Теоретические методы технологии машиностроения
Реферат
Данная курсовая работа
содержит страницы, рисунок, таблицы, библиографический список состоит из источников.
ДЕТАЛЬ, ЗАГОТОВКА, ПРОКАТ,
ШТАМПОВКА, ПРИПУСК, ДОПУСК
Цель курсовой работы:
систематизация, закрепление и расширение знаний теоретических методов технологии
машиностроения.
Полученные результаты:
Освоены и закреплены основы технологии машиностроения.
Содержание
Введение
1. Общая часть
1.1 Описание изделия, сборочной
единицы и детали
1.2 материал детали и его свойства
1.3 Анализ технологичности детали
1.4 Определение типа производства
2.Технологическая часть
2.1Технико-экономическое обоснование
выбора заготовки
2.2 Проектирование маршрутного
технологического процесса
2.3 Расчетно-аналитический метод
определения припусков
2.4 Статический метод определения
припусков
2.5 Выбор технологического
оборудования
2.6 Выбор станочного приспособления
2.7 Выбор и описание режущего
инструмента
2.8 Установление режимов резания
2.9 Расчет технических норм времени и
определение квалификации работ
2.10 Определение технико-экономических
показателей технологического процесса
3. Конструкторская часть
3.1 Проектирование станочного
приспособления
Заключение
Список использованной литературы
Введение
Эффективность
производства, его технический прогресс, качество выпускаемой продукции во многом
зависят от опережающего развития производства нового оборудования, машин,
станков и аппаратов, от всемерного внедрения методов технико-экономического
анализа, обеспечивающего решение технических вопросов и экономическую эффективность
технологических и конструкторских разработок.
Значение
постановки всех этих вопросов при подготовке квалифицированных кадров
специалистов производства, полностью овладевших инженерными методами
проектирования производственных процессов, очевидно. В связи с этим в учебном
процессе высших учебных
заведений значительное место отводится самостоятельным работам, выполняемым студентами старших курсов,
таким, как курсовое проектирование по
технологии машиностроения.
Курсовое
проектирование закрепляет, углубляет и обобщает знания, полученные студентами
во время лекционных и практических занятий по «Технологии машиностроения».
В процессе курсового проектирования
студент выполняет комплексную задачу по курсу «Технология
машиностроения», подготавливаясь к выполнению более сложной задачи — дипломному проектированию. Наряду с этим курсовое проектирование должно научить
студента пользоваться справочной литературой, ГОСТами, таблицами, номограммами,
нормами и расценками, умело сочетая
справочные данные с теоретическими
знаниями, полученными в процессе изучения курса.
При
курсовом проектировании особое внимание уделяется самостоятельному
творчеству студента с целью развития его инициативы в решении
технических и организационных задач, а также детального и творческого
анализа существующих технологических процессов.
Основная
задача при этом заключается в том, чтобы при работе над курсовым проектом были
внесены предложения по усовершенствованию существующей технологии, оснастки,
организации и экономики производства, значительно опережающие современный
производственный процесс изготовления детали, на которую выдано задание. Поэтому для
выполнения поставленной задачи необходимо изучить прогрессивные направления развития
технологических методов и средств и на основании анализа и сопоставления
качественных и количественных показателей
дать свои предложения.
При
курсовом проектировании значительное внимание уделяется экономическому
обоснованию методов получения заготовок, выбору вариантов технологических
процессов и т. п., с тем чтобы в конечном счете в проекте был предложен оптимальный
вариант.
Защита
курсового проекта является важным контрольным этапом оценки умения
студента в установленное время кратко изложить сущность проделанной
работы.
1. Общая часть
1.1 Описание изделия,
сборочной единицы и детали
Вращающиеся детали машины
устанавливают на валах или осях, обеспечивающих постоянное положение оси
вращения этих деталей.
Валы — детали,
предназначенные для передачи крутящего момента вдоль своей оси и для
поддержания вращающихся деталей машин '. Простейшие прямые валы имеют форму тел
вращения. Валы вращаются в подшипниках. Так как передача крутящих моментов
связана с возникновением сил, например сил на зубьях зубчатых колес, сил
натяжения ремней и т. д., валы обычно подвержены действию не только крутящих
моментов, но также поперечных сил и изгибающих моментов.
1 Лишь небольшая часть
валов, например гибкие валы, часть торсионных валов, не поддерживает
вращающиеся детали.
Валы по назначению можно
разделить на валы передач, несущие детали передач — зубчатые колеса, шкивы,
звездочки, муфты — и на коренные валы машин и другие специальные валы, несущие
кроме деталей передач рабочие органы машин двигателей или орудий — колеса или
диски турбин, кривошипы, инструменты, зажимные патроны и т.д. (рис.
По форме геометрической
оси валы разделяют на прямые и коленчатые. Коленчатые валы применяют при
необходимости преобразования в машине возвратно-поступательного движения во
вращательное или наоборот, причем они совмещают функции обычных валов с
функциями кривошипов в криво-шипноползунных механизмах. Особую группу
составляют гибкие валы с изменяемой формой геометрической оси.
Оси предназначены для
поддержания вращающихся деталей и не передают полезного крутящего момента.
Обычно они подвергаются воздействию поперечных сил, изгибающих моментов и не
учитываемых при расчетах крутящих моментов от сил трения.
Оси разделяют на
вращающиеся, обеспечивающие лучшую работу подшипников, и неподвижные, требующие
встройки подшипников во
вращающиеся детали.
Валы и оси имеют
аналогичные формы и общую функцию — поддерживать вращающиеся детали.
Опорные части валов и
осей называют цапфами или шейками.
Прямые валы разделяют на
валы постоянного диаметра валы трансмиссионные и судовые многопролетные, валы
ступенчатые, валы с фланцами для соединения по длине, а также валы с
нарезанными шестернями. По форме сечения валы разделяют на гладкие, шлицевые и
профильные.
Форма вала по длине
определяется распределением нагрузки и условиями технологии изготовления и
сборки.
Эпюры изгибающих моментов
по длине валов, как правило, не постоянны и обычно сходят к нулю к концевым
опорам или к концам валов. Крутящий момент обычно передается не на всей длине
вала. Поэтому по условию прочности допустимо и целесообразно конструировать
валы переменного сечения, приближающиеся к телам равного сопротивления.
Практически валы выполняют ступенчатыми. Эта форма удобна в изготовлении и
сборке; уступы валов могут воспринимать большие осевые силы.
Желательно, чтобы каждая
насаживаемая на вал неразъемная деталь проходила по валу до своей посадочной
поверхности без натяга во избежание повреждения поверхностей и ослабления
посадок.
Валы могут быть полыми.
Полый вал с отношением диаметра отверстия к наружному диаметру 0,75 легче
сплошного равнопрочного почти в 2 раза. Практически полые валы применяют при
жестких требованиях к массе и при необходимости прохода сквозь валы или
размещения внутри валов других деталей. В массовом производстве иногда
применяют полые сварные валы постоянного сечения из ленты, намотанной по винтовой
линии. При этом экономится до 60 % металла.
Круглая качественная
сталь для валов поставляется длиной до 6—7 м, поэтому более длинные валы делают
составными, что необходимо также по условиям монтажа и транспортирования. Валы
соединяют с помощью соединительных муфт или фланцев на валах. Фланцы делают на
фасонных чугунных валах и на тяжело нагруженных стальных валах. К стальным
валам фланцы обычно приваривают или их выполняют высадкой.
Узкие упорные буртики на
валах выполнять нецелесообразно, так как это приводит к увеличению диаметров
заготовок и к переводу в стружку значительного количества металла.
Диаметры посадочных
поверхностей (под ступицы зубчатых колес, шкивов, звездочек и других деталей)
выбирают из стандартного ряда посадочных размеров, диаметры под подшипники
качения — из стандартного ряда внутренних диаметров подшипников качения.
Перепад диаметров ступеней определяется: стандартными диаметрами посадочных
поверхностей под ступицы и подшипники, достаточной опорной поверхностью для
восприятия осевых сил при заданных радиусах закругления кромок и размерах фасок
и, наконец, условиями сборки. Перепад диаметров ступеней вала при наличии
призматических шпонок желательно выбирать так, чтобы иметь возможность разборки
без удаления шпонок из вала. Перепад диаметров должен быть минимальным.
Если тихоходный вал имеет
несколько шпоночных канавок по длине, то во избежание перестановки вала при
фрезеровании их целесообразно размещать в одной плоскости.
Цапфы (шейки) валов,
работающие в подшипниках скольжения, выполняют: цилиндрическими; коническими,
сферическими (рис 1.)
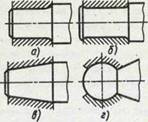
Рисунок 1
Основное применение имеют
цилиндрические цапфы. Концевые цапфы для облегчения сборки и фиксации вала в
осевом направлении обычно делают несколько меньшего диаметра, чем соседний
участок вала (рис. 1 а). Иногда цапфы при разъемных подшипниках делают с
буртами для предотвращения осевых смещений в обоих направлениях (рис. 1,6).
Конические цапфы (рис. 1, в) применяют для регулирования зазора в подшипниках,
а иногда также для осевого фиксирования вала. Зазор регулируют осевым
перемещением вала или вкладыша подшипника. Сферические цапфы (рис. 1, г) ввиду трудности их изготовления применяют только при необходимости значительных угловых смещений
оси вала.
