Планирование выпуска новой продукции
Содержание
Введение
1
Аналитичнская
часть
1.1 Краткая характеристика предприятия
ОАО «Русполимет»
1.2 Анализ основных показателей
1.3 Анализ эффективности
использования производственных ресурсов
1.3.1 Анализ эффективности
использования основных фондов
1.3.2 Анализ эффективности
использования предметов труда
1.4 Анализ объёмов производства
1.5 Анализ качества и
конкурентоспособности продукции
1.6 Анализ внешней конкурентной среды
1.7 Анализ себестоимости продукции
1.7.1 Анализ затрат по экономическим
элементам
1. 7.3 Анализ показателя затрат на 1
рубль товарной продукции
1.8 Анализ прибыли и рентабельности
1.8.1 Расчет показателей прибыли
1.8.2 Анализ образования и
распределения прибыли
1.8.3 Расчет и анализ показателей
рентабельности
1. 9 Анализ безубыточности
1.10 Анализ финансового состояния
1. 11 Анализ вероятности банкротства
1.12 Специальный анализ
производственно-хозяйственной деятельности Ремонтно-механического цеха
1.2 Характеристика Ремонтно -
механического цеха
1.2.2 Анализ выполнения
производственного плана
1.2.3 Анализ выполнения плана по
качеству продукции
1.2.4 Анализ выполнения плана по
заработной плате
Анализ трудовых ресурсов
2 Технологическая часть
2.1 Описание условий работы и анализ
технологичности конструкции детали «крышка» (по госту 14.201-83)
3 Организационно-экономическая часть
Разработка бизнес плана производства
новой продукции (услуг) в РМЦ ОАО «Русполимет»
3.1 Резюме
3.2
Общая характеристика проекта
3.3 Характеристика нового
вида продукции
3.4 Маркетинговый анализ
3.4.1Анализ конкурентоспособности
продукции
3.4.2 Анализ потребителей продукции
3.5 Персонал
3.6 Организационный план
3.2.Расчет
технико- экономических показателей по новому варианту
3.2.1
Расчет необходимого технологического оборудования
3.3 Расчет капитальных вложений
3.4 Экономическая эффективность
внедрения по изготовлению деталей «крышка»
4 Безопасность и экологичность
проектных решений
4.1 Экономические проблемы
травматизма
4.2 Экономические проблемы
заболеваемости
4.2.1 Уровень заболеваемости и
величина обусловленного им экономического ущерба
4.2.2 Вибрация, ее действие на
организм человека и методы защиты от вибрации
4.2.3 Защита от вредных веществ
4.2.4 Защита от тепловых
/инфракрасных/ излучений
4.2.5 Профилактика статических и
динамических перенапряжений
4.2.6 Влияние неблагоприятных метеорологических условий на
организм человека и способы нормализации микроклимата производственных
помещений
4.2.7 Экономическая эффективность от
реализации решений по снижению заболеваемости
4.3 Экономические проблемы загрязнения
окружающей среды
4.3.1 Экономические проблемы
загрязнения атмосферы
4.3.2 Решения по защите атмосферы
4.3.3 Расчет
платы за выбросы и сбросы загрязняющих веществ в окружающую среду
4.3.5 Расчет за выбросы после
внедрения мероприятий по защите окружающей среды
4.3.6 Расчёт общей экономии от
внедрения очистных сооружений
4.3.7 Затраты на внедрение очистных
сооружений
4.4 Экономическая эффективность от реализации решений по
охране труда и экологии
5 Управление внедрением проектных
мероприятий
5.1 Суммарный эффект и эффективность
проектных мероприятий за весь период «жизненного цикла» проекта
5.2 Формирование и распределение
прибыли
5.3 Сетевой план-график внедрения
проектных мероприятий.
5 4 Финансирование и возврат кредитов
Заключение
Список литературы
Приложение
Введение
Современная социально-экономическая система
характеризуется переходом от воспроизводственного типа развития к
инновационному, ориентированному на нововведения. В настоящий момент
использование наукоемких продукций, современных информационных технологий,
разработка и внедрение новшеств во всех сферах хозяйственной деятельности
являются главными факторами, определяющими конкурентоспособность. В этой
связи особую актуальность приобретает формирование механизма, направленного на
стимулирование и эффективное управление инновационными процессами на макро- и
микроуровнях.
Пульсации в
промышленном развитии, характеризующиеся периодами подъема, насыщения, а затем
спада, позволили ряду ученых выдвинуть гипотезу об объективных закономерностях,
присущих индустриальному обществу. Эти закономерности экономического развития
были обусловлены угасанием старых и зарождением новых отраслей. Уменьшить
период и глубину стадии депрессии в развитии экономической системы и ускорить
переход к стадии подъема возможно посредством активизации процессов
нововведений.
Под
инновациями понимают прибыльное использование новшеств в виде новых технологий,
видов продукции, процессов.
Инновационная деятельность направлена на практическое
использование научного, научно-технического результата и интеллектуального
потенциала с целью получения новой, радикально улучшенной продукции, технологии
ее производства, организации труда, системы управления с целью повышения
конкурентоспособности и укрепления рыночных позиций предприятия. Инновации
принято рассматривать в качестве основного фактора, обеспечивающего рост и
процветание предприятия. Основными целями инноваций являются минимизация
себестоимости продукции (услуг) и повышение ее конкурентных преимуществ.
Тема данного дипломного проекта посвящена рассмотрению такого
вопроса, как разработка бизнес-плана нового вида продукции на ОАО «Русполимет»
в Ремонтно-механическом цехе. Который специализируется на изготовлении запчастей
для капитальных и текущих ремонтов оборудования основных цехов
Аналитическая
часть
1.1
Краткая
характеристика предприятия ОАО «Русполимет»
Кулебакский
металлургический завод представляет собой открытое акционерное общество (ОАО
«Русполимет»), созданное путем приватизации.
ОАО «Русполимет»
расположено в городе Кулебаки Нижегородской области. Промышленная площадь
застройки – 192,9 га.
Юридический адрес: 607010,
Нижегородская обл., г. Кулебаки, ул. Восстания, д.1,
Официальный сайт: www. Ruspolimet.ru Е- mail: oaokmz @ sinn. ru
Основными видами
деятельности являются: металлургическое производство; изготовление кольцевой
продукции; машиностроительное производство; выпуск товаров народного
потребления; оказание производственных, социально бытовых и культурных услуг;
производство сельхозпродукции, торгово-закупочная деятельность; реализация
товаров за иностранную валюту; строительная деятельность; деятельность по
эксплуатации инженерных систем, благоустройству территорий; автотранспортная
деятельность по перевозке пассажиров и грузов, транспортно-экспедиционное
обслуживание, услуги по хранению грузов, ремонт, техническое обслуживание
транспортных средств, эксплуатация автозаправочных станций; деятельность по
производству пищевых продуктов; предоставление бытовых услуг населению и
предприятиям; рекламная, оформительская и издательская деятельность; подготовка
и переподготовка кадров. В настоящее время на заводе создано специализированное
производство, позволяющее выпускать практически всю гамму заготовок сложной
конфигурации, большого диапазона размеров из различных марок сталей и сплавов
на основе титана и никеля. ОАО «Русполимет» производит:
Кольца катанные из
жаропрочных сталей и титановых сплавов;
Высокопроцентный кусковой
ферротитан в поперечнике 25 – 125 мм;
Высокотемпературную
газостатическую обработку литых деталей в газостате с целью устранения дефектов
металлургического происхождения в отливках титановых и алюминиевых сплавов;
тюбинги чугунные для сооружения перегонных тоннелей метро, отводов шахт и
притоннельных сооружений диаметром 5,6 и 5,1 м.;
Тракторные запасные
части; траловые доски для рыболовецкого флота.
Основными покупателями
продукции ОАО «Русполимет» являются российские предприятия машиностроения,
авиационной, нефтяной, газовой промышленности, а также зарубежные партнеры из
стран СНГ и дальнего зарубежья (Украины, Латвии, Германии, Финляндии и др.).
Организационная структура предприятия относится к линейно-функциональному
типу. Она характеризуется тем, что во главе каждого структурного подразделения
находится руководитель, наделённый всеми полномочиями, осуществляющий
единоличное руководство подчинёнными ему работниками и сосредотачивающий в
своих руках все функции управления. В данном случае каждое структурное звено и
каждый подчинённый имеет одного руководителя, через которого по одному каналу
проходят все команды управления и управленческие звенья несут ответственность
за результаты всей деятельности.
Преимуществами данной структуры управления являются:
единство и чёткость распорядительства, согласованность действий, простота
управления, чётко выраженная ответственность. Недостатками данной структуры
управления являются: перегрузка информацией из-за множества контактов с
подчинёнными, концентрация власти в управляющей верхушки.
1.2 Анализ
основных показателей
Деятельность предприятия
характеризуется определенной системой экономических показателей, каждый из
которых раскрывает какую-либо одну сторону хозяйственной деятельности, а в
системе показателей выявляется целостная картина экономического состояния
производства.
Анализ основных
экономических показателей предприятия представлен в таблицы 1 (приложение 3).
Вывод: Из таблицы 1 можно
сделать вывод, что с увеличением выпуска товарной продукции на 4233000 млн.
руб., или на 75%, увеличилась реализация продукции на 4311984 млн. руб., или на
75%, а также увеличилась прибыль от реализации на 1348884 млн. руб., или на
78%.Увеличились материальные затраты на 2074170 млн. руб., или 75%. Вследствие
увеличения численности персонала на 1178 чел., увеличился фонд заработной платы
на 357800 млн. руб., или 43%. В связи с этим увеличилась средняя зарплата за
год на 20000 млн. руб.или на 10%.
1.3Анализ
эффективности использования производственных ресурсов
1.3.1
Анализ эффективности использования основных фондов
Основным показателем
эффективности использования основных фондов является фондоотдача,
характеризующая объем продукции, приходящейся на 1руб. основных фондов:
Фотд=ТП/Фоп,
руб./руб.
Фотд0=5631000/1396033=4,3
руб./руб.
Фотд1=9864000/1702077=5,8
руб./руб.
На фондоотдачу влияют
следующие факторы:
1) изменение товарной продукции
ΔФотд(ТП)=(ТП1/Фоп0)-
(ТП0/Фоп0)
ΔФотд(ТП)=( 9864000/1396033)- (5631000/1396033)=
3,03 руб./руб.
2) изменение стоимости ОПФ
ΔФотд(Фоп)=(ТП1/Фоп1)-
(ТП1/Фоп0)
ΔФотд(Фоп)=(9864000/1702027)-
(9864/1396033)= -1,8 руб./руб.
Влияние двух факторов:
ΔФотд=
ΔФотд(ТП)+ ΔФотд(Фоп)
ΔФотд=
3,03 + ( -1,8 )=1,23 руб./руб.
Относительная экономия:
ЭоФоп=Фоп0×Iрп-Фоп1
ЭоФоп=1396033*1,5-1702077=391972,5тыс.
руб.
Вывод: из анализа видно,
что на фондоотдачу влияют следующие факторы:
От изменения товарной
продукции фондоотдача увеличилась на 3,03 руб./руб.
От изменения стоимости
ОПФ фондоотдача уменьшилась на 1,8 руб./руб.
Под влиянием двух
факторов изменение фондоотдачи составило 1,23 руб./руб.
После расчета
относительная экономия составила 391972,5 тыс. руб.
1.3.2
Анализ эффективности использования предметов труда
Основным показателем
использования предметов труда является материалоемкость, характеризующая
величину материальных затрат на 1руб. выпущенной продукции.
Ме=Мз/ТП,
руб./руб.
Ме0=2759190/5631000=0,45 руб./руб.
Ме1=4833360/9864000=0,49 руб./руб.
На материалоемкость
влияют факторы:
1) изменение материальных затрат
ΔМе(Мз)=
(Мз1/ТП0)-( Мз0/ТП0)
ΔМе(Мз)=(4833360/5631000-2759190/5631000)=0,85-0,5=0,35
руб./руб.
2) изменение товарной продукции
ΔМе(ТП)=
(Мз1/ТП1)-( Мз1/ТП0)
ΔМе(ТП)=
(4833360/9864000-4833360/5631000)=0,41-0,85=-0,46 руб./руб.
Общее влияние двух
факторов:
ΔМе=
ΔМе(Мз)+ ΔМе(ТП)
ΔМе=
0,35+( -0,46)= - 0,11 руб./руб.
Относительная экономия:
Эо Мз=
Мз0×Iрп- Мз 1
Эо Мз=
2759190*1,5-4833360=-694575
тыс. руб.
Вывод: из анализа
использования предмета труда видно, что материалоёмкость под влиянием двух
факторов уменьшилась на 0,11 руб./руб. и относительный перерасход составила
694575 тыс. руб.
1.3.3
Анализ
эффективности использования средств труда
Основным показателем эффективности
использования средств труда является производительность труда, т.е. выработка
на одного человека.
Пт=ТП/ЧП
Пт=5631000/3754=1500
тыс. руб.
Пт=9864000/4932=2000
тыс. руб.
На величину
производительности труда влияют факторы:
1) изменение товарной продукции
2)
ΔПт(тп)=(ТП1/ЧП0)-
(ТП0/ЧП0)
ΔПт(тп)=(9864000/3754)-(5631000/3754)=2628-1500=1128
тыс. руб.
3) изменение численности персонала
4)
ΔПт(чп)=(ТП1/ЧП1)-
(ТП1/ЧП0)
ΔПт(чп)=(9864000/4932)-9864000/3754)=2000-2628=-628
тыс. руб.
Влияние двух факторов:
ΔПт=
ΔПт(тп)+ ΔПт(чп)
ΔПт=
1128-628=500 тыс. руб.
Относительная экономия:
ЭоФзп= Фзп0×Iрп- Фзп 1
ЭоФзп=
825880*1,5-1183680=55140тыс. руб.
Вывод: из анализа
использования средств труда видно, что на производительность труда влияют два
фактора изменение ТП и численность персонала. Из-за увеличения фонда заработной
платы относительная экономия составила 55140 тыс. руб.
1.4 Анализ
объёмов производства
В условиях ограниченных
производственных возможностей и неограниченном спросе на первое место выдвигается
объём производства продукции.
Таблица 2
Объём производства
продукции
|
Наименование
продукции
|
Объём
производства, т
|
Абсолютное
отклонение
|
Темп
прироста, %
|
|
2008 г.
|
2009 г.
|
|
Сортовой прокат
|
8200
|
9750
|
1550
|
19
|
|
Кольца
|
3000
|
5000
|
2000
|
67
|
|
Ферротитан
|
390
|
200
|
-190
|
-51
|
|
Итого
|
11590
|
14950
|
3360
|
29
|
Из таблицы видно, что
выпуск ферротитана в 2008 г. уменьшился на 190 т в год, а выпуск сортового
проката и колец увеличился. Темп прироста выпуска колец составил 67%, а
сортового проката 19%. Увеличение выпуска колец свидетельствует о том, что в 2009 г. увеличился спрос на кольцевую продукцию.
1.5 Анализ
качества и конкурентоспособности продукции
К
конкурентам предприятия относятся:
1.
Предприятия, обладающие кольцепрокатными станами и производящие
кольцевую
продукцию.
2.
Кузницы, производящие кольцевые поковки.
Факторы,
которые обеспечивают конкурентоспособность предприятия:
1.
Наличие уникального кольцепрокатного оборудования.
2.
Наличие технологий и кадров, позволяющих производить обработку
давлением жаропрочных
сплавов, легированных сталей и титановых сплавов.
3.Известность
компании в аэрокосмической отрасли, как одного из
лидирующих
производителей кольцевых заготовок.
4.
Высокое качество продукции. Наличие соответствующих сертификатов.
Качество
продукции предприятия полностью удовлетворяет требованиям
аэрокосмической
отрасли.
Конкуренты
в РФ и СНГ:
1.
ОАО «НТМК», г. Н. Тагил
2.
ОАО «Уральская кузница», г.Чебаркуль
3.
ФГУП «Уралвагонзавод», г.Н.Тагил
4.
ОМЗ-Спецсталь г.Санкт-Петербург
5.
ОАО «Мотовилихинские заводы» г. Пермь
6.
ОАО «Ступинский металлургический комбинат», г.Ступино
7.
ОАО «Нижнеднепровский трубопрокатный завод» г. Днепропетровск, Украина
8.
ОАО «Констар» г. Кривой Рог, Украина
9.
ОАО «Буммаш» г. Ижевск
10.
Промышленная кампания «Родина» г. Москва
11.
«Завод кольцевых заготовок» г.Омск
12.
ЗАО «Метаком» г.Омск
13.
Инструментальный завод порошковой металлургии «ИЗПМ» г.Запорожье
14.
ВСМПО г.В.Салда
15.
ООО «Автоспецмаш» г.Череповец
16.
ПП «ВИВАТ» г. Москва
17.
ООО «Чебоксарский завод специальной электрометаллургии» г.Чебоксары
18.
ООО «Новые технологии» г.Магнитогорск
19.
ОАО «КУМЗ», г.Каменск-Уральск
Кроме
указанных конкурентов опасность для бизнеса компании представляет
освоение основными
покупателями производства кольцевых заготовок в своих кузнечных цехах.
Постоянное улучшение качества продукции, сокращение затрат, позволит
минимизировать подобные риски.
Предприятие
в конкурентной борьбе делает ставку на:
1.
Развитие деловых отношений с имеющимися покупателями. Расширение номенклатуры
закупок и улучшение качества обслуживания.
2.
Техническое перевооружение.
3. Улучшение качества
управления бизнесом. Факторами, характеризующими устойчивость ОАО «Русполимет» на занимаемом
рынке, являются:
1. наличие уникального кольцепрокатного оборудования.
2. наличие технологий и кадров, позволяющих производить обработку
давлением жаропрочных сплавов, легированных сталей и титановых
сплавов.
3. стабильное качество продукции, удовлетворяющее требованиям аэрокосмической
отрасли, и подтверждаемое наличием соответствующих сертификатов.
Анализ качества и
конкурентоспособности продукции (цельнокатаные кольца) представлен в таблицы 3
(приложение 4).
По результатам анализа
видно, что, выпускаемый ОАО «Русполимет» цельнокатаные кольца является
конкурентоспособными.
1.6 Анализ
внешней конкурентной среды
Анализ внешней
конкурентной среды проводится на основе определения рыночной доли предприятия,
ее изменения.
Рыночная доля
определяется:
Дп=Вп/(Вп+Вк),
Дп=2723432/(2723432+1831716)=0,60
руб./ руб.
Дп=4065593/(4065593+2209834)=0,65
руб./руб.
где Дп-
рыночная доля предприятия,
Вп - выручка
предприятия,
Вк - выручка
конкурента
Изменение рыночной доли
происходит под влиянием 2-х факторов:
1) изменение выручки предприятия
2)
ΔДп(Вп)=(Вп1/(Вп1+Вк0))-(Вп0/(Вп0+Вк0)),
ΔДп(Вп)=(4065593/(4065593+1831716))-(2723432/(2723423+1831716))=
0,09 руб./руб.
3) изменение выручки конкурента
4)
ΔДп(Вк)=(Вп1/(Вп1+Вк1))-(Вп1/(Вп1+Вк0))
ΔДп(Вк)=(4065593/(4065593+2209834))-(4065593/(4065593+1831716))=
-0,04 руб./руб.
Общее изменение рыночной
доли под влиянием двух факторов:
ΔДп=
ΔДп(Вп)+ ΔДп(Вк)
ΔДп= 0,09+ (-0,04)= 0,05 руб./руб.
Вывод: под влиянием
изменения рыночной доли, произошло изменение выручки предприятия, увеличилась
на 0,09 руб./руб., а под влиянием изменения выручки конкурента рыночная доля
уменьшилась на 0,04 руб./руб. Общее изменение рыночной доли под влиянием двух
факторов уменьшилось на 0,05 руб./руб.
1.7 Анализ
себестоимости продукции
1.7.1 Анализ
затрат по экономическим элементам
Таблица 4 - Анализ затрат
по экономическим элементам
|
№ п/п
|
Элементы затрат
|
2008 г.
|
2009 г.
|
Отклонения, +,-
|
|
тыс. руб.
|
%
|
тыс. руб.
|
%
|
тыс. руб.
|
%
|
|
1
|
Материальные затраты
|
2759190
|
70
|
4833360
|
70
|
2074170
|
69
|
|
2
|
Фонд заработной платы с начислениями
|
1040609
|
26
|
1491437
|
22
|
460828
|
15
|
|
3
|
Амортизация основных средств
|
27920
|
2
|
34042
|
2
|
6122
|
2
|
|
4
|
Прочие расходы
|
113981
|
3
|
545961
|
8
|
431980
|
14
|
|
Итого
|
3941700
|
100
|
6904800
|
100
|
2963100
|
100
|
Вывод: рост затрат
произошёл по следующим элементам: материальные затраты увеличились на 2074170
тыс. руб. и фонд заработной платы с начислениями увеличился на 450828 тыс. руб.
Амортизация основных средств увеличилась на 6122тыс. руб., а прочие расходы
увеличились на 431980тыс. руб.
1.7.2
Анализ себестоимости по статьям калькуляции
Анализ себестоимости
продукции имеет важное значение. Он позволяет выяснить тенденции изменения
данного показателя, выполнение плана по его уровню, определить влияние факторов
на его прирост, установить резервы и дать оценку работы предприятия. Затраты по
статьям калькуляции себестоимости товарной продукции, представлены в таблицы 5
(приложение 5).
Вывод: Из таблицы видно,
что анализируемое предприятие увеличило производственную себестоимость
выпущенной продукции на 2915527 тыс. руб., или на 75,2%. Рост затрат произошел
в связи с абсолютным ростом затрат на сырьё и материалы на 1184347 тыс. руб.,
или 74,6%, покупные изделия на 715229 тыс. руб., или 74,1%. Затраты на топливо
и энергию увеличились на 174595 тыс. руб., или на 84,6%.
Оплата труда с
начислениями увеличилась на 447232 тыс. руб., или 43,3%. Коммерческие расходы
увеличились на 45805 тыс. руб., или 72,8%. Итого полная себестоимость
увеличилась на 2963100 тыс. руб., или 75,2%.
В относительном выражении
на увеличение себестоимости в основном повлиял рост затрат на заработную плату
с начислениями на 4,3%.
1. 7.3
Анализ показателя затрат на 1 рубль товарной продукции
Показатель затрат на 1
рубль товарной продукции является обобщающим показателем себестоимости.
Если он больше 1,
производство устойчиво, если меньше 1- рентабельно.
Таблица 6 - Затраты на 1
рубль товарной продукции
|
№ п/п
|
Показатель
|
2008 г.
|
2009 г.
|
Индекс
|
Абсол. отклоне-
ние
|
Темп прироста,%
|
|
1
|
Товарная продукция
|
5631000
|
986400
|
1,5
|
4233000
|
75
|
|
2
|
Себестоимость продукции
|
3941700
|
6904800
|
1,3
|
75
|
|
3
|
Затраты на 1 рубль товарной продукции
|
68,9
|
68,8
|
0,8
|
-0,1
|
15
|
Вывод: производство
рентабельно, так как затраты на 1 руб. товарной продукции составляют 0,8, т.е.
меньше 1.
1.8 Анализ
прибыли и рентабельности
1.8.1
Расчет показателей прибыли
Таблица 7
Расчет показателей
прибыли, тыс. руб.
|
№ п/п
|
Показатель
|
2008 г.
|
2009 г.
|
Индекс
|
Абсол.
Отклонение
|
Темп
прироста, %
|
|
1.
|
Реализованная продукция
|
5721829
|
10033813
|
1,5
|
4311984
|
76
|
|
2.
|
Себестоимость продукции
|
3941700
|
6904800
|
1,3
|
2963100
|
75
|
|
3.
|
Прибыль (убыток) от реализации продукции
|
1780129
|
3129013
|
1,6
|
1348884
|
78
|
|
4.
|
Прибыль (убыток) от реализации имущества
|
131695
|
178071
|
1,2
|
46376
|
35
|
|
5.
|
Прибыль (убыток) от внереализационных операций
|
47793
|
95399
|
1,8
|
47606
|
99
|
|
6.
|
Балансовая (валовая) прибыль
|
850016
|
1392491
|
1,4
|
542475
|
63,8
|
Вывод: после расчета
показателя прибыли видно, что балансовая прибыль в 2009 г. увеличилась на 542475 тыс. руб. или 63,8%. Данный расчет прибыли обеспечил увеличение прибыли
от реализации продукции на 1348884 тыс. руб. и составила 78%, прибыль от
внереализационных операций увеличилась на 47606 тыс. руб. и составила 99%.
1.8.2 Анализ
образования и распределения прибыли
Анализ образования и
распределения прибыли по ОАО «Русполимету» представлен в таблицы 8 (приложении
6).
Вывод: из данного анализа
следует, что валовая прибыль в 2009 г. увеличилась на 542475 тыс. руб.,
налогооблагаемая прибыль увеличилась на 503799 тыс. руб., чистая прибыль
увеличилась на 382888 тыс. руб., такое увеличение чистой прибыли позволяет
увеличить средства, распределяемые в резервном фонде на 19145тыс. руб.
1.8.3 Расчет
и анализ показателей рентабельности
Рентабельность
производства отражает эффективность использования и текущих, и капитальных затрат:
Rпр=Пв/(Фоп+Фно)
× 100%
Rпр=850016/(1396033+1907276) ×
100%=25,7%
Rпр=1392491/(1702077+3344604) ×
100%=27,6%
Рентабельность
реализованной продукции характеризует эффективность использования текущих
затрат:
Rрп=Пр/Сп×100%
Rрп=1780129/3941700×100%=44,2%
Rрп=3129013/6904800×100%=45,3%
Рентабельность продаж:
Rпж= Пр/Рп×100%
Rпж= 1780129/5721829×100%=31,0%
Rпж= 3129013/10033813×100%=31,2%
Рентабельность
собственного капитала:
Rск=Пв/( Фоп+Фно-Зкк-Зкд)
×100%=Пв/Кс×100%
Rск=850016/2693103 ×100%=31,6%
Rск=1392491/4519609 ×100%=30,8%
Рентабельность основных
фондов:
Rф=Пр/Фо×100%
Rф=1780129/1396033×100%=12,7%
Rф=3129013/1702077×100%=18,4%
Таблица 9 -Анализ
показателей рентабельности, %
|
№ п/п
|
Показатели
|
2008 г.
|
2009 г.
|
Абсол. откло-
ние
|
Темп прироста
|
|
1
|
Рентабельность производства
|
25,7
|
27,6
|
1,9
|
8
|
|
2
|
Рентабельность реализованной продукции
|
44,2
|
45,3
|
1,1
|
2,5
|
|
3
|
Рентабельность продаж
|
31
|
31,2
|
0,2
|
0,6
|
|
4
|
Рентабельность собственного капитала
|
30,8
|
31,6
|
0,8
|
2,5
|
|
5
|
Рентабельность основных фондов
|
12,75
|
18,36
|
5,63
|
4,4
|
Вывод: в 2009г. произошло
увеличение всех показателей рентабельности: рентабельность реализованной
продукции на 1,1%, рентабельность производства на 1,9%, рентабельность продаж
на 0,2%, рентабельность собственного капитала на 2,5% , рентабельность основных
фондов на 4,4%, что говорит об увеличении суммы прибыли на один руб. текущих
затрат и следовательно, о намечающихся тенденциях в улучшении состояния
предприятия.
1.9 Анализ
безубыточности
Данный анализ проводится
на основе таких показателей, как постоянные и переменные затраты, выручка от
реализации продукции и объёма производства (тн.)
|
Показатели
|
2009 г
|
|
Постоянные затраты (млн. руб)
|
2071440
|
|
Переменные затраты (млн. руб.)
|
4833360
|
|
Объём производства (млн.руб.)
|
9864000
|
|
Удельные переменные затраты на 1 тонну
|
6880,0
|
Qопт=2071440/(9864000-6880,0)=2101,465
Вывод: Из графика
следует, что точка безубыточности соответствует годовому выпуску кольцевой
продукции на уровне 2101,465 тонн в год.
1.10
Анализ финансового состояния
Для оценки финансового
состояния предприятия рассчитаем следующие группы показателей:
1 Показатели платежеспособности,
характеризующие ликвидность средств.
Ктл=Фно/Зкк
Ктл=1907276/353485=5,4
Ктл=3344604/3137788=1,06
Нормативное значение Ктл>2.
На предприятии величина
коэффициента в 2008 г. составила- 5,4, а в 2009 г.-1,06. Величина больше 2, указывает на то, что оборотные активы не будут использованы для
погашения краткосрочных обязательств в полной мере.
2. Показатели деловой
активности. Они позволяют выявить, насколько эффективно предприятие использует
свои средства.
Кос=Рп /(Фоп+Фно-Зкк-Зкд)
Кос=5721829/2693103=2,1
Кос=10033813/4519609=2,2
Рост в динамике
коэффициента оборачиваемости собственного капитала означает повышение
эффективности используемого собственного капитала.
3. Показатели
рентабельности - характеризуют прибыль организации.
Rпр=Пр/Сп×100%
Rпр=1780129/3941700×100%=45,2%
Rпр=3129013/6904800×100%=45,3%
Рентабельность продукции
в 2009 году увеличилась за счет увеличения себестоимости продукции.
4. Показатели
кредитоспособности предприятия характеризуют финансовую устойчивость
предприятия.
Кфа=(Фоп+Фно-Зкк-Зкд)
/(Фоп+Фно)=Кс/( Фоп+Фно)
Кфа=2693103/3303309=0,82
Кфа=4519609/5046681=0,89
Нормальным считается Кфа>0,5.
На предприятии
коэффициент финансовой автономности превышает рекомендуемое значение. Это
указывает на увеличение финансовой независимости, расширение возможности
привлечения средств со стороны.
Коэффициент соотношения
собственных и заемных средств – дает общую оценку финансовой устойчивости.
Кссз=Кс/Кз=(Фоп+Фно-Зкк-Зкд)
/( Зкк+Зкд)
Кссз=2693103/610206=4,42
Кссз=4519609/527072=8,57
За критическое значение
принимается 1. Чем меньше показатель, тем больше обязательств у предприятия и
тем рискованнее ситуация, ближе вероятность банкротства.
Коэффициент соотношения
собственных и заемных средств на предприятии превышает рекомендуемое значение.
Высокое значение коэффициента положительно характеризует финансовое состояние
предприятия.
1.
11 Анализ
вероятности банкротства
Если Ктл<2,
необходима оценка вероятности банкротства предприятия с помощью пятифакторной
модели «Z – счет Альтмана».
Z=К1+К2+К3+К4+К5,
Z2008=0,56+0,36+1,78+2,6+1,56=6,86
Z2009=0,72+0,37+2,05+5,1+1,79=10,03
где К1-
коэффициент, характеризующий платежеспособность организации.
К1=(Фно-Зкк)×1,2/(Фоп+Фно)
К1=(1907276-353485)*1,2/3303309=0,56
К1=(3344604-313788)*1,2/5046681=0,72
К2-
коэффициент, характеризующий рентабельность капитала.
К2= Пб×1,4/(Фоп+Фно)
К2=
850016*1,4/3303309=0,36
К2=
139249*1,4/5046681=0,37
К3-
коэффициент, характеризующий рентабельность производства.
К3= Пр×3,3/(Фоп+Фно)
К3=
1780129*3,3/3303309=1,78
К3= 3129013*3,3/5046681=2,05
