be appropriate
wastewater purification systems. Simple anaerobic systems may achieve 50% of
BOD-purification (Table 4), while high-rate anaerobic systems may result in 90%
of BOD-purification (Table 5). Anaerobic systems do not remove such nutrients
as ammonium-nitrogen. If liquid and slurry are used as fertilizer this does not
need to pose specific problems. Nutrient removal systems should be applied only
if water authorities set limits for the discharge of nutrients. As in most
countries this is not the case, there are no reasons for industry to make high
investment costs for tertiary treatment[20].
Table 5. General:
The process that may be used for the treatment of wastewater
produced by the industries mentioned in this report do not differ very much
from each other. In general, these systems are applied to a large extent in
developed countries. In developing countries adoption rates are much lower.
Especially for these latter countries, treatment methodologies and technologies
should be cheap, efficient and easy to operate. Important differences of
wastewater treatment in the different industries will be mentioned [10].large dairies in many developing
countries, treatment of wastewater is not even considered as an option. Because
in developing countries the amount of milk processed industrially is minor,
wastewater problems will mainly occur at the plant site and the surrounding
surface waters. This implies that dairy wastewater problems in these countries
are very local in contrast to those in developed countries. The dairy
wastewater problem is larger in developed countries because all milk is
processed industrially. For dairies in these countries it is very important
that proper wastewater treatment system are installed [25].mentioned before, the primary
action to reduce pollution by wastewater discharge, is efficient water
management. After a thorough search for ways to reduce water use and wastewater
production, the inevitable produced wastewater can be treated in different ways
as discussed below[19].wastewater produced during the day has a variable
composition. For the optimal performance of most treatment system it is
necessary that the load is rather constant and that the plant is fed with a
rather constant wastewater flow. Wastewater is therefore collected in
equalization or balance tanks[32].
7.1 Most treatment plants follow the following steps
Preliminary treatment. This type of treatment includes
screening, skimming and settling which can lead to the recovery of by-products,
grease and fat and removal of coarse solids. For an optimal performance and to
avoid overload of the screening devices, it is important that large amounts of
produced solids such as (hog)hair, feathers etc. are collected during the
processing itself. For developing countries, the salt laden tannery effluent
from the soaking process can be collected in solar evaporations pans, possibly
pretreated with coagulant, after which salt can be recovered. In case of chrome
tanning effluents, the wastewater that contains chromium should not be allowed
to become mixed with other types of wastewater: it must be collected
separately. Depending on the quality of the composite effluents, neutralising
chemicals like lime alum, ferric chloride etc. should be added for an effective
precipitation of chromium and removal of suspended solids in the sedimentation
process. From this material chrome can be recovered, or dumped separately [43].treatment. This involves
separation of solids in a settling tank (primary clarifier), or by flotation.
The settleable solids and up to 60% of the suspended solids corresponding to
approximately 35% of the BOD, can be eliminated during the primary treatment.
Subsequently the solids may be treated by anaerobic sludge digestion. This
produces biogas and solids that are suitable for soil conditioning and
fertilization. Primary treatment is a essential activity that needs to be
undertaken for a proper application of various secondary treatment systems. In
case of aerobic secondary treatment, a further function of this step is the
reduction of electric energy required for aeration [11].treatment. This usually consists
of biological treatments by means of high rate anaerobic treatment systems,
anaerobic (lagoons) suitable for high organic loads, or aerobic (lagoons)
suitable for low organic loads, activated sludge, oxidation ditch or a
combination. Present research is mainly focused on low energy demand and low
volume treatment systems and optimum process control. Usually, a combination of
high rate anaerobic treatment and aerobic activated sludge is required to meet
effluent quality demands. Removal efficiencies reached with these kinds of
combination are up to 98-99%. Depending on the operational conditions, removal
efficiencies for slaughterhouses range from 70 to more than 99% for BOD and
grease and from 80 to more than 97% for Suspended Solids (SS). The process
performance depends strongly on the amounts of SS that can be removed in the
primary treatment phase [38].treatment. This includes chemical-physical methods such as
adsorption, stripping, coagulation, sedimentation, chlorination as well as
biological methods like slow sand filtration and maturation ponds. This
post-treatment serve to remove nutrients such as phosphorus, sulphide,
suspended solids, remaining BOD as well as pathogens [1].method of wastewater treatment is
that of irrigation on land. Before wastewater is applied on land, toxic
compounds such as chromium, salt sulphide, etc. have to be removed. Small
amounts of nitrate and phosphate however may serve as fertilizers. The BOD
value is usually not allowed to be higher than 300 mg/l.present, this kind of
wastewater treatment is carried out mainly in developing countries. The method
is cheap, rather easy to perform, does not require highly sophisticated
techniques and can be apllied because of the usually low pollutional strength
of the produced wastewater [33].
