Точность конической поверхности, обработанной на токарно-винторезном станке способом поворота каретки верхнего суппорта
Министерство
образования РФ
Южно-Уральский
Государственный университет
Кафедра
«станки и инструмент»
Точность
конической поверхности, обработанной на токарно-винторезном станке способом
поворота каретки верхнего суппорта
Челябинск
2007г.
Цель работы
Ознакомится с устройством и работой
токарно-винторезного станка, с обтачиванием конических поверхностей способом
поворота каретки верхнего суппорта, с токарными резцами, с понятием точности
обработки конической поверхности, с определением угла конуса при помощи
измерения штангенциркулем.
Задание
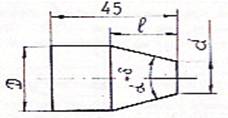
Изготовить деталь по рабочему чертежу, измерить
штангенциркулем размеры детали и с помощью таблиц тригонометрических функций
определить угол конуса детали. Дать оценку точности обработки и сформировать
выводы о причинах отклонения угла конуса на детали от заданного по чертежу.
Оборудование
Токарно-винторезный станок.
Токарные резцы: проходной с главным углом в
плане φ
= 45° и
отрезной
Штангенциркуль 0 - 250
Заготовка - круглый стальной прокат.
Рабочий чертеж детали, таблицы допусков углов и
тригонометрических функций.
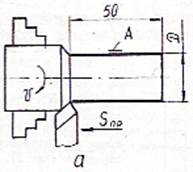

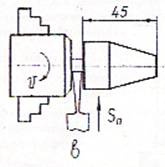
Схема технологических переходов обработки:
а - обтачивание цилиндрической поверхности
в - отрезание готовой детали

|
№
варианта
|
Угол
α
|
L,
мм
|
Степень
точности
|
|
1
|
8°20'
|
16
- 25
|
15
|
Tg =
= 
экспериментальное
= (16,3 - 14,5)/2*13 = 0,0692 = 3°58'
α = 7°56'
|
Заданные
параметры
|
Экспериментальные
параметры
|
|
α, град -
мин.
|
L,
мм
|
Степень
точности
|
Допуск
на угол α,
град
- мин.
|
α
мин,
град - мин.
|
D
мм.
|
d
мм.
|
L,
мм
|
α
эксп.
град - мин.
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
8°20'
|
16
- 25
|
15
|
1°00'
|
7°20'
|
9°20'
|
14,5
|
13
|
7°56'
|
|
|
|
|
|
|
|
|
|
|
|
Вывод
Ознакомились с устройством и работой
токарно-винторезного станка, с обтачиванием конических поверхностей способом
поворота каретки верхнего суппорта, с токарными резцами, с понятием точности
обработки конической поверхности, с определением угла конуса при помощи
измерения штангенциркулем.
Причины отклонения угла конуса на детали от
заданного по чертежу:
)Невозможность точной установки угла на
токарно-винторезном станке способом поворота каретки верхнего суппорта
) неточность измерения детали штангенциркулем.
) приблизительность расчетов
деталь чертеж штангенциркуль конус