|
Плотность, ρ г/см³
|
2,71
|
|
Температура литья, ºС
|
700…730
|
|
Линейная усадка, %
|
1,00
|
|
Временное сопротивление σв, МПа
|
200
|
|
Относительное удлинение σо, %
|
0,50
|
Заготовки для поршней.. Заготовки алюминиевых поршней получают литьем в
кокиль на специальных карусельных кокильных машинах, обеспечивающих высокий
уровень точности и стабильность процесса.
Перед заливкой алюминиевый сплав очищается от шлаков и включений
продувкой азотом.
Сплав должен подвергаться входному контролю согласно утверждённым
техническим условиям. Металл запускают в производство только в том случае, если
он отвечает установленным требованиям. При входном контроле проверяют:
химический состав, микроструктуру, размер зерна, механические свойства металла,
прокаливаемость.
Первой операцией изготовления заготовки является получение отливки. Перед
заливкой металла все внутренние поверхности формы покрывают краской (типа lАФ-2
или 2КМФ), кокиль подогревают до температуры 220 ... 280є С. После сборки
кокиля (установка центрального стержня, терморегулирующих пластин и
стержня-пальца) заливают сплав под давлением при температуре 730є С.
На второй операции удаляется литниковая система, и зачищаются заусенцы на
опорной части.
Третья операция осуществляется на автоматизированном агрегатном станке,
на котором обрабатывается наружная поверхность, обрезается прибыль, снимаются
фаски, протачивается днище и контролируется масса заготовки.
На четвертой операции заготовка термообрабатывается для стабилизации
структуры металла и снятия внутренних напряжений. Отжиг проводится при
температуре 220 ... 350є С в течение 1 часа с последующей выдержкой в течение 5
часов при температуре 220є С.
Твёрдость поршня 100 - 130 НВ
Расчет коэффициента использования металла
В конструкцию изделия заложен минимально необходимый коэффициент
использования металла для механической обработки резанием.
Рассчитаем коэффициент использования металла:
Ким =( Мдет / Мзаг )×100%, (1.4.)
где Мдет - масса готовой детали, кг.
Мзаг - масса отливки, кг.
Ким = (0,840 / 1,177 )×100% = 71,36 %
1.6 Анализ базового маршрута обработки изделия
В автотракторостроении поршни обрабатывают с использованием
многошпиндельных полуавтоматов, агрегатных станков и автоматических линий. При
больших программах выпуска, учитывая широкую унификацию деталей
шатунно-поршневой группы, наиболее целесообразно создавать заводы-автоматы по
производству поршней.
На основании технических требований к детали, требований к механическому
процессу обработки назначен технический маршрут обработки.
Операция 010 Токарная. Токарный многорезцовый п/автомат, мод. 1Н713.
Расточить кольцевую выточку Ǿ 94,1÷94,0. зацентровать поршень со стороны
головки, выдержав толщину дна 10,0÷9,2; (рис. 1.7.)
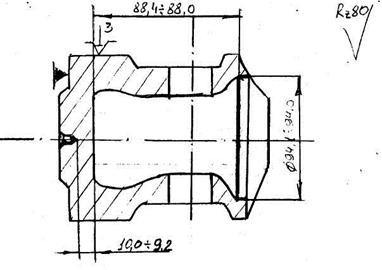
Рис. 1.7.
Операция 015 Агрегатная. Вертикально-сверлильный станок 2Н150.
Сверлить напроход два технологических отверстия Ǿ 9,5 с образованием
2-х фасок 0,5х45º (одновременно); развернуть напроход два технологических
отверстия, выдержав Ǿ 10,016÷10,000 и шероховатость 0,69 (рис. 1.8.)
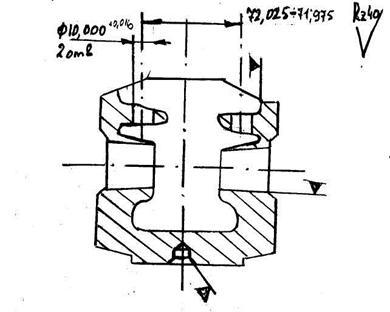
Рис. 1.8.
Операция 020 Токарная. Токарный многорезцовый п/автомат, мод. 1Н713.
Обточить предварительно с продольного суппорта головку поршня; обточить
предварительно с продольного суппорта юбку поршня; подрезать предварительно с
поперечного суппорта торец головки; подрезать с поперечного суппорта торец
юбки.
Выдержать размеры: 101,5 ÷ 101,3; 101,7 ÷ 110,3;
ø 102,4 ÷
102,17; ø 101,8 ÷ 101,57 (рис. 1.9.).
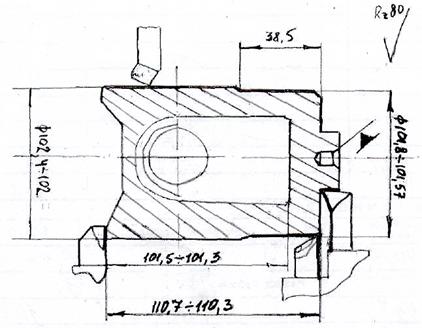
Рис. 1.9.
Операция 025 Фрезерная. Специальный агрегатный станок ПЗА-С18.
Фрезерование горизонтальных прорезей одновременно с двух сторон до
соединения с литейными окнами, шириной 2,75÷2,5 и выдержав размеры 73,6÷73,2 (рис. 1.10.).
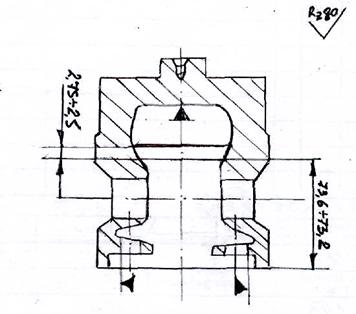
Рис. 1.10.
Операция 030 Токарная. Токарный многорезцовый п/автомат, мод. 1Н713.
Обточить с продольно суппорта юбку поршня под шлифовку, обточить
окончательно головку; подрезать окончательно с заднего суппорта торец дна;
проточить с поперечного суппорта 4 канавки; обточит на головке уступ и снять
фаски, выдержав размеры: ø 99,20 ÷ 99,06; ø 88,60 ÷
88,37; ø
100,6 ÷ 100,4 и
размеры 2,070 ÷ 2,045; 5,050 ÷ 5,020 (рис. 1.11.)

Рис. 1.11.
Операция 035к - Операционный контроль
Операция 040 Расточная (предварительная). Отделочно-расточной станок
2706.
Предварительно расточить в линии два отверстия под поршневой палец с
одной стороны, выдержав размеры ø 27,2 ÷
27,1 (рис. 1.12.)
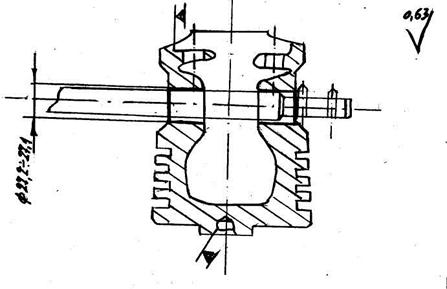
Рис. 1.12.
Операция 045 Круглошлифовальная. Копировально-шлифовальный станок КШ312Н.
Шлифовать юбку поршня по овалу, с образованием бочкообразного профиля
(рис. 1.13.).
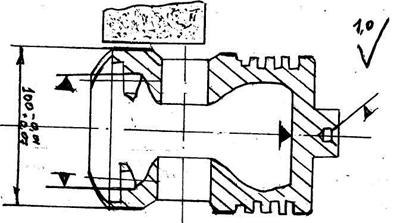
Рис. 1.13.
Операция 050 Расточная (окончательная). Спец. отделочно-расточной станок
мод. ОСООР1В2243.
Расточить окончательно в линию два отверстия до ø
27,92 ÷ 27,905
(рис. 1.14.).
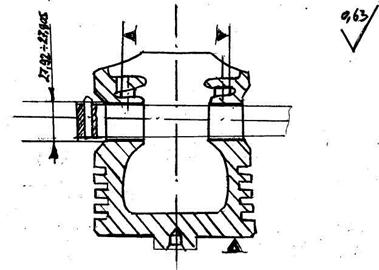
Рис. 1.14.
Операция 055 Автоматно-линейная. Автоматическая линия ЛА-25.
Расточить в отверстии под п/палец две стопорные канавки; снять 2 фаски в
отверстии; цековать бобышку на торце головки заподлицо (рис. 1.15.).
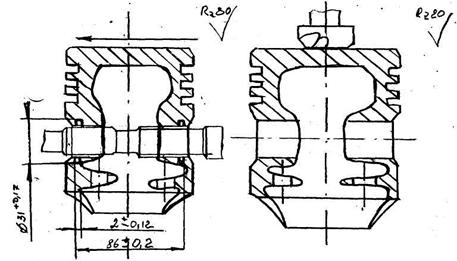
Рис. 1.15.
Операция 060 Токарная. Токарный многорезцовый п/автомат, мод. 1А720.
Подрезать весовые бобышки (рис. 1.16.), выдержав вес поршня:
±5 гр; 815±5гр;
±5гр; 835±5гр.
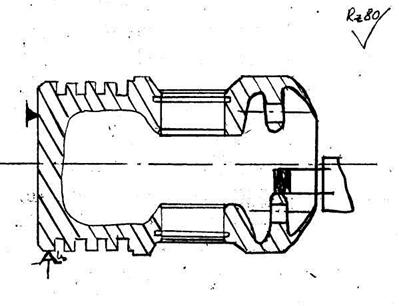
Рис. 1.16.
Операция 065 Слесарная. Напильник плоский - Притупить острые кромки на
внутренней поверхности поршня со стороны торца юбки.
Операция 070 Гальваническая. Агрегат для лужения мод. 4000-0123 - Лудить
поршень контактным способом (в три потока).
Операция 075 Развертывание. Установка для развертывания ПЗА-С28.
Развернуть отверстие для поршневого пальца предварительно и окончательно
(рис. 1.17.).
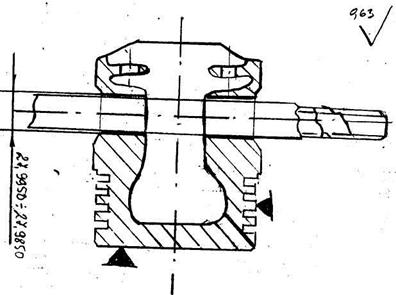
Рис. 1.17.
Операция 080 Моечная. Машина моечная мод. МПУ-1400 - Промыть поршень
горячей водой нагретой до t = 90º. Обдуть сжатым воздухом.
Операция 085к Приемочный контроль.
Проанализировав базовый технологический процесс изготовления поршня №
130-1004015-А3 сделать следующие выводы:
Для обработки овально-бочкообразного профиля в базовом технологическом
процессе используется метод круглого врезного шлифования (абразивный метод),
при котором абразивный круг заправлен по соответствующему профилю (бочке) и
совершает возвратно-поступательное перемещение с помощью копировального
устройства. Этот метод по сравнению с токарным (лезвийным методом) имеет
несколько недостатков:
при шлифовании возможно шаржирование наружной поверхности
поршня мелкими абразивными зернами, что приводит к ускоренному износу зеркала
цилиндра;
шлифовальный метод позволяет получать профили только с
одним определенным значением овальности, в то время как в современных
конструкциях двигателей используются поршни, наружная поверхность которых имеет
сложный профиль с несколькими значениями овальности;
шлифованием невозможно получение поверхности с микропрофилем.
Поэтому, в новом технологическом процессе для обработки
овально-бочкообразного профиля выбираем токарный метод обработки. Для этого на
токарной операции два станка: токарный многорезцовый полуавтомат модели 1Н713
(2 шт.) и копировально-шлифовальный станок модели ХШ312Н1, заменяются токарным
патронно-центровым станком с ЧПУ модели 16А20Ф3 и полуавтоматом специальным для
обработки поверхностей поршней модели МК6763Ф3.
Новый маршрут обработки будет следующим:
Операция 010 Токарная - Токарный многорезцовый п/автомат, мод. 1Н713 -
Расточить кольцевую выточку Ǿ 94,1÷94,0. зацентровать поршень со стороны
головки, выдержав толщину дна 10,0÷9,2;
Операция 015 Агрегатная. Вертикально-сверлильный станок 2Н150 - Сверлить
напроход два технологических отверстия Ǿ 9,5 с образованием 2-х фасок
0,5х45º
(одновременно);
развернуть напроход два технологических отверстия, выдержав Ǿ
10,016÷10,000 и
шероховатость 0,69
Операция 020 Токарная - Токарный станок с ЧПУ мод. 16А20Ф3.
Обточка наружного диаметра, предварительная подрезка торца, обточка
бобышек, окончательная подрезка торца.
Операция 025 Фрезерная. Специальный агрегатный станок ПЗА-С18 -
Фрезерование термостабилизационных прорезей одновременно с двух сторон до
соединения с литейными окнами, шириной 2,75÷2,5 и выдержав размеры 73,6÷73,2 -прорезей.
Операция 030 Расточная (предварительная). Отделочно-расточной станок 2706
- Предварительная расточка отверстия под поршневой палец, выдержав размеры ø
27,2 ÷ 27,1.
Операция 040 Токарная. - Токарный станок с ЧПУ, оснащенный системой
бескопирной обработки поршней мод. МК6763Ф3. - Прорезка канавок под кольца с
окончательной подрезкой торца, окончательная обточка наружного диаметра
головки, предварительная обточка наружного диаметра юбки с образованием фаски,
окончательная обточка наружного диаметра юбки
Операция 045 Расточная (окончательная) -. Оделочно-расточной станок мод.
ОСООР1В2243 - Окончательная расточка отверстия под поршневой палец до ø
27,92 ÷ 27,905
(рис. 1.14.).
Операция 050 Автоматно-линейная. Автоматическая линия ЛА-25 - Расточка
канавок под стопорные кольца в отверстии под палец, цекование заподлицо бобышки
на торце головки.
Операция 055 Токарная. Токарный многорезцовый п/автомат, мод. 1А720 -
Подрезка весовых бобышек (подгонка по весу).
Операция 060 Слесарная. Напильник плоский - Притупить острые кромки на
внутренней поверхности поршня со стороны торца юбки.
Операция 065 Гальваническая. Агрегат для лужения мод. 4000-0123 - Лужение
поршня.
Операция 070 Развертывание. Специальная установка для развертывания
ПЗА-С28 - Развертывание отверстия под поршневой палец.
1.7 Анализ схемы базирования и закрепления
детали
При разработке технологического процесса механической обработки технолог
выбирает комплект базовых поверхностей для изготовления детали, которые
определяют точность получения тех или иных размеров детали. Установка заготовки
в приспособлении определяет её положение относительно режущего инструмента.
В процессе механической обработки детали должны быть определенным образом
ориентированы относительно траекторий формообразующих движений и движений
подач, реализуемых механизмами и узлами станков.
Эта задача решается базированием. В общем случае базированием называется
придание заготовке требуемого положения относительно выбранной системы
координат (ГОСТ 21495-76). Термин "требуемое положение" означает
здесь обобщенное понятие, которое может быть определено как такое положение
заготовки относительно режущего инструмента, которое обеспечивает реализацию
технических требований на размеры и форму поверхности, обработанной на данной
операции.
Для обработки поршня используют вспомогательные установочные базы,
которые подготовляют на операции предварительной обработки заготовки. При этом
у поршней со сплошной юбкой вспомогательной базой являются внутренний поясок
юбки и центровое отверстие в бобышке днища поршня. У поршней с вырезанной юбкой
для базирования используют вспомогательные базы в виде площадок, выполненных на
нижней плоскости приливов бобышек в отверстиях под палец, и два установочных
отверстия на этих площадках.
Обработка вспомогательных баз - растачивание пояска на юбке, подрезание
торца юбки, подрезание бобышки и центрирование отверстия или обработка
плоскостей бобышек и двух установочных отверстий в них - осуществляется обычно
на многорезцовых токарных полуавтоматах или агрегатных станках. Поршень
базируют по наружной поверхности головки с упором его днища в приспособление.
Поршни - тонкостенные детали с необрабатываемыми внутренними
поверхностями, поэтому одним из важных требований при их изготовлении является
получение равномерной толщины стенок. Литье в кокиль обеспечивает высокую
концентричность наружной и внутренней поверхностей поршней, что дает
возможность на первой операции при подготовке вспомогательных баз центрировать
поршень по наружной поверхности головки. При обработке заготовок поршней,
полученных другими методами и имеющих меньшую точность, базирование на первой
операции осуществляют по внутренней поверхности заготовки с поджимом поршня по
отверстию под поршневой палец.
За черновую установочную базу принимаем торец и наружный диаметр детали,
затем производится обработка промежуточных баз (выточка) и одна из основных баз
- центровое отверстие. На следующем этапе обрабатывается вторая основная база -
два технологических отверстия.
В итоге на основных операциях технологического процесса основными базами
являются два технологических отверстия и центровое отверстие (рис. 1.18.).
Рис. 1.18.
1.8 Обоснование и выбор методов обработки
При выборе методов обработки учитывают годовой объем производства,
ассортимент производимых изделий, степень повторяемости производственного
процесса технологическую сложность готовой продукции (размеры, массу)
используемую при сборке технику и технологию.
Если программа выпуска велика, то требуется большое количество
производственных площадей, оборудования, оснастки и инструмента, так как каждое
рабочее место должно быть оборудовано для выполнения всего комплекса
производственных работ.
Характер технологического процесса обработки поршня зависит от требуемой
точности, качества поверхности. Учитывая эти факторы, выбираются
соответствующие методы обработки.
В таблице 1.3. представлен перечень поверхностей и элементов конструкции
поршня и возможные методы их обработки.
Как видно из таблицы, часть поверхностей может быть обработана только
одним методом, для обработки другой части возможны два варианта.
Для центрового отверстия и выточки со стороны юбки выбираем токарный
метод, при котором возможна их одновременная обработка с использованием
серийного оборудования. Для обработки весовых бобышек выбираем также токарный
метод.
Для обработки овально-бочкообразного профиля в базовом технологическом
процессе используется метод круглого врезного шлифования (абразивный метод),
при котором абразивный круг заправлен по соответствующему профилю (бочке) и
совершает возвратно-поступательное перемещение с помощью копировального
устройства. Этот метод по сравнению с токарным (лезвийным методом) имеет
несколько недостатков:
Таблица 1.3.
Методы обработки поверхностей поршня
|
Обрабатываемые поверхности или элементы конструкции поршня
|
Метод обработки
|
|
Токарный
|
Расточной
|
Сверлильный
|
Фрезерный
|
Шлифо- вальный
|
|
Наружные поверхности
|
+
|
|
|
|
|
|
Овально-бочкообразный профиль юбки
|
+
|
|
|
|
+
|
|
Центровое отверстие
|
+
|
|
+
|
|
|
|
Выточка со стороны юбки
|
+
|
+
|
|
|
|
|
Весовые бобышки
|
+
|
+
|
|
|
|
|
Технологические отверстия ø10,0 +0,016
|
|
|
+
|
|
|
|
Отверстия под палец
|
|
+
|
|
|
|
|
Стопорные канавки в отверстиях под палец
|
|
+
|
|
|
|
|
Термостабилизационные прорези
|
|
|
|
+
|
|
при шлифовании возможно шаржирование наружной поверхности
поршня мелкими абразивными зернами, что приводит к ускоренному износу зеркала
цилиндра;
шлифовальный метод позволяет получать профили только с
одним определенным значением овальности, в то время как в современных
конструкциях двигателей используются поршни, наружная поверхность которых имеет
сложный профиль с несколькими значениями овальности;
шлифованием невозможно получение поверхности с
микропрофилем.
Поэтому, для обработки овально-бочкообразного профиля выбираем токарный
метод.
В свою очередь, для обработки овально-бочкообразного профиля применяются
несколько методов токарной обработки. Наиболее распространенными из них
являются копирный, полукопирный и бескопирный методы обработки.
На рисунке 1.19. представлена кинематическая схема токарно-копировального
станка с объемным копиром 2, который имеет в поперечном сечении овальную, а в
продольном бочкообразную форму.
Копир устанавливается на шпинделе станка 1 вместе с обрабатываемой
деталью 3. На суппорте 4 расположено копировальное устройство 5 с закрепленными
на нем щупом 6 и резцом 7. Суппорт совершает продольное перемещение
относительно оси шпинделя.