К4-
коэффициент, характеризующий кредитоспособность организации.
К4= Кс×0,6/
Кз=(Фоп+Фно-Зкк-Зкд)×0,6/
(Зкк+Зкд)
К4= Кс×0,6/
Кз=(2693103*0,6/610206=2,6
К4= Кс×0,6/
Кз=(4519609*0,6/527072=5,1
К5-
коэффициент, характеризующий оборачиваемость капитала.
К5= Рп×0,9/(Фоп+Фно)
К5=
5721829*0,9/3303309=1,56
К5=
10033813*0,9/5046681=1,79
Если Z > 3,0 – вероятность банкротства
очень низкая.
Вывод: оценив вероятность
банкротства предприятия «Z –
счет Альтмана», который в 2008 г. равен 6,86 (Z > 3,0) можно сказать, что вероятность банкротства очень
низкая. В 2009 г. равен 10,03 (Z >
3,0)
Специальный анализ
производственно-хозяйственной деятельности Ремонтно-механического цеха
1.2 Характеристика Ремонтно -
механического цеха
Организационно-производственная
структура ремонтного хозяйства определяется масштабом завода и принятой формой
организации ремонта. На ОАО «Русполимет» существует как общезаводские и цеховые
ремонтные службы. К общезаводским подразделениям относятся отдел (управление)
главного механика, ремонтно-механический цех, склад оборудования и запасных
частей, цех по ремонту кольцевого и металлургического оборудования (ЦРКО И
ЦРМО). Руководит ремонтным хозяйством главный механик завода через отдел
главного механика, который состоит из ряда бюро: оборудования
(планово-предупредительного ремонта), планово-производственного, технического и
др. Отдел главного механика выполняет конструкторскую, технологическую,
производственную и планово-экономическую работу для всего ремонтного хозяйства.
Ремонтно-механический
цех (РМЦ) подчинен главному механику и проводит капитальный ремонт и
модернизацию сложного оборудования, изготавливает запасные части,
технологической оснастки и нестандартное оборудование, оказывает помощь цеховым
ремонтным службам.
Структура
ремонтного цеха имеет комплексный характер и обеспечивает выполнение всех
ремонтных работ и их обслуживание. К числу отделении и участков РМЦ относятся
демонтажное, заготовительное, механическое, слесарно-сборочное, кузнечное,
сварочное, жестяницкое, восстановления деталей, окрасочное и др.
В состав цеховой
ремонтной базы входят механическая мастерская, слесарный участок, ремонтные
бригады, кладовая. Руководство ремонтными работами в цехах осуществляют
механики цехов через мастеров и бригадиров. На большинстве заводов механики
цехов административно подчинены начальникам производственных цехов. Виды и
объемы выполняемых ремонтных работ в цехе обусловливаются принятой на заводе
формой организации ремонта оборудования. Техническая база ремонтного хозяйства
определяется Типовой системой технического обслуживания и ремонта металло- и
деревообрабатывающего оборудования, а также общемашиностроительными нормативами
технологического проектирования РМЦ и предусматривает количество и структуру
оборудования, производственные площади, средства механизации ремонтных работ и
технологию их выполнения. Состав и количество основного оборудования в
ремонтном хозяйстве должны обеспечивать выполнение всех видов ремонтных работ,
изготовление запасных частей и нестандартизованного оборудования, а также его
модернизацию. Основное оборудование ремонтных служб - универсальные станки для
обработки металла резанием (токарно-револьверные - 50%, фрезерные - 12, шлифовальные
- 16% и др.)- Вспомогательное и слесарно-сборочное оборудование определяется в
виде комплекта (набора). Общее количество основного оборудования в РМЦ рассчитывается
исходя из трудоемкости станочных работ по ремонту установленного на заводе
оборудования и эффективного фонда-времени работы одного станка при двухсменной
работе, но не должно превышать 2-2,5% оборудования завода. Площадь определяется
на основе компоновки отделений и помещений цеха, а также планировки
оборудования и рабочих мест с учетом норм технологического проектирования
вспомогательных цехов. Используют и укрупненный метод по удельной площади на
единицу основного оборудования (36-46 м). Запасные детали изготавливаются в
основном на универсальном оборудовании по устаревшей технологии. Слесарные же
работы выполняются, как правило, вручную. Практически не используются
механические шаберы, переносные шлифовальные приспособления,
электрозаклепочники и пневматические ключи.
1.2.2 Анализ выполнения
производственного плана
Задачами
анализа являются:
Оценка
степени выполнения плана производства и реализации продукции;
Определение
влияния факторов на изменение этих показателей и т.д.
Объектами
анализа служат:
Объем
производства и реализации продукции в целом и по ассортименту;
Качество
продукции;
Структура
производства и реализации продукции;
Ритмичность
производства и реализации продукции.
Источниками
информации для анализа являются бизнес-план предприятия, оперативные
планы-графики, отчетность форма № 1 “Отчет по продукции”, форма № 2 “Отчет о
прибылях и убытках” и т.д.
Анализ
выполнения плана по производству продукции является отправной стадией
экономического анализа работы РМЦ и представлен в таблице 10
Таблица10
Выполнение
плана по производству продукции.
|
Показатели
|
2008 год, (отчет)
тыс. руб.
|
2009 год, тыс. руб.
|
|
План
|
Факт
|
Отклонение (+,-)
|
% к плану
|
% к 2008 г.
|
|
Объем реализации продукции в
действующих ценах предприятия
|
400
|
605
|
600
|
-5
|
-1,0
|
150
|
|
Товарная продукция в действующих
ценах предприятия, в т.ч.
|
580
|
870
|
850
|
-20
|
-2,3
|
153,5
|
|
Запчасти для станочного
оборудования
|
129
|
250
|
260
|
+10
|
4,0
|
201,6
|
|
Запчасти для проканых станов
|
130
|
125
|
84
|
-41
|
-32,8
|
64,6
|
|
Запчасти для кранов
|
128
|
228
|
250
|
+22
|
9,6
|
195,3
|
Из таблицы видно, что за
отчетный год план по выпуску готовой продукции недовыполнен на 2,3% из-за
невыполнения плана по производству продукции, а по сравнению с 2008 годом
произошло увеличение выпуска готовой продукции на 153,5%. На объем товарной
продукции влияет численность работающих и выработка на одного работающего.
Таблица11
Численность работающих и
выработка на одного работающего.
|
Показатели
|
2009 год
|
Отклонение от плана
|
Выполнение плана, %
|
|
По плану
|
Фактически
|
|
Тыс.руб.
|
тн.
|
тыс руб.
|
тн.
|
тыс. руб.
|
тн.
|
тыс.
руб.
|
тн.
|
|
Товарная продукция
|
603
|
28000
|
594
|
28500
|
-9
|
+500
|
98,5
|
101,8
|
|
Среднесписочная численность
работающих, чел.
|
120
|
119
|
-1
|
99,2
|
|
Годовая выработка на одного
работающего
|
5,03
|
233,3
|
4,99
|
239,5
|
-0,04
|
6,2
|
99,2
|
102,6
|
Из таблицы. видно, что
уменьшение численности работающих составило 1 человека.
Выработка на одного
работающего (в денежном выражении – млн. рублей) упала на 0,04 тыс. рублей по
сравнению с планом за счет изменения цен на готовую продукцию в течение 2009
года. Выработка на одного работающего в натуральном выражении (тн) увеличилась
на 6,2 тонн по сравнению с планом за счет увеличения объема производства.
Важнейшим фактором, влияющим на выполнение производственной программы, является
производительность основных агрегатов.
Показатели работы
вертикально-фрезерного станка 6Р82Ш за 2009 год даны в таблице12
Таблица12 - Показатели
работы станка за 2009год.
|
Показатели
|
Всего по цеху
|
|
План
|
Факт
|
Отклонение
|
в % к плану
|
|
1
|
2
|
3
|
4
|
5
|
|
Календарное время, сутки
|
365
|
365
|
-
|
100,0
|
|
Календарное время, час
|
8760
|
8760
|
-
|
100,0
|
|
Нерабочее время (кап. ремонты,
плановые, текущие ремонты, дни отдыха), сутки
|
125
|
113
|
-12
|
90,4
|
|
Номинальное время, сутки
|
240
|
252
|
+12
|
105,0
|
|
Номинальное время, час
|
5760
|
6048
|
+288
|
105,0
|
760
|
672
|
-88
|
88,4
|
|
Фактическое время, сутки
|
208,3
|
224
|
+15,7
|
107,5
|
|
Фактическое время, час
|
4999,2
|
5376
|
+376,8
|
107,5
|
|
Производство продукции, тн.
|
15035
|
19032
|
+3997
|
126,6
|
|
Часовая производительность
фактически, тн.
|
3,007~3
|
3,540~4
|
+1
|
133,3
|
|
Незавершенное производство, т
|
700,0
|
515,3
|
184,7
|
73,6
|
|
Производительность в номинальные
сутки, тн.
|
62,646~63
|
75,524~76
|
+13
|
120,6
|
На выполнение плана по
объему производства влияют экстенсивные и интенсивные факторы работы
оборудования. К экстенсивным факторам относятся:
Длительность ремонтов
(капитальных, холодных и текущих);
Продолжительность
простоев по другим причинам;
Сортамент продукции;
Технологические факторы и
степень механизации и автоматизации.
Анализ влияния
экстенсивных факторов приведен в таблице 13
Таблица13 - Влияние
экстенсивных факторов по производство продукции по станку
|
Показатели
|
Вертикально фрезерный станок 6Р82Ш
|
|
Продолжительность капитального
ремонта, сутки
по плану
по отчету
отклонение в сутки
влияние капитального ремонта, шт.
|
125
113
-12
12 х 75,5 ~ 906
|
|
Продолжительность холодного
ремонта, сутки
по плану
по отчету
отклонение в сутки
влияние холодного ремонта, шт.
|
-
-
-
-
|
|
Продолжительность текущих ремонтов,
сутки
по плану
по отчету
отклонение в сутки
влияние текущих ремонтов, шт.
|
32
28
-4
4 х 84,96 ~ 340
|
|
Всего по цеху, шт.
|
1246
|
Влияние продолжительности
капитального ремонта на производство продукции рассчитывается по формуле:
Вр = (Тпл
- Тф) х Пф
где Вр –
изменение производства продукции, тн.;
Тпл – плановая
продолжительность капитального ремонта, сутки;
Тф –
фактическая продолжительность капитального ремонта, сутки;
Пф –
фактически произведенная продукция в номинальные сутки, тн.
Вр = (125-113)
х 75,5 = 906 тн.
Влияние текущих ремонтов
на производство продукции рассчитывается по формуле:
В’р =
(Т’пл – Т’ф) х П’ф
где В’р
– изменение производства продукции, тн.;
Т’пл
– плановая продолжительность текущих простоев, сутки;
Т’ф
– фактическая продолжительность текущих простоев, сутки;
П’ф
– фактическое производство продукции в фактические сутки,тн.
В’р
= (32 - 28) х (19032 / 224) = 4 х 84,96 = 340 тн.
К факторам интенсивных
нагрузок относятся:
Изменение суточной
производительности в фактические сутки;
Длительность
производства.
Изменение производства
продукции в зависимости от интенсивных факторов определяется по формуле:
В = (Пф - Ппл)
х Тф,
где В – изменение
производства продукции, тн.;
Пф –
фактическая производительность стана в фактические сутки, тн.;
Ппл – плановая
производительность стана в фактические сутки, тн.;
Тф – число
фактических суток работы станка.
В = ((19032 / 224) –
(15035/208,3)) х 224 = (84,96 – 72,18) х 224 = +2863тн.
Изменение суточной
производительности в фактические сутки привело к увеличению объема производства
в 2008 году.
1.2.3
Анализ выполнения плана по качеству продукции
При формировании
ассортимента продукции предприятие должно учитывать, с одной стороны, спрос на
данные виды продукции, а с другой – наиболее эффективное использование
трудовых, сырьевых, технических, технологических, финансовых и других ресурсов,
имеющихся в его распоряжении. В таблице14 представлено выполнение плана цеха
обработки по ассортименту.
Таблица14
Выполнение плана цехом по
ассортименту.
|
Вид продукции
|
Объем производства, 2009г.
|
% выполнения плана
|
Объем производства, зачтенный в
выполнение плана по ассортименту, тн.
|
|
План, тн.
|
Факт, тн.
|
|
Запчасти для станочного
оборудования
|
250
|
260
|
104,0
|
250
|
|
Запчасти для прокатных станов
|
125
|
84
|
67,2
|
84
|
|
Запчасти для кранов
|
228
|
250
|
109,6
|
228
|
|
Всего по цеху:
|
603
|
594
|
98,5
|
562
|
Оценка выполнения плана
по ассортименту производится по методу наименьшего числа.
Из таблицы 1.15 видно,
что план по ассортименту продукции выполнен на 93,2% = (562 / 603 х 100).
1.2.4
Анализ выполнения плана по заработной плате
В данном разделе
необходимо проанализировать обеспеченность цеха трудовыми ресурсами, определить
показатели текучести кадров, производительности труда, трудоемкости ее
выполнения. Анализ использования трудовых ресурсов на предприятии, уровня
производительности труда необходимо рассматривать в тесной связи с оплатой
труда. В процессе его следует осуществлять систематический контроль за
исполнением фонда заработной платы (оплаты труда), выявлять возможности
экономии средств за счет роста производительности труда и снижения трудоемкости
продукции.
Анализ трудовых ресурсов.
К трудовым ресурсам
относится та часть населения, которая обладает необходимыми физическими
данными, знаниями и навыками труда в соответствующей отрасли. Достаточная
обеспеченность предприятия трудовыми ресурсами, их рациональное использование,
высокий уровень производительности труда имеют большое значение для увеличения
объемов продукции и повышения эффективности производства. Основными задачами
анализа являются:
Изучение и оценка обеспеченности цеха
трудовыми ресурсами;
Определение и изучение
показателей текучести кадров;
Выявление резервов
трудовых ресурсов, более полного и эффективного их использования. Источниками
информации для анализа служат план по труду, статистическая отчетность “Отчет
по труду”, данные табельного учета и отдела кадров. Анализ численности
работающих представлен в таблице15
Таблица15 - Выполнение
плана по численности персонала.
|
Категория работающих
|
2008 год (отчет)
|
2009 год
|
Абсолютное отклонение от плана,
чел.
|
|
|
План
|
Факт
|
|
|
|
Всего работающих,
|
115
|
103
|
100
|
-3
|
|
|
в том числе:
рабочие
|
100
|
90
|
87
|
-3
|
|
|
руководители и специалисты
|
15
|
10
|
10
|
-
|
|
|
служащие
|
7
|
3
|
3
|
-
|
|
Анализ обеспеченности
рабочей силой осуществляется путем сравнения фактических данных о численности
работающих по категориям с запланированными. Важными характеристиками
стабильности кадрового состава являются коэффициенты оборота по приему,
увольнению, коэффициент текучести, расчет которых представлен в таблице 16.
Таблица 16 Движение
рабочих в цехе.
|
Показатели
|
2008 год (отчет)
|
2009 год (отчет)
|
Отклонение (+,-)
|
|
Среднесписочное число рабочих, чел.
|
115
|
100
|
-15
|
|
Принято на работу
|
-
|
8
|
+8
|
|
Уволено с работы,
в том числе:
по собственному желанию
за прогулы
за нарушение трудовой дисциплины
|
10
5
-
4
|
9
4
-
1
|
-1
-1
-
-3
|
|
Коэффициент оборота, %
по приему
по увольнению
|
-
8,7
|
8
9
|
+8
-0,3
|
|
Коэффициент текучести, %
|
7,8
|
5
|
-2,8
|
Анализ качества
продукции. Основным из показателей работы цеха является ритмичность. Главной
задачей анализа ритмичной работы является выяснение причин нарушения
производственного ритма. Данные анализа ритмичности приводятся в таблице 17
Таблица 17 Ритмичность
работы цеха по декадам.
|
Декада
|
Выпуск продукции за год, тыс руб.
|
Удельный вес продукции %
|
Выполнение плана, коэффициент
|
Объем продукции, зачтенный в
выполнение плана по ритмичности, тыс.руб.
|
|
План
|
Факт
|
План
|
Факт
|
|
Первая
|
200
|
180
|
33,2
|
30,3
|
0,90
|
180
|
|
Вторая
|
200
|
205
|
33,2
|
34,5
|
1,025
|
200
|
|
Третья
|
203
|
209
|
33,6
|
35,2
|
1,029
|
203
|
|
Всего за год
|
603
|
594
|
100,0
|
100,0
|
0,985
|
583
|
Показателем ритмичности
является коэффициент ритмичности производства, определяемый методом наименьшего
числа
Критм. = 583 /
603 х 100% = 96,5%
Также к показателям
ритмичности относится и коэффициент вариации (Кв), который
определяется как отношение среднеквадратического отклонения от планового
задания за декаду к среднедекадному плановому выпуску продукции:
Квар.=(∑∆Х/n)/Xnn
где х2 –
квадратическое отклонение от среднедекадного задания;
n – число суммируемых плановых
заданий;
хпл –
среднедекадное задание по графику.
Кв = ((180 –
200)2 + (205 – 200)2 + (209 – 203)2) / 200 =
0,17%
Коэффициент вариации
составляет 0,17. Это значит, что выпуск продукции по декадам отклоняется от
графика в среднем на 17%.
Упущенные возможности
цеха по выпуску продукции в связи с неритмичной работой определяются как
разность между фактическим и возможным выпуском продукции, исчисленным исходя
из наибольшего среднедекадного объема производства:
594 – 209 х 3 = -33 тыс.
рублей
Причинами, мешающими
ритмичной работе цеха являются:
Несвоевременное
выполнение плана ремонтных работ;
Несвоевременная поставка
сырья и материалов поставщиками;
Недостаток энергоресурсов
не по вине предприятия.
Неритмичная работа
оказывает неблагоприятное влияние на результат хозяйственной деятельности цеха:
Ухудшается использование
трудовых ресурсов;
Основных фондов
(увеличиваются простои оборудования, снижается качество продукции);
Возрастают
внепроизводственные расходы (оплата простоев и сверхурочных часов).
Качество продукции – это
понятие, которое характеризует параметрические, эксплуатационные,
потребительские, технологические, дизайнерские свойства изделия, уровень его
стандартизации и унификации, надежность и долговечность.
Различают индивидуальные
и косвенные показатели качества продукции.
Одним из косвенных
показателей является брак. Он делится на исправимый и неисправимый, внешний и
внутренний. Выпуск брака ведет к повышению себестоимости, снижению прибыли и
рентабельности, качества продукции.
В результате анализа
качества изготовляемой продукции должны быть установлены типовые причины брака,
степень достоверности данных о браке и влияние изменения качества продукции на
выполнение производственной программы.
Исходными данными для
анализа служат сводки о браке и акты о браке (таблица18.)
Таблица18 Потери от брака
по цеху за 2009 год.
|
Показатели
|
2008
год
|
2009
год
|
Отклонение
|
|
Абсолютное
|
в % к
2008г.
|
|
1
|
2
|
3
|
4
|
5
|
|
Себестоимость
окончательно забракованной продукции, млн. руб.
|
213,8
|
50,8
|
-163,0
|
76,24
|
|
Расходы
по исправлению брака, млн.руб.
|
-
|
-
|
-
|
-
|
|
Реализация
брака по цене использования, млн.руб.
|
6,8
|
2,35
|
-4,45
|
65,44
|
|
Взыскано
с поставщиков за поставку недоброкачественной продукции, тыс.руб.
|
-
|
1,45
|
+1,45
|
-
|
|
Удержано
с виновников брака, тыс. руб.
|
-
|
-
|
-
|
-
|
|
Потери
от брака, млн. руб.
|
207,0
|
47,0
|
-160,0
|
77,3
|
|
Производственная
себестоимость валовой продукции, млн. руб.
|
21812,3
|
27876,2
|
+6063,9
|
27,8
|
|
Потери
от брака, %производственной себестоимости валовой продукции.
|
0,95
|
0,17
|
-0,78
|
|
Снижение качества
продукции вызывает различные потери, что сокращает ее выпуск. Неритмичная
работа цеха сказалась на величине потерь от брака.
Подсчитаем влияние брака
на выполнение производственной программы. Если доля потерь в производственной
себестоимости продукции составляет 0,17, а объем произведенной товарной
продукции в отчетном году равен 594 тыс рублей, то возможно увеличение
продукции путем ликвидации брака
594 х 0,17 / 100 = 1,01
тыс. рублей.
Из таблицы 1.17. видно,
что в 2008 году значительно снизились потери от брака на 160 тыс. рублей или на
77,3%.
Выводы
Проведенный анализ
производственно-хозяйственной деятельности предприятия показал, что финансовое
состояние предприятия является устойчивым. Наблюдается повышение коэффициента
платежеспособности (ликвидности) предприятия, что указывает на то, что
оборотные активы не будут использованы для погашения краткосрочных обязательств
в полной мере. В 2008 г. рентабельность продаж увеличилась на 10%, что говорит
об увеличении эффективности использования текущих затрат, увеличение
оборачиваемости капитала на 0,3 оборот свидетельствует о повышении
эффективности его использования. За 2008г. валовая прибыль возросла на 194681
тыс. руб. и составила 688076 тыс. руб., таким образом, темп прироста составил
40%. Из этого следует, что у предприятия имеются средства оплаты долгов,
формирования фондов развития. Затраты на производство возросли на 30%, а
товарная продукция на 50%. Превышение темпа прироста объёма товарной продукции
над темпом прироста затрат на производство обеспечило снижение затрат на 1 руб.
ТП на 10 коп., что привело к дополнительному росту прибыли. Темп прироста
средней заработной платы превышает темп прироста производительности труда,
также темп прироста товарной продукции превышает темп прироста материальных
затрат, все это характеризует прогрессивную тенденцию развития предприятия.
На основании проведённого
анализа можно сделать вывод, что на ОАО «Русполимет» в РМЦ есть возможность
запустить в производство новый вид детали - «Крышка». Она применяется в опорных
катках тракторов в количестве 2 штук. Производственные площади располагают для
модернизации нового парка оборудования для производства данной детали. Так же
это делается с целью экономия средств на её приобретения на стороне, и
получения дополнительной прибыли при продаже данного изделия заказчикам. Минимальный
выпуск изделия планируется в 2009 году 14000 шт. или 7000 пар «Крышек» в год.
2
Технологическая часть
2. 1 Описание условий работы и анализ
технологичности конструкции детали «крышка» (по госту 14.201-83)
Назначение детали.
Предложен чертеж детали
крышка. Марка материала крышки: сталь 45ФЛ ГОСТ 977-7 и допускается замена на
стали: стали: 40Л, 45Л.
Детали №403-21—299(298)
применяются в опорных катках тракторов, детали №25.01-21-360(361) – в
поддерживающих катках. Рассмотрим сборочный узел опорного катка , в котором
расположена крышка рисунок 1.
Крышка 1 поджимает
уплотнения в виде притертых металлических колец 11 с микроконусом, которые, в
свою очередь уплотнены резиновыми кольцами 10. Штифт 2, расположенный в глухом
отверстии крышки Ø12Н8 удерживает ось 5 от проворота. Крышки 1
зафиксированы на оси стопорными кольцами 4, осевые усилия , действующие на
каток, передаются на ось через фланцы 8, закрепленные болтами на торцах ступицы
катка. Чертёж комплексной детали представлен в (приложении 7 )
Конструкция детали
Детали имеют
ассиметричную форму, представляющую собой совокупность тела вращения и плоской
поверхности, их габаритные размеры составляют:
1.
№1- 403-21-299 Ø167х120
2.
№2- 403-21-298 Ø167х120
3.
№3- 25.01-21-360
Ø130х103
4.
№4- 25.01-21-361
Ø130х103.
Анализ поверхностей
деталей сведен в таблице 1.1.
Крышки имеют сходную
конфигурацию и типоразмеры, что предполагает однотипный вариант механической
обработки.
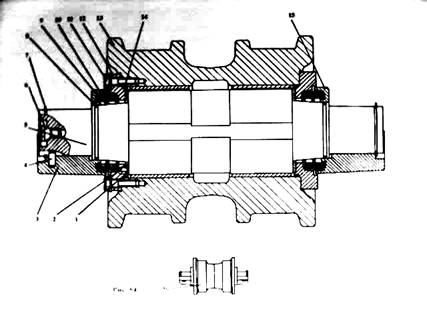
Рисунок 1. Опорный
каток.
Таблица 19 Анализ конструкции детали
Требования , предъявляемые к поверхности
|
|
Ø167, Ø130,120,103-левые торцы, внешняя
поверхность деталей
|
Не подвергаются обработке, шероховатость литейная, точность
–по 14 квалитету
|
|
120,103-правые торцы,
|
Rа-6,3, точность по 12 квалитету,
|
|
плоские выступы 185х76,160х77
|
Rа-20,50 точность по 12 квалитету,
требования параллельности выступов 0,2мм относительно базового отверстия
|
|
2 отверстия Ø29,5и Ø27
|
Rа-1,6 предназначены для стяжки
болтового соединения; имеется требования к симметричности расположения
центров отверстий с зависимым допуском в диаметральном выражении, по новому
варианту являются технологической базой
|
|
Для деталей №1,№4: Ø12Н8
|
Rа-1,6 ; имеется требование к
непересечению осей 0,4мм относительно указанной базы, допуск зависимый
|
|
1)Ø80Н9, Ø65Н9 2) Ø95Н9, Ø75Н9
|
Rа-6,3 ;3,2 соответственно,
поверхности выполнены точно ввиду того , что они сопряжены в сборке с осью ,
имеется требование по соосности отверстий
|
|
1)Ø100 , Ø85
|
Rа-50 выполнены по 12 квалитету ,
торцевая поверхность доведена до Rа-6,3 –она сопряжена со стопорным кольцом
|
|
Внутренний контур с конусной поверхностью 10 º ±30' и
канавки Ø101- Ø124 , Ø79- Ø95
|
Предназначены для уплотнений , конусная поверхность имеет
требования по радиальному биению 0,08 мм относительно базового отверстия
|
Изготовление такого типа
деталей целесообразнее производить групповым методом. Поэтому я предлагаю
применить в дипломном проекте групповой технологический процесс для обработки
группы деталей аналогичного типа. Из этих четырех деталей выберем деталь-
представитель, комплексную деталь.
Анализ технологичности детали «крышка»
Деталь можно считать технологичной, так как:
1.
обрабатываемые
поверхности в основном открыты и доступны для прохода режущих инструментов;
2.
материал 45ФЛ
имеет хорошую жидкотекучесть, среднюю линейную усадку, склонность к
трещинообразованию-это позволяет применять рациональные методы получения заготовки с размерами и
формами наиболее близкими к готовой детали, следовательно возрастает
коэффициент использования металла и снижается трудоемкость механической
обработки детали;
3.
она прочная и
жесткая, что позволяет обрабатывать ее с наиболее производительными режимами
резания;
4.
имеется
возможность производить финишную обработку от одной базы всех поверхностей,
которые связаны между собой условиями соосности, симметричности, параллельности
Количественная оценка
технологичности
Количественная оценка
технологичности определяется по ГОСТ 14201-84Е.
Таблица 20 Точность обработки детали
|
Квалитеты
|
14
|
12
|
10
|
9
|
8
|
Всего
поверхностей
|
|
Количество поверхностей
|
6
|
19
|
2
|
2
|
3
|
32
|
Таблица 21 Точность
поверхностей детали
|
Шероховатость, Ra
|
80
|
50
|
25
|
20
|
12,5
|
6,3
|
3,2
|
1,6
|
Всего
поверхностей
|
|
Количество поверхностей
|
6
|
2
|
2
|
10
|
8
|
3
|
3
|
3
|
32
|
Таблица 22 Показатели
технологичности конструкции крышки
|
Показатели
|
|
Норма
|
Значение
|
|
Коэффициент точности обработки
|
Ктн
|
0,91 > 0,8.
|
0,91
|
|
Коэффициент шероховатости
|
Кш
|
0,96£ 1,6.
|
0,96
|
|
Коэффициент унификации
|
Ку.э
|
|
0,78
|
|
Коэффициент использования материала
|
Ки.м
|
|
0,78
|
|
Коэффициент обрабатываемости стали
|
Км
|
|
0,95
|
|
Квалитета обработки
|
|
|
JT12.
|
Выбор типа производства
Коэффициент закрепления
операций определяется по формуле 1.7:
 , (1.7)
, (1.7)
где Р- число рабочих
мест,
О- количество операций
,выполняемых на рабочем месте за месяц, определяется по формуле 1.8;
 , (1.8)
, (1.8)
где ηзн-нормативный коэффициент загрузки
оборудования
ηзф-фактический коэффициент загрузки
рабочего места, определяется по формуле 1.9:
 , (1.9)
, (1.9)
где mр- расчетное количество станков, определяется по
формуле 1.10:
 , (1.10)
, (1.10)
где N-годовая программа выпуска (14000
шт.)
Тшт- штучное
время , мин.
Fд- действительный годовой фонд времени ,ч определяется
по формуле 1.11:
 , (1.11)
, (1.11)
где Fн- номинальный фонд времени работы оборудования ,мин,
определяется по формуле 1.12 :
 , (1.12)
, (1.12)
где Ккд, Кпд
– календарные и праздничные дни соответственно,
S- количество смен , 2,
d – продолжительность смены 8 ч.
Fн=250*2*8=4000
ηзн=0,75…0,85.
Примем ηзн=0,85 ,все полученные данные сводим в
таблицу 23.
Таблица 23 Коэффициент
закрепления операций
|
Операция
|
Тштк
|
mp
|
P
|
ηзф
|
О
|
|
005
|
20,4
|
1,79
|
2
|
0,89
|
0,95
|
|
010
|
7,2
|
0,53
|
1
|
0,53
|
1,6
|
|
015
|
3,73
|
-
|
-
|
-
|
-
|
|
020
|
1,91
|
0,071
|
1
|
0,071
|
10,6
|
|
Итого
|
4
|
2,99
|
Если 10≥Кзо>1-
крупносерийное,
20≥Кзо>10-
производство среднесерийное,
40≥Кзо>20-производство
мелкосерийное
Кзо=2,99-следовательно,
производство крупносерийное.
ВЫБОР ИСХОДНОЙ ЗАГОТОВКИ
Заготовка является сложной геометрической фигурой, то
для нахождения объема заготовки необходимо разбить заготовку на элементарные
геометрические фигуры. Тогда объем заготовки будет складываться из объема
элементарных геометрических фигур, см3 :





