Расчет режимов резания
Задание
1)
Выбрать
инструментальный материал и геометрические параметры режущей части резца.
2)
Аналитически
рассчитать рациональный режим резания при обтачивании валика на станке 16К20
Исходные
данные
Вариант
№91
Материал
заготовки – CЧ24
Предел
прочности 
Предел
текучести НВ=220
Обрабатываемый
диаметр D=90 мм
Диаметр
после обтачивания d=80 мм
Длина
обтачивания L=400 мм
Шероховатость

Способ
крепления на станке - в центрах
инструментальный угол резание станок
1. Выбор
инструментального материала
Выбор
группы твердого сплава определяется родом и механическими свойствами
обрабатываемого материала.
Обработка
чугунов по сравнению с обработкой сталей характеризуется меньшими температурами
резания. Поэтому при обработке чугунов используют менее теплостойкие, но более
дешевые сплавы группы ВК. Предпочтение этой группе в данном случае отдается
вследствие их повышенной прочности, вязкости, что чрезвычайно важно при обработке
чугунов, когда образуется стружка надлома и скалывания, а ударная пульсирующая
нагрузка концентрируется на малой площадке контакта стружка – инструмент.
По
таблице 2 – Выбор марок твердого сплава при точении из методического пособия
для чернового точения по корке при неравномерном сечении и непрерывном резании
чугунов с твердостью НВ меньше 240 выбираем марку твердого сплава ВК4.
Выбор
геометрических параметров режущей части резца
Выбор
величины переднего угла и формы передней поверхности
При
оснащении резца пластинкой твердого сплава рекомендуют три формы передней
поверхности
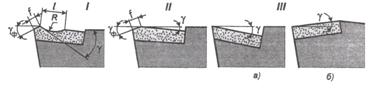
Рис.1
В
нашем случае выбираем форму II
– плоская с отрицательной фаской  применяется для
обработки серого и ковкого чугунов. По таблице 6 методического пособия
принимаем передний угол
применяется для
обработки серого и ковкого чугунов. По таблице 6 методического пособия
принимаем передний угол  .
.
1.2Выбор
задних углов
Задние
углы обеспечивают зазор между трущимися поверхностями резца, поверхностью
резания и обработанной поверхностью детали. Величина их мало зависит от
механических свойств обрабатываемого материала и определяется в основном
величиной подачи. По таблице 6 методического пособия принимаем задний угол 
1.3 Выбор углов в плане
Главный
угол в плане оказывает влияние на интенсивность деформации срезаемого слоя,
силы и температуру резания, шероховатость обработанной поверхности.
Для
проходных резцов  в случае обработки в
условиях достаточно жесткой системы СПИД (станок – приспособление – инструмент
– деталь), при отношении длины детали L
к ее диаметру D меньше 12 (
в случае обработки в
условиях достаточно жесткой системы СПИД (станок – приспособление – инструмент
– деталь), при отношении длины детали L
к ее диаметру D меньше 12 ( ).
).
Вспомогательный
угол в плане, уменьшает участие вспомогательной режущей кромки в резании и
влияет на допускаемую скорость резания и шероховатость обработанной
поверхности. По таблице 5 методического пособия для черновой обработки
принимаем  .
.
1.4
Выбор угла наклона главной режущей кромки
Угол
 влияет на направление сходящей стружки
и определяет точку первоначального контакта режущей кромки и срезаемого слоя.
При черновой обработке предпочтительнее положительные значения угла , так как при таких значениях угла лезвие
резца более массивное и стойкое. По таблице 6 методического пособия принимаем
влияет на направление сходящей стружки
и определяет точку первоначального контакта режущей кромки и срезаемого слоя.
При черновой обработке предпочтительнее положительные значения угла , так как при таких значениях угла лезвие
резца более массивное и стойкое. По таблице 6 методического пособия принимаем  .
.
Аналитический расчет режимов
резания
Глубина
резания определяется по формуле
 мм
мм
где
 - диаметр обрабатываемой поверхности;
- диаметр обрабатываемой поверхности;
 - диаметр обработанной
поверхности.
- диаметр обработанной
поверхности.
t=(D-d)/2=(90-80)/2=5
Максимальные
значения подач определим по формулам:
-
подача, допускаемая прочностью детали,
-
подача, допускаемая жесткостью детали,
-
подача, допускаемая прочностью резца,

-
подача, допускаемая жесткостью резца,

-
подача, допускаемая прочностью слабого звена механизма подачи станка,
-
подача, допускаемая прочностью пластинки твердого сплава,

-
подача, допускаемая шероховатостью обработанной поверхности,
где
 и
и  -
коэффициенты учитывающие метод закрепления детали на станке: при закреплении
заготовки в патроне и заднем центре принимаем Кп=0.4 и КЖ=2.4.
-
коэффициенты учитывающие метод закрепления детали на станке: при закреплении
заготовки в патроне и заднем центре принимаем Кп=0.4 и КЖ=2.4.
 - допустимое напряжение
при изгибе для материала детали,
- допустимое напряжение
при изгибе для материала детали, 
Для
чугуна 
где
 - коэффициент запаса прочности;
- коэффициент запаса прочности;