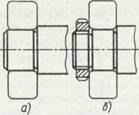
Рисунок 2. Цапфы под подшипники
качения: а — цилиндрическая без крепления; б — с резьбой
Цапфы валов для
подшипников качения (рис.2) характеризуются меньшей длиной, чем цапфы для
подшипников скольжения. Исключение составляют конструкции с двумя подшипниками
качения в опоре. Как правило, цапфы для подшипников качения выполняют
цилиндрическими. В редких случаях применяют конические цапфы с малой
конусностью — для регулирования зазоров в подшипниках упругим деформированием
колец. Цапфы для подшипников качения нередко выполняют с резьбой или другими
средствами для закрепления колец;
Посадочные поверхности
под ступицы деталей, насаживаемых на вал, выполняют цилиндрическими или
коническими. Основное применение имеют цилиндрические поверхности как более
простые. Конические поверхности применяют: для облегчения постановки на вал и
снятия с него тяжелых деталей, для обеспечения заданного натяга, для быстрой
смены деталей типа сменных шестерен и для повышения точности центрирования
деталей. В последнее время конические соединения с большим натягом получили
широкое распространение.
Осевые нагрузки на валы
от насаженных на них деталей передаются следующими способами:
1) тяжелые нагрузки —
упором деталей в уступы на валу, посадкой деталей с натягом
2) средние нагрузки —
гайками, штифтами
3) легкие нагрузки (и
предохранение от перемещений случайными силами) — стопорными винтами, клеммовыми
соединениями, пружинными кольцами
Сопротивление валов
усталости определяется относительно малыми объемами металла в зонах
значительной концентрации напряжений. Поэтому особо эффективны специальные
конструктивные и технологические мероприятия по повышению выносливости валов.
Наблюдаемое резкое
понижение сопротивления усталости валов в местах посадок в основном связано с
концентрацией давления и фреттинг-коррозией, вызываемой местными
проскальзываниями и кромочными давлениями. Конструктивные средства повышения
выносливости показаны -
Наиболее эффективно
утолщение вала на длине ступицы. Весьма эффективно также поверхностное
упрочнение.
Упрочнением подступичных
частей поверхностным наклепом (обкаткой роликами или шариками) можно повысить
предел выносливости валов с концентрацией напряжений на 80... 100 %, причем
этот эффект распространяется на валы диаметром 500—600 мм и более. Такое
упрочнение получило в настоящее время широкое распространение.
Прочность валов в местах
шпоночных, шлицевых и других разъемных соединений со ступицей может быть
повышена применением: эвольвентных шлицевых соединений; шлицевых соединений с
внутренним диаметром, равным диаметру вала на соседних участках, или с плавным
выходом шлицев на поверхность, обеспечивающим минимум концентрации напряжений
изгиба; шпоночных канавок, изготовляемых дисковой фрезой и имеющих плавный
выход на поверхность; бесшпоночных соединений.
Переходные участки валов
между двумя ступенями разных диаметров выполняют следующих типов.
1. С канавкой для выхода
шлифовальных кругов Канавки обычно выполняют на валах диаметром 10...50 мм
шириной 3 мм и глубиной 0,25 мм, а на валах диаметром 50... 100 мм — шириной 5 мм и глубиной 0,5 мм. Канавки должны иметь максимально возможные радиусы
закруглений. Канавки существенно повышают стойкость шлифовальных кругов при
обработке. Однако они вызывают. значительную концентрацию напряжений и понижают
прочность валов при переменных напряжениях.
Канавки выполняют в
валах, диаметры которых определяются условиями жесткости (в частности, валах
коробок передач), и на концевых участках валов, на которых изгибающие моменты
невелики. Канавки также нужны на концах участков с резьбой для выхода
резьбонарезного инструмента.
2. С переходной
поверхностью — галтелью постоянного радиуса Радиус выбирают меньше радиуса
закругления или радиального размера фаски насаживаемых деталей.
3. С переходной
поверхностью—галтелью специальной формы. Опасной зоной обычно является переход
галтели в ступень меньшего диаметра; поэтому в заданных габаритах целесообразно
делать галтель переменного радиуса кривизны с увеличением радиуса в зоне
перехода к ступени меньшего диаметра. Применяют галтели эллиптической формы и
чаще галтели, очерчиваемые двумя радиусами кривизны. Переменность радиуса
кривизны галтели повышает несущую способность вала на 10 %. Галтели с
поднутрением увеличивают длину базирования ступиц. Однако полировать галтели с поднутрением
трудно.
Подбором галтели
оптимальной формы на длине 0,75... 1 диаметра вала (рис. можно практически
избавиться от концентрации напряжений. Однако не использовать такие формы можно
в редких случаях, например в торсионных валах (т. е. валах, служащих пружиной,
работающей на кручение), на свободных участках сильнонапряженных валов и т. д.
Повышение прочности валов
в переходных сечениях достигается также удалением малонапряженного материала:
выполнением разгрузочных канавок и высверливанием отверстий в ступенях большого
диаметра Эти мероприятия обеспечивают более равномерное распределение
напряжений и снижают концентрацию напряжений.
Пластическим упрочнением
галтели (обкаткой роликами, а при больших диаметрах.
Материалы и обработка
валов и осей
Выбор материала и
термической обработки валов и осей определяется критериями их
работоспособности, в том числе критериями работоспособности цапф с опорами.
Значимость последних критериев в случае опор скольжения может быть
определяющей.
Основными материалами для
валов и осей служат углеродистые и легированные стали благодаря высоким
механическим характеристикам, способности к упрочнению и легкости получения
цилиндрических заготовок прокаткой.
Для большинства валов
применяют термически обрабатываемые среднеугле-родистые и легированные стали
45, 40Х. Для высоконапряженных валов ответственных машин применяют легированные
стали: 40ХН, 40ХН2МА, ЗОХГТ, ЗОХГСА и др. Валы из этих сталей обычно подвергают
улучшению, закалке с высоким отпуском или поверхностной закалке с нагревом ТВЧ
и низким отпуском (шлицевые валы).
Быстроходные валы,
вращающиеся в подшипниках скольжения, требуют весьма высокой твердости цапф; их
изготовляют из цементуемых сталей 20Х, 12ХНЗА, 18ХГТ или азотируемых сталей
типа 38Х2МЮА. Высокую износостойкость имеют хромированные валы. По опыту
автомобилестроения хромирование шеек коленчатых валов увеличивает ресурс до
перешлифовки в 3...5 раз.
Для валов, размеры
которых определяются условиями жесткости, прочные, термически обработанные
стали целесообразно применять только тогда, когда это определяется требованиями
долговечности цапф, шлицев и других изнашиваемых поверхностей. Валы больших
диаметров изготовляют из труб с приварными или насадными фланцами или сварными
из листов также с приварными фланцами. Применение сварных валов мощных
гидротурбин приводит к экономии 20...40 % металла.
Для изготовления фасонных
валов — коленчатых, с большими фланцами и отверстиями — и тяжелых валов наряду
со сталью применяют высокопрочные чугуны (с шаровидным графитом) и
модифицированные чугуны. Меньшая прочность чугунных валов в значительной
степени компенсируется более совершенными формами валов (особенно коленчатых),
меньшей чувствительностью в многоопорных валах к смещению опор (благодаря
меньшему модулю упругости) и меньшей динамической нагрузкой ввиду повышенной
демпфирующей способности.
В качестве заготовок для
стальных валов диаметром до 150 мм обычно используют круглый прокат, для валов
большего диаметра и фасонных валов — поковки.
Валы подвергают токарной
обработке и последующему шлифованию посадочных поверхностей. Высоконапряженные
валы шлифуют по всей поверхности. Торцы валов для облегчения насадки деталей,
во избежание обмятий и повреждения рук рабочих выполняют с фаской
1.2 материал детали и
его свойства
Характеристика материала 35
|
Марка
:
|
35
|
|
Заменитель:
|
30,
40, 35г
|
|
Классификация
:
|
Сталь
конструкционная углеродистая качественная
|
|
|
Применение:
|
детали
невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры,
коленчатые валы, шатуны, шпиндели, звездочки, тяги, обода, траверсы, валы,
бандажи, диски и другие детали.
|
|
Химический состав в % материала 35 .