8. Waste production and its consequences
In the three types of animal-product-processing industries
(slaughtering, tanning and milk processing), wastewater problems appear to be
the most severe ones. Processing activities inevitably produce wastewater,
frequently in large quantities. This wastewater is polluted with biodegradable
organic compounds, suspended solids, nutrients and toxic compounds
(particularly chromium and tannins from tanneries). Via the reduction of
dissolved oxygen this pollution directly or indirectly leads to a decreasing
suitability of (surface) water for aquatic life, and drinking, swimming or
other purposes
[32].the
density of animal product processing is so low that the concentration of
pollutants in the receiving water bodies remains low, the production of
wastewater does not necessarily lead to environmental problems. However, when
from the comparison of the values of Table 26 with the European target values
for urban wastewater discharge (e.g. 25 mg BOD, 10-15 mg N and 1-2 mg P per
litre), it becomes clear that, from a wastewater production point of view, that
there is a trend towards increasing densities of product processing even at
relatively small amounts of processed animal products [15].heavy metal Chromium, occurring
in the waste of tanneries, has caused and will in all likelihood continue to
cause, serious environmental problems. It is common practice that most of the
chromium is released in wastewater. There are no indications of other heavy
metals in the waste of the animal processing industry causing environmental
problems.caused by air pollution and solid waste disposal are minor in
comparison to those related to wastewater production. The main cause of air
pollution is the use of fossil energy, with as major exception the volatile
organic compounds in the leather industry [18].in slaughterhouses solid waste
disposal may lead to hygienic problems, but in principle these are relatively
easy to solve. An exception is the leather waste that contains chromium. This
waste must be dumped on special grounds.a proper discussion of the
environmental impact of slaughtering, tanning, and dairy industry, the effects
of related activities such as transportation, spoilage by the consumer,
durability of the product etc. also have to be taken into account. These
activities are especially important for the discussion concerning the
advantages and disadvantages of the various production processes and the scale
at which processing is undertaken [10].
8.1 Data availability and reliability
In Table 26 typical values of wastewater production for
several processes are given. They are given for most common parameters to
characterize wastewater production. The data originate mainly, though not
exclusively, from OECD-countries. Data from developing countries on waste
production and its environmental impact are difficult to find. Those data that
have been reported can often not be interpreted adequately owing to major
shortcomings in the description of the relevant processes or the data collection
methods. In some cases waste parameters have been recorded without indications
of relationships with other parameters. Examples of these are:
data on suspended solids without any reference to solid
waste;
solid waste data of 5.5 kg manure per ton carcass weight,
obviously referring to minor components of the manure, probably the scrapings,
but with no reference to other solid waste production (e.g. rumen content).of
the reported values originate from EPA-studies published in the period
1970-1975. Even studies published at the end of the eighties refer mainly to
these studies. Moreover, huge variations in waste production per unit of
product processed have been found. This variation can be partly explained by
looking at the types of products made or processes used, but some variation
remains unexplained. But even worse, also in OECD-countries exceptions have
been recorded which exceed emission values by manifold, without mention of a
possible clue of explanation [1].conclusion that needs to be drawn is clear. There is an urgent demand
for proper, well described, reference values on waste production. Monitoring
programmes need to be set up to allow for a more reliable environmental impact
assessment of animal product processing than is presently the case. These monitoring
programmes should result in emission factors per unit of product processed.
Because of the diversity in processes and waste production, proper data
collection on waste processing will be an expensive and time consuming
undertaking [15].obtained reference
values on waste production will always need to be translated to locally
relevant processing methods and production situations. Thus, monitoring
programs must be arranged so as to make it possible to give a correct
interpretation of the reference values.this end monitoring programmes should:
cover all important pollutant parameters (particularly solid
waste, water consumption, SS, BOD, N, P, heavy metals and energy consumption);
give a clear description of the production processes to which
the data relate, including the quantity and type of product processed;addition
steps must be made that measurements are taken prior to wastewater treatment
and before the water is diluted with other (waste-)water. If a wastewater
treatment plant is available, the reactor performance should be determined for
the evaluation of the effectiveness of the water treatment. In such cases
related parameters should also be measured: precipitation not only results in a
reduction of BOD, SS, etc., but also increases the amount of solid waste [44].
9. Waste reduction
There are several ways to reduce the waste load:
prevention of the production of waste;
development of new clean processing methods;
treatment of waste (“end-of-pipe treatment”).this study
possibilities for waste prevention and end of pipe treatment have been treated.