 - допустимое напряжение
при изгибе для материала державки резца, (материал
державки- сталь 45,
- допустимое напряжение
при изгибе для материала державки резца, (материал
державки- сталь 45,  );
);
 - модуль нормальной
упругости обрабатываемого материала, (для чугуна принимаем
- модуль нормальной
упругости обрабатываемого материала, (для чугуна принимаем
 );
);
 - модуль нормальной
упругости материала державки резца, (принимаем
- модуль нормальной
упругости материала державки резца, (принимаем  );
);
 - вылет резца, мм;
- вылет резца, мм;
 - длина детали, мм;
- длина детали, мм;
Н=25
– высота державки резца, мм;
В=25
– ширина державки резца, мм;
 - допускаемая стрела
прогиба детали, мм, принимаем =0,1);
- допускаемая стрела
прогиба детали, мм, принимаем =0,1);
 - допускаемая стрела
прогиба резца, мм (для предварительного точения
- допускаемая стрела
прогиба резца, мм (для предварительного точения
=0,1 мм);
 - наибольшая сила
допускаемая прочностью механизма подачи станка, Н =
6000 Н;
- наибольшая сила
допускаемая прочностью механизма подачи станка, Н =
6000 Н;
 - наибольшая сила,
допускаемая прочностью пластинки твердого сплава, =9600
Н
- наибольшая сила,
допускаемая прочностью пластинки твердого сплава, =9600
Н
Rz=80-
высота микронеровностей, мкм;
 - радиус закругления
вершины резца, мм; r=1мм
- радиус закругления
вершины резца, мм; r=1мм
- главный угол в плане;
- вспомогательный угол
в плане;
 - коэффициент и
показатели степени в формуле тангенциальной составляющей силы резания.
- коэффициент и
показатели степени в формуле тангенциальной составляющей силы резания.
SЖД=
SПР=
SЖР= 19.664 мм/об
19.664 мм/об
Sст=
Sпл=
Sш= =0.072 мм/об
=0.072 мм/об
По
паспортным данным станка принимаем подачу  мм/об.
мм/об.
Скорость резания
При точении скорость резания рассчитывается по
формуле
где
 - постоянная, характеризующая условия
обработки,
- постоянная, характеризующая условия
обработки, 
Xv=0.2; Yv
=0.2; m=0.4 показатели степени;
 - коэффициент,
учитывающий свойства обрабатываемого материала
- коэффициент,
учитывающий свойства обрабатываемого материала
Кm
 - коэффициент,
учитывающий состояние обрабатываемой поверхности,
- коэффициент,
учитывающий состояние обрабатываемой поверхности, 
 - коэффициент,
учитывающий марку инструментального материала,
- коэффициент,
учитывающий марку инструментального материала, 
 - коэффициент,
учитывающий главный угол в плане,K
- коэффициент,
учитывающий главный угол в плане,K =0.88
=0.88
V= м/мин
м/мин
Расчетное число оборотов шпинделя станка
рассчитывается по формуле
n= мин-1
мин-1
По
паспорту станка принимаем ближайшее меньшее значение n=630 мин-1
Действительная скорость резание определяем по
формуле :
Vд= =178
=178
Тангенциальная
составляющая силы резания  при точении
определяем по формуле:
при точении
определяем по формуле:
 Н
Н
где
 - постоянная и показатели степени, характеризующие
условия обработки;
- постоянная и показатели степени, характеризующие
условия обработки;
 - поправочный
коэффициент, учитывающий материал обрабатываемой заготовки
- поправочный
коэффициент, учитывающий материал обрабатываемой заготовки

 - поправочный
коэффициент, учитывающий значение переднего угла плане, принимаем;K
- поправочный
коэффициент, учитывающий значение переднего угла плане, принимаем;K
 - поправочный
коэффициент, учитывающий значение главного угла в плане, принимаем
- поправочный
коэффициент, учитывающий значение главного угла в плане, принимаем  .
.
Pz=920* H
H
Мощность потребная на резание, рассчитывается по
формуле
 кВт
кВт
Nэ= =1.94 кВт
=1.94 кВт
Расчетная мощность электродвигателя станка
определим:
 кВт
кВт
Мощность электродвигателя и коэффициент полезного
действия станка берутся из паспортных данных станка.
Nст= =2.58 кВт
=2.58 кВт
Основное машинное время определим по формуле:

где l – длина обрабатываемой
поверхности, мм;
 - величина врезания, мм
- величина врезания, мм
l1=3/885;
l2=2-
величина перебега;
 - действительное число
оборотов шпинделя, об/мин;
- действительное число
оборотов шпинделя, об/мин;
 - действительная
подача, мм/об.
- действительная
подача, мм/об.
Tо
= =8.56 мин.
=8.56 мин.
Размещено на .ru