Эколого-экономическое обоснование выбора модели реактора для процесса каталитической очистки отходящих газов ТЭЦ от диоксида серы
Курсовая
работа
по
дисциплине: Технология охраны и воспроизводства природных ресурсов и
обустройства природной среды
Тема:
Эколого-экономическое обоснование выбора модели реактора для процесса
каталитической очистки отходящих газов ТЭЦ от диоксида серы
Содержание
1.
Современное состояние очистки отходящих газов ТЭЦ от диоксида серы
.
Характеристики отходящих газов ТЭЦ
.
Методы борьбы с выбросами SO2
.
Оптимизация химического реактора по экологическим и экономическим критериям
.
Данные расчета зависимости химического равновесия от температуры и давления
.
Данные расчета зависимости скорости реакции от температуры, давления и степени
превращения
.
Данные расчета объема и оптимальной себестоимости реактора
Заключение
Список
использованной литературы
1. Современное состояние очистки
отходящих газов ТЭЦ от диоксида серы
Оксид серы(IV) (диоксид серы, сернистый газ,
сернистый ангидрид) - SO2. В нормальных условиях представляет собой бесцветный
газ с характерным резким запахом.токсичен. Симптомы <#"556542.files/image001.jpg">
При абсорбции SO2 водой процесс лимитируется
диффузионным сопротивлением со стороны газа и жидкости. Он может быть проведен
в абсорберах различной конструкции.

Рисунок 1 - Схема установки абсорбции диоксида
серы
В связи с низкой растворимостью диоксида серы в
воде для очистки требуется большой ее расход и абсорбенты с большими объемами.
Удаление SO2 из раствора ведут при нагревании его до 100°С. Таким образом,
проведение процесса связано с большими энергозатратами.
В Норвегии разработан процесс «Flakt-Hydro», в
котором в качестве поглотителя SO2 используют морскую воду, которая имеет
слабощелочную реакцию. За счет этого растворимость в ней SO2 возрастает. Схема
такой установки представлена на рисунке1а.
Газы сначала очищают от золы в электрофильтрах
или мультициклонах, а затем охлаждают в скруббере Вентури водой. Абсорбцию SO2
проводят в полом скруббере, после которого газы нагревают теплом горячих
поточных газов, частично отобранных после экономайзера. Сточные воды после
скруббера и абсорбера обрабатывают воздухом для окисления сульфитных соединений
в сульфатные и сбрасывают в море.
Известняковые и известковые методы. Достоинством
этих методов является простая технологическая система, низкие эксплуатационные
затраты, доступность и дешевизна сорбента, возможность очистки газа без
предварительного охлаждения и обепыливания.
Известь получают обжигом карбонатных пород при
температуре 1100-1300°С.
Процесс абсорбции диоксида серы для известкового
и известнякового методов представляется в виде следующих стадий:
При протекании тех или иных реакций зависит от
состава и рН суспензии. В присутствии в растворе различных примесей процесс
абсорбции значительно усложняется. Например, действие небольших количеств MgSO4
повышает степень очистки и степень использования известняка.
Нерекуперационные методы. Для приготовления
суспензии применяется измельченный известняк с размером частиц 0,1 мм. Состав
суспензии Т :Ж= 1:10. Наиболее простая с образованием шлама показана на рис. 1
б.
Абсорбер орошается суспензией с рН = 6-6,2. Шлам
из абсорбера частично поступает в циркуляционный сборник, куда подается свежий
известняк, а частично направляется на отделение, воды в центрифугу или на
фильтр. Степень очистки достигает 85%. Коэффициент использования извести «50%.
На электростанциях мощностью 1000 МВт ежегодно
образуется шлама 780 т/год на 1 МВт. Шлам содержит сульфит кальция и до 65%
воды. Сульфит кальция мелкокристалличен, гигроскопичен и способен поглощать
кислород. В нерекуперациоиных установках шлам захоранивают. Для этого суспензию
сгущают до содержания твердой фазы 250-300 г/л, перекачивают насосом по трубам
из полимерных материалов в накопитель шлама, затем подвергают захоронению.