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
As
|
|
0.32
- 0.4
|
0.17
- 0.37
|
0.5
- 0.8
|
до
0.25
|
до
0.04
|
до
0.035
|
до
0.25
|
до
0.25
|
до
0.08
|
Температура критических точек материала 35.
|
Ac1 = 730 , Ac3(Acm)
= 810 , Ar3(Arcm) = 796 , Ar1 = 680 , Mn =
360
|
Механические свойства при Т=20oС материала
35 .
|
Сортамент
|
Размер
|
Напр.
|
sв
|
sT
|
d5
|
y
|
KCU
|
Термообр.
|
|
-
|
мм
|
-
|
МПа
|
МПа
|
%
|
%
|
кДж
/ м2
|
-
|
|
Поковки
|
до
100
|
|
470
|
245
|
22
|
48
|
490
|
Нормализация
|
|
Поковки
|
100
- 300
|
|
470
|
245
|
19
|
42
|
390
|
Нормализация
|
|
Поковки
|
300
- 500
|
|
470
|
245
|
17
|
35
|
340
|
Нормализация
|
|
Твердость
материала 35 горячекатанного отожженного
|
HB
= 163
|
|
Твердость
материала 35 после отжига
|
HB
= 207
|
Физические свойства материала 35 .
|
T
|
E
10- 5
|
a
10 6
|
l
|
r
|
C
|
R
10 9
|
|
Град
|
МПа
|
1/Град
|
Вт/(м·град)
|
кг/м3
|
Дж/(кг·град)
|
Ом·м
|
|
20
|
2.06
|
|
|
7826
|
|
|
|
100
|
1.97
|
12
|
49
|
7804
|
469
|
251
|
|
200
|
1.87
|
12.9
|
49
|
7771
|
490
|
321
|
|
300
|
1.56
|
13.6
|
47
|
7737
|
511
|
408
|
|
400
|
1.68
|
14.2
|
44
|
7700
|
532
|
511
|
|
500
|
|
14.6
|
41
|
7662
|
553
|
629
|
|
600
|
|
15
|
38
|
7623
|
578
|
759
|
|
700
|
|
15.2
|
35
|
7583
|
611
|
922
|
|
800
|
|
12.7
|
29
|
7600
|
708
|
1112
|
|
900
|
|
13.9
|
28
|
7549
|
699
|
1156
|
|
T
|
E
10- 5
|
a
10 6
|
l
|
r
|
C
|
R
10 9
|
Технологические свойства материала 35 .
|
Свариваемость:
|
ограниченно свариваемая.
|
|
Флокеночувствительность:
|
не чувствительна.
|
|
Склонность к отпускной хрупкости:
|
не склонна.
|
Обозначения:
|
Механические
свойства :
|
|
sв
|
-
Предел кратковременной прочности, [МПа]
|
|
sT
|
-
Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
|
|
d5
|
-
Относительное удлинение при разрыве , [ % ]
|
|
y
|
-
Относительное сужение , [ % ]
|
|
KCU
|
-
Ударная вязкость , [ кДж / м2]
|
|
HB
|
-
Твердость по Бринеллю
|
|
Физические свойства :
|
|
T
|
-
Температура, при которой получены данные свойства , [Град]
|
|
E
|
-
Модуль упругости первого рода , [МПа]
|
|
a
|
-
Коэффициент температурного (линейного) расширения (диапазон 20o -
T ) , [1/Град]
|
|
l
|
-
Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
|
|
r
|
-
Плотность материала , [кг/м3]
|
|
C
|
-
Удельная теплоемкость материала (диапазон 20o - T ),
[Дж/(кг·град)]
|
|
R
|
-
Удельное электросопротивление, [Ом·м]
|
|
Свариваемость :
|
|
без
ограничений
|
-
сварка производится без подогрева и без последующей термообработки
|
|
ограниченно
свариваемая
|
-
сварка возможна при подогреве до 100-120 град. и последующей термообработке
|
|
трудносвариваемая
|
-
для получения качественных сварных соединений требуются дополнительные
операции: подогрев до 200-300 град. при сварке, термообработка после сварки -
отжиг
|
1.3 Анализ
технологичности детали
Коэффициент унификации
конструктивных элементов детали
Ку.э.=Qэ.у./Qэ, (1)
где Qу.э. - число унифицированных элементов детали, шт., Qэ, - общее число конструктивных элементов детали, шт.
Ку.э.=5./13=0,38
Коэффициент
использования, материала
Массу детали определим
при помощи программы КОМПАС 3D V9, создав в ней 3D модель заготовки. Программа
автоматически посчитает объем, массу и другие параметры данной детали.
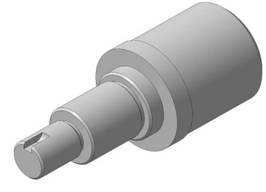
Рисунок 1 – 3D модель цапфы.
Деталь
Площадь S = 20366,015909
мм2
Объем V = 169905,994798
мм3
Материал Сталь 35 ГОСТ
1050-88
Плотность R0 =
0,007820 г/мм3
Масса M = 1328,664879 г
Ки.м.=Gд/Gз.п., (2)
где Gд - масса детали, кг; Gз.п. - масса
материала заготовки с неизбежными технологическими потерями, кг
Ки.м.=,33/3,26=0,40
Коэффициент точности
обработки детали
Кт.ч.=Qтч.н../Qтч.о., (3)
где Qтч.н.. - число размеров не обоснованной
степени точности обработки; Qтч.о.- общее число размеров, подлежащих
обработке.
Кт.ч.=6./17=0,35
Коэффициент
шероховатости поверхностей детали
Кш=Ош.н../Ош.о.,
(4)
где Ош.н -
число поверхностей детали не обоснованной шероховатости. шт.; Ош.о -
общее число поверхностей детали, подлежащих обработке, шт
Кш=16./17=0,94
Из расчетов видно, что
деталь не очень технологична.
1.4 Определение типа
производства
Кз.о.=Q/Рм, (5)
где Q - число различных операций; Рм
- число рабочих мест, на которых выполняются данные операции.
Так как величина партии
10000 шт.,то тип производства-среднесерийный.
2.Технологическая часть
2.1Технико-экономическое
обоснование выбора заготовки
Вариант 1. Заготовка из проката.
Согласно точности и
шероховатости поверхностей обрабатываемой детали определяем про
межуточные припуски по таблицам. За основу расчета промежуточных припусков принимаем
наружный диаметр детали 54 h 12 мм. Устанавливаем предварительный маршрутный
технологический процесс обработки выбранной поверхности.
мм. Устанавливаем предварительный маршрутный
технологический процесс обработки выбранной поверхности.
Обработку поверхности
диаметром 54 мм производят в жестких центрах, на многорезцовом токарном
полуавтомате, окончательную обработку поверхности выполняют на
круглошлифовальном станке.
Технологический маршрут
обработки поверхности Ǿ54:
Операция 005.
токарная(черновая) Ǿ 54 h14
Операция 010. токарная(получистовая)
Ǿ54 h12
Припуски на подрезание
торцовых поверхностей и припуски на обработку наружных поверхностей
(точение и шлифование) – определяем по таблице
Определяем
промежуточные размеры обрабатываемой поверхности согласно маршрутному
технологическому процессу:
На токарную получистовую
операцию 010
Dp.045=Dн+2Zш=54+1,0 = 55,0 мм;
Dp.020=Dр045+2Z020=55,0+4,0 = 59,0мм;
расчетный размер
заготовки
Dp.з.=Dр020+2Z015=59,0+2=61,0мм;
Из табл. выбираем
ближайший размер горячекатаного проката обычной
точности и записываем его
обозначение
Нормальная длина проката
качественной конструкционной стали при диаметре 53-110 мм 4-7 м. Допустимые отклонения для диаметра 62 мм равны  мм (табл.).
мм (табл.).
Припуски на подрезку двух
торцовых поверхностей заготовки равен 4 мм (табл.).
 .
.
Таблица 1
Припуски на чистовое
подрезание торцов и уступов
|
Диаметр
заготовки, мм
|
Общая длина
заготовки, мм
|
|
до 18
|
18-50
|
50-120
|
120-260
|
260-500
|
св.500
|
|
До 30
|
0,4
|
0,5
|
0,7
|
0,8
|
1,0
|
1,2
|
|
30-50
|
0,5
|
0,6
|
0,7
|
0,8
|
1,0
|
1,2
|
|
50-120
|
0,6
|
0,7
|
0,8
|
1,0
|
1,2
|
1,3
|
|
120-300
|
0,8
|
0,9
|
1,0
|
1,2
|
1,4
|
1,5
|
Общая длина заготовки
составит
Lз=Lд+2Zподр=132+4=136мм, (6)
где Lд- номинальная длина детали по чертежу, мм.
С учетом точности и
качества поверхности заготовки после отрезки сортового проката фрезами(табл)
длина заготовки составит 136 мм.
Объем заготовки
определяем по плюсовым допускам на диаметр и длину заготовки
 см3, (7)
см3, (7)
где Lз - длина стержня заготовки, см; Dз.п. - диаметр заготовки с плюсовым
допуском, см.
Массу заготовки
определяем по формуле
Gз= ·V (8)
·V (8)
Vз=0,00785·390,7=3,06 кг.
где - плотность материала, кг/см3
, Vз — объем заготовки, см3 .
Выбираем оптимальную
длину проката для изготовления заготовки
Потери на зажим заготовки
lзаж принимаем 80 мм.
Длину торцового обрезка
проката на ножницах определяем соотношения из lо.т=(0,3...0,5)d, где d - диаметр сечения заготовки, d = 60мм, тогда lо.т=0,3·60=17 мм,
Число заготовок, исходя
из принятой длины проката, определяется по формуле (3.5). Из проката
длиной 4 м
 шт. (9)
шт. (9)
где Lпр - длина выбранного проката, мм; х — число
заготовок, изготавливаемых из принятой длины проката, шт; Lз- длина заготовки, мм; lp - ширина реза, мм. lот - длина торцового обрезка проката, мм; lзаж - минимальная длина опорного
(зажимного) конца, мм.
Получаем 27 заготовок из
данной длины проката.