Существуют станки, в которых объемный копир расположен на оси
параллельной шпинделю и вращающейся синхронно с ним. Встречается также
оборудование, в котором воспроизведение овальной формы и бочкообразного профиля
осуществляется раздельными копировальными устройствами.
Копирный метод при различных конструктивных вариантах его реализации
имеет следующие недостатки:
- ограничение производительности обработки по скорости резания в связи с
потерей контакта щупа с копиром, что приводит к резкому снижению точности
обработки;
- существенное снижение точности обработки в процессе изнашивания копира;
влияние погрешности копирной системы на точность обработки;
Кинематическая схема токарно-копировального станка
1
2
6 5
3
4
S
7
8
1 - шпиндель, 2 - копир, 3 - поршень, 4 - суппорт, 5 - копирное
устройство, 6 - щуп, 7 - резец, 8 - ось качания копирного устройства.
Рис. 1.19.
В станках, работающих по полукопирному методу, на шпинделе
устанавливается цилиндрический копир овальной формы в поперечном сечении, а
бочкообразная форма продольного сечения поршня обеспечивается системой ЧПУ
станка. Это позволяет применять по сравнению с копирными станками более простые
по конструкции и менее трудоемкие в изготовлении цилиндрические копиры. Кроме
того, имеется
возможность оперативной корректировки бочкообразного профиля.
Бескопирные станки лишены недостатков, присущих станкам, работающим как
по копирному, так и по полукопирному методам.
На рисунке 1.20. представлена кинематическая схема станка для бескопирной
обработки овально-бочкообразного профиля поршней.
Кинематическая схема станка для бескопирной обработки
овально-бочкообразного профиля поршней
1 10 2 3
6
5
7
8 9 4
1 - шпиндельная бабка, 2 - патрон, 3 - поршень, 4 - суппорт, 5 - резцовая
головка, 6 - резец, 7 - датчик углового положения шпинделя, 8 - датчик
продольного положения суппорта, 9 - ходовой винт, 10 - электронный блок
управления.
Рис. 2.20.
На шпинделе станка установлен патрон 2 с закрепленным на нем поршнем 3.
На суппорте 4 установлена головка 5 с резцом 6. Электронный блок управления
бескопирной системой получает информацию об угловом положении шпинделя и
продольном положении суппорта через датчики (оптико-электронные преобразователи
угловых перемещений) 7 и 8, связанные соответственно со шпинделем и ходовым
винтом. Головка 5 содержит быстродействующий линейный двигатель, приводящий в
движение посредством рычажно-пружинного механизма резец 6.
В процессе обработки поршня привод главного движения (вращение шпинделя)
и привод продольного перемещения суппорта работают в том же режиме, что и при
обычной обточке цилиндрической поверхности заданного диаметра, а привод
поперечной подачи выведен в позицию, определяющую указанный диаметр. Для
получения овального профиля резец получает от линейного привода быстрые
возвратно-поступательные движения перпендикулярно оси поршня - четыре движения
за один оборот детали. Одновременно с указанными движениями резец совершает
медленные поперечные перемещения для формирования продольного профиля - бочки.
Программа обработки овально-бочкообразного профиля содержится в
перепрограммируемых постоянных запоминающих устройствах (микросхемах ППЗУ),
расположенных в блоке управления.
Информация для записи в ППЗУ готовится на персональном компьютере на
основе конструкторской документации на поршень с помощью пакета прикладных
программ.
Программирование нового изделия занимает 15 минут, замена микросхем ППЗУ
при переходе на обработку поршня с другим овально-бочкообразным профилем -
несколько минут.
Бескопирный метод обработки наружного профиля поршней по сравнению с
копирными методами обладает рядом преимуществ.
. Более высокая производительность, связанная с возможностью
использования чисел оборотов шпинделя до 3000 об/мин. При копирном методе
максимальное применяемое число оборотов шпинделя составляет 1500 об/мин (в связи
с отрывом щупа от копира).
. Более высокая точность обработки, связанная с отсутствием проблем
износа копира и погрешностей копирной системы, возможностью компенсации
систематических погрешностей станка.
. Отсутствие затрат на изготовление копиров.
. Возможность быстрой переналадки станка на выпуск других поршней, в т.ч.
эффективная работа в условиях мелкосерийного производства (гибкость
производства).
Учитывая изложенное, выбираем токарный станок для бескопирной обработки.
Для каждой операции выбираем тип и, по возможности, модель оборудования.
Операция 010 - Обработка центрового отверстия и выточки.
Токарный многорезцовый полуавтомат 1Н713.
Операция 015 - Сверление и развертывание двух технологических отверстий.
Вертикально-сверлильный станок 2Н150.
Операция 020-Предварительная обработка наружной поверхности,
предварительная и окончательная подрезка торца головки.
Токарный станок с ЧПУ мод. 16А20Ф3.
Операция 025 - Фрезерование термостабилизационных прорезей.
Специальный агрегатный станок. ПЗА-218
Операция 030 - Предварительная расточка отверстия под палец.
Отделочно-расточной станок по типу мод. 2706.
Операция 040 - Предварительная и окончательная обработка наружной
поверхности (резцовая головка), прорезка канавок под кольца, обточка фаски на
торце юбки.
Токарный станок с ЧПУ, оснащенный системой бескопирной обработки поршней
мод. МК6763Ф3.
Операция 045 - Окончательная расточка отверстия под палец.
Отделочно-расточной станок по типу мод. ОСООР1В2243
Операция 050 - Расточка канавок под стопорные кольца в отверстии под
палец, цекование заподлицо бобышки на торце головки.
Автоматическая линия по типу мод. ЛА-25.
Операция 055 - Подрезка весовых бобышек (подгонка по весу).
Токарный многорезцовый полуавтомат по типу мод. 1А720.
Операция 065 - Лужение поршня.
Агрегат для лужения по типу мод. 4000-0123.
Операция 070 - Развертывание отверстия под поршневой палец.
Специальная установка для развертывания ПЗА-С28.
1.9 Обоснование и выбор оборудования
Выбор оборудования, прежде всего, определен выполнением технических условий
и требований, предъявляемых к обрабатываемой детали, а также необходимо знать
следующие положения:
метод обработки;
точность и производительность оборудования;
мощность двигателей станка;
стоимость оборудования;
наличие в цехе или на рынке данного оборудования;
тип производства.
Современное оборудование является эффективным средством повышения
производительности, качества, экономичности изготовления, облегчения условий
труда и т.д.
Уточнение наименования и содержания операции механической обработки
позволяет правильно выбрать станок из имеющегося парка (по паспорту или по
каталогу). По виду обработки устанавливаем группу станка. В соответствии с
назначением станка, его компоновкой, степенью автоматизации или видом
применяемого инструмента определяют тип станка. Выбор типа станка, прежде
всего, определяется возможностью обеспечить определенное формообеспечение,
выполнение технических требований, предъявляемых к изготовлению данной детали в
отношении точности формы, расположения и шероховатости поверхности.
Выбранное оборудование позволяет (табл. 1.4.):
обеспечить выполнение производственной программы;
обеспечить заданную чертежом точность и шероховатость
обработки.
Таблица 1.4.
Оборудование проектированного техпроцесса
|
№
|
Наименование станка
|
Модель станка
|
|
1
|
Токарный многорезцовый полуавтомат
|
1Н713
|
|
2
|
Вертикально-сверлильный станок
|
2Н150
|
|
3
|
Токарный патронно-центровой станок с ЧПУ (2 станка)
|
16А20Ф3
|
|
4
|
Специальный агрегатный станок
|
ПЗА-218
|
|
5
|
Отделочно-расточной станок
|
2706
|
|
6
|
Полуавтомат специальный для обработки поршней (2 станка)
|
МК6763Ф3
|
|
7
|
Отделочно-расточной станок
|
ОСООР1В2243
|
|
8
|
Автоматическая линия
|
ЛА-25
|
|
9
|
Токарный многорезцовый полуавтомат
|
1Н720
|
|
10
|
Агрегат для лужения (2 станка)
|
4000-0123
|
|
11
|
Установка для развертывания
|
ПЗА-С28
|
|
12
|
Моечная машина
|
МПУ-1400
|
Для нового технологического процесса используется 15 станков
Это оборудование полностью удовлетворяет требованиям для изготовления
поршня автомобиля ЗИЛ-4314 № 130-1004015А3, так как является производительным,
точным, менее энергоемким по сравнению с базовым техпроцессом.
В настоящее время создан ряд станков, обеспечивающих обработку сложных
криволинейных профилей бескопирным методом, В основу метода положено
воспроизведение заданного профиля программным методом от линейного привода.
Полуавтомат специальный для обработки поверхностей поршней МК6763Ф.
Станок разработан на базе серийного станка 16А20Ф3 и предназначен для
финишной обточки наружного овально-бочкообразного профиля и кольцевых канавок
поршней двигателей внутреннего сгорания.
Область применения станка: серийное и массовое производство.
Особенности станка:
обработка без применения копировальных устройств поршней с
любой формы бочки и овальностью, а в том числе, изменяющихся как по амплитуде,
так и по форме оси изделия;
увеличение производительности за счет возможности
обтачивания поршней при частоте вращения шпинделя до 2500 мин-1;
быстрая переналадка станка на выпуск любой новой
конфигурации поршня, эффективная работа при малых партиях изделий.
Особенности конструкции:
мощный привод главного движения, включая двигатель 7,5кВт;
простая и жесткая резцедержка;
термообработанные, шлифованные направляющие станины,
обеспечивающие длительный срок службы и повышенную точность
термообработанные, шлифованные линейные роликовые
направляющие верхней ползушки обеспечивают точность обработки изделия;
превморазгрузка задней бабки;
надежная защита шарико0винтовых пар.
Основные технические характеристики станка:
|
Класс точности станка по ГОСТ 8-82
|
В
|
|
Наибольший диаметр обрабатываемого изделия, мм
|
130
|
|
Конец шпинделя фланцевого типа по ГОСТ 12593-72
|
6К
|
|
Диаметр цилиндрического отверстия в шпинделе, мм
|
70
|
|
Наибольший рабочий ход суппорта, мм, не менее по оси Х по
оси Z
|
100 905
|
|
Диапазон частот вращения шпинделя, мин-1
|
20…2500
|
|
Пределы программируемых подач, мм/об продольных поперечных
|
0,01…40,92 0,01…20,47
|
|
Максимальная рекомендуемая скорость рабочей подачи, мм/мин
продольной поперечной
|
2000 1000
|
|
Скорость быстрых перемещений суппорта м/мин продольных
поперечных
|
15 7,5
|
|
Количество динамических инструментальных головок
|
1
|
|
Максимальный диапазон управляемых перемещений режущего
инструмента от динамической головки, мм
|
0,5
|
|
Максимально допустимое усилие резания, Н
|
250
|
|
Диапазон изменения программируемых значений расчетного контура
поршня на радиус, мкм
|
1000
|
|
Диапазон программирования формы изделия по продольной
координате, мм
|
100
|
|
Дискретность задания перемещения резца, мкм
|
1
|
|
Мощность привода главного движения, кВт
|
7,5
|
|
Суммарная потребляемая мощность (с учетом приводов и УЧПУ),
кВт
|
22,5
|
|
Габаритные размеры станка, мм длина длина с транспортером
стружкоудаления ширина высота
|
3400 5160 2100 1650
|
|
Масса станка без отдельно стоящего транспортера
стружкоудаления, кг, не более
|
4000
|
|
Род тока питающей сети - переменный трехфазный
|
380В, 50 Гц
|
Токарный патронно-центровой станок с числовым программным управлением
16А20Ф3
Станок предназначен для токарной обработки в полуавтоматическом режиме
наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и
криволинейным профилем различной сложности.
Область применения станка: серийное и массовое производство.
Особенности конструкции:
высокопрочная станина, выполненная литьем из чугуна марки
СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок
службы и повышенную точность обработки;
привод главного движения, включающий главный двигатель 11
кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм;
высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм),
позволяющий обрабатывать детали из пруткового материала;
зона обработки может быть оснащена как линейной наладкой,
так и револьверной головкой, в зависимости от требований покупателя;
надежная защита шарико-винтовых пар обеспечивает
долговечность работы механизмов перемещения по координатам X и Z;
станок оснащается системами ЧПУ и электроприводами, как
отечественного производства, так и зарубежных фирм;
Основные технические характеристики станка:
|
Класс точности станка по ГОСТ 8-82
|
П
|
|
Наибольший диаметр изделия, устанавливаемого над станиной,
мм
|
500
|
|
Наибольший диаметр обрабатываемого изделия, мм над станиной
под суппортом
|
320 200
|
|
Наибольшая длина устанавливаемого изделия в центрах, мм
|
1000
|
|
Наибольшая длина обрабатываемого изделия при 8-ми
позиционной головке, мм
|
750
|
|
Диаметр цилиндрического отверстия в шпинделе, мм
|
55
|
|
Наибольший рабочий ход суппорта, мм, продольный поперечный
|
905;1905 210
|
|
Диапазон частот вращения шпинделя, мин-1
|
20…2500
|
|
Максимальная рекомендуемая скорость рабочей подачи, мм/мин
продольной поперечной
|
2000 1000
|
|
Скорость быстрых перемещений суппорта м/мин продольных
поперечных
|
15 7,5
|
|
Количество позиций инструментальной головки
|
8
|
|
Количество управляемых координат
|
2
|
|
Количество одновременно управляемых координат
|
2
|
|
Точность позиционирования, мм
|
0,01
|
|
Повторяемость, мм
|
0,003
|
|
Мощность привода главного движения, кВт
|
11
|
|
Суммарная потребляемая мощность, кВт
|
21,4
|
|
Габаритные размеры станка, мм длина длина с транспортером
стружкоудаления ширина высота
|
3400 5160 2100 1650
|
|
Масса станка без отдельно стоящего транспортера
стружкоудаления, кг, не более
|
4000
|
|
Род тока питающей сети - переменный трехфазный
|
380В,50 Гц
|
1.10 Обоснование и выбор инструмента;
характеристики инструмента
С выбором станка и приспособления для каждой операции выбирается необходимый
режущий инструмент, обеспечивающий достижение наивысшей производительности,
точности, шероховатости обрабатываемой поверхности. Затраты на инструмент
входят в себестоимость обработки, поэтому необходимо стремится к полному
использованию его режущих свойств. Выбор материала режущей части инструмента
имеет большое значение для повышения производительности и снижения
себестоимости обработки.
В базовом технологическом процессе для обработки отверстий применяется
осевой инструмент из быстрорежущей стали Р6М5:
центровочное сверло;
сверло и развертка для обработки 2х технических
отверстий;
развертка для обработки отверстия под палец.
Для прорезки поперечных канавок в головке поршня применяются дисковые
фрезы.
Для обработки наружных и внутренних поверхностей вращения, канавок и
торцов используются резцы различной конструкции с напайными твердосплавными
пластинками из сплавов ВК6 и ВК6М.
В новом технологическом процессе целесообразно использовать для
окончательной обработки наружного профиля головки и юбки алмазный инструмент, а
для обработки остальных наружных и внутренних поверхностей вращения (кроме
отверстия под палец и канавок), где это целесообразно, инструмент с
механическим креплением сменных многогранных пластин (СМП).
В новом технологическом процессе для обработки отверстий и фрезерования
прорезей могут быть использованы режущие инструменты, применяющиеся в базовом
процессе.
Для обработки наружных и внутренних поверхностей вращения и торцов
предлагается применить резцы с механическим креплением твердосплавных СМП. Этот
инструмент по сравнению с напайным имеет ряд преимуществ:
более высокую стойкость;
оптимальную геометрию передней поверхности, обеспечивающую
гарантированное дробление стружки и удаление ее из зоны резания;
меньшее время на замену и наладку инструмента.
Ниже в таблице 1.5. приведен перечень режущего инструмента, который
предлагается использовать в новом процессе.
Таблица 1.5.
Перечень режущего инструмента
|
№ операции
|
Наименование операции
|
Режущий инструмент
|
|
|
Наименование
|
Марка материала
|
|
010
|
Токарная
|
Сверло центровочное Резец расточной Резец подрезной
|
Р6М5 ТК15 (ВК6) ТК15 ВК6)
|
|
015
|
Агрегатная
|
Сверло Развертка
|
Р6М5 Р6М5
|
|
020
|
Токарная
|
Резец проходной
|
ТК15 (ВК6)
|
|
025
|
Фрезерная
|
Фреза дисковая
|
Р6М5
|
|
030
|
Расточная
|
Резец расточной (2 шт.)
|
ВК6М
|
|
040
|
Токарная
|
Резец спец. алмазный Резец канавочный В=2мм (3шт.) Резец
канавочный В=5мм Резец подрезной
|
ПКА ВК6М ВК6М ВК6
|
|
045
|
Расточная
|
Резец расточной
|
ВК6М
|
|
050
|
Автоматно-линейная
|
Резец расточной (2шт.) Цековка
|
ВК6 Р6М5
|
|
055
|
Токарная
|
Резец расточной
|
ТК15 (ВК6)
|
|
070
|
Развертывание
|
Развертка
|
Р6М5
|
.11 Анализ средств и методов контроля заданных
чертежом параметров изделия
Высокая надёжность работы привода сцепления может быть обеспечена при
условии высокой точности изготовления вилки выключения сцепления,
систематического её контроля на протяжении всего технологического цикла, сборки
в жёстких с точно обработанными базовыми поверхностями корпусах.
По степени соответствия стандартным определениям отклонений формы и
расположения поверхностей методы измерений подразделяются на следующие:
. Методы полного измерения, которые соответствуют стандартному
определению отклонения;
. Методы упрощённого измерения, которые не соответствуют стандартному
определению отклонения; измерение проводится не во всех точках (сечениях или
направлениях) поверхности или профиля.
Измерительный инструмент применяемый для контроля поршня выбирается в
зависимости от вида измеряемой поверхности и требуемой точности.
Основное назначение системы контроля - обеспечить систематический контроль
на протяжении всего производственного процесса тех параметров заготовки и
детали, которые будут гарантировать надёжность и высокое качество вилок при их
эксплуатации.
Наибольшее распространение на заводах крупносерийного и массового
производства получила система, где для контроля качества изготовления поршней
применяют три вида контроля: операционный, периодический и приёмочный.
В проектируемом процессе применяются три вида контроля: операционный,
периодический (лабораторный) и приёмочный.
Операционный контроль осуществляется оператором и наладчиком
непосредственно на производственном участке около механообрабатывающих станков
на простейших, быстродействующих приспособлениях.
Токарная операция 010 контролируется измерительной мерой 24-Т-83А,
Пластиной 8М-7557А 94,1-94,0, кольцом 6720-4042, Шт.глубомером 0-160 ГОСТ
162-90, штангенциркулем ГОСТ 166 Измерение производится с базированием поршня в
центрах - измерительной головкой поверочной плитой. Разностенносоть юбки
поршня, на участке расточки в диаметрально противоположных местах не более 0,5.
На агрегатной операции 015, контрольный инструмент: штангенциркулем ГОСТ
166,Шаблон 8М-11853 72,025-71,975, пробка 8М-4099 10,016-10,000.
Непараллельность оси отверстий d 10,016-10,000 относительно оси А-А не более
1,5 (измеряется как разница размеров Б).
Фрезерная операция 025 контролируется образцами шероховатости.
Операционный контроль:
1. Визуально - 100%
а) На окончательно обработанных поверхностях забоины, подрезы, риски,
задиры и острые кромки не допустимы
б) Наличие Фисок на головке канавках и юбке
в) шероховатость поверхности: торца дна 20; диаметров поясков 2,5; торцев
канавок 1.
. Выборочно - 10%
а) Непараллельность торцевых поверхностей Т1 и Т2 в каждой из канавок не
более 0,02
б) Биение поверхностей диаметров канавок относительно оси А юбки не более
0,1
в) Несоостность наружной поверхности головки поршня относительно оси А
юбки не более 0,05
г) Биение торцевых поверхностей Т1 и Т2 канавок относительно оси А юбки
не более 0,1 на диаметр 100
д) Разностенность юбки поршня в диаметрально противоположных местах не
более 0,5
ж) суммарная погрешность торцевых поверхностей канавок не более 0,02
Назначение лабораторного контроля - осуществлять систематический
поэлементный контроль поршней в процессе изготовления, своевременно выявлять
неизбежные, возникающие производственные неполадки и оперативно их устранять.