Наметились некоторые пути переработки шлама. В
США разработан процесс смешивания шлама с золой и спецдобавками. Смесь сушат;
образующийся продукт является стабильным и инертным, находит применение в
дорожном строительстве. Реакции в процессе сушки смеси аналогичны тем, которые
протекают при схватывании цемента.
Производство сульфата кальция (гипса) из шлама
состоит из следующих стадий:
) корректировка рН раствора серной кислотой;
) окисление сульфита в сульфат воздухом при
повышенных давлениях;
) отстаивание;
) центрифугирование.
Окисление шлама экономически оправдано даже в
тех случаях, когда выпуск товарного гипса не предусмотрен, так как скорость
обезвоживания окисленного шлама значительно выше, чем неокисленного, что
позволяет сократить затраты на оборудование. Предложены одноступенчатые и
двухступенчатые схемы очистки с окислением сульфита кальция, содержащегося в
шламе, в сульфат.
Недостатки известковых и известняковых методов
следующие: происходит зарастание систем отложениями гипса, коррозия и эрозия
оборудования, значительный брызгоунос из абсорберов, образование осадков.
Устранение коррозии и эрозии материалов
оборудования решается путем выбора соответствующих материалов и покрытий, например
использование различных сплавов и т. д. Брызгоунос снижается путем
использования соответствующих брызгоуловителей.
Для повышения интенсивности массообмена газ -
жидкость и уменьшения отходов в поглотитель добавляют ионы магния, хлора и
карбоновых кислот. В присутствии этих ионов возрастает степень использования
поглотителя.
Одним из перспективных и дешевых
нерекуперативных методов очистки дымовых газов от диоксида серы является метод,
основанный на использовании щелочных сточных вод предприятий. При этом
достигается высокая степень очистки газов и одновременная нейтрализация этих
стоков.
Предложен процесс очистки отходящих газов ТЭС от
диоксида серы щелочными сточными водами гидрозолоудаления в абсорбере,
оборудованном провальными тарелками, с организованным сливом жидкости. Наиболее
эффективно процесс идет в случае применения тарелок с двойной перфорацией и
волнистых тарелок с треугольным профилем волны.
Рекуперационные методы очистки. В этих процессах
поглотитель регенерируют и повторно используют для очистки, а извлекаемый
компонент перерабатывают в товарные серосодержащие продукты: серную кислоту,
элементную серу, сжиженный диоксид серы и сульфаты. Методы классифицируют по
типу хемосорбентов. Рассмотрим некоторые из них.
Магнезитовый метод. Диоксид серы в этом случае
поглощают оксид-гидрооксидом магния. В процессе хемосорбции образуются
кристаллогидраты сульфита магния, которые сушат, а затем термически разлагают
на серосодержащий газ и оксид магния. Газ перерабатывают в серную кислоту, а
оксид магии я возвращают на абсорбцию.
Достоинства магнезитового метода:
) возможность очищать горячие газы без
предварительного охлаждения;
) получение в качестве продукта рекуперации
серной кислоты;
) доступность и дешевизна хемосорбента; высокая
эффективность очистки.
Недостатки:
) сложность технологической схемы;
) неполное разложение сульфата магния при
обжиге;
) значительные потери оксида магния при
регенерации.
Цинковый метод. Абсорбентом служит суспензия
оксида цинка. Достоинством метода является возможность проводить процесс
очистки при высокой температуре (200-250 °С). Недостаток-образование сульфата
цинка, который экономически не целесообразно подвергать регенерации, а
необходимо непрерывно выводить из системы и добавлять в нее эквивалентное
количество диоксида цинка.
Абсорбция хемосорбентами на основе натрия.
Достоинством этого метода является использование нелетучих хемосорбентов,
обладающих большой поглотительной способностью. Метод может применяться для
улавливания SO2 из газов любой концентрации.