Из проката длиной 7 м
 (10)
(10)
Принимаем 48 заготовок из
данной длины проката.
Остаток длины
(некратность) определяется в зависимости от принятой длины проката:
Из проката длиной 4 м
 мм, (11)
мм, (11)
или
 =(231·100)/4000=5,7%. (12)
=(231·100)/4000=5,7%. (12)
из проката длиной 7 м
 мм
мм
или
 (13)
(13)
Из расчетов на не
кратность следует, что прокат длиной 7 м для изготовления заготовок более экономичен, чем прокат длиной 4м, Потери материала на зажим при отрезке по
отношению к длине проката составят
 (14)
(14)
Потери материала на длину
торцевого проката о процентном отношении к длине проката составят
Поп = Пнк
+ По.т + Пзаж =5,35 + 0,24 + 1,1 = 6,6%. (15)
где Пнк -
потери материала на некратность, %.
Пн.к =(Lнк·100)/Lпр; (16)
По.т - потери
на торцовую обрезку проката, %
По.т. =(lо.т·100)/Lпр; (17)
Пзаж - потери
при выбранной длине зажима, %
Пзаж. =(lзаж·100)/Lпр; (18)
Потр - потери
на отрезку заготовки, %
Потр =(lр·100)/Lпр. (19)
Расход материала на одну
деталь с учетом всех технологических неизбежных потерь определяем по формуле
(3.12)
 кг
кг
Коэффициент использования
материала
Ким =Сд/Сз.п.
=1,04/3,26 =0,33 (20)
где Gд - масса детали по рабочему чертежу, кг; Gз.п.- расход материала на одну деталь с учетом
технологических потерь, кг
Стоимость заготовки из
проката (табл.)

где См
- цена 1 кг материала заготовки, руб.; Сотх - цена 1 т
отходов материала, руб.
Вариант 2.
Заготовка изготовлена
методом объемной горячей штамповки.
Степень сложности С2.
Точность изготовления поковки - класс 1. Группа стали -М1.
Припуски на номинальные
размеры детали назначают по таблице (приложение 2). На основании принятых
припусков на размеры детали определяем расчетные размеры заготовки
 мм
мм
 мм (21)
мм (21)
 мм
мм
 мм
мм
 мм
мм
 мм
мм
 мм (22)
мм (22)
 мм
мм
 мм
мм
 мм
мм
Допуски на размеры
штампованной заготовки определяем по таблице.
Æ L= 31,2
L= 31,2
Æ L= 37,7
L= 37,7
Æ L= 11,2
L= 11,2
Æ L= 15,4
L= 15,4
Æ L= 52,8
L= 52,8
Разрабатываем эскиз на
штампованную заготовку по второму варианту
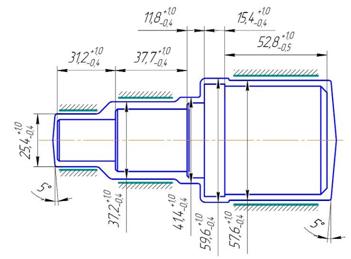
Рисунок 2 – Чертеж штамповки.
Объем штампованной
заготовки определим при помощи программы КОМПАС 3D V9, создав в ней 3D (рисунок – 3) модель заготовки. Программа автоматически посчитает объем,
массу и другие параметры данной заготовки

Рисунок 3 – 3D модель штамповки
Данные полученные при
помощи программы:
Площадь S=22344,045203 мм2;
Объем V=216968,88969 мм3;
Материал Сталь 35 ГОСТ
1050-88
Плотность R0= 0,0078 г/мм3;
Масса М=1696,696717 г.
Масса штампованной
заготовки
 (23)
(23)
Принимая неизбежные
технологические потери (угар, облой и т.д.) при горячей объемной штамповке равными
Пш = 10%, определим расход материала на одну деталь
 (24)
(24)
Коэффициент использования
материала на штампованную заготовку

Стоимость штампованной
заготовки (табл.)
 (25)
(25)
Таким образом, исходя из
технико-экономического расчета, и проанализировав коэффициенты использования
материала мы выбираем заготовку из штамповки, как наиболее выгодную и наиболее
технологичную.
2.2 Проектирование
маршрутного технологического процесса
Таблица 2
|
номер
операции
|
Наименование и
краткое содержание операции, технологические базы
|
Станок
|
|
005
|
Фрезерно-центровочная.
1. фрезеровать
торцы с двух сторон,
выдержав
размер L=132.
2.центровать с
двух сторон, выдержав размеры: Ø 4; 8,9.
Технологическая
база- поверхность Ø 59,6
|
фрезерно-центровочный
МР-77
|
|
010
|
Токарная
черновая.
1.Точить
поверхность Ø 59,6 до Ø 55,5 на длину 10 мм.
2. Точить
поверхность Ø 57,6 до Ø 53,5 на длину 49,5 мм
3.
Переустановить.
Точить
поверхность Ø 25,4 до Ø 21,5 на длину 31,9
4. Точить
поверхность Ǿ41, 4 до Ǿ37,5 на длину 8,5
5. Точить
поверхность Ø 37,2 до Ø 31,9 на длину 35.
Технологическая
база - центровые отверстия.
6.Переустановить
|
токарно-винторезный
16К20
|
|
015
|
Токарная
чистовая.
1. Точить
поверхность Ø 53,5 до Ø 52 h10 на длину
50
2. Точить
поверхность Ø 55,5 до Ø 54 h12 на длину
10
3. Точить фаску,
выдержав размеры: 3х45
4.Переустановить.
Точить
поверхность Ø 21,5 до Ø 20 h14 на длину
28,5
5. Точить
поверхность Ø 31,9 до Ø 30,4
на длину 35
6. Точить
поверхность Ø 37,5 до Ø 36h
|
токарно-винторезный
16К20
|
|
6.Точить
канавку с Ø 20 до Ø17,выдержав размеры R1;
R0,5 шириной 1,5
6. Точить
канавку с Ø 30,4 до Ø27,5
шириной 1
7.Точить 2
фаски, выдержав размеры: 1,5х45;
8. Точить 2
фаски, выдержав размеры: 1х45
9. Точить фаску,
выдержав размеры: 1х45
Технологическая
база - центровые отверстия.
|
|
|
020
|
Резьбонакатная.
1.накатать
резьбу М20х1,5-6h.
Технологическая
база – поверхность Ø 52
|
резьбонакатной
|
|
025
|
Фрезерная.
1.фрезеровать
паз, выдержав размеры: 5±0,2;
16±0,2;
8,2±0,3.
Технологическая
база – поверхность Ø 52
|
вертикально-фрезерный.
|
|
030
|
Токарная.
1.калибровать
резьбу М20х1,5-6h.
Технологическая
база – поверхность Ø 52
|
токарно-винторезный
16К20
|
|
035
|
Контроль
промежуточный.
|
|
|
040
|
Термическая.
1. Калить ТВЧ
до твердости 43,5…51,5 HRC
|
установка ТВЧ
|
|
045
|
Шлифовальная.
1. шлифовать
поверхность Ø 30,4 до Ø 30 h7 на длину
34
Технологическая
база - центровые отверстия.
|
круглошлифовальный
3М131
|
|
040
|
Контроль
окончательный.
|
|
2.3
Расчетно-аналитический метод определения припусков.
(Поверхность Ø 30)
Расчет припусков
при изготовлении деталей из проката
Гладкие, ступенчатые валы
и другие аналогичные детали изготавливают из проката повышенной или обычной
тонкости. Для ступенчатых валов расчет припусков и предельных размеров
ведут по ступени с наибольшим диаметром, а при их равенстве – по
ступени, к которой предъявляются белее высокие технические требования.
Суммарные отклонения
расположения поверхностей проката определяют по формуле
 (26)
(26)
где рм -
величина отклонения расположения (местная или общая), мкм;
рц - величина отклонения расположения заготовки при
центровке, мкм.
Величину рм определяют по следующим зависимостям:
-при установке в центрах  ,
,
где  - величина удельного отклонения
расположения, мкм/мм;
- величина удельного отклонения
расположения, мкм/мм;  - расстояние
от сечения, для которого определяют величину отклонения расположения до места
крепления заготовки, мм.
- расстояние
от сечения, для которого определяют величину отклонения расположения до места
крепления заготовки, мм.
При обработке в центрах  - общая длина заготовки, мм).
- общая длина заготовки, мм).
 мкм.
мкм.
Величина Рц
определяется по зависимости
 , (27)
, (27)
где  - допуск на диаметр
базовой поверхности заготовки, мм.
- допуск на диаметр
базовой поверхности заготовки, мм.
Величина остаточного
суммарного расположения заготовки после выполнения перехода (операции)
 =0,47
=0,47
 = 470,2 мкм.
= 470,2 мкм.
 (28)
(28)
где Ку -
коэффициент уточнения.
 28,2
28,2
23,61
18,8
14,1
9,4
Погрешность установки на
заготовку определяют как
При совмещении
технологической и измерительной баз погрешность базирования  . При базировании и центрах погрешность
установки в радиальном направлении
. При базировании и центрах погрешность
установки в радиальном направлении
 (29)
(29)
где  - допуск на диаметральный размер
заготовки, мм.
- допуск на диаметральный размер
заготовки, мм.
 мм
мм





Минимальный припуск на
операцию.