Контролю подвергают первые два - три поршня с каждого станка в начале смены,
после замены инструмента, подналадки станка, а также через каждые 3 - 4 часа
работы.
Периодический контроль проводят контролёры на универсальных приборах,
установленных в специальных помещениях. В лаборатории контролируют погрешности
профиля, и другие параметры. Порядок контроля определяет завод - изготовитель
изделия.
Приёмочный контроль проводят после окончательной обработки поршня в
соответствии с требованиями чертежа. Проверяются все размеры поршня как
визуально, так и с помощью приборов.
1.12 Карта технологического маршрута обработки
изделия
На основании технических требований к детали, требований к механическому
процессу обработки назначен технический маршрут обработки, который представлен
в таблице 1.6.
Таблица 1.6.
Карта проектируемого технологического маршрута обработки поршня №
130-1004015-А3 автомобиля ЗИЛ 4314
|
№ операции
|
Наименование операций.
|
Оборудование.
|
Приспособления.
|
Режущий инструмент.
|
Средства Измерения.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
005к
|
Входной контроль
|
Микроскоп МИМ-7
|
Прибор для контроля твердости
|
_________
|
Штангенциркуль, штангенглубомер, Скоба, спец.оправка
|
|
005т
|
Транспортная
|
Подвесной конвейер
|
_________
|
_________
|
_________
|
|
010
|
Токарная
|
Токарный многорезцовый п/автомат, мод. 1Н713
|
4ОП-19935Сб
|
Центровочное сверло, резец
|
Мера измерительная штангенциркуль
|
|
015
|
Агрегатная
|
Анрегатно-сверлильный 3ХА-2758П
|
Станина, Стол поворотный делительный
|
Шаблон, штангенциркуль, пробка
|
|
020
|
Токарная
|
Токарный патронно-центровой станок с ЧПУ 16А20Ф3
|
Центр упорный, копирная линейка, резцедержатель
|
Резец ВК8, Пластина ВК8
|
Скоба, штангенциркуль, Высотомер, Глубиномер, Образцы
шероховатости
|
|
025
|
Фрезерная
|
Специальный агрегатный станок
|
Зажимное приспособление, палацы, шпиндель, втулка,
контрольное приспособление
|
Фреза диам.125х2,5 Z-24
|
Образцы шероховатости
|
|
030
|
Расточная
|
Отделочно-расточные горизонтальные мод.2730
|
Приспособление, Пальцы, Грибок, Шпиндельные головки,
Оправка
|
Прибор для настройки резцов, Резцы расточные
|
Пробка, Мера измерительная
|
|
035 к
|
Операционный контроль
|
_________
|
Контрольное приспособление 40У-3933, 40У-2175, 40У-2869,
40У-412
|
_________
|
Образцы шероховатости, Профиломер мод. 170621,
штангенциркуль, шаблоны
|
|
040
|
Токарная
|
Полуавтомат специальный для обработки поверхностей поршней
МК6763Ф3
|
Центр, пальцы, резцедержатель, контрольное приспособление,
стойка, копирная линейка
|
Резец подрезной, резец проходной, резец фасонный
|
Скоба, установы, пластина, шаблон, мера измерительная
|
|
045
|
Расточная, окончательная
|
Спец. отделочно-расточной мод. ОСООР1В2243
|
Прижим верхний, нижний, Фиксатор прав., лев., Борштанга,
Валик установочный, Контрольное приспособление
|
Резец расточной
|
Нутромер, Кольца устоновочные, Мера измерительная
|
|
050
|
Автоматно-линейная
|
Автоматическая линия ЛА-25, Станина, Стойка, Ствол силовой,
Шнековый транспортер, Тележка
|
Транспорт загрузки, Борштанга, Контрольное приспособление,
Втулка
|
Резец, Цековка
|
Калибр, Шаблон, Образцы шероховатости, Мера измерительная
|
|
055
|
Токарная
|
Токарный многорезцовый п/автомат, мод. 1А720
|
Патрон, Цилиндр пневматический, Контрольное приспособление,
Державка, Цанга
|
Резец
|
Измерительный прибор, Мера веса
|
|
060
|
Слесарная
|
_________
|
_________
|
_________
|
Напильник полукруглый,
|
|
065
|
Гальваническая
|
Агрегат для лужения мод. 4000-0123
|
Тележка
|
_________
|
Термометр жидкостной стеклянный
|
|
070
|
Развертывание
|
Станок для развертывания мод. ПЗА-С28
|
Стакан, тележка, Контрольное приспособление
|
Развертка
|
Пневматический измерительный прибор «Торн-Бенедикс». Калибр
пневматический, Подставка, Кольца, Профиломер мод.170621
|
|
075
|
Моечная
|
Машина моечная мод. МПУ-1400
|
Тележка
|
_________
|
Термометр жидкостной стеклянный
|
|
080к
|
Приемочный контроль
|
_________
|
_________
|
_________
|
Штангенциркуль, Пневматический измерительный прибор
«Торн-Бенедикс». Калибр пневматический,
|
|
|
|
|
|
|
|
1.13 Припуски на механическую обработку
Определение величины припуска на механическую обработку имеет большое
значение в производстве. Припуски на обработку должны быть минимально
возможными для обеспечения прогрессивной технологии обработки детали. От них
зависит производительность и коэффициент использования металла. Размер припуска
определяется следующими факторами:
1. толщиной поврежденного поверхностного слоя металла при получении
заготовки;
2. качеством поверхности, полученной на предыдущей операции;
. точностью размеров при переходе от одной операции к другой;
. размерами и конфигурацией обрабатываемых поверхностей;
. точностью установки детали при выполнении всех операций.
Припуск - это слой материала, удаляемый с поверхности заготовки в целях
достижения заданных свойств обрабатываемой поверхности. Он представляет собой
сумму операционных припусков и равен разности размеров исходной заготовки и
готовой детали. Различают операционный и промежуточный припуски на обработку.
Операционным припуском называется припуск, удаляемый при выполнении одной
технологической операции. Припуск необходимо рассчитывать для каждой
технологической операции.
Промежуточный припуск - это припуск, удаляемый при выполнении одного
технологического перехода.
Значение припуска должно быть достаточным для обеспечения требуемых
показателей точности и качества после выполнения перехода. При этом
составляющими элементами припуска являются:
допуск на точность выполнения рассматриваемой поверхности
на предшествующем переходе Т0;
высота неровностей профиля после обработки RZ0;
глубина дефектного слоя поверхности после обработки h0;
суммарное значение пространственных отклонений заготовки
или предварительно обработанной детали перед обработкой на предшествующем
переходе ;
допуск на точность выполнения
поверхности на одном технологическом переходе Т1;
погрешность установки заготовки на одном
технологическом переходе εy1.
Минимальный промежуточный припуск, удаляемый при
выполнении технологического перехода, называется расчетным припуском, при
обработке наружных поверхностей - определяют как разность между наименьшими
предельными размерами, а при обработке внутренних поверхностей - между
наибольшими предельными размерами заготовки.
Его определяют в соответствии с видом обработки по
следующим зависимостям:
. Асимметричный минимальный припуск при
последовательной обработке противолежащих поверхностей (мкм):
min = R Zi-1 + h i-1 + i-1
+ ε i (1.5.)
2. Симметричный минимальный припуск при параллельной обработке
противолежащих поверхностей (мкм):
Zi min = 2(R Zi-1 + h i-1 + i-1
+ ε i)
(1.6.)
3. Симметричный минимальный припуск при обработке внутренних и наружных
поверхностей тел вращения (мкм):
Zi min = 2(R Zi-1 + h i-1 + 2 i-1
+ ε2 i)
(1.7.)
где R Zi-1 - высота микронеровностей поверхности на предшествующем
переходе (мкм);- глубина дефектного слоя, получаемого на предшествующем
переходе (мкм);- суммарное значение пространственных отклонений взаимосвязанных
поверхностей, оставшихся после выполнения предшествующего перехода (мкм);
ε I - погрешности установки заготовки
на станке (мкм).
. Рассчитаем припуски на обработку наружной поверхности; и отверстия под
поршневой палец, т.е. поверхности вращения по формуле (1.7.).
Исходные
данные: заготовка - отливка в кокиль; чертежные размеры: наружная поверхность 
 ; отверстие под палец
; отверстие под палец  .
.
Определяем
минимальный припуск для следующих операций:
предварительная обработка наружной поверхности;
окончательная обработка наружной поверхности;
предварительная расточка отверстия под палец;
окончательная расточка отверстия под палец.
Предварительная обработка наружной поверхности..

Суммарное
значение пространственных отклонений после предшествующих операций определяется
по формуле
 (1.8.)
(1.8.)
где Δ2iзаг - пространственные отклонения заготовки
(отклонение профиля продольного сечения), мкм;
Δ2iвтб - пространственные отклонения возникающие после обработка выточки
и центрового отверстия, т.е. между наружной поверхностью и промежуточными
базами, мкм;
Δ2iТ.О. - пространственные отклонения, возникающие после обработки двух
технологических отверстий, т.е. между выточкой и технологическими, мкм.
Δiзаг = ΔП.П. · L, (1.9.)
где ΔП.П. - удельное значение отклонений профиля
продольного сечения на 1 мм длины, равно 3мкм;
Δiзаг = 3мкм · 100мм = 300мкм
Δiвыт =  (1.10.)
(1.10.)
где εδ выт - погрешность установочной базы при обработке
выточки и центрового отверстия;
ε пр.выт - погрешность приспособления при обработке выточки и центрового
отверстия.
εδ выт = 0
ε пр.выт = 300 мкм.
ΔiТ.О. =  (1.11.)
(1.11.)
где εδ Т.О. - погрешность установочной базы при обработке
технологических отверстия;
εпр.Т.О. - погрешность приспособления при обработке технологических
отверстия.
εδ Т.О. = 0
ε пр.Т.О. = 80 мкм.
Δi =  (1.12.)
(1.12.)
где εδ - погрешность установочной базы (двух технологических
отверстий) при обточке наружной поверхности;
εпр.. - погрешность приспособления при обточке наружной поверхности.
εδ = 42 мкм.
εпр. = 20 мкм.
Минимальный
припуск:
Zi
min = 2(100 + 3002 + 3002 + 802+ 422+ 202) = 2(100+434) = 1068мкм.
Принимаем
2Zi min = 1,07 мм
Окончательная
обработка наружной поверхности:-1 = 25 мкм
Δi-1 = 140
Минимальный
припуск:
Zmin
= 2(25+ 1402 + 422 + 202) = 2(25+148) = 346 мкм
Принимаем
2Zi min = 0,35 мм
Черновая
расточка отверстия под палец:-1 = 100 мкм
Δi-1 = 1600 мкм
 (1.13.)
(1.13.)
где Δр.т.б. - отклонение расположения отверстия
относительно наружной поверхности, мм;
Δп. - перекос отверстия относительно наружной поверхности на 1мм длины,
мкм.
Δр.т.б. = ±0,6 м = 1200 мкм
Δп. = 5 мкм · 100 мм = 500 мкм
Δп.п. = 3мкм · 100 мм = 300 мкм
Zi
min = 2(100 + 12002 + 5002 + 3002+ 3002+ 802+ 422+ 202) = 2(100+1370) = 2940
мкм.
Принимаем
2Zi min = 2,94 мм
Чистовая
расточка отверстия под палец:-1 = 25
Δi-1 = 50
εi = 46,5
Zi
min = 2(25 + 502 + 422 + 202) = 2(25+68) = 186 мкм.
Принимаем
2Zi min = 0,19 мм
.
Расчет максимального припуска 2Zi mах.
2Zi mах = 2Zi min + ТD i-1 + ТD i , (1.14.)
где ТD i-1 + Тd i-1 - допуски размера на предшествующей операции;
ТD i + Тd i - допуски размера на выполняемой операции.
Обточка наружной поверхности:
предварительная ТD i-1 = 0,87 мм, ТD i = 0,2 мм
Zi mах = 1,07 + 0,87 + 0,2 = 2,14
окончательная ТD i-1 = 0,2 мм, ТD i = 0,08 мм
Zi mах = 0,35 + 0,2 + 0,08 = 0,63 мм
Расточка отверстия:
предварительная Тd i-1 = 0,52 мм, Тd i = 0,1 мм
Zi mах = 2,94 + 0,52 + 0,1 = 3,56 мм
окончательная Тd i-1 = 0,1 мм, Тd i = 0,015 мм
Zi mах = 0,19 + 0,1 + 0,015 = 0,31 мм
. Расчет операционных предельных размеров
Окончательная обточка наружной поверхности:i = 100,07 мм - по чертежу,i =
99,99 мм - по чертежу,
Предварительная обточка наружной поверхности:
Dmin i-1 = Dmax i + 2Zi min = 100,07 + 0,35 = 100,42 мм,i-1 = Dmin i + ТD i-1 = 100,42 + 0,2 = 100,62 мм,
Заготовка
заг =
Dmax i + 2Zi-1 min = 100,62 + 1,07 = 101,69 мм,заг = Dmin заг + ТDзаг = 101,69 + 0,87 = 102,56 мм,
Окончательная расточка отверстия:i = 27,92 мм - по чертежу,i = 27,905 мм
- по чертежу,
Предварительная обточка наружной поверхности:
dmax i-1 =dmin i - 2Zi min = 27,905 - 0,31 = 27,595 мм,i-1 = dmax i- Тd i-1 = 27,595 - 0,1 = 27,495 мм,
Заготовка
заг =
dmin i-1 + 2Zi-1 min = 27,495 - 3,56 = 23,935 мм,заг = d max заг + Тdзаг = 23,935 - 0,52 = 23,415 мм,
1.14 Расчет режимов резания
Операция 010. Токарная.
Станок: Токарный многорезцовый п/автомат 1Н713
Режущий инструмент: Центровочное сверло 2317-0009; Резец 8130-4027.
Расточить кольцевую выточку Ǿ 94,1÷ 94,0.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
где Lрез. - длина резания,п - величина подвода, врезания, перебега
инструмента;доп - дополнительная длина, вызванная в ряде случаев особенностями
наладки и конфигурации детали.р.х. = 15 + 2 + 1 = 18 (мм).
Определяем подачу:= 0,14 (мм/об).
Скорость резания:= 295,1 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 295.1 / 3.14 · 94 = 999,80 (об/мин)
Уточняем по паспорту станка:пасп. = 1000 (об/мин).
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 18 / 0,14 · 1000 = 0,12 (мин)
Операция 015. Фрезерная
Станок: Вертикально-сверлильный 2Н150
Режущий инструмент: сверло 8В-3166; развертка 8Pn-9370
Сверлить напроход два технологических отверстия Ǿ 9,5 с образованием
2-х фасок 0,5х45º (одновременно); развернуть напроход два технологических
отверстия, выдержав Ǿ 10,016÷10,000 и шероховатость 0,69.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 15+1+1= 17 (мм).
Глубина резания:= 0,16 (мм)
Определяем подачу:= 0,1 (мм/об).
Скорость резания:= 25,1 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 25,1 / 3,14 · 10,016= 800 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 17 / 0,1 · 800 = 0,12 (мин).
Операция 020. Токарная
Станок: Токарный патронно-центровой станок с ЧПУ 16А20Ф3.
Режущий инструмент: Резец подрезной.
Позиция 1. Обточить наружный диаметр
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 111 + 2 + 1 = 114 (мм).
Глубина резания:= 1,5 (мм)
Определяем подачу:= 0,35 (мм/об).
Скорость резания:= 660 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 660 / 3,14 · 102,4 = 2000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 114 / 0,35 · 2000 = 0,16 (мин).
Позиция 2. Предварительная подрезка торца.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,р.х. = 33 + 2 = 35 (мм).
Глубина резания:= 2 (мм)
Определяем подачу:= 0,3 (мм/об).
Скорость резания:= 660 (м/мин).
Частота вращения шпинделя средняя.
n = 1000 · V / π · D
= 1000 · 660 / 3,14 · 35 = 2250 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 35 / 0,3 · 2250 = 0,05 (мин).
Позиция 3. Обточка бобышек.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 9 + 1 = 10 (мм).
Глубина резания:= 2 (мм)
Определяем подачу:= 0,2 (мм/об).
Скорость резания:= 275 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 275 / 3,14 · 10= 2500 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 10 / 0,2 · 2500 = 0,02 (мин).
Позиция 4. Окончательная подрезка торца.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 35 + 1 = 36 (мм).
Глубина резания:= 0,5 (мм)
Определяем подачу:= 0,4 (мм/об).
Скорость резания:= 660 (м/мин).
Частота вращения шпинделя средняя.
n = 1000 · V / π · D
= 1000 · 660 / 3,14 · 36 = 2250 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 36 / 0,4 · 2250 = 0,04 (мин).
ТмашΣ =0,27 (мин.)
Операция 025. Фрезерная
Станок: Специальный агрегатный станок ПЗА-218
Режущий инструмент: Фреза Ǿ 125х2,5; Z=24.
Фрезеровать горизонтальные прорези одновременно с 2-х сторон, шириной
2,75 ÷
2,5 и выдержав размеры
73,6 ÷
73,2.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 26 + 4 + 1 = 31 (мм).
Глубина резания:= 4 (мм)
Определяем подачу:= 0,25 (мм/об).
Скорость резания:= 353,2 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 353,2 / 3.14 · 125 = 900 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 31 / 0,25 · 900 = 0,13(мин).
Операция 030. Расточная
Станок: Отделочно-расточной станок 2706.
Режущий инструмент: Резец расточной 8130-4023.
Фрезеровать прорези.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 92 + 3 + 1 = 96 (мм).
Определяем подачу:= 0,14 (мм/об).
Скорость резания:= 256 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 256 / 3,14 · 27,2 = 3000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 96 / 0,14 · 3000 =0,23 (мин).
Операция 040. Токарная
Станок: Полуавтомат специальный для обработки поверхностей поршней
МК6763Ф3.
Режущий инструмент: Резец подрезной.
Позиция 1. Подрезать канавки под пальца с окончательной подрезкой торца.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 6 + 2 = 8 (мм).
Глубина резания:= 5 (мм)
Определяем подачу:= 0,07 (мм/об).
Скорость резания:= 475 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 475 / 3,14 · 8 = 1500 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 8 / 0,07 · 1500 = 0,0,08 (мин).
Позиция 2. Обточка наруж.диам. головки окончательная.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 37 + 2 = 39 (мм).
Глубина резания:= 0,2 (мм)
Определяем подачу:= 0,2 (мм/об).
Скорость резания:= 475 (м/мин).
Частота вращения шпинделя средняя.
n = 1000 · V / π · D
= 1000 · 475 / 3,14 · 39 = 2000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 39 / 0,2 · 2000 = 0,1 (мин).
Позиция 3. Обточка нруж.диам. юбки предварительная с образованием фаски.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 73 + 2 = 75 (мм).
Глубина резания:= 0,2 (мм)
Определяем подачу:= 0,3 (мм/об).
Скорость резания:= 475 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 475 / 3,14 · 75= 2000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 75 / 0,3 · 2200 = 0,13 (мин).
Позиция 4. Обточка нруж.диам. юбки окончательная.
Расчет длины рабочего хода.
р.х. = 73+ 2 = 75 (мм).
Глубина резания:= 0,2 (мм)
Определяем подачу:= 0,12 (мм/об).
Скорость резания:= 475 (м/мин).
Частота вращения шпинделя средняя.
n = 1000 · V / π · D
= 1000 · 475 / 3,14 · 75 = 2000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 75 / 0,12 · 2000 = 0,31 (мин).
ТмашΣ =0,62 (мин.)
Операция 045. Расточная
Станок: Спец. отделочно-расточной мод. ОСООР1В2243
Режущий инструмент: Резец расточной 8130-4023
Расточить окончательно в линию 2 отверстия до Ǿ
27,92 ÷ 27,905
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 120 + 3 + 2 = 125 (мм).
Определяем подачу:= 0,18 (мм/об).
Скорость резания:= 263 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 263 / 3,14 · 28 = 3000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 125 / 0,18 · 3000 = 0,22 (мин).
Операция 050. Автоматно-линейная.