Двойной щелочной метод. Сущность его заключается
в использовании при абсорбции SO2 растворов солей натрия, калия или аммония с
последующей регенерацией отработанных абсорбентов оксидом или карбонатом
кальция. В качестве продуктов рекуперации получают гипс, сульфит кальция или их
смесь. Регенерированный абсорбент возвращают в цикл абсорбции, а соли кальция
удаляют из системы.
Достоинством метода является высокая
эффективность процесса и отсутствие твердой фазы компонентов в абсорбере, что
облегчает непрерывное функционирование установки. Еще более важно отсутствие
солей кальция на стадии поглощения диоксида серы, что полностью исключает
забивку аппаратуры. Если регенерацию адсорбента вести оксидом кальция при рН =
8 забивки аппаратуры не происходит. Кроме того, капитальные и эксплуатационные
затраты на очистку двойным щелочным методом на 15-55% меньше, чем известковым
или известняковым методами.
Аммиачные методы. В этих методах поглощение
диоксида серы производится аммиачной водой или водными растворами сульфит-бисульфита
аммония с последующим его выделением. Достоинством метода является высокая
эффективность процесса, доступность сорбента и получение необходимых продуктов
(сульфит и бисульфит аммония).
Аппаратура. Для проведения процессов абсорбции
диоксида серы используют различные по конструкции абсорберы. Они должны
удовлетворять следующим требованиям: иметь высокие эффективность и пропускную
способность по газу, низкое гидравлическое сопротивление (до 3 кПа), быть
простыми по конструкции и удобными в эксплуатации, отличаться низкой
металлоемкостью, не забиваться осадками, образующимися в процессе абсорбции.
На практике больше всего используются пустотелые
абсорберы с форсунками и скрубберы Вентури, одноступенчатые и двухступенчатые.
Рис. 2 - Абсорбер типа СМ: 1- секция очистки
газа; 2- форсунка; 3-контактные тарелки; 4 - секция брызгоудаления
Совершенствование их конструкций идет по пути
создания аппаратов с минимальной внутренней поверхностью. Высокой
эффективностью и простотой в эксплуатации обладает абсорбер типа СМ (рис.2),
сочетающий полую секцию с форсунками и секцию с барботажными тарелками.
Исследуются также абсорберы с подвижной шаровой
насадкой из полиэтилена или резины. Перспективными являются и абсорберы с крупнодырчатыми
тарелками.
Адсорбционные методы очистки.
Адсорбционные методы используют для очистки
газов с невысоким содержанием газообразных и парообразных примесей. В отличие
от абсорбционных методов они позволяют проводить очистку газов при повышенных
температурах.
Целевой компонент, находящийся в подвергаемой
очистке газовой фазе, называют адсорбтивом, этот же компонент в адсорбированном
состоянии - адсорбатом.
Различают физическую и химическую адсорбцию
(хемосорбцию). При физической адсорбции поглощаемые молекулы газов и паров
удерживаются силами Ван-дер-Ваальса, при хемосорбции - химическими силами.
В качестве адсорбентов используют пористые
материалы с высокоразвитой внутренней поверхностью. Последние могут иметь
синтетическое или природное происхождение.
Недостатки абсорбционных методов очистки газов
от диоксида серы привели к разработке процессов, основанных на использовании
твердых хемосорбентов - путем их введения в пылевидной форме в топки и (или)
газоходы теплоэнергетических агрегатов. В качестве хемосорбентов могут быть
использованы: известняк, доломит или известь, Для увеличения активности
хемосорбентов, подавления процесса окисления SO2 в SO3 и решения некоторых
других задач наряду с поглотителем диоксида серы вводят ряд специальных добавок
в виде дешевых неорганических солей, оксихлорида меди, оксида магния и других
веществ.
Наряду с перечисленными хемосорбентами в
качестве агентов для связывания диоксида серы могут быть использованы некоторые
оксиды металлов. С позиций обеспечения приемлемых скоростей поглощения диоксида
серы и регенерации насыщенных хемосорбентов наиболее перспективными среди них
являются оксиды Al, Bi, Се, Со, Сг, Си, Fe, Hf, Мп, Ni, Sn, Th, Ti, V, U, Zr.
