Швейные машины челночного стежка класса 1022М и 97
Московский
Государственный Университет
Дизайна и
Технологии
(Мгудт)
Кафедра
машины и аппараты легкой промышленности
Лабораторная
работа №1
Швейные
машины челночного стежка
Класса 1022М
и 97
Выполнила студентка: Ожерельева А.А.
Группа: КШК-123
Проверил: Фомичев Вячеслав Иванович
Москва 2012
Оглавление
Характеристика швейной машины 1022 М класса
Техническая характеристика машины
Общий вид
Заправка верхней и нижней нити машин 1022 М
Механизм нитепритягивателя
Механизм челнока
Устройство челночного комплекта
Тип строчки
Принцип образования челночного стежка
Характеристика швейной машины 97 класса
Техническая характеристика машины
Общий вид
Заправка верхней и нижней нити машин 1022 М
Механизм иглы
Механизм нитепритягивателя
Механизм челнока
Список использованной литературы:
Характеристика швейной машины 1022 М класса
Машина КУР-1022-М кл. АО «Орша» предназначена для стачивания костюмных,
пальтовых и шинельных тканей однолинейной строчкой двухниточного челночного
стежка. Выпускается заводом «Промшвеймаш».
Машина снабжена централизованной системой смазки, автоматическим
устройством для наматывания ниток на шпульку, встроенным в рукав машины. В
некоторых соединениях применяются подшипники качения.
Предназначена для стачивания тканей бельевой, костюмной и пальтовой групп
из натуральных, искусственных волокон двухниточным челночным стежком, в
промышленности широко применяют машину 1022 кл.,.
Техническая
характеристика машины
Частота вращения главного вала до 4000 об/мин, длина стежка регулируется
от 0 до 5 мм.; высота подъема лапки над уровнем игольной пластины 8 мм;
максимальная толщина стачиваемых материалов в сжатом состоянии под лапкой не
более 5 мм; иглы: типа 3, группа Е, №90-130 (ГОСТ 7322-55); нитки
хлопчатобумажные в шесть сложений 11 текс Х 3 Х 2 (№90, 9/3/2), 5,9 текс Х 3 Х
2 (№170/3/2) ГОСТ 6309-73; вылет рукава 260 мм; габарит платформы 476х178 мм;
габарит головки 520X210X360; габарит стола 1060X 650X 800 мм; электродвигатель:
мощность не более 0,25 кВт, частота вращения вала 2900 об/мин, масса головки не
более 27 кг, масса стола не более 68 кг.
Общий вид
Общая конструкция схемы машины 1022 кл. показана на рис.1. Для
образования строчки машина имеет механизмы иглы, челнока, нитепритягивателя и
двигателя ткни с прижимной лапкой. Все механизмы приводятся в движение от
главного вала, расположенного в рукаве машины. Главный вал, установленный в
двух подшипниках скольжения, вращается от электродвигателя с фрикционной муфтой
с помощью клинового ремня, надетого на маховое колесо.
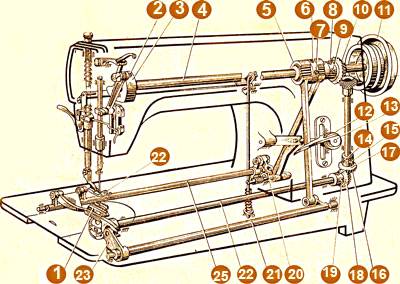
Рис.1
Машина состоит из головки и стола, на котором установлены механизмы
включения, привода и управления: кнопочный переключатель, электропривод, педаль
включения фрикциона, коленный рычаг подъема нажимной лапки. На столе установлены:
стойка для катушек, поддон с маслосборником, ящик для инструмента и
принадлежностей.
Двигатель ткани 1 может подавать материал в прямом и обратном
направлениях. Изменение подачи с прямой на обратную производится рычагом 13.
Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения. На
его переднем конце установлен кривошип 3 с механизмом нитепритягивателя и
игловодителя, на заднем - маховик 11, эксцентрик с шатунами 5 и шестерня,
передающая движение вертикальному валу, который посредством конической зубчатой
пары 16 и 18 передает вращение челноку. Эксцентрик, вращающийся на главном валу
4 посредством шатунов, соединенных с валами 21 и 25, передает движение
механизму двигателя ткани.
Прижим материала к игольной пластинке производится нажимной лапкой 24.
Подъем нажимной лапки может производиться вручную или коленным рычагом.
Заправка
верхней и нижней нити машин 1022 М
Бобину или катушку устанавливают на стержень стойки бобинодержателя или
стержень, расположенный на рукаве машины. Если нитку проводят от стойки
бобинодержателя, то ее снизу вводят вверх за направляющий крючок стойки и
сверху вниз проводят в правое отверстие нитенаправителя 11(рис. 8.1), по
часовой стрелке обводят между шайбами дополнительного регулятора натяжения 12.
Затем нитку снизу вверх налево проводят в три отверстия нитенаправителя 11, в
три отверстия нитенаправителя 10, по часовой стрелке обводят между шайбами
регулятора натяжения верхней нитки 20, заводят за крючок нитепритягивательной
пружины 6. Конец нитки заводят за крючок нитенаправительного угольника 4,
вводят в нитенаправитель 7. Справа налево нитку вводят в ушко нитепритягивателя
6, расположенное под предохранительной скобой 22. Нитку сверху вниз проводят в
нитенаправители 5, 18 и слева направо вводят в ушко иглы 17.
Для заправки нижней нитки ее наматывают на шпульку 24 с помощью
автоматической моталки 22. Нижнюю нитку, как и верхнюю, с бобины заводят снизу
вверх за направляющий крючок стойки бобинодержателя, затем сверху вниз вводят в
правое отверстие нитенаправителя 12, по часовой стрелке обводят шайбы
дополнительного регулятора 13, далее снизу вверх проводят последовательно в три
отверстия нитенаправителя 12 и делают несколько витков на шпульке 24 в
направлении против часовой стрелки. Шпульку 24 надевают на шпиндель 23, слегка
нажав на него. Одновременно защелка 21, повернувшись по часовой стрелке, входит
между стенками шпульки 24 и удерживает шпиндель 23 в рабочем положении.
Перед включением машины для наматывания нитки на шпульку вынимают нитку
из ушка иглы 16 и поворотом рычага 3 по часовой стрелке поднимают лапку 2. На
пульте, расположенном справа под крышкой промышленного стола, рукоятку
поднимают вверх и включают электродвигатель. При нажиме на педаль вращение от
электродвигателя через клиноременную передачу передается маховому колесу 14 и
главному валу машины. Когда на шпульку 24 намотается достаточное количество
ниток, защелка отключит шпиндель 23. Шпульку 24 снимают со шпинделя 23, оставив
конец нитки, необходимый для вывода нижней нитки из челночного комплекта.
При заправке нижней нитки шпульку 8(рис. 8.2) берут в правую руку и
надевают ее на полый стержень 7 шпульного колпачка 6, удерживаемого левой
рукой. Конец нитки вводят в прорезь 11 шпульного колпачка, подводят под
пластинчатую пружину 9 и заводят за язычок 5. Задвижную пластину 12 выдвигают
влево и поворотом махового колеса поднимают иглу 14, при этом лапка 13 тоже
должна быть поднята. Пальцем левой руки отводят влево пластину 4 замочка
шпульного колпачка и в окно между стенками задвижной пластины 12 и игольной
пластины на стержень 3 шпуледержателя 1 надевают шпульный колпачок, при этом
вырез 2 шпульного колпачка должен быть обращен вверх.
