Проект установки замедленного коксования
Проект установки замедленного коксования
Аннотация
Дипломный проект на тему «Проект
установки замедленного коксования» посвящен разработке процесса замедленного
коксования с целью получения нефтяного кокса и дистиллятных продуктов (бензина,
легкого и тяжелого газойлей).
В данном проекте даны основные
показатели работы установки замедленного коксования, рассчитан материальный и
тепловой балансы, выполнен подробный расчет камеры коксования, разработаны
основные приборы автоматического контроля технологического процесса и
мероприятия по охране окружающей среды и технике безопасности, а так же
определены технико-экономические показатели.
Содержание
Введение
1. Литературный
обзор
1.1 Термические процессы переработки нефтяного сырья
1.2 Установки замедленного коксования
.3 Особенности технологии производства игольчатого кокса
2. Технологический
раздел
1.4 Выбор метода производства и места строительства
1.5 Назначение и краткая характеристика процесса
.6 Характеристика сырья, готовой продукции и вспомогательных
материалов
. Расчетный раздел
3.1 Материальный баланс процесса
3.2 Материальный баланс основного аппарата
.3 Тепловой баланс камеры коксования
.4 Основные параметры камеры коксования
. Подбор основного и
вспомогательного оборудования
4.1 Реакционная камера
.2 Ректификационный аппарат
.3 Трубчатые печи
. Раздел
автоматизации
.1 Автоматический контроль технологического процесса
.2 Основные приборы контроля
. Генеральный план
завода
Техника
безопасности, охрана труда и противопожарные
мероприятия
7.1 Характеристика вредных и опасных производственных факторов
.2 Метеорологические условия
.3 Характеристика опасности установки замедленного коксования
.4 Техника безопасности
.5 Пожарная безопасность
.6 Производственное освещение
7.7 Шум и вибрация
7.8 Электробезопасность
7.9 Разработка защитных мероприятий от ударов молний
8. Охрана
окружающей среды
. Технико-экономические
показатели процесса
Заключение
Список литературы
Введение
Коксование один из основных
процессов термической переработки нефтяных фракций. Коксование нефтяных
остатков применяется для целевого получения нефтяного кокса, используемого для
изготовления анодов, графитированных электродов и других токопроводящих
изделий. При коксовании получаются также газ и жидкие фракции разного состава
(бензиновая и другие более тяжелые фракции). Сырьем коксования могут быть
гудроны, тяжелые газойли каталитического крекинга, асфальты, экстракты, тяжелые
жидкие продукты пиролиза [ 1]. Существует несколько модификаций процесса.
Большое распространение получил полунепрерывный процесс в установки
замедленного коксования. Коксование относится к вторичным процессам переработки
нефтяного сырья и позволяет углубить процесс переработки нефти и получить из
остаточного сырья ценный целевой продукт - нефтяной кокс различных марок, а
также дополнительное количество газа, бензина и газойля.
В настоящем дипломном проекте
представлен проект установки замедленного коксования для производства
крупнокускового нефтяного кокса. По технологическому оформлению установки замедленного
коксования работают по следующей типовой схеме: первичное сырье → нагрев
в конвекционной секции печи → нагрев в нижней секции ректификационной
колонны теплом продуктов коксования → нагрев вторичного сырья в
радиантной секции печи → коксовые камеры → фракционирования [ 2].
1. Литературный обзор
.1 Термические процессы переработки
нефтяного сырья
Существующие в настоящее время
способы переработки нефти делятся на две большие группы - первичные и вторичные
процессы переработки нефтяного сырья (или недеструктивные и деструктивные).
Первичные процессы переработки
нефтяного сырья включает такие процессы как обессоливание и обезвоживание
нефти, очистка нефти от механических примесей, стабилизация нефти (выделение
растворенных углеводородных газов) разделение (перегонка) нефти на отдельные
фракции по температурам кипения и т.д. Эти процессы протекают без изменения
структуры содержащихся в нефти углеводородов.
К вторичным процессам
переработки нефтяного сырья относятся процессы, при которых изменяется структура
входящих в состав нефти углеводородов, с целью получения различных
нефтепродуктов и сырья для нефтехимической промышленности. Вторичные процессы в
свою очередь подразделяются на термические (протекающие при повышенных
температурах) и термокаталитические (протекающие при повышенных температурах и
в присутствии катализаторов). Термические процессы - термический крекинг,
пиролиз, коксование. К термокаталитическим процессам относятся: каталитический
крекинг, риформинг, алкилирование, изомеризация, полимеризация, гидрокрекинг,
гидроочистка. Эти процессы протекают по различным механизмам.
Термические процессы углеводородов
протекают при повышенных температурах с разрывом С-С-связей по цепному
свободно-радикальному механизму.
Процесс состоит из 3-х стадий:
·
инициирование цепи (образование свободных радикалов);
·
продолжение (рост) цепи;
·
обрыв цепи.
Инициирование цепи. Распад
углеводородов на свободные радикалы преимущественно осуществляется по связи
С-С. Энергия разрыва С-С-связи 360 кДж/моль, а энергия С-Н-связи 412 кДж/моль,
поэтому в первую очередь идет разрыв С-С-связи.
В нормальных алканах с длинной цепью
энергия разрыва С-С-связей несколько уменьшается к середине цепи. При
температурах 400-500 оС разрыв углеводородной цепи происходит
посередине, а при более высоких температурах может происходит разрыв и других
связей.
Рассмотрим процесс термического
распада на примере бутана.
Вначале за счет разрыва связи С-С
образуются первичные свободные радикалы (инициирование цепи):
СН3СН2СН2СН3
2 Н3С-Н2С·
·СН3
+ Н3С-СН2-Н2С·
Продолжение (рост) цепи. Крупные
относительно неустойчивые радикалы (С3 и выше) самопроизвольно
распадаются по b-правилу
с образованием более устойчивых ·СН3 и ·С2Н5 радикалов или атомов водорода и
соответствующей молекулы алкена
СН3СН2·СН2 Н3С-СН=СН2 + Н·
СН2=СН2 + ·СН3
Устойчивые в отношении распада, но
чрезвычайно реакционноспособные ·СН3, ·С2Н5 и Н· радикалы вступают в реакцию с исходными молекулами, отрывая от
них атом водорода.
Н· + С4Н10 Н2 + ·С4Н9
·СН3
+ С4Н10 СН4
+ ·С4Н9
Н3С-Н2С· + С4Н10 СН3СН3 + ·С4Н9
Бутильные радикалы далее распадаются
по b-правилу, а образовавшиеся более
мелкие радикалы снова реагируют с исходными молекулами. Развивается цепной
процесс.
СН3СН2·СНСН3 СН2=СНСН3 + ·СН3
·СН3
+ С4Н10 СН4
+ ·С4Н9
Обрыв цепи (образование стабильных
продуктов). Обрыв цепи осуществляется следующими реакциями:
а) рекомбинация свободных радикалов
Н3С· + ·СН3
С2Н6
·СН3
+ ·СН2-СН3
С3Н8
б) диспропорционирование радикалов
·СН3
+ ·СН2-СН3
СН4 + С2Н4
Таким образом в результате реакции могут
образоваться Н2, СН4, С2Н6, С3Н8,
С2Н4, С3Н6.
При термическом крекинге алканов
образуются алканы и алкены с меньшей молекулярной массой, например:
С8Н18 ¾¾® С4Н10 + С4Н8
В условиях термических процессов при
450-500 оС термодинамически возможны реакции распада алкенов до
низших алкенов, алкадиенов и алканов, образование аренов, а при более высокой
температуре - ацетилена.
Циклические углеводороды,
присутствующие в нефтепродуктах, при тех же условиях отщепляют боковые цепи, а
нафтеновые кольца, кроме того, раскрываются с образованием олефинов:
С6Н5-(СН2)n -СН3 ¾® С6Н5-СН3 + CnН2n
C6H11-(CH2)n-CH3
 C6H11-CH3
C4H8 + C3H65H10 + C2H4
C6H11-CH3
C4H8 + C3H65H10 + C2H4
С повышением температуры
расщепление идет более глубоко и дополняется реакциями дегидрирования и
циклизации.
В результате
дегидрирования при 600-650 оС начинают появляться очень
реакционноспособные диены, например, 1,3-бутадиен.
Н2С=СН-СН2-СН3
¾®
Н2С=СН-СН=СН2 + Н2
Взаимодействие диенов с
олефинами и циклоолефинами приводит к получению ароматических структур:
Кроме газообразных и
жидких веществ при термических процессах переработки нефтепродуктов поучаются
твердые вещества - углерод (сажа) или кокс. Образование сажи объясняется
распадом углеводородов до свободного углерода:
С3Н8
¾¾®
2СН4 + С
С2Н6
¾¾®
СН4 + С + Н2
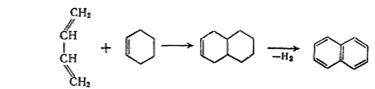
Кокс получается при глубокой
конденсации ароматических соединений, идущей с отщеплением водорода:
2 С6Н6
 С6Н5¾С6Н5
и т.д.
С6Н5¾С6Н5
и т.д.
Следует заметить, что состав
конечных продуктов термических процессов зависит также от природы исходного
сырья, давления, времени контакта. Рассмотрим механизм образование нефтяного
кокса в процессе коксования.
Нефтяной кокс образуется в
жидкофазных термических процессах из аренов по схеме:
арены ¾® смолы ¾®
асфальтены ¾® кокс ¾® графит.
Алканы, циклоалканы и алкены также
способны к коксообразованию в результате глубоких превращений и ароматизациии.
Переход аренов в кокс
термодинамически возможен в результате снижения уровня свободной энергии.
Процесс коксообразования протекает по цепному свободно радикальному механизму.
Асфальтены, образовавшиеся при уплотнении аренов, вступают в дальнейшие реакции
поликонденсации:
A ¾¾® ·A1 + R·· + A ¾¾® ·A1 + RH
·A1 + A ¾¾® A1A·1A· ¾¾®M + A1A2·1A2· + A ¾¾®A1A2A· + и т.д.
где - А - молекула асфальтена; R·, A1·, A1A·, A1A2·, A1A2A· -
радикалы цепи; М - молекула с небольшой молекулярной массой, выделяющаяся в
газовую фазу.
Уплотнение аренов протекают по
цепному механизму. Например:
С6Н5 + С6Н6
¾¾® С6Н5-С6Н5
+ Н·
фенил бензол дифенил
С6Н6 + Н· ¾¾® ·С6Н5 + Н2
Образовавшиеся свободные радикалы Н· и фенильные взаимодействуют с молекулами ароматических
углеводородов (бензола, нафталина, антрацена и т.п.) с образованием других
ароматических радикалов, рекомбинация которых приводит к накоплению
конденсированных молекул.
Постепенное увеличение молекулярной
массы, повышение содержания углерода и потерю водорода в результате конденсации
ароматических структур можно изобразить следующим образом (на примере
нафталина):
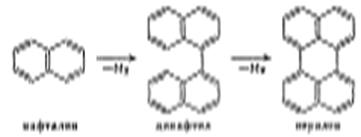
Эти реакции приводят к образованию
кокса.
Ниже кратко рассмотрим исходные
сырье, условия протекания и полученные продукты процессов коксования.
Назначение процесса коксования -
получение нефтяного кокса и дистиллата широкого фракционного состава.
Нефтяной кокс используется в
качестве восстановителя в химической технологии для приготовления анодов в
металлургии, для получения карбидов Be2C, TiC, в авиационной и ракетной технике, в производстве абразивов и огнеупоров
(SiC,
B4C, TiC), в ядерной энергетике
(B4C, ZrC), а также в виде сырья для получения конструкционных
углеграфитовых материалов (для сооружения и футеровки химической аппаратуры и
оборудования). Чистый углерод используется в качестве замедлителя нейтронов в
атомных реакторах.
Нефтяной кокс представляет собой
твердое вещество плотностью 1,4-1,5 г/см3 с высоким содержанием
углерода. Отношение С:Н в коксе составляет 1,1-4. Значительная часть атомов
углерода в коксе находится в конденсированных ареновых структурах.
Сырье - отбензиненные нефти, мазуты,
полугудроны, гудроны, крекинг-остатки, тяжелые газойли каталитического
крекинга, смолы пиролиза, природные асфальты и остатки масляного производства.
Полунепрерывный процесс
осуществляется на установках замедленного коксования - температура процесса
505-515 оС; давлении 0,2-0,3 МПа.
Получаемые продукты - нефтяной кокс,
газ, бензин, средние и тяжелые коксовые дистилляты.
Выход и качество получаемых
продуктов зависят от химического и фракционного состава сырья и условий
коксования. Выход кокса из остатков первичной переработки нефти 15-25%, из вторичных продуктов 30-35%.
Коксование тяжелых нефтяных остатков
служит одним из наиболее экономичных способов превращения их в дистиллятное
сырье.
Газы по составу близки к газам
термического крекинга и могут служить сырьем для нефтехимических производств.
Бензин имеет низкое качество
(0.ч.=60-67; содержание серы 1-2%); его необходимо облагораживать (подвергать гидроочистке и
каталитическому риформингу). Большое содержание в бензинах коксования
непредельных углеводородов (37-60%) делает его ценным сырьем для нефтехимических производств.
1.2 Установки
замедленного коксования
Первые промышленные
установки замедленного коксования были построены за рубежом в середине 30-х гг.
и предназначались в основном для получения дистиллятных продуктов [1]. Кокс
являлся побочным продуктом и использовался в качестве топлива. Однако в связи с
развитием электрометаллургии и совершенствованием технологии коксования кокс
стал ценным целевым продуктом нефтепереработки. Всевозрастающие потребности в
нефтяном коксе обусловили непрерывное увеличение объемов его производства путем
строительства новых установок замедленного коксования (УЗК). В нашей стране УЗК
эксплуатируются с 1955 г. (УЗК на Ново-Уфимском НПЗ) мощностью 300, 600 и 1500
тыс. т/г по сырью. Средний выход кокса на отечественных УЗК ныне составляем
около 20% масс. на сырье (в США = 30,7 % масс), в то время как на некоторых передовых НПЗ, например на
УЗК НУНПЗ, выход кокса значительно выше (30,9 %масс). Низкий показатель по
выходу кокса на многих УЗК обусловливается низкой коксуемостью
перерабатываемого сырья, поскольку на коксование направляется преимущественно
гудрон с низкой температурой начала кипения (< 5000C), что с вязано с неудовлетворительной
работой вакуумных колонн AВT, a также тем, что часто из-за нехватки сырья в переработку
вовлекается значительное количество мазута.
Кроме УЗК используется установки
коксования в псевдоожиженном слое порошкообразного кокса, например процесс флексикокинг
(1976 года) [3].
Замедленное коксование нефтяных
остатков протекает при температурах 490-515 0С и давлении 0,2-0,3
МПа со временем нагрева сырья в реакционной зоне трубчатой печи около 2 мин.
Сырье нагревается сначала в конвекционных трубах трубчатой печи до 270-3000C и потом подается на верх
промывочной секции ректификационной колонны для дополнительного нагрева зa счет контакта с более горячими
паром, газом, продуктами реакции, поступившими из коксовых камер под нижнюю
каскадную тарелку промывочной секции ректификационной колонны. С низа
промывочной секции колонны насосом отводится поток жидкости с температурой 3900C, состоящий из сырья и рециркулята -
сконденсировавшихся паров продуктов реакции, для дальнейшего нагрева в
радиантных трубах трубчатой печи до 490-515°С. Реакция коксования начинается в
трубчатой печи и заканчивается в коксовой камере в виде глубокого разложения
сырья и рециркулята с образованием кокса и более легких, чем сырье,
газообразных и жидких углеводородов, отводимых на разделение в ректификационную
колонну. Верхними продуктами являются несконденсировавшиеся газы и бензиновая
фракция, с «глухой» тарелки колонны отводят также другой продукт -
керосино-газойлевую фракцию. Выход этих продуктов до 70 % мас. на сырье, выход
кокса 15-35% масс. на сырье.
На установке имеется 2-3 (до 4-6)
кокосовые камеры. Пока одна камера наполняется коксующей массой, в другой
происходит коксование, а из третьей камеры происходит выгрузка кокса. График
работы реакционных камер обеспечивает выполнение следующих операций: коксование
15-30 ч. переключение потоков 0,5 ч., пропаривание 6-7 ч., охлаждение 2-3 ч.,
дренаж воды и открытие люков 2-3 ч, выгрузка кокса 3-6 ч, осмотр камер,
закрытие люков, опрессовка и разогрев 10-11 ч, общее время операций 48-60 ч.
Выгрузку кокса из камер производят с помощью гидравлического резака. Резка
кокса осуществляется струей воды, выходящей из сопел резака под давлением 16-25
МПа. Кокс в виде кусков разного размера отделяется от воды, дробится на куски
размером не более 200мм, сортируется на фракции 3-25 мм и 25-200мм и
транспортируется на склад или установку прокаливания. Высота коксовых камер до
28 м, диаметр 5-9 м. Коксовые камеры устанавливаются на постамент высотой до
20м, тогда отметка верхнего люка-горловины коксовой камеры доходит до 45 м,
вертикальный габарит установки до 90 м. Над коксовыми камерами располагается
металлическая конструкция, на которой крепится талевая система и вертлюг для
подвески гидрорезака, имеется также ротор, штанга квадратного сечения и лебедка.
Гидрорезак имеет три бурильных сопла, направление вниз, из которых водяные
струи под высоким давлением разбуривают в слое кокса центральный ствол
(скважину) диаметром 0,6-1,8 м. Два горизонтально расположенных сопла
гидрорезака струей воды разрушают слой кокса на куски. Производительность
установок замедленного коксования от 0,3-0,6 млн. т/год по сырью. На установках
имеется блок разделительной аппаратуры (фракционирующей абсорбер,
ректификационная колонна и др.) для выделения сухого газа и разделения получаемых
жидкий фракций.
Прокаливание нефтяного кокса
проводится с целью придания ему высокой плотности, низкого электрического
сопротивления, малой реакционной способности и достаточной механической
прочности. Прокаливание кокса осуществляется в барабанных печах и в прокалочных
печах с вращающимся подом при нагреве кокса 1200-14000С в токе
горячих дымовых газов в течение около 1,5 ч. Начальная влажность кокса 12-18 %
мас., снижается до 0,3-0,5 % масс., зольность прокаленного кокса не должна
превышать 0,3-0,6 мас.%, содержание серы не более 1,0-1,5 мас.%, действительная
плотность не менее 850 кг/м. Установка прокаливания может комбинироваться с
установкой получения кокса. На начало 2001 г. мощности установок (в млн.
т./год) термического крекинга и висбрекинга в мире были равны 214,5 и
коксование 222,4; в том числе в Северной Америке соответственно 17, 1 и 127,2;
в Западной Европе - 91,2 и 19,5; в России и СНГ - 19,5 и 12, 7 [2]
Название «замедленное» в
рассматриваемом процессе коксования связано с особыми условиями работы
реакционных змеевиков трубчатых печей и реакторов (камер) коксования. Сырье
необходимо предварительно нагреть в печи до высокой температуры (470-5100С),
а затем подать в необогреваемые, изолированные снаружи коксовые камеры, где
коксование происходит за счет тепла, приходящего с сырьем.
Поскольку сырье представляет собой
тяжелый остаток, богатый смолами и асфальтенами (то есть коксогенными
компонентами), имеется большая опасность, что при такой высокой температуре оно
коксуется в змеевиках самой печи. Поэтому для обеспечения нормальной работы
реакционной печи процесс коксования должен быть «задержан» до тех пор, пока
сырье, нагревшись до требуемой температуры, не поступит в коксовые камеры. Это
достигается благодаря обеспечению небольшой длительности нагрева сырья в печи
(за счет высокой удельной теплонапряженности радиантных труб), высокой скорости
движения по трубам печи, специальной ее конструкции, подачи турбулизатора и т.
д. Опасность закоксования реакционной аппаратуры, кроме того, зависит и от
качества исходного сырья, прежде всего от его агрегативной устойчивости. Так,
тяжелое сырье, богатое асфальтенами, но с низким содержанием полициклических
ароматических углеводородов, характеризуется с низкой агрегативной
устойчивостью, и оно быстро расслаивается в змеевиках печи, что является
причиной коксоотложения и прогара труб. Для повышения агрегативной устойчивости
на современных УЗК к сырью добавляют такие ароматизированные концентраты, как
экстракты масляного производства, тяжелые газойли каталитического крекинга,
тяжелая смола пиролиза и др.
Процесс замедленного коксования
является непрерывным по подаче сырья на коксование и по выходу газообразных и
дистиллятных продуктов, но периодическим по выгрузке кокса из камер. Установка
замедленного коксования включают следующие 2 отделения:
нагревательно-реакционно-фракционирующее, где осуществляется собственно
технологический процесс коксования сырья и фракционирование его продуктов;