Для стали 45ФЛ g=7,81г/см3
Масса заготовки, г:
 .
.
Для отливки
S=(360/1000* 10,87*1,05*1*0,87*0,5)-(10,87-8,5)25/1000=1,72
руб.
Для штамповки
S=(373/1000*11,2*1*1*0,8*1*1)-(11,2-8,5)25/1000=3,27 руб,
Коэффициент
использования материала:
для отливки
Ки.м.=8,5/10,87=0,78
для штамповки
Ки.м.=8,5/11,2=0,75
Значит штамповка по
сравнению с отливкой дорога, а также менее экономична по использованию
материала.
Ввиду того, что крышка не является телом вращения и
имеет сложную конфигурацию, заготовку для нее можно получить из отливки.
Чертеж заготовки представлен в (приложении 8 )
Материал детали - литейная сталь 45ФЛ, которая хорошо
обрабатывается всеми видами лезвийного инструмента, применяется для
изготовления станин , корпусов , муфт , тормозных дисков, вилок ,звездочек и
других деталей , работающих при температуре до 400ºС . Некоторые
механические свойства стали 45ФЛ рассмотрены в таблице 24 .
Таблица 24 Механические свойства стали 45ФЛ
|
Диаметр сечения,
1мм
|
т, Мпа
|
B, МПа
|
5, %
|
, %
|
HB
|
До400
|
320
|
550
|
14
|
25
|
167-207
|
Таблица
25 Массовая доля элементов и легированных добавок в стали 45ФЛ ГОСТ 977-75
|
Марка материала
|
C,%
|
V,%
|
Si,%
|
Mn,%
|
Cr,%
|
S,%
|
P,%
|
Cu,%
|
Ni,%
|
|
45ФЛ ГОСТ 977-75
|
0,37-0,45
|
0,06-0,15
|
0,2-0,52
|
0,4-0,9
|
0,3
|
0,045
|
0,04
|
0,3
|
0,3
|
Для заготовки данной
массы и конфигурации целесообразно предварительно принять литые отливки,
особенно если учесть, что материал детали – литейная сталь.
При этом заготовка имела
11 степень точности( припуски в среднем составляли по 4 мм на сторону) и Rа 80мкм.
Целесообразно снизить
припуски на механообработку детали , поэтому я предлагаю в качестве метода получения
заготовки использовать литье в песчаные формы, отверждаемые в контакте с
оснасткой, при этом припуски сокращаются в 2 раза, степень точности получаемой
отливки-8.
При получении заготовки
более высокой точности стоимость ее изготовления возрастет, однако, сформировав
отливку иным образом, чем в действующем технологическом процессе (сэкономив ≈15%
металла) снижаем стоимость механической обработки деталей.
Данный проект
представляет разработку группового технологического процесса механообработки
деталей. Считаем, что на производство заготовок также распространяется
групповая технология, причем для каждой детали группы формируется своя отливка.
Метод получения заготовки
-литье в песчаные формы, отверждаемые в контакте с отливкой.
Согласно [4] таблица 1.1,
для вышеуказанного метода получения отливки :
1.
степень точности
отливки 6-11 , принимаем 8;
2.
группа припусков
2-4 , принимаем 3.
Припуски назначаются
исходя из допуска на размер и группы припуска , все полученные данные сведем в
таблицу 26 (приложение 9)
АНАЛИЗ СУЩЕСТВУЮЩЕГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ПРЕДПОЛАГАЕМОГО ВАРИАНТА
Базовый вариант маршрута
представлен в таблице 27:
Таблица 27 Базовый
вариант маршрута
|
№ Операции
|
Содержание операции
|
Оборудование
|
То
|
Тшт
|
|
000
|
Заготовительная
|
|
|
|
|
005
|
Токарная
|
16К20М
|
2,1
|
4,2
|
|
010
|
Токарная
|
16К20
|
9,52
|
13,6
|
|
015
|
Токарная
|
1К282
|
7,5
|
12,5
|
|
020
|
Токарная
|
1К282
|
8,7
|
11,2
|
|
025
|
Токарная с ЧПУ
|
16К20Т1
|
4,4
|
5,8
|
|
030
|
Токарная с ЧПУ
|
16А20Ф3
|
13
|
16,2
|
|
035
|
Фрезерная
|
Вертикально-фрезерный 65А60Ф1-11
|
10
|
13,8
|
|
040
|
Слесарная
|
Верстак Н873.010
|
1,5
|
0,8
|
|
045
|
Фрезерная
|
FA5В-V
|
1,0
|
8,12
|
|
050
|
Слесарная
|
Верстак Н873.010
|
1,5
|
3,7
|
|
055
|
Сверлильная
|
Радиально-сверлильный 2А554
|
2,18
|
4,2
|
|
060
|
Сверлильная
|
Вертикально-сверлильный СС20143
|
1,71
|
2,9
|
|
065
|
Сверлильная
|
Радиально-сверлильный 2А554
|
1,15
|
5,8
|
|
070
|
Сверлильная
|
Радиально-сверлильный 2А554
|
0,36
|
3,5
|
|
075
|
Слесарная
|
Верстак Н873.010
|
1,5
|
0,15
|
|
080
|
Моечная
|
Моечная машина Н840 023
|
4,5
|
2,7
|
|
085
|
Контрольная
|
Стол ОТК Н873
|
1,5
|
6,8
|
|
Итого
|
|
101,82
|
Анализ базового
варианта ТП изготовления детали
Как видно из приведенного
маршрута, он предполагает достаточное количество дорогостоящего оборудования :
1.
восьмишпиндельный
станок для токарной обработки 1К282, причем, т.к. этот станок используется на
нескольких операциях , то таких станков применяется несколько, ввиду неудобства
переналадки каждой отдельной технологической единицы ;
2.
16К20Ф3 и
16К20Т1, также применяются на 2-х различных операциях, следовательно их
количество как минимум 2-е единицы :
3.
Фрезерные станки
65А60Ф1-11, FA5В-V .
Согласно действующему
технологическому процессу изготовления крышки первые 2 операции предназначены
для подготовки чистовой базы :
1.
005-
растачивается фаска под центр;
2.
010- деталь
устанавливается в центрах , происходит обработка технологической базы Ø
167, к которому не предъявляются особые требования по точности, шероховатости и
который, согласно рабочему чертежу, не подлежит механообработке .
Следующие 2-е операции
(015,020) – это черновая обработка внутреннего контура детали. Операции 025 и
030 –чистовая расточка внутреннего контура детали (сложный контур типа «
бутылка» возможно обработать только на станке с ЧПУ).
Фрезерная операция 035-
это съем цилиндрической бобышки заготовки, расположенной над плоскими выступами
детали. Фрезерная операция 040-предполагает обработку тех же плоских выступов,
но с противоположной стороны детали.
Операции сверления :
1.
055,
060-последовательное сверление 2-х отверстий Ø 29,5;
2.
065-выполняется
только для деталей №299 и №361 обрабатывается самая точная поверхность детали -
по Н8 ;
3.
070- получение
цековок Ø 52.
Вывод:
1.
большое
количество дорогостоящего оборудования ;
2.
неудобство
закрепления детали – необходимость подготовки технологической база (операции
005,010 );
3.
большое
количество единиц технологического оборудования (например, 2-а однотипных
станка 16К20Ф3 и 16К20Т1:
4.
нерациональная
заготовка и, как следствие,- дополнительная операция (фрезерная 035)
В качестве нового
варианта технологического процесса изготовления крышки, предлагаю следующий
маршрут (таблица 28):
Таблица 28 Новый вариант
маршрута
|
№ операции
|
Содержание операции
|
Оборудование
|
Тца
|
Тшт
|
|
000
|
Заготовительная
|
|
|
|
|
005
|
Фрезерно-сверлильная
|
2204ВМФ4
|
10,37
|
20,4
|
Токарная
|
16К20Ф3
|
4,7
|
7,2
|
|
015
|
Расточная
|
2204ВМФ4
|
1,2
|
3,73
|
|
020
|
Сверлильная
|
2Р135Ф2
|
0,52
|
1,91
|
|
025
|
Моечная
|
Моечная машина Н840 023
|
|
|
|
Итого
|
|
33,24
|
На операции 005-
фрезеруется плоскость 185 , причем станок, на котором ведется обработка,
обладает поворотным столом и 30-и позиционным барабаном инструментов, что
позволяет :
1)
фрезеровать три
взаимоперпендекулярные плоскости, не переустанавливая деталь;
2)
сверлить 2
отверстия (отверстия доводятся до 8 квалитета , т.к. они служат базовой
поверхностью) , фрезеровать 2 цековки; на этом этапе подготавливается единая
технологическая база , относительно которой происходит почти вся дальнейшая
обработка- отверстия Ø 29,5 Н8.
На операции 010
предполагается обработка всего внутреннего контура детали, кроме растачивания
до 9 квалитета Ø 80 и Ø 95.
На операции 015
выполняется чистовая обработка Ø 80 и Ø 95, а также растачивание
Ø100 –возможна за счет наличия у станка поворотного стола.
На операции 020
сверлиться отверстии Ø12Н8 , т.к. для этого необходимо несколько единиц
осевого инструмента применяется станок с ЧПУ.
Анализ предлагаемого
варианта ТП изготовления детали
1.
Как видно из
таблицы 7, все станки имеют устройство ЧПУ: с одной стороны это невыгодно с
экономической точки зрения, однако выбранное оборудования – гибкое , а это
значит , что станки легко переналаживаются на выпуск иной продукции. Таким
образом экономический эффект оказывается положительным.
2.
Номенклатура и
количество единиц технологического оборудования сведено к минимуму.
3.
Создается
технологическая база, относительно которой ведется вся обработка детали
4.
Применяется рациональная
заготовка (степень точности, которой выше-8, т.е. с одной стороны ее
себестоимость выше, но, с другой стороны, стоимость механообработки значительно
сокращается).
5.
Предполагаемое
оборудование позволяет сократить количество операций.
Проведем оптимизацию
технологического процесса изготовления крышек. Оптимизация производится при
наличии ТП обработки изделия по рабочему чертежу детали. Рабочий чертеж детали
представлен в эскизном варианте на рисунках 1.2, 1.3 и 1.3а :
Рисунок 1.2. Эскиз детали
(вид спереди).
Рисунок 1.3. Эскиз детали
(разрез Н-Н).
Рисунок 1.3а. Эскиз
детали (вид Л).
Представим ТП в виде
последовательности обработки каждой отдельной поверхности. Для этого представим
технологический процесс обработки : базовый и новый - в виде последовательных
переходов для получения каждой конкретной поверхности. Данные о механообработке
каждой поверхности сведем в таблицу 29, таблицу 30 (приложение 10 и 11) соответственно
для базового и предлагаемого ТП.
АНАЛИТИЧЕСКИЙ
РАСЧЕТ МЕЖОПЕРАЦИОННЫХ ПРИПУСКОВ
Минимальный припуск определяется по формуле табл.4.2 [5]
с.62 , мкм:
 , (1.14)
, (1.14)
где  –высота неровностей профиля на предшествующем
переходе , определяется по справочнику [6] табл.5 , для соответствующей
операции ;
–высота неровностей профиля на предшествующем
переходе , определяется по справочнику [6] табл.5 , для соответствующей
операции ;
 – глубина дефектного поверхностного слоя на
предшествующем переходе определяется по справочнику [6] табл.5 , аналогично ;
– глубина дефектного поверхностного слоя на
предшествующем переходе определяется по справочнику [6] табл.5 , аналогично ;
 - суммарное пространственное отклонение определяем
по формуле( для заготовки ), мкм, определяется по формуле 1.15:
- суммарное пространственное отклонение определяем
по формуле( для заготовки ), мкм, определяется по формуле 1.15:
 , (1.15)
, (1.15)
где r см - смещение осей отливок, отверстия как
в диаметральном, так и в осевом направлении ,мкм .
При обработке корпусной детали с
базированием ее по отверстиям с параллельными осями и плоскости,
перпендикулярной к ним это смещение принимают равным допуску на смещение осей
отверстий.