 (30)
(30)
Максимальный припуск на
операцию.
 (31)
(31)
Токарная черновая.


Токарная получистовая.


Токарная чистовая.


Шлифование черновое.


Шлифование чистовое.


 (32)
(32)
 (33)
(33)
где Dmax i , Dmin i - предельные размеры поверхностей по
операциям (переходам), мм;  - предельные
припуски на операцию
- предельные
припуски на операцию
Результаты расчетов
сводим в таблицу 3
Таблица расчета припусков
и промежуточных размеров по технологическим операциям.
Таблица 3
|
Вид заготовки
и технологичес-
кая операция
|
Точ-
ность заго-
товки и обра-
баты-вае-
мой по-
верх-
но-
сти
|
Допуски на
размер, мм
|
Элементы
припуска, мкм
|
Промежуточные
размеры заготовки, мм
|
Промежуточные
припуски,
мм
|
|
Rz
|
T
|

|

|
Dmax
|
Dmin
|
Zmax
|
Zmin
|
|
Прокат
|
В
|
1,6
|
150
|
250
|
470,2
|
400
|
33,869
|
32,269
|
-
|
-
|
|
Токарная черновая
получистовая
чистовая
|
h14
h12
h10
|
0,62
0,25
0,1
|
125
63
30
|
120
60
30
|
28,2
23,51
18,8
|
24
20
16
|
31,619
30,725
30,301
|
30,999
30,475
30,201
|
2,250
0,894
0,424
|
1,270
0,524
0,274
|
|
Термообра-ботка
|
|
|
|
|
|
|
|
|
|
|
|
Шлифоваль-
ная
черновая
чистовая
|
h8
h7
|
0,039
|
10
6,3
|
20
12
|
14,1
9,4
|
12
8
|
30,098
30
|
30,059
29,983
|
0,203
0,098
|
0,142
0,076
|
Припуски на остальные
поверхности назначаем статическим методом.
2.4 Статический метод
определения припусков.
Таблица расчета припусков
и промежуточных размеров по технологическим операциям.
Таблица4
|
Поверхность Ø 52
|
|
|
|
Вид заготовки и технологичес-
кая операция
|
Точность заготовки и
обрабатываемой
поверхности.
|
Допуски на размер, мм
|
Промежуточные размеры заготовки,
мм
|
Промежуточные припуски,
мм
|
|
|
|
Dmax
|
Dmin
|
Z
|
|
|
|
|
57,5
|
57,38
|
-
|
|
|
|
|
Токарная черновая
|
h12-14
|
0,3
|
53,5
|
53,38
|
4,0
|
|
|
|
Поверхность
Ø 54
|
|
|
|
Вид заготовки
и технологичес-
кая операция
|
Точность
заготовки и обрабатываемой поверхности.
|
Допуски на размер,
мм
|
Промежуточные
размеры заготовки, мм
|
Промежуточные
припуски,
мм
|
|
|
|
Dmax
|
Dmin
|
Z
|
|
|
|
|
59,5
|
58,88
|
-
|
|
|
|
|
|
|
Токарная черновая
чистовая
|
h12
h10
|
0,3
0,12
|
55,5
54
|
54,88
53,38
|
4,0
1,5
|
|
|
|
Поверхность
Ø 36
|
|
|
|
Вид заготовки
и технологичес-
кая операция
|
Точность
заготовки и обрабатываемой поверхности.
|
Допуски на размер, мм
|
Промежуточные
размеры заготовки, мм
|
Промежуточные
припуски,
мм
|
|
|
|
Dmax
|
Dmin
|
Z
|
|
|
|
|
41
|
39,9
|
-
|
|
|
|
|
|
|
Токарная черновая
чистовая
|
h12
h10
|
0,25
0,1
|
37,5
36
|
36,4
35,9
|
3,5
1,5
|
|
|
|
Поверхность
Ø 20
|
|
|
|
Вид заготовки
и технологичес-
кая операция
|
Точность
заготовки и обрабатываемой поверхности.
|
Допуски на размер, мм
|
Промежуточные
размеры заготовки, мм
|
Промежуточные
припуски,
мм
|
|
|
|
|
Dmax
|
Dmin
|
Z
|
|
|
|
|
|
25
|
24,916
|
-
|
|
|
|
|
|
|
|
|
|
Токарная черновая
чистовая
|
h12
h10
|
0,21
0,084
|
21,5
20
|
21,416
19,916
|
3,5
1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема расположения полей
допусков и промежуточных размеров на операцию.

2.5 Выбор
технологического оборудования
При выборе станочного
оборудования учитывалось:
- характер производства;
- методы достижения заданной точности
при обработке;
- необходимую сменную (или часовую)
производительность;
- соответствие станка размерам детали;
- мощность электродвигателя станка;
- габаритные размеры;
- возможность оснащения станка
высокопроизводительными приспособлениями и средствами механизации и
автоматизация;
- кинематические данные станка (подачи,
частоты вращения шпинделя и т.д.).
Технологическое
оборудование
Токарно-винторезный
станок 16К20
Наибольший диаметр
обрабатываемой заготовки, мм: над станиной — 400; над суппортом — 220.
Наибольшая длина обрабатываемого изделия 2000 мм. Высота резца, устанавливаемого в резцедержателе, 25 мм. Мощность двигателя N,1=10 кВт; КПД станка г|=0,75. Частота вращения шпинделя, об/мин: 12,5;
16; 20, 25, 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400;
500; 630; 800; 1000; 1250; 1600. Продольная подача, мм/об: 0,05; 0,06; 0,075;
0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25;
0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8. Поперечная
подача, мм/об: 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075: 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4;
0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4. Максимальная осевая составляющая силы
резания, допускаемая механизмом подачи, Рх=600
кгс«6000 Н.
Вертикально-фрезерный
станок 6Т13
Площадь
рабочей поверхности стола 400x1600 мм. Мощность двигателя Мд=11 кВт; КПД
станка г|=0,8. Частота вращения шпинделя, об/мин: 16; 20; 25; 31,5; 40; 50;
63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Скорости
продольного и поперечного движения подачи стола, мм/мин: 12,5; 16; 20;
25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800;
1000; 1250. Скорость вертикального движения подачи стола, мм/мин: 4,1; 5,3; 6,6; 8; 10,5; 13,3; 16,6; 21;
26,6; 33,3; 41,6; 53,5; 66,6; 83,3; 105; 133,3; 166,6; 210: 266,6; 333,3; 400.
Максимальная сила резания, допускаемая механизмом движения подачи, Н: продольного — 20 000, поперечного — 12 000,
вертикального — 8000.
Резьбонакатной 5А933
Диаметр накатываемой
резьбы, мм. 6-38
Длина накатываемой
резьбы, мм. 40
Наибольший шаг резьбы,
мм. 2,5
Диаметр роликов, мм.
87-106
Расстояние между осями
шпинделей, мм. 135-235
Диаметр шпинделя, мм.
45
Пределы чисел оборотов
шпинделя в минуту 63-355
Мощность электродвигателя
привода, кВт 3
Габариты станка, мм.
1100 х 610
Категория ремонтной
сложности 10
Отрезной 3В66
Наибольший диаметр
разрезаемого материала , мм 240
Диаметр пилы, мм 710
Число оборотов шпинделя в
минуту 3,3 11,5
5,15 16,6
7,5 25,5
Пределы горизонтальных
подач дисковой пилы
(бесступенчатая) 12-500
Скорость быстрого хода
бабки, м/мин:
подвода 2
отвода 3,5
Мощность электродвигателя
привода, кВт 7,5
Габариты станка, мм.
2550 х 1260
Категория ремонтной
сложности 12
Фрезерно-центровальный
МР- 77
Диаметр обрабатываемой
заготовки, мм. 20-60
Длина обрабатываемой
заготовки, мм. 100-200
Число скоростей шпинделя
фрезы, мм. 7
Пределы чисел оборотов
шпинделя фрезы в минуту 270-1255
Наибольший ход головки
фрезы 160
Пределы рабочих подач
фрезы 20-400
(бесступенчатая)
Число скоростей
сверлильного шпинделя 6
Пределы чисел оборотов
сверлильного шпинделя в минуту 250-1410
Ход сверлильной головки,
мм. 60
Пределы рабочих подач
сверлильной головки, мм/мин 200-300
(бесступенчатая)
рабочих ходов, мин 0,15
Мощность
электродвигателя, кВт
Фрезерной головки
4
Сверлильной головки
1,1
Габариты станка, мм.
2345 х 1265
Категория ремонтной
сложности 6
2.6 Выбор станочного
приспособления
Приспособлением называют
орудие производства для установки предмета труда (обрабатываемой заготовки) при
выполнении технологической операции.
Применение приспособлений
обеспечивает: а) устранение разметки заготовок перед обработкой резанием и их
выверки на станке; б) повышение производительности труда за счет, сокращения
вспомогательного времени; в) повышение точности обработки в результате
автоматического придания необходимого положения обрабатываемой заготовке и
правильного расположения режущего инструмента; г) облегчение труда станочников
и возможность использовать рабочих более низкой квалификации.
Приспособления,
применяемые в процессе изготовления деталей, делят на три основные группы,
универсальные, специальные и вспомогательные.
