Биография Иммануила Канта. Догматический и критический этапы творчества
Оглавление
Введение
1. Обзор существующих схемотехнических и конструктивных решений УЧС
СВЧ и технологий их изготовления
1.1 Основные типы частотных фильтров
1.2 Обзор основных типов аппроксимаций АЧХ ЧФ
1.3 Основные типы конструктивных реализаций ЧФ диапазона СВЧ (ЧФ
СВЧ), применяемых в настоящий момент, и основные технологии их изготовления
1.4 Перспективные типы конструктивных реализаций ЧФ СВЧ и
перспективные технологии их изготовления
1.5 Обзор систем автоматизированного проектирования
объемных моделей
2. Проектирование широкополосного многоканального УЧС СВЧ
2.1 Схема структурная
2.2 Математическая модель конструктивных реализаций ЧФ СВЧ
2.3 Компьютерное моделирование топологии фильтров
2.4 Выбор устройств коммутации
2.5 Конструкция УЧС
3. Организация процесса производства разработанного УЧС
Заключение
Библиографический список
Введение
Понятие фильтра было введено в 1915г. независимо
друг от друга Дж. Кэмбеллом и К. Вагнером в связи с их исследованиями в области
линий передачи и колебательных систем. С тех пор теория и технология фильтров
непрерывно развивались и продолжают совершенствоваться по настоящий день.
Сегодня без помощи фильтров не обходится ни один прибор. Даже простые
устройства - источники питания, не могут обойтись без фильтров.
В частности, устройства частотной селекции
применяются во входных трактах многоканальных пассивных локаторов бортового
базирования (системы целеуказания и предупреждения об облучении боевых
самолётов, головки самонаведения), в которых осуществляется аналоговая
обработка сигналов СВЧ. Таким образом, широко распространенными в
радиотехнических устройствах диапазона СВЧ остаются аналоговые фильтры.
В разработке новых схемотехнических и
конструктивных реализаций аналоговых фильтров главными критериями являются
электрические параметры и габариты. Выполнение фильтров на дискретных элементах
в диапазоне СВЧ практически невозможно, так как элементы будут представлять
собой сверхмалые конденсаторы и катушки, параметры которых варьируются в
большом диапазоне, что сказывается на характеристике устройства, и работа с
такими элементами представляет собой трудоемкий процесс, поэтому
предпочтительна реализация фильтров диапазона СВЧ в полосковом виде.
Возможно несколько вариантов исполнения
частотных фильтров (ЧФ) СВЧ:
фильтры на скачках волновых сопротивлений;
фильтры на связанных резонаторах;
фильтры на четвертьволновых шлейфах;
фильтры на встречных штырях.
В дипломной работе рассматриваются фильтры на
встречных штырях, реализованный на несимметричной полосковой линии. Эти фильтры
имеют свои плюсы: малые размеры и простота реализации на существующей
технологической базе. Однако имеют и некоторые недостатки: паразитная полоса
пропускания на 3Fц и сложности расчета.
1. Обзор существующих
схемотехнических и конструктивных решений УЧС СВЧ и технологий их изготовления.
.1 Основные типы частотных фильтров
ЧФ называется устройство, предназначенное для
выделения из состава сложного электрического колебания, подведенного к входу
фильтра, частотных составляющих, расположенных в заданной частотной области,
называемой полосой пропускания (ПП) фильтра, и подавление частотных
составляющих, расположенных в другой, так же заданной частотной области,
называемой полосой заграждения фильтра (ПЗ).
В зависимости от требований, предъявляемых к
взаимному расположению ПП и ПЗ, фильтры могут быть разделены на следующие
классы [3]:
Фильтры нижних частот (ФНЧ) (Рисунок 1.1).
ПП фильтра занимает область от f=0 до f=f1. Все
частоты f>f1 относятся к ПЗ.
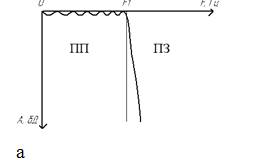
Рисунок 1.1 - а) идеализированная частотная
характеристика ФНЧ, б) схема электрическая принципиальная П-образного звена ФНЧ
Фильтры верхних частот (ФВЧ) (Рисунок 1.2).
ПЗ фильтра расположена между частотами f=0 и
f=f1. Частоты f>f1 соответствуют частотам ПП.
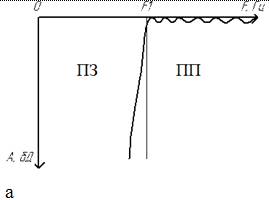
Рисунок 1.2 - а) идеализированная частотная
характеристика ФВЧ, б) схема электрическая принципиальная П-образного звена ФВЧ
Полосно-пропускающий или полосовой фильтр (ППФ)
(Рисунок 1.3).
Фильтр имеет ПП, ограниченную частотами f-1 и
f2.
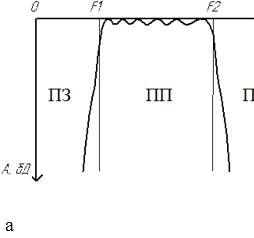
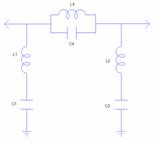
Рисунок 1.3 - а) идеализированная частотная
характеристика ППФ, б) схема электрическая принципиальная П-образного звена ППФ
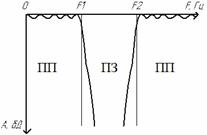
Полосно-заграждающий фильтр или режекторный
фильтр (ПЗФ) (Рисунок 1.4).
Фильтр имеет ПЗ, ограниченную частотами f-1 и
f2.
|
 а а
|
 б б
|
|
Рисунок1.4
- а) идеализированная частотная характеристика ПЗФ, б) схема электрическая
принципиальная П-образного звена ПЗФ
|
1.2 Обзор основных типов
аппроксимаций АЧХ ЧФ
В зависимости от вида частотной характеристики в
ПП, фильтры могут быть разделены на несколько типов [5].
Фильтр Чебышева (Рисунок 1.5).
Частотная характеристика таких фильтров
описывается полиномом Чебышева n-ого порядка.
 . (1.1)
. (1.1)
Характерной особенностью этих фильтров является
то, что они имеют наибольшую крутизну ската по сравнению с другими фильтрами
(при равном числе звеньев) или обеспечивают заданную крутизну скатов при
меньшем числе звеньев. Это определяет их использование там, где необходимо
обеспечить меньшие габариты системы. Недостатками этих фильтров являются
нелинейность фазовой характеристики и неравномерность амплитудно-частотной
характеристики, которая носит периодический осциллирующий характер.
Максимальное значение неравномерности характеристики, а значит, и максимальное
значение коэффициента отражения от фильтра будет иметь место в нескольких
точках полосы пропускания. Фильтры подобного типа обычно применяются, когда
требования, предъявляемые к согласованию фильтра в полосе пропускания,
невысоки.
Рисунок 1.5 - Чебышевская характеристика
затухания LA - пульсации в полосе пропускания фильтра, дБ
Фильтры с максимально-плоской частотной
характеристикой (Рисунок 1.6).
Характерной особенностью этих фильтров является
равномерность амплитудно-частотной характеристики вблизи резонанса и
монотонность ее изменения в пределах ПП. Кроме того, эти фильтры обладают наибольшей
линейностью фазовой характеристики.
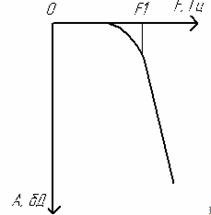
Рисунок 1.6 - Максимально-плоская характеристика
затухания
Эллиптические фильтры (Рисунок 1.7).
Функция передачи эллиптических фильтров
определяется следующим выражением:
 .(1.2)
.(1.2)
У таких фильтров амплитудно-частотная
характеристика равноволновая не только в полосе пропускания, но и в полосе
заграждения. При заданном порядке фильтра его крутизна будет больше, чем у
фильтра с выше перечисленными аппроксимациями АЧХ.
Рисунок 1.7 - Эллиптическая характеристика
затухания
Фильтры с частотной характеристикой, выраженной
полиномом Чебышева второго рода n-ого порядка.