Среди исследованных и опробованных методов некоторую практическую реализацию
получил окисно-марганцевый метод (метод фирмы «Мицубиси»).
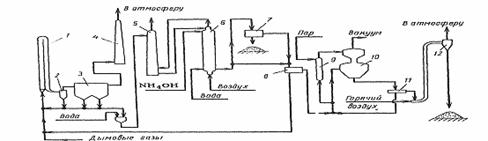
По этому методу горячие дымовые газы («135°С)
обрабатывают оксидом марганца в виде порошка.
В соответствии с рис. 3 инжектируемый в дымовые
газы оксид марганца взаимодействует с содержащимся в них диоксидом серы в
адсорбере. Выходящие из адсорбера газы освобождают от взвешенных примесей в
циклоне и электрофильтре, после чего через дымовую трубу при температуре 115°C
очищенные газы поступают в атмосферу. Основное количество хемосорбента из
циклона и электрофильтра вновь направляют на контактирование с дымовыми газами
а небольшую его часть в виде водной пульпы с целью регенерации оксида марганца
последовательно обрабатывают в аммонийном скруббере и реакторе водным раствором
аммиака и воздухом. Уловленную в процессе газоочистки сажу, находящуюся в
поступающей из реактора пульпе, отделяют в сепараторе. Регенерированный оксид
марганца выделяют из раствора на фильтре и направляют в голову процесса.
Освобожденный от взвешенных веществ раствор сульфата аммония через кипятильник
передают на вакуум-кристаллизацию. Образующиеся кристаллы сульфата аммония
отделяют от маточного раствора на центрифуге и после высушивания горячим
воздухом отделяют от последнего в циклоне. При содержании диоксида серы в
подаваемом на очистку газе 0,15% (об.) окисно-марганцевый метод в соответствии
с такой технологией обеспечивает его 90%-е извлечение.
Сухие процессы санитарной очистки газов от
диоксида серы обеспечивают, как следует из изложенного, возможность реализации
обработки газов при повышенных температурах без увлажнения очищаемых потоков,
что позволяет снизить коррозию аппаратуры, упрощает технологию газоочистки и
сокращает капитальные затраты на нее. Наряду с этим они обычно предусматривают
возможность цикличного использования поглотителя и (или) утилизацию продуктов
процесса очистки газов.
К сухим способам относят также каталитическое
окисление диоксида серы и поглощение диоксида серы адсорбентами.
Среди сухих способов адсорбционного улавливания
диоксида серы в наибольшей степени исследованы и опробованы в производственных
условиях (применительно к газам процессов сжигания твердого и жидкого топлива)
углеродные поглотители (в основном активные угли и полукоксы), позволяющие
проводить обработку газов при 110-150 °С.
Углеадсорбционное извлечение диоксида серы из
дымовых газов основано на использовании как стационарного, так и движущегося
слоя углеродных адсорбентов. Установки характеризуются эффективностью очистки
90- 95%, высоким гидравлическим сопротивлением (0,4-6,0 кПа) и способностью
очищать дымовые газы, содержащие 20 г/м и более золы.
Разработанные способы улавливания диоксида серы
углеродными адсорбентами («Reinluft» в ФРГ, «Hitashi» в Японии, «Westvaco» в
США) ввиду дефицитности и высокой стоимости адсорбентов могут быть
рекомендованы лишь для обработки относительно небольших объемов отходящих газов
в производствах серной кислоты и целлюлозы, на нефтеперерабатывающих
предприятиях и в ряде других процессов.
В качестве поглотителей диоксида серы из газов
исследованы ионообменные смолы - аниониты. Их сорбционная способность по SO2
практически не зависит от концентрации последнего в газе и влагосодержания
обрабатываемого потока в широком диапазоне этих параметров. Оптимальные
температуры газоочистки находятся в интервале 25-60 °С. Использование
ионообменников предусматривает тщательную очистку обрабатываемых газов от
твердых взвешенных примесей. Регенерация насыщенных по диоксиду серы анионитов
возможна раствором гидроксида натрия.
