Проект детали 'Крышка подшипника'
Содержание
Описание
конструкции и назначение детали
Маршрут
обработки детали
Технологический
процесс технического контроля
Выбор
видов контроля
Выбор
и обоснование средств контроля
Определение
разряда работ исполнителей технического контроля
Расчет
норм времени на операции технического контроля
Проектирование
средств технического контроля
Список
использованных источников
Описание конструкции и назначение детали
Крышка подшипника - это деталь тело вращения.
Относится к деталям класса втулок. Образована наружными и внутренними
поверхностями вращения. Конструкция детали представляет собой взаимное
пересечение цилиндрических поверхностей.
Имеются четыре отверстии диаметром 9 мм, которые
предназначены для крепления крышки к корпусу редуктора.
Отсюда можно сказать, что крышка выполняет роль
опоры при вращении других деталей в сборочном узле.
Материал заготовки - серый чугун СЧ 15-32 ГОСТ
1412-70
Чугун серый - сплав железа с графитом, который
присутствует в виде пластинчатого или волокнистого графита.
Серый чугун характеризуется высокими литейными
свойствами (низкая температура кристаллизации, текучесть в жидком состоянии,
малая усадка) и служит основным материалом для литья. Он широко применяется в
машиностроении для отливки станин станков и механизмов, поршней, цилиндров.
Кроме углерода, серый чугун всегда содержит в себе другие элементы. Важнейшие
из них это кремний и марганец. В большинстве марок серого чугуна содержание
углерода лежит в пределах 2,4-3,8%, кремния 1-4% и марганца до 1,4%. Цена за
тонну СЧ составляет от 6000 до 15000 рублей в зависимости от региона.
Заменители: СЧ 25, СЧ 30, СЧ 35.
Характеристики СЧ 15-32 ГОСТ 1412-70
Таблица 1.
Химический состав
|
чугун
|
Химический
состав
|
|
углерод
|
кремний
|
марганец
|
фосфор
|
сера
|
хром
|
никель
|
|
|
|
|
Не
более
|
|
СЧ
15-32
|
3,2
- 3,5
|
2,0
- 2,4
|
0,7
- 1,1
|
0,4
|
0,15
|
0,15
|
0,5
|
Таблица 2.
Механические свойства
|
Чугун
|
Механические
свойства, не менее
|
Назначение
чугуна
|
|
Предел
прочности, кгс/мм2
|
Стрела
прогиба (мм) при расстоянии между опорами, мм
|
Твердость
НВ
|
|
|
при
растяжении
|
при
изгибе
|
600
|
300
|
|
|
|
СЧ
15-32
|
15
|
32
|
8
|
2,5
|
163-229
|
Рукоятки,
крышки и другие неответственные отливки
|
Маршрут обработки детали
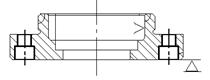
Маршрут технологического процесса механической
обработки крышки подшипника, изображенного на рисунках 1, приведен в таблице 3.
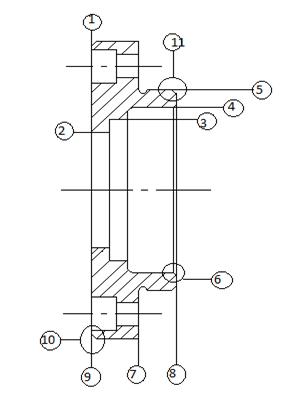
Рис.1. Эскиз детали с простановкой номеров
обрабатываемых поверхностей.
Таблица 3. Маршрутная технология обработки
детали типа «втулка»
|
№
|
Наименование
операции обрабатываемой поверхности
|
Эскиз.
Схема базирования и установки детали
|
Применяемое
оборудование
|
|
000
|
Заготовительная.
Литье (отливка с отверстием)
|
|
Литье
в кокиль без песчаных стержней
|
|
005
|
|
Проверить
соответствие марки материала, диаметральные и линейные размеры заготовки
нормативным документам
|
|
010
|
Термическая.
Нормализация
|
|
Печь
|
015 Токарная
программная. Обработать отверстия 2,3 и 4; поверхность вращения 5; торец 8;
уступ 7; фаски 6 и 11. Черновая 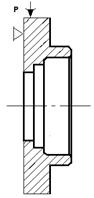 Токарный с ЧПУ
Токарный с ЧПУ
мод.