Выбор станочных
приспособлений должен быть основан на анализе затрат на реализацию
технологического процесса и установленный промежуток времени при заданном числе
заготовок.
В условиях
среднесерийного и единичного производств следует применять универсальные
станочные приспособления. При массовом и крупносерийном производстве необходимо
использовать быстродействующие специальные станочные приспособления с
пневматическими, гидравлическими и другими приводами зажимных устройств.
Исходя из указанных выше
требований выбираем специальное приспособление.
Специальное
приспособление – двухкулачковый поводковый патрон.
(суммарная центробежная сила,
развиваемая кулачками 470 Н).
2.7 Выбор и описание
режущего инструмента
При разработке
технологического процесса механической обработки заготовки выбор режущего
инструмента, его вида, конструкции и размеров в значительной мере
предопределяется методами обработки, свойствами обрабатываемого материала,
требуемой точностью обработки и качества обрабатываемой поверхности заготовки.
При выборе режущего
инструмента необходимо стремиться принимать стандартный инструмент, но, когда
целесообразно, следует применять специальный, комбинированный, фасонный
инструмент, позволяющий совмещать обработку нескольких поверхностей.
Перечень применяемого
режущего инструмента.
- пила 2257-0258 ГОСТ
4047-82
- фреза торцевая Ø
100 Т15К6 ТУ 35-874-82
- фреза 71.82.054.
- сверло центровочное
2317-0007 ГОСТ 14952-75
- резец проходной прямой
Т15К6
- резец для фасонного
точения Р18
- плашка накатная МПЗ
(20х15) ТУ2-0,35-683-79
- плашка М20х1,5-6h
- круг шлифовальный
1.500х63х203 ГОСТ 2424-83
2.8 Установление
режимов резания
1.Аналитический метод.
При расчете режимов резания
аналитическим методом сначала устанавливают глубину резания в миллиметрах.
Глубину резания назначают по возможности наибольшую, в зависимости от требуемой
степени точности шероховатости обрабатываемой поверхности и технических
требований на изготовление детали. После установления глубины резании
определяется подача станка. Подачу назначают максимально возможную, с учетом
погрешности и жесткости технологической системы, мощности привода станка,
степени точности и качества обрабатываемой поверхности, по нормативным таблицам
и согласовывают с паспортными данными станка. От правильно установленной подачи
во многом зависит качество обработки и производительность труда. Для черновых
технологических операций назначают максимально допустимую подачу [23]. Для чистовой
обработки подачу определяют исходя из требований по точности и качеству
обработки поверхностей заготовки.
Режим резания на черновую
токарную обработку 015.
- Поверхность Ø 52
1. Устанавливаем глубину резания(t) на обрабатываемую поверхность. При
черновой обработке следует назначать наибольшую глубину, равную всему
межоперационному припуску. При чистовой обработке глубину резания следует
назначать в следующих пределах: 0,5...2,0 мм да диаметр при шероховатости
поверхности Rа > 4 мкм, 0,1...0,4 мм при Ra = 2,5... 1,25 мкм.
t = 1 мм
2. Устанавливают подачу станка(S) исходя из прочности державки и
пластинки из твердого сплава Для чистовой обработки подачу выбирают из
справочных таблиц в соответствии с точностью и качеством обработки
поверхностей. Выбранное значение подачи уточняют по паспорту станка.
S = 0,6 мм/об
3. Скорость резания(V) устанавливают по табличным
нормативам для определенных условий работы с учетом поправочных коэффициентов.
После этого определяют частоту вращения шпинделя и уточняют ее по паспорту
станка.
V=Cv/TmtxSyKv, (34)
где T- период стойкости инструмента (30-60
мин)
Kv =KмvKпvKиvKфKr, где (35)
коэффициенты, учитывающие
Kмv - материал заготовки
Kпv - состояние поверхности
Kиv - материал инструмента
Kф - угол в плане резца
Kr - радиус при вершине резца
Cv, m, x ,y-
эмпирические коэффициенты.
Kмv=Kг (750/δв)nv ,
где
δв- фактический параметр, характеризующий обрабатываемый
материал
Kг- коэффициент, характеризующий группу стали по обрабатываемости.
nv- показатель степени по таблице.
Kмv=1 (750/δв) = 1(750/600) = 1,25 (36)
Kv=1,25∙0,9∙1∙1∙1∙1=1,125
V=350/400,210,150,60,351,125=227
м/мин
 , (37)
, (37)
где  - оптимальная скорость резания,
м/мин; D-диаметр заготовки или инструмента,
мм.
- оптимальная скорость резания,
м/мин; D-диаметр заготовки или инструмента,
мм.
 об/мин
об/мин
Корректируем число
оборотов по паспарту станка и вычисляем скорость резания.
V=3,14∙D∙n/1000
V= 3,14∙52∙1250/1000=204 м/мин
Рассчитываем составляющие
скорости резания.
Pz,y,x=10CptxSyVnKp, где (38)
Cpx,y,n, - эмпирические коэффициенты
Kp= KмрKγрKλрKфKrр - коэффициент, характеризующий фактические условия
резания.
Kмp=( δв /750)n (39)
Kмp=(600/750)0,75=0,84
Kp = 0,84∙1∙1∙1=0,84
Рz = 10∙300∙1∙0,60,75∙204-0,15∙0,84
= 771 Н
Рy = 10∙243∙10,9∙0,60,6∙204-0,3∙0,84
=298 Н
Рx = 10∙339∙11∙0,60,5∙204-0,4∙0,84
= 219 Н
4. Проверяем режимы резания по мощности
двигателя станка. Мощность резания не должна превышать мощности двигателя. При
недостаточной мощности последнего рекомендуется уменьшить значение скорости
резания.
N =  (40)
(40)
N = 771∙
204/61200 = 2,57 кВт
Nmax =
7,5 кВт
N< Nmax
Условие выполняется.
|
Операция
|
Режимы резания
|
|
t
|
s
|
v
|
n
|
|
Фрезерно-центровочная
|
|
Фрезерование
торцов
|
7
|
0,03
|
298
|
1250
|
|
Центрирование
|
4
|
0,011
|
175
|
1250
|
|
|
|
|
|
Точение
черновое
|
|
Поверхность Ǿ59,6
|
2,05
|
0,8
|
175
|
1000
|
|
Поверхность Ǿ57,6
|
2,05
|
0,8
|
175
|
1250
|
|
Поверхность Ǿ25,4
|
1,95
|
0,4
|
120
|
1600
|
|
Поверхность Ǿ41,4
|
1,95
|
0,8
|
173
|
1250
|
|
Поверхность Ǿ37,2
|
2,65
|
0,4
|
126
|
1250
|
|
Точение
чистовое
|
|
Поверхность Ǿ52
|
0,75
|
0,6
|
138
|
800
|
|
Поверхность Ǿ54
|
0,72
|
0,6
|
138
|
800
|
|
Фаска 3х45
|
3х45
|
0,6
|
170
|
1000
|
|
Поверхность Ǿ20
|
0,75
|
0,6
|
138
|
1600
|
|
Поверхность Ǿ30
|
0,75
|
0,1
|
177
|
1600
|
|
Поверхность Ǿ36
|
0,75
|
0,6
|
138
|
1250
|
|
Канавку Ǿ17
Канавку Ǿ27,5
|
3
2,9
|
0,6
0,6
|
170
170
|
1600
1600
|
|
2 фаски 1,5х45
2 фаски 1х45
Фаску 1х45
|
1,5х45
1х45
|
0,63
0,63
0,63
|
144
144
144
|
1250
1250
1250
|
|
Резьбонакатная
|
|
Накатать
резьбу
М20х15-6h
|
1,5
|
0,03
|
30
|
400
|
|
Фрезерная
|
|
Фрезеровать
паз под шпонку
|
4
|
0,25
|
221
|
1600
|
|
Токарная
|
|
Калибровать
резьбу
М20х15-6h
|
|
|
|
|
|
Шлифовальная
|
|
Шлифовать
поверхность
Ǿ 30,4
|
0,40
|
0,02
|
270
|
1250
|
2.9 Расчет технических
норм времени и определение квалификации работ
Техническая норма времени
на обработку заготовки является одной из основных параметров для расчета
стоимости изготавливаемой детали, числа производственного оборудования,
заработной платы рабочих и планирования производства.
В крупносерийном и
массовом производстве общая норма времени (мин) на механическую обработку одной
заготовки
 , (41)
, (41)
где То - основное
технологическое время, мин.; Тв - вспомогательное время,
мин.; Тт.о - время на обслуживание рабочего места, мин.; Тот
- время на отдых, мин.