Как эффективные агенты улавливания диоксида серы
из отходящих газов зарекомендовали себя кислотостойкие цеолиты, в том числе
природные.
Способность цеолитов поглощать значительные
количества диоксида серы при повышенных температурах и низких концентрациях SO2
в газах выгодно отличает их от других промышленных адсорбентов при
использовании в процессах санитарной газоочистки. В то же время, присутствующая
в обрабатываемых газах влага ухудшает поглощение SO2 цеолитами. Наряду с этим
цеолиты катализируют реакцию окисления SO2 в SO3, что приводит к накоплению
последнего в цеолитах и постепенной их дезактивации по отношению к SO2.
Утилизация отработанных цеолитов остается задачей, требующей эффективного
решения, что наряду со значительными энергозатратами на десорбцию насыщенных
поглотителей и рядом других обстоятельств сдерживает решение вопросов
практической реализации процессов санитарной очистки газов от диоксида серы
цеолитами.
Большинство сухих методов очистки газов от
диоксида серы требует значительных затрат тепла на регенерацию. Их реализация
связана также с повышенными капитальными затратами ввиду необходимости
выполнения адсорбционной аппаратуры из дорогостоящих специальных материалов,
поскольку она предназначается для работы в условиях коррозионных сред при
повышенных температурах. Это препятствует внедрению адсорбционных процессов для
очистки газов.
Каталитические методы очистки.
Суть каталитических процессов газоочистки
заключается в реализации химических взаимодействий, приводящих к конверсии
подлежащих обезвреживанию примесей в другие продукты в присутствии специальных
катализаторов.
Разработанная технология каталитической очистки
отходящих газов от диоксида серы основана на принципе окисления SO2 в SO3,
используемом в производстве серной кислоты нитрозным (башенным) либо контактным
методом. В первом случае в содержащие диоксид серы и оксиды азота дымовые газы
сжигания топлива дополнительно вводят NO2, что обеспечивает (при температурах
около 140 °С и отношении N02:S02^2:1) протекание реакции:

Концентрация образующейся серной кислоты такова,
что в этих условиях она находится в парообразном состоянии. Содержащие пары
серной кислоты дымовые газы поступают на стадию окисления NO в N2O3 введенным в
них кислородом воздуха, а затем из них отмывают пары H2SO* и N2O3 крепкой
(80%-ной) серной кислотой, что завершает очистку газов и приводит к образованию
нитрозилсерной кислоты. Продувкой последней воздухом из нее выделяют NO2 с
образованием H2SO4 основную часть которой возвращают на отмывку дымовых газов а
ее избыток, эквивалентный образовавшейся из содержавшегося в газах SO2 кислоте,
отводят в качестве товарного продукта. Определенную часть содержащего NO2
продувочного воздуха вводят в поступающие на очистку дымовые газы, а другую его
часть контактируют с водой с целью получения HNO3. Содержащие NO газы
азотнокислотного производства смешивают с подлежащими очистке дымовыми газами.
Описанная технология при обработке дымовых газов, содержащих около 0,3% SO2,,
0,01% SO3 и примерно 0,06% NOx, обеспечивает 95%-ю очистку от оксидов серы и
75%-е удаление NOx с получением 80%-й серной кислоты и 50%-й азотной кислоты.
В соответствии со вторым методом дымовые газы,
на 99% освобожденные от летучей золы, при 450°С подают в реактор, в котором на
ванадиевом катализаторе SO2 окисляют в SO3 присутствующим в газах кислородом.
Конвертированные газы охлаждают до 230°С, промывают в абсорбере серной кислотой
и после улавливания в волокнистом фильтре сернокислотного тумана выбрасывают в атмосферу
через дымовую трубу. Продуктом процесса газоочистки является серная кислота
средней концентрацией 80%.
В другом варианте этого метода в
конвертированные на ванадиевом катализаторе дымовые газы вводят аммиак.
Образующийся при этом аэрозоль сульфата аммония удаляют из обрабатываемых газов
в электрофильтре, направляя обезвреженный газовый поток в дымовую трубу.