r кор- коробление отверстия как в
диаметральном , так и в осевом направлении, мкм . [6] , с.192
 , (1.16)
, (1.16)
где ∆к- удельная
величина коробления, мкм/мм, по табл.22[6], с.192
∆к=0,7-1 ,
принимаем 1 ,
l-наибольший размер заготовки тогда :
После сверления отверстия в
заготовке имеем следующее пространственное суммарное отклонение, определяется
по формуле 1.17,мкм:
 , (1.17)
, (1.17)
где ∆у- удельное
значение увода оси , мкм/мм;
l-длина отверстия, мм;
С0-смещение оси
отверстия, мкм.
По таблице 25 [6] с. 196 :
 .
.
Для каждой последующей операции ,
остаточное коробление составит, мкм:
 ,
,
где куточн- коэффициент
уточнения формы , определяется по рекомендациям табл.22[5] с.73
 – суммарная погрешность определяется по формуле
, мкм:
– суммарная погрешность определяется по формуле
, мкм:
Погрешность установки определяем по формуле 1.18 [9,
с. 74]):
 , (1.18)
, (1.18)
где eб – погрешность базирования, имеет место при не
совмещении установочной и технологической баз, eб= 0.
eз – погрешность закрепления, мкм: по
табице 4.10. [9]
e = 120 мкм.
На всех остальных
переходах e = 0, так как
обработка ведется за один установ.
Технологический маршрут
обработки отверстия определяем , согласно рекомендациям таблице 7,[9] , он
состоит из следующих операций :
1)
Сверление
2)
Зенкерование
3)
Развертывание
Суммарное значение
пространственных отклонений для заготовки :
Для операций зенкерование
: D3= 0,05 ,
развертывание : D4=0,002.
r3 = 24´ 0,05 = 0,12мкм;
r4 = 0,12´ 0,002 = 0,00024мкм;
Значения параметра
шероховатости Rz и глубина дефектного слоя h для всех технологических переходов
обработки поверхности назначаем по таблицам 4.3 и 4.5 [6]. На основании
записанных в таблице данных производим расчёт минимальных значений
межоперационных припусков, пользуясь основной формулой, тогда минимальный
припуск будет равен:
для сверления: ,
,
для зенкерования:  ,
,
для развертывания 
Значение припусков занесем в таблицу 16.
В графе расчетный размер значения диаметров
определяются следующим образом:
 (1.19)
(1.19)
зенкерование-
сверление - .
.
В графе предельный размер
наибольшее значение получается по расчетным размерам, округленным до точности
допуска соответствующего перехода. Минимальное значение предельного размера
получается из максимального, за вычетом соответствующего допуска :
 (1.20)
(1.20)
зенкерование-
сверление - .
.
Максимальные предельные
значения припусков  равны
разности наибольших предельных размеров выполняемого и предшествующего переходов,
а максимальные значения
равны
разности наибольших предельных размеров выполняемого и предшествующего переходов,
а максимальные значения  –
соответственно разности наибольших предельных размеров.
–
соответственно разности наибольших предельных размеров.
 , (1.21)
, (1.21)
 , (1.22)
, (1.22)
для зенкерования  мм;
мм;
 мм;
мм;
для развертывания  мм;
мм;
 мм
мм
Общие номинальные
припуски определяем, суммируя промежуточные припуски, и записываем их значения
внизу соответствующих граф.
Общие номинальные
припуски определяем, суммируя промежуточные припуски, и записываем их значения
внизу соответствующих граф.
 мкм;
мкм;  мкм;
мкм;
По рассчитанным данным
строим схему расположения полей допусков. Производим проверку правильности
выполненных расчётов:

385 - 248= 180 - 43 = 137
мкм, верно;
138 - 122 = 43 - 27= 16
мкм, верно;
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ НА
АНАЛИТИЧЕСКУЮ ПОВЕРХНОСТЬ Ø 12Н8
Режимы резания
представлены в таблице 32 (приложение 12).
Расчет режимов резания
табличным путём представлен (приложении 13)
ВЫВОД
Исходя из выполненных
мною расчетов по детали «Крышка» можно сделать следующие заключения: данная
деталь является технологичной так как она не относится к деталям высокой
точности и деталям трудно обрабатываемым, а значит ее стоимость и трудоемкость
изготовления снижается. Заготовку для этой детали целесообразно изготавливать
методом литья так как Ким штамповки равен 72% это выше чем у других
методов получения данной детали.
Для подтверждения
правильности сделанного выбора были рассчитаны следующие показатели: часовые
приведенные затраты, основная и дополнительная зарплата с начислениями и учетом
многостаночного обслуживания, часовые затраты по эксплуатации рабочего места,
технологическая себестоимость операций, а так же проведен расчет годового
экономического эффекта. В результате расчетов определен наиболее выгодный
вариант изготовления детали – штамповка, так как сумма приведенных затрат была
наименьшая.
Здесь же было произведено
проектирование технологического маршрута обработки детали табличным методом:
определена последовательность обработки детали, операционные припуски, допуски
и размеры заготовки.
Расчет режимов резания и
нормы времени операций определены табличным методом.
Показатели экономической
эффективности от внедрения нового вида продукции представлены в (приложении
14).
3
Организационно-экономическая часть
Разработка
бизнес плана производства новой продукции (услуг) в РМЦ ОАО «Русполимет»
3.1 Резюме
Кулебакский
металлургический завод представляет собой открытое акционерное общество (ОАО
«Русполимет»), созданное путем приватизации.
ОАО «Русполимет»
расположено в городе Кулебаки Нижегородской области. Промышленная площадь
застройки – 192,9 га.
Юридический адрес: 607010,
Нижегородская обл., г. Кулебаки, ул. Восстания, д.1,
Официальный сайт: www. Ruspolimet.ru Е- mail: oaokmz @ sinn. ru
ОАО «Русполимет»
производит:
Кольца катанные из
жаропрочных сталей и титановых сплавов;
Высокопроцентный кусковой
ферротитан в поперечнике 25 – 125 мм;
Высокотемпературную
газостатическую обработку литых деталей в газостате с целью устранения дефектов
металлургического происхождения в отливках титановых и алюминиевых сплавов;
Тюбинги чугунные для
сооружения перегонных тоннелей метро, отводов шахт и притоннельных сооружений
диаметром 5,6 и 5,1 м.;
Тракторные запасные
части;
Траловые доски для
рыболовецкого флота.
На ОАО «Русполимет» существует как общезаводские и цеховые
ремонтные службы. К общезаводским подразделениям относятся отдел (управление)
главного механика, ремонтно-механический цех, склад оборудования и запасных
частей, цех по ремонту кольцевого и металлургического оборудования (ЦРКО И
ЦРМО). Руководит ремонтным хозяйством главный механик завода через отдел
главного механика, который состоит из ряда бюро: оборудования
(планово-предупредительного ремонта), планово-производственного, технического и
др. Отдел главного механика выполняет конструкторскую, технологическую, производственную
и планово-экономическую работу для всего ремонтного хозяйства.
Ремонтно-механический цех (РМЦ) подчинен главному механику и
проводит капитальный ремонт и модернизацию сложного оборудования, изготавливает
запасные части, технологической оснастки и нестандартное оборудование,
оказывает помощь цеховым ремонтным службам.
Техническая
база ремонтного хозяйства определяется Типовой системой технического
обслуживания и ремонта металло- и деревообрабатывающего оборудования, а также
общемашиностроительными нормативами технологического проектирования РМЦ и
предусматривает количество и структуру оборудования, производственные площади,
средства механизации ремонтных работ и технологию их выполнения. Состав и
количество основного оборудования в ремонтном хозяйстве должны обеспечивать
выполнение всех видов ремонтных работ, изготовление запасных частей и
нестандартизованного оборудования, а также его модернизацию. Основное
оборудование ремонтных служб - универсальные станки для обработки металла
резанием (токарно-револьверные - 50%, фрезерные - 12, шлифовальные - 16% и
др.)- Вспомогательное и слесарно-сборочное оборудование определяется в виде
комплекта (набора).
3.2 Общая характеристика
проекта
Целью предлагаемого проекта является увеличение выручки
от реализации продукции, а так же обеспечения запчастями для текущих и
капитальных ремонтов оборудования кольцепрокатных цехов ОАО «Русполимет»
Задачи проекта:
> увеличение объемов продаж за счет освоения
новых видов продукции;
> техническое и технологическое обеспечение
производственного процесса;
> обеспечение производственного процесса
сырьевыми и материальными ресурсами;
> обеспечение требуемого качества продукции;
> снижение издержек на производство продукции.
Суть проекта заключается в комплексной
модернизации техники и технологии ремонтно-механического цеха ОАО «Русполимет» направленной
на освоение производства новых видов продукции, обладающих определенными
потребительскими свойствами и востребованных на конкретных сегментах рынка.
Комплексная модернизация подразумевает:
·
оптимизацию
технологии изготовления детали за счет приобретения нового оборудования с ЧПУ и
манипулятора, а так же модернизации ныне существующего оборудования;
·
освоение
нового техпроцесса за счет приобретения соответствующего комплекса оборудования;
·
приобретение
оборудования для проведения неразрушающего контроля.
Основной составляющей эффекта является увеличение
выручки от реализации продукции на рынках РФ и ближнего зарубежья.
Дополнительными источниками эффекта являются:
·
снижение
удельного расхода металла за счет использования новой заготовки
·
снижение
расхода электроэнергии в линии станков с ЧПУ;
·
снижение
удельных издержек на условно-постоянных затратах за счет увеличения объемов
производства.
3.3
Характеристика нового вида продукции
Предложен чертеж детали
крышка. Марка материала крышки: сталь 45ФЛ ГОСТ 977-7 и допускается замена на
стали: стали: 40Л, 45Л.
Детали №403-21—299(298)
применяются в опорных катках тракторов, детали №25.01-21-360(361) – в
поддерживающих катках. Рассмотрим сборочный узел опорного катка , в котором
расположена крышка рисунок 1.
Крышка 1 поджимает
уплотнения в виде притертых металлических колец 11 с микроконусом, которые, в
свою очередь уплотнены резиновыми кольцами 10. Штифт 2, расположенный в глухом
отверстии крышки Ø12Н8 удерживает ось 5 от проворота. Крышки 1
зафиксированы на оси стопорными кольцами 4, осевые усилия , действующие на
каток, передаются на ось через фланцы 8, закрепленные болтами на торцах ступицы
катка.
Конструкция детали
Детали имеют ассиметричную
форму, представляющую собой совокупность тела вращения и плоской поверхности,
их габаритные размеры составляют:
5.
№1- 403-21-299 Ø167х120
6.
№2- 403-21-298 Ø167х120
7.
№3- 25.01-21-360
Ø130х103
8.
№4- 25.01-21-361
Ø130х103.
Анализ поверхностей
деталей сведен в таблице 33.
Крышки имеют сходную
конфигурацию и типоразмеры, что предполагает однотипный вариант механической
обработки.
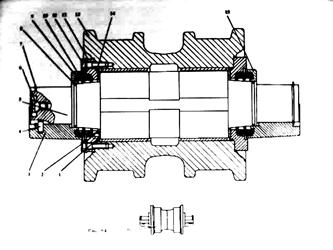
Рисунок 1. Опорный каток.
Таблица 33.
Анализ конструкции детали
|
Поверхность
|
Требования , предъявляемые к поверхности
|
|
Ø167, Ø130,120,103-левые торцы, внешняя
поверхность деталей
|
Не подвергаются обработке, шероховатость литейная, точность
–по 14 квалитету
|
|
120,103-правые торцы,
|
Rа-6,3, точность по 12 квалитету,
|
|
плоские выступы 185х76,160х77
|
Rа-20,50 точность по 12 квалитету,
требования параллельности выступов 0,2мм относительно базового отверстия
|
|
2 отверстия Ø29,5и Ø27
|
Rа-1,6 предназначены для стяжки
болтового соединения; имеется требования к симметричности расположения
центров отверстий с зависимым допуском в диаметральном выражении, по новому
варианту являются технологической базой
|
|
Для деталей №1,№4: Ø12Н8
|
Rа-1,6 ; имеется требование к
непересечению осей 0,4мм относительно указанной базы, допуск зависимый
|
|
1)Ø80Н9, Ø65Н9 2) Ø95Н9, Ø75Н9
|
Rа-6,3 ;3,2 соответственно,
поверхности выполнены точно ввиду того , что они сопряжены в сборке с осью ,
имеется требование по соосности отверстий
|
|
1)Ø100 , Ø85
|
Rа-50 выполнены по 12 квалитету ,
торцевая поверхность доведена до Rа-6,3 –она сопряжена со стопорным кольцом
|
|
Внутренний контур с конусной поверхностью 10 º ±30' и
канавки Ø101- Ø124 , Ø79- Ø95
|
Предназначены для уплотнений , конусная поверхность имеет
требования по радиальному биению 0,08 мм относительно базового отверстия
|
Изготовление такого типа
деталей целесообразнее производить групповым методом. Поэтому предлагается
применить в дипломном проекте групповой технологический процесс для обработки группы
деталей аналогичного типа.
Материал детали -
литейная сталь 45ФЛ, которая хорошо обрабатывается всеми видами лезвийного
инструмента, применяется для изготовления станин , корпусов, муфт , тормозных
дисков, вилок ,звездочек и других деталей , работающих при температуре до
400ºС . Некоторые механические свойства стали 45ФЛ рассмотрены в таблице 34
Таблица
34
Механические свойства стали 45ФЛ
|
Диаметр сечения,
1мм
|
т, Мпа
|
B, МПа
|
5, %
|
, %
|
HB
|
До400
|
320
|
550
|
14
|
25
|
167-207
|
Таблица 35
Массовая
доля элементов и легированных добавок в стали 45ФЛ ГОСТ 977-75
|
Марка материала
|
C,%
|
V,%
|
Si,%
|
Mn,%
|
Cr,%
|
S,%
|
P,%
|
Cu,%
|
Ni,%
|
|
45ФЛ ГОСТ 977-75
|
0,37-0,45
|
0,06-0,15
|
0,2-0,52
|
0,4-0,9
|
0,3
|
0,045
|
0,04
|
0,3
|
0,3
|
3.4 Маркетинговый анализ
Формирование идеи новой
продукции.
В связи с выводами
сделанными в специальном анализе РМЦ, приведём факторы обуславливающие введение
новой продукции в его ассортимент:
Необходимость
стабилизации экономического положения, более эффективной загрузкой мощностей
цеха. Необходимость оградить предприятие от процесса устаревания существующей
продукции, снижения рентабельности и конкурентоспособности.
Необходимость расширить
производство более быстрыми темпами, чем это возможно при узком ассортименте
выпускаемой продукции.
Предполагается, что часть
производственного потенциала РМЦ ОАО «Русполимет» может использоваться для
изготовления «крышки» не только для собственных нужд, но и для реализации.
Выпуск этой продукции возможен исходя из следующих соображений:
Невозможность
разукомплектования мощностей по производству детали списание или продажу их,
так как они относятся к категории «Мобилизационные мощности» и управляются
федеральными органами ГОСКОМРЕЗЕРВА.
Близость технологии
изготовления данной запчасти к технологическим возможностям оборудования РМЦ.
Относительная
территориальная близость потребителей продукции к местонахождению предприятия
ОАО «Русполимет».
3.4.1Анализ
конкурентоспособности продукции.
Основным конкурентом РМЦ ОАО
«Русполимет» в области изготовления запчастей является Уральский регион. Оценку
конкурентоспособности продукции этих двух предприятий проведём в таблице.
Номинальные значения качества берутся из технических паспортов. Показатели, не
имеющие количественного измерения, подлежат экспертной оценки.
География
производителей запчастей в РФ
Таблица 36
Основные конкуренты
предприятия.
|
№
|
Показатели качества и конкурентоспособности
|
весомость
|
Изделие РМЦ ОАО Русполимет
|
УРАЛЬСКИЙ РЕГИОН
|
|
НОМ.
|
ОТНОС.
|
НОМ.
|
ОТНОС.
|
|
1
|
Показатели назначения
|
0,2
|
-
|
0,86
|
-
|
1
|
|
1.1
|
Диаметральный диапазон, видов
|
0,4
|
4
|
0,66
|
6
|
1
|
|
1.2
|
Комплектация
|
0,6
|
полная
|
1
|
полная
|
1
|
|
2
|
Показатели надёжности
|
0,1
|
-
|
0,926
|
-
|
1
|
|
2.1
|
Прочность, МПа
|
0,6
|
580
|
0,96
|
600
|
1
|
|
2.2
|
Ресурс, лет
|
0,4
|
35
|
0,875
|
40
|
1
|
|
3
|
Внешний вид
|
0,1
|
-
|
0,65
|
-
|
0,75
|
|
4
|
Транспортно-таможенные расходы т.р.
|
0,3
|
0,2
|
1
|
0,5
|
0,4
|
|
5
|
Цена т.р.
|
0,3
|
1,2
|
1
|
1,3
|
0,92
|
|
ИТОГО
|
|
|
0,922
|
|
0,831
|
Оценка
конкурентоспособности запчастей показала, что продукция РМЦ ОАО «Русполимет»является
конкурентоспособной и привлекательной, так как в этом случае снижаются
транспортно-заготовительные расходы и увеличивается возможность оперативного
снижения.
Описание рынка по
изготовлению запчастей для станков по Нижегородской обл.
Кроме РМЦ ОАО
«Русполимет» в регионе предлагается продукция следующих производителей:
Энергомаш, Челябинский
ЗМК, Киреевский ЗМК, Уралтрубпром, Нижнетагильский ЗМК, Череповецкий ЗМК,Астрон
Доля предприятия на
Нижегородском рынке запчастей достигает 26% от общего объема поставок в данный
регион
Оценка
конкурентоспособности продукции показала, что продукция РМЦ ОАО «Русполимет»
является конкурентоспособной и привлекательной, так как в этом случае снижаются
транспортно-заготовительные расходы и увеличивается возможность оперативного
снабжения.
Цены на запчасти и
комплектующие.
С начала 2008 года рост
цен на запчасти и комплектующие в России составил в среднем 5%. Решающим
фактором подорожания выступил достаточно сильный рост цен на продукцию машиностроительной
отрасли, которая является основным сырьём для запчастей и комплектующих: цены
на литейную и штамповочную заготовку выросли на 10-15%.
3.4.2
Анализ потребителей продукции
В результате анализа
собранной информации (характеристик предприятий потребителей продукции и их
потенциальных возможностей), был выбран рынок на который будет ориентирована
продукция завода. Анализ целевого рынка показал, что для нормальной
устойчивости и ритмичности производства, его постоянства и эффективности целесообразно
работать несколькими основными потребителями продукции, это:
ОАО «Московский
подшипник» г.Москва, Литейно-прокатной комплекс – г. Выкса , ООО «Легион-С» – г.Н.
Новгород, ОАО НПП «АЭРОСИЛА» г. Ступино
ОАО «Вертолётно Сервисная
компания» - г.Москва
В результате проведения
деловых переговоров иметься возможность заключить договора на поставку
продукции по договорным ценам в следующих объёмах.
Таблица 37
Объём поставок продукции
потребителям.
|
Потребитель,
вид продукции
|
Объём поставок пар./год
|
Цена за
1 шт. тыс.руб.
|
Товарный выпуск тыс.руб.
|
|
ОАО «Московский подшипник»
|
250
|
189,02
|
47256
|
|
Литейно-прокатной комплекс
|
350
|
189,02
|
66158,40
|
|
ООО «Легион-С»
|
275
|
189,02
|
|
ОАО НПП «АЭРОСИЛА»
|
125
|
189,02
|
23628
|
|
ОАО «Вертолётно Сервисная компания»
|
230
|
189,02
|
43475,52
|
|
ИТОГО
|
1230
|
|
232499,52
|
В результате проведённых
маркетинговых исследований собирается и анализируется портфель заказов и
составляется производственная программа производства продукции.
Таблица 38
Годовая производственная
программа предприятия
Продукция
|
Показатель
|
|
Вес кг.
|
Объём выпуска в штуках
|
Объём выпуска в тыс. тоннах
|
|
«Крышка» для опорных катках тракторов
|
8,5
|
14000
|
119
|
Организация производства
новой детали, как «крышка» возможна на имеющихся производственных мощностях РМЦ
ОАО «Русполимет».
3.5 Персонал
Обслуживание
вводимого модернизируемого оборудования будет осуществляться существующим
персоналом (за счет перераспределения персонала внутри предприятия). Изменения
штатного расписания, должностных инструкций будут произведены на этапе
внедрения проекта. Обучение персонала планируется осуществлять в рамках
договоров с поставщиками (изготовителями) оборудования. Сумма затрат на
обучения в расчетах не учитывается.
3.6 Организационный план
Высшим органом управления
ОАО «Русполимет» является общее собрание акционеров:
-Совет директоров;
- генеральный директор
-единоличный орган
-ликвидационная комиссия
на этапе прекращения деятельности предприятия
В РМЦ действует
линейно-функциональная система, которая имеет следующие преимущества:
-расширенные возможности
принятия комплексных решений
-сокращение времени на
технологические вопросы производства.
Недостатки -сложность
регулирования отношений линейных и функциональных руководителей. Данный вид
организационной структуры наиболее приемлем для таких крупных предприятий как
наше. В состав управления РМЦ входят руководители и специалисты, которые
занимаются подготовкой и принятием оптимальных решений.
3.2.Расчет технико-экономических показателей по
новому варианту
3.2.1 Расчет необходимого технологического
оборудования
Данные
для расчетов:
-
Nв
= 14000 шт
-
Деталь
– крышка, материал Сталь 45ФЛ;
-
Чистый
вес – 8,5 кг;
-
Вес
заготовки – 10,87 кг;
-
Технологический
маршрут обработки детали (таблица 39);
-
Регламентированные
потери времени в работе оборудования на планово-предупредительный ремонт – 8%;
-
Число
смен участка S = 2;
-
Продолжительность
рабочей смены d = 8,0 часа;
-
Технология
обработки, трудоемкость одного комплекта детали в нормо-часах, средний разряд
работ, коэффициент выполнения норм, при планируемом росте производительности
труда на 5%;
-
Средний
разряд вспомогательных рабочих равен 3;
Расчет
потребности в оборудовании по участку не включая оборудование поточной линии
включает в себя:
а)
расчет потребности основного оборудования определяется по каждому виду работы
технологического процесса, был произведен в технологической части:
2)
 (3.3)
(3.3)
3)
где
N – плановый выпуск комплектов деталей за год, шт.;
ТШТi
–
норма штучного времени (трудоемкость) на i-й вид работ, н-час; FЭФ –
эффективный фонд времени единицы оборудования за год, час;
ηзн.
–
нормативный коэффициент загрузки оборудования;
Таблица
39 Новый технологический процесс
|
Операции
|
Модель
станка
|
Разряд работ
|
tшт.,
мин
|
Фактическое
выполнение норм
|
Стоимость оборудования
|
|
005. Фрезерно-сверлильная
|
2204ВМФ4
|
4
|
20,4
|
100
|
2 404 000*2
|
|
010. Токарная
|
16К20Ф3
|
4
|
7,2
|
100
|
945 000
|
|
015. Расточная
|
2204ВМФ4
|
4
|
3,73
|
100
|
-
|
|
020. Сверлильные
|
2Р135Ф3
|
4
|
1,91
|
100
|
630 000
|
|
Итого
|
33,24
|
6 383 000+2*250 000=6 883 000
|
а)
Расчет потребности в оборудовании по новому варианту проводим по вышеуказанной
методике:
 →2
→2
 →1
→1
 →1
→1
Расчет
коэффициента загрузки оборудования был указан выше:
Коэффициент
загрузки оборудования был рассчитан выше:
 , (3.4)
, (3.4)
где
Р- число рабочих мест.
,
Итого
для участка по обработке деталей:
n=1+1+2=4
(единиц станков).
Средний
коэффициент загрузки оборудования– ηз ≈ 50 %
б)
расчет вспомогательного оборудования
Оно
определяется для заточного отделения участка и ремонтной мастерской. Потребное
количество заточных станков общего назначения берется в размере 5% от общего
количества станков, обслуживаемых заточкой. Шлифовальные станки заточкой не
обслуживаются.