Станок: Автоматическая линия ЛА-25
Режущий инструмент: Резец 8Е6256, 6225; цековка 8Pn-8291
Расточить в отверстии для поршневого пальца две канавки под стопорные
кольца; цековать заподлицо бобышку на торце головки.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 9 + 3 + 2 = 14 (мм).
Определяем подачу:= 0,09 (мм/об).
Скорость резания:= 85 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 85 / 3,14 · 30 = 900 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 14 / 0,09 · 900 = 0,17 (мин).
Операция 055. Токарная.
Станок: Токарный многорезцовый п/автомат, мод. 1А720
Режущий инструмент: Резец Т5002Н.
Подрезать весовые бобышки выдержав вес поршня:
±5 гр;
±5гр;
±5гр;
±5гр.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 13 + 2 = 15 (мм).
Определяем подачу:= 0,11 (мм/об).
Скорость резания:= 172,7 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
= 1000 · 172,7 / 3.14 · 55 = 1000 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 15 / 0,11 · 1000 = 0,13 (мин).
Операция 065. Гальваническая.
Станок: Агрегат для лужения мод. 4000-0123
Лудить поршень контактным способом.
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,
р.х. = 800 (мм).
Глубина резания:= 2 - 6 (мкм).
Диаметр обрабатываемый:= 100 - 101,5 (мм).
Машинное время:
Т0 = 2,5 мин на 24 поршня; 0,451 мин. на 1 поршень
Операция 070. Развртывание.
Станок: Станок для развертывания мод. ПЗА-С28
Режущий инструмент: Развертка 8Pn-8717.
Развернуть отверстие под поршневой палец окончательно выдержав размеры Ǿ
27,995 ÷ 27,985
Расчет длины рабочего хода.
р.х. = Lрез. + Lп + Lдоп.,р.х. = 92 + 4 = 96 (мм).
Глубина резания:= 0,06 (мм).
Определяем подачу:= 3,2 (мм/об).
Скорость резания:= 48,3 (м/мин).
Частота вращения шпинделя.
n = 1000 · V / π · D
n = 1000 · 48,3 / 3.14 · 28 = 550 (об/мин)
Машинное время:
Т0 = Lр.х. / S0 · n
Т0 = 96 / 3,2 · 1000 = 0,055 (мин).
1.15 Расчет технических норм времени
Операция 010. Токарная.
Станок: Токарный многорезцовый п/автомат 1Н713
Режущий инструмент: Центровочное сверло 2317-0009; Резец 8130-4027.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,12 + 0,095 = 0,215 мин.
Тшт.= 0,2344 мин.
Операция 015. Агрегатная.
Станок: Агрегатно-сверлильный 3ХА-2758П
Режущий инструмент: Сверло, развертка.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,12 + 0,085 = 0,205 мин.
Тшт.= 0,2234 мин.
Операция 020. Токарная
Станок: Токарный патронно-центровой станок с ЧПУ 16А20Ф3.
Режущий инструмент: Резец подрезной.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,27 + 0,2 = 0,47 мин.
Тшт.= 0,52 мин.
Операция 025. Фрезерная
Станок: Специальный агрегатный станок ПЗА-218
Режущий инструмент: Фреза Ǿ 125х2,5; Z=24.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,13 + 0,0712 = 0,2012 мин.
Тшт.= 0,2193 мин.
Операция 030. Расточная
Станок: Отделочно-расточной станок 2706.
Режущий инструмент: Резец расточной 8130-4023
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,23 + 0,18 = 0,41 мин.
Тшт.= 0,45 мин.
Операция 040. Токарная.
Станок: Полуавтомат специальный для обработки поверхностей поршней
МК6763Ф3.
Режущий инструмент: Резец подрезной.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,62 + 0,14 = 0,76 мин.
Тшт.= 0,84 мин.
Операция 045. Расточная
Станок: Спец. отделочно-расточной мод. ОСООР1В2243
Режущий инструмент: Резец расточной 8130-4023
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,22 + 0,08 = 0,3 мин.
Тшт.= 0,33 мин.
Операция 050. Автоматно-линейная.
Станок: Автоматическая линия ЛА-25
Режущий инструмент: Резец 8Е6256, 6225; цековка 8Pn-8291
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,17 + 0,05 = 0,22 мин.
Тшт.= 0,24 мин.
Операция 055. Токарная.
Станок: Токарный многорезцовый п/автомат, мод. 1А720
Режущий инструмент: Резец Т5002Н.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,13 + 0,08 = 0, 21мин.
Тшт.= 0,23 мин.
Операция 060. Слесарная.
Режущий инструмент: Плоский напильник.
Определение штучного времени:
Топер. = 0, 0996 мин.
Тшт.= 0,103 мин.
Операция 065. Гальваническая.
Станок: Агрегат для лужения мод. 4000-0123
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,451 + 0,048 = 0,499 мин.
Тшт.= 0,529 мин.
Операция 070. Развертывание.
Станок: Станок для развертывания мод. ПЗА-С28
Режущий инструмент: Развертка 8Pn-8717.
Определение штучного времени:
Топер. = Т0 + Твсп. .
Топер. = 0,055 + 0,024 = 0, 079 мин.
Тшт.= 0,084 мин.
1.16 Сводная операционная карта технологического
процесса
Таблица 1.7.
Сводная операционная карта технологического процесса обработки поршня №
130-1004015-А3
|
№ Оп.
|
Наименование операции
|
L рез.
|
L р.х.
|
D
|
t
|
S
|
n
|
V
|
То
|
Тшт.
|
|
010
|
Расточить кольцевую выточку; зацентровать поршень со
стороны головки
|
15
|
18
|
94
|
2
|
0,14
|
1000
|
295,1
|
0,12
|
0,23
|
|
015
|
Сверлить 2 базовых отв., с образованием фасок
|
15
|
17
|
10,016
|
0,16
|
0,1
|
800
|
25,1
|
0,12
|
0,22
|
|
020
|
Обточить наружный диаметр
|
111
|
114
|
102,4
|
1,5
|
0,35
|
2000
|
660
|
0,16
|
0,52
|
|
Подрезать торец предварительно
|
33
|
2
|
35
|
2,0
|
0,3
|
2250
|
660
|
0,05
|
|
|
Обточить бобышки
|
9
|
1
|
10
|
2,0
|
0,2
|
2500
|
275
|
0,02
|
|
|
Подрезать торец окончательно
|
35
|
1
|
36
|
0,5
|
0,4
|
2250
|
660
|
0,04
|
|
|
025
|
Фрезерование прорезей
|
26
|
31
|
125
|
2,5
|
0,25
|
900
|
353,2
|
0,13
|
0,22
|
|
030
|
Расточить отверстие под п/палец предвар.
|
92
|
96
|
27,2
|
|
0,14
|
3000
|
256,2
|
0,23
|
0,45
|
|
040
|
Прорезать канавки под кольца с окончат. подрезанием торца
|
6
|
2
|
8
|
5
|
0,07
|
1500
|
475
|
0,08
|
0,84
|
|
Обточит наруж.диам. головки окончат.
|
37
|
2
|
39
|
0,2
|
0,2
|
2000
|
|
0,1
|
|
|
Обточка нар.диам. юбки предварит.
|
73
|
2
|
75
|
0,2
|
0,3
|
2000
|
|
0,13
|
|
|
Обточка нар.диам. юбки окончат.
|
73
|
2
|
75
|
0,1
|
0,12
|
2000
|
|
0,31
|
|
|
045
|
Расточить отв. под плац. окончательно
|
120
|
125
|
28
|
|
0,18
|
3000
|
263
|
0,22
|
0,33
|
|
050
|
Расточить стопорные канавки
|
9
|
14
|
30
|
|
0,09
|
900
|
85
|
0,17
|
0,24
|
|
055
|
Подрезать весовые бобышки
|
13
|
15
|
55
|
|
0,11
|
1000
|
173
|
0,13
|
0,23
|
|
065
|
Лудить поршень окончательно
|
800 (в три потока
|
|
100-101,5
|
2-6 мкм
|
|
|
|
0,45
|
0,53
|
|
070
|
Развернуть отверстие под п/палец окончат.
|
92
|
96
|
28
|
0,06
|
3,2
|
550
|
49
|
0,055
|
0,084
|
. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Описание конструкции и работы
контрольно-измерительного устройства
Прибор для контроля наружного профиля поршня, модель 6037 М.
Прибор для контроля наружного профиля поршня предназначен для контроля
продольного и поперечного профиля юбки поршня как разности между максимальным
размером юбки поршня и размерами замеренными в остальных продольных сечениях
(рис. 2.1.).
Техническая характеристика.
1) Продольный профиль юбки поршня в диаметральном выражении: до 0,6 ±
(0,002-0,020);
) Поперечный профиль юбки поршня в диаметральном выражении до 0,5 ±
(0,002-0,020);
) поперечный профиль юбки поршня в радиусном выражении до 0,25 ±
(0,002-0,020).
Диапазон контролируемых поршней, мм:
по диаметру: 70 - 150
по высоте: 70 - 200
Габаритные размеры прибора, мм (без показывающего прибора)
длина - 435;
ширина - 332;
высота - 90.
Масса прибора - 90 кг
Принцип действия - электронный.
Метод контроля - непосредственной оценкой.
Предел допускаемой погрешности прибора (lim ), мм:
) при контроле в диаметральном выражении:
в диапазоне до 0,1мм - 0,001;
в диапазоне св.0,1 до 0,2 мм - 0,002;
в диапазоне св.0,2 до 0,5 мм - 0,005.
) при контроле в радиусном выражении:
в диапазоне до 0,1 мм - 0,0015;
в диапазоне св.0,1 до 0,3 мм - 0,0030.
Шаг дискретности показаний отсчетного устройства (цена деления):
в диапазоне до + 0,199 мм - 0,0001;
в диапазоне до 1,999 мм - 0,0010.
Показатели надежности:
установленный срок службы до капитального ремонта - 5 лет.
установленный срок сохраняемоети - 2 года.
коэффициент текущего использования Кти - не менее 0,9.
Рис. 2.1.
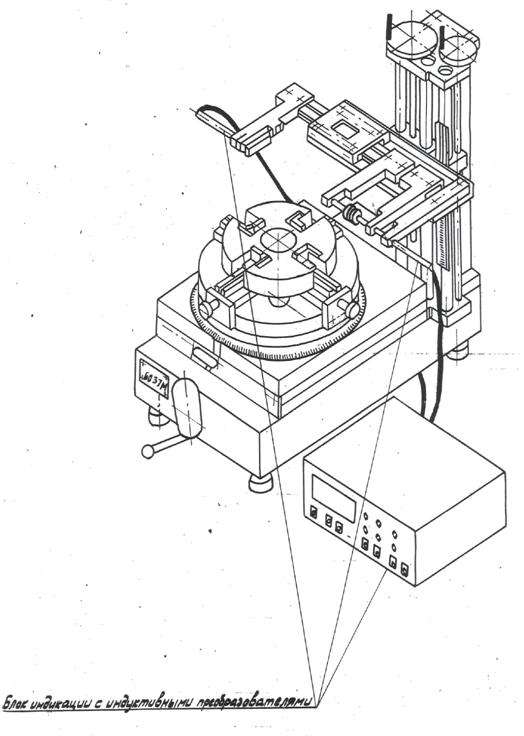
Устройство и принцип работы.
Прибор состоит из основания, на котором установлен поворотный столик для
поршня и стойка с подвижной измерительной скобой, и блока индикации.
Измерительная скоба оснащена индуктивным преобразователем, второй преобразователь
установлен на стойке неподвижно и контролирует перемещение измерительной скобы.
Первый преобразователь используется при контроле в диаметральном
выражении. Предварительно скоба вводится в максимальное по размеру сечение
поршня, и первый преобразователь настраивается на нулевое значение (отсчет
ведется по цифровому табло прибора), второй преобразователь отключается.
Настроенная таким образом скоба переставляется в указанное на чертеже поршня
сечение вдоль или поперек оси поршня. На табло появляется разность между
максимальным (нулевым) и контролируемым сечением. Отклонение значения разности
от указанной в чертеже представляет собой погрешность изготовления поршня в
диаметральном выражении (т.е. увеличенная в два раза). Для контроля формы
поперечного сечения в радиусном выражении поршень предварительно центрируется
по контролируемому: сечению в двух взаимно перпендикулярных направлениях при
помощи второго преобразователя (первый преобразователь отключается), после чего
находится максимальный по величине радиусе которым совмещается нулевое деление
лимба поворотного столика. Показания второго преобразователя при этом радиусе
настраиваются на нулевое значение. Столик с поршнем поворачивается на
установленные чертежом углы, на табло прибора появляется разность между
максимальным и контролируемым радиусом поперечного сечения. Отклонения значений
разности от указанных на чертеже является погрешность изготовления поршня в
радиусном выражении.
Контроль в диаметральном выражении более производителен, но не дает полного
представления о форме сечения.
Для центрирования поршня столик снабжен четырьмя кулачками, из которых
два имеют микроподачу и могут фиксироваться в пределах, обеспечивающих контроль
поршней диаметром от 70 до 150 мм. Два других подпружинены и могут
эксцентриками отводиться для установки поршня. Столик имеет устройство,
фиксирующее его в определенном положении при контроле продольного профиля. Для
предупреждения поломки измерительных наконечников при установке или снятии
поршня, при вертикальном перемещении скобы, а также для получения максимального
значении размера столик имеет возможность перемещения и фиксируется в любом
месте в пределах 40 мм, в направлении, перпендикулярном линии измерения. Лимб
столика имеет возможность поворота и фиксации в любом положении относительно
поперечного профиля поршня. Измерительная скоба на шариковых направляющих
перемещается в горизонтальной плоскости в направлении линии измерения и состоит
из планки с установленными на ней тремя рычагами. Два из них можно переустанавливать
и фиксировать на планке в зависимости от диаметра контролируемого поршня. Один
из этих рычагов несет преобразователь, другой - микровинт с наконечником.
Положение скобы определяется микровинтом. Третий рычаг жестко закреплен на
планке, на нем установлен микровинт с плоской пяткой, контактирующей со вторым
преобразователем. Этот преобразователь установлен на сбойке и контролирует
перемещение скобы, а значит - радиус поршня. Для контроля поршня в сечениях,
заданный чертежом, прибор снабжен линейкой, по которой производится отсчет
перемещения скобы при установке ее в контролируемые сечения. Сама линейка может
перемешаться и фиксироваться в положении, при котором начало отсчета
совмещается в соответствующей базовой поверхностью поршня, от которой заданы
размеры до контролируемых сечений.
Блок индикации выполнен на базе конструктива завода "Калибр"
802.1.00.00000. Два индуктивных преобразователя модели 76503 подключаются к
разъемам "А" и "Б" расположенным на задней панели блока,
сам блок индикации и устройство контрольное соединены кабелем, подключаемым к
разъему Х9 блока индикации. С помощью кнопок "А" и "Б" на
передней панели блока один из датчиков подключается к цифровому отсчетному
устройству. Блок индикации может работать в режиме непосредственного отсчета
перемещений датчиков или в режиме запоминания максимального уровня сигнала.
Перевод в режим запоминания осуществляется нажатием кнопки "П" на
передней панели блока. Сброс показаний производится нажатием кнопки сброса
память "СП" или конечным выключателем, расположенным в контрольном
устройстве. Замыкание этого конечника происходи в момент, когда диаметральное
сечение контролируемой детали находится на расстоянии 15-20 мм от плоскости
измерительной скобы, но еще не пересекло ее.
Вся схема блока построена с использованием функционально законченных
электронных узлов - плат серии МЭ200. Назначение этих штат ясно из структурной
схемы блока индикации, изображенной на рис. 2.2.
Индуктивные преобразователи перемещений поз.1 преобразуют перемещение в
электрический сигнал, который поступает на входы плат фазочувствительного
усилителя МЭ207 поз.2. Для работы измерительных преобразователей необходимо
переменное напряжение частотой 10 кГц и стабильной амплитуды ЗВ, которое
вырабатывается платой генератора МЭ206 поз.3.
Плата усилителя поз.2 устаивает сигнал переменного тока и преобразует его
в напряжение постоянного тока ±I0B. Сигнал постоянного тока, в зависимости от
режима работы, поступает либо на плату цифрового отсчета МЭ212 поз.5, либо на
плату МЭ210 поз.4 осуществляющую выборку и запоминание максимального уровня
сигнала. Плата стабилизатора МЭ 209 поз.6 обеспечивает постоянными
стабилизированными напряжениями ±I5B все остальные платы.
поршень материал обработка технологический
Структурная схема блока индикации
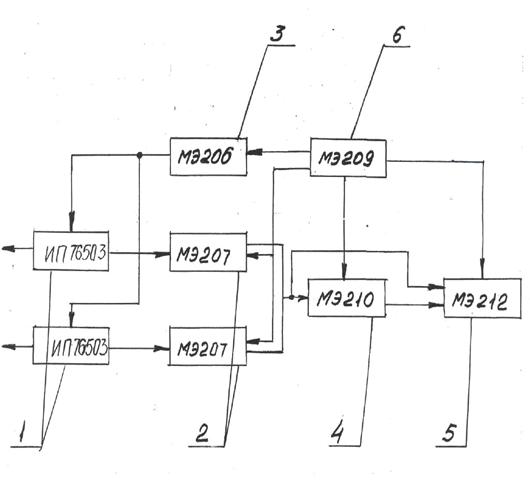
Рис. 2.2.
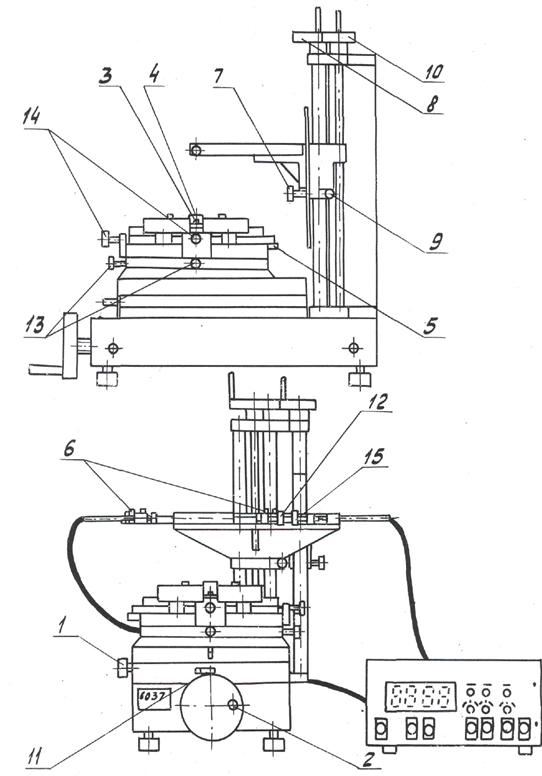
Рис. 2.3.
2.2 Описание конструкции и работы зажимного
приспособления
Основное назначение зажимных устройств приспособлений
- обеспечение надежного контакта заготовки с установочными элементами,
предупреждение ее смещения и вибраций в процессе обработки. Введением
дополнительных зажимных устройств увеличивают жесткость технологической
системы, что повышает точность и производительность обработки. Зажимные
устройства используются также для обеспечения правильной установки и
центрирования заготовки, выполняя функцию установочно-зажимных устройств. К ним
относятся самоцентрирующие патроны, цанговые зажимы и другие устройства.
При обработке на заготовку действуют силы резания,
объемные силы, а также силы второстепенного и случайного характера,
предопределяя возможное смещение заготовки. По величине, направлению и месту
приложения силы резания являются переменными факторами. При неустановившемся
режиме (врезании инструмента) сила резания возрастает от нуля до максимума и
уменьшается от максимума до нуля (сход инструмента). При установившемся режиме
она также не постоянна и изменяется в определенных пределах. Амплитуда
колебаний силы резания в этом случае достигает 0,1 ее номинальной величины.
Точка приложения силы резания в процессе обработки непрерывно перемещается по
обрабатываемой поверхности, поэтому сила резания имеет не статический, а
динамический характер. При обработке прерывистых поверхностей динамичность
резания еще более возрастает.