4. Оптимизация химического реактора
по экологическим и экономическим критериям
Для нахождения экономически оптимальных факторов
получения SO3 из SO2, рассмотрим влияние различных факторов на равновесный
состав реакционной смеси.
Химические реакции заключаются во взаимодействии
реагентов с образованием продуктов реакции. Химические реакции протекают в
прямом и в обратном направлениях. Направление протекания химической реакции
определяется условиями ее проведения (температурой, давлением, концентрацией
веществ).
Химическое равновесие.
Рассмотрим зависимость химического равновесия от
температуры и давления.
В обратимых реакциях скорость прямой реакции
вначале имеет максимальное значение, а затем уменьшается вследствие уменьшения
концентрации исходных веществ, расходуемых на образование продуктов реакции.
Обратная реакция в начальный момент имеет минимальную скорость, которая
увеличивается по мере увеличения концентрации продуктов реакции. Следовательно,
скорость прямой реакции уменьшается, а обратной увеличивается. Наконец
наступает такой момент, когда скорости прямой и обратной реакции становятся
равными.
При химическом равновесии концентрации реагентов,
температура и другие параметры системы не изменяются во времени. Состояние
химического равновесия обратимых процессов количественно характеризуется
константой равновесия.
По принципу Ле-Шателье: если на систему,
находящуюся в состоянии равновесия оказать внешнее воздействие то система
перейдет в другое состояние так чтобы уменьшить эффект внешнего воздействия.
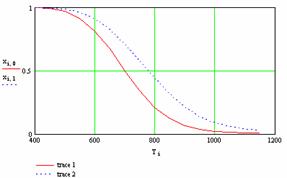
График 1 - Влияние температуры на изменение
положения химического равновесия
На графике 1 показана зависимость степени
превращения от температуры. Реакция окисления SО2 в SO3 является
экзотермической (протекающей с выделением теплоты) т.е. для этой реакции при
увеличении температуры равновесная степень превращения SО2 будет уменьшаться.
Химическое равновесие по принципу Ле-Шателье смещается в сторону исходных
веществ.
химический реактор отходящий газ
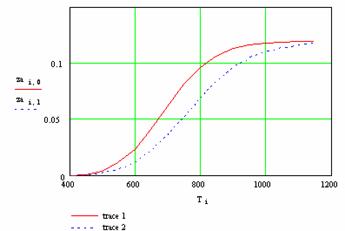
График 2 - Влияние давления на изменение
положения химического равновесия
График 3 - Влияние концентрации веществ на
положение химической реакции
На графике 2 показана зависимость степени
превращения от давления где при увеличении давления равновесная степень
превращения смещается в сторону образования продуктов реакции. Следовательно,
повышение давления оказывает положительное влияние на течение реакции.
Скорость химической реакции.
Скорость реакции - это величина, показывающая,
как изменяется концентрация одного из веществ в единицу времени. Чем больше
скорость реакции, тем меньше объем реактора.
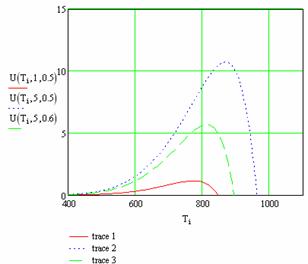
График 4 - Зависимость скорости течения реакции
от температуры, давления и степени превращения
На графике 4 видно, что при увеличении
температуры скорость реакции сначала возрастает, а затем падает (U(Ti,1,0.5)).
Видно, что при заданных параметрах давления и степени превращения, скорость
протекания реакции мала.
Увеличиваем давление (U(Ti,5,0.5)) и видим что
возрастает скорость протекания реакции и увеличивается температурный диапазон.
Для сравнения с проведенными опытами увеличим
степень превращения до 0,6 (U(Ti,5,0.6)) и видим что скорость течения реакции
снизилась, также уменьшился температурный диапазон.
Исходя из сделанных теоретических расчетов
следует что наиболее выгодным будет вариант (U(Ti,5,0.6)) т.к. не нарушается
температурный диапозон проводимой реакции, сохраняется высокая скорость реакции
что в свою очередь позволяет использовать реактор небольшого размера.
