Виды технологических документов
Введение
В дореволюционной России не было автомобильной и
тракторной промышленности: с 1910 по 1915г. Было выпущено 450 легковых и
несколько десятков грузовых автомобилей, начатые строительством пять
автомобильных заводов не были введены в эксплуатацию. Тракторов вообще не
производилось. Развитие отечественного автотракторостроения началось после
октябрьской революции.
Производство автомобилей и тракторов носило
мелкосерийный характер, технологические процессы выполнялись рабочими высокой
квалификации, трудоемкость изготовления автомобиля и трактора была высокой.
В настоящее время происходит техническое
перевооружение автомобильный и тракторных заводов, вводятся в строй новые
заводы с более высокой организацией и специализацией основного и
вспомогательного производства. Существуют комплексы заводов для производства и
поставки на сборку отдельных деталей и сборочных единиц .Внедрены
автоматические линии и комплексы автоматических линий, средства комплексной
механизации и автоматизации процессов получения заготовок, обработки деталей
резанием и сборки автомобилей и тракторов.
1. Виды технологических документов
(маршрутная карта, эскизы, контроль, комплектовочная ведомость и ведомость
оснастки)
В зависимости от назначения технологические
документы подразделяют на основные и вспомогательные.
К основным относят документы полностью и
однозначно определяющие технологический процесс (операцию) изготовления или
ремонта изделия (составных частей изделия).
К вспомогательным относят документы, применяемые
при разработке, внедрении и функционировании технологических процессов и
операций, например карту заказа на проектирование технологической оснастки, акт
внедрения технологического процесса и др.
Основные технологические документы подразделяют
на документы общего и специального назначения.
К документам общего назначения относят
технологические документы, применяемые в отдельности или в комплектах
документов на технологические процессы (операции), независимо от применяемых
технологических методов изготовления или ремонта изделий (составных частей
изделий), например карту эскизов, технологическую инструкцию.
К документам специального назначения относят
документы, применяемые при описании технологических процессов и операций в
зависимости от типа и вида производства и применяемых технологических методов
изготовления, например маршрутную карту, карту технологического процесса,
операционную карту и др.
Маршрутная карта (МК) - документ, который
предназначен для маршрутного или маршрутно-операционного описания
технологического процесса или указания полного состава технологических операций
при операционном описании изготовления или ремонта изделия (составных частей
изделия), включая контроль и перемещения по всем операциям различных
технологических методов в технологической последовательности с указанием данных
об оборудовании, технологической оснастке, материальных нормативах и трудовых
затратах.
Маршрутная карта является обязательным
документом. Допускается разрабатывать на отдельные виды работ, применять
совместно с соответствующей картой технологической информации, взамен карты
технологического процесса, с операционным описанием в маршрутной карте всех
операций и полным указанием необходимых технологических режимов в графе
«Наименование и содержание операции».
Рис. 1 - Бланк маршрутной карты для ТП
изготовления деталей. Первый лист
Рис. 2 - Бланк маршрутной карты для ТП
изготовления деталей. Последующие листы
Маршрутную карту используют при любой форме описания
ТП. При маршрутном и маршрутно-операционном описании технологического процесса
МК является одним из основных документов, в котором описывают весь процесс в
технологической последовательности выполнения операций. При операционном
описании технологического процесса МК играет роль сводного документа, в котором
указывают адресную информацию (номер цеха, участка, рабочего места, операции),
наименование операции, перечень документов, применяемых при выполнении
операции, технологическое оборудование и трудозатраты.
Таблица 1 - Содержание информации, вносимой в
строки МК в формах
|
Обозначение
служебного символа
|
Содержание
информации, вносимой в графы, расположенные на строке
|
|
А
|
Номер
цеха, участка, рабочего места, где выполняется операция, номер операции, код
и наименование операции, обозначение документов, применяемых при выполнении
операции
|
|
Б
|
Код,
наименование оборудования и информация по трудозатратам
|
|
К
|
Информация
по комплектации изделия (сборочной единицы) составными частями с указанием
наименования деталей, сборочных единиц, их обозначений, обозначения
подразделений, откуда поступают комплектующие составные части, кода единицы
величины, единицы нормирования, количества на изделие и нормы расхода
|
|
М
|
Информация
о применяемом основном материале и исходной заготовке, информация о
применяемых вспомогательных и комплектующих материалах с указанием
наименования и кода материала, обозначения подразделений, откуда поступают
материалы, кода единицы величины, единицы нормирования, количества на изделие
и нормы расхода
|
|
О
|
Содержание
операции (перехода)
|
|
Т
|
Информация
о применяемой при выполнении операции технологической оснастке
|
оснастка эскиз соединение сборка
Строки в МК должны располагаться в определенном
порядке. Первый лист МК ТП изготовления детали начинается со строк М01 и М02,
затем строки следуют в порядке А, Б. О, Т для каждой операции. На следующих
листах МК ТП записывают только строки А, Б. О, Т. Для ТП сборки строки в МК
строки следуют в таком порядке: А, Б, К, М, О, Т.