отделение по механической обработке кокса, где осуществляется его выгрузка,
сортировка и транспортировка.
В зависимости от производительности
УЗК различаются количеством коксовых камер, количеством и мощностью поколения
приняты печи шатрового типа 2 или 3 камеры коксования с диаметром 4,6 м и
высотой 27 м, работающие поочередно по одноблочному варианту. УЗК последующих
поколений являются двухблочными четырехкамерными, работающими попарно. На
современных модернизированных УЗК используются печи объемно-настильного и
вертикально-факельного пламени камеры большего диаметра (5,5-7,0 м; высота -
27-30 м). В них предусмотрены высокая степень механизации трудоемких работ и
автоматизации процесса.
Ниже приводим типичный цикл работы
камер (в ч).
Заполнение камер сырьем и коксование 24,0
Отключение камеры 0,5
Пропаривание 2,5
Охлаждение водой кокса и слив воды 4,0
Гидравлическая выгрузка кокса 5,0
Закрытие люков и испытание паров 2,0
Разогрев камеры парами
нефтепродуктов 7,0
Резервное время ≈3,0
ИТОГО: 48,0
Подготовительные операции УЗК
занимают 24-34 ч. В отличие от непрерывных процессов нефтехимические
превращения осуществляются в нестационарном режиме с периодическими колебаниями
параметров процесса, прежде всего температуры и времени. Продолжительность
термолиза в жидкой фазе изменяется от максимального значения с начала
заполнения камеры до минимального к моменту переключения на подготовительный
цикл. На характер изменения температурного режима по высоте и сечению камеры
оказывает влияние эндотермичность суммарного процесса термолиза, а также
величина потерь в окружающую среду. Это обстоятельство обуславливает
непостоянство качества продуктов по времени, в том числе кокса по высоте
камеры. Так, верхний слой кокса характеризуется высокой пористостью, низкой
механической прочностью и высоким содержанием летучих веществ (то есть кокс
недококсован). Установлено, что наиболее прочный кокс с низким содержанием
летучих находится в середине по высоте и сечению камеры.
В модернизованных крупнотоннажных
УЗК (типа 21-10/1500) для создания условий, гарантирующих получение электродного
кокса стабильного по качеству, предусмотрены подвод дополнительного тепла в
коксовые камеры в виде паров тяжелого газойля коксования. Для этой цели часть
тяжелого газойля, отбираемого с аккумулятора К-1, после нагрева в специальных
змеевиках печи до температуры 5200С подают в камеры вместо со
вторичным сырьем. Подача перегретого тяжелого газойля в камеры продолжаются и
после прекращения подачи сырья в течение 6 ч.
Рассмотрим технологический режим
установки.
Температура входа сырья в камеры, 0С 490-510
Температура выхода паров из камеры, 0С 440-460
Давление в коксовой камере, МПа 0,18-0,4
Коэффициент рециркуляции 1,2-1,6
Таблица 1.1
Выход продуктов при замедленном
коксовании различных видов сырья
|
Показатель
|
Вых.сырья, % от нефти
|
Качество сырья коксования
|
Выход на сырье, % масс.
|
|
|
Плотность, кг/м3
|
Коксуемость, %
|
Вязкость условная при 1000С, ВУ
|
Разгонка по Богданову, перегоняется, %
|
Газ и потери
|
Бензин
|
Коксовый дистиллят
|
кокс
|
|
|
|
|
|
при 3000С
|
при 3500С
|
при 4000С
|
При 5000С
|
|
|
|
|
|
Мазут
|
46
|
950
|
9
|
5,2
|
10
|
21
|
-
|
-
|
9,5
|
7,5
|
68
|
15
|
|
Полугудрон
|
40
|
965
|
13
|
6
|
8,5
|
13
|
16
|
46
|
10
|
12
|
56
|
22
|
|
Гудрон
|
33
|
990
|
16
|
9
|
1,5
|
5
|
15
|
36
|
11
|
16
|
49
|
24
|
|
Крекинг-остаток
|
28
|
1012
|
20
|
7,3
|
8
|
13
|
23
|
56
|
13,2
|
6,8
|
49
|
31
|
|
Крекинг-остаток утяжеленный
|
27
|
1024
|
23
|
8,5
|
5
|
11
|
25
|
45
|
11
|
7
|
47
|
36
|
.3 Особенности технологии
производства игольчатого кокса
С целью интенсификации
электросталеплавильных процессов в последние годы широко применяют
высококачественные графитированные электроды, работающие при высоких удельных
токовых нагрузках (30-35 Ом/см2). Зарубежный и отечественный опыт
показывает, что получить такие электроды возможно лишь на основе специального
малозольного и малосернистого, так называемого игольчатого кокса. Только
игольчатый кокс может обеспечить такие необходимые свойства специальных
электродов, как низкий коэффициент термического расширения и высокая
электропроводимость. Потребности металлургии в таких сортах за рубежом и в
бывшем СССР непрерывно возрастают.
Игольчатый кокс по своим свойствам
существенно отличается от рядового электродного: ярко выраженной анизотропией
волокон, низким содержанием гетеропримесей, высокой удельной плотностью и
хорошей графитируемостью.
Наиболее традиционное сырье для
производства игольчатого кокса - это малосернистые ароматизированные
дистиллятные остатки термического крекинга, газойлей каталитического крекинга,
экстрактов масляного производства, тяжелой смолы пиролиз углеводородов, а также
каменноугольной смолы. Аппаратурное оформление установки коксования для
получения игольчатого кокса такое же, как на обычных УЗК. Температурный режим
коксования при производстве кокса примерно такой же, несколько выше кратность
рецеркуляции и давление в реакторах. Прокалка игольчатого кокса, по сравнению с
рядовым, проводится при более высоких температурах (1400-1500 0С).
Производство игольчатого кокса
требует обязательного наличия на НПЗ установки термического крекинга
дистиллятного сырья и УЗК. Имеющиеся на заводе ароматизированные остатки
пропускаются через термический крекинг под повышенным давлением (6-8 МПа) с
целью дальнейшей ароматизации и повышения коксуемости остатка. Далее
дистиллятный крекинг-остаток (ДКО) направляется на УЗК. Из сернистых гудронов
ДКО для производства игольчатого кокса можно получить путем термического
крекирования гудрона, вакуумной перегонки крекинг-остатка и с последующей
гидроочисткой тяжелого крекингового вакуумного газойля. Для этой цели можно
использовать также процесс деасфальтизации остатков, в частности, процесс
«Добен»: полученный деасфальтизат далее подвергается гидроочистке и
термическому крекингу дистиллятного сырья.
игольчатый кокс термический
2. Технологический раздел
.1 Выбор метода производства и места
строительства
Для углубления переработки нефти
широко используют термический крекинг, коксование, пиролиз. Образование кокса
при термических процессах весьма нежелательный процесс. Однако если не
опасаться образования кокса, не считать его вредным побочным продуктом, то
выход светлых дистиллятов можно значительно повысить. Процесс коксования
относится к термическим процессам при котором из тяжелого нефтяного сырья
наряду с ь пользующимся спросом нефтяным электродным коксом, образуются светлые
дистиллятные продукты.
Существуют несколько модификаций
процесса: периодическое коксование в горизонтальных обогреваемых кубах,
замедленное коксование в необогреваемых коксовых камерах (полунепрерывный
процесс), коксование псевдоожиженном слое порошкообразного коксового
теплоносителя (непрерывный процесс). Основное количество нефтяного кокса в
странах СНГ и во всем мире производится на установках замедленного. Процесс
замедленного коксования имеет периодический характер по выгрузке и непрерывный
по подаче и выделению дистиллятных продуктов. Продуктами коксообразования
являются: углеводородный газ, бензин с высоким содержанием непредельных
углеводородов и серы, легкий газойль, тяжелый газойль и нефтяной кокс.
Процесс замедленного коксования
позволяет перерабатывать самые различные виды ТНО с выработкой продуктов,
находящихся достаточно широкое квалифицированное применение в различных
отраслях народного хозяйства.
На выбор места строительства
нефтеперерабатывающего завода обычно влияют несколько факторов, основным из
которых является потребность близлежащих районов в нефтепродуктах. Безусловно,
было бы оптимальным, если вблизи завода имеется источники сырья нефти. В
недалеком прошлом именно наличием нефти определялось местонахождение
перерабатывающего завода. Так возникли, например, районы переработки нефти в
странах СНГ (Баку, Грозный, Уфа и т.д.).
В Казахстане существуют
всего три НПЗ, и они расположены в разных концах страны поэтому мы посчитали
целесообразным расположить установку замедленного коксования на
нефтеперерабатываюшем заводе в городе Шымкент.
Этот выбор обосновывается следующими
соображениями:
завод расположенный в Южном
Казахстане имеет свою сырьевую базу, Кумкольское нефтяное месторождение, с
проложенным нефтепроводом, гарантирующее в совокупности заводу стабильную
работу в области поставки сырья;
город Шымкент является городом с
достаточно развитой инфраструктурой и коммуникациями;
ростом потребности данного
экономического района в качественных автомобильных бензинах в связи со
значительным увеличением автотранспорта;
в Шымкенте есть подготовленные
трудовые кадры как уже работающие на заводе, так и студенты, будущие работники
завода, обучающиеся на соответствующих специальностях как в самом Шымкенте, так
и близлежащем городе Алматы.
2.2 Назначение и краткая
характеристика процесса
Производство кокса, дистиллятных
продуктов (бензина, газойлей) из тяжелых углеводородных остатков. Существует несколько
модификаций процесса: периодическое коксование в кубах, замедленное коксование
в необогреваемых камерах, коксование в псевдоожиженном слое порошкообразного.
Здесь рассматривается замедленное коксование.
Коксование представляет собой одну
из разновидностей термических процессов, и для него характерны те же химические
превращения, которые происходят при термическом крекинге. Аналогично влияют на
процесс такие факторы, как температура, давление, продолжительность пребывания
в реакционной зоне. При коксовании важное место приобретают вопросы получения
кокса с заданными показателями, которые решаются путем подготовки сырья и
подбора условий коксования с учетом принципов физико-химической механики
нефтяных дисперсных систем.
2.3
Характеристика сырья готовой продукции и вспомогательных
материалов
Сырьем установок коксования являются
остатки перегонки нефти - мазуты, гудроны, производства масел - асфальты,
экстракты, термокаталитических процессов - крекинг-остатки, тяжелая смола
пиролиза, тяжелый газойль каталитического крекинга. За рубежом, кроме того,
используют каменноугольные и нефтяные пеки, гильсонит, тяжелую нефть и др.
Основные требования к качеству сырья определяются назначением процесса и типом
установки; в частности, для установок замедленного коксования при производстве
электродного кокса содержание компонентов подбирается так, чтобы обеспечить,
во-первых, получение кокса заданного качества (ГОСТ 22898-78), во-вторых,
достаточную агрегативную устойчивость, позволяющую нагреть сырье до заданной температуры
в змеевике печи; в-третьих, повышенную коксуемость для увеличения
производительности единицы объема реактора по коксу. Значения показателей
качества сырья устанавливают экспериментально, исходя из сырьевых ресурсов
конкретного завода.
Нефтяной кокс - применяется в
производстве анодов и графитированных электродов, используемых для
электролитического получения алюминия, стали, магния, хлора и т. д., в
производстве карбидов, в ядерной энергетике, в авиационной и ракетной технике,
в. электро- и радиотехнике, в металлургической промышленности, в производстве
цветных металлов в качестве восстановителя и сульфидсодержащего материала.
Газ - по составу близок к газу
термического крекинга. Газ направляют на ГФУ или используют в качестве топлива.
При коксовании сернистых остатков газ коксования предварительно очищают от
сероводорода.
Бензин - отличается повышенным
содержанием непредельных углеводородов, имеет низкую химическую стабильность,
после гидроочистки и информирования его применяют как компонент бензина.
Легкий газойль (фр. 160-350
°С)-используется в качестве компонента дизельного, печного, газотурбинного
топлива непосредственно или после гидроочистки.
Тяжелый газойль (фр. >350 °С) -
добавляют в котельное топливо или подвергают термическому крекингу для получения
сажевого сырья и дистиллятного крекинг-остатка последний применяют для
производства кокса «игольчатой» структуры.
3. Расчетный раздел
.1 Материальный баланс процесса
Для определения выхода продуктов
замедленного коксования могут быть рекомендованы эмпирические уравнения,
полученные на основании обобщения опыта эксплуатации промышленных установок.
Выход кокса и газа (пропана и более
легких углеводородов) можно определить по формулам;
КГ = 5,5+ 1,76; К = 2,0 + 1.66Л
где КГ - выход кокса и газа при
замедленном коксовании, %; К - выход кокса, %; к - коксуемость сырья по
Конрадсону, %.
Эти уравнения дают
удовлетворительные результаты для сырья с коксуемостью до 30%.
По опыту работы отечественных
установок замедленного коксования выведено уравнение для определения выхода
кокса в зависимости от коксуемости сырья:
К = 1,5k , (где k находится в
пределах 14-20%).
При понижении коксуемости до 14%
коэффициент пропорциональности в формуле повышается до 1,8, а при 10% он равен
2. При коксовании асфальтенов коэффициент пропорциональности в формуле
наименьший. В этом случае выход кокса равен коксуемости сырья по Конрадсону.
Предложено уравнение для определения выхода кокса из тяжелых остаточных
продуктов в зависимости от группового химического состава сырья:
К = 6,04 + 0,1 (8,68 [А] + 9,22 [С]
+ 9,8 [М]) k0
где [A], [CJ, |М 1 - содержание
асфальтенов, смол и масел в остатке, доли от единицы; k0 - коксуемость остатка,
%.
При сопоставлении фактических данных
с расчетными для остатков с коксуемостью 5-20% отклонение не превышает 1,5%.
Выход бензина (40-205 С) при
замедленном коксовании прямогонных остатков плотностью 0,960-1,000 и при
получении керосино-газойлевой фракции с к. к. 500о С рекомендуется
определять по формуле:
= -р/ (ро - 0,940/0.00019)
где р0 - плотность исходного сырья -
остатка - при 20 °С.
Для определения объемного выхода
керосино-газойлевых фракций с к. к. 510 °С и коксуемостью не более 0,3%
предложено следующее уравнение:
/Ро + 202 - Б 212/Ркгф-169
где КГФ - выход керосино-газойлевой
фракции с к. к. 510 °С, %; р-плотность остатка - сырья коксования при 15 °С:
ркгф - плотность получаемой керосино-газойлевой фракции при 15 °С; Б - выход
бензина с к. к. 204 °С и давлением насыщенного пара 517 мм рт. ст., %.
Из формулы видно, что предельное количество
бензина можно получить при полной рециркуляции керосино-газойлевых фракций,
т.е.при крекинге до кокса.
Таблица 3.1
Материальный баланс процесса
|
Показатели
|
%масс
|
т/год
|
т/сутки
|
т/час
|
|
Поступило:
|
|
|
|
|
|
Гудрон
|
100
|
650000
|
1911,8
|
45882,4
|
|
Всего:
|
100
|
650000
|
1911,8
|
45882,4
|
|
Получено:
|
|
|
|
|
|
Газ
|
10,5
|
68250
|
200,7
|
4817,6
|
|
Бензин
|
8
|
52 000
|
152,9
|
3670,6
|
|
Легкий газойль
|
24,3
|
157 950
|
464,6
|
11149,4
|
|
Тяжелый газойль
|
27,2
|
176 800
|
520,0
|
12480,0
|
|
Кокс
|
28
|
182 000
|
535,3
|
12 847,1
|
|
Потеря
|
2
|
13 000
|
38,2
|
917,6
|
|
Всего:
|
100
|
650000
|
1911,8
|
45882,4
|
.2 Материальный баланс основного
аппарата
Таблица 3.2
Материальный баланс основного
аппарата
|
Показатели
|
%масс
|
т/сутки
|
т/час
|
|
Поступило:
|
|
|
|
|
Гудрон
|
77
|
1911,8
|
45882,4
|
|
Рецеркулят
|
20
|
496,6
|
11917,5
|
|
Водяной пар
|
74,5
|
1787,6
|
|
Всего:
|
100
|
2482,8
|
59587,5
|
|
Газ
|
7
|
173,8
|
4171,1
|
|
Бензин
|
8
|
198,6
|
4767,0
|
|
Легкий газойль
|
19
|
471,7
|
11321,6
|
|
Тяжелый газойль
|
29
|
720,0
|
17280,4
|
|
Рецеркулят
|
20
|
496,6
|
11917,5
|
|
Кокс
|
14
|
347,6
|
8342,2
|
|
Водяной пар
|
3
|
74,5
|
1787,6
|
|
Всего:
|
100
|
2 482,8
|
59 587,5
|
3.3 Тепловой баланс камеры
коксования
Сырье, находящиеся в камере L=0,16. Объем фазы пара:
Gп=(45882,4+11917,5)*0,16+1787,6=9248+1787,6=11035,6 т/час
Объем фазы воды:
Gв=(59587,5-11035,6)= 48551,9 кг/час
Для того чтобы найти температуру
пара, выделившегося с печи, мы составляем тепловой баланс камеры. Объем тепла
входящего вместе с водой в камеру:
Qвп=Gρп*J,
где: Gρп - объем фазы пара
J - энтальпия фазы пара
Jп - 4,19*775=3247,2 кДж/кг
тогда:
Qвп=1787,6*3247,2=5804694,7 кДж/час
Объем тепла входящий вместе с паром
углеводорода:
Qпу=Gρу*J,
где:
Gρб - объем фазы пара; Gρб=1787,6
J - энтальпия фазы пара
Таблица 3.3
Тепловой баланс камеры коксования
|
Компонент
|
кг/час
|
кДж/кг
|
10 кДж/час
|
|
Газ
|
4171123,0
|
1726,3
|
72006,1
|
|
Бензин
|
4766997,7
|
1661,7
|
79213,2
|
|
Легкий газойль
|
11321619,6
|
1357,8
|
153725,0
|
|
Тяжелый газойль
|
17280366,7
|
1314,4
|
227133,1
|
|
Рецеркулят
|
11917494,3
|
1358,8
|
161934,9
|
|
Кокс
|
8342246,0
|
800,2
|
66754,7
|
|
Водяной пар
|
1787624,1
|
416,8
|
7450,8
|
3.4 Основные параметры камеры
коксования
Принимаем температуру сырья
поступившую в камеру: t=490 0С
Скорость подачи сырья : W=0,29
Плотность коксового слоя: ρп.с.=0,85
Плотность сырья: ρ204 =1,020 кг/м3
Количество сырья: Gн=1911,8 т/сутки
Коэффициент тления определяем с
помощью этой формулы:
К кт=4,5+10,11 (486-490)
Коэффициент сырья входящего в камеру
Ккт=4,06
Формула массы тления:
Кρ.с=Sρс/Sк=hc/hк,
где:
Sρс - масса объема, м3
Sк - количество кокса за 1 час
Hc - высота массы , м
Hк - высота слоя кокса, м/час
Объем кокса в камере за 1 сутки
рассчитываем по этой формуле:
Vк=Gk/ρk;
где:
Gk - количество образовавшегося кокса, т/сутки
Ρk - плотность слоя кокса, т/м3
Gk= Gk*Хк/100;
где:
Gk - количество подаваемого сырья в камеру, т/сутки
Хк - потеря кокса, % масс
Gk= 1911,8*24/100=459 т/сутки
Тогда:
Vк= 459/0,15=3060 м3
Объем кокса за один час:
Vк= Vк/24; Vк=3060/24=127,5 м3/час
Тогда:
Vр.к= К р.к.* Vк
Vр.к=4,06*127,5=517,7 м3
Высота слоя кокса в камере за 1 час:
hк=Vк/ F;
где: F- объем камеры, м3
Диаметр камеры Д=4,6 м, тогда
F=3,14*4,62/4=16,6 м2
Hк=127,5/16,6 м2=7,7 м/час
Высота слоя кокса в заполненной
камере:
h1=hк*24; h1=7,7*24=184,8 м
Высота цилиндрической части камеры:
hц=Vр/F;
где Vр - реакционный объем камеры, м3
H2=Квс*hк; h2=4,06*7,7=31,3 м
Находим реакционный объем камеры:
Vр= Gк/24*ρ204*W;
где: ρ204= плотность сырья; ρ204=1,020 кг/м3
W - скорость подачи сырья;
Vр=1911,8/24*1,020*0,29=1911,8/7,099=23,56 м3,
тогда:
hц=23,56/16,6=1,42 м
Диаметр камеры рассчитываем так:
D=√4F/π=4*16,6/3,14=4,5м
Принимаем число реактора: n=4
Расчет процесса горения.
Теоретическое количество воздуха необходимое для горения 1 кг кокса
h0=0,115С+0,345Н
здесь : 0,115 и 0,345 постоянный
параметр С и Н количество углерода и водорода: С=81,5 и Н=18,5;
α0=0,115*81,5+0,345*18,5=15,75кг;
Потеря воздуха в нормальных
условиях:
Vо=0,089*С+0,267*Н
Vо=0,089*81,5+0,267*18,5=7,25+4,93=12,18 м3
Физическая потеря воздуха α= αо, где: α - коэффициент избытка
воздуха,
α =1,2 ; α=15,75*1,2=18,9кг
Количество газа собравшегося в
результате горения 1 кг горючего:
G=1+α* α0; G=1+1,2*15,75=19,9кг
Теоретический объем газа
собравшегося в результате горения 1 кг горючего:
Vт=Vо-0,056*Н+9Н/80,5;
Vт=12,18-0,056*18,5+(9*18,5/80,5)=12,18-1,03+80,5=91,65м3
V=Vт+( α-1)Vо;
V=91,65+(1,2-1)*12,18=91,65*2,43=94,08м3
Количество газа полученное в
результате горения 1 кг горючего:
mсо2=0,0367*С; mсо2=0,0367*81,5=2,9кг
mн2о=0,09*Н; mн2о=0,09*18,5=1,6кг
mN2= αo α*0.768; mN2=15,75*1,2*0,768=14,5кг
mо2= αo(α-1)*0,232; mо2=15,75*(1,2-1)*0,232=0,73кг
Расчет процесса коксования.
Количество тепла горючего рассчитывают по этой формуле:
Qнр=339*С+1030*Н
Qнр=339*81,5+1030*18,5=27628,5+19055=46683,5 кДж/кг
rm=1-qпот/100 qпот=2,5/3,0%
rm=1-3,0/100=0,97
rm=1- qпот* qух/100; qух=Qух/Qp*100;
Qух=( mсо2*С+ mн2о*Сн2о+ mN2*С N2+ mо2*С о2)(tух-to):
Где: С - тепловая емкость продукта
tpk-(100/150)0C
тогда: Ссо2=0,89кДж/кг;
Сн2о=1,14 кДж/кг
С о2=0,91кДж/кг; СN2=1.03кДж/кг
Qух=(2,9*0,89+1,6*1,14+14,5*1,03+0,73*0,91)х
х(300-20)=(2,58+1,82+14,90+0,66)*280=5588,8
Из этого выходит:

Тогда:

Потеря газа и вес тепла
поступившего в печь. Количество тепла поступившего в печь вместе с сырьем:

здесь:
 - количество сырья
поступившего в печь;
- количество сырья
поступившего в печь;
 - температура сырья,
вышедшего с печи;
- температура сырья,
вышедшего с печи;
 - температура сырья,
поступившего в печь;
- температура сырья,
поступившего в печь;
 - энтальпия сырья,
поступившего в печь;
- энтальпия сырья,
поступившего в печь;
 - массовая доля сырья,
вышедшего с печи.
- массовая доля сырья,
вышедшего с печи.
Определение энтальпии
3400С -ного разбавленной нефти:
Тогда:d- энтальпия (3400С продукта);
 - плотность сырья;
- плотность сырья;

3400С -
энтальпия пара
 ;
;

1600С -
энтальпия нефти

тогда:


С помощью этой формулы
определяем потеря горючего:
 ;
;


Расчет тепла первичного
сырья. Определяем количество тепла сырья, проходящего через радиантную трубу:
Находим среднюю скорость
сырья в состоянии колебания:
tA=8000C
 ;
;

Из этого:

Определяем вес тепла
конвекционной камеры:
 ;
;

Средняя разница тепла Fcp:
0С 3000С
0С 1600С
 ;
; 


Определяем секундную
потерю:

Определим ширину камеры:

Здесь: n=7шт; d=0,127м

Тогда: 
Разрез конвекционной
камеры:


Отсюда: 
 тогда Е=21,2; d=0,127
тогда Е=21,2; d=0,127

Рассчитываем радиацию
отдачи трехатомного газа:



Расчет коэффициента
теплоотдачи:
К=1,1(Qk+Qp);
К=1,1(22,1+10,75)=36,1
Вт/(м2к)
Нужная сторона
конвекционной трубы:
Число труб в
конвекционной камере:
 .
.
4.
Подбор основного и вспомогательного оборудования
Оборудование установок замедленного
коксования разделяют на три группы.
. Технологическое оборудование, с
помощью которого проводится процесс коксования. К этой группе относятся
трубчатые печи, коксовые камеры, колонная аппаратура, насосы, запорная и
переключающая арматура, теплообменники, конденсаторы и др.
. Оборудование для гидравлической
выгрузки кокса из камер. Сюда входят гидрорезаки, водяные насосы высокого
давления, штанги, вертлюги, роторы, гибкие резиновые рукава, лебедки, вышки, а
также отстойные сооружения для сбора, очистки и возврата воды при замкнутом
цикле водопотребления.
.Оборудование для обработки и
транспортирования кокса. Эта группа включает мостовые и козловые грейферные
краны, питатели, дробилки, конвейеры, грохоты, бункеры, склады и др.
Оборудование первой группы широко
применяется на нефтеперерабатывающих заводах, оборудование второй и третьей
группы является специальным, характерным для установок замедленного коксования.
.1 Реакционная камера
Коксовые камеры - основной
реакционный агрегат установок замедленного коксования. Эндотермический процесс
коксования протекает в камерах за счет аккумулированной энергии, которую
вторичное сырье поглощает в трубчатой печи. Камеры работают периодически, при
этом циклическое изменение температуры составляет около 500 °С.
Конструктивно коксовая камера
представляет собой сварной цилиндрический вертикально установленный пустотелый
сосуд с верхним и нижним днищами. На различных установках камеры имеют разные
размеры и изготовлены из разных материалов.
- корпус; 2, 5 - горловины; 3 и 4 -
полушаровое и коническое днища; 6 - фундаментное кольцо; 7 - опорное кольцо; 8
- лапы; 9 - опора; / - сырье; // - пары. Рисунок 4.1 - Коксовая камера
установки типа 21-10/ЗМ
Коксовая камера установки
замедленного коксования типа 21-10/ЗМ показана на рисунке 4.1 Верхняя горловина
2 предназначена для ввода гидрорезака, а нижняя 5 - для выхода кокса и воды при
гидровыгрузке. Корпус, днища, горловина и штуцеры изготовлены из двухслойной
стали. Опора 9 представляет собой коническую обечайку высотой 2 м, приваренную
по периметру горизонтальным швом к нижнему днищу. Снизу к обечайке приварено
опорное кольцо 7, которое, в свою очередь, опирается на фундаментное кольцо.
Для крепления к фундаменту опора камеры имеет лапы 8, выполненные в виде
столиков. В верхней пластине столиков имеется отверстие, а в опорном кольце -
вырез овальной формы, предназначенный для прохода фундаментного болта. Вырез
расположен своей длинной осью по направлению радиуса кольца. Снаружи камера
покрыта слоем изоляции толщиной 250 мм.
Установки замедленного коксования
типа 21-10/300 и 21-10/600 оборудованы камерами диаметром 4,6 м, а установки
типа 21-10 - диаметром 5 м. Особенность конструкции камеры установки типа
21-10/6 - корпус из нержавеющей стали марки Х18Н10Т, допускающей температуру
нагрева 525 °С при рабочем давлении наверху 0,6 МПа. На расстоянии 1300 мм от
верха цилиндрического корпуса расположены три штуцера Ду 50/25 для подачи с
помощью форсунок антипенной присадки.
На действующих установках замедленного
коксования реакторный блок включает от двух до четырех камер. Для
предотвращения выноса пены из реакционной камеры предусмотрен контроль за
максимальной высотой заполнения камер коксом с помощью радиоактивных
сигнализаторов уровня. По этой же причине высота заполнения камер равна 14-17
м, что составляет 55-65% от реакционного объема камеры.
.2 Ректификационный аппарат
- штуцер для предохранительного
клапана; 2 - люк; 3 - штуцер для регулятора уровня; / - сырье; // - пары из
коксовых камер; /// - остаток; IV - пусковой газойль; V - легкий газойль; VI -
пары; VII - орошение; VIII - пары легкого газойля; IX - верхнее циркуляционное
орошение; X - фракция тяжелого газойля; XI - пары тяжелого газойля. Рисунок 4.2
- Ректификационная колонна установки 21-10/6
Ректификационная колонна
предназначена для разделения продуктов коксования, поступающих из коксовых
камер, на отдельные фракции: газ, бензин, легкий и тяжелый газойль. Кроме того,
в колонне проводят нагрев исходного сырья и его разбавление газойлевыми
фракциями путем прямого контакта с горячими продуктами из коксовых камер.
Колонна представляет собой сварной
цилиндрический вертикально установленный аппарат переменного сечения с
коническим переходом. Диаметр корпуса в широкой части 4,5 м, в узкой 2,6 м.
Широкая часть корпуса биметаллическая (стали 16ГС и 0X13), переходная и узкая
части - из стали 16ГС.
Толщина стенки корпуса в верхней
части 20 мм, в нижней - 32 мм. Верхнее эллиптическое днище изготовлено из стали
16ГС (толщина стенки 20 мм), нижнее полушаровое - из сталей 16ГС и 0X13
(толщина стенки 26 мм).
Внутри колонны имеется 37 тарелок.
Четыре каскадные тарелки, на которых первичное сырье контактирует с парами,
выходящими из коксовых камер, расположены в испарительной части аппарата. Над
верхней каскадной тарелкой установлен распределитель для равномерного
распределения первичного сырья. Предусмотрен ввод сырья также под нижнюю
каскадную тарелку. Над каскадными тарелками в широкой части аппарата расположены
13 тарелок с S-образными элементами. Из них нижние девять тарелок двухпоточные,
остальные - четырехпо-точные.
В узкой части колонны расположено 20
прямоточных однопоточных клапанных тарелок. Клапанные тарелки рассчитывают так,
чтобы при небольшой производительности по парам работали только легкие клапаны,
а при значительной - все клапаны. Клапанные тарелки обеспечивают работу в
сравнительно широком диапазоне нагрузок по потоку паров и жидкости, Недостаток
их - возможность засорения или закоксовывания.
4.3 Трубчатые печи
На действующих установках
замедленного коксования применяют радиантно-конвекционные трубчатые печи
шатрового типа, а также типа ГС для термообработки вторичного сырья и типа ГН
для нагрева сырья и теплоносителя.
Узкокамерные печи ГС и ГН имеют
верхний отвод дымовых газов; ГС - вертикально-факельного сжигания топлива с
одной камерой радиации; ГН - объемно-настильного сжигания топлива с двумя
камерами радиации. Камера конвекции у печей обоих типов расположена над камерой
радиации. На установках замедленного коксования применяют вариант этого типа
печей - с двухпоточной конвекционной камерой, разделенной поперечной
металлической перегородкой.
5. Раздел автоматизации
.1 Автоматический контроль
технологического процесса
Коксование нефтяных
остатков и высококипящих дистиллятов вторичного происхождения используют для
получения малозольного электродного кокса, применяемого в алюминиевой
промышленности. Одновременно получаемые коксовые дистилляты вовлекаются в
дальнейшую переработку для получения светлых нефтепродуктов. Коксование ведут
при давлении 0,1 - 0,3 МПа и температуре 480-540 °С.
Автоматическая
система контроля и регулирования режима трубчатой печи установки замедленного
коксования предназначена для стабилизации основных параметров нагрева
первичного и вторичного сырья перед коксованием.
На установках
замедленного коксования первичное сырье (смесь гудрона или крекинг-остатка)
нагревается в конвекционных змеевиках трубчатой печи, после чего направляется в
ректификационную колонну, где за счет контакта с нефтяными парами, поступающими
из реакторов, обогащается рециркулирующими продуктами. В результате образуется
вторичное сырье, которое насосами подается в реакционные змеевики печи для
скоростного высокотемпературного нагрева. Для создания высоких скоростей и
предотвращения коксоотложения в трубах печи в поток вторичного сырья при входе
в печь подается турбулизатор (конденсат водяного пара). Нагретое в печи до
490-510 °С вторичное сырье поступает в реактор, где .завершается начавшийся в печи
процесс частичного испарения, деструктивного разложения сырья и замедленного
коксования.
Ввиду высоких
температур и вязкости нагреваемого сырья склонности его к коксованию, наличия
механических примесей, малых расходов турбулизатора и других факторов автоматизация
трубчатых печей затруднена.
Основным фактором,
влияющим на производительность и длительность межремонтного пробега, является
скорость закоксовывания змеевика трубчатой печи, которая зависит в основном от
качества сырья и режима работы печи. Температурный режим печи необходимо вести
так, чтобы в змеевике протекали преимущественно физические процессы нагревания
и испарения, а процессы крекинга, конденсации и уплотнения, т. е. образования
кокса, происходили бы в реакторах.
Трубчатые печи
установки замедленного коксования работают в жестких условиях,
характеризующихся высокой температурой нагрева сырья и малыми допустимыми
отклонениями ее от заданного значения. Даже кратковременное отклонение
температуры от заданной приводит к закоксовыванию и прогару труб, нарушению
технологического процесса установки и сокращению межремонтного пробега.
Учитывая важность
достоверного контроля тепловой нагрузки печи по каждому (левому и правому)
потоку сырья, при оценке состояния реакционной зоны змеевиков целесообразно'
наряду с измерением расходов сырья и общего расхода топливного газа измерять
расход газа в каждую камеру сгорания печи. В качестве характеристики состояния
змеевика печи (степени ее закоксованности) можно использовать перепад
температур на коксующемся участке.
Одним из важнейших
параметров процесса замедленного коксования, определяющим условия работы печей,
количество и качество продуктов фракционирования, является коэффициент
рециркуляции сырья (КР):