16К20Ф3С5
Резец
проходной отогнутый ВК8 ГОСТ 18877-82;
Резец
проходной упорный ВК8 ГОСТ 18879-82;
Резец
расточной упорный ВК8 ГОСТ 18882-73.
|
Револьверная
головка по ГОСТ 3859-83.
|
|
020 Токарная
программная. Обработать торец 8; уступ 7; отверстие 3; паз. Чистовая 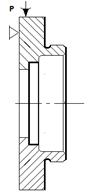 Токарный
станок ЧПУ 16К20Ф3С5
Токарный
станок ЧПУ 16К20Ф3С5
Резец
проходной отогнутый ВК8 ГОСТ 18877-82;
Резец
проходной упорный ВК8 ГОСТ 18879-82;
Резец
фасонный ВК8 ГОСТ 18884-82.
|
Револьверная
головка по ГОСТ 3859-83.
|
|
|
|
025
|
Операционный
контроль
|
|
Проверка
линейных и диаметральных размеров, фасок
|
030 Токарная
программная. Обработать торец 9; наружную поверхность 1; фаску 10. Черновая,
чистовая  Токарный
станок с ЧПУ 16К20Ф3С5
Токарный
станок с ЧПУ 16К20Ф3С5
Резец
проходной отогнутый ВК8 ГОСТ 18877-82;
Резец
проходной упорный ВК8 ГОСТ 18879-82;
Резец
расточной упорный ВК8 ГОСТ 18882-73.
|
Револьверная
головка по ГОСТ 3859-83.
|
|
|
|
035
|
Операционный
контроль
|
|
Проверка
линейных и диаметральных размеров, фаски
|
040 Фрезерная
программная. Обработать поверхность вращения ø 124 мм. 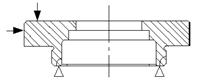 Фрезерный
станок с ЧПУ мод. 6Т104.
Фрезерный
станок с ЧПУ мод. 6Т104.
|
Концевая
твердосплавная фреза ø
10 мм,
по ГОСТ 18372 - 73.
|
|
|
|
045
|
Операционный
контроль
|
|
Контроль
среза диаметрального размера.
|
050 Cверлильная
программная. Обработать 4 отверстия: сверлением - ø 9; фрезерованием
- ø
14.  Радиально-сверлильный
станок 2М55
Радиально-сверлильный
станок 2М55
Сверло
твердосплавное цельное 9мм, ВК8 ГОСТ 17275 - 71;
|
Концевая
твердосплавная фреза 14 мм, ВК6М ГОСТ 18372 - 73.
|
|
|
|
055
|
Операционный
контроль
|
|
Проверка
диаметральных размеров
|
|
060
|
Термообработка
|
|
Электропечь
|
065 Плоскошлифовальная.
Шлифование поверхность 8. 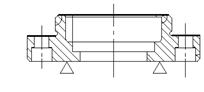 Плоскошлифовальный
станок мод. 3Д740В
Плоскошлифовальный
станок мод. 3Д740В
|
Шлифовальный
алмазный круг А8 по ГОСТ 16168 - 80.
|
|
|
|
070
|
Операционный
контроль
|
|
Проверка
отшлифованных диаметров, контроль шероховатости поверхности.
|
|
075
|
Помывка
|
|
УБР
- 200, машина моечная
|
|
080
|
Приемочный
контроль
|
|
Проверить
линейные и диаметральные размеры, шероховатость, технические требования
|
|
085
|
Упакование
|
|
|
Технологический процесс технического контроля
детали
Процесс технического контроля является
неотъемлемой частью технологического процесса изготовления детали типа втулка.
Процессы и операции технического контроля
разрабатываются совместно с технологическим процессом обработки и обеспечивают
необходимую взаимосвязь и взаимодействие этих процессов.
Спроектируем процесс технического контроля
детали типа втулка (серийное производство).