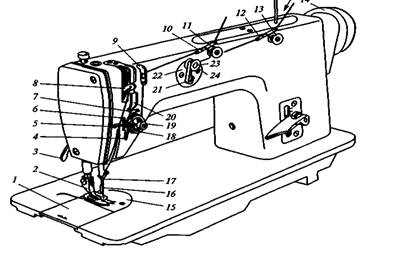
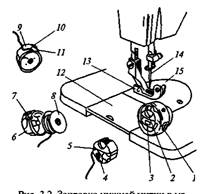
Рис.8.1 Рис.8.2
Проверяют, не зажала ли пластина 4 нижнюю нитку и какова плотность
запирания пластины 4 стержнем 3. Убедившись, что нижняя нитка без рывков
выходит из шпульного колпачка, перемещают задвижную пластину 12вправо.
Поворотом махового колеса иглу 14 опускают, придерживая конец верхней нитки.
Челнок обводит верхнюю нитку вокруг шпульного колпачка, натягивает ее, выводит
нижнюю нитку вверх и вместе с верхней заводит под лапку 13. Между нитками под
лапку 13 подкладывают материал, опускают лапку и начинают стачивание.
Регулирование натяжения ниток целесообразно начинать с нижней нитки. Для
этого нужно поднять иглу 14, вынуть шпульный колпачок 6ис помощью малой
отвертки ввернуть или вывернуть винт 10, увеличив или уменьшив при этом
натяжение нижней нитки. Натяжение верхней нитки регулируют гайкой 19 (см. рис.
8.1): если ее отвернуть, давление шайб 18 на верхнюю нитку будет меньше,
соответственно уменьшится натяжение верхней нитки.
Механизм иглы
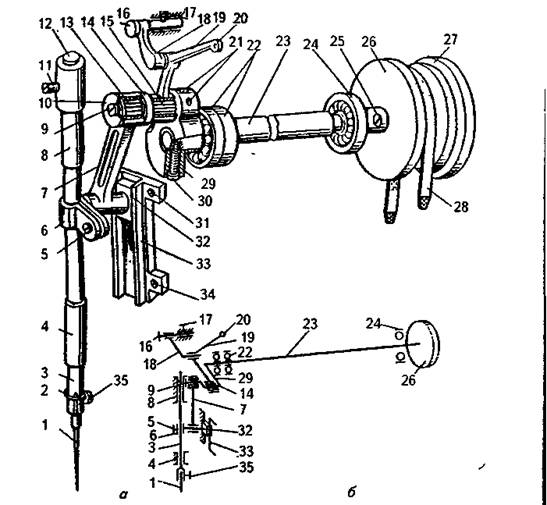
Рис.2
Главный вал 23 (рис. 2) вращается в трех шарикоподшипниках 24, 22, на его
правом конце двумя винтами 25 закреплено маховое колесо 26. Сзади к маховому
колесу 26 тремя винтами крепится крышка 27ьдля удобства ручного поворота
махового колеса. В канавку махового колеса 26 вставляется клиновидный ремень
28, сообщающий вращение главному валу 23 от шкива электродвигателя. На левом
конце главного вала 23 винтом 30 крепится кривошип 29, в его отверстие
вставляется палец 14 и закрепляется двумя винтами 21. На внешнее плечо пальца
14 надевается верхняя головка шатуна 7, в которую вставлен игольчатый подшипник
13. Осевые смещения верхней головки шатуна 7 устраняются винтом 9 с левой
резьбой через шайбу 10.
Нижняя головка шатуна 7 надета на палец поводка 6, в котором винтом 5
закреплен игловодитель 3. На правую часть пальца поводка 6 надет ползун 32,
вставленный в паз направляющей 33, прикрепленной к корпусу машины винтами 31,
34. Игловодитель 3 перемещается во втулках 8,4, причем втулка 8 закреплена в
корпусе машины винтом 11. Чтобы грязь и пыль не попадали во втулку 8, сверху в
ее отверстие вставлена пластмассовая заглушка 12. Снизу на игловодителе винтом
закреплен проволочный нитенаправитель 2. Винтом 35 в игловодителе крепится игла
1, установленная коротким желобком направо от работающего (во всех машинах
челночного стежка короткий желобок должен быть обращен к носику челнока).
При вращении главного вала 23, кривошипа 29 и его пальца 14 вращательные
движения с помощью шатуна 7 будут преобразовываться в поступательные движения
игловодителя 3 и иглы 1.