в)
Потребное количество станков для ремонтной мастерской принимается в размере
4,3% от общего количества станков:
 .
.
Зная
номенклатуру станов, их количество и стоимость определим затраты на
оборудование, результаты сведены в табл.40.
Таблица
40
Стоимость
оборудования
|
Наименование оборудования
|
Количество станков
|
Стоимость
|
|
2204ВМФ4
|
2
|
2 404 000
|
|
16К20Ф3
|
1
|
945 000
|
|
2Р135Ф3
|
1
|
630 000
|
|
Ремонтное отделение
|
1
|
250 000
|
|
Заточное отделение
|
1
|
250 000
|
|
Итого
|
4
|
6 383 000+2*250 000=6 883 000
|
Расчет
баланса времени одного рабочего за год в часах
Расчет
баланса времени одного рабочего за год производится по календарю соответствующего
года. Число невыходов в дипломном проекте условны для упрощения расчетов.
Основной и дополнительный отпуска составляют 6% от номинального времени.
Отпуска по беременности и родам составляет 1%, невыходы по болезни - 4%,
невыходы, связанные с выполнением государственных и общественных обязанностей,
принимаются 0,4% к номинальному фонду рабочего времени. Внутрисменные потери
составляют 1,6%, в том числе сокращенный рабочий день подростков – 0,3%,
перерывы для кормящих матерей – 0,7%, и сокращенный рабочий день рабочих с
вредными условиями труда – 0,6% к номинальному фонду рабочего времени.
Баланс
времени одного рабочего за год представлен в таблице 41 (приложение 15)
Расчет
численности работающих
Расчет
численности работающих участка ведется отдельно по категориям работающих.
Расчет явочной численности основных рабочих (Rосн., чел)
производится по каждой профессии по формуле (3.5):
 , (3.5)
, (3.5)
где
FЭФ.Р - эффективный фонд рабочего времени за год, час, (см.таблицу
3.2);
КМ.О
- коэффициент многостаночного обслуживания (КМ.О = 1 Fэф.р.=1740
часов =104400 мин).
КВ.Н
-планируемый коэффициент выполнения норм определяется по формуле (3.6):
 , (3.6)
, (3.6)
где
КВФ- фактический коэффициент выполнения норм (см. таблицу42), для
1)
определение потребного количества основных рабочих проводим по формулам (3.5),
(3.6):


Таблица
42
Численность
основных рабочих по участку по профессиям и разрядам
|
Профессии рабочих
|
Разряд
|
Количество рабочих в две смены
|
|
1. Оператор ОЦ
|
4
|
4
|
|
2. Токарь
|
4
|
1
|
|
4. Сверловщик
|
3
|
1
|
|
Итого по участку обработки комплекта деталей
|
|
6
|
Таблица 43
Численность вспомогательных рабочих по базовому технологическому
процессу
|
Профессия вспомогательных
Рабочих
|
Разряд
|
Количество в две
смены
|
|
I. Обслуживающие оборудование
Наладчики
Слесари и станочники по ремонту оборудования
|
5
2
|
1
1
|
|
Итого
|
|
2
|
|
II. Не обслуживающие оборудование
Контролеры
Автокарщики
|
3
2
|
1
1
|
|
Всего по участку
|
3
|
4
|
После
расчёта численности работающих по отдельным категориям данные расчёта сводятся
в таблицу 44. В численность ИТР на данном участке включим одного мастера.
Таблица
44
Численность
работающих на участке
|
Категория работающих
|
Количество
|
|
Рабочие, в том числе
основные
вспомогательные
|
6
4
|
|
ИТР
|
1
|
|
ИТОГО:
|
11
|
Таблица 45
Расчет фонда заработной
платы по ИТР, специалистам, служащим, и МОП.
|
Должности
|
Кол-во
|
Месячный оклад
|
Заработная плата
|
|
Основная
|
Дополнительная
|
Общий фонд
|
|
Мастер
|
1
|
10000
|
110000
|
10000
|
120000
|
|
Итого ИТР:
|
|
10000
|
110000
|
10000
|
120000
|
Общий фонд заработной платы по всем категориям
работающих участка определяется как сумма общего фонда заработной платы
основных и вспомогательных рабочих, руководящих кадров, специалистов, служащих
и МОП. Расчет сводим в таблицу 46
Таблица 46
Общий фонд заработной платы по участку.
|
Категория работающих
|
Заработная плата
|
|
Основная
|
Дополнительная
|
Общий фонд
|
Среднеммесячная
|
|
1. Рабочие, в том числе
а) основные:
на участке
|
335 054
|
26 804
|
361 858
|
5 026
|
|
б) вспомогательные:
обслуживающие оборудование
не обслуживающие оборудование
|
100 558
100 558
|
8 044,5
8 044,5
|
108 602,5
108 602,5
|
4 525
4 525
|
|
2. Руководители
|
220 000
|
20 000
|
240 000
|
10 000
|
Расчет затрат на основные материалы
Расчёт затрат на основные материалы выполняется по
формуле, руб:
 ,
,
где Q– вес заготовки, кг;
q– вес отходов, кг;
Цмат– цена одного кг. материала, руб, руб.;
Цотх– цена одного кг. отходов, руб., 0,415 руб.;
N год.– годовая программа запуска деталей, шт.

Смета расходов по содержанию и эксплуатации
оборудования
Расчет сметы расходов по содержанию и эксплуатации
оборудования ведем в следующей последовательности.
1.
содержание
оборудования и других рабочих мест.
а) стоимость смазочных, обдирочных материалов (масло,
бензин, обтирочные протяжки, эмульсии и др.) в укрупненных расчетах равна 4% от
стоимости основных материалов:
Sвм = Sом · 0,04,
где Sвм – стоимость вспомогательных
материалов, израсходованных в год, руб.; Sом – стоимость основных
материалов на годовую программу, ( руб):
Sвм.уч. = 5 415 430,3 ·0,04 =
216 617,2.
б) основную и дополнительную заработную плату
вспомогательных рабочих, обслуживающих оборудование берем из ранее
рассчитанного фонда заработной платы, руб.:
Sз.вр. = 108 602,5 .
в) отчисления на социальное страхование производим от
суммы основной и дополнительной зарплаты вспомогательных рабочих в размере 28%
(Sос), руб.:
Sос.уч. = 217 205´ 0,26 =60 817,4.
г) затраты на электроэнергию технологическую, руб:
Sэл.т.. = wэл.´Цэл,
где wэл. – расход электроэнергии в год, кВт´ч:
 ,
,
где nc – количество установленного
оборудования (на производственном участке, на поточной линии, в
ремонтно-механическом и заточном отделениях);
Nуст- установленная мощность двигателя на
оборудовании (5 кВт);
Кз – средний коэффициент загрузки
оборудования по времени равен 0,5;
Км – коэффициент использования
оборудования по мощности (0,7);
hс – коэффициент, учитывающий потери сети (0,96);
hД – КПД двигателя;
Fэф – эффективный фонд времени станка;
Цэл – цена кВт´ч энергии (80 коп.).

 57
297·0,8 =45 838
57
297·0,8 =45 838
д) расход на сжатый воздух (Sсж. в.):
Sсж. в. = wсж. в ´ Цсж. в.,
где wсж. в - расход сжатого воздуха в год по всему оборудованию, м3
Цсж. в. – цена 1м3 сжатого
воздуха (20 коп.);

где Нсж.в. – расход сжатого воздуха 1 час
на один станок (1,0 м3/час);
Цсж. в. – цена 1м3 сжатого
воздуха (20 коп.);
Sсжв.уч. = 6 624·0,2=1 325
Итак, сумма расходов по часовой статье сметы
составляет:
Итак, сумма расходов по
первой статье сметы составляется:
 ,
,
S1=216 617,2+108 602,5+
60 817,4+45 838+1 325=433 200,1
2.Расходы на текущий ремонт
оборудования, цехового транспорта и дорогостоящего инструмента
Затраты на текущий ремонт определяются по проценту от
стоимости оборудования, транспорта и инструмента. Для оборудования этот процент
принимаем 4%, для транспорта – 8%, для инструмента – 5%.
Расходы на текущий ремонт оборудования составляют,
руб.:
где Сс –стоимость одной единицы
оборудования.
Sт.р.о.уч. = 6 883 000 ·0,04 =
275 320
Для транспорта, руб.:
 ,
,
где СТ – стоимость одной единицы транспорта
(85000 руб.); nT – количество транспортных единиц. Принимается одна
транспортная единица на 2 транспортных рабочих.
nT = 1
Sт.р.т. уч. =1·85000·0,08 = 6 800.
Стоимость дорогостоящего инструмента составляет 15% от
стоимости оборудования, руб.:
Sт.р.д.н.уч. = 6 883 000·0,15 ·0,05 =
51 622,5.
3 Содержание и расходы по эксплуатации транспорта
Стоимость смазочных и обтирочных материалов
определяется исходя из количества транспортных средств и норм расхода в год на
единицу транспорта Sвм.уд (300 руб. в год).
Sвм.m.уч. = 300 руб.
4Расходы на амортизацию оборудования, транспорта и
дорогостоящего инструмента
Затраты по данной статье определяются в соответствии с
нормами амортизационных отчислений. Для оборудования амортизационные
отчисления, руб.:
Sа.об. =  ,
,
Sа.об.уч. = 6 883 000*0,12 = 825 960.
Для транспорта, руб.:
Sат. =  ,
,
где На.об., На.т. – нормы
амортизационных отчислений составляет для оборудования 12%, и для транспорта
16%.
Sат. уч. =1·85000 ·0,16 = 13 600
Для дорогостоящего инструмента амортизационные
отчисления составляют 15,5% от их стоимости, руб.:
Sади. уч. =51 622,5·0,155 = 8 001.
5Расходы на содержание, ремонт и замену малоценных и
быстроизнашивающихся инструментов и приспособлений
Расходы по данной статье принимаются в размере 10% от
стоимости оборудования, руб.:
Sи. уч. = 6 883 000 ·0,1 = 688 300
Таблица 47
Смета расходов по содержанию и эксплуатации
оборудования.
|
Статья
расходов
|
Сумма,
руб.
|
|
1.
Содержание оборудования и других рабочих мест:
a).
Стоимость вспомогательных материалов
b).
Основная и дополнительная зарплата рабочих, обслуживающих оборудование.
c).
Отчисления на социальное страхование
d).
Затраты на электроэнергию
e).
Затраты на сжатый воздух
|
216 617,2
108 602,5
60 817,4
1 325
|
|
2.
Текущий ремонт:
a).
Оборудование
b).
Транспортных средств
c).
Дорогостоящего инструмента
|
275
320
6 800
51 622,5
|
|
3. Содержание
и расходы по эксплуатации транспорта.
|
300
|
|
4. Амортизационные
расходы:
a.
Оборудование
b.
Транспортных средств
c.
Дорогостоящего инструмента
|
825
960
13
600
8 001
|
|
5.
Возмещение износа малоценных и быстроизнашивающихся инструментов и
приспособлений.
|
688
300
|
|
ИТОГО:
|
2 269
207
|
Таблица 48
Технологическая
себестоимость единицы детали
по новому варианту
|
Статьи
|
Общая сумма, руб.
|
Расход на ед., руб.
|
Доли затрат, %
|
|
1
|
2
|
3
|
4
|
|
1.Сырье,
основные материалы и покупные изделия
|
5 415 430,3
|
386,8
|
64,6
|
|
2.Транспортно-заготовительные
расходы (5% от 1 статьи)
|
270 771,5
|
19,34
|
3,23
|
|
3.Основная
заработная плата производственных рабочих
|
335 054
|
23,9
|
3,6
|
|
4.Дополнительная
заработная плата производственных рабочих
|
26 804
|
1,9
|
0,3
|
|
5.Отчисления
на социальное страхование (26% от статьи 3 и 4)
|
101 320
|
7,2
|
1,07
|
|
6.Расходы
на содержание и эксплуатацию оборудования
|
2 303 104
|
164,5
|
27,1
|
|
7.Технологическая
себестоимость (Σ1…6 статьи)
|
8 452 466
|
603,74
|
100
|
Сравнение себестоимости
изготовления по базовому и новому технологическим процессам представлено в
таблице. 49.
Таблица
49
Калькулированная
себестоимость
|
Статьи
|
Базовый
проект
|
Новый
проект
|
|
Общая
сумма, руб.
|
Расход
на ед., руб.
|
Общая
сумма, руб.
|
Расход
на ед., руб.
|
|
1.Сырье,
основные материалы и покупные изделия
|
4 940
033
|
352,85
|
5 415 430,3
|
386,8
|
|
2.Транспортно-заготовительные
расходы (5% от 1 статьи)
|
247
002
|
17,64
|
270 771,5
|
19,34
|
|
3.Основная
заработная плата производственных рабочих
|
936
066
|
66,9
|
335
054
|
23,9
|
|
4.Дополнительная
заработная плата производственных рабочих
|
74 885,3
|
5,35
|
26
804
|
1,9
|
|
5.Отчисления
на социальное страхование (26% от статьи 3 и 4)
|
283
066
|
20,2
|
101
320
|
7,2
|
|
6.Расходы
на содержание и эксплуатацию оборудования
|
3 036
719
|
216,91
|
2 303
104
|
164,5
|
|
7.Технологическая
себестоимость (Σ1…7статьи)
|
9 517 771,3
|
679,84
|
8 452
466
|
603,74
|
|
8.
внепроизводственные расходы 3% от технологической
|
285
533
|
20,4
|
253
574
|
18,12
|
|
9.
производственная себестоимость (ст.7+8)
|
9 803 304,43
|
700,24
|
8 706
040
|
622
|
|
8.
полная себестоимость(ст.9*1,2)
|
11 763
965
|
840
|
10 447
248
|
746
|
|
9. прибыльность(18%
от ст.8)
|
2 117
514
|
151
|
1 880
505
|
134
|
|
10. отпускная
цена (ст.8+ст.9)
|
13 881
479
|
991
|
12 327
753
|
880
|
Таким
образом, дополнительная экономия от производства продукции составит
∆Э
= (991 – 622 ) * 14 000 = 5 166 тыс.руб.
Дополнительная
прибыль от реализации продукции оставит
∆П
= (880 – 622) * 2 460 = 634,7 тыс.руб.
В состав капитальных
вложений входит стоимость:
-
технологического
оборудования на участке, включая затраты на доставку и монтаж, руб.;
-
зданий и
сооружений, руб.;
-
оснастки,
дорогостоящего инструмента, руб.
Затраты на доставку и
монтаж технологического оборудования
составляют 10% их
стоимости оборудования:
1.
Базовый вариант


2.
Новый вариант

Расчет стоимости
технологического оборудования
Ведется при определении
сметы расходов по содержанию и эксплуатации оборудования, включаем стоимость
монтажа оборудования:
1.
Базовый вариант:

2. Новый вариант:

Стоимость
производственных площадей определим исходя из стоимости 1 м3, по формуле :
Sт.р.з. = Vц·1·2000+VБ.С··1·2000.
где Vц – объем производственных помещений
участка, м3;
Vб.с. – объем бытовых и служебных
помещений цеха, м3.
1.
Базовый вариант
Vц = Fчр·h=246·6
= 1476 Vб.с. = Fб.с.·h’=9,45·3 = 28,35
Sт.р.з. =
1476·1·2000+28,35·1·2000=3 008 700.
2.
Новый вариант
Vц = Fчр·h=113,5·6
= 681 Vб.с. = Fб.с.·h’=3,5·3 = 10,5
Sт.р.з. =
681·1·2000+10,5·1·2000=1 383 000
Стоимость оснастки и
дорогостоящего инструмента была рассчитана выше:
1.
Базовый вариант 63 600
руб.
2.
Новый вариант
51 622,5 руб.
Данные расчетов по
капитальным вложениям сведем в таблицу 50.
Составим таблицу по
суммарной величине капитальных вложений по сравниваемым вариантам
Таблица 50
Суммарная величина
капитальных вложений
по сравниваемым
вариантам.
|
Элементы
капитальных вложений
|
Сумма
кап.
вложений,
руб.
|
Экономия
(+)
Перерасход
(-)
|
|
Базовый
|
Новый
|
Руб.
|
%
|
|
Технологическое
оборудование, включая монтаж
|
9 328
000
|
7 571
300
|
1 756
700
(+)
|
51,76
|
|
Здание
|
3 008
700
|
1 383
000
|
1 625
700
(+)
|
47,87
|
|
Оснастка
и дорогостоящий
инструмент
|
63 600
|
51 622,5
|
11
978
(+)
|
0,35
|
|
Итого
|
12 400
300
|
9 005
923
|
3 394
378
|
100
|
3.4. Экономическая
эффективность внедрения по изготовлению деталей «крышка»
Определение годового
экономического эффекта основывается на сопоставлении приведенных затрат по
базовой и новой техники.
Тогда для базового
варианта

Для нового варианта

Определение годового
экономического эффекта от применения новых технологических процессов
механизации и автоматизации производства, способов организации производства и
труда, обеспечивающих экономию производственных ресурсов при выпуске одной и
той же продукции.
Таким образом:  .
.
Фондовооруженность,
фондоотдача, энерговооруженность
Фондоотдача определяет выпуск продукции на 1 руб.
стоимости основных фондов и рассчитывается по формуле:
 , (3.42)
, (3.42)
где Фосн – стоимость основных фондов по
участку, руб.;
Nт- объём товарной продукции по участку,
руб.
В стоимость основных фондов входит стоимость
оборудования, транспортных средств и площадей.