Карта эскизов - графический документ, содержащий
эскизы, схемы и таблицы и предназначенный для пояснения выполнения
технологического процесса, операции или перехода изготовления или ремонта
изделия (составных частей изделия), включая контроль и перемещения.
Технологический эскиз является документом,
который заменяет рабочему, выполняющему технологическую операцию, рабочий
чертеж детали, а также поясняет содержание выполняемой операции.
Технологические эскизы оформляют на картах
эскизов (КЭ). Эскизы могут выполняться также в соответствующих зонах форм
операционных карт (ОК).
При выполнении эскизов необходимо
руководствоваться следующими общими требованиями.
Изображения заготовок (деталей, сборочных единиц
и т. п.) должны быть представлены в их рабочем положении. На главной проекции
заготовка должна быть показана в положении, которое она имеет, если на нее
смотреть со стороны рабочего места у станка.
Изображения изделий и их составных частей
допускается выполнять без соблюдения масштаба, но с примерным выдерживанием
пропорций (графических элементов, составных частей и т. п.).
Изображение изделия (его составной части) на КЭ
следует располагать таким образом, чтобы можно было комплексно разместить
следующую информацию:
размеры и их предельные отклонения;
обозначение шероховатости;
обозначения опор, зажимов и установочных
устройств;
допуски формы и расположения поверхностей;
таблицы и технические требования к эскизам (при
необходимости);
обозначения позиций составных частей изделия
(для процессов и операций сборки, разборки).
При выполнении изображений изделий и их
составных частей следует указывать соответствующие их виды, разрезы и сечения.
Количество видов, разрезов и сечений устанавливает технолог.
Наносить размеры и их предельные отклонения
необходимо с учетом следующих особенностей:
предельные отклонения линейных размеров
указывают только в виде числовых значений (рис. 3, а);
вместо конусности и уклонов, указанных в
конструкторских документах, на эскизах следует указывать их угловые размеры и
предельные отклонения в виде числовых значений (рис. 3, б);
размеры фасок и радиусов в основном следует
приводить без указания предельных отклонений (рис. 3, в);
при указании справочных размеров достаточно на
эскизе отметить их знаком «*» без приведения текстовой записи «Размеры (размер)
для справок (справки)».
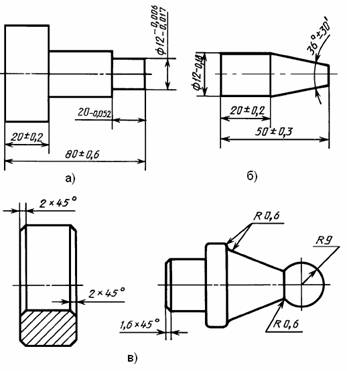
Рис. 3 - Размеры и их предельные отклонения на
технологических эскизах
Простановку номеров целесообразно выполнять по
часовой стрелке, начиная с левой верхней части эскиза.
Таким образом, например, при описании операции
по изготовлению детали, изображенной на рис. 4, вместо записи «выдерживая
размер 95 ± 0,3» можно будет записать «выдерживая размер
4».
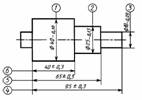
Рис. 4 - Условное обозначение размеров на эскизе
Для сокращения записи текстовой информации,
связанной с записью переходов на установку и крепление заготовки, следует
указывать на эскизах обозначения опор, зажимов и установочных устройств в
соответствии с ГОСТ 3.1107-81. Например, эскиз технологической операции (рис.
5) позволяет не включать в текст описания операции запись вспомогательных
переходов: «1. Установить и закрепить на поверхности 1 поводковый хомутик. 2.
Установить заготовку с поводковым хомутиком в центрах (в передней бабке -
неподвижный центр, в задней бабке - вращающийся центр) и поджать задней бабкой.
3. Установить заготовку по поверхности 2 в подвижный люнет и закрепить».