Перед установкой иглы 1 поворотом махового колеса 26 игловодитель 3
поднимают в крайнее верхнее положение. Ослабляют винт 35 и вставляют колбу иглы
до упора, ориентируют короткий желобок к носику челнока и закрепляют иглу
винтом 35. Перед окончательной затяжкой винта 35 следует левую руку,
придерживающую иглу, отвести от линии оси отвертки, чтобы руку не травмировать.
Высоту иглы относительно носика челнока регулируют вертикальным
перемещением игловодителя 3 после ослабления винта 5. Для этого иглу
устанавливают в крайнее нижнее положение так, чтобы из-под паза шпуледержателя
просматривалась половина ушка иглы.
Механизм
нитепритягивателя
В машине применяется шарнирно-стержневой нитепритягиватель. На внутреннее
плечо пальца 14 (см. рис. .2) кривошипа 29 надевается рычаг 19 нитепритягивателя,
причем и его нижнее отверстие вставляется игольчатый подшипник 15. В среднее
отверстие рычага 19 вставлен палец звена 18, его задняя головка надета на
шарнирный палец 16, закрепленный винтом 17 в корпусе машины. Ушко 20 рычага 19
выведено в прорезь машины, и в него заправляется верхняя нитка.
Для определения траектории движения ушка 20 вычертим плоскостную схему
механизма.
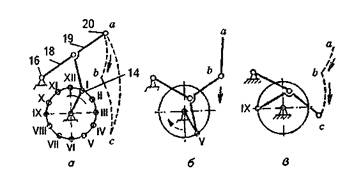
Рис.3
Для этого траекторию движения кривошипа (окружность) разделим на 12
равных частей (рис. 3,а). Поворотом махового колеса ушко 20 подведем в крайнее
верхнее положение, что соответствует положению I пальца 14 на окружности. При
повороте махового колеса ушко 20 медленно опускается вниз из положения I в
положение V (рис. 3,6) по траектории аЪ в результате поворота звена 18, из
положения V в положение .IX (рис. 3,в) оно движется по траектории be в
результате поворота рычага 19 на неподвижном звене 18, из положения IX в
положение I (рис. 3,а) ушко 20 быстро движется вверх в результате одновременного
движения звена 18 и рычага 19.
Механизм
челнока
В машине применяется центрально-шпульный, равномерно вращающийся челнок.
На главном валу двумя винтами 2 крепится зубчатый барабан 3; на
распределительном валу 18 двумя винтами 16 крепится нижний зубчатый барабан 15.
На эти барабаны надет зубчатый пластмассовый ремень 5, причем осевые смещения
ремня устраняются пружинными установочными кольцами 4, вставленными в кольцевые
канавки барабанов. Распределительный вал 18 вращается в шарикоподшипнике 17 и
двух втулках 19, 73. Осевые смещения распределительного вала 18 устраняются
установочным кольцом 20. На распределительном валу 18 двумя винтами 69 крепится
косозубая шестерня 21, с ней в зацепление входит шестерня 22, изготовленная
заодно с челночным валом (i = 1:2). Челночный вал вращается во втулке 30,
закрепленной в корпусе машины винтом 31. На левом конце челночного вала двумя
винтами 33 крепится челнок 34.
При вращении махового колеса челнок 34 получает вращение против часовой
стрелки.
Своевременность подхода носика челнока к игле регулируется поворотом
челнока 34 после ослабления винтов 33. Следует добиться того, чтобы при подъеме
иглы из крайнего нижнего положения на 1,6-1,9 мм носик челнока был выше ушка
иглы на 0,9-1,1 мм.
Зазор между иглой и носиком челнока 34, который должен быть равен
0,1-0,05 мм, регулируют осевым перемещением втулки 30 после ослабления винта
31.