Зажимные устройства должны быть надежными в работе,
просты по конструкции и удобны в обслуживании; не должны деформировать
закрепляемые заготовки и портить поверхности; закрепление и открепление
заготовок должно быть с минимальной затратой сил и времени; они должны
обеспечивать равномерный зажим заготовок, особенно в многоместных
приспособлениях; зажимные устройства не должны сдвигать заготовку при ее
закреплении и по возможности воспринимать силы резания. Последним следует
противопоставлять жесткие установочные элементы приспособления. Место
приложения сил закрепления выбирают по условию наибольшей жесткости и
устойчивости крепления и минимальной деформации заготовки. Для повышения
точности обработки предпочтительны устройства, обеспечивающие постоянную силу
закрепления.
Погрешность установки детали при окончательной обработке наружной
поверхности поршня.
Поршень устанавливается технологическими отверстиями на два пальца
приспособления, один из которых срезанный, и поджимается через центровое отверстие
к внутреннему торцу днища.
Погрешность базирования Δ - смещение заготовки от ее среднего
положения в направлении, перпендикулярном к оси цилиндрического пальца,
рассчитывается по формуле:
Δ = δ1 /2 + δ2 /2 +
δ3/2 , (2.1.)
где δ1 - допуск на диаметр базового отверстия;
δ2 - допуск на диаметр пальца
приспособления;
δ3 - допуск на износ пальца.
Δ = 0,05/2 + 0,002 /2 +
0,004/2 = 0,028 мм.
.
ПРОЕКТИРОВАНИЕ УЧАСТКА
3.1 Определение потребного количества
оборудования и рабочих
Количество станков на участке, необходимых для
обработки детали по заданной программе, определяют:
по данным технологического процесса;
по техноко-экономическим показателям.
 (3.1.)
(3.1.)
где Tшт i - штучное время на операцию, мин.;
N - годовая программа выпуска, шт;
Ф0 - эффективный годовой фонд времени станка,ч;
КПН - коэффициент переналадки, принимаемый 0,95.
Принятое количество оборудования для каждой операции
определяется путем округления СРАСЧ в большую сторону до ближайшего целого. На
проектируемом участке принято 15 станков.
Общее количество рабочих, участвующих в работе
участка, составляет:
рабочие основного технологического процесса - 13
человек;
рабочие, обслуживающие основной технологический
процесс - 5 человек;
руководители, специалисты, служащие - 4 человека.
Всего: 22 человек.
Явочный состав производственных рабочих равен 13
человек.
3.2 Выбор межоперационного транспорта
Межоперационная транспортировка деталей с 010 по 050
операции осуществляется подвесным конвейером.
На операции 055 транспортировка деталей осуществляется
с помощью тележки на 60 шт., массой 110 кг.
Транспортировка деталей на операции 070 осуществляется
в таре 9НТ-18348. на тележке на расстоянии 5-7мм (тележка на 100 деталей).
3.3 Выбор средств механизации, сбора и
транспортировки металлической стружки
В результате механической обработки деталей поршень образуется
значительное количество стружки, которое можно определить как разность масс
заготовок деталей из расчета годового выпуска. Стружка, образующаяся в процессе
обработки детали, может стать причиной травмы. Переработку стружки производим в
помещениях отдаленных от участка механической обработки.
Стружка, получаемая в процессе обработки, может быть
сухая, загрязненная маслом или эмульсией. На каждом станке с ЧПУ есть
специальный контейнер для сбора стружки, получаемой в процессе обработки
деталей. Из этих контейнеров стружка переносится в общий контейнер для сбора
стружки, а затем стружка вывозится для переработки на электрических
погрузчиках.
3.4 Расчет потребной площади участка
При детальном проектировании производственная
станочная площадь определяется на основании планировки путем разработки плана
расположения всего оборудования, рабочих мест, конвейеров и других устройств,
складов.
На основании планировки уточняются принятая ширина,
длина и число пролетов. Ширина пролета зависит, главным образом, от габаритных
размеров принимаемого оборудования и средств транспорта. Расстояние в
продольном и поперечном направлениях называют соответственно шириной пролетов и
шагом колонн. Расстояние между осями колонн в продольном и поперечном
направлениях также называют сеткой колонн.
Общая площадь занята основными рабочими местами,
проходами, проездами. Она определяется по следующей формуле:
 (3.2.)
(3.2.)
где СПР - число однотипных станков на участке;-
удельная площадь на единицу оборудования, м2;- удельная площадь на проходы,
проезды, на единицу оборудования;- число наименований разнотипных станков.ПР =
13*(6,1+7) = 170,3 м2
Принимаем 170 м2 .
Вспомогательная площадь, занятая под складские
помещения, определяется:
ВСП = FСКЛ + FИ.РК. + FКОН + FБЫТ , (3.3.)
где FСКЛ - площадь под заготовки и готовую продукцию,
25% от производственной;И.РК - площадь под инструментально-раздаточную
кладовую, 0,5 м на станок;КОН - площадь ОТК, принимаем 8 м на одного
контролера;БЫТ - площадь бытовых и конторских помещений, 1,5 м на одного
работающего.ВСП = 42,5+7,5+8+19,5 = 77,5 м2
Общая площадь составляет:ОБЩ =FПР + FВСП= 170 + 77,5 =
247,5 м2
Объём участка:
= FОБЩ • h , (3.4.)
где h - высота до нижних частей перекрытия.= 247,5 •
8,4 = 2079 м3
Средняя общая площадь на один станок:
 (3.5.)
(3.5.)
где n - принятое число станков.СР=170/15=11,3 м2
3.5 Описание плана расположения оборудования
Расположение станков на участке механической обработки
определено организационной формой производственного процесса, длиной станочных
участков, числом станков, видом межоперационного транспорта, способом удаления
стружки и другими факторами. Вариант расположения станков относительно прост.
Рациональность размещения оборудования сводится к размещению станков
относительно транспортного средства, числу рядов станков и связями между ними.
Относительно транспортного средства станки размещены продольным способом. При
этом достигаются благоприятные условия для механизации межоперационного
транспортирования и обслуживания рабочих мест, лучше используется
производственная площадь.
При планировке оборудования придерживаемся следующих требований:
удобство и безопасность работы;
максимальное облегчение межоперационной передачи детали и многостаночного
обслуживания;
должен быть обеспечен удобный подвоз тяжелого инструмента, крупных
приспособлений и запасных узлов;
безопасный подход к станку для смазки и разборки его на месте установки.
То есть технологическое оборудование располагаем между двумя проездами.
Предусмотрены резервные площади для станков с высоким коэффициентом загрузки.
. РАЗРАБОТКА ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКОЙ ЧАСТИ
ДИПЛОМНОГО ПРОЕКТА
4.1 Организация и планирование технологической
подготовки производства
4.1.1 Технологическая
подготовка производства
Сегодня машиностроение является важнейшей отраслью
промышленности. Её продукция - машины различного назначения (начиная от
самолетов и заканчивая автомобилями) - поставляется во все отрасли народного
хозяйства.
В настоящее время важно качественно, дешево и в
заданные плановые сроки с минимальными затратами труда изготовить деталь,
машину в целом, применив современное высокопроизводительное оборудование,
инструмент, технологическую оснастку, средства механизации и автоматизации
производства. От принятой технологии производства во многом зависит
долговечность и надежность работы выпускаемой машины, а также экономичность её
эксплуатации.
Совершенствование технологического процесса
изготовления детали и машины в целом способствует конструированию и
использованию более совершенных машин, снижению их себестоимости, уменьшению
затрат труда на их изготовление.
Совершенствование конструкции машин характеризуется её
соответствием современному уровню техники, экономичностью в эксплуатации, а
также тем, в какой мере учтены возможности использования наиболее экономичных и
производительных технологических методов её изготовления, применительно к
заданному выпуску и условиям производства
В дипломном проекте рассматривается технологический процесс изготовления
детали - поршень автомобиля ЗИЛ-4314, строится сетевой график, производится
расчет критического пути, составляется смета затрат на технологическую
подготовку производства, рассчитываются основные технико-экономические
показатели производства, годовой экономический эффект и срок окупаемости
дополнительных капитальных вложений.
Технологическая подготовка производства (ТПП) - это совокупность
мероприятий, обеспечивающих технологическую готовность производства (наличие
полного комплекта технологической документации и средств оснащения),
необходимых для выпуска заданного объема продукции, установленного качества с
установленными технико-экономическими показателями.
Технологическая сложность изготовления современных изделий, высокие
требования, предъявляемые к испытаниям на работоспособность и ресурс приводят к
резкому возрастанию объема технологической подготовки производства. В то же
время необходимость постоянного обновления продукции в соответствии с
требованиями рынка обострила задачу всемерного сокращения длительности
производственного цикла ТПП.
Решение этих проблем возможно лишь при условии использования последних
научно-технических достижений в процессе подготовки производства, проведение
политики инноваций на технологическое обновление.
От технологической подготовки производства зависит готовность
производства к выпуску изделий заданного качества в минимальные сроки при
наименьших трудовых, материальных и финансовых затратах; приспособленности
производства к непрерывному, его совершенствованию, быстрой переналадке на
выпуск более совершенных изделий.
Высокий уровень технологической подготовки производства является условием
эффективной работы производства любого типа (единичного, серийного, массового),
обеспечивая его стабильность и надежность функционирования, гибкость и
способность к адаптации, высокую интенсивность, малостадийность и
малооперационность и безотходность.
Способность к адаптации является важнейшим свойством производства. Под
адаптацией понимается такая реакция на изменение внутренней или внешней среды,
которая противодействует снижению эффективности функционирования производства.
Гибкость необходима как дискретным, так и непрерывным производствам. Непрерывные
производства более пригодны для автоматизации и компьютеризации.
Автоматизация производства в сочетании с его гибкостью дает возможность
легко осуществлять переход на выпуск нового вида продукции, использование
нового сырья и т. д.
В гибком автоматизированном производстве переналадка становится
органической частью технологии и осуществляется автоматически. Гибкость
технологии обеспечивает рост производительности труда, как в основном, так и во
вспомогательном производстве, сокращает технологический цикл, позволяет лучше
использовать оборудование.
Надежность функционирования производства - это не только надежность
оборудования и технологических процессов, но и оптимальность его структуры,
основанная на малостадийности, малооперационности, бесперебойности, минимизации
затрат на выпуск достаточного количества продукции высокого качества.
Малостадийность и малооперационность технологических процессов
производства позволяют резко повысить производительность труда и сократить
потребность в производственных площадях.
Непрерывность и ритмичность обеспечивают наилучшие условия
функционирования. Принцип замкнутости многократных циклов способствует созданию
высокоэффективных безотходных производственных систем.
Для того чтобы производство отвечало всем этим требованиям, необходимо
применять такие методы и средства технологической подготовки производства,
которые соответствуют передовым достижениям науки и техники и обеспечивают
высокую способность производства к непрерывному его совершенствованию.
Затраты на технологическую подготовку производства связаны с определением
затрат на основные и вспомогательные материалы, используемые при
технологической подготовке производства, затраты, связанные с заработной платой
всех участников и разработчиков ТПП, амортизацией используемых основных средств
и прочих расходов, определяемой спецификой технологической подготовки
производства.
Технологическая подготовка производства, как и другой комплекс работ,
требует предварительного планирования.
Одним из наиболее предпочтительных методов планирования является метод
сетевого планирования.
4.1.2 Сетевое планирование
ТПП
При выполнении сложных задач, когда различными исполнителями производится
большое число работ, планирование и управление процессом технологической
подготовки производства может выполняться с помощью метода сетевого
планирования и управления.
Цель построения и расчетов основных параметров сетевого графика -
определение длины критического пути. Критический путь определяет сроки
выполнения всего комплекса работ по данному проекту.
Сетевой график (сеть) - это модель процесса обработки и создания
некоторого объекта, изображающая весь комплекс взаимосвязанных работ и их
результатов в виде ориентированного графа (рис.4.1.).
Сетевой график
3
4 7
2 4 1
8
6 2
2
1 5 7
3
Рис. 4.1.
Сетевой график состоит из множества событий обозначенных кружками и
множества работ, изображенных стрелками. Связь всех действий и процессов,
которые должны быть осуществлены для достижения поставленной цели
Число событий и работ на сетевом графике зависит от сложности объекта и
от требуемой степени детализации разрабатываемого плана.
Работой называется процесс ли действие, к достижению определенного
результата. Она характеризуется во времени и связана с расходованием ресурса,
каждая работа имеет номер и название, которое раскрывает ее содержание.
Событие - это факт начала ли окончания работы, оно не имеет
продолжительности во времени. Каждое событие имеет номер и название, которое
формируется в прошедшем времени.
На сетевом графике любой работе присуще событие, т.е. с которой
начинается работа и последующее событие, которым заканчивается работа
(рис.4.2.).
Обозначение работ и событий
r
tr ,
где i - номер события, предшествующего работе;- номер события,
последующего за работой;- номер работы;- время работы;
Рис.4.2.
Событие начала планируемого процесса, у которого нет предшествующих
событий, называется исходным событием и ему присваивают №1
Событие, которое не имеет последовательного события и заканчивает
процесс, называют завершающим событием и ему присваивается последний номер
сети.
Для установления взаимосвязи работ с событиями каждой работе
присваивается код, который выражается 2-мя числами и разделен запятой.
Первое число = номеру предшествующего работе событию (i), второе =
последующему за работой событию (j).
Для оценки продолжительности работы необходимо пользоваться
соответствующими нормативными данными или обобщенными опытными данными.
Если ни того, ни другого нет, то расчет идет по формуле:
= (3 tmin + 2 tmax) / 5, (4.1)
где tmax - это максимальная продолжительность работы при наиболее
благоприятных условиях.
tmin - это минимальная продолжительность работы при наиболее
благоприятных условиях.
На сетевом графике каждое событие является начальным или конечным
результатом выполнения одной или нескольких работ.
Основные свойства сетевого графика:
. Ни одно событие не может совершиться до тех пор, пока не будут
выполнены все входящие в него работы.
2. Ни одна работа, выходящая из данного события не может начаться до
тех пор, пока данное событие не совершилось.
Основные правила при построении сетевого графика:
. Сеть строится таким образом, что каждое событие изображается
только правее предыдущего
. У каждой работы номер предыдущего события должен быть меньше
номера последующего.
. В сети не должно быть событий, не имеющих предшествующего
события, кроме исходного.
. В сети не должно быть тупиков, т.е. событий, не имеющих
последующих событий, кроме завершающих.
. Не должно быть замкнутых контуров.
. Не должно быть параллельных работ, имеющих одинаковые
предшествующие ил последующие события.
Порядок построения сетевого графика.
1. Для построения сетевых работ составляется список всех выполняемых
работ и устанавливается перечень событий.
2. Выявляется технологическая последовательность выполнения работ и
логика связи между ними.
Каждому событию присваивается №, каждой работе код и №.
Для построения сетевого графика необходимо установить последовательность
и объем работ технологической подготовки производства, распределить эти работы
по исполнителям, определить трудоемкость выполнения работ и событий
технологической подготовки производства.
В таблице 4.1. приведен перечень работ и событий, совершаемых при
технологической подготовке производства детали - поршень автомобиля ЗИЛ-4314.
Таблица 4.1.
Перечень работ и событий ТПП
|
Работа
|
Событие
|
|
№
|
Код
|
Содержание
|
Трудоемкость Чел/час
|
Число исполнителей
|
Продолжительность (часы)
|
№
|
Формулировка
|
|
|
|
|
|
|
1
|
Получено задание на совершенствование технологического
процесса производства поршня автомобиля ЗИЛ 4314
|
|
1
|
1-2
|
Анализ существующего тех.процесса изготовления поршня
автомобиля ЗИЛ 4314
|
2
|
1
|
2
|
2
|
Анализ ТП проведен
|
|
2
|
2-3
|
Поиск необходимой литературы
|
5
|
1
|
5
|
3
|
Необходимая литература найдена.
|
|
3
|
3-4
|
Изучение и проработка отечественных и зарубежных технологий
изготовления поршня
|
10
|
1
|
10
|
4
|
Технологии изготовления поршня изучены.
|
|
4
|
4-5
|
Анализ возможности совершенствования базового ТП в условиях
существующего предприятия
|
6
|
1
|
6
|
5
|
Анализ возможности совершенствования базового ТП проведен
|
|
5
|
5-6
|
Выбор оптимального метода совершенствования ТП
|
5
|
1
|
5
|
6
|
Оптимальный метод выбран
|
|
6
|
6-7
|
Анализ чертежа заготовки
|
18
|
2
|
9
|
7
|
Анализ чертежа заготовки проведен.
|
|
7
|
7-8
|
Выбор технологических баз.
|
7
|
1
|
7
|
8
|
Технологические базы выбраны.
|
|
8
|
6-9
|
Анализ существующего оборудования.
|
6
|
1
|
6
|
9
|
Существующее оборудование проанализировано.
|
|
9
|
9-10
|
Выбор оборудования.
|
3
|
1
|
3
|
10
|
Оборудование выбрано.
|
|
10
|
10-11
|
Разработка планировки оборудования
|
6
|
1
|
6
|
11
|
Планировка разработана
|
|
11
|
11-12
|
Разработка рабочих мест произ-ных участков.
|
8
|
1
|
8
|
12
|
Разработка рабочих мест проведена.
|
|
12
|
12-13
|
Разработка инструкций по эксплуатации оборудования
|
4
|
1
|
4
|
13
|
Инструкции разработаны.
|
|
13
|
13-14
|
Проведение расчета безопасности в цеху (БЖД)
|
7
|
1
|
7
|
14
|
Расчет БЖД проведен.
|
|
14
|
8-14
|
Фиктивная работа
|
0
|
0
|
0
|
14
|
|
|
15
|
14-15
|
Расчет режимов резания.
|
6
|
1
|
6
|
15
|
Расчет режимов резания проведен
|
|
16
|
15-16
|
Расчет норм времени выполнения операций.
|
6
|
1
|
6
|
16
|
Расчет норм времени проведен.
|
|
17
|
16-17
|
Расчет основных технико-экономи. показателей производства.
|
7
|
1
|
7
|
17
|
Расчет ТЭП проведен.
|
|
18
|
17-18
|
Выбор метода обработки
|
3
|
1
|
3
|
18
|
Метод обработки выбран
|
|
19
|
17-19
|
Закупка нового оборудования
|
10
|
2
|
5
|
19
|
Оборудование закуплено.
|
|
20
|
19-20
|
Прием оборудования и оформление док.
|
32
|
4
|
8
|
Оборудование выбрано и док. оформлены.
|
|
21
|
18-20
|
Фиктивная работа
|
0
|
0
|
0
|
20
|
|
|
22
|
20-21
|
Установка оборудования
|
128
|
8
|
16
|
21
|
Оборудование установлено.
|
|
23
|
21-22
|
Подвод эл. части
|
22
|
2
|
11
|
22
|
Подвод эл. части произведен.
|
|
24
|
22-23
|
Наладка оборудования
|
24
|
2
|
12
|
23
|
Наладка проведена
|
|
25
|
20-24
|
Определение необходимых характеристик для работы
оборудования
|
6
|
1
|
6
|
24
|
Необходимые характеристики определены.
|
|
26
|
24-25
|
Разработка технологических операций.
|
20
|
1
|
20
|
25
|
Технологические операции разработаны.
|
|
27
|
25-26
|
Анализ эффективности внесенных изменений в базовый
тех.процесс
|
7
|
1
|
7
|
26
|
Анализ проведен
|
|
28
|
26-27
|
Проверка разрабатываемого технологического процесса
|
36
|
3
|
12
|
27
|
Проверка проведена.
|
|
29
|
23-27
|
Фиктивная работа
|
0
|
0
|
0
|
|
|
|
30
|
27-28
|
Изготовление пробной партии.
|
150
|
10
|
15
|
28
|
Пробная партия изготовлена
|
|
31
|
28-29
|
Контроль качества
|
12
|
3
|
4
|
29
|
Документация проработана
|
|
32
|
29-30
|
Выверка и отладка
|
32
|
4
|
8
|
30
|
Контроль качества проведен
|
|
33
|
27-31
|
Проработка нормативной документации по безопасности работы
и условий труда.
|
12
|
2
|
6
|
31
|
Выверка и отладка проведена.
|
|
34
|
30-31
|
Фиктивная работа
|
0
|
0
|
0
|
31
|
|
|
35
|
31-32
|
Сдача тех.процесса цеху
|
4
|
1
|
4
|
32
|
Тех.процесс сдан цеху
|
|
36
|
32-33
|
Оформление. Прием акта
|
4
|
1
|
4
|
33
|
Акт принят
|
|
|
Итого:
|
608
|
|
|
|
|
При расчете параметров сетевого графика сначала определяется
продолжительность пути, и для каждого события находятся ранний и поздний сроки
совершения события.