Расчет объема и оптимальной себестоимости реактора.
Рассмотрим расчеты реакторов работающих в
изотермическом и адиабатическом режимах.
Изотермический реактор.
Температура во всем объеме такого реактора равна
подаваемой в реактор температуре. Внутри реактора установлен теплообменный
элемент за счет которого компенсируется тепловой эффект реакции. Если реакция
идет с выделением теплоты то направляем в реактор холодный теплоноситель
который нагревается температурой проводимой реакции.
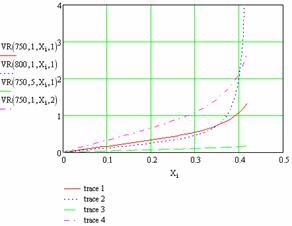
Рассмотрим зависимость объема реактора от
глубины протекания реакции (график 5). При базовых значениях VR(750,1,Xi,1) с
увеличением степени превращения объем реактора растет. Объем реактора достигает
значения 2 при степени превращения 0,5.
Далее увеличиваем температуру в реакторе
VR(800,1,Xi,1), равновесие смещается в сторону исходных веществ, скорость с
увеличением температуры возрастает, т.е. объем реактора при малых степенях
превращения меньше, при больших - больше.
Увеличиваем давление до 5 VR(750,5,Xi,1). Даже
при базовой температуре в 750К объем реактора становится меньше.
Увеличиваем расход смеси VR(800,1,Xi,2) что
приводит к увеличению объема реактора.
Исходя из графика зависимости объема
изотермического реактора от температуры, давления, степени превращения и
расхода исходной смеси, наименьшим объемом обладает реактор (график 5), имеющий
параметры VR(750,5,Хi,1)
График 5 - График зависимости объема реактора от
температуры, давления, степени превращения и расхода исходной смеси в
изотермическом реакторе
Рассмотрим зависимость себестоимости реактора от
степени протекания процесса (график 6).
Видно, что наименьшей себестоимостью обладает
изотермический реактор SS(750,5,Хi,1) т.к. при увлечении давления с 1 до 5 от
увеличения степени протекания процесса себестоимость реактора постепенно
снижается.
Для всех остальных вариантов зависимостей есть
минимумы которые дают представление при какой степени превращения будет
достигнуто минимальное значение себестоимости.
В зависимости SS(800,1,Xi,1) с повышением
температуры минимальное значение себестоимости 0,18 при степени превращения
0,35.
В зависимости SS(750,1,Xi,1) для базовых
значениях протекания реакции себестоимость приблизительно равна 0,19 при
степени превращения 0,35.
В зависимости SS(750,1,Xi,2) с увеличением
расхода исходной смеси себестоимость приблизительно равна 0,33 при степени
превращения 0,22 т.е. самый худший вариант.
График 6 - График зависимости себестоимости
реактора от температуры, давления, степени превращения и расхода исходной смеси
в изотермическом реакторе
Адиабатический реактор.
Такой тип реактора конструктивно проще т.к. в
нем отсутствуют теплообменный элементы и вся теплота, которая выделяется или
поглощается в результате реакции, расходуется на разогрев или охлаждение реакционной
смеси.
Рассмотрим зависимость объема реактора от
глубины протекания реакции. При базовых значениях VR(750,1,Xi,1) с увеличением
степени превращения объем реактора растет. Объем реактора достигает значения 1
при степени превращения 0,4.
Далее увеличиваем температуру в реакторе
VR(800,1,Xi,1), равновесие смещается в сторону исходных веществ, скорость с
увеличением температуры возрастает, т.е. объем реактора при малых степенях
превращения меньше, при больших - больше. Видно, что при достижении значения
степени превращения 0,4 объем реактора резко возрастает.
Увеличиваем давление до 5 VR(750,5,Xi,1). Даже
при базовой температуре в 750К объем реактора практически не растет.
Увеличиваем расход смеси VR(800,1,Xi,2) что
приводит к резкому увеличению объема реактора.