Эти фильтры обладают относительно большой
неравномерностью амплитудно-частотной характеристики. Преимуществом таких
фильтров является простота изготовления и технологии. Однако они находят
ограниченное применение.
1.3 Основные типы конструктивных
реализаций ЧФ диапазона СВЧ, применяемых в настоящий момент, и основные
технологии их изготовления
Реализация приведенных выше схем ЧФ СВЧ на
дискретных элементах практически невозможна. Это объясняется рядом причин.
Во-первых, для того чтобы схема обладала свойствами системы с сосредоточенными
параметрами геометрические размеры элементов должны быть много меньше длинны
волны, а диапазон СВЧ включает в себя сигналы с длиной волны от 1 до 10 см.
Следовательно, дискретные элементы будут представлять собой сверхмалые конденсаторы
и отрезки проволоки. Во-вторых, возможно изготовление элементов с
электрическими параметрами, соответствующими стандартным рядам, которые
регламентированы ГОСТом 28884-90 «Ряды предпочтительных значений для резисторов
и конденсаторов». В-третьих, изготовление дискретных элементов такого размера
неизбежно влечет за собой большой разброс в электрических параметрах, что
отрицательно сказывается на характеристике устройства. В-четвертых,
изготовление систем на дискретных элементах предполагает ручную сборку, что так
же оказывает отрицательное влияние в частности на параметры элементов и на
характеристики устройства в целом. Поэтому ЧФ в диапазоне СВЧ реализуют в
полосковом виде.
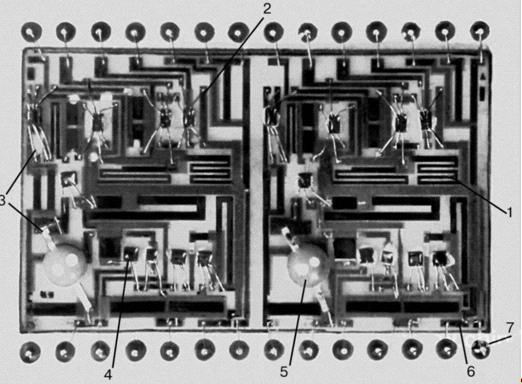
Рисунок 1.8 - ГИС
Цифре 1 соответствует интегральный элемент,
цифре 2 - дискретный микротранзистор, цифре 3 - места сварки дискретных
микроэлементов, цифре 4 - одиночный микротранзистор, цифре 5 - микроконденсатор,
цифре 6 - ПВ, цифре 7 - коаксиальный вывод.
Несущей конструкцией ГИС с ПВ является плата из
диэлектрика (возможно использование органических или неорганических
диэлектриков), чаще всего используются неорганические диэлектрики, в частности,
керамика на основе оксида алюминия - поликор (диэлектрическая проницаемость -
9.8; тангенс угла диэлектрических потерь - 0,0001). Керамика отличается высокой
механической прочностью, твердостью, стабильностью размеров во времени и при
воздействии технологических процессов изготовления полосковых устройств
(воздействие кислот, щелочей, растворителей), допускается воздействие высокой
температуры 1300°С при технологических процессах, диапазон рабочих температур -
60…+700°С. На одной или на обеих поверхностях платы методами электровакуумного
напыления, фотолитографии и гальваники сформированы топологии проводящих и
резистивных слоёв.[1]
Вакуумная технология обеспечивает получение
пленок с заданными электрофизическими свойствами и хорошей адгезией. Сущность
метода термического испарения в вакууме состоит в том, что при температуре,
когда давление собственных паров испаряемого вещества значительно превышает
давление остаточных газов, а тепловая энергия превышает силу сцепления между
атомами, происходит термическое испарение материала. При этом в сторону
подложки направляется прямолинейный молекулярный поток испаряемого вещества.
На рисунке 1.9 из испарителя 1 испаряемое
вещество 2 осаждается на подложку 3 или на заслонку 4, контролирующую начало и
окончание осаждения материала. Подложка подогревается с помощью нагревателя 5.
Длина свободного пробега атомов испаряемого вещества в вакууме должна превышать
расстояние между испарителем и подложкой.
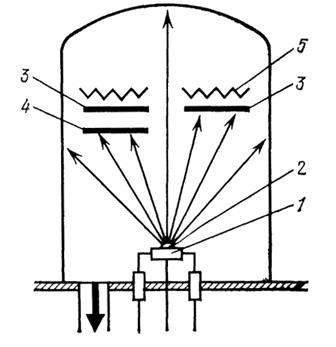
Рисунок 1.9 - Подколпачное устройство установки
термического испарения в вакууме
Во время испарения контролируются температура
подложки, температура испарителя, скорость конденсации испаряемого вещества,
толщина пленок, давление остаточных газов и т.д. Использование «карусели»
подложек обеспечивает одновременную обработку нескольких подложек (от 6 до
150). Для увеличения равномерности и одновременного нанесения материала на обе
стороны подложки разработаны системы вращения подложек по 2-3-м осям. Подложки
подвергаются в вакуумных установках термической обработке (нагрев до 500°С) и
очистке в тлеющем разряде (при давлении 13…1Па), что позволяет получать пленки
с улучшенной адгезией. Методом вакуумного испарения получают токопроводящие,
диэлектрические и резистивные слои.
Следующим этапом в формировании топологии
является фотолитография. Литография - процесс, направленный на создание на
поверхности подложки защитного (резистивного) рельефного изображения требуемой
конфигурации. Литографический процесс включает в себя три основных операции:
нанесение на подложку чувствительного к излучению вещества - резиста и сушка;
экспонирование резиста путем воздействия на него актиничным излучением
(ультрафиолетовое излучение); проявление скрытого изображения путем обработки в
проявителях и получение резистивного рельефа. При изготовлении ГИС наиболее
широко применяется контактная фотолитография. С помощью фотолитографических
процессов формируют защитное рельефное изображение схемы с последующим
переносом изображения на подложку.
Прежде чем приступить к фотолитографическим
операциям, необходимо изготовить фотооригинал и фотошаблон. С помощью
специального оборудования в зависимости от типа используемого фоторезиста
изготавливают позитивный или негативный фотошаблон.
Действие актиничного ультрафиолетового излучения
вызывает в фоторезисте фотохимические процессы, которые могут привести к
повышению растворимости экспонированного участка (позитивные фоторезисты) или к
уменьшению растворимости экспонированного участка (негативные фоторезисты).
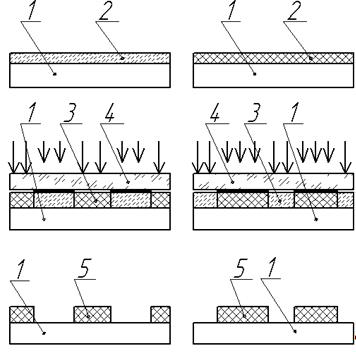
Рисунок 1.10 - Схематическое изображение
процесса экспонирования фоторезиста
На подложку 1 нанесен слой фоторезиста 2, через
фотошаблон 4 фоторезист подвергнут действию излучения. В облученных областях 3
негативного фоторезиста (Рисунок 1.10 а) происходит реакция фотополимеризации.
В результате проявления на подложке остается рельефное изображение 5,
обладающее резистивными свойствами. На рисунке 1.10 б изображен процесс
экспонирования позитивного фоторезиста, в облученных областях 3 которого происходит
реакция фотолиза с образованием растворимых в проявителе веществ. После
проявления на подложке остается рельефное изображение 5 облученного
фоторезиста, обладающее защитными свойствами.
В состав фоторезистов входят фоточувствительные
составляющие, пленкообразующие продукты и растворители. Взаимодействие
компонентов системы определяются свойства фоторезистов.
Фоторезисты характеризуются следующими
параметрами:
разрешающая способность - число полос
фоторезиста, разделенных промежутками такой же ширины на 1 мм (число линий на
миллиметр). Разрешающая способность является относительным критерием, так как
зависит от толщины пленки фоторезиста и используемого фотолитографического
оборудования.