Устройство
челночного комплекта
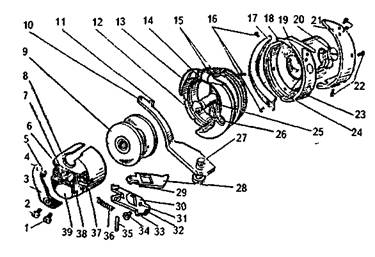
Рис.5
Челночный комплект состоит из челнока 23 (рис.5), шпуле держателя 13,
шпульного колпачка 39 и шпульки 9. Челнок 23 для захвата петли иглы имеет носик
18, внутри челнока профрезерован паз 24, в который пояском 12 вставлен
шпуледержатель 13. Паз закрывается боковым полукольцом 17, прикрепленным тремя
винтами 16 к внешней цилиндрической поверхности челнока. С другой стороны к
челноку 23 четырьмя винтами 22 прикрепляется верхняя пластина 21,
обеспечивающая надевание петли иглы на носик челнока. Челнок 23 двумя винтами
20 закреплен на челночном валу, его осевое отверстие закрыто заглушкой 19 для
осуществления автоматической смазки сопряжения паза 24 и пояска 12.
Движение замочка вправо ограничивается пальцем 29, упирающимся в правую
стенку окна 7. Движение замочка влево при открытой пластине 28 ограничивается
головкой винта 34, ввернутого через окно 37 в отверстие 31. Следует помнить,
что при отсутствии винта 34 замочек будет выскакивать из паза шпульного
колпачка. Палец 32 рычага 30 при открытой пластине 28 в окне 37 захватывает
стенку шпульки 9 и предохраняет ее от выпадания при установке в челночный
комплект. Палец 32 после установки шпульного колпачка должен войти в паз 26
шпуледержателя 13. Шпульный колпачок 39 своим вырезом 8 в шпуледержателе 13
должен быть установлен кверху так, чтобы выступы 15 оказались между стенками
выреза 8.
Чтобы произвести чистку внутренней поверхности челнока 23, выключают
электродвигатель и машину на шарнирных петлях переводят в горизонтальное
положение. Челночной отверткой последовательно вывертывают винты 16 и вынимают
боковое полукольцо 17. отвинчивают винт 27 и снимают пластину 10, а затем
шпуледержатель 13. Производят чистку челночного комплекта и в обратном порядке
собирают его. При этом следует проследить, чтобы палец 11 вошел в паз 14
шпуледержателя 13. Во избежание перекосов бокового полукольца 17 рекомендуется
сначала ввернуть все винты 16 на несколько оборотов, потом последовательно
завернуть их до конца.
Тип строчки
Двухниточная челночная строчка (рис. 2) образуется из 2-х ниток - верхней
А и нижней В, которые переплетаются в середине стачивающихся тканей или
материалов. Нитка А называется игольной, так как заправляется в ушке иглы,
нитка В называется челночной поскольку поступает со шпульки, находящейся внутри
челночного комплекта. Расстояние между двумя смежными проколами определяет
длину стежка L.
Широко применяется для изготовления различных видов одежды и белья.
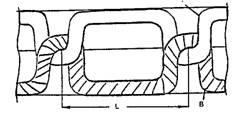
Рис. 6
швейный машина челнок нитепритягиватель
Преимущества:
. Малорастяжимая строчка в сравнении с цепной.
. Труднораспускаемая.
. Достаточно прочная, как в продольном так и в поперечном направлении.
. По сравнению с однониточным цепным стежком челночный стежок требует
меньшего расхода ниток.
Недостатки:
. Для получения челночного стежка требуются машины более сложных
конструкций.
. Частая замена шпульки в челночном устройстве понижает
производительность труда.
. Потеря прочности верхней нити происходит ввиду того, что на образование
стежка требуется значительно больше нити верхней, чем на сам стежок.
Принцип
образования челночного стежка
Переплетение ниток при образовании челночного стежка может проводиться с
помощью качающегося, колеблющегося или вращающегося челнока. Наибольшее
распространение получили машины с вращающимися челноками.