Путем называется любая непрерывная последовательность событий и работ на
сетевом графике.
В зависимости от включения в пути исходного и завершающего событий
различают следующие виды путей сетевого графика:
а) Полный путь от исходного и завершающего событий; обозначается Ln (1
÷ C), где 1 и С -
исходное и завершающее событие.
Продолжительность (длина) пути равна арифметической сумме
продолжительности работ, составляющих путь:
 (4.2.)
(4.2.)
б) Полный путь, имеющий наибольшую продолжительность, называется
критическим путем. Продолжительность критического пути равна:
 (4.3.)
(4.3.)
Длина критического пути определяет сроки выполнения всего планируемого
комплекса работ по данному проекту. Изменение продолжительности любой работы,
лежащей на критическом пути, соответствующим образом меняет (сокращает или
удлиняет) срок наступления завершающего события, т.е. дату достижения конечной
цели всей разработки. В сети может быть несколько критических путей.
L=0+2+5+10+6+5+6+3+6+8+4+7+6+6+7+5+8+16+11+12+0+15+4+8+0+4+4=168ч.=0+2+5+10+6+5+6+3+6+8+4+7+6+6+7+3+0+6+20+7+12+15+4+8+0+4+0=160ч.=0+2+5+10+6+5+6+3+6+8+4+7+6+6+7+3+0+16+11+12+0+15+4+8+0+4+4=158ч.=0+2+5+10+6+5+6+3+6+8+4+7+6+6+7+5+8+6+20+7+12+6+4+4=153ч.=0+2+5+10+6+5+9+7+0+6+6+7+5+8+16+11+12+0+6+4+4=129ч.=0+2+5+10+6+5+9+7+0+6+6+7+5+8+6+20+7+12+6+4+4=135ч.=0+2+5+10+6+5+9+7+0+6+6+7+3+0+16+11+12+0+15+4+8+0+4+4=140ч.=0+2+5+10+6+5+9+7+0+6+6+7+3+0+6+20+7+12+6+4+4=125ч.=0+2+5+10+6+5+9+7+0+6+6+7+3+0+16+11+12+0+6+4+4=119ч.=0+2+5+10+6+5+6+3+6+8+4+7+6+6+7+5+8+6+20+7+12+15+4+8+0+4+4=174ч.кр.
= 174ч.
Резерв времени пути определяется разницей между продолжительностью
критического пути и продолжительностью данного полного пути:
 (4.4.)
(4.4.)
Он показывает на какую величину можно увеличить
продолжительность работ на данном пути, не вызывая изменения продолжительности
критического пути.
4.1.3 Расчет основных
параметров сетевого графика
Ранний срок свершения события - это время, необходимое
для выполнения всех работ, предшествующих данному событию. Он характеризуется
величиной наиболее длительного отрезка пути от исходного события до данного
события (предшествующего пути) и может быть определен по формуле:
 (4.5.)
(4.5.)
где r - номер работы сетевого графика, r = 1, N ;
rj - подмножество номеров работ, которые оканчиваются событием j;
tr - продолжительность работы г;p - ранний срок свершения события j,
последующего за работой r;p - ранний срок свершения события г, предшествующего
работе r;
С - общее число событий сети;- общее число работ сети.
Поздний срок свершения события - это дата наиболее позднего из допустимых
сроков свершения события. Поэтому увеличение позднего срока свершения события
вызывает аналогичную задержку наступления завершающего события сети. Поздний
срок свершения события определяется по формуле:
 (4.6.)
(4.6.)
где Ti П-поздний срок свершения события i, предшествующего работе r;П-
поздний срок свершения события j, последующего за работой r;- подмножество
номеров работ, которые начинаются с события i.
Следует отметить, что:
а) для исходного события ранний и поздний сроки свершения равны:
б) Расчет ранних сроков свершения события ведется от исходного события к
завершающему;
в) Расчет поздних сроков свершения событий ведется от завершающего
события к исходному;
г) ранний и поздний сроки свершения завершающего события равны
продолжительности критического пути.
Резерв времени события показывает предельный промежуток времени, на
который может быть задержано свершение данного события без увеличения срока
завершения разработки проекта в целом. Он определяется как разность между
поздним и ранним сроками свершения данного события:
 (4.7.)
(4.7.)
События критического пути не имеют резервов времени события. Если резерв
времени события будет полностью использован (равен нулю), то данное событие
попадает на критический путь. Несоблюдение же сроков выполнения любой работы,
лежащей на критическом пути, ведет к срыву общего срока выполнения всего комплекса
работ.
Характеристики события: номер события, ранний и поздний сроки свершения
события и резерв времени события указываются на сетевом графике в четвертях
кружка, изображающего событие.
Расчет параметров совершаемых событий приведен в таблице 4.2.
Таблица 4.2.
Параметры совершаемых событий
|
№ события
|
Ранний срок свершения события
|
Поздний срок свершения события
|
Резерв
|
|
1
|
0
|
0
|
0
|
|
2
|
2
|
2
|
0
|
|
3
|
7
|
7
|
0
|
|
4
|
17
|
17
|
0
|
|
5
|
23
|
23
|
0
|
|
6
|
28
|
28
|
0
|
|
7
|
37
|
55
|
18
|
|
8
|
44
|
62
|
18
|
|
9
|
34
|
34
|
0
|
|
10
|
37
|
37
|
0
|
|
11
|
43
|
43
|
0
|
|
12
|
51
|
51
|
0
|
|
13
|
55
|
55
|
0
|
|
14
|
62
|
62
|
0
|
|
15
|
68
|
68
|
0
|
|
16
|
74
|
74
|
0
|
|
17
|
81
|
81
|
0
|
|
18
|
84
|
94
|
10
|
|
19
|
86
|
86
|
0
|
|
20
|
94
|
94
|
0
|
|
21
|
110
|
116
|
6
|
|
22
|
121
|
127
|
6
|
|
23
|
133
|
139
|
6
|
|
24
|
100
|
100
|
0
|
|
25
|
120
|
120
|
0
|
|
26
|
127
|
127
|
0
|
|
27
|
139
|
139
|
0
|
|
28
|
154
|
154
|
0
|
|
29
|
158
|
158
|
0
|
|
30
|
166
|
166
|
0
|
|
31
|
166
|
166
|
0
|
|
32
|
170
|
170
|
0
|
|
33
|
174
|
174
|
0
|
Из расчета следует, что свершение событий № 7, 8, 18, 21, 22, 23 может
быть задержано соответственно на 18, 18, 10, 6, 6, 6 часов без увеличения срока
завершения разработки проекта в целом.
Зная ранние и поздние сроки свершения событий, можно для любой работы
определить ранние и поздние сроки начала и окончания работы:
ранний
срок начала работы равен 
ранний
срок окончания работы равен 
поздний
срок начала работы равен 
поздний
срок окончания работы равен 
Полный резерв времени работы - это срок, на который можно передвинуть
данную работу, не изменяя времени критического пути. Он определяется по
формуле:
 (4.8.)
(4.8.)
Свободный (частный) резерв времени работы - это срок, на который можно
передвинуть окончание данной работы, не влияя на изменение характеристик,
проходящего через эту работу пути. Он определяется по формуле:
 (4.9.)
(4.9.)
Расчет параметров выполняемых работ приведен в таблице 3.3.
Таблица 4.3.
Параметры выполняемых работ
|
№
|
Код работы
|
Продол-ть работ
|
Раннее начало
|
Раннее окончание
|
Позднее начало
|
Позднее окончание
|
Резерв полный
|
Резерв свободный
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1
|
1-2
|
2
|
0
|
2
|
0
|
2
|
0
|
0
|
|
2
|
2-3
|
5
|
2
|
7
|
2
|
7
|
0
|
0
|
|
3
|
3-4
|
10
|
17
|
7
|
17
|
0
|
0
|
|
4
|
4-5
|
6
|
17
|
23
|
17
|
23
|
0
|
0
|
|
5
|
5-6
|
5
|
23
|
28
|
23
|
28
|
0
|
0
|
|
6
|
6-7
|
9
|
28
|
37
|
46
|
55
|
18
|
0
|
|
7
|
7-8
|
7
|
37
|
44
|
55
|
62
|
18
|
0
|
|
8
|
6-9
|
6
|
28
|
34
|
28
|
34
|
0
|
0
|
|
9
|
9-10
|
3
|
34
|
37
|
34
|
37
|
0
|
0
|
|
10
|
10-11
|
6
|
37
|
43
|
37
|
43
|
0
|
0
|
|
11
|
11-12
|
8
|
43
|
51
|
43
|
51
|
0
|
0
|
|
12
|
12-13
|
4
|
51
|
55
|
51
|
55
|
0
|
0
|
|
13
|
13-14
|
7
|
55
|
62
|
55
|
62
|
0
|
0
|
|
14
|
8-14
|
0
|
44
|
44
|
62
|
62
|
18
|
18
|
|
15
|
14-15
|
6
|
62
|
68
|
62
|
68
|
0
|
0
|
|
16
|
15-16
|
6
|
68
|
74
|
68
|
74
|
0
|
0
|
|
17
|
16-17
|
7
|
74
|
81
|
74
|
81
|
0
|
0
|
|
18
|
17-18
|
3
|
81
|
84
|
91
|
94
|
10
|
0
|
|
19
|
17-19
|
5
|
81
|
86
|
81
|
86
|
0
|
0
|
|
20
|
19-20
|
8
|
86
|
94
|
86
|
94
|
0
|
0
|
|
21
|
18-20
|
0
|
84
|
84
|
94
|
94
|
10
|
10
|
|
22
|
20-21
|
16
|
94
|
110
|
100
|
116
|
6
|
0
|
|
23
|
21-22
|
11
|
110
|
121
|
116
|
127
|
6
|
0
|
|
24
|
22-23
|
12
|
121
|
133
|
127
|
139
|
6
|
0
|
|
25
|
20-24
|
6
|
94
|
100
|
94
|
100
|
0
|
0
|
|
26
|
24-25
|
20
|
100
|
120
|
100
|
120
|
0
|
0
|
|
27
|
25-26
|
7
|
120
|
127
|
120
|
127
|
0
|
0
|
|
28
|
26-27
|
12
|
127
|
139
|
127
|
139
|
0
|
0
|
|
29
|
23-27
|
0
|
133
|
133
|
139
|
139
|
6
|
6
|
|
30
|
27-28
|
15
|
139
|
154
|
139
|
154
|
0
|
0
|
|
31
|
28-29
|
4
|
154
|
158
|
154
|
158
|
0
|
0
|
|
32
|
29-30
|
8
|
158
|
166
|
158
|
166
|
0
|
0
|
|
33
|
27-31
|
6
|
139
|
145
|
160
|
166
|
21
|
0
|
|
34
|
30-31
|
0
|
166
|
166
|
166
|
166
|
0
|
0
|
|
35
|
31-32
|
4
|
166
|
170
|
166
|
170
|
0
|
0
|
|
36
|
32-33
|
4
|
170
|
174
|
170
|
174
|
0
|
0
|
Найденные величины полного резерва для работ № 6, 7, 14, 18, 21, 22, 23,
24, 29, 33 показывают, что на сроки 18, 18, 18, 10, 10, 6, 6, 6, 6, 21 часов
соответственно можно передвинуть соответствующие работы, не изменяя времени
критического пути.
Найденные величины свободного резерва для работ № 14, 21, 29 показывают,
что на сроки 18, 10, 6 часов можно передвинуть окончания соответствующих работ,
не влияя на изменение характеристик, проходящих через эти работы путей.
.1.4 Составление сметы затрат на технологическую
подготовку производства
В смету затрат по ТПП включаются расходы по следующим элементам:
. Основные материалы (за вычетом отходов);
. Покупные комплектующие изделия и полуфабрикаты;
. Основная заработная плата;
. Дополнительная заработная плата;
. Отчисления на социальное страхование;
. Косвенные расходы.
Расчет основных элементов, входящих в смету затрат ведется в соответствии
с перечнем необходимых мероприятий в соответствии с количеством предполагаемых
исполнителей и трудоемкостью технологической подготовки производства.
Основные материалы
Основные материалы = цена 1кг материала ∙ вес детали ∙ объем
пробной партии.
Основные материалы = 89,87 ∙ 1,177 ∙ 20 = 2115,54 руб.
При расчете затрат на заработную плату отдельно определяется основная
заработная плата ИТР, служащих и рабочих, участвующих в ТПП. Предварительно
необходимо определить трудоемкость работ, выполняемых соответствующими
исполнителями (таблица 4.4.)
Таблица 4.4.
Трудоемкость работ
|
Исполнители
|
Трудоемкость нормо-час
|
Процент по итогу
|
|
Руководители и служащие
|
284
|
46%
|
|
Рабочие
|
324
|
54%
|
|
ИТОГО
|
608
|
100%
|
Основная заработная плата определяется по формуле:
 , (4.10.)
, (4.10.)
где
Ti - трудоёмкость работ, чел∙час;- средняя часовая тарифная ставка,
руб.;- категория исполнителя.
О
= (284∙40) + (324∙25) = 11360+8100 =19460,00 руб.
Дополнительная
заработная плата определяется по формуле:
 , (4.11.)
, (4.11.)
где
ЗД = Основная заработная плата
Кд
= 0,2.
ЗД
= 19460,00 ∙0,2 = 3892,00 руб.
Отчисления
на социальное страхование определяется по формуле:
 (4.12.)
(4.12.)
ОСС
= (19460,00 + 3892,00) ∙0,26= 6071,52 руб.
Косвенные
расходы определяются как 200% от основной заработной платы.
КР
= 19460,00 ∙200% = 38920,00 руб.
Выполненные
расчеты представлены в таблице 4.5.
Таблица 4.5.
Смета затрат на ТПП
|
№
|
Статьи затрат
|
% к итогу
|
|
1
|
Основные материалы (за вычетом отходов)
|
2115,54
|
3,00%
|
|
2
|
Основная заработная плата
|
19460,00
|
27,62%
|
|
3
|
Дополнительная заработная плата
|
3892,00
|
5,52%
|
|
4
|
Отчисления на социальное страхование
|
6071,52
|
8,62%
|
|
5
|
Косвенные расходы
|
38920,00
|
55,24%
|
|
ИТОГО
|
70 459,06
|
100%
|
Результатом решения задачи являются параметры сетевого графика, которые
позволяют определить продолжительность и количество критических путей на
сетевом графике, а также резервы времени событий и работ, не лежащих на
критических путях.
4.2 Расчет и сравнительный анализ основных
технико-экономических показателей производства поршня автомобиля ЗИЛ-4314
Исходными данными для определения экономической эффективности от
внедрения предлагаемых конструкторских и технологических решений являются
показатели, которые не требуют расчета и определения по заводским данным или
справочникам, а также показатели, которые были получены ранее расчетным путем.
В разрабатываемом технологическом процессе на токарной и шлифовальной
операции три станка: токарный многорезцовый полуавтомат модели 1Н713 (2 шт.) и
копировально-шлифовальный станок модели КШ312Н1, заменяются токарным
патронно-центровым станком с ЧПУ модели 16А20Ф3 и полуавтоматом специальным для
обработки поверхностей поршней модели МК6763Ф3.
Исходные данные базового и разрабатываемом ТП приведены в таблице 4.6.
Таблица 4.6.
Исходные данные вариантов технологии
|
№ п/п
|
Исходные показатели
|
Ед. изм.
|
Варианты
|
|
|
|
Базовый
|
Новый
|
|
|
|
модели станков
|
|
|
|
1Н713
|
1Н713
|
КШ312Н1
|
16А20Ф3
|
МК6763Ф3
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
2
|
Годовая программа выпуска
|
шт.
|
500 000
|
500 000
|
|
3
|
Трудоемкость обработки tшт.к.:
|
мин.
|
|
|
Токарная
|
|
0,44
|
0,56
|
-
|
0,52
|
0,84
|
|
Шлифование
|
|
-
|
-
|
0,67
|
|
|
|
Итого: штучно- калькуляционное время
|
мин.
|
1,67
|
1,36
|
|
4
|
Количество приспособлений
|
шт.
|
1
|
1
|
1
|
1
|
1
|
|
5
|
Класс точности станка
|
|
Н
|
Н
|
П
|
П
|
В
|
|
6
|
Габариты станка (длина х ширина)
|
м2
|
2,6х1,5
|
2,6х1,5
|
4,9х2,0
|
3,4х2,1
|
3,4х2,1
|
|
7
|
Площадь, занимаемая станком, S
|
м2
|
3,9
|
3,9
|
9,8
|
7,14
|
7,14
|
|
8
|
Установленная мощность электродвигателей Nд
|
кВт
|
19,5
|
19,5
|
15
|
20,4
|
22,5
|
|
9
|
Срок службы станка до капитального ремонта
|
лет
|
7,5
|
7,5
|
7,5
|
10
|
10
|
|
10
|
Категория сложности ремонта станка механической части
(число единиц ремонтной сложности)
|
р.е.
|
13,5
|
13,5
|
14,0
|
18,0
|
18,0
|
|
электротехнической части
|
|
16,0
|
16,0
|
15,0
|
23,0
|
23,0
|
|
11
|
Стоимость станка Цоб.
|
руб.
|
1350000
|
1350000
|
1750000
|
1800000
|
200000
|
|
12
|
Количество станков, обслуживаемых одним рабочим
|
шт.
|
1
|
1
|
1
|
2
|
2
|
4.2.1 Расчет капитальных вложений
Капитальные вложения включают следующие затраты, руб.:
 , (4.13.)
, (4.13.)
где
Кбо - балансовая стоимость оборудования;
Кпл
- стоимость здания, занимаемого оборудованием;
Ксб
- стоимость служебно-бытовых объектов;
Кпр
- стоимость приспособлений, числящихся в составе основных производственных
фондов предприятия;
Ктп
- затраты на ТПП
Балансовая
стоимость оборудования рассчитывается по формуле:
 , (4.14.)
, (4.14.)
где
 - коэффициент, учитывающий затраты по доставке и
монтажу
- коэффициент, учитывающий затраты по доставке и
монтажу
оборудования
(=1,10 - для металлорежущих станков);- количество
операций технологического процесса;- количество типоразмеров оборудования,
занятого выполнением i операции изготовления детали;
 - оптовая
цена единицы оборудования d-го типоразмера, занятого выполнением i-й операции,
руб.;
- оптовая
цена единицы оборудования d-го типоразмера, занятого выполнением i-й операции,
руб.;
 -
принятое количество единиц технологического оборудования d-го типоразмера
занятого выполнением i-й операции,
-
принятое количество единиц технологического оборудования d-го типоразмера
занятого выполнением i-й операции,
 -
коэффициент занятости технологического d-го типоразмера, занятого выполнением
i-й операции изготовления данной детали.
-
коэффициент занятости технологического d-го типоразмера, занятого выполнением
i-й операции изготовления данной детали.
Принятое
количество оборудования d-го типоразмера, занятого выполнением i-той операции
определяется по формуле:
 , (4.15.)
, (4.15.)
где
 - норма штучно-калькуляционного времени на выполнение
i-й
- норма штучно-калькуляционного времени на выполнение
i-й
операции,
мин/шт.;
 -коэффициент,
учитывающий выполнение норм времени -1,18);
-коэффициент,
учитывающий выполнение норм времени -1,18);
 -
действительный годовой фонд времени работы единицы оборудования, час;
-
действительный годовой фонд времени работы единицы оборудования, час;
 -
коэффициент загрузки оборудования. При двусменной рабате для массового
производства составляет 0,6-0,75.б =
-
коэффициент загрузки оборудования. При двусменной рабате для массового
производства составляет 0,6-0,75.б = = 1,571
(принимается 2 станка);н =
= 1,571
(принимается 2 станка);н = = 1,97 (принимается 2 станка).
= 1,97 (принимается 2 станка).
Коэффициент
занятости технологического оборудования изготовлением данной детали
определяется по формуле:
Кз.о.= ; (4.16.)
; (4.16.)
где
 - годовой объем работы оборудования по выполнению
операции изготовления данной детали, машино-ч/год;
- годовой объем работы оборудования по выполнению
операции изготовления данной детали, машино-ч/год;
 - общее
время работы оборудования за год, машино-ч/год;
- общее
время работы оборудования за год, машино-ч/год;
Кз.об1.