светочувствительность - величина, обратная
времени экспонирования, необходимого для перевода фоторезиста в растворимое
(позитивные фоторезисты) или нерастворимое (негативные фоторезисты) состояние.
Светочувствительность зависит от фотолитографического процесса и оборудования.
стойкость к воздействию агрессивных факторов оценивается
по числу проколов (дефектов) в пленках фоторезиста на единицу площади при
воздействии травителей на подложке (кислотостойкость, щелочестойкость ) или по
числу проколов в пленке фоторезиста при электрическом осаждении металлов в
окнах фоторезиста (гальваностойкость).
адгезия фоторезиста к подложке определяет уход
размеров элементов в процессе проявления и подтравления при последующем
травлении рельефа, характеризует возможность использования данного фоторезиста
на определенном типе подложки. Адгезию можно оценить скоростью отслаивания
полосков фоторезистивной пленки в ультразвуковой ванне или агрессивном
травителе. Важной характеристикой является так же устойчивость к воздействию
проявителя (в минутах), исключающая нарушение сформированного слоя при
перепроявлении.
стабильность определяет воспроизводимость
элементов минимальных размеров при использовании различных партий фоторезиста и
при различном времени и условиях их хранения.
Существует несколько способов нанесения
фоторезистов на подложку:
центрифугирование - растекание фоторезиста под
действием центробежных сил;
вытягивание - нанесение фоторезиста окунанием
(или погружением);
валковое нанесение или вальцевание используется
при изготовлении печатных плат и сетчатых трафаретов в толстопленочной технологии.
Этим способом наносят фоторезисты высокой вязкости;
ламинирование - накатка фоторезистивной пленки;
жидкие фоторезисты можно наносить методом
пульверизации - распыления и электростатического нанесения.
После нанесения на подложку жидкие фоторезисты
подвергаются сушке для удаления растворителя и окончательного формирования слоя
фоторезиста, а так же для обеспечения большей адгезии между подложкой и
фотослоем. От этой операции зависят время экспонирования и точность передачи
размеров. Сушка позволяет фоторезисту выдержать действие сил деформации во
время проявления. Наиболее распространена термическая сушка, температура и
время которой подбирается в зависимости от марки фоторезиста и толщины
нанесенного резистивного слоя.
Следующим этапом является процесс экспонирования
- это формирование заданного рельефа в пленке фоторезиста с помощью фотошаблона
под действием актиничного излучения. Операцию проводят на установках
экспонирования и совмещения. Для позитивных фоторезистов теоретически можно
получить элементы размером 0,5 мкм. Для негативных эта величина равна 4-5 мкм.
При использовании любого фоторезиста необходимо
для каждой получаемой партии подбирать режим экспонирования и проявления. Время
экспонирования для данного оборудования определяется точностью передачи
размеров элементов с фотошаблона на фоторезист. С этой целью снимают
характеристическую кривую точности передачи размеров в зависимости от времени
проявления при фиксированном времени экспонирования и в зависимости от времени
экспонирования при фиксированном времени проявления. При правильном подборе
времени экспонирования край изображения должен быть четким, а Рисунок
фоторезиста должен геометрически соответствовать рисунку фотошаблона.
Рисунок 1.11 - Схематическое изображение рельефа
для негативного (а) и позитивного (б) фоторезистов
Цифре 1 соответствует правильно подобранное
время экспонирования, цифре 2 - недостаточное время экспонирования, цифре 3 -
завышенное время экспонирования. При контроле в случае 2 наблюдается размытость
края фоторезиста, в случае 3 - двойной край (клин фоторезиста).
Химико-фотографическая обработка проводится при
погружении в раствор проявителя, выдержке в парах или с помощью струйных
установок, снабженных форсунками для распыления проявителя. Для тонких слоев
фоторезиста достаточна обработка в неподвижной ванне при движении проявителя
относительно слоя фоторезиста. Время проявления слоя зависит от его толщины.
После проявления платы промываются в проточной воде под давлением порядка 0,14
МПа, так как гидрофобный растворитель удаляется с платы при механическом
воздействии воды.
Вторая сушка (задубливание) в виде
термообработки фотослоя позволяет удалить проявляющий растворитель и улучшить
адгезию к подложке. Сушка проводится в интервале температур 110…180°С. От
температуры, характере ее изменения и времени сушки зависит точность передачи
размеров изображения. При термозадубливании могут исказиться размеры элементов
защитной полимерной маски по сравнению с фотошаблоном, что особенно сказывается
при толщине фоторезиста более 0,8 мкм. Для точной передачи малых размеров (1…2
мкм) во избежание оплывания краев фотослоя рекомендуется применять плавное или
ступенчатое повышение температур. Примерный режим обработки позитивных
фоторезистов : 10…15 мин выдержка после проявления, сушка 110..130°С 30 мин,
затем сушка 150…180°С не менее 30 мин. Позитивные фоторезисты можно длительно
термообрабатывать при высоких температурах. Ограничивающим фактором является
окисление пленочных слоев схемы и сложность удаления задубленного фоторезиста.
Для негативных жидких фоторезистов рекомендован следующий режим сушки:
100…120°С в течение 15…20 мин и 160…180°С в течении 10…15 мин. Для жидких и
пленочных фотополимеризующихся композиций операция второй сушки (термозадубление)
исключается. Вторая сушка фотослоя может производиться обработкой инфракрасными
лучами и в СВЧ сушильных печах. После теромзадубливания фоторезиста
производится травление рельефа платы или электролитическое наращивание в окнах
сформированной защитной полимерной маски.
После этого необходимо удалить фотослой.
Различают два способа: мокрый (жидкий) и сухой (плазмохимический). При мокром
способе фотослой удаляется в жидкостях: кислотах, щелочных растворах,
органических растворителях. Применение различных составов для снятия
фоторезистов определяется степенью его термозадубливания. Мокрые способы
удаления фоторезиста с использованием окисляющих сред и различных растворителей
имеют недостатки: большая трудоемкость, загрязнение подложек продуктами реакции,
зависимость процессов от режимов термозадубливания фоторезистов.
Сухой способ удаления фоторезиста основан на его
плазмохимическом травлении в кислородосодержащей атмосфере с добавками азота
1…10% и общем давлении ≈1 Па или в кислородной плазме ВЧ разряда. Метод
может быть с успехом применен для удаления негативных и позитивных фоторезистов
с образованием легколетучих продуктов.
Электролитическое (гальваническое) осаждение
металлов основано на электролизе растворов под действием электрического тока и
осаждения металла на аноде. В интегральных схемах методом электролитического
осаждения изготавливают токопроводящие элементы схемы (Cu, Ag) и защитные
антикоррозионные покрытия (Ni, Au, Sn-Bi, Sn-Co и др.).
В зависимости от технологии осаждение слоя металла
проводится по всей поверхности подложки (субтрактивная технология) по
сформированному рисунку схемы, соединенному в единую электрическую цепь с
помощью технологических перемычек (усиление сформированного медного рельефа,
осаждение защитных покрытий); в окнах резистивной защитной маски предварительно
нанесенный токопроводящий подслой используется в качестве электрического
контакта (полуаддитивная технология). Равномерность нанесения электролитических
покрытий зависит от геометрических и электрохимических условий их осаждения.
Для улучшения электрохимических условий применяют электролиты с высокой
рассеивающей способностью. При заниженных плотностях тока возможно утоньшение
покрытия в середине платы, при завышенных плотностях тока - образование
утолщений и шероховатостей на углах и торцах платы. В качестве анодов могут
применяться растворимые аноды, состоящие из осаждаемого металла (проводящий
слой платы обычно служит катодом). Для предотвращения зашламления ванны аноды
неблагородных металлов помещают в защитные чехлы. При электрической проработке
свежеприготовленного электролита аноды загружают на всю глубину ванны,
электролит перемешивают. При рабочем режиме ванны глубина погружения плат
должна быть несколько ниже глубины погружения анодов для обеспечения
равномерности осаждения. Равномерность осаждения металлического слоя по
поверхности платы повышается при тщательном подборе соотношения площади
анода-катода, расстояния анода-катода и при оптимальном взаиморасположении
металлизируемых подложек (катода) и анода (вертикальном, горизонтальном).