Фондовооруженность определяет стоимость основных
фондов, приходящихся на одного работающего на участке и определяется по
формуле, руб./чел.:

Энерговооруженность труда определяет стоимость
электроэнергии на одного работающего по участку и определяется по формуле,
кВт·ч/чел .:
 , (3.43)
, (3.43)
где Эд.е. – расходы электроэнергии на
движение станков за год, кВт´ч.;
hp.o. – численность основных рабочих, чел.
Основные
технико-экономические показатели по участку РМЦ представлены в таблице 51
(приложение 16). Расчёт экономической эффективности внедрения проектных
предложений рассмотренных в данной части дипломного проекта произведём на ЭВМ с
помощью электронной таблице Excel.
Для этого чистые денежные поступления (прибыль и амортизация) и размер
единовременных инвестиций (капитальные вложения) занесём в соответствующие
ячейки электронной таблице, в остальные введём формулы для расчёта чистого
дисконтированного дохода, индекса доходности и срока окупаемости с учётом
коэффициента дисконтирования. Из таблицы видно, что проектные мероприятия
экономически эффективны, так как срок их окупаемости меньше нормативного. Далее
на основании данных таблицы построим график окупаемости инвестиций.
Годовая экономия от
производства продукции, её продажи и использования более экономичного
оборудования составят:
∆Э
= 5 166 + 634,7 = 5 801 тыс.руб.
Капиталозатраты составят
К = 9 006 тыс.руб.
|
Мероприятия предусматривают закупку нового
оборудования стоимостью
|
7 623
|
тыс. р.
|
|
Срок службы этого оборудования
|
7
|
года
|
|
Ликвидационная стоимость
|
0
|
тыс. р.
|
|
Норма дисконта
|
9%
|
|
|
Годовая амортизация оборудовния
|
1089
|
тыс. р.
|
|
|
|
|
|
|
Остаточная стоимость оборудования по годам,
тыс.р.
|
|
|
|
|
|
|
7623
|
6534
|
5445
|
4356
|
3267
|
2178
|
1089
|
|
Расчет чистых денежных поступлений
|
|
|
|
|
|
|
|
|
|
|
|
|
Табл. 1
|
|
|
|
Показатель
|
Годы
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Дополнительная прибыль от реализации, тыс.р.
|
5 801
|
5 801
|
5 801
|
5 801
|
5 801
|
5 801
|
5 801
|
|
Налог на прибыль тыс.р.
|
1160,2
|
1160,2
|
1160,2
|
1160,2
|
1160,2
|
1160,2
|
1160,2
|
|
Дополнительная чистая прибыль, тыс.р.
|
4640,8
|
4640,8
|
4640,8
|
4640,8
|
4640,8
|
4640,8
|
4640,8
|
|
Налог на имущество, тыс.р.
|
167,706
|
143,748
|
119,79
|
95,832
|
71,874
|
47,916
|
23,958
|
|
Амортизация, тыс.р.
|
1089
|
1089
|
1089
|
1089
|
1089
|
1089
|
1089
|
|
Чистые денежные поступления, тыс.р.
|
5562,094
|
5586,05
|
5610,01
|
5633,97
|
5657,93
|
5681,88
|
5705,84
|
|
|
|
|
|
|
|
|
|
Расчет экономического эффекта проектных
предложений
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Показатель
|
Годы
|
|
|
|
|
|
|
|
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Процент
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
|
Чистые денежные поступления, т.р.
|
0
|
5562,09
|
5586,05
|
5610,01
|
5633,97
|
5657,93
|
5681,88
|
5705,84
|
|
Дисконтированные чистые денежные поступления,
т.р.
|
0
|
5102,84
|
4701,67
|
4331,96
|
3991,25
|
3677,26
|
3387,92
|
|
Инвестиции, т.р.
|
9 005
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
Сумма дисконтированных чистых денежных
поступлений, т.р.
|
0
|
5102,84
|
9804,51
|
14136,5
|
18127,7
|
21805
|
25192,9
|
28314,2
|
|
Сумма дисконтированных инвестиций, т.р.
|
9005
|
9005
|
9005
|
9005
|
9005
|
9005
|
9005
|
9005
|
|
ЧДД, т.р.
|
-9005
|
-3902,16
|
799,507
|
5131,46
|
9122,71
|
12800
|
16187,9
|
19309,2
|
|
ИД
|
0
|
0,57
|
1,09
|
1,57
|
2,01
|
2,42
|
2,8
|
3,14
|
|
|
|
|
|
|
|
|
|
|
Чистый дисконтированный доход, т.р. -
|
19309,19
|
|
|
|
|
|
|
|
|
Индекс доходности -
|
2,01
|
|
|
|
|
|
|
|
|
Срок окупаемости, лет -
|
1,83
|
|
|
|
|
|
|
|
Таким образом, за весь
жизненный цикл проекта чистый дисконтированный доход составит 25,650 млн.руб..
индекс доходности проекта – 2,47, срок окупаемости инвестиций – 1,48 года.
4 Безопасность
и экологичность проектных решений
Немаловажное значение
имеет деятельность предприятия, направленная на обеспечение жизнедеятельности
работающих на нем людей и охрану окружающей природной среды. Решение таких
задач, как увеличение объема производства, снижение себестоимости выпускаемой
продукции, получение максимальной прибыли, невозможно без особого внимания
вопросу экономического ущерба, понесенного предприятием:
во-первых, в связи с
действием опасных и вредных производственных факторов, оказывающих влияние на
качественные характеристики труда и значительно снижающих эффективность
использования трудовых ресурсов;
во-вторых, в связи с
загрязнением окружающей среды, поскольку предприятие обязано оплачивать в
соответствии с действующими нормативами ущерб, нанесенный природе его выбросами
и сбросами.
Введение мероприятий,
направленных на снижение издержек предприятия от данных аспектов его
деятельности, непосредственного влияет на получение предприятием максимальной
прибыли и улучшение финансового состояния предприятия.
Как любое предприятие
металлургической отрасли, ОАО «Русполимет», затрагивают вопросы безопасности
жизнедеятельности работников и охраны окружающей среды, поскольку в современных
условиях из его технологического процесса невозможно исключить условия
оказывающие негативное влияние и на состояние здоровья человека, и на состояние
окружающей среды.
4.1 Экономические
проблемы травматизма
4.1.1 Уровень
травматизма на предприятии
При несовершенстве
отдельных видов оборудования, неправильной его эксплуатации, нарушении технологического
процесса, несоответствии производственных помещений – их освещения, вентиляции
– нормальным условиям, недостатках в организации труда, неправильных приемах
работы возможны несчастные случаи на производстве.
Производственные травмы
по характеру повреждений можно подразделить на:
Механические – ушибы,
порезы тканей, переломы;
Термические – тепловые
удары, ожоги;
Химические – ожоги,
острое отравление;
Лучевые – повреждение
тканей, нарушение деятельности кроветворной системы;
Комбинированные – одновременное
воздействие нескольких причин с различными последствиями.
Следствием травмы может
быть временная или постоянная потеря трудоспособности, возможен и смертельный
исход. В металлургии очень высокий уровень травматизма со смертельным исходом,
если в РФ коэффициент частоты несчастных случаев со смертельным исходом
составляет 0,138, то в металлургии он составляет 0,18. Уровень общего
травматизма в 2,2-2,6 раза выше по сравнению со средними значениями по РФ, что
определяется высоким уровнем травмирующих и вредных производственных факторов. Ниже приведём таблицу показателей
травматизма на предприятии за анализируемый год.
Таблица 53 .
Показатели травматизма на
предприятии.
|
Цеха, где произошли травмы.
|
Количество травм
|
Число дней нетрудоспособности
|
|
Кольцепрокатный
|
4
|
21
|
|
Механический
|
3
|
10
|
|
Электрометаллургический
|
2
|
15
|
|
ИТОГО
|
9
|
46
|
Из таблицы видно, что
общее число дней нетрудоспособности составило 46 дней. Это свидетельствует об
увеличении потерь рабочего времени и снижении производительности труда.
4.1.2
Решения по усилению безопасности труда на предприятии
При внедрении проектных
решений по усилению безопасности труда на предприятии предполагается установка
дополнительных защитных устройств, не входящих в конструкцию оборудования и
проведение других ремонтно-восстановительных мероприятий. Ниже приведём
таблицу, связывающую принятые решения по усилению безопасности труда с
причинами и характером травматизма на предприятии.
Таблица 54
Причины и характер
происшедших травм и решения по их устранению.
|
Причина травмирования
|
Характер травм
|
Решение по устранению источников травм
|
|
Падение заготовки на ногу рабочего при
подъёмно-транспортных операциях
|
Травма стопы, голени, колена
|
Внедрение в пролёты кранов-штабелей, оснащенных
концевыми выключателями, автоматическое отключение механизма подъёма крюка,
световая и звуковая сигнализация, удерживающие и тормозные устройства
|
|
Ручная уборка металлической стружки.
|
Травма кисти руки.
|
Установка пылестружкоотсасывающих устройств на
металлорежущих станках и контейнеров, оборудованных двойным дном
|
|
Отлетания стружки и СОЖ от вращающей части
многооперационного станка
|
Травма руки, лица
|
Установка на ИР-320 ПМФ4 защитного подвижного
кожуха (т.е щита из листового металла, имеющего смотровое окно из оргстеклая)
|
|
Удар электрическим током при работе на станке
|
Временное парализация тела, травма рук.
|
Установка защитных заземлений. Сопротивления
заземления не более 40Ом. Диаметр резьбы болта для заземления-М6. Диаметр
контактной площадки -16мм ГОСТ 12.2.009-80.
|
Стоимость данных мероприятий
составляет 35000 тыс.руб.
4.1.3
Расчёт экономической эффективности мероприятий по безопасности труда
Внедрение комплекса
разработанных мероприятий (установка полосоукладчика на гильотинных ножницах,
пылестружкотсасывающих устройств на станках и установки «механические руки»)
позволяют ожидать сокращение потерь рабочего времени примерно на 30 %.
Показатели для расчёта экономии сведём в таблицу.
Таблица 55
Показатели для расчёта
экономии.
|
Наименование показателя
|
Показатели
|
|
До внедрения
|
После внедрения
|
|
Потери рабочего времени у пострадавших – Д,
чел.-дни
|
46
|
32
|
|
Среднесписочная численность ППП – Ч, чел.
|
120
|
119
|
|
Средняя выработка одного рабочего - Х, р. в
смену
|
-
|
6400
|
|
Среднедневная зарплата одного рабочего – З, р.
|
-
|
1890
|
|
Коэффициент потерь предприятия в зависимости от
выработки,
|
0,12
|
0,12
|
|
Коэффициент материальных последствий от
несчастных случаев, Н
|
0,1
|
0,1
|
|
Затраты на внедрение мероприятий – КВ, р.
|
-
|
35000
|
1. Коэффициент
нетрудоспособности по травматизму рассчитывается по формуле:
До внедрения:
Кн1=46*1000/120=383,33
После внедрения:
Кн2=32*1000/119=268,9
2. Годовая экономия за
счёт материальных последствий от несчастных случаев определяется по формуле:
Э=Д1*(З*Н+Х*В)*(1-Кн2/Кн1)
Э=46*(1890*0,12+6400*0,1)*(1-268,9/383,33)=11961,84тыс.руб.
3. Срок окупаемости
единовременных затрат:
Т=К/Р
Т=35000/11961,84=2,92
года
4.2
Экономические проблемы заболеваемости
4.2.1
Уровень заболеваемости и величина обусловленного им экономического ущерба
Профессиональным
заболеванием называется
заболевание, вызванное воздействием на работающего вредных условий труда.
Экономический ущерб в
связи с заболеваемостью составляет – 132,4 тыс. рублей. Число дней нетрудоспособности
- 46.
Характер заболеваний и
причины, способствующие их развитию представлены в таблице 56
Таблица 56
Характер и причины
ведущих заболеваний работающих.
|
Характер заболевания
|
Причины, способствующие развитию заболевания
|
|
Нервные, сердечно-сосудистые заболевания
Потеря слуха
|
Шум
|
|
Потери зрения
|
Излучение раскаленного металла
|
|
Болезни органов дыхания, нарушение
водно-солевого обмена, нарушение теплового баланса
|
Неблагоприятный микроклимат
|
защита
от шума.
Шумом называют всякий неблагоприятно
действующий на человека звук. Обычно шум является сочетанием звуков различной
частоты и интенсивности.
Шум разделяется на
постоянный и непостоянный, последний в свою очередь, делится на колеблющийся во
времени, прерывистый и импульсный.
Неблагоприятное действие шума
на человека зависит от уровня звукового давления, частотного диапазона шума, а
также от равномерности воздействия в течение рабочего времени. Многочисленными
исследованиями установлено, что шум является общебиологическим раздражителем и
в определенных условиях может влиять на все органы и системы человека.
Интенсивный шум при ежедневном воздействии приводит к возникновению
профессионального заболевания – тугоухости. Кроме непосредственного влияния на
орган слуха шум влияет на различные отделы головного мозга, изменяя нормальные
процессы высшей нервной деятельности. Характерными являются жалобы на
повышенную утомляемость, общую слабость, раздражительность, апатию, ослабление
памяти и т.д. Также под влиянием шума наступают изменения в органе зрения человека
и вестибулярном аппарате, нарушаются функции желудочно-кишечного тракта,
повышается внутричерепное давление, происходят нарушения в обменных процессах
организма.
В результате
неблагоприятного воздействия шума на работающего человека происходит снижение производительности
труда, увеличивается брак в работе, создаются предпосылки к возникновению
несчастных случаев. Все это обуславливает большое оздоровительное и
экономическое значение мероприятий по борьбе с шумом.
Далее в табличной форме
представим фактический уровень шума в соответствии с нормативами/СН2.2.4./2.1.8.562-96/:
Таблица 57
Уровень шума.
|
Рабочие места
|
Уровни звукового давления, дБ
|
Уровни звука, дБ
|
|
31,5
|
63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
|
Постоянные рабочие места
|
ПДУ
|
80
|
|
107
|
95
|
87
|
82
|
78
|
75
|
73
|
71
|
69
|
|
Рабочие места в цехе
|
Фактический уровень
|
89
|
|
110
|
98
|
92
|
80
|
82
|
75
|
75
|
78
|
72
|
Для снижения уровня шума
возможно применение следующих средств и методов:
1.Проведение мероприятий,
ведущих к снижению шума в источниках его возникновения, что является наиболее
эффективным методом. Выбор средств снижения шума в источнике его возникновения
зависит от происхождения шума.
2.Для снижения шума в
цехе необходимо реконструировать звукопоглощающую облицовку помещения, для чего
восстановить или установить при необходимости звукопоглощающие материалы на
внутренние поверхности. Кроме того, возможно размещение над оборудование
штучных звукопоглотителей.
3.Необходимо
дополнительное применение средств звукоизоляции, снижающих уровень
производственного шума на пути его распространения. С этой целью необходимо
выгородить соответствующий рабочий участок и оборудование звукоизолирующими
перегородками, которые позволяют снизить уровень шума на 30-40 дБ.
4.Также в случае
необходимости можно применять средства индивидуальной защиты от шума,
позволяющие снизить уровень воспринимаемого шума на 10-45 дБ, причем наиболее
значительное глушение шума наблюдается в области высоких частот, которые наиболее
опасны для человека. К средствам индивидуальной защиты относятся: противошумные
наушники, закрывающие ушную раковину снаружи; противошумные вкладыши,
закрывающие наружные слуховой проход или прилегающие к нему; противошумные
шлемы и каски и т.п. (ГОСТ 12.4.051-78).
5.С целью уменьшения
действия шума на организм работающих целесообразно также создание в цехе “зоны
тишины”.
4.2.2 Вибрация,
ее действие на организм человека и методы защиты от вибрации
Большое число работников
металлургического предприятия подвергается в процессе труда воздействию
вибрации. Степень и характер воздействия вибрации на организм человека зависят
от вида вибрации, ее параметров и направления воздействия. Вибрация может быть
общая и локальная.
Общая вибрация передается через опорные поверхности
на тело сидящего или стоящего человека.
Локальная вибрация передается через руки человека.
Наиболее распространены
заболевания, вызванные локальной вибрацией. При работе с ручными машинами,
вибрация которых наиболее интенсивна в высокочастотной области спектра (выше
125 Гц), возникают в основном сосудистые расстройства, сопровождающиеся спазмом
периферических сосудов. Локальная вибрация, имеющая широкий частотный спектр,
часто с наличием ударов (клепка, срубка, бурение) вызывает различную степень
сосудистых, нервно-мышечных, костно-суставных и других нарушений.
Общая вибрация оказывает
неблагоприятное воздействие на нервную систему, наступают изменения в
сердечно-сосудистой системе, вестибулярном аппарате, нарушается обмен веществ.
При совместном воздействии общей и местной вибрации к поражению нервной системы
присоединяются вегетативно-сосудистые, вестибулярные и другие расстройства.
Способствуют возникновению вибрационной болезни такие сопутствующие факторы,
как охлаждение, большие статические мышечные усилия, пониженное атмосферное
давление, производственный шум.
Основным нормативным
документом в области вибрации является ГОСТ 12.1.012-90 “Вибрация. Общие
требования безопасности”.
Таблица 58
Предельно допустимые
уровни вибрации на рабочих местах
|
Рабочие места
|
Логарифмический уровень виброскорости,дБ, в
октавных полосах со среднегеометрическими частотами,Гц
|
|
2
|
4
|
8
|
31,5
|
63
|
125
|
250
|
500
|
1000
|
|
Общая технологическая вибрация
|
|
Постоянные рабочие места
|
108
|
99
|
93
|
92
|
92
|
|
|
|
|
|
Локальная вибрация
|
|
Постоянные рабочие места
|
-
|
-
|
115
|
109
|
109
|
109
|
109
|
109
|
109
|
Поскольку все
виброопасное оборудование на предприятии уже имеет соответствующие
приспособления и меры вибропогашения или виброизоляции, для снижения уровней
вибрации на указанных рабочих местах необходимо реализовать следующие
дополнительные мероприятия:
1.Произвести
дополнительную виброизоляцию рабочих мест, на которых выявлено значительное
превышение допустимых уровней изоляции;
2.Осуществлять постоянный
контроль за состоянием виброопасного оборудования с целью своевременного
проведения ремонтных работ и противовибрационных мероприятий.
3.Разработать и ввести
рациональный режим труда и отдыха. Рекомендуется, чтобы общее время контакта с
вибрирующими машинами, вибрация которых соответствует допустимым уровням, не
превышала 2/3 длительности рабочего дня, а непрерывная продолжительность воздействия
вибрации 15 - 20 минут. Так как воздействие вибрации усугубляется при
охлаждении, необходимо осуществлять контроль за соблюдением следующих
метеорологических условий в производственных помещениях: температура воздуха не
должна быть ниже 16 0С при влажности 40-60% и скорости движения не
более 0,3 м/с. При невозможности создания таких условий должны быть
предусмотрены специальные отапливаемые помещения с температурой не менее 22 0С.
4.Необходимо
использование средств индивидуальной защиты по месту
контакта оператора с
вибрирующим объектом, изготовляемые с использованием упруго-демпфирующих
материалов. В качестве средств индивидуальной защиты применяются для рук
оператора: перчатки и рукавицы, вкладыши и прокладки (ГОСТ 4.002-74); для тела
оператора: нагрудники, пояса, специальные костюмы; для ног: виброзащитная
спецобувь в виде сапог, полусапог, полуботинок (ГОСТ 12.4.024-76).
5.Для исключения контакта
работающих с вибрирующими поверхностями за пределами рабочего места необходимо
опасные с точки зрения вибрации участки выделить ограждениями, надписями,
предупреждающими знаками, окраской и т.п.
4.2.3
Защита от вредных веществ
В процессе изготовления
продукции применяются такие операции, как прокат, механическая обработка
металлов и т.п. Все эти составляющие технологического процесса являются
источниками вредных выбросов в окружающую среду и атмосферу цеха. Самыми
распространенными токсичными веществами, загрязняющими атмосферу, являются
оксиды углерода СО и СО2,железа, марганец, оксиды азота NO2 и пыль. Для снижения загрязнения воздуха рабочей зоны
рекомендуется реконструкция системы вытяжной вентиляции.
4.2.4 Защита
от тепловых /инфракрасных/ излучений
Источниками тепловых
излучений могут быть различные нагреваемые тела, различные нагревательные и закалочные
печи и т.д. Выделяемое тепло отрицательно воздействует на организм человека, а
именно может вызвать ожоги, нарушение терморегуляции, снижение иммунитета,
развитие сердечно-сосудистых и других заболеваний.
Мерами защиты от тепловых
излучений являются следующие:
Применение защитных
экранов, выполняемых из мало теплопроводимых материалов;
Применение вентиляции;
Применение индивидуальных
средств защиты (шерстяная и войлочная одежда), спецобувь термозащитная, СИЗ
рук, головы, лица;
Механизация и автоматизация
производственных процессов;
Герметизация
оборудования;
Теплоизоляция
оборудования.
4.2.5 Профилактика
статических и динамических перенапряжений
Во избежании статических
и динамических перенапряжений, приводящих к развитию заболеваний опорно-двигательного
аппарата и периферических сосудов, необходимо организовать рабочие места в
соответствии с требованиями ГОСТ 12.2.032-78 для работающих сидя и ГОСТ
12.2.033-78 для работающих стоя.
Рабочее место является
первичным звеном в структуре прокатного подразделения, определяющее профиль
специализации. Оно представляет собой часть производственной площади, на
которой размещаются средства технологического оснащения, объекты обработки и
исполнители. Для высокопроизводительной работы на рабочем месте должна поддерживаться
нормальная температура, хорошее освещение, снабжение чистым воздухом. Рабочие
места оснащаются приспособлениями, инструментами, инвентарем, средствами охраны
труда. На нем должна находиться нужная документация, технологические карты,
чертежи, инструменты, наряды и т.д.
При организации рабочего
места решают задачи по обеспечению рациональных грузопотоков, совершенной
организации трудового процесса, удобству и безопасности работы, эффективному
использованию средств технологического оснащения и размещения, поддержанию
тесных связей рабочего места со смежными участками, обеспечению
производственной маневренности, соблюдению требований производственной
эстетики.
Конструкция рабочего
места и взаимное расположение всех его элементов (сиденье и т.д.) должны
соответствовать антропометрическим, физиологическим и психологическим
требованиям, а также характеру работы. Рабочее место должно быть удобным для
работы, наблюдения и контроля за работой, для обслуживания и снабжения, для
распределения и учета продукции, иметь рациональную планировку. Для рук
рабочего, находящегося в позе “стоя” или “сидя” рекомендуется определенная
рабочая зона (зона досягаемости моторного поля), в пределах которой следует
размещать органы управления производственного оборудования. Инструменты следует
располагать на рабочем месте с учетом их применения: более часто употребляемые
предметы размещают в оптимальной рабочей зоне досягаемости рук без наклонов
туловища, редко употребляемые – в более отдаленной зоне.
4.2.6 Влияние
неблагоприятных метеорологических условий на организм человека и способы
нормализации микроклимата производственных помещений
Трудовая деятельность
человека всегда протекает в определенных метеорологических условиях, которые
определяются сочетанием температуры воздуха, скорости его движения,
относительной влажности и тепловым излучением от нагретых поверхностей. Все эти
показатели в совокупности принято называть микроклиматом производственного
помещения.
При благоприятных
сочетаниях параметров микроклимата человек испытывает состояние теплового
комфорта, что является важным условием высокой производительности труда и
предупреждения заболеваний.
Для сохранения высокой
работоспособности организма важно на рабочих местах создать оптимальные
метеорологические условия, соответствующие требованиям ГОСТ 12.1.005-88,
приведенным в таблице 59
Работы, выполняемые в РМЦ
ОАО «Русполимет» относятся к категории средней тяжести физических работ (II б). Производственные помещения
относятся к помещениям с незначительным избытком тепла.
Таблица 59
Оптимальные и допустимые
значения микроклимата (ГОСТ 12.1.005-88)в производственных помещениях РМЦ
|
Период года
|
Категория работ
|
Температура, 0С
|
Относител. влажность, %
|
Скорость движения воздуха, м/с, не более
|
|
Оптимальные значения
|
|
Холодный
(t
+100С и ниже)
|
Средней тяжести (IIб)
|
17-19
|
40-60
|
0,2
|
|
Теплый
(t
> + 10 0С)
|
Средней тяжести (IIб)
|
20-22
|
40-60
|
0,3
|
|
Допустимые значения
|
|
Холодный
(t
+100С и ниже)
|
Средней тяжести (IIб)
|
15-21
|
75
|
0,4
|
|
Теплый
(t
> + 10 0С)
|
Средней тяжести (IIб)
|
16-27
|
70 (при 25 0С)
|
0,2-0,5
|
Допустимыми
микроклиматическими условиями называются такие сочетания параметров
микроклимата, которые при длительном и систематическом воздействии на человека
могут вызвать преходящие и быстро нормализующиеся изменения функционального и теплового
состояния организма человека и напряженную работу механизма терморегуляции, не
выходящую за пределы физиологических приспособительных возможностей. При этом
не возникает повреждений или нарушений состояния здоровья, но могут наблюдаться
дискомфортные теплоощущения, ухудшение самочувствия и понижение
работоспособности.
4.2.7 Экономическая
эффективность от реализации решений по снижению заболеваемости
При внедрении
мероприятий ожидается снижение потерь рабочего времени от заболеваемости на
25%. В таблице приведены показатели работы производственных рабочих до и после
внедрения мероприятий.
Таблица 60
Показатели рабочего
времени
|
Наименование показателей
|
До внедрения мероприятий
|
После внедрения мероприятий
|
|
Отработанно всеми рабочими за год, Фр, чел.-дни.
|
20700
|
25875
|
|
Потери рабочего времени по болезни, Дз, чел.-дни.
|
845
|
640
|
|
Коэффициент потерь рабочего времени по общей заболеваемости
на 100 работающих, Кпт, дни.
|
704
|
537
|
|
Среднесписочная численность работников, Чср, чел.
|
120
|
119
|
|
Сменная выработка одного рабочего, Хо, руб.
|
–
|
6400
|
|
Коэффициент потерь предприятия от одного дня болезни
рабочего в зависимости от сменной выработки, V.
|
0,765
|
0,765
|
|
Единовременные затраты на внедрение мероприятий, К, руб.
|
–
|
305000
|
|
Коэффициент потерь рабочего времени по общей заболеваемости
из-за неблагоприятных условий труда, Т
|
0,3
|
0,3
|
1.Потери рабочего времени
по общей заболеваемости в связи с неблагоприятными условиями труда:
Б=Дз*100*Т/Фр
Б1=845*100*0,3/20700=25350/20700=1,22%
Б2=640*100*0,3/25875=19200/25875=0,742%
1.
Относительная
экономия численности рабочих в год:
Эч=((Б1-Б2)/100-Б2)*Ч=((1,22-0,742)/100-0,742)*120=0,65
чел.=1 чел.
2.
Прирост
производительности труда:
3.
Годовая экономия
от снижения заболеваемости:
Эзс=V*Хс*Дз*(1-Кпт2/Кпт1)*Т=0,765*6400*845*(1-537/704)*0,3=297873
руб.
4.Годовой экономический
эффект:
Эг=Эзс-З*К=297873-(0,12*305000)=261273
руб.
5.Срок окупаемости
единовременных затрат:
Т=К/Эзс=305000/261273=1,17
года
4.3
Экономические проблемы загрязнения окружающей среды
4.3.1 Экономические
проблемы загрязнения атмосферы
В процессе производства
широко применяются сварочные работы, прокат, механическая обработка металлов и
т.п. Все эти составляющие технологического процесса металлургии являются
крупными источниками вредных выбросов в окружающую среду. Самыми
распространенными токсичными веществами, загрязняющими атмосферу, являются
оксиды углерода СО и СО2, диоксид азота NO2 и пыль. Все эти вредные вещества содержаться в выбрасываемом
из производственных помещений вентиляционном воздухе. Поступающие в атмосферу
оксиды углерода, азота, пыль оказывают вредное воздействие на состояние
окружающей среды. С поступлением во влажную атмосферу оксидов азота связано
образование кислотных дождей. Кислотные дожди снижают плодородие почв, ухудшают
здоровье населения, отрицательно воздействуют на фауну и флору, разрушают
металлоконструкции. Оксиды азота вносят свой вклад и в разрушение озонового
слоя Земли. Выделение диоксида углерода опасно для окружающей среды, прежде
всего с точки зрения образования, так называемого, парникового эффекта.
.Необходимо постоянно проводить меры защиты в отношении указанных вредных
веществ, которые и предусмотрены проектом. Фактические значения выбросов данных
токсичных веществ механическим цехом превышают предельно допустимые уровни
выбросов, разрешенных действующими нормативами (таблица 61).
Таблица 61
Предельно допустимые
выбросы вредных веществ в атмосферу
|
Наименование загрязняющих веществ, выбрасываемых цехом
|
Объёмы разрешённые к выбросу, т/год
|
Суммарный выброс, т/год
|
|
1
|
2
|
3
|
|
Диоксид азота NO2
|
80
|
108
|
|
Оксид углерода СО
|
120
|
156
|
|
Пыль неорганическая
|
200
|
257
|
4.3.2
Решения по защите атмосферы
В целях увеличения
степени очистки от пыли целесообразно установить обеспыливающий агрегат ПУМа.
Для снижения выброса оксида углерода СО предлагается внедрить установку для
дожига СО. В целях уменьшения выбросов диоксида азота NO2 планируется оптимизировать режимы сгорания топлива путем
смены типа горелок в нагревательных печах.
4.3.3 Расчет
платы за выбросы и сбросы загрязняющих веществ в окружающую среду
Таблица 62
Результаты расчётов платы
за выбросы загрязняющих веществ ремонтно-механическом цехом.
|
Наименование загрязняющих веществ
|
Объемы, разрешенные к выбросу, т/год, МПДВ
|
Норматив платы за 1 т выбросов НПДВ / НВСВ
|
Суммарный выброс, т/год
МФ
|
Плата за загрязнение, руб
|
|
1
|
2
|
3
|
4
|
5
|
|
Оксид углерода
|
120
|
0,6/3
|
156
|
962,28
|
|
Диоксид азота
|
80
|
52/260
|
108
|
72277,92
|
|
Пыль неорганическая
|
200
|
13,7/68,5
|
257
|
39227,89
|
|
ИТОГО
|
–
|
–
|
–
|
112468,09
|
|
|
|
|
|
|
Плата за выбросы и сбросы
определяется по формуле:
П = (НПДВ*МПДВ*НППДВ*(МФ–МПДВ))*КС
* Кинд,
Где:
П – размер платы за ПДВ ,
руб
НПДВ –
норматив платы за ПДВ, руб
МПДВ – масса
ПДВ, тн
НППДВ –
норматив платы за превышение ПДВ, руб
(НППДВ = НВСВ×Кп,
где Кп = 5)
МФ – фактическая
масса выбросов, тн
КС –
коэффициент экологической ситуации, Кс = 1,1
Кинд-коэффициент
индексации (1,62)
4.3.4. Расчет за выбросы
до внедрения мероприятий по защите окружающей среды.
Плата за выброс оксида
углерода:
Нпдв=0,6
руб./тн.
Мпдв=120
тн./год.
МФ=156 тн./год
Нппдв=3×5=15
руб/тн
КС=1.1
П =
(0,6*120+3*5*(156-120)*1,1*1,62=962,28 руб
Плата за выброс диоксида
азота:
Нпдв=52
руб./тн.
Мпдв=80
тн/год.
МФ=108 тн/год
Нппдв=260×5=1300
руб/тн
КС=1.1
П =
(52*80+260*5*(108-80)*1,1*1,62=40560*1,1*1,62=72277,92 тыс.руб.
Плата за выброс пыли:
Нпдв=13,7
руб./тн.
Мпдв=200
тн./год
МФ=257 тн./год
Нппдв=68,5×5=342,5
руб./тн
КС=1.1
П =
(13,7*200+342,5*(257-200)*1,1)*1,62=39227,89 руб.
4.3.5
Расчет за выбросы после внедрения мероприятий по защите окружающей среды
Плата за выброс оксида
углерода:
Установки дожига снижают
выброс СО на 40%
П=93,6*0,6*1,1*1,62=100,08руб.
Плата за выброс диоксида
азота:
Эффективность сгорания
при смене типов горелок увеличивается на 20% П=80*52*1,1*1,62=7413,12 тыс.руб.
Плата за выброс пыли:
При внедрении
обеспыливающего агрегата ПУМа количество выбросов сокращается на 90%.
П=25,7*13,7*1,1*1,62=627,42
руб.
4.3.6 Расчёт
общей экономии от внедрения очистных сооружений
Общая экономия от
снижения платы за загрязнение окружающей среды составит:
Эобщ=(962,28+72277,92+39227,89)-(100,08+7413,12+627,42)=112468,09-8140,62=104327,47
тыс.руб.
4.3.7 Затраты
на внедрение очистных сооружений
Стоимость очистного
оборудования ПУМа равна 55 тыс. руб.
Стоимость горелок нового
типа 53 тыс. руб.
Стоимость оборудования по
дожигу 14 тыс. руб.
Общая стоимость затрат на
закупку оборудования составляет:
∑Собр.=55000+53000+14000=122000