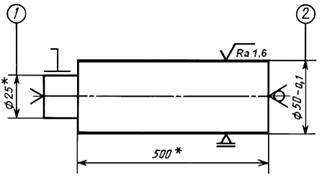
Рис. 5 - Условное обозначение установочных
устройств на эскизе
Комплектовочная ведомость - документ предназначен
для указания данных о деталях, сборочных единицах и материалах, входящих в
комплект собираемого изделия, и применяется при разработке технологических
процессов сборки. Допускается применять КК для указания данных о
вспомогательных материалах в других технологических процессах
Ведомость оснастки - документ предназначен для
указания применяемой технологической оснастки при выполнении технологического
процесса изготовления или ремонта изделия (составных частей изделия)
При разработке ВО на изделие данные следует
записывать в следующем порядке: сборочные единицы, детали.
При разработке ВО допускается:
указывать информацию «Номер цеха, участка,
рабочего места и операции» совместно с данными по технологической оснастке;
указывать постоянную информацию, характерную для
всего технологического процесса, один раз с привязкой к первой операции,
например, «Номер цеха», «Номер участка»;
указывать информацию о технологической оснастке
в начале документа без привязки к номеру операции, если она является общей для
всех операций, например средства индивидуальной защиты, средства измерения и
т.п.;
2. Сборка соединений путём
пластической деформации. Классификация, требования и условия применения
Пластическую деформацию используют при сборке
соединений, натяг в которых создается радиальным расширением охватываемой или
сжатием охватывающей детали.
Основное назначение соединений, получаемых таким
способом, - обеспечить неподвижность и герметичность от проникновения газов или
жидкостей. Они относятся к числу редко демонтируемых, так как из разборка во
многих случаях сопровождается порчей одной или обеих деталей. В конструкциях
машин соединения этого типа имеют большое распространение (рис. 6).
Рис. 6 - Примеры соединений, осуществляемых
способом пластической деформации
Распространенными видами пластической
деформации, используемыми в конструкциях машин для создания неподвижности и
плотности, являются вальцевание, раздача, бортование, осадка, формирование, обжатие.
Вальцовка представляет собой обойму конических
роликов, вращающихся на осях , закрепленных в двух дисках. Хвостовиком
вальцовка укрепляется в шпинделе сверлильного станка или механизированного
инструмента. Ролики вальцовки, обкатываясь по внутренней поверхности седла,
равномерно раскатывают его и одновременно отгибают выступающую кромку в
коническую вытачку корпуса. По поверхности сопряжения седла с корпусом
создаются большие натяги, неосуществимые при обычной запрессовке.
В сборочных единицах, требующих особо плотных
соединений, производят развальцовывание, используя особенности качения тел при
планетарном движении. Корпусу такой вальцовки сообщается планетарное движение
по окружности радиуса, при этом стержень обкатывается по детали, постепенно деформируя
ее бурт по форме канавки.
Вальцовка для трубок большого диаметра имеет
фигурные ролики. Ее устанавливают в патрон сверлильного станка или в
электрическую дрель.
Трубки малого диаметра, развальцовывают на конус
или отбортовывают для создания необходимой плотности в соединениях при
последующей сборке трубопроводов двумя методами: осадкой или обкаткой.
Развальцовку осадкой производят на
пневматических установках. Трубка подается до упора и зажимается сменными
губками при помощи пневмоцилиндра. Осадка производится за два перехода двумя
пуансонами. Необходимая осевая сила при этом создается также цилиндром.
Соединение деталей нередко требует отбортовки
концов трубок (плоские края отгибаются на угол 90° к оси
трубки). Эту операцию обычно производят на прессе или приспособлении путем
создания на пуансонах осевого давления. Операция включает три перехода. Вначале
образуют конусный раструб с углом 30-40°, далее производят
осадку также конусным пуансоном, и затем ступенчатым пуансоном с плоским торцом
отбортовывают кромки.
Пластические деформации используют так же для
неподвижных соединений тонкостенной втулки с корпусом. Малые натяги в таких
сопряжениях не гарантируют подвижности, а большие вызывают деформацию втулки и
необходимость последующего растачивания или развертывания ее под требуемый
размер.