=  = 1,032;
= 1,032;
Кз.об2.
=  = 1,313;
= 1,313;
Кз.об3.
= = 1,571;
Кз.он1.
=  = 1,219;
= 1,219;
Кз.он1.
= = 1,97
Балансовая
стоимость оборудования:
Кбоб= = 6 507 494,26 (руб.);
= 6 507 494,26 (руб.);
Кбон= = 6 748 703,66 (руб.).
= 6 748 703,66 (руб.).
Стоимость
здания, занимаемого оборудованием рассчитывается по формуле:
 , (4.17.)
, (4.17.)
где
 - средняя стоимость 1м2 общей площади здания, руб;
- средняя стоимость 1м2 общей площади здания, руб;
 -
габариты оборудования d-го типоразмера, занятого выполнением i-й операции, м2;
-
габариты оборудования d-го типоразмера, занятого выполнением i-й операции, м2;
 -
коэффициент, учитывающий дополнительную площадь, приходящуюся на оборудования
d-го типоразмера, занятого выполнением i-й операции;
-
коэффициент, учитывающий дополнительную площадь, приходящуюся на оборудования
d-го типоразмера, занятого выполнением i-й операции;
 -
коэффициент занятости площади для изготовления данной детали (по величине равен
-
коэффициент занятости площади для изготовления данной детали (по величине равен
 ).
).
Кплб= = 287 606,74 (руб.);
= 287 606,74 (руб.);
Кплн
=  = 250 506,93 (руб.).
= 250 506,93 (руб.).
Стоимость
служебно-бытовых объектов приходящегося на одного рабочего, равно 7 м2.
Стоимость служебно-бытовых объектов в расчете на 1 м2 площади составляет 3750р.
Ксбб
= 7 · 3750 · (1,032+1,313+1,571) = 102810,08 (руб.);
Ксбн
= 7 · 3750 · (1,219+1,97) = 83725,58 (руб.)
Базовый
вариант предусматривает занятость трех рабочих, а новый вариант технологии -
обслуживание двух станков одним рабочим.
Затраты
на разработку программ рассчитываются по формуле:
Ктп=
Sn · b, (4.18.)
где Sn - стоимость подготовки программы на одно наименование детали,
руб.;- число наименований деталей, обрабатываемых на станке за год.
Ктпб = 0 (руб.);
Ктпн = 1· 50 = 50,00 (руб.).
В итоге расчета капитальных вложений определяется общая их сумма по
формуле (4.13.)
К1 = 6507494,26 + 287606,74 + 102810,08 + 0 = 6 897 911,08 (руб.);
К2 = 6748703,66 + 250506,93 + 83725,58 + 50,00 + 70 459,06 = 7 153 445,22
(руб.)
4.2.2 Расчет себестоимости годового выпуска
деталей
Себестоимость обработки деталей включает следующие статьи затрат (руб.).
 , (4.19.)
, (4.19.)
где
Sом - основные материалы;о, Lв - заработная плата основных и вспомогательных
рабочих (основная и дополнительная) соответственно;
Ао
- амортизация оборудования;пр - амортизация технологической оснастки и затраты
на ее ремонт;у - износ и содержание управляющих программ;и - затраты, связанные
с эксплуатацией инструмента;э - силовая и технологическая электроэнергия;р -
текущий ремонт и межремонтное обслуживание оборудования;ру - техническое
обслуживание и ремонт устройств с ЧПУ;
Апл
- амортизация и содержание площади.
Расчеты
себестоимости обработки детали при экономическом обосновании проводятся только
по тем статьям затрат, которые изменяются в сравниваемых вариантах.
Заработная
плата основных рабочих (основная и дополнительная) с отчислениями в органы
социального страхования рассчитывается по формуле:
 , (4.20.)
, (4.20.)
где  - коэффициент, учитывающий средний процент выполнения
обоснованных норм (принимается равным 1,18);
- коэффициент, учитывающий средний процент выполнения
обоснованных норм (принимается равным 1,18);
 -коэффициент,
учитывающий проработок рабочих, принимается равным в размере 1,2-1,4;
-коэффициент,
учитывающий проработок рабочих, принимается равным в размере 1,2-1,4;
,512
- коэффициент, учитывающий дополнительную заработанную плату и отчисления
органом соцстрахования.- годовой выпуск деталей;
 - норма
штучно-калькуляционного времени на выполнение i-й операции, мин/шт.;-
количество операций технологического процесса;- часовая тарифная ставка работы,
выполняемая на i-й операции, руб;б =
- норма
штучно-калькуляционного времени на выполнение i-й операции, мин/шт.;-
количество операций технологического процесса;- часовая тарифная ставка работы,
выполняемая на i-й операции, руб;б = = 1 191
818,88 (руб.);н =
= 1 191
818,88 (руб.);н =  = 970 583,04 (руб.).
= 970 583,04 (руб.).
Заработная
плата вспомогательных рабочих рассчитывается по формуле:
 (4.21.)
(4.21.)
где Ноб.
- норма обслуживания, определяемая по данным предприятия;- часовая тарифная
ставка рабочего, руб.;вб =  = 124
147,80 (руб.);вн =
= 124
147,80 (руб.);вн =  = 121 322,88 (руб.).
= 121 322,88 (руб.).
Затраты
на амортизацию оборудования определяются по формуле:
 , (4.22.)
, (4.22.)
где
Кбо - балансовая стоимость оборудования.
 - норма
амортизационных отчислений, принимаемая в размере равным 15% от балансовой
стоимости оборудования.б =
- норма
амортизационных отчислений, принимаемая в размере равным 15% от балансовой
стоимости оборудования.б =  = 976
124,14 (руб.);н =
= 976
124,14 (руб.);н =  = 1 012 305,55 (руб.);
= 1 012 305,55 (руб.);
Затраты
на ремонт оборудования рассчитываются по формуле:
 , (4.23.)
, (4.23.)
где  ,
,  -
нормативы годовых затрат на все виды ремонта (капитальный, средний, малый)
осмотры и межремонтное обслуживание соответственно механической и электрической
частей оборудования;
-
нормативы годовых затрат на все виды ремонта (капитальный, средний, малый)
осмотры и межремонтное обслуживание соответственно механической и электрической
частей оборудования;
 ,
, - категория сложности ремонта соответственно
механической и электрической частей оборудования, р.е.;
- категория сложности ремонта соответственно
механической и электрической частей оборудования, р.е.;
 -
коэффициент, учитывающий класс точности ремонтируемого оборудования.б = (474 ·
13,5 + 132,0 · 16) · 1 · 1,032 + (474 · 13,5 + 132,0 · 16) · 1 · 1,313 + (474 ·
14,0 + 132 · 15,0) · 1,2 · 1,571 = 36 206,65 (руб.);н = (402,0 · 18,0 + 100,8 ·
23) · 1,2 · 1,219 + (402,0 · 18,0 + 100,8 · 23) · 1,5 · 1,97 = 42215,72 (руб.).
-
коэффициент, учитывающий класс точности ремонтируемого оборудования.б = (474 ·
13,5 + 132,0 · 16) · 1 · 1,032 + (474 · 13,5 + 132,0 · 16) · 1 · 1,313 + (474 ·
14,0 + 132 · 15,0) · 1,2 · 1,571 = 36 206,65 (руб.);н = (402,0 · 18,0 + 100,8 ·
23) · 1,2 · 1,219 + (402,0 · 18,0 + 100,8 · 23) · 1,5 · 1,97 = 42215,72 (руб.).
Затраты
на техническое обслуживание и ремонт устройств с ЧПУ принимаются по нормативам
в зависимости от типа устройства в конкретном станке с ЧПУ:б = 0;н = 7780,00
(руб.).
Затраты
на амортизацию и содержание площади определяется по формуле:
 , (4.24.)
, (4.24.)
где  - годовые затраты на амортизацию и содержание площади
в расчете на 1 м2 площади, руб.- площадь участка цеха, м2;
- годовые затраты на амортизацию и содержание площади
в расчете на 1 м2 площади, руб.- площадь участка цеха, м2;
Апл.б
= 130 · (3,9 · 1,032 + 3,9 · 1,313 + 9,8 · 1,571) = 3 190,91 (руб.);
Апл.н
= 130 · (7,14 · 1,219 + 7,14 · 1,97) = 2 960,54 (руб.).
Затраты
и силовую и технологическую электроэнергию определяются по формуле:
 , (4.25.)
, (4.25.)
где
 - суммарная установочная мощность электродвигателей,
кВт;
- суммарная установочная мощность электродвигателей,
кВт;
 -коэффициент
одновременной работы электродвигателей оборудования (принимается равным 0,8);
-коэффициент
одновременной работы электродвигателей оборудования (принимается равным 0,8);
 -
коэффициент, учитывающий потери электроэнергии в сети (принимается равным
1,05);
-
коэффициент, учитывающий потери электроэнергии в сети (принимается равным
1,05);
 -
машинное время на операцию, час;
-
машинное время на операцию, час;
 -
стоимость 1 кВт/час электроэнергии, принимается равным 0,79 за 1 кВт/час;
-
стоимость 1 кВт/час электроэнергии, принимается равным 0,79 за 1 кВт/час;
 -
коэффициент полезного действия электродвигателей оборудования (
-
коэффициент полезного действия электродвигателей оборудования ( =0,65)эб = [(19,5 · 0,75 · 0,8 · 1,05 · 0,26/60 · 0,79
· 500000) + (19,5 · 0,75 · 0,8 · 1,05 · 0,37/60 · 0,79 · 500000) + (15 · 0,75 ·
0,8 · 1,05 · 0,42/60 · 0,79 · 500000)] / 0,65 = 188 551,73 (руб.);эн = [(20,4 ·
0,6 · 0,8 · 1,05 · 0,52/60 · 0,79 · 500000) + (22,5 · 0,6 · 0,8 · 1,05 · 0,84
/60 · 0,79 · 500000] / 0,65 = 150 626,99 (руб.).
=0,65)эб = [(19,5 · 0,75 · 0,8 · 1,05 · 0,26/60 · 0,79
· 500000) + (19,5 · 0,75 · 0,8 · 1,05 · 0,37/60 · 0,79 · 500000) + (15 · 0,75 ·
0,8 · 1,05 · 0,42/60 · 0,79 · 500000)] / 0,65 = 188 551,73 (руб.);эн = [(20,4 ·
0,6 · 0,8 · 1,05 · 0,52/60 · 0,79 · 500000) + (22,5 · 0,6 · 0,8 · 1,05 · 0,84
/60 · 0,79 · 500000] / 0,65 = 150 626,99 (руб.).
Себестоимость
по изменяющимся статьям затрат по вариантам технологических процессов:
Сб
= 1191818,88 + 124147,80 + 976124,14 + 36206,65 + 0 + 3190,91 + 188551,73 =
2520040,11 (руб.);
Сн
= 970583,04 + 121322,88 + 1012305,55 + 42215,72 + 7780,00 + 2960,54 + 150626,99
= 2307794,72 (руб.).
Сб1
= 2520040,11 / 500000 = 5,04 (руб.);
Сн
1 = 2307794,72 / 500000 = 4,62 (руб.).
4.3 Расчет годового экономического эффекта
Годовой
экономический эффект рассчитывается по формуле:
 , (4.26.)
, (4.26.)
где  и
и  -
приведенные затраты на годовой выпуск деталей по базовой и новой технологиям,
руб.;
-
приведенные затраты на годовой выпуск деталей по базовой и новой технологиям,
руб.;
С1
и С2 - себестоимость годового выпуска деталей по базовой и новой технологиям,
руб.;
К1
и К2 - капитальные вложения по базовой и новой технологиям, руб.;
 -
коэффициент перечета себестоимости капитальных вложений по базовому варианту на
годовой выпуск деталей по новому варианту
-
коэффициент перечета себестоимости капитальных вложений по базовому варианту на
годовой выпуск деталей по новому варианту
 -
коэффициент экономической эффективности капитальных вложений (0,2)
-
коэффициент экономической эффективности капитальных вложений (0,2)
Э
= (2520040,11 + 0,2 · 6897911,08) - (2307794,72 + 0,2 · 7153445,22) = 161138,56
(руб.)
Экономия
от снижения себестоимости годового выпуска деталей определяется по формуле:
 (4.27.)
(4.27.)
Эг
= (5,04 - 4,62) · 500000 = 212245,39 (руб).
Срок
окупаемости дополнительных капитальных вложений рассчитывается по формуле:
То
=  (4.28.)
(4.28.)
То
=  = 1,2
= 1,2
Полученный
срок окупаемости дополнительных капитальных вложений (То) ниже нормативного
(Тн), равного 5 годам.
4.4 Показатели эффективности вариантов технологии
Показатели экономической эффективности проектируемого варианта
технологического процесса даны в таблице 4.7.
Таблица 4.7.
Показатели проектируемого варианта технологии
|
Наименование показателей
|
Ед. изм.
|
Технологический процесс
|
|
|
Б
|
Н
|
|
1
|
2
|
3
|
4
|
|
Годовой выпуск деталей
|
шт.
|
500000
|
500000
|
|
Капитальные вложения, всего, в т.ч. стоимость: а)
оборудования
|
руб.
|
6 897 911,08
|
7 153 445,22
|
|
руб.
|
6 507 494,26
|
6 748 703,66
|
|
б) здания, занимаемого оборудованием
|
руб.
|
287 606,74
|
250 506,93
|
|
в) служебно-бытовых помещений
|
руб.
|
102 810,08
|
83 725,58
|
|
г) подготовки программ
|
руб.
|
-
|
50,00
|
|
Дополнительные капитальные вложения
|
руб.
|
-
|
70 459,06
|
|
Себестоимость годового выпуска деталей по изменяющимся
элементам (статьям) затрат, всего, в т.ч.: а) заработная плата Lo, Lв
|
руб.
|
2 520 040,11
|
2 307 794,72
|
|
руб.
|
1 191 818,88
|
970 538,04
|
|
руб.
|
124 147,80
|
121 322,88
|
|
б) амортизация оборудования
|
руб.
|
976 124,14
|
1 012 305,55
|
|
в) ремонт оборудования
|
руб.
|
36 206,65
|
42 215,72
|
|
г) техническое обслуживание и ремонт устройств с ЧПУ
|
руб.
|
-
|
7788,00
|
|
д) амортизация и содержание площадей
|
руб.
|
3 190,91
|
2 960,54
|
|
е) силовая и технологическая электроэнергия
|
руб.
|
188 551,73
|
150 626,99
|
|
Себестоимость одной детали
|
руб.
|
5,04
|
4,62
|
|
Экономия от снижения себестоимости годового выпуска деталей
|
руб.
|
-
|
212 245,39
|
|
Годовой экономический эффект
|
руб.
|
-
|
161 138,56
|
|
Срок окупаемости дополнительных капитальных вложений
|
лет
|
-
|
1,2
Проектируемый технологический процесс позволяет:
1. уменьшить производственную площадь и площадь под служебно-бытовыми
объектами за счет сокращения количества оборудования и рабочих;
2. производить точную обработку деталей без использования
специальных приспособлений;
. сократить число станочников за счет выполнения всех операций по
программе;
. уменьшить трудоемкость ремонта и обслуживания оборудования за
счет сокращения количества оборудования;
. получить годовой экономический эффект в размере 161138,56 руб.;
6. окупить дополнительные капитальные вложения за 1,2 года.
. БЕЗОПАСНОТЬ ЖИЗНИДЕЯТЕЛЬНОСТЬ И ЭКОЛОГИЧНОСТЬ
ПРОЕКТА
5.1 Анализ негативных факторов в процессе
производства деталей поршень
На рабочем месте должны быть предусмотрены меры защиты
от возможного воздействия опасных и вредных факторов производства.
При анализе технологического процесса следует
предусмотреть влияние всех возможных опасных и вредных факторов, и в случае
необходимости предусмотреть мероприятия по ограничению воздействия этих
факторов, согласно перечисленным выше и другим нормативам.
С точки зрения влияния опасных и вредных факторов при
работе можно выделить следующие:
недостаточная освещённость рабочего
места;
неблагоприятные метеорологические
условия;
воздействие шума;
воздействие электрического тока
вследствие неисправности аппаратуры;
нерациональное расположение оборудования
и неправильная организация рабочего места.
В соответствии с этим важно предусмотреть следующие
мероприятия по устранению или уменьшению влияния вредных факторов производства:
создание необходимой освещённости
рабочего места ;
звукоизоляция помещения на основе
расчета звукопонижения акустической изоляции;
создание надёжного заземления аппаратуры
и периодическая проверка исправности аппаратуры и заземления;
создание системы кондиционирования
воздуха для уменьшения влияния нагрева аппаратуры;
создание и реализация научно-обоснованной планировки
размещения оборудования;
аттестация рабочих мест и их организация с учётом удобств
работающего.
Причём создание необходимой освещённости и акустической изоляции рабочего
места проводится на основе расчётов. Все остальные мероприятия не требуют
точных количественных расчётов, а требуют лишь качественных выводов.
Одним из основных вопросов охраны труда является организация
рационального освещения производственных помещений и рабочих мест.
Правильно спроектированное и выполненное производственное освещение
улучшает условия зрительной работы, снижает утомляемость, способствует
повышению производительности труда, благотворно влияет на производственную
среду, оказывая положительное психологическое воздействие на работающего,
повышает безопасность труда и снижает травматизм.
В условиях современного производства важным фактором улучшения условий
труда в целом является оптимизация количественных и качественных характеристик
освещения рабочих мест.
Для создания комфортной воздушной среды в производственных помещениях
применяют вентиляцию и кондиционирование воздуха, а также производят отопление
помещений.
Вентиляция - это организованный воздухообмен, обеспечивающий удаление
загрязненного воздуха и подачу на его место чистого. Вентиляция и кондиционирование
воздуха также является основным способом нормализации параметров микроклимата в
производственных помещениях.
Вентиляция может быть естественной и механической в зависимости от
способа перемещения воздуха. В зависимости от объема вентилируемого помещения
различают общеобменную и местную вентиляцию. Общеобменная вентиляция
обеспечивает удаление воздуха из всего объема помещения. Местная вентиляция
обеспечивает замену воздуха в месте его загрязнения. По способу действия
различают вентиляцию приточную, вытяжную и приточно-вытяжную, а также
аварийную. Аварийная предназначена для устранения загазованности помещения в
аварийных ситуациях.
Независимо от типа вентиляции к ней предъявляются следующие общие
требования: объем приточного воздуха должен быть равен объему вытяжного
воздуха; элементы системы вентиляции должны быть правильно размещены в
помещении; потоки воздуха не должны поднимать пыль и не должны вызывать
переохлаждения работающих; шум от системы вентиляции не должен превышать
допустимого уровня.
Механическая вентиляция распределяет воздух по всему производственному
помещению. В общем случае в ее состав входят: воздухоприемное устройство,
фильтр, калорифер, вентилятор и сеть воздуховодов.
Естественная вентиляция производственных помещений осуществляется под
воздействием разности температур наружного и внутреннего воздуха (тепловое
давление) и ветра (ветровое давление). Неорганизованная естественная вентиляция
или инфильтрация или естественное проветривание - смена воздуха через
неплотности конструкции здания за счет разности давления воздуха снаружи и
внутри помещения. Организованная естественная вентиляция через окна и фонари
называется аэрацией.
Местная вентиляция используется для удаления выделяющихся вредных веществ
от источников. Она может быть вытяжной и приточной. Разновидностями вытяжной
вентиляции являются: защитные кожухи, вытяжные шкафы, кабины, аспирационные
устройства.
5.2 Экологические установки, применяемые в
производстве при изготовлении поршня
5.2.1 Основные характеристики пылеулавливающих устройств
Защита окружающей среды от загрязнений включает, с одной стороны,
специальные методы и оборудование для очистки газовых и жидких сред,
переработки отходов и шламов, вторичного использования теплоты и максимального
снижения теплового загрязнения. С другой стороны, для этого разрабатывают
технологические процессы и оборудование, отвечающие требованиям промышленной
экологии, причем технику защиты окружающей среды применяют практически на всех
этапах технологий. Предлагаемые к рассмотрению методы и устройства защиты
окружающей среды сгруппированы по типу очищаемой среды (газовая, жидкая,
твердая, комбинированная) или вторично используемого отхода в зависимости от
его характеристик.