Верхнюю нитку с катушки обводят между шайбами регулятора натяжения,
вводят в ушко нитепритягивателя и заправляют в ушко иглы. Игла прокалывает
материал, проводит верхнюю нитку через него и опускается в крайнее нижнее
положение. При подъеме игла образует из нитки петлю, которую захватывает носик
челнока.
Игла начинает подниматься вверх, носик челнока, захватив петлю верхней
нитки, расширяет её. Нитепритягиватель, перемещаясь вниз, подает нитку челноку.
Петля верхней нитки челноком обводится вокруг шпульки.
Когда петля верхней нитки будет обведена на угол, больший 180°,
нитепритягиватель, поднявшись вверх, затянет стежок. Рейка переместит материал
на длину стежка.
Челнок совершает холостой ход, а в это время другие рабочие органы машины
(игла, рейка и нитепритягиватель) заканчивают свою работу.
По такому же принципу работают машины с колеблющимися челноками, менее
распространенными в швейной промышленности из-за неравномерного движения
челнока.
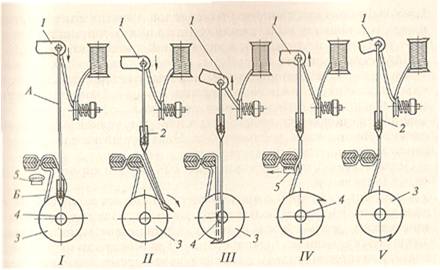
Рис. 7
Технологическая схема образования челночного стежка 1 -
нитепритягиватель, 2 - игла, 3 - челнок, 4 - шпулька, 5 - механизм перемещения
материалов, А - верхняя (игольная) нитка, Б - нижняя (челночная) нитка.
Характеристика
швейной машины 97 класса
Промышленная
швейная машина 97 класс предназначена для стачивания двухниточным челночным
стежком легких и костюмных тканей (сорочек, костюмов и женского платья).
Машинка отличается наличием роторного нитепритягивателя и автоматической смазки
механизмов и узлов. Машина 97 класса имеет много преимуществ: бесшумную работу,
высокую скорость, качественную строчку и принудительную непрерывную смазку, но
в отличие от 1022 класса <#"580912.files/image009.jpg">
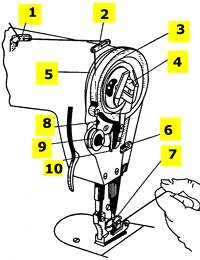
Смазке следует уделить большое внимание. 97 класс - машина
высокоскоростная и отсутствие смазки может привести к неисправностям и даже
заклиниванию. В швейной машине 97-А использована автоматическая подача масла к
трущимся деталям и узлам. Для этого установлен насос 6, корпус которого
прикреплен к платформе. Лопасти насоса вращаются через червячную передачу 10 от
нижнего распределительного вала 5. Масло подается по распределительным
пластмассовым маслопроводам к трущимся поверхностям деталей. Масло поступает по
трубопроводу через фильтр 7, опущенный в картер с маслом. При нормальной работе
насоса и при наличии масла в картере машины масло должно струей ударяться в
прозрачный колпачок 1, расположенный на рукаве машины. Это позволяет наблюдать
за работой системы смазывания. Поданное от насоса по маслопроводу 2 в рукав
машины масла заполняет пространство между втулкой и главным валом, а также
смазывает шарикоподшипники и игольчатый подшипник в механизме иглы. Излишки
масла через фитиль поступают в правый шарикоподшипник на главном валу машины.
Масло по отводящим маслопроводам 3 и 4 поступает обратно в картер машины. По
маслопроводу 9 в платформе машины от насоса 6 масло поступает во втулку
механизма челнока, где оно распределяется для смазывания шестерен, челночного
вала шестерни и челночного устройства. По маслопроводу 8 масло подается для
смазывания игольчатых подшипников механизма двигателя ткани. При эксплуатации
машины необходимо следить через прозрачный колпачок 1 за работой системы
смазывания и при уменьшении количества масла в картере своевременно его
дополнять. Для смазывания промышленных машин: класс 97, 1022, 22 и др.,
используется масло индустриальное И-12А и И-20А.