В этих случаях хорошие результаты дает процесс
раскатывания. Втулка, запрессованная с небольшим натягом, раздается роликами
вращающейся раскатки до требуемого диаметра. Вначале роликам сообщается
радиальная подача, а затем происходит калибрование отверстия при постоянном
положении роликов. Можно предполагать, что в связи с пластической деформацией
втулки на контактной поверхности сопряжения происходит активное сцепление
микронеровностей и увеличивается прочность посадки.
Сборку неразъемных соединений в ряде случаев
осуществляют обжатием одной из сопрягающихся деталей, выполненной из листового
металла. Обжатие может быть местным или контурным.
Специальный пресс имеет пневмоцилиндр, шток
которого посредством рычагов сообщает движение четырем ползунам. На них
укрепляются пуансоны с формой губок, выполненной в соответствии с конструкцией
собираемой сборочной единицы. В зависимости от вида сборочной единицы также
выбирают направление рабочего хода ползунов. Процесс обжатия обычно
осуществляется за один ход пресса.
При контурном обжатии по окружности
целесообразно применение роторных полуавтоматов. Если втулка должна быть
неподвижно посажена на вал, то для сборки такого соединения в ряде случаев
может быть применен метод магнитно-импульсного обжатия.
Способ деформирования металла импульсным
магнитным полем основан на преобразовании электрической энергии, накопленной в
конденсаторе (накопителе) при разряде через индуктор, в энергию импульсного
магнитного поля, совершающего работу деформирования заготовки. В зависимости от
расположения индуктора и детали различают три основные операции, выполненные
давлением магнитного поля:
) деталь размещается внутри индуктора -
выполняется операция обжима;
) индуктор размещается внутри трубчатой детали -
выполняется операция раздачи;
) деталь размещается над или под индуктором -
выполняется операция плоского деформирования.
Сборочные, формообразующие комбинированные
операции, выполняемые способом магнитного нагружения, широко применяются в производстве
деталей любых машин.
3. Выбор типа производства в
зависимости от программы выпуска изделий и его массы
Тип производства определяется комплексной
характеристикой технических, организационных и экономических особенностей
производства, обусловленных широтой номенклатуры, регулярностью, стабильностью
и объемом выпуска продукции.
Различают три типа производства: единичное,
серийное, массовое.
Единичное производство характеризуется малым
объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых,
как правило, не предусматриваются.
Организация производства в условиях единичного
производства имеет свои особенности. Ввиду разнообразия деталей, порядка и
способов их обработки производственные участки строятся по технологическому
принципу с расстановкой оборудования по однородным группам. При такой
организации производства детали в процессе изготовления проходят через
различные участки. Поэтому при передаче их на каждую последующую операцию
(участок) необходимо тщательно проработать вопросы контроля качества обработки,
транспортирования, определения рабочих мест для выполнения следующей операции.
Особенности оперативного планирования и управления заключаются в своевременных
комплектации и выполнении заказов, контроле за продвижением каждой детали по
операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие
сложности возникают в организации материально-технического снабжения. Широкая
номенклатура изготовляемой продукции, применение укрупненных норм расхода
материалов создают трудности в бесперебойном снабжении, из-за чего на
предприятиях накапливаются большие запасы материалов.
В целях предотвращения брака основные
металлоемкие дорогостоящие детали изготовляют раньше, чем сопрягаемые с ними
более дешевые детали, за счет которых компенсируются отклонения размеров
основных деталей, возникающие при обработке последних.
Технология производства характеризуется
применением нормального режущего и универсального инструмента.
Большое разнообразие работ, которые приходится
выполнять многим рабочим, требует от них различных профессиональных навыков,
поэтому на операциях используются рабочие-универсалы высокой квалификации. На
многих участках, особенно в опытном производстве, практикуется совмещение
профессий.
Серийное производство характеризуется
изготовлением или ремонтом изделий периодически повторяющимися партиями. В
зависимости от количества изделий в партии или серии и значения коэффициента
закрепления операций различают мелкосерийное, среднесерийное и крупносерийное
производство.
В качестве ориентировочных данных можно принять
следующее количество машин (крупных, средних, мелких) в серии для
характеристики серийности:
|
Крупные
|
Средние
|
Мелкие
|
|
Мелкосерийное
производство
|
2-5
|
5-25
|
10-50
|
|
Среднесерийное
производство
|
5-25
|
25-150
|
50-300
|
|
Крупносерийное
производство
|
Свыше
25
|
Свыше
150
|
Свыше
300
|
На предприятиях серийного производства
значительная часть оборудования состоит из универсальных станков, оснащенных
как специальными, так и универсально-наладочными и сборными приспособлениями и инструментами,
что позволяет снизить трудоемкость и удешевить производство.