Таблица 4. Технологический процесс технического
контроля
|
Вид
контроля
|
Контролируемые
параметры
|
Средства
контроля
|
Охват
контролем
|
Исполнитель
контроля
|
|
Входной
контроль
|
Контроль
линейных и диаметральных размеров и припусков под обработку.
|
Штангенциркуль
|
Выборочный
|
Кладовщик,
контролер БТК 2-го разряда
|
|
Операционный
контроль
|
Контроль
диаметральных и линейных размеров, расположения отверстия.
|
Выборочный
|
Рабочий,
цеховой контролер.
|
|
Приемочный
контроль по чертежу и ТУ
|
Контроль
линейных и диаметральных размеров, фасок, шероховатости поверхностей,
параллельность.
|
Штангенциркуль,
образцы шероховатости, калибры-пробки, калибр-скоба, индикатор часового типа
|
Сплошной
|
Контролер
ОТК
|
Выбор видов контроля
Для среднесерийного производства разработаем
технологию контроля с операционным описанием.
Входной контроль - выборочный.
Операционный контроль - выборочный.
Приемочный контроль - сплошной (контроль
отклонений) и выборочный (контроль геометрических параметров). Применяют
универсальные и специальные средства контроля.
Выбор и обоснование средств контроля
Выбор средств контроля должен обеспечивать
следующие показатели, такие как точность измерения, достоверность, трудоемкость,
стоимость контроля.
Выберем средства контроля для входного,
операционного и приемочного контроля.
Входной контроль:
Проверим линейные размеры 15; 11,4; 25,4 и
диаметральные размеры ø129,6;
ø47,2; ø72,4; ø95,6
Допустимая погрешность измерения:
15 δ=0,45
,4 δ=0,45
,4 δ=0,5
ø129,6 δ=0,8
ø47,2 δ=0,6
ø72,4 δ=0,7
ø95,6 δ=0,7
Для контроля размеров назначим штангенциркуль
ЩЦ-I-150-0,05 ГОСТ 166-80, для которого погрешность показаний Δ=0,05мм,
что удовлетворят условию Δ<δ=0,1
мм.
Операционный контроль:
Проверить линейные размеры: 22;10;7;3;12;6 и
диаметральные размеры: Ø52,
Ø78,
Ø 124, Ø 14,
Ø 9, Ø62Н8,
Ø90d8.
Допустимая погрешность измерения [4, с. 72
табл.16]:
22 δ=8,0
10 δ=7,0
7 δ=5,0
3 δ=4,0
12 δ=7,0
6 δ=5,0
Ø52 δ=12,0
Ø78 δ=12,0
Ø124 δ=16,0
Ø14 δ=7,0
Ø9 δ=5,0
Ø60Н8 δ=0,046
Ø90d8 δ=0,054
Для контроля размеров 12 и 6 выбираем
ЩЦ-I-125-0,1 ГОСТ 166-80, у которого погрешность показаний Δ=0,05мм,
что удовлетворят условию Δ<δ=0,1мм.
Для контроля размеров Ø52;
Ø78;
Ø124;22;10;7;3
выбираем ШЦ-II-150-0,1 ГОСТ 166-80, у которого погрешность показаний Δ=0,05мм,
что удовлетворят условию Δ<δ=0,1мм.
Для контроля размеров Ø
62Н8
и Ø
90d8 примем микрометр МК-75-2 ГОСТ 6507-78 и МК-100-2 ГОСТ 6507-78, у которого
погрешность показаний Δ=0,004мм,
что удовлетворят условию Δ<δ=0,01мм.
Для контроля размеров Ø14,
Ø
9
выбираем комплект калибров.
Приемочный контроль:
Проверяются все размеры контролером ОТК наиболее
точные и ответственные размеры контролируются:
Для контроля шероховатости поверхностей Ra 1,25,
Ra 3,25, Rz 20 используем набор образцов шероховатости ГОСТ 2789-73.
Для проверки требования отклонения от
параллельности поверхностей используем контрольное приспособление, который
состоит из плиты, оправки и индикатора ИЧ 02 кл.0 ГОСТ 577-68.
Определение разряда исполнителей контроля
При определении разряда работ и профессии
исполнителя контроля рассматриваются только штатные контролеры, а также
учитывается то, что в знания и навыки контролеров каждого последующего разряда
обязательно входят знания и навыки контролеров всех предыдущих разрядов.
В таблицах 5,6 и 7 определен разряд исполнителей
контроля [4, с81-85].