После формирования топологического рисунка на
плате, на одной или на обеих поверхностях платы могут быть смонтированы
различные электрорадиоэлементы: чип-резисторы, чип-конденсаторы,
корпусированные и бескорпусные транзисторы, диоды, индуктивности и т.д. Монтаж
осуществляется методами пайки, контактной сварки, термозвуковой компрессии,
приклейкой проводящими и изолирующими клеями. ГИС с ПВ (до 10-ти и более) могут
быть объединены в одном герметизируемом корпусе с коаксиальными выводами. Такие
конструкции принято называть ГИС с коаксиальными выводами (ГИС с КВ).
Такая конструктивная реализация фильтров имеет
недостатки: достигнуты минимально возможные габаритные размеры, паразитная
полоса пропускания на удвоении средней частоты.
Решить проблемы возможно переходом на
изготовление фильтров с применением многослойной технологии.
1.4 Перспективные типы
конструктивных реализаций ЧФ СВЧ и перспективные технологии их изготовления
Широкое распространение получила гибридная технология
на основе керамики с низкой температурой обжига (КНТО, англ. Low Temperature
Cofired Ceramics - LTCC).[25]
В технологии многослойных интегральных схем на
основе керамики с низкой температурой обжига можно выделить два самостоятельных
процесса: изготовление керамических листов и изготовление многослойных структур
на их основе.
Изготовление керамических листов представляет
собой процесс, в котором композитный раствор в виде суспензии, состоящей из
частиц керамики, боросиликатного стекла и различных модификаторов, наносится на
плоскую поверхность, называемую основой.
Разделяют два метода нанесения раствора: метод
раскатывания и метод покрытия. При использовании метода раскатывания (Рисунок
1.12 а) основа перемещается относительно резервуара с раствором. Суспензия
выдавливается через щель, ширина которой и определяет толщину раскатываемых
листов. При использовании метода покрытия (Рисунок 1.12 б) гибкая основа
протягивается через резервуар с раствором. В результате основа оказывается
покрытой тонким слоем суспензии. В этом случае параметрами, определяющими
толщину керамического листа, являются вязкость состава, скорость движения
основы и угол, под которым основа выходит из раствора. Данный метод применяют
при промышленном производстве конструкций на основе КНТО.
Рисунок 1.12 - Изготовление керамических листов
методом раскатывания (а) и методом покрытия (б)
После обрезки и температурной обработки
получается, так называемые, «сырые» (необожженные) керамические листы толщиной
20-200 мкм. Свойства керамических листов определяются их химическим составом, в
частности, используемыми модификаторами.
К основным электрическим характеристикам
керамики относятся относительная диэлектрическая проницаемость материала e
и тангенс угла диэлектрических потерь tgd; температурным -
линейный коэффициент теплового расширения (ЛКТР) и теплопроводность;
механическим - модуль Юнга и прочность на изгибе. В таблице 1.1 представлены
характеристики керамики с низкой температурой обжига от ведущих мировых
производителей в сравнении с наиболее популярными материалами подложек
традиционных гибридных интегральных схем СВЧ.
Таблица 1.1
Технологический процесс изготовления
многослойных структур на основе готовых листов КНТО состоит из нескольких
этапов (Рисунок 1.13).
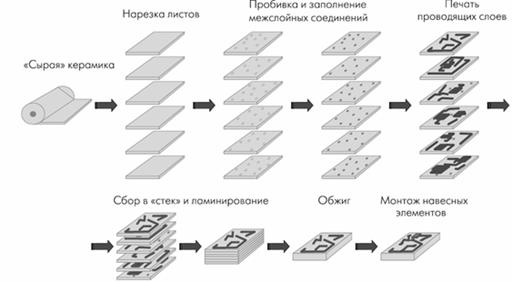
Рисунок 1.13 - Технологический процесс
изготовления интегральных схем на керамике с низкой температурой обжига
Вначале листы нарезают в размер при помощи
резака или лазерного луча умеренной мощности, чтобы предотвратить
преждевременный обжиг КНТО. Некоторые материалы (например, DuPont Green Tape)
перед проведением последующих технологических операций требуют предварительной
просушки.
Затем механическим способом или лазером в листах
пробиваются отверстия для межслойных соединений. Минимально возможный диаметр
отверстий зависит от способа пробивки и вязкости проводящей пасты, которая
должна полностью заполнить отверстие для обеспечения надежного межслойного
соединения. При механической пробивке минимальный диаметр отверстий составляет
около 100 мкм, при пробивке лазером - до 25 мкм, в любом случае он должен
превышать толщину керамических листов. После пробивки производится заполнение
отверстий проводящей пастой через трафареты из нержавеющей стали толщиной
150-200 мкм. Для нанесения пасты применяется ракель или специальный
экструзионный пресс с давлением в 4-4,5 бар.
На следующем этапе на керамические листы методом
трафаретной печати наносится рисунок топологии проводящих слоев интегральной
семы. Минимально реализуемые значения ширины проводников и расстояний между
ними ограничены разрешающей способностью трафаретной печати и составляет около
100 мкм и 100 мкм соответственно. Реализация более узких проводников требует
применения специальных методов, усложняющих технологический процесс. В
настоящее время эти методы используются для создания экспериментальных
устройств и пока не получили распространение в промышленном масштабе.
К таким перспективным методам формирования
рисунка топологии относится метод, который сочетает толстопленочную технологию
с процессом фотолитографии. При этом на керамических листах равномерно наносят
фоточувствительную проводящую пасту (например, DuPont Ag 6453), по которой
затем выполняют фотолитографию с использованием фотошаблона (Рисунок 1.14).
Разрешающая способность данного метода составляет 30 мкм/30 мкм.
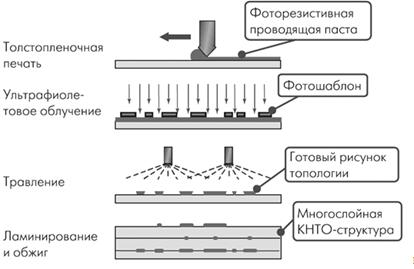
Рисунок 1.14 - Использование фотолитографии для
изготовления узких проводников
После заполнения отверстий для межслойных
соединений и нанесения проводящих слоев производится сушка в течении 5-30 мин
при температуре 80-120° С в зависимости от типа материала.
Керамические листы с нанесенными топологическими
рисунками собираются в «стек» и затем под давлением сводятся вместе -
ламинируются. Существует два способа ламинирования. Первый способ - так
называемое, одноосное ламинирование - заключается в том, что стопка листов
помещается на 10 минут под механический пресс с давлением 200 бар, разогретой
до 70°С. Данный способ не подходит для многослойных структур, в которых
предполагается наличие полостей, вскрытых окон и т. д. Основной проблемой
одноосного ламинирования является «растекание» керамики на краях. Это приводит
к изменению толщины отдельных участков каждого листа, что в ряде случаев
оказывается критическим, особенно для СВЧ-применений.
Второй способ - изостатическое ламинирование.
Стопка листов в вакууме упаковывается в фольгу и подвергается давлению в 350
бар в камере с горячей водой. Температура и время выдержки примерно такие же,
как и в случае одноосного ламинирования. При этом способе удается добиться
меньших деформаций керамических листов по сравнению с одноосным ламинированием.
На заключительном этапе ламинированный стек из
керамических листов помещается в печь, где листы спекаются между собой в
процессе обжига. Скорости нагрева и охлаждения, а так же максимальные
температуры и время выдержки на каждом этапе могут варьироваться для разных
типов керамики. Это связано с отличием в химическом составе КНТО различных
производителей. Максимальная температура, при которой производится обжиг
(800-900°С), не превышает температуры плавления большинства металлов.