На графике 7 видно что наименьшим объемом
обладает реактор, имеющий параметры VR(750,5,Хi,1)
Рассмотрим зависимость себестоимости реактора от
степени протекания процесса (график 8).
Видно, что наименьшей себестоимостью обладает
адиабатический реактор SS(750,5,Хi,1) т.к. при увлечении давления с 1 до 5, от
увеличения степени протекания процесса себестоимость реактора постепенно
снижается.
Для всех остальных вариантов зависимостей есть
минимумы которые дают представление при какой степени превращения будет
достигнуто минимальное значение себестоимости.
В зависимости SS(800,1,Xi,1), при повышении
температуры минимальное значение себестоимости 0,15 при степени превращения
0,35. дальше при увеличении степени превращения себестоимость резко возростает.
В зависимости SS(750,1,Xi,1), для базовых
значениях протекания реакции минимум себестоимости приблизительно равен 0,18
при степени превращения 0,35.
В зависимости SS(750,1,Xi,2) с увеличением
расхода входной смеси минимальная себестоимость приблизительно равна 0,33 при
степени превращения 0,31 т.е. самый худший вариант.
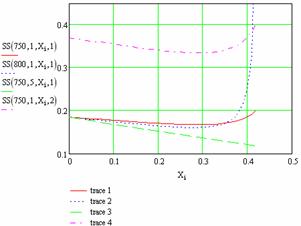
График 8 - График зависимости себестоимости
реактора от температуры, давления, степени превращения и расхода исходной смеси
в адиабатическом реакторе
5. Данные расчета зависимости
химического равновесия от температуры и давления

















6. Данные расчета зависимости
скорости реакции от температуры, давления и степени превращения





7. Данные расчета объема и
оптимальной себестоимости реактора








Заключение
Сравнивая два режима работы реактора
(изотермический и адиабатический) можно придти к выводу, что с экономической
точки зрения более выгоден в использовании адиабатический реактор. Он имеет
более простую конструкцию т.к. в нем отсутствуют теплообменные элементы и вся
теплота, которая выделяется или поглощается в результате реакции, расходуется
на разогрев или охлаждение реакционной смеси. Таким образом, определяется его
низкие эксплуатационные затраты. Адиабатический режим более автономен, не
требует дополнительных затрат на поддержание необходимых условий протекания
реакции.
Рассматривая графики себестоимости реакторов
изотермического и адиабатического режимов (графики 6,8) можно видеть, что в
обоих случаях наилучшим вариантом проведения реакции будет увеличение давления
при базовых значениях температуры и расхода входной смеси. При этом если
посмотреть на графики зависимости объема реактора от степени протекания
процесса (графики 5,7) можно увидеть что в изотермическом режиме кривая
зависимости в варианте с увеличением давления направляется вверх круче, чем в
таком же варианте у адиабатического реактора. Это значит, что в изотермическом
реакторе при увеличении степени превращения смеси объем реактора будет
увеличиваться больше, нежели в адиабатическом режиме. Следовательно, можно
сделать вывод о том, что адиабатический режим реактора опять же является более
эффективным для процесса каталитической очистки отходящих газов ТЭЦ от диоксида
серы.
Список использованной литературы
1. Стадницкий
Г.В., Родионов А.И. Экология: Уч. Пособие для ВУЗов. СПб, химия, 1995.-240 с.
2. Окислительный
катализ в химической технологии и промышленной экологии: Сб. научи, трудов /
Ред. Ю.С. Клячкин // Свердловск: УРО АН СССР, 1990. - 120 с.
. Родионов
А.И., Клушин Б.Н. Техника защиты окружающей среды М.: Химия, 1989.
. Родионов
А.И., Кузнецов Ю.П. Оборудование, сооружения, основы проектирования
химико-технологических процессов защиты биосферы от промышленных выбросов М.:
Химия, 1985.
. Промышленная
теплоэнергетика и теплотехника. Справочник / Под общ. ред. В.А. Григорьева,
В.М. Зорина - 2-е изд., перераб. - М.: Энергоатомиздат, 1991.