тыс. руб.
4.4 Экономическая эффективность от
реализации решений по охране труда и экологии
|
Расчет чистых денежных поступлений
|
|
|
|
|
|
|
|
|
|
|
|
|
Табл. 1
|
|
|
|
Показатель
|
Годы
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Дополнительная прибыль от реализации, тыс.р.
|
414
|
414
|
414
|
414
|
414
|
414
|
414
|
|
Налог на прибыль тыс.р.
|
82,8
|
82,8
|
82,8
|
82,8
|
82,8
|
82,8
|
82,8
|
|
Дополнительная чистая прибыль, тыс.р.
|
331,2
|
331,2
|
331,2
|
331,2
|
331,2
|
331,2
|
331,2
|
|
Налог на имущество, тыс.р.
|
3,454
|
2,96056
|
2,46712
|
1,97369
|
1,48025
|
0,98681
|
0,49337
|
|
Амортизация, тыс.р.
|
22,429
|
22,429
|
22,429
|
22,429
|
22,429
|
22,429
|
22,429
|
|
Чистые денежные поступления, тыс.р.
|
350,175
|
350,668
|
351,162
|
351,655
|
352,149
|
352,642
|
353,136
|
|
|
|
|
|
Табл. 2
|
|
|
|
|
Расчет экономического эффекта проектных
предложений
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Показатель
|
Годы
|
|
|
|
|
|
|
|
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Процент
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
9%
|
|
Чистые денежные поступления, т.р.
|
0
|
350,175
|
350,668
|
351,162
|
351,655
|
352,149
|
352,642
|
353,136
|
|
Дисконтированные чистые денежные поступления,
т.р.
|
0
|
321,261
|
295,151
|
271,161
|
249,121
|
228,873
|
210,269
|
193,177
|
|
Инвестиции, т.р.
|
462
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
Сумма дисконтированных чистых денежных
поступлений, т.р.
|
0
|
321,261
|
616,412
|
887,573
|
1136,69
|
1365,57
|
1575,84
|
1769,01
|
|
Сумма дисконтированных инвестиций, т.р.
|
462
|
462
|
462
|
462
|
462
|
462
|
462
|
462
|
|
ЧДД, т.р.
|
-462
|
-140,739
|
154,412
|
425,573
|
674,694
|
903,567
|
1113,84
|
1307,01
|
|
ИД
|
0
|
0,7
|
1,33
|
1,92
|
2,46
|
2,96
|
3,41
|
3,83
|
|
|
|
|
|
|
|
|
|
|
Чистый дисконтированный доход, т.р. -
|
1307,01
|
|
|
|
|
|
|
|
|
Индекс доходности -
|
2,46
|
|
|
|
|
|
|
|
|
Срок окупаемости, лет -
|
1,48
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВЫВОД:
Проблемы стабилизации
производственно-хозяйственной деятельности и финансового состояния предприятия
должны быть решены в комплексе с разработкой и проведением мероприятий,
направленных на снижение экономического ущерба, связанного с безопасностью
жизнедеятельности работников предприятия и загрязнением окружающей среды
вредными выбросами.
Для сохранения
работоспособности работников РМЦ важно осуществлять их защиту от воздействия
вредных и опасных производственных факторов, таких как шум, вибрации,
неблагоприятные метеорологические условия и т.д. Предельно допустимые значения
производственных факторов регламентируются соответствующими стандартами
безопасности труда (ГОСТ). В РМЦ ОАО «Русполимете» превышение нормируемых
параметров, что указывает на необходимость проведения комплекса мероприятий для
оптимизации производственных условий и снижения негативного воздействия опасных
и вредных факторов. Внедрение данных мероприятий позволит РМЦ, а так же
предприятию в целом снизить расходы, связанные с потерями рабочего времени в
результате заболеваемости и снижением количественных и качественных результатов
труда.
Характер деятельности
самого ОАО Русполимет и в том числе РМЦ обуславливает возникновение
экологических проблем. Среди вредных выбросов предприятия, как наиболее
распространенные можно выделить пыль, оксиды углерода и азота. Но существование
вентиляционных и очистных сооружений позволяют не превышать предельно
допустимые значения, разрешенные к выбросу данных вредных веществ. Но тем не
менее необходимо постоянно обращать особое внимание на проблему очистки
выбросов цехов и проводить соответствующий комплекс мероприятий.
5 Управление
внедрением проектных мероприятий
5.1
Суммарный
эффект и эффективность проектных мероприятий за весь период «жизненного цикла»
проекта
Суммарный эффект и
эффективность всех предлагаемых мероприятий (в том числе изложенных в
технологической и экологической частях) рассчитаны в
организационно-экономической части дипломного проекта и представлены в таблице
64
Таблица 64
Экономическая
эффективность проектных мероприятий
|
Раздел дипломного
проекта
|
Чистый дисконтируемый доход т.р
|
Индекс доходности
|
Срок окупаемости
лет
|
Капитальные вложения
|
Общая экономия
|
|
Организационно-экономический
|
19 309
|
2,01
|
1,83
|
9 005
|
5 801
|
|
Безопасность труда и экология
|
1 307
|
2,46
|
1,48
|
462
|
414
|
|
ИТОГО
|
20 616
|
---------
|
------------
|
9 467
|
6 215
|
5.2
Формирование
и распределение прибыли
Рассмотрим в таблице 65.
процесс образования и распределения дохода предприятия.
Таблица 65 – Образование и распределение
прибыли, тыс. руб.
|
№ п/п
|
Показатели
|
до внедрения мероприятия
|
после внедрения мероприятия
|
Абсол. Откл.,
|
|
1
|
2
|
3
|
4
|
5
|
|
1.
|
Выручка от реализации продукции
|
11 839 900
|
11 854 079
|
14 179
|
|
2.
|
НДС (18%)
|
1 806 086
|
1 808 249
|
2 163
|
|
3.
|
Реализованная продукция
|
10 033 813
|
10 045 829
|
12 016
|
|
4.
|
Себестоимость продукции.:
|
6 904 800
|
6 898 585
|
6 215
|
|
5.
|
Прибыль от реализации продукции
|
3 129 013
|
3 134 814
|
5 801
|
|
6.
|
Налог на прибыль
|
625 803
|
626 963
|
1 160
|
|
7.
|
Чистая прибыль
|
2 503 210
|
2 507 851
|
4 641
|
|
8.
|
Резервный фонд(5%)
|
12 516
|
24
|
|
9.
|
Фонд развития производства(50%)
|
1 251 605
|
1 253 926
|
2 321
|
|
10.
|
Фонд социального развития (25%)
|
625 803
|
626 963
|
1 160
|
|
11.
|
Фонд материального поощрения (10%)
|
25 032
|
25 079
|
47
|
|
12
|
фонд выплаты дивидендов (10%)
|
25 032
|
25 079
|
47
|
5.3
Финансирование
и возврат кредитов
Финансирование всех проектных
мероприятий, описанных в дипломном проекте, планируется из фонда накопления ОАО
«Русполимет», который формируется из прибыли предприятия.
Таблица 67
Сумма затрат необходимых для
внедрения проектных мероприятий
|
№ п/п
|
Наименование статей.
|
Затраты,
тыс. руб.
|
|
1
|
2
|
3
|
|
1
|
Технологическое оборудование, включая монтаж
|
7 571 300
|
|
2
|
Здание
|
1 383 000
|
|
3
|
Оснастка и дорогостоящий инструмент
|
51 622,5
|
|
4
|
Установка полосоукладчика на гильотинных ножницах,
пылестружкотсасывающих устройств на станках и установки «механические руки»
|
35000
|
|
5
|
Установка звукоизоляции на рабочие станки
|
305 000
|
|
6
|
Очистное оборудования «Pyma»
|
55000
|
|
7
|
Горелки на печи
|
53000
|
|
8
|
Оборудования по дожигу
|
14000
|
|
ИТОГО
|
9467923
|
Возврат финансовых
средств будет осуществляться путём формирования фонда накопления.
5.3. Сетевой план-график
внедрения проектных мероприятий.
При построении сетевого
графика (приложение17) определяем весь перечень выполняемых работ, и полученные
данные заносим в таблицу (см. приложение).
Заключение
По данным анализа
производственно-хозяйственной деятельности ОАО«Русполимет», проведенного в
данном дипломном проекте, можно сделать вывод о том, что предприятие на
настоящий момент находится в достаточно устойчивом финансовом положении, за
отчетный период повысились показатели, характеризующие эффективность его
работы. Однако возможности данного предприятия значительно больше: не на полную
мощность используется оборудование, недозагружены производственные площади и
рабочий персонал.
Для повышения
эффективности деятельности предприятия предлагается внедрить производство новой
продукции.
При освоении выпуска
новой продукции загрузка оборудования повысится, что повысит производительность.
Увеличение выпуска продукции, без привлечения дополнительных работников
позволит повысить заработную плату, что положительно отразится на общей
производительности. Повысится также эффективность использования
производственной площади.
В дипломном проекте приведены
все соответствующие расчеты, позволяющие доказать эффективность предлагаемых
мероприятий.
Изучение соблюдения норм
безопасности труда и экологии показало, что на предприятии имеется ряд
отклонений по данным показателям.
На рабочих цеха
воздействуют некоторые вредные и опасные факторы, такие как повышенный уровень
шума, неблагоприятные параметры микроклимата, загрязнение воздуха рабочей зоны
пылью и химическими веществами. Все вышеперечисленные проблемы не являются
исключительно экологическими и напрямую связаны с экономическими затратами
(потери от болезни рабочих, снижение трудоспособности, плата за загрязнение).
Для решения этих проблем предлагается провести соответствующие мероприятия,
которые позволят добиться значительной экономии от их введения.
В последней части
подведен итог общей эффективности от внедрения проектных мероприятий, рассчитан
срок их окупаемости и показано изменение показателей деятельности предприятия
после внедрения мероприятий.
Таким образом,
предприятию необходимо проводить анализ текущей деятельности предприятия для
выявления имеющихся резервов и повышать эффективность будущего производства
путем внедрения мероприятий, направленных на это, иначе, в нынешних условиях
конкуренции деятельность его не будет эффективной.
Список
литературы
1.
Мельников Г.Н.,
Вороненко В.П. Проектирование механосборочных цехов. М.: Машиностроение, 1990.
2.
Аттестация
бакалавров. Методические указания к выпускной работе., г.Чебоксары, 1996.
3.
Справочник режимы
резания металлов./ Под редакцией Барановского Ю.В. М.: Машиностроение, 1972.
4.
Отливки из
металлов и сплавов ГОСТ 26645-85
5.
Горбацевич А.Ф.,
Шкред В.А. Курсовое проектирование по технологии машиностроения. Минск:
вышэйшая школа, 1983.
6.
Справочник
технолога – точность обработки, заготовки и припуски в машиностроении. /Под
ред. А. Г. Косиловой и Р. К. Мещерякова. М.: Машиностроение , 1976.
7.
С.П. Митрофанов
Групповая технология машиностроительного производства. Том 1. Ленинград,
«Машиностроение», 1983.
8.
Справочник
технолога – машиностроителя. В 2-х томах. Т.1 /Под ред. А. Г. Косиловой и Р. К.
Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение , 1985.
9.
Справочник
технолога – машиностроителя. В 2-х томах. Т.2 /Под ред. А. Г. Косиловой и Р. К.
Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение , 1985.
10.
Общемашиностроительные
нормативы времени и режимов резания для нормирования работ, выполняемых на
универсальных и многоцелевых станках с числовым программным управление. Ч.-2-
Нормативы режимов резания. М.: Экономика, 1990.
11.
Общемашиностроительные
нормативы времени и режимов резания для нормирования работ, выполняемых на
универсальных и многоцелевых станках с числовым программным управление. Ч.-1-
Нормативы времени. М.: Экономика, 1990.
12.
Справочник-
приспособления для металлорежущих станков. Горошкин А.К. М.: Машиностроение ,
1979.
13.
Уткин А.В.
Приспособления для механообработки М.: Машиностроение, 1990.
14.
Станочные
приспособления. Справочник. /Под ред. Б.Н. Вардашкина.Том 1
М.: Машиностроение. 1984.
15.
Организация,
планирование и управление предприятиями машиностроения. Методические указания к
выполнению дипломного проекта. – Чебоксары, 1986г.
16.
С.П. Митрофанов
Групповая технология машиностроительного производства. Том 1. Ленинград,
«Машиностроение», 1983.
17.
В.И. Анурьев
Справочник конструктора-машиностроителя. Том 3, М., «Машиностроение», 1980.
18.
Н.А. Нефедов,
К.А. Осипов Сборник задач и примеров по резанию металлов и режущему
инструменту. - М.: Машиностроение, 1990.
19.
В.А. Федоренко,
А.И. Шоршин Справочник по машиностроительному черчению. Ленинград,
«Машиностроение», 1983.
20.
В.И. Анурьев
Справочник конструктора-машиностроителя. Том 2, - М., «Машиностроение», 1980.
21.
В.И. Анурьев
Справочник конструктора-машиностроителя. Том 1, - М., «Машиностроение», 1980.
22.
Охрана труда.
Сертификация производственных объектов: учебное пособие. - Чебоксары, 1996г.
23.
М.К. Полтев
Охрана труда в машиностроении, М.:, 1980.
24.
Охрана труда в
машиностроении / Под ред. Е.Я. Юдина, М.: Машиностроение, 1976.
25.
Абрютина М. С.,
Грачев А. В., Анализ финансово-экономической деятельности предприятия,- М.:
Издательство «Дело и сервис», 1999.
26.
Алпатов А. А.,
Управление реструктуризацией предприятия,- М.: «Высшая школа приватизации и
предпринимательства», 2002
27.
Акунин Б.А.
Логистика. -М.: ИНФРА 1998
28.
Артеменко В. Г.,
Беллендир М. В. Финансовый анализ.- М.: «Дело и сервис», 2004
29.
Бабич Т.Н.,
Кузьбожев Э.Н. Планирование на предприятии.- М.: «КНОРУС»,2005.
30.
Бахтинов В.В.
Прокатное производство .- М .: Металлургия,1992
31.
Бердникова Т.Б.
Анализ и диагностика финансово –хозяйственной деятельности предприятия.- М.:
ИНФРА-М, 2002
32.
Беняковский М.А.,
Богоявленский К.Н., Виткин А.Н., Технология прокатного производства.-
М.:Металлургия,1991
33.
Быкадоров В,Л.,
Алексеев П.Д., Финансово – экономическое состояние предприятия. – М.: ПРИОР,
2002
34.
Казаков А.П.,
Минаева Н. В., Экономика .- М.: Издательство «Гном-Пресс», 2005
35.
Ковалев А.И.,
Привалов В.П. , Анализ финансового состояния предприятия.- М.: «Центр экономики
и маркетинга», 1999.
36.
Кожинов В.Я,
Налоговое планирование.- М.: Издательство «1 Федеративная Книготорговая
Компания», 1998.
37.
Крейнина М. Н.
Финансовый менеджмент . - М.: «Дело и сервис», 1998.
38.
Канке А.А.,
Кошевая И.П. Анализ финансово- хозяйственной деятельности. -М.: ФОРУМ: ИНФРА-М
,2004
39.
Прыкин Б.В.
Технико –экономический анализ производства.- М.:ЮНИТИ, 2000
40.
Щибощ К.В.
Управление затратами на предприятии. – М.:2001
41.
Сайт предприятия
ОАО «Русполимет»:www.ruspolimet.ru
Приложение
Таблица 1
Анализ основных
экономических показателей, млн. руб.
|
№ п/п
|
Показатели
|
Усл
обозна-
ние
|
Ед. изм.
|
2008г.
|
2009г.
|
Ин-декс
|
Абсолютное
отклонени
|
Темп при-
роста,
%
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1.
|
Прибыль от реализации
|
Пр
|
млн. руб.
|
1780129
|
3129013
|
1,8
|
1348884
|
78
|
|
2.
|
Товарная продукция
|
Тп
|
млн. руб.
|
5631000
|
9864000
|
1,7
|
4233000
|
75
|
|
3.
|
Объём реализованной продукции
|
Рп
|
млн. руб.
|
5721829
|
10033813
|
1,8
|
4311984
|
76
|
|
4.
|
Основные
производственные фонды
|
Фоп
|
млн. руб.
|
1396033
|
1702077
|
1,2
|
306044
|
22
|
|
5.
|
Оборотные фонды
|
Фно
|
млн. руб.
|
1907276
|
3344604
|
1,7
|
1437328
|
75
|
|
6.
|
Материальные затраты
|
Мз
|
млн. руб.
|
2759190
|
4833360
|
1,7
|
2074170
|
75
|
|
7.
|
Численность персонала
|
Чп
|
чел.
|
3754
|
4932
|
1,3
|
1178
|
30
|
|
8.
|
Годовой ФЗП
|
Фзп
|
млн. руб.
|
825880
|
1183680
|
1,4
|
357800
|
43
|
|
9.
|
Себестоимость продукции
|
Сп
|
млн. руб.
|
3941700
|
6904800
|
1,8
|
2963100
|
75
|
|
10.
|
Фондоотдача
|
Фотд
|
руб. руб.
|
4,03
|
5,8
|
1,5
|
1,77
|
44
|
|
11.
|
Материалоотдача
|
Мотд
|
руб. руб.
|
4,5
|
4,9
|
1,1
|
0,4
|
9
|
|
12.
|
Средняя годовая зарплата
|
Зср
|
Тыс.
руб.
|
220
|
240
|
1,1
|
20
|
10
|
|
13.
|
Среднегодовая производительность труда
|
Пт
|
тыс. руб.
|
1500
|
2000
|
1,3
|
500
|
33
|
|
15.
|
Затраты на 1руб. ТП
|
Зр
|
коп.
|
68,9
|
68,8
|
0,9
|
-0,01
|
15
|
|
16.
|
Рентабельность продаж
|
Rпр
|
%
|
31,6
|
31,7
|
1,1
|
0,1
|
0,3
|
|
17.
|
Коэф. оборачиваемости капитала
|
Кок
|
обороты
|
1,2
|
1,5
|
1,3
|
0,3
|
30
|
Таблица 3
Анализ качества и
конкурентоспособности продукции (цельнокатаные кольца)
|
№
|
Показатели качества
|
Ед. изм.
|
Весо-мость
|
Категория
|
|
ОАО «Ступинский металлургический комбинат», г.Ступино
|
ПП «ВИВАТ» г. Москва
|
ОАО «Русполимет»
|
|
ном.
|
относ
|
ном.
|
относ.
|
ном.
|
относ
|
|
1
|
Показатели назначения
|
|
0,1
|
X
|
1
|
X
|
1
|
X
|
1
|
|
2
|
Показатели надежности
|
|
0,5
|
X
|
0,791
|
X
|
0,87
|
X
|
1
|
|
2.1
|
Временное сопротивление
|
Н/мм2
|
0,3
|
330
|
0,8
|
370
|
0,9
|
410
|
1
|
|
2.2
|
Предел текучести
|
Н/мм2
|
0,2
|
225
|
0,85
|
245
|
0,92
|
265
|
1
|
|
2.3
|
Относительное удлинение
|
%
|
0,2
|
32
|
0,75
|
26
|
0,923
|
1
|
|
2.4
|
Изгиб до параллельности сторон
|
|
0,1
|
d=1,5a
|
0,6
|
d=1,5a
|
0,6
|
d=2,5a
|
1
|
|
2.5
|
Ударная вязкость
|
Дж/см2
|
0,2
|
69
|
0,855
|
69
|
0,855
|
59
|
1
|
|
3
|
Эстетика (внешний вид)
|
|
0,2
|
X
|
0,6
|
X
|
0,8
|
X
|
1
|
|
4
|
Экономические показатели
|
Руб.
|
0,2
|
11950
|
1
|
15350
|
0,77
|
15750
|
0,755
|
|
4.1
|
Цена 1 тонны
|
Руб.
|
0,7
|
11500
|
1
|
14800
|
0,777
|
15150
|
0,76
|
|
4.2
|
Расходы на транспортировку 1 тонны
|
Руб.
|
0,3
|
450
|
1
|
550
|
0,82
|
600
|
0,75
|
|
ИТОГО
|
|
1
|
Х
|
0,82
|
Х
|
0,85
|
Х
|
0,95
|
Таблица 5
Затраты по статьям
калькуляции себестоимости товарной продукции, тыс. руб.
|
№ п/п
|
Статьи затрат
|
2008г.
|
Уд. вес, %
|
2009г.
|
Уд. вес,
%
|
Абсолютное отклонение
|
Отклонение удельных весов
|
Темп прироста, %
|
|
1
|
Сырье и материалы
|
1587178
|
40,3
|
2771525
|
40,1
|
1184347
|
-0,2
|
74,6
|
|
2
|
Покупные изделия
|
965716
|
24,5
|
1680945
|
24,3
|
715229
|
+0,4
|
74,1
|
|
3
|
Топливо и энергия
|
206295
|
5,2
|
380890
|
5,51
|
174595
|
+0,31
|
84,6
|
|
4
|
Основная зарплата рабочих
|
765151
|
19,4
|
1096642
|
15,9
|
331491
|
-3,5
|
43,3
|
|
5
|
Дополнительная зарплата рабочих (10% от п.4)
|
76515,1
|
1,9
|
109664
|
1,6
|
33148,9
|
-0,3
|
43,3
|
|
6
|
Начисления на зарплату (26%)
|
198939
|
5,0
|
285131
|
4,13
|
82592
|
-0,87
|
41,5
|
|
7
|
Общепроизводственные расходы
|
27529
|
0,7
|
186430
|
2,7
|
158901
|
+2
|
58,0
|
|
8
|
Общехозяйственные расходы
|
23880
|
0,61
|
248573
|
3,6
|
224693
|
+2,99
|
94
|
|
9
|
Потери от брака
|
17778
|
0,45
|
24630
|
0,36
|
6852
|
0,1
|
40
|
|
10
|
Прочие расходы
|
9815
|
0,502
|
14141
|
0,2
|
4326
|
0,5
|
40
|
|
Итого: производственная себестоимость
|
3878796
|
98,4
|
6794323
|
98,4
|
2915527
|
-
|
75,2
|
|
11
|
Коммерческие расходы
|
62904
|
1,6
|
108709
|
1,6
|
45805
|
-
|
72,8
|
|
Полная себестоимость
|
3941700
|
100
|
6904800
|
100
|
2963100
|
-
|
75,2
|
Таблица 8
Образование и
распределение прибыли на ОАО «Русполимет», тыс. руб.
|
№ п/п
|
Показатели
|
2008 г.
|
2009 г.
|
Индекс
|
Абсол. отклоне-
ние
|
Темп прироста%
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
Выручка от реализации продукции
|
4691899
|
8227727
|
1,5
|
3535828
|
75
|
|
2
|
НДС (18%)
|
1029929
|
1806086
|
1,5
|
776157
|
75
|
|
3
|
Реализованная продукция
|
5721829
|
10033813
|
1,5
|
4233000
|
75
|
|
4
|
Себестоимость продукции, в т.ч.
|
3941700
|
6904800
|
1,3
|
2963100
|
75
|
|
-материальные затраты
|
2759190
|
4833360
|
1,2
|
2074170
|
69
|
|
- затраты на оплату труда
|
841666
|
1206306
|
1,5
|
364640
|
43
|
|
- ЕСН
|
198939
|
285135
|
1,5
|
86196
|
43
|
|
- амортизация ОПФ
|
27920
|
34042
|
1,1
|
6122
|
2
|
|
- прочие расходы
|
113981
|
545961
|
1,5
|
431980
|
14
|
|
5
|
Прибыль от реализации продукции
|
1780129
|
3129013
|
1,6
|
1348884
|
78
|
|
6
|
Прибыль от реализации имущества
|
131695
|
178071
|
1,2
|
46376
|
35
|
|
7
|
Прибыль(убыток) от внереализационных операций
|
47793
|
95399
|
1,8
|
47606
|
99
|
|
8
|
Валовая прибыль
|
850016
|
1392491
|
1,4
|
542475
|
64
|
|
9
|
Налог на имущество (2,2%)
|
108189
|
146865
|
1,2
|
38676
|
36
|
|
10
|
Налогооблагаемая прибыль
|
741827
|
1245626
|
1,4
|
503799
|
68
|
|
11
|
Налог на прибыль
|
178038
|
298950
|
1,4
|
120912
|
68
|
|
12
|
Чистая прибыль
|
563788
|
946676
|
1,4
|
382888
|
68
|
|
13
|
Резервный фонд(5%)
|
28189
|
47334
|
1,4
|
19145
|
68
|
|
14
|
Фонд развития производства(60%)
|
338273
|
568006
|
1,4
|
229733
|
68
|
|
15
|
Фонд социального развития (25%)
|
140947
|
236669
|
1,4
|
95722
|
68
|
|
16
|
Фонд материального поощрения (10%)
|
56379
|
94668
|
38289
|
68
|
Таблица 26
Припуски отливки
|
Размер детали
|
Группа припуска
|
Степень точности отливки
|
Допуск на линейный размер
|
Припуск на сторону
|
Размер заготовки
|
|
Ø 144
|
3
|
8
|
1,6
|
2,4
|
Ø148,8±1,6
|
|
Ø132,9
|
3
|
8
|
1,6
|
2,4
|
Ø128,1±1,6
|
|
Ø101
|
3
|
8
|
1,6
|
2,4
|
Ø105,8±1,6
|
|
Ø95
|
3
|
8
|
1,4
|
2,5
|
Ø90±1,4
|
|
Ø80
|
3
|
8
|
1,4
|
2,5
|
Ø75±1,4
|
|
Ø100
|
3
|
8
|
1,4
|
2,2
|
Ø95,6±1,4
|
|
120
|
3
|
8
|
1,4
|
2,2
|
122,2±1,4
|
|
15
|
3
|
8
|
0,85
|
2,2
|
12,8±0,8
|
|
25
|
3
|
8
|
1
|
2,4
|
29,4±0,9
|
|
7
|
3
|
8
|
0,85
|
2,2
|
7±1,1
|
|
9
|
3
|
8
|
0,85
|
2,2
|
9±0,85
|
|
38
|
3
|
8
|
1,1
|
1,1
|
42±1,1
|
|
74
|
3
|
8
|
1,4
|
2
|
74±1,4
|
Таблица 29
Последовательность
обработки поверхностей по базовому ТП
|
Номер поверхности
|
Вид обработки
|
|
0А
|
Растачивание
|
|
0
|
Точение
|
|
1
|
Фрезерование однократное
|
|
1А
|
Фрезерование однократное
|
|
2
|
Фрезерование однократное
|
|
3а
|
Зацентровка
|
|
3б
|
Сверление
|
|
3в
|
Зенкерование предварительное
|
|
3д
|
Зенкерование окончательное
|
|
3г
|
Развертывание
|
|
4
|
Сверление
|
|
5
|
Точение
|
|
6а
|
Точение предварительное
|
|
6б
|
Точение окончательное
|
|
7а
|
Точение предварительное
|
|
7б
|
Точение окончательное
|
|
8а
|
Растачивание обдирочное
|
|
8б
|
Растачивание черновое
|
|
8в
|
Растачивание получистовое
|
|
8г
|
Растачивание чистовое
|
|
8(1)
|
Растачивание однократное
|
|
9
|
Растачивание
|
|
10а
|
Растачивание обдирочное
|
|
10б
|
Растачивание предварительное
|
|
10в
|
Растачивание чистовое
|
|
11
|
Растачивание
|
|
12а
|
Растачивание предварительное
|
|
12б
|
Растачивание чистовое
|
|
13а
|
Растачивание предварительное
|
|
13б
|
Растачивание чистовое
|
|
14а
|
Растачивание обдирочное
|
|
14б
|
Растачивание предварительное
|
|
14в
|
Растачивание чистовое
|
|
14г
|
Растачивание контурное
|
|
15
|
Растачивание
|
|
16а
|
Зацентровка
|
|
16б
|
Сверление
|
|
16в
|
Зенкерование предварительное
|
|
16г
|
Зенкерование окончательное
|
|
16д
|
Развертывание
|
|
16е
|
Зенкование
|
|
17а
|
Точение обдирочное
|
|
17б
|
Точение предварительное
|
|
17в
|
Точение чистовое
|
|
18
|
Точение
|
|
19
|
Фрезерование однократное
|
|
20
|
Точение
|
Таблица 30
Последовательность
обработки поверхностей по новому ТП
|
Номер поверхности
|
Вид обработки
|
|
0А
|
-
|
|
1
|
Фрезерование однократное
|
|
1А
|
Фрезерование однократное
|
|
2
|
Фрезерование однократное
|
|
3а
|
Зацентровка
|
|
3б
|
Сверление
|
|
3в
|
Зенкерование предварительное
|
|
3г
|
Зенкерование окончательное
|
|
3д
|
Развертывание
|
|
4
|
Фрезерование
|
|
5
|
Точение
|
|
6
|
Точение
|
|
7
|
Точение
|
|
8а
|
Растачивание предварительное
|
|
8б
|
Растачивание чистовое
|
|
9
|
Растачивание
|
|
10а
|
Растачивание предварительное
|
|
10б
|
Растачивание чистовое
|
|
11
|
Растачивание
|
|
12
|
Точение
|
|
13а
|
Растачивание предварительное
|
|
13б
|
Растачивание чистовое
|
|
14а
|
Растачивание предварительное
|
|
14б
|
Растачивание чистовое
|
|
15
|
Растачивание
|
|
16а
|
Зацентровка
|
|
16б
|
Сверление
|
|
16в
|
Зенкерование предварительное
|
|
16г
|
Зенкерование окончательное
|
|
16д
|
Развертывание
|
|
16е
|
Зенкерование
|
|
17
|
Точение
|
|
18
|
Точение
|
|
19
|
Фрезерование однократное
|
|
20
|
Точение
|
Таблица 32
Режимы резания на
вертикально-сверлильном станке 2Р135Ф3 с мощностью электродвигателя Nэ =3,7кВт.
|
№ операции и перехода
|
Наименование операций
|
Инструмент
|
Глубина резания, мм
|
Подача
|
Частота вращения, об/мин
|
Скорость резания, м/мин
|
Мощность, кВт
|
Машинное время, мин
|
|
S0, мм/об
|
Sz, мм/зуб
|
Sm
|
|
020
|
Обща
|
сверло центровочное Ø3мм
|
1,5
|
0,05
|
0,52
|
-
|
1972
|
18,58
|
0,03
|
0,52
|
|
Сверление
|
сверло спиральное с цилиндрическим хвостовиком D = 11,5мм.
|
5,75
|
0,13
|
0,52
|
-
|
457,3
|
16,3
|
0,2
|
4,5
|
|
Зенкерование
|
зенкер с цилиндрическим хвостовиком
|
0,2
|
-
|
0,52
|
-
|
341
|
12,8
|
-
|
0,52
|
Развертывание
|
Развертка ГОСТ 1672-80 для обработки глухих отверстий, D=12+0,027 мм.
|
0,05
|
-
|
0,03
|
-
|
302,9
|
11,4
|
-
|
-
|
|
Нарезание фаски
|
Зенкер-зенковка, Ø16, φ=45º.
|
2
|
0,25
|
0,5
|
-
|
234,2
|
11,7
|
-
|
0,365
|
РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ТАБЛИЧНЫМ
ПУТЕМ
|
№ операции и перехода
|
Наименование операций
|
Оборудования
|
Инструмент
|
Глубина резания, мм
|
Подача
|
Частота вращения, об/мин
|
Скорость резания, м/мин
|
Мощность, кВт
|
Машинное время, мин
|
|
S0, мм/об
|
Sz, мм/зуб
|
Sm
|
|
005
|
фрезерно- сверлильная
|
вертикально-фрезерно-сверлильно-расточном станок модели
2204ВМФ4 с мощностью электродвигателя Nэ =6,3 кВт , η=0,9
|
торцевая
фреза Ø 100 мм,
|
1
|
0,13
|
0,12
|
10
|
667,8
|
209,7
|
5,7
|
0,69
|
Токарная
|
Токарный станок с ЧПУ 16К20Т3 с мощностью электродвигателя Nэ=10 кВт.
|
резец прямой проходной упорный
|
2,4
|
0,24
|
-
|
-
|
232,6
|
121,6
|
2,5
|
0,56
|
|
015
|
Расточная
|
вертикально-фрезерно-сверлильно-расточном станок модели
2204ВМФ4 с мощностью электродвигателя Nэ =6,3 кВт , η=0,9.
|
резец расточной
|
0,2
|
0,224
|
0,12
|
10
|
986,8
|
247,9.
|
5,7
|
0,53
|
Таблица
41
Баланс
времени одного рабочего за год
|
Состав фонда рабочего времени
|
Дни
|
Часы
|
В % к раб. времени
|
|
Календарные дни
Нерабочие дни
Рабочее время (номинальный фонд времени Fн.р.)
Целодневные невыходы на работу:
а) отпуска основные и дополнительные
б) отпуска по беременности и родам
в) невыходы по болезни
г) выполнение государственных и общественных обязанностей
|
365
115
250
15
2,5
10
1
|
2920
920
2000
120
20
80
8
|
6
1
4
0,4
|
|
Итого невыходов
Явочное рабочее время
Потери внутри рабочего дня:
а) сокращенный рабочий день подростков
б) перерывы для кормящих матерей
в) сокращенный рабочий день рабочих с вредными условиями
труда
|
28,5
221,5
0,75
1,75
1,5
|
228
1772
6
14
12
|
11,4
0,3
0,7
0,6
|
|
Итого внутрисменных потерь
Эффективный фонд времени (Fэф.р.)
Средняя продолжительность рабочего дня
|
4
217,5
0,87
|
32
1740
0,87
|
1,6
0,37
|
Таблица 51
Основные
технико-экономические показатели по участку РМЦ.
|
Показатели
|
Индекс
|
Единицы измерения
|
Показатели
|
|
По Б. вар
|
По Н. вар.
|
|
Абсолютные показатели:
1. Выпуск продукции
2. Выпуск продукции
3. Основные фонды:
- оборудование
- здание
- инструмент и оснастка
4. Общая площадь участка
5. Общее число рабочих в том числе:
- основных
- вспомогательных
-ИТР
6. Режим работы:
рабочих дней в году
рабочих смен в сутки
7.Технологическая себестоимость
|
Nгод
Nгод
Фосн.
Фоб.
Фзд
Фо.и.
F
Rобщ.
Rосн.
Rвсп.
Тр
S
Sсб
|
шт.
руб.
руб.
руб.
руб.
руб.
м2
чел.
чел.
чел.
дни
смен
руб.
|
14 000
9517771,3
12400300
8480000
3008700
63600
3008700
29
19
8
2
250
2
679,84
|
14 000
8452466
9005923
6883000
138300
51622,5
1383000
11
6
4
1
250
2
603,74
|
|
8.Вспомогательные рабочие в проценте к основным
|
|
%
|
42
|
66
|
|
9.Фондовооруженность
|
Фв
|
руб/чел
|
427597
|
818720
|
|
10. Фондоотдача
|
Фотд
|
руб/ руб
|
0,767
|
0,938
|
|
11. Энерговооруженность
|
Эв
|
руб/чел
|
13027
|
9654,5
|
|
12.Выпуск продукции на 1 м2 производственной площади
|
|
руб/м2
|
51722
|
150332
|
|
13.Выпуск продукции на 1 основного рабочего
|
|
руб/чел
|
495441
|
1403095
|
|
14.Выпуск продукции на 1 рубль стоимости оборудования
|
|
руб/ руб
|
1,11
|
1,22
|
|
15.Среднемесячный заработок.
- основного рабочего
-вспомогательного рабочего
|
|
Руб
Руб.
|
4434
4525
|
5026
4525
|
Таблица
68- Пути и длительность выполняемых работ
|
№
п/п
|
Содержание работы
|
Продол-житель-ность, календар-ные дни
|
Исполнители
|
Код ра-боты
|
|
|
1
|
2
|
3
|
4
|
5
|
|
1.
2.
3.
4.
5.
6.
7.
8.
9
|
Подготовка приказа о начале проведения работ
Экономический анализ до внедрения мероприятий
Анализ существующих технологий
Расчет мероприятий по охране окружающей среды
Анализ рынков сбыта, подготовка предложений по организации
производства новой продукции, прогноз возможных объемов производства и
реализации новых изделий
Разработка и выдача технического задания на доработку конструкции
выпускаемых изделий
Согласование с заказчиками новой конструкции и чертежей
выпускаемых изделий
Разработка технологических процессов изготовления новых
изделий и определение требований к оборудованию
Разработка технологической оснастки
|
1
10
10
4
22
9
20
6
3
12
|
Секретарь
Главный экономист, экономист цеха, студент-дипломник
Главный технолог, технологическое бюро цеха (2 чел.),
студент-дипломник
Начальник отдела по безопасности труда
Маркетолог, отдел сбыта
(1 чел.), студент-дипломник
Главный инженер, главный металлург
Отдел главного металлурга (2 чел.)
Технологическое бюро цеха (2 чел.)
Технологическое бюро цеха (2 чел.)
|
0-1
1-2
1-3
1-4
2-5
3-6
6-7
7-10
9-11
10-12
|
|
|
10.
11.
12.
13.
14.
15.
16.
17
18.
19.
20.
21.
22.
23.
|
Определение потребности в оборудовании и рабочих исходя из
планируемого объема производства
Оценка состояния оборудования
Заключение договора с фирмами Станко-завода «Красный
пролетарий» г. Москва и Ивановский СПО, Комплектация «ФАНУК» на модернизацию
и закупку нового оборудования
Разработка проекта по реконструкции оборудования.
Закупка дополнительного оборудования
Разработка проекта по увеличению грузоподъемности механизмов
Разработка проекта по модернизации линии ЧПУ модели 6Р13ПФ3
специалистами фирмы Станко-завода «Красный пролетарий» г. Москва
Работы по реконструкции оборудования
Поставка запасных частей и комплектующих для модернизации
линии ЧПУ
Заключение договоров на реконструкцию базы станков
Закупка робота «Циклон-5» и станка ИР-320ПМФ-4
Работы по модернизации линии с ЧПУ и установке нового
гидравлического пресса
Работы по увеличению грузоподъемности загрузочных линий
Закупка стройматериалов
|
3
15
16
10
14
6
35
25
6
15
34
6
20
|
Главный экономист, экономист цеха, нормировщик,
студент-дипломник
Отдел главного механика
(2 чел.), главный энергетик
Директор, главный инженер, юрист
Главный энергетик, инженер оборудованию
Главный механик
Отдел главного механика
(2 чел.)
Специалисты фирмы
Станко-завода «Красный пролетарий» г. Москва и Ивановский
СПО, Комплектация «ФАНУК»
Фирма поставщик Станко-завода «Красный пролетарий» г.
Москва и Ивановский СПО, Комплектация «ФАНУК»Директор, главный энергетик,
юрист
Отдел главного механика
(1 чел.)
Ремонтный персонал
(25 чел.) и вспомогательные рабочие (крановщики,
стропальщики - 4 чел.) цеха - двухсменный режим работы;
специалисты фирмы (3 чел.)
Ремонтный персонал цеха
(4 чел.)
Отдел снабжения (1 чел.),
|
12-14
12-15
15-16
15-17
15-20
15-21
16-18
18-19
17-22
14-23
19-25
20-25
21-25
|
|
24.
25.
26.
27.
28.
29.
30.
|
Закупка спецоснастки для новых изделий и выпускаемых
изделий с уменьшенными припусками
Монтаж робота «Циклон-5» и станка ИР-320ПМФ-4
Пуск автоматизированной линии ЧПУ модели 6Р13ПФ3 в
эксплуатацию и обучение персонала РМЦ
Пуск станка ИР-320ПМФ-4
Оценка эффективности после внедрения проекта
Принятие решения о начале серийного производства
|
25
2
7
3
9
3
1
|
ШИХ (2 чел.)
Ремонтный персонал цеха
(2 чел.)
Ремонтный персонал цеха
(5 чел.); специалисты фирмы поставщика (3 чел); основные
рабочие цеха
Ремонтная бригада подрядчиков; инженер по оборудованию
Основные рабочие РМЦ;
ОАО «Русполимет»; технологическое бюро цеха (4 чел.)
Главный инженер, главный технолог, главный экономист,
экономист цеха
Директор, главный инженер, главный металлург, главный
технолог
|
13-27
23-27
25-27
26-27
27-28
28-29
29-30
|
|
|
|
|
|
|
|
|
|
|
|