Сравнительно низкая температура обжига позволяет
использовать проводящие пасты на основе металлов с высокой удельной
электропроводимостью (Ag, Au) и обеспечить тем самым малые потери в
СВЧ-диапазоне. Типовые параметры проводящих паст, совместимых с основными
системами КНТО, приведены на рисунке 1.15
В процессе обжига в керамических листах выгорают
связующие компоненты, вследствие чего многослойная структура дает усадку в
среднем на 15-20%, в общем случае неодинаковую по разным направлениям.
Из-за усадки изменяются геометрические размеры
элементов интегральной схемы, толщина диэлектрических слоев и т.д. Проектирование
многослойных ИС СВЧ должно вестись с учетом коэффициентов усадки, которые
приводятся производителем КНТО в техническом паспорте материала. В последнее
время появились диэлектрические материалы с нулевой усадкой в плоскости листа,
что позволяет реализовать компоненты с большей точностью. Тем не менее, усадка
керамики в вертикальном направлении остается пока неразрешимой проблемой.
Таблица 1.2

Основные преимущества технологии:
более экономичное производство по сравнению с
толстопленочной технологией;
проектирование и производство 3D-контуров;
возможность вырезания подложек любой формы;
количество рабочих слоев не ограниченно;
возможность размещения пассивных компонентов
внутри подложки, что уменьшает размер контуров более чем на 50% по сравнению с
печатными платами;
хорошая теплопроводность по сравнению с
печатными платами;
рабочая частота свыше 30 ГГц;
рабочая температура до 350ºС;
температура обжига порядка 850º
С позволяет применять материалы с малыми удельным сопротивлением, такие как
золото и серебро, вместо молибдена и вольфрама, которые используются в
высокотемпературной технологии;
каждый слой инспектируется до сборки модуля и,
при необходимости, может быть заменен, что повышает процент выхода годных
изделий;
отличная герметизация слоев;
технологический цикл многослойных керамических
модулей экологически чист и компактен;
отсутствие химических процессов;
многие процессы могут быть автоматизированы при
серийном производстве;
сокращение производственных циклов по сравнению
с обычными толстопленочными технологиями[23].
Еще одним видом многослойных технологий является
технология на основе керамики с высокой температурой обжига (High Temperature
Cofired Ceramics - HTCC).
Основное отличие технологии на основе
высокотемпературной керамики от низкотемпературной в том, что спекание слоев
происходит при температуре выше 1000ºС.
Такая технология нашла свое применение в микроэлектронике для корпусирования
сенсоров, SMD, оптических и силовых элементов, в качестве нагревателей и
теплоотводов, а так же при производстве интегральных схем и компактных модулей.
1.5 Обзор систем автоматизированного
проектирования объемных моделей
сверхвысокий частота фильтр
моделирование
В настоящее время основной тенденцией развития
программ проектирования радиоэлектронных систем считается интеграция подсистем
проектирования, ориентированных на разработку узких классов радиоэлектронной
аппаратуры в единую систему, поддерживающую процесс разработки всех устройств
от цифровых схем обработки и формирования сигналов до СВЧ схем и антенн. В
рамках этой тенденции средства проектирования различных по физике
функционирования и методам математического анализа устройств объединяются
вместе на базе единой платформы, позволяющей интегрировать результаты работы
разных программ с целью создания проекта всей радиоэлектронной системы в целом.
Существует возможность интеграции средств проектирования цифровой и аналоговой
аппаратуры, которая по большей части является СВЧ аппаратурой.
Для проектирования цифровых устройств создаются
методы моделирования устройств и формирования цифровых потоков данных. Группа
таких методов получила название косимуляции. Эти методы реализованы в программе
Ptolemy, которая является частью мощной среды проектирования радиосистем ADS -
Advanced Design System (компания Agilent).
Аналогичная задача решается программой VSS,
входящей в наиболее распространенную в России систему проектирования СВЧ устройств
MWO - Microwave Office.
Для расчета аналоговой части радиосистем
происходит переход от программ, рассчитывающих СВЧ структуры методами теории
цепей, к программам, выполняющим полноценный расчет трехмерного
электромагнитного поля. Этот переход зачастую необходим, когда многие части
реального устройства не поддаются декомпозиции на элементы, которые есть в
библиотеке моделей.
В программах электродинамического моделирования
используется большое разнообразие математических методов. Метод моментов (МоМ),
реализованный в MWO, предназначен для моделирования многослойных печатных схем.
Он значительно усовершенствован в системе IE3D - системе трехмерного
электродинамического моделирования СВЧ устройств. Программа IE3D позволяет
рассчитывать антенные системы сложной конфигурации и анализировать их диаграммы
направленности. Она включает десятки утилит, которые значительно расширяют ее
возможности, вплоть до анализа нелинейных СВЧ устройств во временной области.
Другая программа этой же компании (Zeland) Figelity решает задачу
электродинамического моделирования методом конечных временных интервалов FDTD
(Finite Difference Time Domain). Этот метод позволяет анализировать более
сложные структуры произвольной конфигурации, невзаимные СВЧ устройства
(ферритовые вентили, циркуляторы и т.д.).
В настоящее время развитие получила программа
High Frequency System Simulator (HFSS) компании AnSoft, которая предназначена
для аналиа трехмерных СВЧ структур, в том числе, антенн и невзаимных устройств,
содержащих ферриты. Среди новых возможностей AnSoft HFSS можно отметить:
периодические граничные условия, предназначенные
для анализа антенных решеток;
систему макросов, значительно расширяющую
возможности программы;
подпрограмму анализа собственных колебаний и
собственных волн (eigenmode solver);
новые возможности визуализации результатов
анализа: анимация картин поля, построение трехмерных диаграмм направленности и
т.д.;
адаптивный алгоритм решения электродинамических
задач, обеспечивающий высокую эффективность моделирования сложных структур;
возможность анализа многополюсников с
многомодовыми портами;
обширные базы данных по СВЧ материалам и СВЧ
компонентам;
возможности параметрического анализа и
оптимизации параметров структуры.
Электродинамическое моделирование в HFSS
основано на использовании метода конечных элементов (Finite Element Method).
Решение граничной задачи ищется в частотной области. Использование метода
конечных элементов обеспечивает высокую степень универсальности численных
алгоритмов, которые оказываются весьма эффективными для широкого круга задач от
анализа волноводных и полосковых структур до моделирования антенн и сложных
невзаимных устройств.позволяет с высокой точностью рассчитывать внешние
параметры СВЧ многополюсников: матрицы рассеяния, матрицы импедансов и пр. Это
служит основой для интегрирования HFSS с другими программами проектирования.
Рассчитанные S-параметры могут использоваться далее в программах анализа
линейных и нелинейных схем, в частности, в программе MicroWave Office, Serenade
Ansoft или ADS.[26]
Также на рынке САПР представлена программа
Simbeor 2007 (компания Simberian), которая представляет собой интегрированную
графическую среду, построенную на базе оригинального ЕМ-вычислителя и
предназначенную для анализа электромагнитных эффектов в соединениях на
многослойных платах. В программе использованы широкополосные каузальные модели
диэлектриков и проводников, что позволяет учесть практически все эффекты,
приводящие к затуханию и дисперсии сигналов в соединениях. Учтены эффекты
шероховатости поверхностей и многослойного металлического покрытия проводников.
Результатами анализа линий передачи и периодических структур являются
постоянные распространения и характеристические сопротивления собственных волн
в многопроводных линиях. Для межслойных переходов и других неоднородностей
рассчитываются матрицы рассеяния или S-параметры.
В основе программы лежит технология
моделирования, построенная на основе метода прямых и метода конечных элементов
Трёффца. Метод прямых обеспечивает быстрое и очное решение для планарных
структур, состоящих из многочисленных металлических и диэлектрических слоев.
Метод Трёффца используется для широкополосного моделирования внутренности
проводников.