Таблица 5
Расчет основного технологического
времени
|
Вид обработки
|
Формула
|
|
Черновое точение за один проход (d, L-соответственно диаметр и длина
обрабатываемой поверхности
|
0,00017d·L
|
|
Чистовое точение
|
0,00010d·L
|
|
Черновая подрезка торца
(Ø, d – наибольший и наименьший диаметр торца)
|
0,00004
(Ø2-d2)
|
|
Чистовая подрезка торца
|
0,00005
(Ø2-d2)
|
|
Отрезание
|
0,0002 Ø2
|
|
Шлифование черновое
|
0,0007d·L
|
|
Шлифование чистовое
|
0,00010d·L
|
|
Растачивание отверстий на
токарном станке
|
0,00018d·L
|
|
Сверление отверстий (d,L- диметр и глубина сверления)
|
0,00052d·L
|
|
Рассверливание
|
0,00031d·L
|
|
Зенкерование
|
0,00021d·L
|
|
Развертывание
|
0,0004d·L
|
|
Внутреннее шлифование отверстий
|
0,0018d·L
|
|
Протягивание (L-длина
протяжки)
|
0,0004L
|
|
Строгание черновое (в,L-ширина и длина обрабатываемой поверхности)
|
0,0007в·L
|
|
Строгание чистовое
|
0,00003в·L
|
|
Фрезерование черновое
|
0,006L
|
|
Фрезерование чистовое
|
0,004L
|
|
Нарезание резьбы на валу (d,L-диаметр и длина резьбы)
|
0,019d·L
|
|
Нарезание резьбы в отверстии
|
0,0004d·L
|
Вспомогательное время на
обработку заготовки зависит от степени механизации, массы заготовки и т.д. Его
определяют или по нормативным таблицам или на основе хронометража. Сумма
основного технологического и вспомогательного времени называется оперативным
временем.
Время на техническое
обслуживание и время на отдых определяется в процентах от оперативного
времени по справочным нормативным таблицам. При расчете можно принимать
 (42)
(42)
Все технологические
операции относят к определенным квалификационным разрядам согласно
тарифно-квалификационному справочнику, который представляет собой перечень
характерных работ и требований, предъявляемых к рабочим определенного тарифного
разряда в зависимости от сложности и точности работ, условий труда и
требующихся для выполнения этих работ знаний и практических навыков. В
машиностроении принята шестиразрядная система тарификации работ.
По приведенным выше
формулам рассчитываем технические нормы времени на все операции
технологического процесса.
Точение черновое .
- Поверхность Ø 54
То = 0,0017∙54∙60
= 0,55 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,5+0,44) = 0,9776 мин.
Тшт = 1,96 мин.
- Поверхность Ø 52
То = 0,0017∙52∙49,5
= 0,43 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,43+0,44) = 0,03 мин.
Тшт = 0,9 мин.
- Поверхность Ø 36
То = (0,0017∙72,5∙36)
= 1,33 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(1,33+0,44) = 1,84 мин.
Тшт = 3,61
мин.
- Поверхность Ø 30
То = (0,0017∙30∙63,1)
2= 0,64 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,64+0,44) =0,44 мин.
Тшт = 1,12
мин.
- Поверхность Ø 20
То = (0,0017∙20∙28)
2= 0,28 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,28+0,44) =0,03 мин.
Тшт = 0,75
мин.
Итого на токарную
черновую: То = 3,23 мин
Тшт = 8,34
мин
Далее рассчитываем
технические нормы времени для остальных поверхностей таким же образом.
Точение чистовое
- Поверхность Ø 52
То = 0,0001∙52∙50=
0,26 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,26+0,44) = 0,028 мин.
Тшт = 0,728
мин.
- Поверхность Ø 54
То = 0,0001∙54∙10=
0,054 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,054+0,44) = 0,019 мин.
Тшт = 0,513
мин.
- Поверхность Ø 20
То = 0,0001∙20∙28,5=
0,057 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,057+0,44) = 0,03 мин.
Тшт = 0,53
мин.
- канавка Ø 17
То = 0,0001∙1,5∙17=
0,0025 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,0025+0,44) = 0,04 мин.
Тшт = 0,48
мин.
- канавка Ø
27,5
То = 0,0001∙1∙27,5=
0,0027 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,0027+0,44) = 0,01 мин.
Тшт = 0,46
мин.
- 2 фаски 1,5 х 45
То = 0,0001∙1,5∙20=
0,003 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,003+0,44) = 0,017 мин.
Тшт = 0,92
мин.
- 2 фаски 1 х 45
То = 0,0001∙1∙30=
0,003 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,003+0,44) = 0,002 мин.
Тшт = 0,96
мин.
- 1 фаска 1 х 45
То = 0,0001∙1∙36=
0,0036 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,0036+0,44) = 0,04 мин.
Тшт = 0,48
мин.
- 3 фаски 3 х 45
То = 0,0001∙1∙52=
0,015 мин.
Тв = 0,44 мин.
Тто+Тот =
4%(0,0036+0,44) = 0,04 мин.
Тшт = 0,48
мин.
Итого на токарную
чистовую: То = 0,45 мин
Тшт = 5,541
мин
Центрование
То фр.=(0,006∙60)2=
0,72 мин.
Тв = 0,09 мин.
Тто+Тот =
4%(0,09∙0,72) = 0,0324мин.
Тшт =
0,194мин.
То св.=0,00052∙8,5∙8,9=
0,039 мин.
Тв = 0,14 мин.
Тто+Тот =
4%(0,039∙0,14) = 0,0324мин.
Тшт =
0,186мин.
Итого на центрование:
То = 0,76 мин
Тшт = 0,
38 мин
Накатывание резьбы
То = 0,019∙20∙8,2=
3,116 мин.
Тв = 0,2 мин.
Тто+Тот =
4%(3,116+0,2) = 0,13 мин.
Тшт = 3,44
мин.
Итого на накатывание
резьбы: То = 3,11 мин
Тшт = 3,44
мин
Калибрование резьбы
То = 0,019∙20∙8,2=
3,116 мин.
Тв = 0,2 мин.
Тто+Тот =
4%(3,116+0,2) = 0,13 мин.
Тшт = 3,44
мин.
Итого на калибрование резьбы:
То = 3,11 мин
Тшт = 3,44
мин
Фрезерование
То = 0,006∙8,2=
0,05 мин.
Тв = 0,22 мин.
Тто+Тот =
4%(0,22+0,05) = 0,27 мин.
Тшт = 0,54
мин.
Итого на фрезерование:
То = 0,05 мин
Тшт = 0,54
мин
Шлифование черновое
То = 0,0007∙30∙35=
0,7 мин.
Тв = 0,43 мин.
Тто+Тот =
4%(0,43+0,7) = 0,04 мин.
Тшт = 1,17мин.
Итого на шлифование
черновое : То = 0,7 мин
Тшт = 1,17
мин
Шлифование чистовое
То = 0,0007∙30∙35=
0,1 мин.
Тв = 0,43 мин.
Тто+Тот =
4%(0,43+0,1) = 0,02 мин.
Тшт = 0,55мин.
Итого на шлифование
черновое : То = 0,1 мин
Тшт = 0,55
мин
Результаты расчетов
сводим в итоговую таблицу (см. графическую часть).
2.10 Определение
технико-экономических показателей технологического процесса.
Себестоимость обработки
детали определяется по формуле
 руб. (43)
руб. (43)
где 3 - основная
заработная плата производственных рабочих на данной операции, руб., Н-процент
цеховых накладных расходов (200... 250%).
Основная заработная плата
определяется по формуле:
 руб. (44)
руб. (44)
где Тшт -
штучное время на операции, ч.; Тз - тарифный коэффициент
(табл. 3.37).
Таблица 6
Часовая тарифная ставка,
коп
|
Условия труда
|
Разряд
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Для
рабочих-станочников
|
|
Нормальные:
Для сдельщиков
Для
повременщиков
|
50,3
47,1
|
54,8
51,2
|
60,6
56,6
|
67,0
62,7
|
75,4
70,5
|
86,3
80,7
|
|
Вредные:
Для сдельщиков
Для
повременщиков
|
53,0
49,5
|
58,6
53,9
|
63,7
59,6
|
70,5
65,9
|
79.4
74,2
|
90,4
84,9
|
|
|
|
|
|
|
|
|
Определяем заработную
плату по вышеприведенной формуле на каждую операцию.
Фрезерно-центровочная
З = 0,38∙ 56,6 =
21,5 руб.
Токарная черновая
З = 8,34∙ 56,6 =
472 руб.
Токарная чистовая
З = 5,541∙ 56,6 =
194,7 руб.
Резьбонакатная
З = 3,44∙ 56,6 =
194,7 руб.
Фрезерная
З = 0,54∙ 56,6 =
30,5 руб.
Токарная
З = 3,44∙ 56,6 =
194,7 руб.
Шлифовальная черновая
З = 1,17∙ 56,6 =
66,2 руб.
Шлифовальная чистовая
З = 0,55∙ 56,6 =
31,13 руб.
Далее вычисляем
себестоимость обработки детали с учетом процента цеховых накладных расходов (Н
= 200%) на все операции
Фрезерно-центровочная
С= 21,5∙(1+200/100)
= 64,5 руб.
Фрезерно-центровочная
С= 21,5∙(1+200/100)
= 64,5 руб.
Токарная черновая
С= 472∙(1+200/100)
= 1416 руб.
Токарная чистовая
С= 313,6∙(1+200/100)
= 940,8 руб.
Резьбонакатная
С= 194,7∙(1+200/100)
= 584,1 руб.
Фрезерная
С= 30,5∙(1+200/100)
= 91,5 руб.
Токарная
С= 194,7∙(1+200/100)
= 584,1 руб.
Шлифовальная черновая
С= 66,2∙(1+200/100)
= 198,6 руб.
Шлифовальная чистовая
С= 33,13∙(1+200/100)
= 93,39руб.