где Fвт.с, Fпер.с
- расходы соответственно вторичного и первичного сырья; ρвт.с,
ρпер.с - плотности соответственно вторичного и первичного сырья.
Фактически установка
содержит две аналогичные по устройству и системам печи, работающие на параллельных
потоках сырья. По схеме управления автоматическому контролю подлежат следующие
параметры:
общий расход первичного
сырья в печь;
общий расход вторичного
сырья в печь;
расходы вторичного сырья
в каждом потоке печи;
коэффициент рециркуляции
сырья;
температуры по длине
каждого змеевика;
перепад температур на
коксующейся части каждого змеевика;
расход газа в каждую
камеру сгорания.
Автоматическому
регулированию подлежат следующие параметры: давление топливного газа,
температуры нагрева вторичного сырья в точке каждого змеевика печи,
предшествующей зоне активного коксообразования (изменение подачи топливного
газа в камеру сгорания обеспечивается регуляторами температуры; расход
турбулизатора (пара), подаваемого во вторичное сырье.
Система автоматического
контроля коэффициента рециркуляции сырья работает следующим образом. Сигналы с
датчиков расхода соответственно вторичного и первичного сырья и плотномеров
поступают в вычислительное устройство, которое реализует приведенное выше
уравнение для расчета Кр. По значению коэффициента рециркуляции
оператор судит о работе печи и реактора. В зависимости от производственной
необходимости можно улучшить качество получаемого кокса, увеличивая коэффициент
рециркуляции, однако производительность установки при этом снижается.
Основные приборы контроля
Средства измерения
и преобразования. Для измерения большей части технологических параметров в
условиях внедрения АСУТП разработан комплекс измерительных преобразователей
Сапфир-22, на выходе которых образуется унифицированный токовый сигнал.
В состав комплекса
входят преобразователи абсолютного давления (Сапфир-22 ДА), избыточного
давления (Сапфир-22ДИ), разрежения (Сапфир-22ДВ); давления - разрежения
(Сапфир-22ДИВ), разности давлений (Сапфир-22ДИВ), гидростатического давления
(Сапфир-22ДГ), пневмоэлектрический. (Сапфир-22ППЭ).
Преобразователи
разности давлений могут применяться для? преобразования значений уровня
жидкости, расхода жидкости или газа, а преобразователи гидростатического
давления-уровня жидкости.
Взрывобезопасные
преобразователи Сапфир-22-Ех изготовляют с видом взрывозащиты «искробезопасная
цепь», уровнем взрывозащиты «особовзрывобезопасный» и маркировкой «ОЕх1а 11СТ6»
в комплекте с БПС-24.
Преобразователь
состоит из измерительного элемента и электронного устройства. Деформация
чувствительного элемента, пропорциональная значению измеряемого параметра,
вызывает изменение сопротивления кремниевых тензорезисторов. Электронное
устройство преобразует это изменение в стандартный выходной сигнал постоянного
тока. Преобразователи различных параметров имеют унифицированное электронное
устройство высокой надежности и отличаются лишь конструкцией- измерительного
блока.
Преобразователи
изготовляют в виде многопредельных приборов с возможностью настройки на
минимальный, максимальный и промежуточные пределы измерения (перестройка
большинства моделей в отношении 6:1).
Рабочая
характеристика преобразователя может быть смещена в широких пределах -от минус
100 до 84% максимального диапазона измерения. При этом расширяются функциональные
возможности преобразователя и повышается фактическая точность измерения и
регулирования параметров контролируемых процессов.
Искробезопасность
электрических цепей преобразователя достигается за счет ограничения тока и
напряжения в цепях. Для этого в блоке преобразования сигналов БПС-24,
осуществляющем питание преобразователей, предусмотрены барьер защиты и
гальваническое разделение в сигнальной цепи и цепи питания.
Питание
преобразователей может осуществляться и от других источников постоянного тока
напряжением в диапазоне 15-42 В.
Ниже приведены
технические данные преобразователей:
Верхние пределы
измерения, кПа:
Сапфир-22ДА 2,5….16*103
Сапфир-22ДИ 0,25…1*106
Сапфир-22ДВ 0,25…100
Сапфир-22ДИВ ±0,125…-10
±0,125…+24*102
Сапфнр-22ДД 0,25…16*103
Сапфир-22ДГ 2,5…250
Сапфир-22ППЭ 20…100
Для преобразования
с высокой точностью (погрешность измерения, включая нелинейность, гистерезис и
повторяемость составляет ±0,2 и ±0,4%) избыточного давления и разности давлений
жидких и газообразных сред, находящихся под высоким рабочим (статическим )
давлением, могут быть использованы соответственно Сапфир-312ДИ и Сапфир-342ДД.
Для измерения
уровня электропроводных и неэлектропроводных жидкостей (включая агрессивные и
взрывоопасные) в АСУТП используют, кроме того, датчики емкостные ДУЕ-1.
Датчик имеет
обыкновенное (ДУЕ-10) и искробезопасное (ДУЕ -1В) исполнения. Принцип действия
датчика основан на измерении электрической емкости первичного преобразователя,
которая зависит от положения уровня контролируемой среды.
Датчик состоит из
первичного (ПП-О или ПП-В) и передающего измерительного (ПП-О или ПН-В)
преобразователей, соединенных между собой кабелем. Первичный преобразователь
включает емкостной чувствительный элемент и встроенный преобразователь «емкость
- напряжение», размещенный в головке первичного преобразователя. Емкостной
чувствительный элемент, в зависимости от диапазона измерения и условий
эксплуатации, имеет различные конструктивные исполнения.
Для преобразования
сигналов датчиков температур в АСУТП находят применение индивидуальные
преобразователи Ш-704, Ш-705 и групповой Ш-.
Индивидуальный
преобразователь Ш-704 предназначен для работы с термометрами сопротивления.
Преобразователи этого типа относятся к одноканальным устройствам непрерывного
действия с линейной зависимостью между входными и выходными сигналами, без
гальванической связи между входными и выходными цепями, с классом точности 0,4.
Полное сопротивление датчиков может меняться от 90 до 5000 Ом. Соединение
каждого преобразователя с датчиком осуществляется трехпроводной линейной связью
с сопротивлением каждого провода не более 5 Ом. Мощность, потребляемая от сети,
не более 9 ВА; масса ≤2,3 кг; габариты 60x162x350 мм; средний срок службы
10 лет. Обеспечивается контроль исправности.
Индивидуальный
преобразователь Ш-705 предназначен для работы с термопарами ТХК, ТХА, ТПП, ТВР,
ТПР. Соединение термопар осуществляется двухпроводной линией. Сопротивление
проводов линий связи, включая сопротивление термопар, должно быть не более 500
Ом, индуктивность - не более 103 Гн, емкость - не более 0,25 мкФ.
Класс точности преобразователя @,4; 0,5; 1,0 в зависимости от исполнения;
габаритные размеры
x160x350 мм;
входное сопротивление преобразователя - не менее 1 МОм; потребляемая мощность -
не более 8,5 ВА, масса - не более 3,0 кг; средний срок службы- 10 лет.
Многоканальный
цифровой измерительный преобразователь(МИП) предназначен для преобразования
аналоговых электрических сигналов первичных преобразователей (датчиков)
температуры, а также сигналов напряжения и силы постоянного тока в кодированный
электрический сигнал, обеспечивающий обмен информацией с ЭВМ, терминальными и
печатающими устройствами по стандартным интерфейсам ИРПР, ИРПС.
В качестве датчиков
могут быть использованы преобразователи термоэлектрические (термопары) по ГОСТ
3044-84; термопреобразователи сопротивления по ГОСТ 6651-84; преобразователи с
унифицированными выходными сигналами 0-5, 0-20, 4-20 мА и 0-100 В.
МИП обеспечивает
также следующие дополнительные функции: преобразование выходного кодированного
сигнала в унифицированный сигнал постоянного тока в диапазонах 0-5, 0- 20, 4-20
мА; линеаризацию нелинейных зависимостей; масштабное преобразование выходного
кодированного сигнала; сравнение результата преобразования с заданными
значениями (уставками) и сигнализацию отклонений (общее число уставок 80; число
уставок, адресуемых одному входному сигналу, до 4); индикацию результатов
преобразования, номера опрашиваемого канала, результатов сравнения с уставкой и
данных программирования на встроенном цифровом индикаторе.
Для преобразования
унифицированного пневматического сигнала (200-100 кПа) в унифицированные
электрические с целью его ввода в УВК используют пневмоэлектрический
преобразователь ППЭ-2; для обратного преобразования используют электропневмопреобразователь
ЭП.
Приборы
показывающие и регистрирующие. К приборам, используемым в АСУТП, относятся
показывающие приборы А501, А502, а также показывающие и регистрирующие одно-,
двух- и трехканальные 'приборы А542 и А543 комплекса АСКР-ЭЦ. Все они могут
быть изготовлены в щитовом и стоечном исполнениях. В зависимости от исполнения
приборы рассчитаны на работу при температуре окружающего воздуха от 5 до 50°С и
верхнем значении относительной влажности 80% при 35 °С и более - низких
температурах без конденсации влаги.
Класс точности
приборов А501 -1,0; приборов А502, А542, А543 - 0,5; быстродействие-1; 2,5; 10
с; длина шкалы -и ширина диаграммной ленты-100 мм; скорость перемещения ленты
20, 40, 60, 180, 600, 1800 мм/с; габаритные размеры: А501-39X159X263 мм; А502,
А542 -80X160X590 мм; А543 - 120X160X590 мм, -
В основу работы
данной группы приборов положен компенсационный метод измерения входного
сигнала, осуществляемый электромеханической следящей системой. Электрическая
принципиальная схема платы прибора состоит из входного усилителя напряжения
постоянного тока, усилителя рассогласования, схемы сигнального устройства, «электронных упоров»,
стабилизатора питания.
В двухканальных
(А502, А542) и трехканальных приборах (А543) измерение осуществляется
независимо по каждому каналу. Текущие значения параметров регистрируются (А542,
А543) на единой диаграммной ленте непрерывной линией чернилами разного цвета. В
прибор может быть встроено сигнальное устройство.
Масса приборов
стоечного исполнения (с трансформаторным блоком) не превышает 7,0, щитового-
12,5 кг.
В
автоматизированных системах используются также универсальные цифровые приборы
А565, А566. Они предназначены для измерения температуры, сигнализации
отклонения параметра от заданного значения, позиционного регулирования и
преобразования измеряемой величины в выходной двоично-десятичный код.
Работа прибора
основана на принципе время-импульсного преобразования входных сигналов с
применением метода двухтактного интегрирования. Приборы могут быть
одноканальными показывающими без сигнализации и с сигнализацией, а также
двенадцатиканальными.
Класс точности -
0,1 или 0,25; исполнение щитовое; габариты: 240X160X455 мм.
Приборы А565
работают в комплекте с преобразователями термоэлектрическими различных
градуировок, а также с преобразователями измерительными, имеющими
унифицированные выходные сигналы. Приборы А566 работают в комплекте с
термопреобразователями сопротивления ТСП и ТОМ различных градуировок.
Микропроцессорные
контроллеры (МК). МК относятся к классу программно-аппаратных средств и
ориентированы на решение конкретной задачи или набора однотипных задачи или
внедрение - основное направление повышения уровня автоматизации технологических
процессов. По назначению они делятся на два типа: первый - МК, предназначенные
для реализации алгоритмов регулирования и различного преобразования аналоговых
и дискретных сигналов, которые заменят регуляторы; наиболее типичным
представителем их является ремиконт; второй - МК, предназначенные для
реализации задачи программно-логического управления; они должны заменить
релейные и логические схемы; представителем их является ломиконт.
В состав любого
типа МК входят неизменный для данного типа базовый комплект,
проектно-компонуемый комплект (ПКК), а также панель оператора. Базовый комплект
(БК) включает процессор (ПР) и память: оперативную (ОЗУ)-для хранения числовых
данных и постоянную (ПЗУ) -для хранения программ.
ПКК - это
устройство ввода - вывода сигналов. Его состав определяется числом каналов
ввода - вывода и содержит блоки гальванической развязки ГР для разделения
входов и выходов от нагрузки; мультиплексор МПКС для коммутации аналоговых
сигналов, а также аналого-цифровые (АЦП), цифро-аналоговые (ЦАП),
дискретно-цифровые (ДЦП) и цифро-дис-кретные (ЦДП) преобразователи.
Панель оператора
(ПО) МК имеет органы управления (клавиши, кнопки) и устройство отображения
информации в виде цифрового индикатора (ремиконт) или матричного экрана
(ломиконт). Она позволяет выбрать режим работы, составить и реконфигурировать
систему управления, осуществить вызов программы из ПЗУ, изменить настройки
контуров.
МК имеют выходы по
стандартным радиальным интерфейсам-последовательному (ИРПС) и параллельному
(ИРПР) - на УВК, дисплеи и принтеры; число каналов ИРПС может достигать пяти, а
длина каналов этого типа может составлять 0,5; 1; 2; 4 км; число каналов ИРПР
равно двум, а длина не превышает 15 м.
Оба типа МК
выполнены в конструктивах УТК-2. Элементарной ячейкой МК является модуль
(160X235); модули собираются в каркас (480X280X240), в каждом из которых может
быть установлено до 23 модулей; каркасы собираются в шкаф (1850X800X650).
Регулирующий
микроконтроллер ремиконт. Число посадочных мест для модулей ПКК Р-110 равно 16
(2 места не занимаются из соображений вентиляции); для модулей Р-112 равно 32,
но основной комплект полностью дублируется резервным, поэтому возрастает
надежность этого типа МК, а не информационная мощность; Р-120 представляет
собой два локальных контроллера, каждый из которых имеет по 6 посадочных мест,
а в Р-122 второй ПКК становится резервным.
Таблица 5.2
Возможный состав
ПКК и характеристики модулей различных типов
|
Модули
|
Возможности
|
|
Аналого-цифрового преобразования
|
0-4
|
До 16 входов
|
|
Дискретно-цифрового преобразования
|
0-8
|
До 16 входов
|
|
Цифро-аналогового преобразования
|
0-8
|
До 8 входов
|
|
Цифро-импульсного преобразования
|
0-8
|
До 8 входов
|
|
Цифро-дискретного преобразования
|
0-8
|
До 16 входов
|
|
Разделителя гальванического входного
|
0-6
|
До 8 аналоговых выходов
|
|
Разделителя гальванического выходного
|
0-6
|
До 4 аналоговых выходов
|
|
Блока переключения резерва
|
0-2
|
До 8 цепей
|
Приведенные данные
позволяют рассчитать максимальное число входов и выходов МК: аналоговых входов
до 64, дискретных- до 126; аналоговых выходов - до 64, дискретных - до 126,
импульсных -до 64. Число контуров регулирования, реализуемое РЕМИКОНТОМ,
естественно, значительно меньше.
Функциональные
возможности МК определяются программами, помещенными в ПЗУ. РЕМИКОНТ
располагает библиотекой программ, реализующей 24 алгоритма: ПИД- аналоговое
регулирование (4), ПИД-дискретное регулирование (4), динамическое
преобразование (5), статическое преобразование (5), нелинейное преобразование
(5), стандартная логика (1).
Наличие широкого
набора программ и панель оператора позволяют легко создавать и изменять каналы
регулирования с заданными динамическими свойствами.
Пример виртуальной
(кажущейся, набранной на панели) структуры РЕМИКОНТА, реализующего восемь
каналов регулирования при 16 аналоговых и 32 дискретных входах 8 аналоговых и
дискретных выходах.
Логический
контроллер ломиконт. Модели этого типа аналогичны моделям регулирующего МК, но
число посадочных мест для модулей ПКК меньше на одно, так как базовый комплект
состоит из 6 моделей. Максимальное число входов и выходов ломиконта составляет:
дискретных входов до 512, аналоговых - до 128, импульсных - до 8; дискретных
выходов до 256, аналоговых -до 64, импульсных -до 32 Общее число входов -
выходов Л-110 может достигать 900.
От
завода-изготовителя ломиконт поставляется полностью готовым к работе и
настраивается на решение требуемой задачи на объекте с помощью пульта
оператора, имеющего экран и специализированную клавиатуру. В процессе
настройки, которая называется технологическим программированием, оператор
вводит в ломиконт логику управления конкретным объектом (программу
пользователя), используя микрол, а также информация о текущем состоянии объекта
сохраняются при отключении питания.
Реализация
программно-логического управления на ломиконте. Схемы на релейных элементах
плохо отвечают требованиям надежности из-за нарушения многочисленных электрических
цепей и контактов, «залипания» контактов, электромагнитных помех в релейных
цепях, низких метрологических характеристик измерительных преобразователей,
ошибок обслуживающего громоздкие цепи персонала.
Рассмотрим этапы
реализации сигнализации, блокировки и защиты компрессоров В-102 в производстве
синтеза технического водорода на ломиконте. Годовые потери от ложных
срабатывании релейных схем компрессора составляют сотни тысяч рублей;, в ряде
случаев они не обеспечивали надежного останова компрессора при возникновении
реальной аварийной ситуации.
Таким образом,
общая цель - обеспечение надежной работы системы сигнализации и блокировок
компрессора В-102 - разбивается на две: защита от ложных срабатываний
блокировок; надежный останов в случае возникновения реальной аварийной
ситуации.
Принципы повышения
надежности работы системы сигнализации и блокировок. Для достижения целей,
сформулированных выше, используют два основных принципа. Первый -повышение
достоверности информации о состоянии объекта Выполнение этого принципа
достигается дублированием наиболее важных измерительных каналов; использованием
более надежных технических средств измерения и обработки информации-I ряде случаев установкой
дополнительных датчиков Второй принцип -повышение надежности системы блокировок
и сигнализации. Выполнение этого принципа достигается алгоритмическим путем за
счёт использования косвенных параметров дня более точной диагностики
предаварийного и аварийного состояния оборудования; использования в алгоритме
сигнализаций блокировок дополнительных параметров, вырабатываемых самим
ломиконтом.
6. Генеральный план нефтеперерабатывающего завода
Технологические
установки, объекты общезаводского и энергетического хозяйства располагаются на
заводской территории в определенно порядке. Чертеж территории, отведенной под
строительство завода, носит название генерального плана. На генеральный план
наносятся все здания и сооружения проектируемого и стоящегося завода,
автомобильные и железные дороги, подземные и наземные трубопроводы, электролинии
и линии связи.
Эффективность работы
установки замедленного коксования зависит не только от эффективности отдельных
блоков, но и от взаимного их расположения на промышленной площадке.
Площадь, занимаемая установкой,
составляет 1400 м2 (35´40 м). Основные принципы расположения аппаратов на площадке
установки следующие: соответствие разрывов между аппаратами противопожарным и
санитарным нормам ВНТП-28-89; обеспеченность проведения ремонтов с применением
современных механизированных средств; минимальная длинна трубопроводов для
уменьшения гидравлических сопротивлений, потерь тепла и металлоемкости.
Существенное уменьшение
протяженности трубопроводов на установке замедленного коксования достигается за
счет сооружения специальной насосной. Основные аппараты, в нашем случае это
четыре трубчатые печи, четыре камеры коксования, работающие попарно, три
ректификационные колонны, теплообменники и буферные емкости размещаются в
центре площадки. На площадке замедленного коксования так же расположены операторская
и анализаторская.
При проектировании установки
использовалась рассредоточенная система застройки.
Описание генерального плана
нефтеперерабатывающего завода
Центральная дорога АА делит завод на
две части: топливную и масляную. В топливной части находятся установки
атмосферной перегонки 1, каталитического риформинга 3 и 4, гидрооичтки
дизельного топлива 5 и керосина 6, депарафинизации дизельного топлива 7,
газофракционирующая 8, изомеризация 17.
В масляной части располагаются
установка атмосферно-вакуумной перегонки, вырабатывающая сырье для производства
масел 2, установки деасфальтизации 9, селективной очистки 10, депарафинизации
11 и гидроочистки масел 12. Здесь же находится комплекс по производству
парафинов, включающий установки обезмасливания 13 и гидроочистки парафина и
цезерина 14. Сырье для установок топливной и масляной части хранится в
промежуточных парках 19.
В состав завода входят также
установки производства битума 16 и получения элементарной серы 15.
Оборотной водой объекты завода
снабжаются с водоблоков 18, а инертным газом - из центральной компрессорной 27.
Товарная продукция в парках и на автоматических станциях смешения 23 и 24. на
территории завода находятся также склады 25, факельное 28 и реагентное
хозяйства.
За границей ограждения завода
находятся теплоэлектростанция (ТЭЦ22), ремонтно-механическая база 20 и
административный блок 21, ТЭЦ располагается по возможности ближе к энергоемким
потребителям. Объекты требующие подвода железнодорожных путей (установки
производства битума, элементарной серы, реагентное хозяйство), располагаются
компактной зоной вблизи границы завода. Этим территория завода полностью
освобождается от железнодорожных линий, что безопасность прохода людей и
свободу для проезда автомобильного транспорта.
7.
техника безопасности, Охрана труда и противопожарные мероприятия
.1 Характеристика вредных и опасных
производственных факторов
На нефтеперерабатывающем
заводе в большом количестве имеется нефть и нефтепродукты ее переработки,
представляющие собой отравляющие и легко воспламеняющие жидкости, приводящие к
острым или хроническим отравлениям и одновременно создающие взрывоопасную
ситуацию на территории завода.
Предельно допустимая концентрация
определяется специальными токсикологическими исследованиями, после чего утверждается
Министерством Здравоохранения Республики Казахстан и становится обязательной
для всех предприятий нормой, превышение которой не допускается.
Значение предельно допустимых
концентраций имеет большое значение для профилактики отравлений. Очевидно, что
чем меньше предельно допустимая концентрация, тем более серьезные требования
должны предъявляться к мерам защиты работающих на промышленных предприятиях.
Санитарными нормами вредные вещества
по степени взаимодействия на организм человека разделяются на 4 класса:
1.
Вещества чрезвычайно опасные, ртуть, свинец, тетраэтилсвинец;
2.
Вещества высоко опасные, бензол, дихлорэтан, сероводород, серная
кислота, формальдегид;
3.
Вещества умеренно опасные, метанол, толуол, фенол, фурфурол;
4.
Вещества мало опасные, аммиак, ацетон, изобутилен, керосин,
этиловый спирт, циклогексан.
Нефть и продукты ее
переработки могут оказывать вредное влияние на организм человека.
Ниже приводится краткая
характеристика некоторых вредных веществ, применяемых или получаемых на
нефтеперерабатывающих и нефтехимических предприятиях [14].
Нефть. Если в нефти содержатся
ароматические углеводороды или сероводород, то она может вызывать острые или
хронические отравления. При длительном соприкосновении работающих с сырой
нефтью могут развиться кожные заболевания - дерматиты.
Бензин. Наиболее опасным
нефтепродуктом является бензин, концентрация его паров в воздухе, равная 30-40
г/м3, опасная для жизни. Хронические отравления бывают при
длительном контакте работающего с парами бензина, присутствующими в небольших
концентрациях. Такого рода отравления сопровождаются бессонницей, головными
болями, головокружениями и другими нервными расстройствами.
При воздействии на кожу бензин
обезжиривает ее и может вызвать кожные заболевания.
Керосин. Действие керосина на
организм человека значительно слабее, чем действие бензина, но возможны
хронические отравления парами керосина при длительном контакте с ним.
Мазут, смазочные масла, гудрон,
нефтяной кокс. Эти вещества практически не оказывают общего вредного действия
на организм, так как летучесть их при обычной температуре не велика. Но они
могут оказывать вредное влияние на кожу человека.
Бензол. Бензол оказывает
раздражающее действие на кожу, при частом соприкосновении с бензолом обычно
появляется зуд, краснота, мелкая сыпь. Пары бензола ядовиты. В больших
концентрациях они могут вызвать смерть. При хроническом отравлении бензол
действует на кроветворные органы и кровеносные сосуды, кроме того, понижает
сопротивляемость организма к инфекционным дерматитам.
Аммиак. Аммиак
раздражает слизистые оболочки верхних дыхательных путей и глаз. В легких
случаях отравления пострадавшие жалуются на насморк, чихание, сухость и боли в
горле, потерю голоса, кашель, общую слабость. Также уже при незначительном
содержании аммиака в воздухе происходит раздражение глаз. Жидкий аммиак и его
растворы вызывают химические ожоги кожи.
В технологических процессах
нефтепереработки используются различные механизмы и машины. Их работа
происходит с применением электроэнергии, пара и сжатого воздуха. Для того,
чтобы обслуживание указанных машин и механизмов было безопасным существуют
специальные инструкции по технике безопасности.
На территории нефтеперерабатывающих
заводов расположено большое количество различных аппаратов и трубопроводов.
Многие из них находятся под давлением, содержат нагретые до высокой температуры
нефть, нефтепродукты и газы.
Повреждение трубопровода или
аппарата может привести к появлению на рабочем месте большого количества паров
и газов, горючих продуктов и реагентов, что может вызвать пожар, несчастные
случаи с рабочими, а так же производственные аварии.
Нефть и нефтепродукты, подвергаемые
переработке на заводах, пожаро и взрывоопасны и при неправильной организации