Для организации серийного производства
характерны следующие черты. Цеха, как правило, имеют в своем составе
предметнозамкнутые участки, оборудование на которых расставляется по ходу
типового технологического процесса. В результате возникают сравнительно простые
связи между рабочими местами и создаются предпосылки для организации
прямоточного перемещения деталей в процессе их изготовления.
Серийное производство характеризуется изготовлением
ограниченной номенклатуры деталей партиями, повторяющимися через определенные
промежутки времени. Это позволяет использовать наряду с универсальным
специальное оборудование. При проектировании технологических процессов
предусматривают порядок выполнения и оснастку каждой операции.
Предметная специализация участков делает
целесообразной обработку партии деталей параллельно на нескольких станках,
выполняющих следующие друг за другом операции. Как только на предыдущей
операции заканчивается обработка нескольких первых деталей, они передаются на
следующую операцию до окончания обработки всей партии. Таким образом, в
условиях серийного производства становится возможной
параллельно-последовательная организация производственного процесса. Это его
отличительная особенность.
Применение той или иной формы организации в
условиях серийного производства зависит от трудоемкости и объема выпуска
закрепленных за участком изделий. Так, крупные, трудоемкие детали,
изготовляемые в большом количестве и имеющие сходный технологический процесс,
закрепляют за одним участком с организацией на нем переменно-поточного
производства. Детали средних размеров, многооперационные и менее трудоемкие
объединяют в партии. Если запуск их в производство регулярно повторяется,
организуются участки групповой обработки. Мелкие, малотрудоемкие детали,
например нормализованные шпильки, болты, закрепляют за одним специализированным
участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного производства характерны
значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления
изделий. В серийном производстве, по сравнению с единичным, изделия
обрабатываются с меньшими перерывами, что снижает объемы незавершенного
производства.
Массовое производство характеризуется большим
объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых
продолжительное время, в течение которого на большинстве рабочих мест
выполняется одна рабочая операция.
Массовое производство отличается наибольшей специализацией
и характеризуется изготовлением ограниченной номенклатуры деталей в больших
количествах. Цеха массового производства оснащаются наиболее совершенным
оборудованием, позволяющим почти полностью автоматизировать изготовление
деталей. Большое распространение получили здесь автоматические поточные линии.
Технологические процессы механической обработки
разрабатываются более тщательно, по переходам. За каждым станком закрепляется
относительно небольшое количество операций, что обеспечивает наиболее полную
загрузку рабочих мест. Оборудование располагается цепочкой по ходу
технологического процесса отдельных деталей. Рабочие специализируются на
выполнении одной двух операций. Детали с операции на операцию передаются
поштучно. В условиях массового производства возрастает значение организации
межоперационной транспортировки, технического обслуживания рабочих мест.
Постоянный контроль за состоянием режущего инструмента, приспособлений,
оборудования - одно из условий обеспечения непрерывности процесса производства,
без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства
становится отличительной особенностью организации процессов при массовом
производстве.
Массовое производство обеспечивает наиболее
полное использование оборудования, высокий общий уровень производительности
труда, самую низкую себестоимость изготовления продукции.
В табл.2 представлены данные по сравнительной
характеристике различных типов производства.
Таблица 2 - Сравнительная характеристика
различных типов производства
|
Сравниваемые
признаки
|
Тип
производства
|
|
Единичное
|
Серийное
|
Массовое
|
|
Номенклатура
и объем выпуска
|
Неограниченная
номенклатура деталей
|
Широкая
номенклатура деталей, изготовляемых партиями
|
Ограниченная
номенклатура деталей, изготовляемых в больших количествах
|
|
Повторяемость
выпуска
|
Отсутствует
|
Постоянная
|
|
Применяемое
оборудование
|
Универсальное
|
Универсальное,
частично специальное
|
В
основном специальное
|
Список используемой литературы
1.
Новиков М.П. «Основы технологии сборки машин и механизмов» М. «Наука» 1980 г.
.
Суслов А.Г. «Технология машиностроения» М. «Машиностроение» 2007 г.
.
Балабанов А.Н. «Краткий справочник технолога-машиностроителя» 1992 г.
.
Егоров М.Е. Основы проектирования машиностроительных заводов. - М., 1969 г.
.
Воронин А.В. Механизация и автоматизация сборки в машиностроении. - М., 1985 г.