No attention has been given to the development of clean processing methods as
these entail specific fundamental technical and economical knowledge.a
reduction of environmental problems that occur because of discharge of waste,
improved housekeeping practises and management practices are of more importance
than end-of-pipe waste treatment. Good house-keeping practices are not easy to
describe, but it is clear that, as the amount of water used is major factor in
all industries (if more water is used, total wastewater production per unit of
product processed may increase manifold) proper water management is one of the
first aspects deserving attention. A reduction of water consumption without
decreasing hygienic standards, is often possible. This reduction may be reached
by good-house keeping practices, but also by the introduction of new technics
such as dry cleaning prior to washing[27]., environmental problems may also be
reduced by converting as much waste as possible into a solid product instead of
washing the waste away into the wastewater. In general solid waste is fairly
easy to control, requires less energy and is cheaper than wastewater
treatment.tanneries, it is of prime importance to prevent chromium from
polluting wastewater. Precipitation of chromium is an easy process. Solid waste
containing chromium should be dumped in special dumping grounds where
facilities should be available to minimize the amount of percolation water.
Precipitation also results in large reductions of SS and BOD
emissions[6].slaughterhouses, blood and paunch contribute enormously to the
wastewater load. These and other solid by-products should be prevented being
washed away. By-products can be used for several purposes and unusable solid
waste can be easily handled properly, e.g. via composting. This process and
more sophisticated processes for by-product handling may even result in
valuable products.the high BOD-load in the wastewater of tanneries, dairies and
slaughterhouses, anaerobic systems would seem to be the most suitable
wastewater purification systems. Simple anaerobic systems reach 50%
BOD-purification, while high-rate anaerobic systems may achieve a 90%
BOD-purification rate [11].a few developed countries, environmental problems have led to the
formulation of high quality standards for discharged water. To meet these
standards, a combination of anaerobic and aerobic is required, often coupled to
nutrient removal systems.most of the air pollution is related to fossil energy
consumption, prevention as a method to reduce environmental pollution is even
more important than it is for wastewater. For some components (e.g. VOC, dust)
methods exist for the treatment of polluted air, however frequently at high
costs [32].
10. Economic considerations
The costs of wastewater treatment are a factor of major
importance for the selection the appropriate treatment system. Estimates should
be made of the investment costs and the expected annual costs. The investment
costs are largely determined by construction costs, the costs of land and the
required degree of removal of pollutants. The annual costs will depend on the
price of the energy and chemicals required for the operation of the plant, the
discharge fees and the capital costs on investment. A problem for the
estimation of the costs of treatment plants is that prices are rapidly
changing. Cost estimates should therefore be referenced to an index [34].a comparison of the costs of 6
treatment systems (stabilisation ponds; aerated ponds; high rate anaerobic
treatment + ponds; high rate anaerobic treatment + trickling filters; activated
sludge process; and oxidation ditch; DHV, 1993) it can be concluded that high
rate anaerobic treatment + post treatment of the effluent offers a very
economic and effective solution [32].relatively high initial costs are compensated for by the low costs
of energy and maintenance, which results in low running costs and a limited
need for land. Costs of a stabilisation pond, high-rate anaerobic treatment
plant + post-treatment in a pond and an activated sludge process for the sewage
treatment plant for a town of 50,000 inhabitants (producing ca 550 ton BOD and
ca 135 ton N) given as a reference, are: resp. around 3,5.106, 2.106
and 2.106 USD for investment costs and running cost resp. around
400,000, 300,000 and 430,000 USD on an annual basis. In this calculation it is
assumed that electricity costs are 0.10 USD per kWh, sludge disposal costs 10
USD per 1000 kg and that the price of land is 25 USD per m2. Lagoons
will become more economical if land costs are below 10 to 20 USD/m2.
Wastewater from slaughterhouses, tanneries, and the dairy industry are more
heavily loaded with pollutants than sewage. This will have the effect that
anaerobic processes are more competitive than aerobic processes owing to the
much lower energy costs of anaerobic treatment [23].(1987) gives an overview of
relative cost indices and ranking for various treatment systems. According to
him, the selection of the treatment system has to be undertaken on the basis of
economic costs, environmental considerations, and the technical complexity of
the system. Both the initial investment and the operating costs of the system
must be taken into consideration. However, environmental and technical aspects
cannot be quantified. Therefore subjective rankings must be used. Table 6
indicates that aerobic ponds is the least desirable method of concentrated
wastewater treatment in places were productive land is to be used for construction
of the ponds. Anaerobic lagoons are the least expensive and are used more often
than any other treatment in the management of wastewater from feedlots.