технологического процесса или несоблюдении определенных требований безопасности
загораются, горят, вызывают пожары и взрывы, влекущие за собой аварии,
термические ожоги и травмирование работающих.
Правильная организация рабочего
места, твердое усвоение и выполнение техники безопасности способствует
ликвидации несчастных случаев и являются важнейшими условиями для повышения
производительности труда.
7.2 Метеорологические условия
Метеорологические условия
производственной среды определяются температурой воздуха, его влажностью и
скоростью движения, а также степенью излучения от нагретых предметов.
Метеорологические условия оказывают большое влияние на здоровье, самочувствие и
работоспособность человека.
При очень высоких температурах
внешней среды (35-39 оС), особенно при тяжелой физической работе,
организм человека перегревается, и с повышением температуры может наступить
тепловой удар, сопровождаемый потерей сознания. Большая влажность наружного
воздуха также усиливает перегревания.
Исследование установило, что в
зависимости от тяжести выполнения работы, назначения рабочего помещения и
количества выделяемого тепла в рабочей зоне человек чувствует себя хорошо и
наиболее работоспособен при температуре окружающей среды 16-25 оС,
относительной влажности воздуха 60-30 % и скорости движения воздуха 0,2-0,7
м/с.
Важнейшим мероприятием, направленным
на создание нормальных метеорологических условий, является вентиляция
производственных помещений. Удаляя нагретый воздух и одновременно подавая
свежий, более прохладный, вентиляционные устройства позволяют поддерживать в
воздушной среде производственных помещений необходимые для работы условия.
Во время работы в цехах с высокой
температурой окружающей среды люди сильно потеют. Организм теряет не только
большое количество воды, но и некоторое количество солей: с 6-7литров пота теряется
примерно 20-25 грамм солей. Убыль жидкости можно пополнить питьем, но
одновременно нужно пополнять и убыль соли, иначе в организме нарушится
необходимое соотношение между жидкостью и солью.
Поэтому на производствах, где
приходится работать при высокой температуре, работающих снабжают подсоленной
водой, которую для придания ей вкуса газируют и охлаждают.
Мероприятия по предупреждению
охлаждения работающих в помещениях сводится к правильному устройству отопления
и вентиляции, предотвращению прорыва в рабочее помещение холодных масс воздуха
при открывании ворот и дверей; последнее достигается устройством тамбуров, а
так же воздушных или тепловых завес, отклоняющих наружный холодный воздух к
верху. Работающие вне помещений при низких температурах обеспечиваются
спецодеждой, сделанной из малотеплопроводной и воздухопроницаемой ткани с
покроем, не стесняющим движение.
.3 Характеристика опасности
установки замедленного коксования
Технологический процесс установки
замедленного коксования связан с переработкой гудрона при высокой температуре,
около 500 оС. По пожарной опасности процесс относится к категории А.
При нарушении технологического процесса или при несоблюдении требований
безопасной эксплуатации возможно возникновение пожаров и взрывов, вызывающих аварии,
ожоги и травмы.
Продукты, используемые в
технологическом процессе, являются, как правило, вредными веществами и при
несоблюдении правил безопасности могут оказывать отравляющее действие на
организм человека. Ядовитые вещества в основном попадают в организм через
дыхательные пути, поэтому не следует допускать разлива нефтепродуктов,
своевременно устранять утечки, не допускать создания опасной концентрации
вредных веществ, строго соблюдать правила техники безопасности.
Пожарная опасность определяется наличием
на установке жидких и газообразных нефтепродуктов, водорода, сероводорода и
других являющихся легковоспламеняющимися веществами и образующими с воздухом
взрывоопасные смеси; наличие открытого огня в топках печей; наличием
нагревательных аппаратов и трубопроводов с высокой температурой стенки;
возможностью появления пропусков в соединениях при несвоевременном устранении
неисправностей [14].
Газовая опасность характеризуется
наличием углеводородных газов, отравляюще действующих на организм, а при переработке
сырья из сернистых нефтей и наличием сероводорода, являющегося сильным ядом.
Углеводородные газы и пары
нефтепродуктов при высокой концентрации действуют на организм наркотически,
раздражают слизистые оболочки. Сжиженные газы, пропан, бутан, оказывают на кожу
человека обмораживающее действие. При попадании сжиженных газов на кожу
необходимо смыть их теплой водой, наложить повязку и обратиться в медпункт.
Признаками отравления при
продолжительном вдыхании углеводородных газов и паров нефтепродуктов являются
головная боль, тошнота, рвота, состояние возбуждения или угнетения. При больших
концентрациях газов или длительном нахождении в загазованной среде может
наступить потеря сознания. При отравлении необходимо немедленно удалить
пострадавшего из загазованной среды, дать ингаляцию кислорода, создать полный
покой, согреть, дать в большом количестве молоко, чай или кофе, дать
эфирно-валериановые капли. В случае острого отравления и отсутствия дыхания
следует делать искусственное дыхание до прибытия медицинской помощи. Сразу же
после обнаружения пострадавшего сообщить в газоспасательную службу и в
медпункт. Средствами защиты от газового отравления являются соответствующие
фильтрующие противогазы, шланговые противогазы, кислород изолирующие
противогазы [ ].
7.4 Техника безопасности
Организация
безопасной работы на нефтеперерабатывающих предприятиях основана на знании
опасных свойств сырья, промежуточных и конечных продуктов, на исключении
контакта работающих с этими веществами и на проведении комплекса мероприятий,
предотвращающих отравления, пожары, загорания и взрывы.
Большинство
веществ, применяемых в нефтехимии, обладает вредными (токсичными), пожаро- и
взрывоопасными свойствами.
В настоящей главе в
краткой форме приводятся характеристики этих веществ и их смесей, классификация
веществ и производств и нормативные требования, вытекающие из этих
классификаций, а также термины и определения.Из показателей
пожаровзрывоопасности в соответствии с ГОСТ 12.1.017-80 наиболее применимы
группа горючести, температура вспышки, температура воспламенения, температура
самовоспламенения, пределы воспламенения.
Абсолютное
большинство нефтепродуктов относится к группе горючих веществ, т. е. таких,
которые способны к самостоятельному горению в воздухе после удаления источника зажигания.
В зависимости от
температуры вспышки нефтепродукты и производства, применяющие их,
классифицируются по степени опасности.
По ГОСТ 12.1.017-80
эти показатели имеют следующие определения:
Температура вспышки
- самая низкая температура горючего вещества, при которой над его поверхностью
образуются пары или газы, способные вспыхивать в воздухе от источника
зажигания, но скорость их образования еще недостаточна для устойчивого горения.
Температура
воспламенения - температура горючего вещества, при которой оно выделяет горючие
пары и газы с такой скоростью, что после воспламенения их от источника
зажигания возникает устойчивое горение.
К
легковоспламеняющимся жидкостям (ЛВЖ) относятся горючие жидкости с температурой
вспышки в закрытом тигле не выше 61 °С. ЛВЖ подразделяются на особоопасные -
имеющие температуру вспышки ниже -18 °С, постоянно опасные - с температурой
вспышки от -18 до 23 °С и опасные при повышенной температуре - с температурой
вспышки от 23 до 61 °С.
Группа горючести, в
зависимости от температуры вспышки, используется при определении категории
производства по пожаро взрывоопасное™ в соответствии с требованиями СНиП
11-90-81 и при определении класса взрывоопасной зоны по Правилам устройства
электроустановок (ПУЭ). Для газов и паров группа горючести определяется по
концентрационным пределам воспламенения и температуре самовоспламенения.
Нижний (верхний)
концентрационный предел воспламенения - это минимальное (максимальное)
содержание горючего в смеси горючее вещество - окислительная среда, при котором
возможно распространение пламени по смеси на любое расстояние от источника
зажигания.
Температура
самовоспламенения - самая низкая температура вещества, при которой происходит
резкое увеличение скорости экзотермических реакций, заканчивающееся пламенным
горением.
Эти показатели
используются при классификации производств по пожаровзрывоопасности по СНиП
11-90-81 и по ПУЭ, а также при расчете безопасных концентраций газов внутри
технологического оборудования, трубопроводов, при расчете вентиляционных
систем, при подборе газоанализаторов довзрывных концентраций и т. п.
Большинство
нефтепродуктов наряду с пожароопасностью обладает вредными свойствами.
По определению ГОСТ
12.1.007-76, вредными веществами, называются вещества, которые при контакте с
организмом человека, в случае нарушений требований безопасности, могут вызвать
производственные травмы, профессиональные заболевания или отклонения в
состоянии здоровья, обнаруживаемые современными методами как в процессе работы,
так и в отдаленные сроки жизни настоящего и последующего поколений.
О вредности
вещества можно судить по предельно допустимым концентрациям (ПДК) их в воздухе
рабочей зоны. ПДК - это концентрации, которые при ежедневной (кроме выходных
дней) работе в течение 8 ч или при другой продолжительности рабочего дня, но не
более 41 ч в неделю, в течение всего рабочего стажа не могут вызвать
заболеваний или отклонений в состоянии здоровья.
Рабочей зоной
называется пространство высотой до 2 м над уровнем пола или площадки, на
которых находятся места постоянного или временного пребывания работающих в
процессе трудовой деятельности.
В соответствии с
классификацией ГОСТ 12.1.007-76, по степени воздействия на организм человека,
вредные вещества, применяемые в промышленности, подразделяют на четыре класса
опасности:
1
класс- вещества чрезвычайно опасные;
2
класс- вещества высокоопасные;
3
класс- вещества умеренно опасные;
4 класс- вещества малоопасные.
К первому классу,
как правило, относятся вещества с ПДК менее 0,1 мг/м3, ко второму -
от 0,1 до 1,0 мг/м3, к третьему - от 1,1 до 10 мг/м3 и к
четвертому - более 10 мг/м3.
При отнесении
веществ к тому или иному классу опасности учитываются также средняя смертельная
доза при введении в желудок, при нанесении на кожу, при вдыхании и ряд других
показателей.
Предельно
допустимые концентрации вредных веществ, в воздухе рабочей зоны - обязательные
санитарные нормативы для использования при проектировании производственных
зданий, технологических процессов, вентиляции, средств сигнализации и других
средств контроля за состоянием воздушной среды.
При осуществлении
контроля за состоянием воздуха в рабочей зоне производственных помещений, а
также на территории промышленных предприятий руководствуются следующими
положениями:
места отбора, проб
воздуха устанавливаются во всех цехах и производственных помещениях, имеющих
источники вредных выбросов:
выбор мест
постоянного контроля за состоянием воздуха в производственных цехах и на
территории НПЗ производится работниками заводских специальных лабораторий по
контролю
К числу мероприятий,
обеспечивающих безопасность производственного процесса при наличии в
производстве взрывоопасных веществ, относится предотвращение образования в
горючей среде импульса воспламенения, в частности, применяют
электрооборудование, соответствующее классу пожаровзрывоопасности помещения,
группе и категории взрывоопасной смеси.
Конструктивное
исполнение этого оборудования обеспечивает его взрывозащиту.
Взрывоопасные смеси
- категории и группы. Взрывоопасная смесь - смесь горючих газов, паров ЛВЖ с
воздухом, кислородом или другим окислителем, которая при определенной
концентрации (между НПВ и ВПВ) способна взрываться при возникновении источника
инициирования взрыва.
В соответствии с
ГОСТ 12.1.011-78, для получения исходных данных, необходимых при выборе взрывозащищенного
оборудования, взрывоопасные смеси подразделяются на категории - в зависимости
от величины безопасного экспериментального максимального зазора БЭМЗ и на
группы - в зависимости от температуры самовоспламенения. Например,
электрооборудование подгруппы ПВ является взрывозащищенным для смесей ПА и ПВ,
но не ПС, а электрооборудование подгруппы ПО является взрывозащищенным для
смесей любой категории.
В зависимости от
наибольшей температуры поверхностей взрывозащищенного электрооборудования,
безопасной в отношении воспламенения окружающей-взрывоопасной среды
электрооборудование подразделяется на шесть температурных классов,
соответствующих группам взрывоопасных смесей. Так, электрооборудование со
знаком температурного класса Т1, является взрывозащищенным только для группы
взрывоопасных смесей Т1, а электрооборудование, имеющее температурный класс Т6,
является взрывозащищенным для любой группы взрывоопасных смесей от Т1 до Т6.
Основные термины и
определения. Помещение - пространство, огражденное со всех сторон стенами (в
том числе с окнами и дверями), покрытием (перекрытием) и полом. Пространство
под навесом, так же как пространство, ограниченное сетчатыми или решетчатыми
ограждающими конструкциями, не является помещением.
Наружная установка
- установка, расположенная вне помещения (снаружи) открыто или под навесом либо
за сетчатыми или решетчатыми ограждающими конструкциями.
Взрывоопасная зона
- помещение или ограниченное пространство в помещении или наружной установке, в
котором имеются или могут образоваться взрывоопасные смеси.
При определении
взрывоопасных зон принимается:
а) взрывоопасная
зона занимает весь объем помещения, если
объем взрывоопасной смеси превышает 5% свободного объема
помещения;
б) взрывоопасной
считается зона в помещении в пределах
до 5 м по горизонтали и вертикали от технологического аппарата,
из которого возможно выделение горючих газов или паров ЛЕЩ,
если объем взрывоопасной смеси равен или менее 5% свободного
объема помещения. Помещение за пределами взрывоопасной зоны
следует считать невзрывоопасным, если нет других факторов,
создающих в нем взрывоопасность.
Емкости и аппараты на
территории установки замедленного коксования герметизированы, что обеспечивает
надежность в работе и устраняет выделение вредных паров и газов в атмосферу.
Для предупреждения аварий
оборудования и для привлечения внимания персонала на установке предусмотрены
сигнализация и блокировка.
Производственные и ливневые сточные
воды поступают в канализационную сеть предприятия и далее на очистные
сооружения. Высота дымовой трубы должна обеспечивать рассеивание дымовых газов
в атмосфере и не допускать скопления вредных газов в районе установки и на
прилегающей к ней территории.
На установке должны быть средства
индивидуальной защиты: фильтрующие противогазы с коробкой БКФ, шланговые
противогазы, не менее двух рабочих и одного резервного с набором масок и
спасательным поясом с веревкой, респираторы, брезентовые костюмы, спецодежда
резиновые перчатки и сапоги, защитные очки. Кроме того, на установке должны
быть аварийные фильтрующие противогазы с комплектом масок всех размеров,
медицинская аптечка с необходимым набором средств для оказания первой помощи,
комплект не искрящих слесарных инструментов.
Установка обеспечивается средствами
паротушения, огнетушителями, песок, вода, асбестовые одеяла, противопожарный
инвентарь (ящики для песка, лопаты, носилки, стояки паротушения, пожарные
краны, пожарные паровые шланги с хомутами). На установке имеется также
автоматическая система тушения пожара. В случае пожара, загазованности или
несчастного случая следует немедленно звонить в пожарную часть,
газоспасательную службу и медицинский пункт, а также сообщить о происшедшем
диспетчеру предприятия. Список номеров телефонов должен быть вывешен на видном
месте в операторной.
Для предотвращения травматизма все
вращающиеся детали насосов компрессоров и вентиляторов должны быть оборудованы
защитными кожухами.
Во всех производственных и бытовых
помещениях на установке требуется постоянный воздухообмен для очистки воздуха
от вредных и взрывоопасных газов и паров с целью предотвращения создания
взрывоопасных ситуаций и превышения предельно допустимых концентраций. Для
этого в помещениях предусматривается приточно-вытяжная вентиляция:
естественная, искусственная, аварийная.
Наличие сероводорода обуславливает
образование пирофорных соединений в аппаратах. Для предупреждения воспламенения
этих соединений при подготовке аппаратов к ремонту необходимо пропарить аппарат
в течении не менее 24 часов, затем заполнить водой и медленно начать сброс воды
из аппарата с целью постепенного окисления пирофорных соединений.
Во всех случаях возникновения
аварийных ситуаций оператор должен действовать в соответствии с планом
ликвидации аварий, которых должен быть вывешен в помещении операторной на
видном месте.
.5 Пожарная безопасность
Нефть и нефтепродукты,
подвергаемые переработке на заводах, пожаро и взрывоопасны и при неправильной
организации технологического процесса или несоблюдении определенных требований
безопасности загораются, горят, вызывают пожары и взрывы, ведущие за собой
аварии, термические ожоги. Взрывы и пожары на нефтеперерабатывающих заводах
могут вызываться так называемым статистическим электричеством.
Для успешной борьбы с возникшим
пожаром необходима быстрая и точная передача в пожарную команду сообщения о
месте его возникновения. На нефтеперерабатывающих заводах для этой цели
предусматривают электрическую пожарную сигнализацию. На установках ставят
кнопочные извещатели, в которых кнопка прикрыта тонким стеклом. Между цехами,
установками, резервуарами, соединяющими горючие и легковоспламеняющиеся
жидкости, делают противопожарные разрывы, затрудняющие распространение огня
[10].
Чтобы быстро прекратить при авариях
выход наружу горючих жидкостей и тем самым уменьшить объем пожара, внутри
территории и перед вводом в ней (на расстоянии не менее 5 метров от стенки, но
не более 40 метров от нее) устанавливают задвижки.
В нефтеперерабатывающей
промышленности распространенным средством огнетушения является вода. Для
обеспечения тушения пожаров водой устраивают противопожарные водопроводы
высокого или низкого давления.
Мерой предупреждения распространения
пламени применяют огнепреградители. Их ставят под дыхательными клапанами
резервуаров, мерников, промежуточных емкостей и на другом оборудовании. В огнепреградителях
имеется насадка, о которую пламя разбивается на очень мелкие струйки, при этом
происходит очень большая теплоотдача, температура снижается и горение
прекращается.
Каждый рабочий на
нефтеперерабатывающем заводе должен отлично знать правила противопожарной
безопасности, систематически проходить инструктаж, проводимый работниками
пожарной охраны.
Для тушения легковоспламеняющихся и
горючих жидкостей на нефтеперерабатывающем заводе широко используют
огнегасительную пену. На практике применят два вида пены: химическую и
воздушно-механическую.
Для получения химической пены
применяют пеногенераторный порошок, состоящий из сернокислотного глинозема и
бикарбоната натрия, пропитанный пенообразователем- лакричным экстрактом.
Воздушно-механическая пена представляет
смесь воздуха, воды и пенообразователя. Различают пену обычной и высокой
кратности. Под кратностью пены понимают отношение объема в литрах полученной
пены к сумме объемов в литрах израсходованной воды и пенообразователя.
Для ликвидации небольших загораний
пользуются ручными пенными огнетушителями. Промышленностью выпускаются пенные
огнетушители типа ОХП-10, кроме того в эксплуатации находятся огнетушители типа
ОП-4. Для тушения применяют также ручные углекислотные огнетушители (ОЦ-2,
ОЦ-5, ОЦ-8), галоидированные ОЦБ-7, порошковые ОПС-10 и другие огнетушители.
Нефтеперерабатывающие производства
по взрывопажарной опасности относятся к категории “А”
.6 Производственное освещение
Рациональное освещение
производственных помещений и заводской территории имеет большое гигиеническое
значение. С увеличением освещенности до известных пределов усиливается острота
зрения, то есть способность глаза раздельно видеть две близко расположенные
точки, увеличивается скорость, с какой глаз различает отдельные и особенно
движущиеся предметы, длительное время сохраняется устойчивость зрения без
утомления. При правильном освещении облегчается труд рабочего, действия людей
становятся более быстрыми и уверенными, снижается опасность травматизма.
Чтобы обеспечить
необходимые благоприятные условия для работы, степень освещенности в
производственных помещениях нормируется. В зависимости от условий труда
санитарными нормами определена освещенность на рабочем месте от 5000 до 50 лк.
Освещение должно быть не
только достаточным, но и равномерным, чтобы не было не было резкого перехода из
очень светлого места в темное и наоборот, поскольку требуется некоторое время,
чтобы глаз мог приспособится к другой степени освещенности. Кроме того, свет не
должен слепить глаза рабочих, при прямом попадании или отражении от гладких
поверхностей. Это достигается правильным устройством осветительной арматуры,
расположением светильников на определенной высоте, рациональным их размещением
[ 12 ].
Оборудование
осветительных устройств нужно правильно эксплуатировать, своевременно заменять
перегоревшие лампы, очищать загрязнения стен и потолка. Загрязнения стен и
потолка может привести к снижению уровня освещенности на 10-30%. Необходима
систематическая очистка оконных стекол.
7.7 Шум и вибрация
Шум и вибрация
представляют собой механические колебания, распространяющиеся в газообразной,
жидкой и твердой средах. Если число колебаний в секунду не превышает 16, то они
воспринимаются как вибрация. Колебания, распространяющиеся через воздух с
частотой от 16 до 20 000 в секунду, воспринимаются как шум, колебания с
частотой свыше этого предела ухом человека не ощущаются и называются
ультразвуковыми. Однако нельзя провести точной границы, она зависит от
субъективного восприятия каждого человека [11].
Вибрация и шум
неблагоприятно отражаются на организме человека. Помимо того, что вибрация
приводит к преждевременному износу деталей механизмов, а иногда и к авариям,
она вызывает так называемую вибрационную болезнь. Болезнь проявляется в виде
болей в руках, особенно ночью, в мышечной слабости и быстрой утомляемости;
особенно неблагоприятно вибрация отражается на женском организме.
Шум вредно действует на
сердечно-сосудистую и нервную систему организма, вызывает снижение слуха и даже
стойкую глухоту, является причиной снижения работоспособности, ослабления
памяти, внимания, остроты зрения, что увеличивает возможность травматизма.
Для устранения уровня
шума и вибраций, создаваемых электродвигателями насосов и компрессоров, а так
же от шума создаваемого от движения продуктов установки по трубам, по
реакторам, сепараторам, форсункам распылительного двигателя, применяют ряд мер.
Например при конструировании машин и оборудования, там где это возможно,
заменяют возвратно-поступательное движение вращательным, применяют лучшие кинематические
схемы с более равномерным ходом, ослабляют звучание ударных частей, уменьшая
размах колебаний и ограничивая размеры поверхностей соударяющихся деталей,
уравновешивают движущиеся части. Вместо металлических деталей все шире
применяют бесшумные пластмассовые.
Большое значение для
снижения шума и вибрации имеет правильное эксплуатирование оборудования [ 11].
.8 Электробезопасность
Опасность электрического
тока усугубляется тем, что во многих случаях его действие является неожиданным.
Под током могут оказаться не только токоведущие части, но и те части, где тока
не должно быть. Действие тока на организм человека очень сильно и нередко
заканчивается смертельным исходом. Поэтому обращение с электрическим током
требует знания его свойств, правильного применения, особого внимания и
осторожности.
Поражение электрическим
током существенно отличаются от других видов производственных травм.
Различаются электрические удары, когда током поражается весь организм, и
электротравмы, результатом которых являются местные внешние поражения тела-
ожоги.
Нефтеперерабатывающие
заводы являются потребителями большого количества электроэнергии, применяемой
почти на всех участках производства. Поэтому нельзя забывать, что электрический
ток опасен, если неправильно и неумело им пользоваться [12].
Опасность электрического
тока велика, поэтому разработаны меры по ее предотвращению. Обеспечиваются
условия недоступности для всех токоведущих частей установок. Ограждение
токоведущих частей может быть предусмотрено конструкцией оборудования. Если не
токоведущие части оказываются под напряжением, например при порче изоляции,
применяют защитное заземление. Кроме заземления для защиты от перехода
напряжения на нетоковедущие части оборудования применяют защитное отключение.
Это устройство автоматически выключает электроток при переходе его на
металлические части оборудования. Надежным средством защиты от поражения током
являются так же блокировочные устройства.
Расчет защитного заземления. Устанавливается необходимое по ПУЭ
допустимое сопротивление заземляющего устройства Rзм
Rзм = 4 Ом
Определяется необходимое
сопротивление искусственного заземлителя с учетом использования естественных
заземлителей включенных параллельно.