Основным преимуществом пакета является удобство
и простота интерфейса, высокая производительность при создании моделей для
линий передачи и переходных соединений, высокая точность и широкополосность
моделей.[27]
В данной работе используется САПР Microwave
Office, представляющий мощный инструмент для анализа высокочастотных устройств
и позволяющей автоматизировать процесс их проектирования. При моделировании
можно использовать один из методов: линейное моделирование, усовершенствованный
гармонический баланс, ряды Вольтера или трехмерное электромагнитное
моделирование. Результаты выводятся в различных графических формах или в
таблице в зависимости от цели проводимого анализа.
2. Проектирование широкополосного
многоканального УЧС СВЧ
.1 Схема структурная
На основании полученного технического задания
составлена структурная схема УЧС СВЧ (Рисунок 2.1).
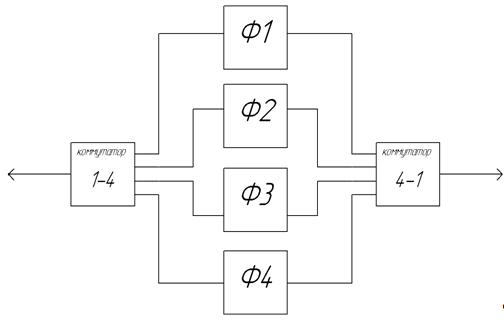
Рисунок 2.1 - Схема структурная дискретного
полосового фильтра (УЧС СВЧ)
2.2 Математическое моделирование
конструктивных реализаций ЧФ СВЧ
С помощью подпрограммы EM-Sight, входящей в
пакет программ Microwave Office, произведены расчет и оптимизация характеристик
фильтров, входящих в состав УЧС. Исходными данными для расчета характеристик
фильтров служат геометрические и электрические параметры материала подложки и
геометрические размеры токонесущих проводников. Для проектирования выбран
материал ТЛ/0 с диэлектричесокй проницаемостью =40, с тангенсом угла
диэлектрических потерь = 0,01 (на частоте 10 МГц), толщина платы 0.5 мм
(Рисунок 2.2).
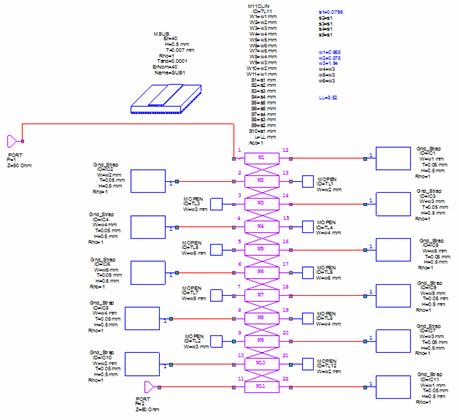
Рисунок 2.2 - Исходные данные для расчета
характеристик фильтров
Начальные значения параметров проводников
рассчитаны по методу, изложенному в [2]. В расчете фильтров используется
Чебышевский прототип девятого порядка с величиной пульсации 0.1 дБ. Ниже
представлены формулы, необходимые для расчета:
сопротивления для четного и нечетного типов
колебания в полосковых линиях равны
 (2.1)
(2.1)
 (2.2)
(2.2)
Коэффициенты J находятся по следующим формулам:
 (2.3)
(2.3)
 (2.4)
(2.4)
где Y0 - волновая проводимость нагружающих
линий;- параметры прототипа;- порядок фильтра;- относительная ширина полосы
пропускания, определяемая по формуле:
 (2.5)
(2.5)
 (2.6)
(2.6)
С помощью рассчитанных сопротивлений для четного
и нечетного видов колебаний по графикам (Рисунок 2.3) определяются ширины
проводников.
Рисунок 2.3 - Номограммы для определения
размеров проводников в связанных полосковых линиях при заданных сопротивлениях
для четного и нечетного типов волн
Для того чтобы определить длину области связи
необходимо вычислить среднюю частоту:
 (2.7)
(2.7)
Тогда длина волны в свободном пространстве
 (2.8)
(2.8)
и длину волны в диэлектрике
 (2.9)
(2.9)
Таким образом, длина области связи
Критериями для оптимизации характеристик
фильтров являются параметры, заданные в техническом задании:
коэффициент затухания в полосе пропускания - не
ниже -3 дБ;
коэффициент затухания в полосе заграждения - не
выше -30 дБ;
коэффициент стоячей волны в полосе пропускания -
не выше 2.
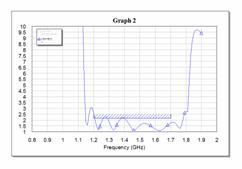
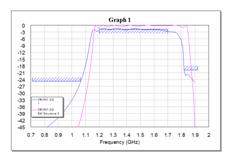
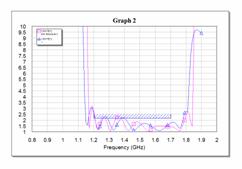
После процесса оптимизации получены следующие
параметры фильтров (таблица 2.1, рисунок 2.5, рисунок 2.6). Ширины w4, w5, w6
равны w3, поэтому не указаны в таблице.
Таблица 2.1
|
Фильтр
(полоса пропускания, ГГц)
|
LL
длина области связи, мм
|
h
толщина диэлектрика, мм
|
s1
ширина зазора, мм
|
w1
ширина подводящих штырей, мм
|
w2
ширина второго штыря, мм
|
w3
ширина третьего штыря, мм
|
|
|
1,2-1,7
|
8,520
|
0,500
|
0,0796
|
0,668
|
0,878
|
1,940
|
|
|
1,4-2,1
|
7,190
|
0,500
|
0,0600
|
0,424
|
1,260
|
1,260
|
|
|
1,8-2,7
|
5,170
|
0,500
|
0,0500
|
0,354
|
0,766
|
1,950
|
|
|
2,4-4,1
|
3,540
|
0,500
|
0,0520
|
0,328
|
0,348
|
1,460
|
|
|
|
|
|
а)
|
|
|

|
|
б)
|
|
 в) в)
|
|
|
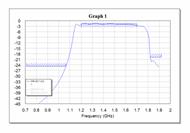
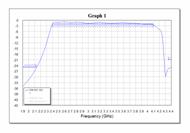
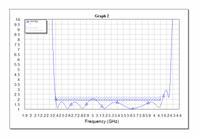
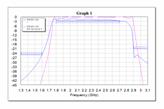
Рисунок
2.4 - а) АЧХ и график КСВ фильтра Ф1; б) АЧХ и график КСВ фильтра Ф2; в) АЧХ
и график КСВ фильтра Ф3
|
|
|
|
|
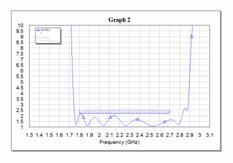
Рисунок
2.5 - АЧХ и график КСВ фильтра Ф4.
|
|
|
|
|
|
|
|
|
|
2.3 Компьютерное моделирование
топологии фильтров
Для соединения фильтра с коммутирующим
устройством необходимо сформировать переходные платы (Рисунок 2.7). Для
выполнения требований технического задания рассчитаны параметры перехода,
соответствующие 50-омной линии: ширина несимметричной полосковой токонесущей
линии при толщине диэлектрика 250 мкм составляет 250 мкм.
Рисунок 2.6 - Одна из переходных плат
Самое проблематичное в переходных платах, это
развязка с выходов коммутатора. Но т.к. диапазон частот не сильно большой
(относительно коммутатора) паразитные составляющие не играют большой роли.
После переходных плат подключаются ППФ. На
рисунке 2.8 изображён схематично.
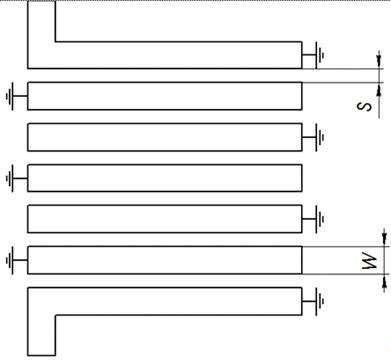
Рисунок 2.7 - ППФ фильтр на встречных штырях
ЕМ анализ в среде MWO происходит медленно. Для
ускорения вычислений существует несколько способов: уменьшение размеры сетки,
вычисление нескольких фильтров на многоядерных машинах и использование
технологий NVIDIA CUDA. MWO не поддерживает ускорение с помощью видеокарт, а
вычислительные способности некоторых машин оставляют желать лучшего. Остаётся
вариант с использованием параллельного вычисления ППФ на нескольких машинах и
уменьшение размера сетки.