Заправка
верхней и нижней нити машин 97 класса
Игольную нитку проводят через отверстия нитенаправителей 1, 2 на рукаве
машины. Нитку пропускают через щель 5 на фронтальной доске машины. Выводят
нитку из щели 5 через отверстие 8 фронтальной доски, обводят между шайбами 9
регулятора натяжения. Заводят за крючок компенсационной пружины и обводят верх
нитенаправительный уголок 10. Затем, заводят игольную нитку в щель между
фронтальной доской и кольцом 3 и набрасывают на кулачковую поверхность
нитепритягивателя 4, выводят из под кольца 3 и заправляют в нитенаправитель 6,
на фронтальной доске, и в проволочный нитенаправитель на игловодителе, и
наконец, вводят в ушко иглы 7. При заправке нитки, оставляют свободный конец
нитки длиной 70...80 мм, который необходим для вытягивания челночной нитки.
Заправка ниток должна производиться строго по инструкции, при неправильной
заправке? швейная машина 97 класс сразу перестает работать. Кстати одно из
неудобств - при обрыве нитки, не сразу швея замечает это, и нитка молниеносно
наматывается на кулачковый нитепритягиватель.
Механизм иглы
Механизм иглы (рис. 17). В принципе он не отличается от аналогичного
механизма 22-А класса, однако конструктивно выполнен более совершенно:
укороченный, облегченный, тонкий игловодитель 8 в своем движении направляется
не только втулками 4, но и направляющей для вкладыша 7, надетого на палец
шпильки 11. Эта направляющая снабжена автоматической смазкой. Верхняя головка шатуна
9 смонтирована на игольчатом подшипнике.
Механизм
нитепритягивателя
(рис. 18). Механизм одинарный вращающийся, состоит из пальца кривошипа 1,
диска рычага нитепритягивателя 3, жестко закрепленного винтами 2 на пальце, и
самого нитепритягивателя - детали своеобразной формы, которая привинчивается к
рычагу. Регулировка механизма показана на рисунке стрелками (Р). Механизм не
требует смазки.
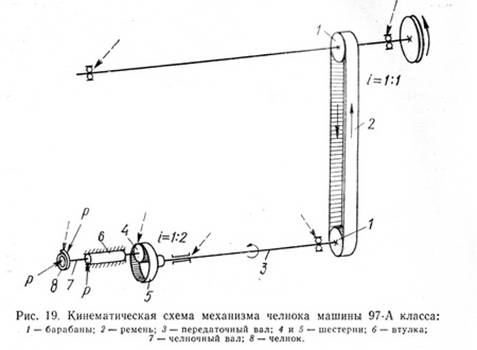
Механизм
челнока
(рис. 19). В отличие от механизма челнока машины 22-А класса механизм
челнока 97-А класса выполнен с применением автоматической смазки. От главного
вала вращение челночному валу 7 передается системой зубчатых барабанов 1 и
шестерен 4 и 5 через передаточный вал 3, опорами которого служат шариковый
подшипник и втулка, вмонтированная в отверстия приливов платформы.
Передаточное отношение от главного вала к передаточному 1=1:1, а к
челночному валу 1:2. Шестерни расположены в картере с маслом.
Механизм имеет устройство для автоматической подачи масла: из картера в челнок
8 через осевое отверстие в челночном валу.
Список использованной литературы
1. В.В.
Франц В.Я. Швейные машины. Иллюстрированное пособие. М.: Легпромбытиздат,
1986г.
2. Савостицкий
А.В., Меликов Е.Х.,”Технология швейных изделий”.Для вузов. М.: Легкая и пищевая
промышленность, 1982 г.
. Суворова
О.В. Швейное оборудование. (Сер. «Учебники 21 века».) - Ростов н/Д: изд-во
«Феникс», 2000.- 352с.
. Слободянюк
Э.А.Малик С.А. Лабораторный практикум по оборудованию швейного производства.
Для техникумов. М.: Легпромиздат,1986 г.