Таблица 5 - Контроль входной
|
Работа
контролера по:
|
Разряд
|
|
Наименованию
детали
|
2
|
|
Выполняемых
функций
|
2
|
|
Сложности
конструкции детали
|
2
|
|
Контролируемому
параметру
|
2
|
|
Точности
контролируемого параметра
|
2
|
|
Наименованию
средств контроля
|
2
|
|
Специальным
требованиям к контролеру
|
2
|
2
|
|
Итоговый
разряд:
|
2
|
Таблица 6 - Контроль операционный
|
Работа
контролера по:
|
Разряд
|
|
Наименованию
детали
|
2
|
|
Выполняемых
функций
|
3
|
|
Сложности
конструкции детали
|
3
|
|
Контролируемому
параметру
|
3
|
|
Точности
контролируемого параметра
|
3
|
|
Наименованию
средств контроля
|
3
|
|
Специальным
требованиям к контролеру
|
2
|
|
Признакам
категорий состава исполнителей технического контроля
|
3
|
|
Итоговый
разряд:
|
3
|
Таблица 7 - Контроль приемочный
|
Работа
контролера по:
|
Разряд
|
|
Наименованию
детали
|
2
|
|
Выполняемых
функций
|
3
|
|
Сложности
конструкции детали
|
3
|
|
Контролируемому
параметру
|
3
|
|
Точности
контролируемого параметра
|
3
|
|
Наименованию
средств контроля
|
3
|
|
Специальным
требованиям к контролеру
|
3
|
|
Признакам
категорий состава исполнителей технического контроля
|
3
|
|
Итоговый
разряд:
|
3
|
Расчет норм времени на операции контроля
Трудоемкость контроля:
Рассчитаем показатель трудоемкости для контроля
одной детали из партии
ТК = ТПК + ΣΣtij,
[2, ст. 12]
где n - число контролируемых параметров,- число
операций технического контроля по каждому параметру, m = 1;- трудоемкость
операций технического контроля.
ΣΣ tij =
0,077+0,027+0,049+0,054+0,2+0,1+0,066+0,066+0,086+0,086+
+0,118+0,03=0,959 мин.
ТПК - трудоемкость подготовки к контролю
ТК = 0,24+0,959 = 1,199 мин
Временной показатель:
Рассчитаем временной показатель для контроля
одной детали из партии.
KB = 
КВ = 0,959/1,199 = 0,8
Трудоемкость операций ТК составляет
80% от трудоемкости всего процесса ТК. Соответственно, подготовка к контролю
занимает 20%. Следовательно, деталь технологична.
ПРОЕКТИРОВАНИЕ СРЕДСТВ КОНТРОЛЯ
Для проверки наружного диаметра ø90d8
выбираем регулируемую калибр - скобу одностороннюю двупредельную.
Отклонения размера: 
Значение допуска и отклонения
середины поля допуска:
Н1= 20 мкм, Z1 = 11 мкм.
Определю исполнительные размеры
калибр - скобы:
ПРmin=
dmax-Z1- H1/2 = d+es- Z1- H1/2 = 90-0,120-0,011-0,020/2 = 89,859 мм
НЕmin= dmin- H1/2 = d+iе- H1/2=90 -
0,174- 0,020/2 =89,816мм
На чертеже укажем размеры
ПРmin=89,859+0,004мм, НЕmin=89,816+0,004мм.
Для проверки внутреннего диаметра 14
выбираем калибр-пробку со вставками.
Отклонения размера: 
Н1= 6 мкм, Z1 = 5,5 мкм.
Определю исполнительные размеры
калибр - пробки:
ПРmin=
Dmax-Z1- H1/2 = D+Es- Z1- H1/2 = 14-0,215 - 0,0055 -0,006/2 = 13,7765 мм
НЕmin= Dmin- H1/2 = D-Iе-
H1/2=14+0,215 - 0,006/2 = 14,212 мм
Список использованных источников
Методические
указания к выполнению лабораторно-практической работы «Проектирование
технологических процессов и операций технологического контроля» по дисциплине
«Контроль в технологии машиностроения». - Екатеринбург, 1999. - 28с.
Методические
указания к выполнению курсового проекта по дисциплине «Технический контроль в
машиностроении». - Екатеринбург, 2002. - 31с.
Допуски
и посадки: Справочник в 2-х ч. / Под ред. В.Д. Мягкова, - Л.: Машиностроение,
1978 - 1032с.
Технический
контроль в машиностроении / Под общ. ред. В.Н. Чупырина, А.Д. Никифорова, - М.:
Машиностроение, 1987. - 512с.
1.