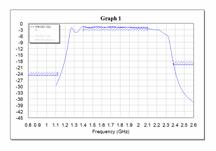
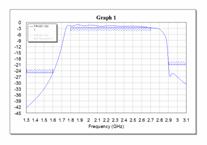
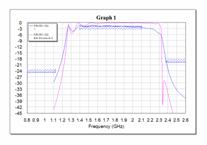
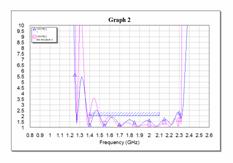
На рисунках 2.9 и 2.10 изображено сравнение
после оптимизации с топологическим ЧФ в ЕМ анализе среды MWO.
|
|
|
|
а)
|
|
|
|
|
б)
|
|
 в) в)
|
|
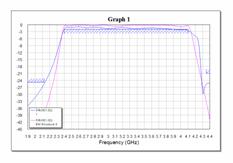
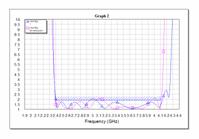
Рисунок
2.8 - Сравнение топологического и идеального ППФ: а) АЧХ и график КСВ фильтра
Ф1сравнение топологического с; б) АЧХ и график КСВ фильтра Ф2; в) АЧХ и
график КСВ фильтра Ф3
|
|
|
|
|
Рисунок
2.9 - Сравнение топологического и идеального ППФ АЧХ и график КСВ фильтра Ф4
|
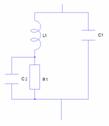
2.4 Выбор устройств коммутации
В устройствах, работающих в диапазоне СВЧ,
применяются коммутаторы, реализованные на p-i-n диодах (Рисунок 2.10).
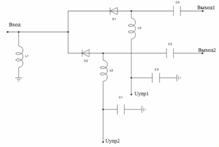
Рисунок 2.10 - Схема электрическая
принципиальная коммутатора 1-2
Структура типичного pin-диода (Рисунок 2.11 а)
характеризуется тем, что между двумя сильно легированными областями очень
низкого сопротивления n+ и p+ находится активная базовая i-область с высоким
удельным сопротивлением (типичной  , а в ряде
приборов вплоть до
, а в ряде
приборов вплоть до  ) и относительно большим
временем жизни (электронов и дырок) заряда
) и относительно большим
временем жизни (электронов и дырок) заряда  . Толщина
базы лежит в пределах
. Толщина
базы лежит в пределах  , диаметр мезаструктур
, диаметр мезаструктур  .
.
|
 а) а)
|
 б) б)
|
 в) в)
|
|
Рисунок
2.11 - а) структура p-i-n-диода; б) эквивалентная схема p-i-n-диода при
работе в прямом направлении; в) эквивалентная схема p-i-n-диода при работе в
обратном направлении
|
Специфические особенности pin-структуры,
существенные для работы диодов, заключаются в следующем:
При работе в прямом направлении на достаточно
высоких частотах f, определяемых соотношением
 .(2.11)
.(2.11)
Диффузионная емкость p±i- и n±i-переходов
полностью их шунтирует, таким образом эквивалентная схема сводится к рисунку
2.12 б, где R1(rпр) - сопротивление базы, модулированное прямым током.
Соотношение (2.11) может выполняться уже при частоте f: 10-20 МГц и заведомо справедливо
на СВЧ.
При обратном смещении эквивалентная схема
pin-диода представляется в виде рисунка 2.12 в, где R1(rобр) - сопротивление
i-базы в немодулированном состоянии, равное
 .(2.12)
.(2.12)
Реально rобр =0,1-10 кОм.
При прямом смещении вследствие двойной инжекции
дырок из p+-области и электронов из n+-области, вся база «заливается»
носителями и в эквивалентной схеме (Рисунок 2.12 б) выполняется
 .(2.13)
.(2.13)
Значения rпр в номинальном режиме близки к
величине ~ 1 Ом; при изменении прямого тока величина rпр может изменяться в
широких пределах по закону, близкому к
 .(2.14)
.(2.14)
Пробой pin-структуры при отсутствии
поверхностных утечек определяется соотношением
 .(2.15)
.(2.15)
где Eкр - критическое поле, обычно принимается
Eкр=2х105 В/см. Таким образом,
 .(2.15а)
.(2.15а)
При протекании прямого тока величина накопленного
заряда в базе определяется соотношением
 .(2.16)
.(2.16)
поэтому величина  определяется
расчетно по паспортному значению Qнк.
определяется
расчетно по паспортному значению Qнк.
При резком переключении с прямого направления на
обратное вначале протекает фаза рассасывания накопленного заряда, длительность
которой равна
 .(2.17)
.(2.17)
где Iрас - обратной ток рассасывания;
длительность второй фазы - восстановления обратного сопротивления -
определяется дрейфовым процессом под действием поля в базе по порядку величина
близка к
 .(2.18)
.(2.18)
Таким образом, при работе в диапазоне СВЧ и
отчасти ВЧ pin-диод (без учета паразитных параметров C и L) представляет собой
линейный резистор, сопротивление которого при прямом смещении rпр значительно
меньше, чем при обратном rобр, при этом rпр зависит от прямого тока.
Такая схема обладает недостатками:
дискретные элементы (катушки и конденсаторы)
уменьшают надежность устройства;i-n-диоды обладают паразитными емкостью и
индуктивностью (Рисунок 2.10 в), которые влияют на характеристику устройства;
необходимость применения балочных выводов в
качестве теплоотводов, что в значительной степени снижает прочность устройства.
Оптимальной схемой устройства коммутации для
разработанного УЧС является схема на полевых транзисторах (Рисунок 2.12).
Преимущества коммутаторов, выполненных на
полевых транзисторах, заключаются в отсутствии дискретных элементов в схеме и в
том, что управление происходит с помощью напряжения.
Рисунок 2.12 - Схема электрическая
принципиальная коммутатора 1-2
При рассмотрении всех доступных типов
коммутаторов выбор пал на интегральную схему коммутатор HMC641. Параметры
HMC641 следующие:
рабочий диапазон частот: DC - 18 ГГц;
изоляция: 42 дБ на 12 ГГц;
вносимые потери: 2.1 дБ на 12 ГГц;
габариты: 1.92х1.60х0.10 мм.
Судя по параметрам, представленным
производителем, HMC641 предлагает идеальный вариант коммутатора: 1) малые
размеры, что при СВЧ диапазоне очень важно 2) малые потери 3) широкий диапазон
частот.
На рисунке 2.13 показана модель устройства с
коммутаторами.
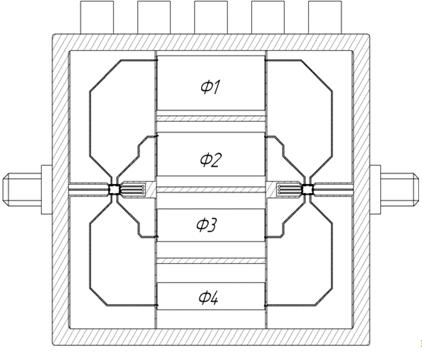
Рисунок 2.13 - Модель разрабатываемого
устройства с коммутаторами
2.5 Конструкция УЧС
Устройство состоит из 4 фильтров (Рисунок 2.15),
выполненных на отдельных платах, размерами 12х20 мм. Расположены в отдельных
секциях, по обоим сторонам которых экранные проводники (стенки). Такое
расположение позволяет добиться развязки в пределах 30 дБ и исключить влияние
соседних фильтров на характеристики друг друга. Для соединения входных и
выходных проводников фильтров с выходами коммутаторов выполнены переходные
платы (Рисунок 2.14). Сами коммутаторы расположены по центральной оси входа
сигнала. Габаритные размеры всего разработанного устройства составляют: 77 х 63
х 20 мм.