где Rзм - допустимое сопротивление заземляющего устройства;
Rе
- сопротивление естественного заземлителя;u - сопротивление
искусственного заземлителя.
Естественные заземлители
- металлические конструкции, арматуры железобетонных конструкций (в случаях,
допускаемых ПУЭ), трубопроводы и оборудование, имеющие надежное соединение с
землей. Допустимое сопротивление - 10 Ом.
В качестве искусственных
заземлителей используют вертикально расположенные стальные трубы, угловую
сталь, металлические стержни, а также горизонтально расположенные стальные
полосы и др.
Удельное сопротивление
грунта принимаем на основании (1) р = 100 Ом´м. Определяем сопротивление вертикальной пластины электрода с учетом
ее длины
а = 2м b =2 м
Сопротивление грунта с
учетом климатической зоны определяется по формуле:
rрасч = r ´ n = 4,5 ´ 100 =
450 Ом´м,
где n = 4,5 ¸ 7,0 - коэффициент удельного сопротивления грунта в данной
климатической зоне при глубине залегания 0,8 м.
Rв.о Ом
Ом
Определяем примерное
число вертикальных заземлителей при коэффициенте использования Кu = 0,9.
h
= Rb.o
/ Кu ´ Ru = 56 / (0,9 ´
6,6) = 9,42 шт.
Принимаем число
вертикальных заземлителей равным 9 штукам.
Определяем сопротивление
горизонтальных соединительных элементов с учетом их длины.
Размеры горизонтальной полосы из
стали.
Rг= ,
, 
где b - ширина пластины;
L
- длина пластины;
f-
длина соединительных пластин. b=0,2м,
L=4M, f=0,8M
Rг= Ом
Ом
Уточняем необходимое сопротивление
вертикальных электродов с учетом сопротивления горизонтальных пластин.
Rв= Ом
Ом
Уточняем число вертикальных
электродов с учетом коэффициента использования.
n= = 8,23
= 8,23
Из расчетов следует, что
необходимое число электродов - 8 штук.
Вывод: Рассчитанное в
данной главе заземление удовлетворяет требованиям и способно эффективно
функционировать.
.9 Разработка защитных
мероприятий от ударов молний
Молниезащита зданий
различных категорий имеет свои особенности. Здания и сооружения первой
категории всегда защищаются от прямых ударов молнии, от вторичных проявлений
молнии и от заноса высоких потенциалов. От прямых ударов молнии они защищаются
при помощи молниеотводов, надземные и подземные токопроводящие элементы которых
должны быть изолированы от частей защищенного объекта и от любых металлических
элементов, имеющих связь с защищающим объектом. Не высокие сооружения, до 15
метров, защищаются отдельно стоящими молниеотводами или молниеотводами,
установленными на самом сооружении, но изолированными от него. Сопротивление
растеканию заземлителя не должно превышать 10 Ом, а в условиях грунтов с
большим удельным сопротивлением 40-50 Ом. Для высоких сооружений, 30 метров и
более, неизолированные молниеотводы устанавливаются на самом объекте с
токоотводами, прокладываемыми по стенам, но с соблюдением следующих
дополнительных мероприятий. Импульсное сопротивление заземлителей не должно
превышать 5 Ом. Заземлитель выполняется в виде контура, охватывающего все
сооружение. На отдельных уровнях. этажах, выравнивают потенциалы между
токоотводами и всеми металлическими деталями сооружения посредством замкнутого
металлического контура, соединяющего все токоотводы, элементы конструкций и
оборудования внутри здания [ 10].
Произведем расчет
молниеотвода для реактора риформинга, который имеет общую свою высоту равную
10,7 метра, а диаметр реактора равен 2,4 м. Для обеспечения 100 процентного
поражения молниеотвода, возьмем длину молниеотвода на 10 процентов больше
расчетной длинны.
Зона защиты одиночного
молниеотвода образует “шатер”, радиус которого  на высоте защищаемого
объекта
на высоте защищаемого
объекта  определяется
по формуле
определяется
по формуле
где,  -
коэффициент, равный 1 для молниеотвода при
-
коэффициент, равный 1 для молниеотвода при  м;
м;  м
- радиус защиты на высоте ;
м
- радиус защиты на высоте ;
 м
- высата защищаемого объекта;
м
- высата защищаемого объекта;  м - превышение высоты
молниеотвода над высотой защищаемого объекта.
м - превышение высоты
молниеотвода над высотой защищаемого объекта.
Подставив данные цифры в
уравнение, получим