Газообразные промышленные отходы включают в себя не вступившие в реакции
газы (компоненты) исходного сырья; газообразные продукты; отработанный воздух
окислительных процессов; сжатый (компрессорный) воздух для транспортировки
порошковых материалов, для сушки, нагрева, охлаждения и регенерации
катализаторов; для продувки осадков на фильтровальных тканях и других
элементах; индивидуальные газы (аммиак, водород, диоксид серы и др.); смеси
нескольких компонентов (азотоводородная смесь, аммиачно-воздушная смесь, смесь
диоксида серы и фосгена); газопылевые потоки различных технологий; отходящие
дымовые газы термических реакторов, топок и др., а также отходы газов,
образующиеся при вентиляции рабочих мест и помещений. Кроме этого, все
порошковые технологии сопровождаются интенсивным выделением газопылевых
отходов. Пылеобразование происходит в процессах измельчения, классификации,
смешения, сушки и транспортирования порошковых и гранулированных сыпучих
материалов.
Для очистки газообразных и газопылевых выбросов с целью их обезвреживания
или извлечения из них дорогих и дефицитных компонентов применяют различное
очистное оборудование и соответствующие технологические приемы.
В настоящее время методы очистки запыленных газов классифицируют на
следующие группы:. «Сухие» механические пылеуловители.. Пористые фильтры..
Электрофильтры.. «Мокрые» пылеулавливающие аппараты.
В данной работе для очистки вредных выбросов применяется пылеуловители
1-ой группы («сухие» механические), поэтому остановимся на них подробнее.
Механические («сухие») пылеуловители
Такие пылеуловители условно делятся на три группы:
пылеосадительные камеры, принцип работы которых основан на действии силы
тяжести (гравитационной силы);
инерционные пылеуловители, принцип работы которых основан на действии
силы инерции;
циклоны, батарейные циклоны, вращающиеся пылеуловители, принцип работы
которых основан на действии центробежной силы.
Пылеуловительная камера представляет собой пустотелый или с
горизонтальными полками во внутренней полости прямоугольный короб, в нижней
части которого имеется отверстие или бункер для сбора пыли (рис.5.1.).
Пылеосадительные камеры
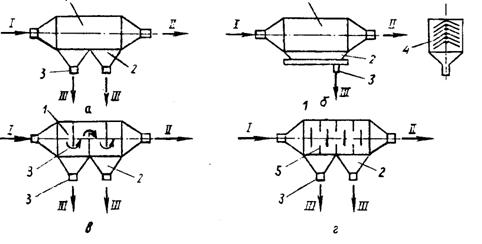
а - полая: б - с горизонтальными полками; в, г - с вертикальными
перегородками:- запыленный газ; II - очищенный газ; III - пыль;
- корпус; 2 - бункер; 3 - штуцер для удаления; 4 - полки; 5 -
перегородки.
Рис. 5.1.
Скорость газа в камерах составляет 0,2-1,5 м/с, гидравлическое
сопротивление 50-150 Па. Пылеосадительные камеры пригодны для улавливания
крупных частиц размером не менее 50 мкм. Степень очистки газа в камерах не
превышает 40-50%. Продолжительность прохождения Т(с) газами осадительной камеры
при равномерном распределении газового потока по ее сечению составляет:
 (5.1.) (5.1.)
где Vk, - объем камеры, м3;г- объемный расход газов, м3/с;- длина камеры,
м; В- ширина камеры, м;
Н- высота камеры, м.
В инерционных пылеуловителях для изменения направления движения газов
устанавливают перегородки (рис. 5.2). При этом наряду с силой тяжести действуют
и силы инерции. Пылевые частицы, стремясь сохранить направление движения после
изменения направления движения потока газов, осаждаются в бункере. Газ в
инерционном аппарате поступает со скоростью 5-15 м/с. Эти аппараты отличаются
от обычных пылеосадительных камер большим сопротивлением и высокой степенью очистки
газа.
Инерционные пылеуловители с различными способами подачи и распределения
газового потока
а - камера с перегородкой;
б - камера с расширяющимся конусом;
в - камера с заглубленным бункером.
Рис. 5.2.
Большое внимание при проектировании пневмотранспортных и других устройств
пылеочистки необходимо уделять узлам отделения материала от транспортирующего
воздуха - разгрузочным и пылеулавливающим устройствам (циклонам, фильтрам и
т.п.). В зависимости от способа отделения материала в системах пневмотранспорта
используют объемные разгрузочные устройства и центробежные циклоны. Выбор того
или иного типа устройства зависит от конкретных условий работы установок и
требований, предъявляемых к его работе: наибольшее значение коэффициента
осаждения материала, минимальное сопротивление разгрузочного устройства,
надежность в эксплуатации.
Предпочтение отдается центробежным циклонам, выполняющим одновременно и
роль пылеулавливающего аппарата. Эффективность улавливания пыли в циклонах
повышается с уменьшением диаметра корпуса, но при этом снижается их пропускная
способность. Для обеспечения соответствующей производительности
пневмотранспортной установки небольшие циклоны группируют в батарею.
Коэффициент пылеулавливания батареи циклонов составляет 0,76-0,85 и несколько
повышается с увеличением входной скорости (с 11 до 23 м/с). Использование
вместо циклонов вихревых пылеуловителей обеспечивает улавливание частиц пыли
размером 5-7 мкм.
Воздух после разгрузочных устройств или циклонов, насыщенный
субмикронными частицами, должен направляться на доочистку в пылеуловители. При
выборе типа пылеуловителя в условиях работы таких установок учитывают следующие
показатели:
степень пылеулавливания, равную отношению количества пыли,
задержанной пылеуловителем, к количеству пыли, содержащейся в воздухе при его
поступлении в пылеуловитель;
сопротивление пылеуловителя, от которого зависит
экономичность процесса пылеулавливания;
габаритные размеры и масса пылеуловителя, надежность и
простота его обслуживания.
Циклоны рекомендуется использовать для предварительной очистки газов и
устанавливать перед высокоэффективными аппаратами (например, фильтрами или
электрофильтрами) очистки.
Основными элементами циклонов являются корпус, выхлопная труба и бункер.
Газ поступает в верхнюю часть корпуса через входной патрубок, приваренный к
корпусу тангенциально. Улавливание пыли происходит под действием центробежной
силы, возникающей при движении газа между корпусом и выхлопной трубой.
Уловленная пыль ссыпается в бункер, а очищенный газ выбрасывается через
выхлопную трубу (рис. 5.3.).
В зависимости от производительности циклоны можно устанавливать по одному
(одиночные циклоны) или объединять в группы из двух, четырех, шести или восьми
циклонов (групповые циклоны).
Существуют батарейные циклоны. Конструктивной особенностью последних
является то, что закручивание газового потока и улавливание пыли в них
обеспечивается размещенными в корпусе аппарата циклонными элементами.
Ниже приведенатехническая характеристика наиболее распространенного на
производстве циклона ЦН-20:
допустимая запыленность газа, г/м3:
для слабослипающихся пылей - не более 1000;
для среднесливающихся пылей - 250;
температура очищаемого газа, °С - не более 400;
давление (разрежение), кПа (кг/см2) - не более 5 (500);
коэффициент гидравлического сопротивления:
для одиночных циклонов - 147;
для групповых циклонов - 175-182;
эффективность очистки (от пыли dm = 20 мкм, при скорости газопылевого
потока 3,5 м/с и диаметре циклона 100 мм), % - 78.
Циклон типа ЦН-20П
- коническая часть циклона; 2 - цилиндрическая часть циклона; 3 -
винтообразная крышка; 4 - камера очищенного газа; 5 - патрубок входа
запыленного газа; 6 - выхлопная труба; 7 -бункер; 8 - люк; 9 - опорный пояс; 10
- пылевыпускное отверстие.
Рис. 5.3.
Для расчетов режимов и выбора марки (конструкции) циклона необходимы
следующие исходные данные: количество очищаемого газа при рабочих условиях Vг,
мЭ/с; плотность газа при рабочих условиях р, кг/м3; динамическая вязкость газа
при рабочей температуре ; дисперсный состав пыли, задаваемый двумя
параметрами dm и lg r; запыленность газа Сх, г/м3; плотность
частиц рч, кг/м3; требуемая эффективность очистки газа .
5.2.2 Исходные данные для расчета
пылеулавливающих установок
Исходные данные:
1. План цеха, размещение оборудования, схема вентиляции,
номенклатура оборудования.
2. Режим работы цеха, производственное задание.
. Таблицы с удельными выбросами оборудования (твердые частицы,
газы).
. Характеристики системы вентиляции (потери давления в системе
воздуховодов)
. Нагрузочные характеристики вентиляторов, общий вид
вентоборудования.
. Методика расчета аппаратов очистки (лекции).
. методика расчета рассеивания (методичка + программа).
. Справочные данные по аппаратам очистки вентвыбросов.
Цех механообработки находится в Москве на территории, не прилегающей к
жилой застройке.
Цех работает 8 часов в 2 смены при пятидневной рабочей неделе. В цехе
обрабатываются изделия из алюминия.
Номенклатура оборудования:
Станки 1 - Токарный многорезцовый полуавтомат.
Станок 2 - Вертикально-сверлильный станок.
Станок 3,4 - Токарный патронно-центровой станок с ЧПУ.
Станок 5 - Специальный агрегатный станок.
Станок 6 - Отделочно-расточной станок.
Станок 7,8 - Полуавтомат спец. для обработки пов-тей поршней.
Станок 9- Отделочно-расточной станок.
Станок 10 - Автоматическая линия.
Станки 11 - Токарный многорезцовый полуавтомат.
Станок 12,13 - Агрегат для лужения.
Станок 14 - Установка для развертывания.
Станки 15 - Моечная машина.
Цех оборудован системой местной механической вытяжной вентиляции. Потери
давления в системе воздуховодов составляют 900 Па.
Воздух рабочей зоны: (ГОСТ 12.1.005-88)
Алюминия - 1 мг/ м3,
Чугун - 6 мг/ м3,
Титана - 4 мг/ м3,
Маслопримеси - 5 мг/ м3,
Воздух населенных мест (СН 3086-84)
Алюминий, чугун, титана - 0,05 мг/ м3,
Маслопримеси - 0,1 мг/ м3.
Таблица 5.1.
Характеристики образующейся пыли
|
Материал
|
dм, мкм
|
lg
|
|
Алюминий
|
38
|
1,65
|
|
Чугун
|
35
|
1,50
|
|
Титана
|
42
|
1,82
|
Удельные выбросы станков:
Токарные - 10 г/час;
Вертикально-сверлильный - 16 г/час;
Отделочно-расточные - 3 г/час.
Токарный патронно-центровой станок с ЧПУ.- 255 г/час.
Полуавтомат спец. для обработки пов-тей поршней. - 260 г/час.
Автоматическая линия - 8 г/час.
Агрегат для лужения - 235 г/час.
Установка для развертывания - 200 г/час.
Расчет количества вредных выбросов твердых частиц ведется по формуле:
М = ∑ mi · Удi, (5.1.)
где mi - число станков i - го типа;
Удi - удельный выброс станка i - го типа.
Мтв = (2 · 10) + (1 · 16) + (2 · 3) + (1 · 255) + (1 · 260) + (1 · 8) +
(1 · 235) + (1 · 200) = 1000 г/час.
Количество выбросов маслопримесей:
Мм = (2 · 25) + (1 · 2) + (2 · 12) + (1 · 8) + (1 · 120) + (1 · 135) =
377 г/час.
Расчет параметров системы вытяжной вентиляции
Определение потребности воздухообмена ведется по формуле:
р = М / ПДКврз, (5.2.)
где ПДКврз = 1 мг/м3 (для твердых частиц), ПДКврз = 5 мг/м3 (для
маслопримесей)
Потребность воздухообмена для твердых частиц определяется по формуле:
р(т) = Мтв / ПДКврз (5.3.)
р(т) = 1000000 / 1 = 1000000 м3/час.
Потребность воздухообмена для маслопримесей определяется по формуле:
р(м) = Мм / ПДКврз (5.4.)
р(м) = 377000 / 5 = 75400 м3/час.
Подбор и расчет вентиляционного оборудования
На основе характеристик производительности Q=1017000 (м3/час) и потерь
давления ∆Р= 900 Па, выбираем вентилятор ВДН-18.
Характеристики вентилятора ВДН-18:
Частота вращения 1000 об/мин=152000 м3/час
∆Р = 3940 Па= 190 кВт
Масса без Эл.двигателя 5500 кг.
Потери давления в воздуховоде:
∆Р∑ =3940 Па =394 кгср = 152000 м3/час.
Расчет мощности электродвигателя ведется по формуле:
= (Qр * 1,1 * ∆Р∑ / 3,6 * η) * 10-6
, (5.5.)
где η = 0,84 - КПД работы системы двигатель - вентилятор.= (152000 * 1,1 *
394) / 3,6 * 0,84 = 21,78 кВт.
Двигателю такой мощности соответствует двигатель модели 5A200M6, W=22
кВт. N=975об/мин, m=245 кг, крутящий момент к валу вентилятора передается
посредством ременной передачи.
Расчет требуемой эффективности очистки выбросов от твердых частиц
Общая формула расчета коэффициента эффективности очистки выбросов:
ηэф = Свх - Свых / Свх * 100%. (5.6.)
Определим требуемую эффективность очистки от твердых частиц:
ηэф(ТВ) = 4 - 0,5 / 4 * 100% = 87,5 %.
Выбор, расчет и проектирование аппарата очистки
По справочным материалам выбираем оптимальный для данных условий аппарат
механической (сухой) очистки - конический циклон ЦН-24. (2 циклона).
Расчет диаметра циклона:
Д = √ 4Qр / π Vопт, (5.7.)
где Vопт = 4,5 м/с;
π = 3,14;
Qр =15200/3600 = 42,22 м3/с.,
(Qp/2), так как 2 циклона
Д = √ 2*42,22/ 3,14*4,5 = 2,44 м.
По справочным материалам выбираем типовой циклон с диаметром Д = 2,4м.
Расчет реальной скорости газа в циклоне:
р = 4 Qр / π Д2, (5.8.)
р = 2*42,22 / 3,14 * (2,4)2 = 4,67 м/с.
Определение отклонения между оптимальной и расчетной скоростью движения
газа в циклоне (отклонение не должно превышать 15 %):
∆V = (Vопт - Vреал) / Vопт * 100%, (5.9.)
∆V = (4,5-4,67) / 4,5 * 100% = 3,78%,
Таким образом, необходимое условие выполняется.
Проверочный расчет эффективности очистки
Определение абсолютного коэффициента эффективности очистки выбросов от
твердых частиц:
η = 0,5 (1 + Ф(х)), (5.10.)
Х = Lg (dт50 / d50) / (√lg2ση +
lg2σr);
d50 = dт50 √ (Дm / Дmт) * (Vопт / Vреал),
где Дmт = 0,6 м; dт50 = 1,13 мкм (по таблице справочных материалов № 1.9,
для циклона СН-24); lg2ση = 0,34; g2σr = 1,82.
D50 = 1,13 √ (2 / 0,6) * (20 / 21,38) = 2,14 мкм.
Х = Lg (42 / 2,14) / (√ (0,34)2 + lg2(1,82)) = 3,04.
По таблице справочных материалов определяем значение функции,
соответствующее значению найденного Х:
Ф(Х) = 0,655,
Определяем значение абсолютного коэффициента эффективности очистки:
η = 0,5 (1 + 0,655) = 0,82
Следовательно эффективность очистки от твердых частиц газа проходящего
через циклон равна
η = 82 %.
ЗАКЛЮЧЕНИЕ
В настоящем дипломном проекте для повышения точности изготовления поршней
автомобиля ЗИЛ 4314 предложен бескопирный метод обработки наружного
овально-бочкообразного профиля юбки.
Более высокая точность бескопирного метода по сравнению со шлифованием,
применяемом в базовом технологическом процессе, а также другими копирными
методами лезвийной обработки обеспечивается в связи с отсутствием проблем,
связанных с погрешностью самой копирной системы и износом ее элементом (копир,
щуп и др.).
Кроме этого, более высокая точность нового технологического процесса
достигается за счет обработки всех наружных поверхностей (юбка, головка,
канавки под кольца) с одной установки. При этом значительно снижаются
погрешности взаимного расположения обрабатываемых поверхностей.
Бескопирный метод обработки поршней обладает и другими преимуществами.
По сравнению со шлифованием:
отсутствует шаржирование наружной поверхности абразивными
зернами, приводящее к ускоренному износу зеркала цилиндра;
имеется возможность обрабатывать поршни со сложным наружным
профилем - с несколькими значениями овальности (шлифованием можно обрабатывать
только простой профиль с одним значением овальности);
имеется возможность получения поверхности с микропрофилем,
что позволяет исключить операцию лужения;
снижение затрат по утилизации отходов (стружка вместо
шлифовального шлама).
По сравнению с копирными лезвийными методами обеспечивается более высокая
производительность, связанной с возможностью применения более высоких скоростей
резания.
По сравнению со всеми другими методами бескопирная обработка обеспечивает
более высокую эффективность производства за счет:
отсутствия затрат на изготовление трудоемких и дорогостоящих
копиров;
возможности быстрой переналадки станка на выпуск поршней с
различным профилем наружной поверхности, что особенно эффективно в условиях
серийного производства.
В предлагаемом технологическом процессе используется современные токарные
станки ЧПУ и прогрессивные конструкции режущего инструмента - резцы с
механическим креплением твердосплавных сменных многогранных пластин и резцы с
режущими элементами из поликристаллических алмазов.
Совершенствование технологического процесс обработки поршня автомобиля
ЗИЛ 4314 позволило повысить эффективность производства за счет сокращение
оборудования и как следствие сокращения числа рабочих.
Годовой экономический эффект составил 161138,56 руб. и срок окупаемости
дополнительных капитальных вложений 1,2 года.
СПИСОК ОСНОВНЫХ ИСТОЧНИКОВ ЛИТЕРАТУРЫ
1. Аверьянов
О.И., Клепиков В.В. Режущий инструмент, УП. Москва, «МГИУ», 2007г.
2. Автомобили
ЗИЛ-130, ЗИЛ-138 и их модификации: Руководство по эксплуатации/Московский
автомобильный завод им. И.А. Лихачева. - Москва, «Машиностроение», 1985г.
3. Базров
Б.М. Основы технологии машиностроения, Учебник для ВУЗов. Москва,
«Машиностроение», 2005г.
4. Барановский
Ю.В. Режимы резания металлов, Справочник, Москва, «НИИТавтопром», 1995г.
5. Белов С.В., Безопасность жизнедеятельности, Москва, 1999 г.
6. Дащенко
А.И., Попов Д.И., Технология двигателестроения, Москва, 2001г.
7. Зайцев
В.А. Организация и планирование на предприятии» методические указания, Москва,
МГИУ, 2003г.
. Клепиков
В.В., Бодров А.Н. Панчишин В.И. Проектирование участков и цехов: М. РИЦ МГИУ
1997г.
. Колчин
А.И., Демидов В.П. Расчет автомобильных и тракторных двигателей, Учебное
пособие для вузов.- 3-е изд., 2002г.
. Косилова
А.Г., Справочник технолога-машиностроителя том 1, Москва, «Машиностроение»
1986г.
. Косилова
А.Г., Справочник технолога-машиностроителя том 2, Москва, «Машиностроение»
1986г.
12. Косилова
А.Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заготовки и припуски в
машиностроении. Справочник технолога. Москва, «Машиностроение», 1976г.
13. Костромин
Ф.П., Болотин Х.Л. Станочные приспособления, 5-е изд., Москва,
«Машиностроение», 1973г.
14. Резчиков
Е.А., Ткаченко Ю.Л. Безопасность жизнедеятельности, Учебное пособие.- Москва,
ГИНФО, 2002г.
15. Организация
производства и менеджмент» курс лекций, Москва, МГИУ, 2007г.
16. Юдин Е.Я., Охрана труда в машиностроении, Москва, 1976 г.
17. Кацевич
В.Л., Никольский А.А., Спанаки К.Д. Статья: «Двухканальные самообучающиеся
электроприводы подачи станков для обточки автомобильных поршней», Наука и
промышленность России №6, 2002г.
Похожие работы на - Повышение точности обработки поршня автомобилей семейства ЗИЛ
|