However, they are not recommended as a permanent solution [17].
Table 6.
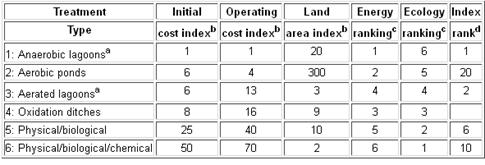
a Exclusive of land acquisition costs. It is assumed that land
used in the construction of the treatment plant is owned by the feedlot.
b Index is the ratio of the treatment cost to that of the
least cost treatment. Thus, the least cost treatment would have an index of 1.
An index of 6 means 6 times more expensive than the least cost treatment in
that category.
c Ranking is a judgement ranking of the six potential systems
ranked in order of preference from 1 to 6. The ranking is not on the basis of
cost, nor does a ranking of 6 means it is 6 times less diserable than that
ranked 1 in the same category.
d Index/rank is a combination of cost rations and judgement
rankings reflecting the author’s preference based on technical, economic, and
ecological feasibility of the system[33].
Conclusions
The conclusion that needs to be drawn is clear. There is an
urgent demand for proper, well described, reference values on waste production.
Monitoring programs need to be set up to allow for a more reliable
environmental impact assessment of animal product processing than is presently
the case.monitoring programs should result in emission factors per unit of
product processed. Because of the diversity in processes and waste production,
proper data collection on waste processing will be an expensive and time
consuming undertaking.
References
1)Augsburger,
N.D., H.R. Bohanon, J.L. Calhoun and J.D. Hildinger (1980). Environmental
control handbook for poultry and livestock. Acme Engineering &
Manufacturing Corp., Muskogee, Oklahoma.
)Barnes,
D., Forster, C.F. and Hrudey, S.E. (1984). Surveys in Industrial Wastewater
Treatment: Food and Allied Industries. Pittman Publishing Limited, London,
England.
)Berg,
J.C.T. van den (1988). Dairy technology in the tropics and subtropics. Pudoc,
Wageningen, the Netherlands.
)Berg,
J.C.T. van den (1990). Strategy for dairy development in the tropics and
subtropics. Pudoc, Wageningen.
)Buljan,
J. (1994). Environmental aspects of processing and trade in hides, skins and
leather, United Nations Industrial Development Organization (UNIDO), Geneva. To
be published.
)Clonfero,
G. (1990). Typical Tannery Effluent and Residual Sludge Treatment. Workshop on
pollutional control/low waste technologies in agro based industries in selected
countries from the asia and the pacific region. United Nations Industrial
Development Organization (UNIDO), Geneva
)Contreras,
J.A. (1991). Impact of slaughterhouse water on the environment in the
Philippines and other southeast Asian countries. Bureau of Animal Industry,
Metro Manila, Philippines.
)Crawford,
R.J.M. and Coppe, P. (1990). FAO animal production and health paper 85. The
technology of traditional milk products in developing countries. Food and
Agricultural Organization of the United Nations, Rome, Italy.
)Davis,
L.E. (1985). Using animal by-products in formula feeds. National Renderers
Association, London, England
)Department
of the Environment (1978). Waste Management Paper no 17, Waste from tanning,
leather dressing and fellmongering. A technical memorandum on recovery,
treatment and disposal including a code of practise. Her Majesty’s Stationery
Office, London, England
)Government
of Tanzania, Ministry of Agriculture, Dept. for planning and marketing (1993).
Livestock sector (sub-sector papers)
)Harper,
W.J., Bailsdell, J.L. and Grosshopf, J. (1971). see: EPA (1971)
)Heinen,
P. (1994). Poland: Livestock sector review. Coveconsult b.v., Velp, The
Netherlands
)Hemingway,
R.W. and Karchesy, J.J. (1989). Chemistry and Significance of Condensed
Tannins. Plenum Press, New York, USA.
)Higham,
R. (1991). Leather Industry, Case study No. 3. Conference on Ecologically
Sustainable Industrial Development. United Nations Industrial Development
Organization (UNIDO), Geneva
)Hulshoff
Pol, L.W. (1993). Anaerobe versus aerobe zuivering van industrieel afvalwater.
[Anaerobe versus aerobe wastewater purification]. Chemisch Magazin 1993,
september, p. 368-371
)Kumar,
M. (1989). FAO agricultural services bulletin 79. Handbook of rural technology
for the processing of animal by-products. Food and Agricultural Organization of
the United Nations, Rome, Italy.
)Kumar,
M. (undated). Waste disposal systems in slaughterhouses suitable for developing
countries. FAO-report, Rome, Italy.