Преобразуя данное уравнение,
получим:

Решив уравнение, получим
высоту молниеотвода  м,
увеличив его длину на 10 % получим общую высоту равную 13,3 м.
м,
увеличив его длину на 10 % получим общую высоту равную 13,3 м.
Вывод. Разработка
расчета молниеотвода способствует защите трудящихся и оборудования завода от
ударов молний, и от создания пожароопасной обстановки.
8. Охрана окружающей среды
Промышленные процессы
происходящие на нефтеперерабатывающих заводах сопровождаются выбросами в
атмосферу и в окружающую среду отработанными газами и загрязненной водой.
Принципиальное направление охраны окружающей среды от промышленных отходов
заключается в создании так называемых безотходных или малоотходных технологических
процессов, при которых вредные выбросы отсутствуют или являются небольшими. Те
отходы, для которых пока еще не найдены пути использования, подвергают такой
степени очистки, чтобы при их выбросе не нарушались установленные санитарные
нормы. При эксплуатации технологического оборудования и очистных устройств
ведут процесс так, чтобы максимально снизить количество и концентрацию выбросов
и внедряют технологические процессы, обеспечивающие уменьшение отходов и их
максимальную утилизацию.
Предприятия нефтеперерабатывающей
промышленности выбрасывают в атмосферу значительное количество газов и пыли.
Современный нефтеперерабатывающий завод выбрасывает в воздух углеводороды,
окись углерода, получающуюся от сгорания топлива в печах технологических
установок и газа на факелах, сернистый ангидрид, от сгорания серы содержащейся
в топливе, сероводород, выделяющийся при хранении и переработке сернистых
нефтей.
Органами санитарного
надзора установлены нормы предельно допустимых концентраций различных вредных
веществ в атмосферном воздухе, при соблюдении которых эти вещества не оказывают
вредного воздействия на организм людей. Для охраны атмосферного воздуха прежде
всего используют технологические мероприятия, направленные на уменьшение,
исключения или возврата выбросов в производство.
Большое количество
углеводородов или сероводорода выделяются через барометрические конденсаторы,
поэтому при проектировании их стараются заменить конденсаторами поверхностного
типа, эксплуатируемыми почти без газовыделений. Автоматизация и блокировка
процессов, осуществляемых под давлением, позволяют исключить повышение давления
выше расчетных параметров и тем самым исключить выбросы из предохранительных
клапанов.
Большое значение имеют
планировочные мероприятия. Согласно санитарным нормам проектирования
промышленных предприятий, производства, выделяющие вредные выбросы, отделяются
от жилых районов санитарно-защитными зонами. В зависимости от характера и
количества выделяемых вредных веществ установлено пять классов
санитарно-защитной зоны шириной от 1000 метров до 50.
Степень загрязнения
атмосферного воздуха зависит так же от высоты выброса. Поэтому для
организованных выбросов, расчетом определяют целесообразную высоту выбросных
труб с учетом скорости и направления господствующих ветров, температуры. Помимо
загрязнения воздуха, нефтеперерабатывающие заводы потребляют для
технологических нужд большое количество воды, часть которой после использования
сбрасывается в водоемы, что наносит не меньший экологический урон, чем
загрязнение воздуха. Сбрасывание воды можно разделить на два вида, условно
чистые и загрязненные.
К загрязненной воде,
относится вода, соприкасающаяся с нефтепродуктами и реагентами. Это воды с
электрообессоливающих установок, спускные воды из резервуаров, кислые и
щелочные стоки, фенолсодержащие воды с установок селективной очистки масел и
воды из барометрических конденсаторов.
К условно чистой воде,
относится вода, не соприкасающаяся с нефтепродуктами, а использованная главным
образом для охлаждения или нагревания закрытой теплообменной аппаратуры.
Условно чистая вода может содержать нефтепродукты и другие химические вещества
при нарушениях герметичности аппаратуры и при других неполадках в производстве.
Существуют различные
методы очистки производственных сточных вод. В нефтеперерабатывающей
промышленности основными являются механический, физико-химический и
биологический методы очистки сточных вод.
При механической очистке
из сточной воды выделяются содержащиеся в ней нерастворимые загрязнения: нефть,
нефтепродукты, минеральные примеси, крупные плавающие частицы. Основную массу
нефтепродуктов из стоков вылавливают в нефтеловушках. После ловушек в
зависимости от производственных условий стоки направляют в пруды-отстойники для
дополнительного отстоя или на установки доочистки. Очищенная вода, как правило,
идет на повторное использование в производстве. На многих предприятиях
устанавливают аварийные амбары, чтобы принять нефтепродукты, которые могут
попасть в канализацию в больших количествах при авариях или при смыве их
ливнями с территории завода.
На заводах условно
чистые промстоки после их охлаждения на аппаратах воздушного охлаждения, а
загрязненные стоки после той или иной очистки, сбрасывают в водоемы во все
меньших и меньших количествах; их возвращают в производство. Такое повторное
использование воды называется оборотным водоснабжением, оно позволяет не только
экономить свежую воду, что часто важно, поскольку нефтеперерабатывающие заводы
нуждаются в большом количестве воды, но самое главное - уменьшить загрязнение
водоемов.
Обратное водоснабжение
является наиболее прогрессивным способом. На новых нефтеперерабатывающих
заводах 95-98% потребляемой воды находится в обороте. В стадии разработок
находятся такие системы, которые позволяют создать полностью замкнутые циклы
водоснабжения и канализации и вообще исключить сброс сточных вод в водоемы.
Для каждого вещества,
загрязняющего атмосферный воздух населенных мест, устанавливаются два
норматива: максимальная разовая и среднесуточная предельно допустимая
концентрация (ПДКМ. р, ПДКсс)- Данные о ПДК вредных
веществ, выбрасываемых НПЗ в воздух населенных мест.Отходы НПЗ, попадая в
водную среду, отрицательно влияют на качество воды и санитарные условия жизни и
водопользования населения. Это связано с особенностями поведения веществ, сбрасываемых
со сточными водами НПЗ в водоемы, и прежде всего нефти.
Согласно «Правилам
охраны поверхностных вод от загрязнения сточными водами» (М., 1975) все сточные
воды, отводимые промышленными предприятиями, не должны ухудшать санитарного
состояния любого водоема и потому подлежат очистке. Количество вредных веществ,
которое разрешается сбрасывать в водоем со сточными водами.
При гигиеническом
нормировании химических веществ в почве исходят из установления концентраций
веществ, которые гарантировали бы поступление их в контактирующие с ним среды
на уровне величин, не превышающих ПДК для водоема и воздуха, и допустимых
концентраций вредных веществ в выращиваемых культурах.
Самым крупным
источником загрязнения атмосферного воздуха являются заводские резервуары для
нефти и нефтепродуктов. Выброс осуществляется через специальные дыхательные
клапаны, через открытые люки, возможные неплотности в кровле резервуаров и при
заполнении резервуаров нефтью или нефтепродуктами. Загрязнение атмосферы
происходит в результате испарения нефти и нефтепродуктов с открытых
поверхностей очистных сооружений.
При потере сухих
газов неизбежно теряется и сероводород, содержание которого в атмосферном
воздухе не должно превышать 0,008 мг/м3. Потери сероводорода зависят
от схемы сероочистки газов. Потери сероводорода ниже, если газ очищается до
газофракционирования. В случае обессеривания газа после газофракционирования
наблюдаются существенные потери сероводорода.
Для выделения
сероводорода из газов могут быть использованы следующие процессы с получением
концентрированного сероводорода: поглощение растворами этаноламинов; поглощение
холодным метанолом; поглощение раствором трикалийфосфата; вакуум-карбонатный
метод и др., а также процессы с получением элементарной серы: мышьяково-содовый
метод; щелочно-гид-рохиноновый метод; горячий поташный метод; сухой метод с
использованием гидроксида железа; поглощение активным углем и др.
Процесс косорб
разработан американской фирмой. Процесс позволяет выделять высокочистый оксид
углерода из газов нефтепереработки, газов риформинга и др. Применяемый
растворитель косорб состоит из активного компонента СиА1С14 в
толуоле. Растворитель образует комплекс с оксидом углерода. Газ, поступающий на
очистку, должен быть осушен и из него должны быть удалены сероводород, диоксид
серы и аммиак. Степень очистки от оксида углерода - 99%. Растворитель,
насыщенный оксидом углерода, подают в отпарную колонну, с верха которой
отбирают газ, содержащий более 99% оксида углерода.
Процесс косорб
имеет ряд преимуществ перед существующими способами извлечения оксида углерода.
Здесь нет высоких давлений и низких температур, аппаратура изготовляется из
углеродистой стали, достигается высокая чистота оксида углерода. Для извлечения
оксида углерода из газов применяют также и другие способы.
Один из основных
видов твердофазных отходов некоторых НПЗ - кислые гудроны. Это смолообразные
высоковязкие массы различной степени подвижности, содержащие в основном серную
кислоту, воду и разнообразные органические вещества (от 10 до 93%), В зависимости
от содержания основных веществ кислые гудроны обычно делятся на два вида- с
большим содержанием кислоты (>50% моногидрата) и с высоким содержанием
органической массы (>50%).
Количества кислых
гудронов на НПЗ весьма значительны, однако степень использования их пока не
превышает 25%.
Усовершенствование
конструкций резервуаров сырьевых и товарных парков - одно из самых эффективных
средств снижения потерь нефтепродуктов при «дыхании» резервуаров. Направления
усовершенствования; замена резервуаров с шатровой крышей на резервуары с
плавающими крышами, понтонами или резервуары, работающие при избыточном
давлении; применение для светлых нефтепродуктов герметичных резервуаров,
соеди-(в %).' нефтепродуктов до 20, механических примесей 5-1 воды 70-75.
Нефтяной шлам,
собираемый со всех точек его образования, направляется в шламонакопители,
На биологических
очистных сооружениях (БОС) сточных вод НПЗ образуется избыточный активный ил.
На каждые 1000 м3/ч очищенных вод образуется 2 м3/ч
избыточного активного ила влажностью 98%. Активный ил представляет собой
суспензию с аморфными хлопьями, включающими аэробные бактерии и простейшие
микроорганизмы, а также мелкие и адсорбированные загрязнения из сточных вод.
При хранении и уплотнении он быстро загнивает, Активный ил загрязнен
патогенными микроорганизмами (кокки, палочки, спириллы, возбудители
желудочно-кишечных и других заболеваний, яйца гельминтов). Большая часть влаги
ила находится в связанном состоянии, поэтому он обладает плохой водоотдачей.
Элементарный состав
сухого активного ила (в %): С 44-75,8; Н 5-8,2; О 12,5-43,2; N 3,3-9,8; 3
0,9-2,7. Минеральная часть ила содержит соединения кремния, алюминия, железа,
кальция, магния, калия, натрия, цинка, никеля, хрома и др, откуда газы
откачиваются; улавливание попутных газов из нефти, поступающей с промыслов;
использование резервуаров с изотермическими условиями хранения; устройство
газоуравнительных систем, связывающих резервуары
Для сбора паров
нефтепродуктов при наливе можно использовать схему, разработанную фирмой
Уарогех (Анагейм, шт. Калифорния, США). Она обеспечивает улавливание более 95%
паров бензина, содержащихся в газе. Система состоит из четырех основных блоков;
собственно улавливания, компрессорного, охлаждения, изолированной емкости.
Последняя предназначена для хранения хладагента при температуре -12 °С. Фирмами
(Япония) также создана и пущена установка улавливания паров бензина. Установка
компактна, работает автоматически, выполнена в виде трех блоков: абсорбции,
сжатия и охлаждения.
Установка по
улавливанию углеводородов при наливе бензина, в которой бензин используется для
повышения содержания паров углеводородов выше верхнего предела взрываемости.
Улавливаемые углеводороды сжигаются,
Снизить потери
нефтепродуктов и загрязнение окружающего атмосферного воздуха позволяют
следующие мероприятия: уменьшение выбросов предохранительных клапанов
(автоматическое регулирование давления в аппаратах, расчетное рабочее давление
в аппаратах на 20% должно превышать оперативное технологическое); перевод
технологических установок на прямое питание и передачу готовой продукции в
товарные резервуары, минуя
Сточные воды,
отводимые от технологических установок, катализаторных фабрик, сернокислотного
цеха, реагентного хозяйства и др.» содержащие неорганические кислоты и щелочи,
подлежат нейтрализации на локальных установках, проектируемых по общесоюзным
нормам (СНиП 1 1-32- 74). Перед нейтрализацией из стоков удаляют нефтепродукты
и собирают их в резервуары-усреднители. Резервуары-усреднители для кислых и
щелочных стоков должны быть оборудованы автоматическими дозаторами или
насосами, обеспечивающими равномерное поступление кислых или щелочных сточных
вод на нейтрализацию. Нейтрализованные стоки сбрасываются в сеть II системы канализации.
Для очистки этих
сточных вод на площадке установки должны быть предусмотрены локальные
продуктоловушки по типу нефтеловушек (см. рис. 6Л5), вместимость которых
соответствует 4-часовому расходу сточных вод. Число секций в продуктоловушках
должно быть не менее двух. В продуктоловушках следует предусматривать подогрев
для поддержания парафина в жидком состоянии.
Характеристика
сточных вод после продуктоловушки!
Парафин, мг/л ...
ВПК полн., мг 02/л 7200
ХПК, мг 02/л
. . . 9200
рН ..4
Уловленные парафин
и жирные емкость. Сточные воды нейтрализуются и логические очистные сооружения.
Для очистки
производственных сточных вод НПЗ предусматриваются следующие комплексы очистных
установок и сооружений: локальные установки для очистки производственных
сточных вод, загрязненных некоторыми веществами; сооружения механической и
физико-химической очистки сточных вод раздельно для I и II систем канализации;
сооружения биологической очистки сточных вод раздельно для I и II систем канализации;
сооружения доочистки биологически очищенных сточных вод; сооружения по
разделению (обезвоживанию) нефтепродуктов; сооружения по обработке и ликвидации
нефтяного шлама и осадка.
С целью уменьшения
объема отработанных щелочей в общем балансе сточных вод и сброса фенолов и
сернистых соединений разработан и внедрен процесс карбонизации концентрированным
диоксидом углерода.
Отработанная щелочь
собирается в мерник 1 вместимостью 40 м3, где разбавляется водой до
необходимой концентрации, и через теплообменник перекачивается в отстойник.
Далее вода направляется на колонну-реактор, оборудованную маточником для подачи
диоксида углерода. Стекая по тарелкам, раствор реагирует с диоксидом углерода.
Выделяющиеся при этом сероводород, меркаптаны, фенолы и пары нефтепродуктов
отдуваются с непрореагировавшим диоксидом углерода и сбрасываются на дожигание
в печь установки АТ.
Температура
процесса 90-95 °С, давление диоксида углерода 50 кПа. Карбонизированная щелочь
может быть использована для защиты от коррозии оборудования АВТ путем
защелачивания нефти.
Технологические
конденсаты составляют 5-7% всех сточных вод НПЗ с глубокой переработкой нефти.
Основными загрязняющими компонентами, содержащимися в технологических
конденсатах, являются фенолы, сульфиды и гидросульфиды аммония.
На рисунке дана
схема обезвреживания сульфидсодержащих технологических конденсатов методом
десорбции углеводородным газом.^ Конденсат нагревается до температуры 95-98 °С,
при которой^основная масса гидросульфида аммония разлагается на свободный
сероводород и аммиак. Процесс проводят при давлении 0,02-0,03 МПа, расходе
углеводородного газа 100 м3 на 1 м3 конденсата.
Сероводород и аммиак уносятся током газа из десорбера и направляются на
моноэтаноламиновую очистку. Сероводород используют в производстве серной
кислоты, аммиак - как удобрение для сельского хозяйства. Очищенный конденсат
сбрасывается в I систему канализации.
9. Технико-экономические показатели процесса
Обоснование годовой производственной
мощности. На основе режима работы установки и графика планово-предупредительных
ремонтов определяем эффективный фонд работы установки по данным, приведенным
ниже в таблице, в днях.
Таблица 9.1
Эффективный фонд времени работы
установки
|
Календарный фонд времени Простой выходные и праздничные дни
капитальный ремонт текущий ремонт по технологическим причинам Итого:
|
365 - 19 4 2 25
|
Эффективный фонд времени работы
оборудования составляет
- 25 = 340 дней, или 8160 часов.
Для дальнейших расчетов нам
необходимо рассчитать коэффициент использования оборудования во времени:

На установке ведущим
оборудованием является установка замедленного коксования, производительность
которой составляет 650 000 т/год или 79656,8 кг/ч. Годовая мощность установки:
по бензиновой фракции,
сырью
,8 ´
8160 = 650 000 000 кг или 650 000 т
по коксу
000 ´
0,28 = 182000 т
Расчет капитальных
затрат. С учетом затрат на контрольно-измерительные приборы, трубопроводы и
производственные здания полная стоимость основных производственных фондов
составляет 24 639 300 тенге.
Таблица 9.2
Расчет стоимости
оборудования
|
Оборудование
|
К-во
|
Ст-ть оборудования
|
Затраты на монтаж оборудования
|
Полная сметная стоимость
|
Амортизация
|
|
|
Тыс. тенге
|
Всего
|
|
|
%
|
Тыс. тенге
|
|
Коксовые камеры
|
4
|
1635
|
6540
|
327
|
6867
|
12,6
|
865,24
|
|
Переключающие краны
|
1
|
1940
|
1940
|
97
|
2037
|
12,6
|
256,66
|
|
Конденсаторы воздушного охлаждения
|
6
|
105
|
630
|
31,5
|
661,5
|
12,6
|
83,35
|
|
Теплообменники
|
1
|
1120
|
1120
|
56
|
1176
|
12,6
|
148,18
|
|
Насосы
|
1
|
780
|
780
|
39
|
819
|
12,6
|
103,19
|
|
Ректификационная колонна
|
1
|
1920
|
1920
|
96
|
2016
|
12,6
|
254,02
|
|
Холодильники
|
4
|
345
|
1380
|
69
|
1449
|
12,6
|
182,57
|
|
Газосепараторы
|
2
|
355
|
710
|
35,5
|
745,5
|
12,6
|
93,93
|
|
Отпарные колонны
|
1
|
1650
|
1650
|
82,5
|
1732,5
|
12,6
|
|
Емкости
|
2
|
1026
|
2052
|
102,3
|
2154,6
|
12,6
|
271,48
|
|
Стабилизационная колонна
|
1
|
1644
|
1644
|
82,2
|
1726,2
|
12,6
|
217,50
|
|
Кипятильники
|
2
|
1225
|
2450
|
122,5
|
2572,5
|
12,6
|
324,14
|
|
Печи
|
2
|
325
|
650
|
32,5
|
682,5
|
12,6
|
86,00
|
|
|
|
|
|
|
|
|
|
Итого
|
|
|
23466
|
1173,3
|
24639,3
|
|
3104,55
|
|
|
|
|
|
|
|
|
|
Таблица 9.3
График работы
|
Бригада
|
Дни месяца
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1-я 2-я 3-я 4-я 5-я
|
1 2 B
B 3
|
1 В 2 B
3
|
B
3 2 1 B
|
2 3 B 1 B
|
2 B 3 B 1
|
B B 3 2 1
|
3 1 B 2 B
|
3 1 B B 2
|
B B 1 3 2
|
B 2 1 3 B
|
Организация производства. На
установке осуществляется аппаратный процесс непрерывного действия. Длительность
рабочего дня - 6 ч. Для ведения процесса и обеспечения отдыха персонала
проектируется 5-сменный график с продолжительностью рабочего рабочей смены 8 ч.
Первая смена работает с
8 до 16 часов, вторая - с 16 до 24 часов, третья с 0 до 8 часов, В - выходной,
время отдыха между сменами 48 часов.
Баланс рабочего времени одного
рабочего в днях:
Календарный фонд рабочего времени
365
Выходные дни 73
Номинальный фонд рабочего времени
292
Очередной отпуск 15
Дополнительный отпуск за вредность
12
Выполнение общественных обязанностей
2
Болезни 5
Эффективный фонд рабочего времени
258
Расчет численности персонала. Для определения норм обслуживания
оборудования необходимо установку разделить на зоны обслуживания с учетом
состава работы, уровня механизации и автоматизации отдельных операций и
приемов. Установку делим на две зоны обслуживания. В состав комплексной
технологической бригады в смену входят старший оператор VI разряда, старший в
смене, который руководит работой бригады. Он обязан вести процесс в полном
соответствии с технологической инструкцией, аккуратно и точно заполнять
технологический журнал, при сдаче и приеме смены проверять состояние
оборудования и фактическое наличие сырья. Старший оператор отвечает за
соблюдение технологического режима, количество продукции, экономное
использование ресурсов, выполнения правил техники безопасности и
противопожарного режима.
Оператор V разряда обязан следить за
состоянием и работой системы реакторов, насосов, проверять состояние емкостей и
трубопроводов. Он отвечает за соблюдение правил пуска и остановки оборудования,
режима эксплуатации оборудования, дозировку, своевременные отборы проб для анализа.
Все члены комплексной бригады могут обслуживать две - три зоны.
Таблица 9.4
Численность производственных рабочих
|
Рабочие
|
Численность
|
Разряд
|
Часовые тарифные ставки, тенге
|
|
Старший оператор Операторы установок Машинисты компрессоров
Машинисты насосов Всего:
|
4 8 4 4 4 24
|
VI V IV VI V
|
210 178 172 195 183
|
Расчет годового фонда заработной платы. У производственных рабочих
число человек-смен в году 365´3=1095;
число праздничных смен 8´3=24.
Старший оператор
Оплата по тарифу 1095 ´ 210 ´ 8 = 1
845 206 тенге
Сумма премий 1 845 206 ´ 0,2 = 369 041 тенге
Доплата за работу
в ночное время (1 845 206 ´ 0,2) / 3 = 123 013 тенге
в праздничные дни 24 ´ 210 ´ 8 = 40
442 тенге
Основная заработная плата 1 845 206
+ 369 041 + 123 013 + 40 442 = = 2 377 704 тенге
Оплата дней отпуска (2 377 704 /
258) ´ 27 =
248 829 тенге
Оплата дней выполнения
общественных обязанностей (2 377 704
/ 258) ´ 2 = 18 431 тенге
Дополнительная заработная плата 248
829 + 78 431 = 267 261 тенге
Машинист VI разряда
Оплата по тарифу 1095 ´ 195 ´ 8 = 1
716 346 тенге
Сумма премий 1 716 346 ´ 0,2 = 343 269 тенге
Доплата за работу
в ночное время (1 716 346 ´ 0,2) / 3 = 114 423 тенге
в праздничные дни 24 ´ 195 ´ 8 = 37
618 тенге
Основная заработная плата 1 716 346
+ 343 269 + 114 423 + 37 618 =
= 2 211 657 тенге
Оплата дней отпуска (2 211 657 /
258) ´ 27 =
231 452 тенге
Оплата дней выполнения
общественных обязанностей (2 211 657
/ 258) ´ 2 = 17 144 тенге
Дополнительная заработная плата 231
452 + 17 144 = 248 597 тенге
Машинист V разряда
Оплата по тарифу 1095 ´ 183 ´ 8 = 1
608 686 тенге
Сумма премий 1 608 686 ´ 0,2 = 321 737 тенге
Доплата за работу
в ночное время (1 608 686 ´ 0,2) / 3 = 107 245 тенге
в праздничные дни 24 ´ 183 ´ 8 = 35
258 тенге
Основная заработная плата 1 608 686
+ 321 737 + 107 245 + 35 258 =
= 2 072 928 тенге
Оплата дней отпуска (2 072 928 /
258) ´ 27 =
216 934 тенге
Оплата дней выполнения
общественных обязанностей (2 072 928
/ 258) ´ 2 = 16 069 тенге
Дополнительная заработная плата 216
934 + 16 069 = 233 003 тенге
Оператор V разряда
Оплата по тарифу 1095 ´ 178 ´ 8 = 1
562 083 тенге
Сумма премий 1 562 083 ´ 0,2 = 312 416 тенге
Доплата за работу
в ночное время (1 562 083 ´ 0,2) / 3 = 104 138 тенге
в праздничные дни 24 ´ 178 ´ 8 = 34
237 тенге
Основная заработная плата 1 562 083
+ 312 416 + 104 138 + 34 237 =
= 2 012 876 тенге
Оплата дней отпуска (2 012 876 /
258) ´ 27 =
210 649 тенге
Оплата дней выполнения
общественных обязанностей (2 012 876
/ 258) ´ 2 = 15 603 тенге
Дополнительная заработная плата 210
649 + 15 603 = 226 253 тенге
Оператор IV разряда
Оплата по тарифу 1095 ´ 172 ´ 8 = 1
509 961 тенге
Сумма премий 1 509 961 ´ 0,2 = 301 992 тенге
Доплата за работу
в ночное время (1 509 961 ´ 0,2) / 3 = 100 664 тенге
в праздничные дни 24 ´ 172 ´ 8 = 33
095 тенге
Основная заработная плата 1 509 961
+ 301 992 + 100 664 + 33 095 =
= 1 945 712 тенге
Оплата дней отпуска (1 945 712 /
258) ´ 27 =
203 621 тенге
Оплата дней выполнения
общественных обязанностей (1 945 712
/ 258) ´ 2 = 15 083 тенге
Дополнительная заработная плата 203
621 + 15 083 = 218 704 тенге
Годовой фонд заработной
платы рабочих с отчислениями на социальное страхования
11 814 698 ´ 1,14 = 13 468 755
на одну тонну продукта
 тг/т
тг/т
Удельные расходные нормы
гудрона:
 тонны
тонны
Удельная норма расхода
электроэнергии 130 кВт´ч, принимаем равной действующей установки.
Расчет калькуляции себестоимости продукции. Удельная норма расхода
воды, принимаем равной действующей установки, вода оборотная - 21 м3.
Расходы на содержание и эксплуатацию
оборудования
Содержание рабочих машин и
силового оборудования (3 % от
стоимости) 739 179 тенге
Текущий ремонт рабочих машин
и силового оборудования (6 % от
стоимости) 1 478 358 тенге
Итого 2 217 537 тенге
Общецеховые расходы
Содержание цехового персонала 1 150
226 тенге
Таблица 9.5
Расчет годового фонда заработной
платы производственных рабочих
|
Показатели
|
Старший опера-тор
|
Маши-нист
|
Маши-нист
|
Опера-тор
|
Опера-тор
|
Всего
|
|
Разряд Длительность смены ч. Явочное число в смену Число смен в
году Часовая тарифная ставка
|
VI 8 1 1095 210
|
VI 8 1 1095 195
|
V 8 1 1095 183
|
V 8 2 1095 178
|
IV 8 1 1095 172
|
6
|
|
Основная заработная плата
|
Оплата по тарифу
|
1845206
|
1716346
|
1608686
|
1562083
|
1509961
|
|
|
премии
|
размер, %
|
20
|
20
|
20
|
20
|
20
|
|
|
|
сумма тг.
|
369041
|
343269
|
321737
|
312416
|
301992
|
|
|
Доплата за работу
|
в ночное время
|
123013
|
114423
|
107245
|
104138
|
100664
|
|
|
|
в праздничные дни
|
40442
|
37618
|
35258
|
34237
|
33095
|
|
|
Итого
|
2377704
|
2211658
|
2072928
|
2012876
|
1945712
|
10620879
|
|
Дополнительная заработная плата
|
оплата дней отпуска
|
248829
|
231452
|
216934
|
210649
|
203621
|
1111487
|
|
оплата дней выполнения общественных обязанностей
|
18431
|
17144
|
16069
|
15603
|
15083
|
82332
|
|
Всего:
|
|
|
|
|
|
11814698
|
Таблица 9.6
Материальный баланс
процесса
|
Показатели
|
%масс
|
т/год
|
т/сутки
|
т/час
|
|
Поступило:
|
|
|
|
|
|
Гудрон
|
100
|
650000
|
1911,8
|
45882,4
|
|
Всего:
|
100
|
650000
|
1911,8
|
45882,4
|
|
Получено:
|
|
|
|
|
|
Газ
|
10,5
|
68250
|
200,7
|
4817,6
|
|
Бензин
|
8
|
52 000
|
152,9
|
3670,6
|
|
Легкий газойль
|
24,3
|
157 950
|
464,6
|
11149,4
|
|
Тяжелый газойль
|
27,2
|
176 800
|
520,0
|
12480,0
|
|
Кокс
|
28
|
182 000
|
535,3
|
12 847,1
|
|
Потеря
|
2
|
13 000
|
38,2
|
917,6
|
|
Всего:
|
100
|
650000
|
1911,8
|
45882,4
|
Содержание здания 22 740 тенге
Текущий ремонт здания 45 480 тенге
Амортизация здания 61 398 тенге
Расходы на рационализаторство 273
863 тенге
Расходы на охрану труда 2 126 645
тенге
Итого 3 680 352 тенге
Всего по смете 5 897 889 тенге
Цеховые расходы на 1 тонну продукции
 тенге
тенге
Общезаводские расходы,
отнесенные на себестоимость продукции установки, составляют 15 934 597 тенге на
1 тонну продукции:
 тенге
тенге
Внепроизводственные
расходы в год 3 180 368 на 1 тонну продукции:
 тенге
тенге
Рентабельность продукции:
Таблица 9.7
Проектная калькуляция
себестоимости кокса
|
Статьи затрат
|
цена 1 тонны тенге
|
Расход
|
|
|
на 1 тонну продукции
|
на весь выпуск
|
|
|
тонн
|
тенге
|
тонн
|
тенге
|
|
Сырье
|
9138
|
3,571
|
32632
|
650000
|
21210668700
|
|
Возвратные отходы
|
|
|
|
|
|
|
Газ
|
15000
|
0,105
|
1575
|
68250
|
107493750
|
|
Бензин
|
47320
|
0,08
|
3785,6
|
52000
|
196851200
|
|
Легкий газойль
|
16150
|
0,243
|
3924,45
|
157950
|
619866877,5
|
|
Тяжелый газойль
|
16000
|
0,272
|
4352
|
176800
|
769433600
|
|
Итого за вычетом возвратных отходов
|
|
|
18995
|
195000
|
3419054640
|
|
|
|
|
|
|
электроэнергия
|
5
|
130
|
650
|
104*10
|
520000000
|
|
Вода оборотная
|
9
|
21
|
189
|
16,8*10
|
151200000
|
|
Итого
|
|
|
839
|
|
671200000
|
|
Заработная плата производственных рабочих с отчислением на
социальное страхование
|
|
|
74,82
|
|
13467600
|
|
Амортизация основного оборудования
|
|
|
17,25
|
|
3105000
|
|
Цеховые расходы
|
|
|
32,76
|
|
5896800
|
|
Цеховая себестоимость
|
|
|
19959
|
|
3592544040
|
|
Общезаводские расходы
|
|
|
88,52
|
|
15933600
|
|
Производственная себестоимость
|
|
|
20172
|
|
3630947040
|
|
Внепроизводственные расходы
|
|
|
17,66
|
|
3180368
|
|
Полная себестоимость
|
|
|
20190
|
|
3634127408
|
|
Отпускная цена
|
|
|
24500
|
|
4410000000
|
|
Прибыль
|
|
|
4310
|
|
775872592
|
Таблица 9.9
Технико - экономические показатели
процесса
|
Основные показатели
|
Проект
|
|
Мощность по готовой продукции
|
355200
|
|
Капитальные затраты, тыс. тенге
|
3520000
|
|
Численность работников
|
24
|
|
Производительность труда, т/чел.
|
7500
|
|
Себестоимость продукции, т/чел.
|
20190
|
|
Фирменная цена, тенге/т
|
20172
|
|
Отпускная цена, тенге/т
|
24500
|
|
Общая прибыль, тенге/т
|
4310
|
|
Чистая прибыль, тыс. тенге/т
|
4310
|
|
Рентабельность, %
|
21,3
|
|
Срок окупаемости, год
|
1,5
|
|
Экономический эффект, 1/Т
|
0,65
|
Заключение
Таким образом, спроектирована установка
замедленного коксования мазута. Выбрана соответствующая реакционная аппаратура,
рассчитаны основные размеры камеры коксования для производительности 650 000
млн. т/год.
С учетом всех вредных
производственных факторов предусмотрены мероприятия, предотвращающие их
негативное воздействие на здоровье человека. Установка спроектирована по всем
правилам безопасности на нефтеперерабатывающих заводах.
Предусмотрены также мероприятия по
охране окружающей среды: установка относится к 3-му классу опасности предприятия.
Установка полностью автоматизирована
с использованием новейших приборов автоматики, обеспечивающих высокую
эффективность и безопасность ее эксплуатации.
Производство характеризуется
сравнительно высокими технико-экономическими показателями. Это обусловлено
тщательным планированием, высокой степенью использования материальных ресурсов,
сокращением числа рабочих, а также низкой себестоимостью исходного сырья.
Список использованных источников
1 Агабеков В.Е., Косяков В.К., Ложкин В.М. Нефть и газ.
Добыча комплексная переработка и использование. Мн.:БГТ, 2003, 376 с.
2 Ахметов С.А. Технология глубокой переработки нефти и
газа. Уфа: Гилем, 2002, 672 с.
3 Коньям Я., Зелькинд Е.М., Шершун В.Г.
Нефтеперерабатывающая и нефтехимическая промышленность зарубежом М.: Химия,
1986, 184 с.
Либерман Н.Р., Томарченко С.Л. Справочник
нефтепереработчика -Л.: Химия, 1986.
Варфоломеев Д.Ф., Фрязинов В.В., Валявин Г.Г. Висбрекинг нефтяных
остатков. М.: ЦНИИТЭНефтехим, 1982.
Волошин Н.Д., Гимаев Р.Н., Давыдов Г.Ф. Термический крекинг
нефтяных остатков и дистиллятов. -Уфа: Уфимский нефтяной институт, 1982.
Гуреев А.А., Сюняев 3.И. Интенсификация некоторых процессов
переработки нефтяного сырья на базе принципов физико-химической механики. -М.:
ЦНИИТЭНефтехим, 1984.
Моров Ю.М. Расчеты и исследования химических процессов
нефтепереработки. -М.: «Химия», 1973, с. 182.
Магарил Р. 3. Теоретические основы химических процессов
переработки нефти. -М.: Химия, 1976.
Нагиев М.Ф. Исследование в области переработки нефтяных остатков и
химического использования ее продуктов. Баку: -Изд-во АН, 1976
Макаров Г.В. и др. Охрана труда в химической промышленности. М.:
«Химия», 1991.
Пряников В.И. и др. Охрана труда в химической технологии. М.:
«Химия», 1993.
Захаров Л.И. Техника безопасности в химической лаборатории. М.:
«Химия», 1991.
Сборник нормативных правовых актов о труде в Республике Казахстан.
Составитель Е.Нургалиева и др. Алматы. Жеті жарғы. 2002 - 288 с.
14 Охрана труда и техника безопасности в практической деятельности
субъектов Республики Казахстан. Составитель В.И.Скала Алматы, «Lem».2002 - 276с