Рисунок 2.14 - Модель разработанного устройства
частотной селекции
Рисунок 2.15 - Переходная плата входа-выхода.
3. Организация процесса производства
разработанного УЧС
Для производства разработанного УЧС предприятие
должно решить ряд задач:
приобретение дорогих систем автоматизированного
проектирования (САПР) для моделирования подобного типа устройств ;
подготовка высококвалифицированных специалистов,
обладающих достаточными теоретическими знаниями и навыками работы САПР СВЧ;
освоить технологию на GaAs, для производства
собственных коммутаторов;
приобретение сложнейшей и дорогой
технологической линии;
обеспечение полной загрузки технологической
линии.
Одно из решений этих проблем является
организация производства по типу «Контрактного производства» (Foundry).[29]
Предприятие или группа предприятий, которым
необходимо то или иное устройство, приобретают специализированные САПР,
вычислительную технику, метрологическое оборудование и готовят специалистов,
обладающих достаточными теоретическими знаниями и навыками работы САПР, т.е.
организуют Дизайн-центр.
Предприятие, у которого есть возможность
приобретения и обслуживания технологической линии для изготовления устройств,
так называемая фабрика, предоставляет Дизайн-кит, который представляет собой
инструкцию по проектирования устройств. Эта инструкция является своеобразным
набором технологических норм и правил, по которым и будет происходить
изготовление устройства.
Используя САПР и руководствуясь требованиями
дизайн-кита, сотрудники дизайн-центра разрабатывают необходимую для
изготовления УЧС СВЧ конструкторскую документацию. Фабрика, в соответствии с
разработанной конструкторской документацией и с использованием стандартных
технологических процессов, изготавливает УЧС СВЧ и передаёт их в дизайн-центр.
При разработке и производстве устройств СВЧ по
принципу foundry обязанности сторон распределяются следующим образом:
Компетенция фабрики: предоставление Дизайн-Кит,
изготовление устройств СВЧ в строгом соответствии со стандартным
технологическим процессом и разработанными в дизайн-центре топологиями и
конструкцией.
Таким образом, организация проектирования и
производства по принципу foundry позволяет:
получить доступ к современным зарубежным
технологиям;
сократить в разы длительность цикла
«разработка-производство» устройств СВЧ;
сделать рентабельным производство даже малых
партий устройств СВЧ;
вести проектирование устройств на современном
уровне.
Заключение
В квалификационной работе проведен анализ
существующих схемотехнических и конструктивных решений устройств диапазона СВЧ
и технологии их производства. Выявлены их главные недостатки. Проведен обзор
перспективных схемотехнических и конструктивных решений устройств диапазона СВЧ
и технологий их изготовления.
Так же в квалификационной работе проведено
проектирование устройства частотной селекции диапазона СВЧ, с учетом
изготовления его по существующей технологии производства.
В заключительной главе описан наиболее
оптимальный вариант организации производства разработанного устройства
частотной селекции диапазона СВЧ.
Библиографический список
1. Справочник
по расчету и конструированию СВЧ полосковых устройств / С.И. Бахарев, В.И.
Вольман, Ю.Н. Либ и др.; Под ред. В.И. Вольмана. - М.: Радио и связь, 1982. -
328 с.
2. Фильтры
свч, согласующие цепи и цепи связи / Д.Л. Маттей, Л. Янг, Е. М.Т. Джонс; Под
ред. Л.В. Алексеева и Ф.В. Кушнира. - М., 1971. - т. 1.
. Аналоговые
и цифровые фильтры / Г. Лэм. - М.: Мир, 1982.
. Механические
перестраиваемые приборы СВЧ и разделительные фильтры / Д.П. Андреев, И.И. Гак,
И.И. Цимблер.: Под ред. А.И. Соболев. - М.: Связь, 1973.
. Конструирование
экранов и СВЧ-устройств: Учебник для вузов / А.М. Чернушенко, Б.В. Петров, Л.Г.
Малорацкий и др.; Под ред. А.М. Чернушекно. - М.: Радио и связь, 1990. - 352 с.
. Коаксиальные
и полосковые фильтры сверхвысоких частот / Д.Б. Халяпин. - М.: Связь, 1969.
. Современная
теория фильтров и их проектирование / Под ред. Г. Темешена, С. Митра. - М.:
Мир, 1977.
. Справочник
по расчету фильтров / Под ред. А.Е. Знаменского. - М.: Сов.радио, 1974. - 288
с.
. Справочник
по расчету фильтров / Р. Зааль.: Под ред. С.Т. Симонова. - М.: Радио и связь,
1983. - 752 с.
. Теория
электрических фильтров / Под ред. А.М. Трахтмана. - М.: Сов. Радио, 1980. - 240
с.
. Фильтры
и цепи СВЧ. / Л.В. Алексеева, А.Е. Знаменский, В.С. Полякова. - М.: Связь,
1976. - 248 с.
. Основы
теории линейных электрических цепей / А.Ф. Белецкий. - М.: Связь, 1967.
. Синтез
фильтров / Д. Хереро, Г. Уиллопер. - М.: Сов. Радио, 1971.
. Справочник
по расчету фильтров / Г. Ханзель. - М.: Связь, 1970.
. Синтез
пассивных цепей / Э. А. Гиллемин. - М.: Связь, 1970.
. Таблицы
и графики по расчету фильтров / Е. Эйземан, Э. Христиан. - М.: Связь, 1975.
. Справочник
по расчету фильтров и линий задержки / М.Е. Альбац. - М.: Государственное
энергетическое издательство, 1963.
. Антенны
и устройства СВЧ: Учеб. для радиотехнич. Спец. Вузов. / Д.М. Сазонов. - М.:
Высш. шк., 1988 - 432 с.
. Устройства
СВЧ / Дж. Альтман. - М.: Мир, 1968.
. ГОСТ
24375 - 80. Радиосвязь. Термины и определения. - М.: Изд-во стандартов, 1982.-
37 с.
. ГОСТ
23221 - 78. Модули СВЧ, блоки СВЧ. Термины, определения и буквенные
обозначения. - М.: Изд-во стандартов, 1980.- 12 с.
. Многослойные
керамические микросхемы на основе LTCC - технологии / Г. Егоров, С. Капкин, Л.
Стельмахович, В. Трофименко, В. Хрипко // Электроника: Наука, Технология,
Бизнес. - 2006. - № 5. - С. 42-45.
. Многослойные
керамические микросхемы на основе LTCC - технологии / Г. Егоров, С. Капкин, Л.
Стельмахович, В. Трофименко, В. Хрипко // Электроника: Наука, Технология,
Бизнес. - 2006. - № 7. - С. 44-49.
. Многослойные
керамические микросхемы. Низкотемпературная совместно обжигаемая керамика / Г.
Егоров, С. Капкин, Л. Стельмахович, В. Трофименко, В. Хрипко // Электроника:
Наука, Технология, Бизнес. - 2006. - № 3. - С. 60-65.
. Многослойные
интегральные схемы сверхвысоких частот на основе керамики с низкой температурой
обжига / А. Симин, Д. Холодняк, И. Вендик // Компоненты и технологии. - 2005. -
№ 5. - С. 42-45.
. Новая
система трехмерного электромагнитного моделирования многослойных печатных плат
/ Ю. Потапов // Технологии в электронной промышленности. - 2008. - № 3. - С.
57-58.
. Особенности
технологии проектирования и производства LTCC-модулей / Ю. Потапов //
Технологии в электронной промышленности. - 2008. - № 3. - С. 59-64.
. Проектирование
топологий гибридных и LTCC-устройств / Ю. Потапов // Технологии в электронной
промышленности. - 2009. - № 1. - С. 54-59.
29. Ю.Н.
Вольхин, А.А. Дубровская, Ю.А. Кардаков, А.М. Мандрик, Перспективные технологии
проектирования, изготовления и организации процесса производства
сверхширокополосных гибридных интегральных схем и блоков диапазона СВЧ. -
“Вопросы радиоэлектроники”, 2008, вып. 2.