)Lettinga,
G., Velsen, A.F.M. van, Hobma, S.W. Zeeuw, W. de and Klapwijk, A. (1980). Use
of the upflow blanket (USB) reactor concept for biological wastewater
treatment, especially for anaerobci treatment. Biotechnology &
Bioengineering, 22, 699 - 734.
)Luppens,
J. (1994). Personal communication. Stork Aqua, Lichtenvoorde, The Netherlands
)Mann,
I. (1982). Animal by-products: processing and utilization. FAO agricultural
development paper no. 75. Food and Agricultural Organization of the United
Nations, Rome, Italy.
)Metcalf & Eddy, Inc. (1991). Wastewater engineering.
Treatment disposal re-use. Third Edition. McGraw-Hill, New-York.
)Middlebrooks,
E.J. (1979). Industrial pollution control. Volume 1: Agro-industries.
Wiley-Interscience publication, John Wiley & Sons, New-York.
)Milieu
Magazine (1993). Thema “Waterzuivering”, augustus, 1993, p. 1-15
)Mulder,
A. and Buijsen, H.J.J. van (1994). Bench-scale biological treatment of
segragated streams of wastewater from leather tanneries. TNO Institute of
Environmental Sciences, Delft, The Netherlands.
)National
Renderers Association (1990). Proceedings international animal nutrition
symposium focusing on the use of animal by-products in animal feeds, National
Renderers Association, Brussels.
)Ockerman,
H.W. and Hansen, C.L. (1988). Animal by-product processing. Ellis Horwood Ltd.,
Chichester, England.
)Pearson,
A.M. and Dutson, T.R. (1988). Edible meat by-products. Elsevier, London,
England.
)Pearson,
A.M. and Dutson, T.R. (1992). Inedible meat by-products. Elsevier, London,
England.
)Pelckmans,
H.H.A. and Koene, J.I.A. (1989). Rehabilitation of the institute for leather
technology, Punjab, Pakistan. Report no 3. Institute for Leather and Shoe Research,
Waalwijk, The Netherlands.
)Pelckmans,
H.H.A. (undated). Milieuaspecten van de processen van de lederindustrie
[environmental aspects of processes in the leather industry], TNO, Delft, The
Netherlands.
)Prandl,
Von O., Fisher, A., Schmidhofer, T. and Sinell, H.J. (1988). Fleish:
Technologie und Hygiene der Gewinnung und Verarbeitung. Eugen Ulmer GmbH &
Co., Stuttgart, Germany
)Proceedings
of the XXII International Dairy Congress (1986). Milk the vital force. D.
Reidel Publishing Company, Dordrecht, The Netherlands.
)Provinces
Gelderland and Overijssel (1994). Preventie van afval en emissie in de
vleesindustrie [prevention of waste an emissions of the meat industry]. Arnhem,
The Netherlands.
)Rajamani,
S. (1987). Tannery effluents - methods for treatment and control. Central
Leather Research Institute (CLRI), Madras, India
)Reed,
R. (1966). Science for students of leather technology. A modern course in
leather technology Volume 1. Pergamon Press, Oxford, England
)Sayed,
S.K.I. (1987). Anaerobic treatment of slaughterhouse wastewater using the uasb
process. PhD Thesis. Agricultural University, Wageningen, the Netherlands.
)Scaria,
K.J. (1988). FAO agricultural services bulletin. Economics of animal
by-products utilization. Food and Agricultural Organization of the United
Nations, Rome, Italy.
)Silverside,
D. and Jones, M. (1992). FAO animal production and health paper 98; Small-scale
poultry processing. Food and Agricultural Organization of the United Nations,
Rome, Italy.
)Skrede,
A. (1979). Utilization of fish and animal by-products in mink nutrition. Acta
Agricultura Scandinavia, 29, 1979
)Spanjers,
H (1993). Respirometry in activated sludge. PhD thesis, Department of
Environmental Technology, Agricultural University, Wageningen, teh Netherlands.
)Straub,
C.P. (1989). Practical Handbook of Environmental Control. CRC Press, Inc., Boca
Raton, Florida
)Taiganides,
E.P. (1987). Animal Waste Management and Wastewater Treatment. In: D. Strauch
(ed.), Animal production and environmental health. World Animal Science, B6,
Elsevier Science Publisher B.V., p. 91-153.
)Thurston,
R.V., Russo, R.C. and Vinogradov, G.A. (1981). Ammonia toxicity to fishes.
Effect of pH on the toxicity of the unionized ammonia species, Environ. Sci.
Technol., 15, 837-840.