Результаты расчетов
сводим в итоговую таблицу (см. графическую часть).
Кроме себестоимости для
каждой операции необходимо рассчитать коэффициент использования станков по
основному технологическому времени по формуле:
 . (45)
. (45)
Центрование.
η = 0,76/0,38 = 2
Точение черновое .
η = 3,23/8,34 = 0,38
Точение чистовое.
η = 0,45/5,541 =
0,08
Накатывание резьбы.
η = 3,11/3,44 = 0,9
Фрезерование
η = 0,05/0,54 = 0,1
Калибрование резьбы.
η = 3,11/3,44 = 0,9
Шлифование черновое
η = 0,7/1,17 = 0,59
Шлифование чистовое
η = 0,1/0,55 0,18
3. Конструкторская
часть
3.1 Проектирование
станочного приспособления
Приступая к
конструированию приспособления, необходимо, прежде всего, ознакомиться с
существующими конструкциями- После этого выбранную принципиальную
конструктивную схему станочного или контрольного приспособления согласовывают с
руководителем курковой работы.
Конструктивной
разработкой могут служить модернизация приспособлений по закреплению деталей,
загрузочные устройства, подъемники, межоперационные кантователи и т.д.
Конструирование
станочного приспособления целесообразно начинать с изучения рабочих чертежей
детали и заготовки, технологического процесса и чертежа наладки на операцию,
для которой проектируется приспособление станка, после чего определяют тип и
размер установочных элементов, их количество и взаимное положение. Затем
устанавливают место приложения сил зажима и определяют величину их по силам
резания, которые известны из технологического процесса.
Исходя из времени на
зажим и разжим заготовки, ее конфигурации и точности, а также места приложения
и величины силы зажима, устанавливаются тип зажимного устройства и его основные
размеры. После этого выбирают тип и размеры деталей для направления и контроля
положения режущего инструмента, а также выявляют необходимые вспомогательные
устройства. При конструировании приспособления и выборе отдельных его элементов
максимально используют имеющиеся нормали и стандарты.
Проектирование
приспособления начинается нанесения на лист контуров заготовки, которые
показывают условными линиями. В зависимости от сложности схемы приспособления
вычерчивают несколько проекций заготовки.
Проектирование общего
вида приспособления осуществляют методом последовательного нанесения отдельных
его элементов вокруг контура заготовки: установочных элементов (опор), зажимных
устройств, деталей для направления инструмента и вспомогательных устройств.
Затем определяют контуры корпуса приспособления.
Общий вид приспособлений
вычерчивают в масштабе с проставлением нумерации деталей, а в спецификации
указывают ГОСТы, нормали, материал, количество деталей и термообработку. При
конструировании приспособления рассчитывают силы зажима (в зависимости от силы
резания), погрешность установки, а для механизированных приводов — основные
размеры силового привода, На общем виде спроектированного приспособления
проставляют его габаритные размеры и размеры, определяющие точность приспособления
и являющиеся основными (контрольными) при его сборке и контроле.
Так для кондукторов
основными размерами будут диаметры кондукторных, втулок и расстояния между их
осями, расстояния от этих осей до базовых поверхностей обрабатываемой
заготовки, посадки основных сопрягаемых деталей кондуктора.
На сборочном чертеже
приспособления все составные части (сборочные единицы, детали) нумеруют, после
чего составляют их спецификацию.
При проектировании
станочных приспособлений необходимо особое внимание уделить выбору зажимных
устройств и расчету силы зажима обрабатываемых заготовок. Сила зажима должна
обеспечить надежное закрепление заготовок в приспособлении и не допускать
сдвига, поворота или вибрации заготовки при обработке.
Величину сил зажима
определяют в зависимости от сил резания и их моментов, действующих в процессе
обработки.
Чтобы обеспечить
надежность зажима обрабатываемой заготовки, применяют коэффициент запаса,
который зависит от ряда факторов
 , (46)
, (46)
где Ко - постоянный
коэффициент запаса при всех случаях обработки, Ко = 1,5; К1
- коэффициент, учитывающий состояние поверхности заготовки (табл.); К2-
коэффициент, учитывающий увеличение силы резания при затуплении режущего
инструмента; К3 - коэффициент, учитывающий
увеличение сил резания при обработке прерывистых поверхностей деталей; К4
- коэффициент, учитывающий постоянство силы зажима, развиваемой приводом
приспособления; К5 - коэффициент, учитывающий удобное
расположение рукоятки для ручных зажимных устройств; К6 -
коэффициент, учитываемый при наличии моментов, стремящихся повернуть
обрабатываемую деталь вокруг ее оси.
Рассчитываем коэффициент
по вышеприведенной формуле
 = 1,8
= 1,8
Проверим можно ли
использовать данное приспособление на чистовой токарной обработке.
Рассчитаем для каждой
поверхности токарной чистовой операции максимальную силу Pz
Pz,y,x=10CptxSyVnKp, где
Cpx,y,n, - эмпирические коэффициенты
Kp= KмрKγрKλрKфKrр - коэффициент, характеризующий фактические условия
резания.
- Поверхность Ø 52
5. Устанавливаем глубину резания(t) на обрабатываемую поверхность. При
черновой обработке следует назначать наибольшую глубину, равную всему
межоперационному припуску. При чистовой обработке глубину резания следует
назначать в следующих пределах: 0,5...2,0 мм да диаметр при шероховатости
поверхности Rа > 4 мкм, 0,1...0,4 мм при Ra = 2,5... 1,25 мкм.
t = 0,6мм
6. Устанавливают подачу станка(S) исходя из прочности державки и
пластинки из твердого сплава Для чистовой обработки подачу выбирают из
справочных таблиц в соответствии с точностью и качеством обработки
поверхностей. Выбранное значение подачи уточняют по паспорту станка.
S = 0,045 мм/об
7. Скорость резания(V) устанавливают по табличным
нормативам для определенных условий работы с учетом поправочных коэффициентов.
После этого определяют частоту вращения шпинделя и уточняют ее по паспорту
станка.
V=Cv/TmtxSyKv,
где T- период стойкости инструмента (30-60
мин)
Kv =KмvKпvKиvKфKr, где
коэффициенты, учитывающие
Kмv - материал заготовки
Kпv - состояние поверхности
Kф - угол в плане резца
Kr - радиус при вершине резца
Cv, m, x ,y-
эмпирические коэффициенты.
Kмv=Kг (750/δв)nv ,
где
δв- фактический параметр, характеризующий обрабатываемый
материал
Kг- коэффициент, характеризующий группу стали по
обрабатываемости.
nv- показатель степени по таблице.
Kмv=1 (750/600) = 1,25
Kv=1,25∙0,9∙1∙1∙1∙1=1,125
V=420/400,20,60,150,0450,21,125=390
м/мин
,
где - оптимальная скорость резания,
м/мин; D-диаметр заготовки или инструмента,
мм.
 об/мин
об/мин
Корректируем число
оборотов по паспарту станка и вычисляем скорость резания.
V=3,14∙D∙n/1000
V= 3,14∙52∙1600/1000=261 м/мин
Рассчитываем составляющие
скорости резания.
Pz,y,x=10CptxSyVnKp, где
Cpx,y,n, - эмпирические коэффициенты
Kp= KмрKγрKλрKфKrр - коэффициент, характеризующий фактические условия
резания.
Kмp=( δв /750)n
Kмp=(600/750)0,75=0,84
Kp = 0,84∙1∙1∙1=0,84
Рz = 10∙300∙0,61∙0,0450,75∙261-0,15∙0,84
= 110,5 Н
Далее рассчитываем режимы
резания на остальные поверхности данной операции по приведенным выше формулам.
- Поверхность Ø 54
1. t = 0,75 мм
2. S = 0,1мм/об
3. n = 1600 об/мин
Рz = 138,2 Н
- Поверхность Ø 36
1. t = 0,75 мм
2. S = 0,1 мм/об
3. n = 1600 об/мин
Рz = 151 Н
- Поверхность Ø 30
1. t = 0,4 мм
2. S = 0,045 мм/об
3. n = 1600 об/мин
Рz = 4,7 Н
- Поверхность Ø 20
1. t = 0,75 мм
2. S = 0,1 мм/об
3. n = 1600 об/мин
Рz = 160 Н
Максимальная сила Рz = 160 Н
С учетом коэффициента
запаса Рz1 = 160∙1,8 = 288 Н
Таким образом, получаем,
что все поверхности на данной операции можно обработать при помощи применяемого
специального приспособления.
Заключение
В процессе выполнения
курсового проекта закрепил, углубил и обобщил знания по курсу «Технологии
машиностроения».
Также научился
пользоваться справочной литературой, ГОСТами, таблицами, номограммами, нормами
и расценками, научился сочетать справочные данные с теоретическими знаниями. В общем,
получил полное представление о процессе производства.
Список использованной
литературы
1. Ансеров М.А. Приспособления для металлорежущих
станков. - М: Машиностроение, 1975.-654 с,
2. Анурьев В.И. Справочник конструктора-машиностроителя. В
2-х т, - М.:Машиностроение, 1977.
3. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий
инструмент. - М.:Машиностроение, 1975.-440 с.
4. Белоусов А.П. Проектирование станочных приспособлений.
- М: Высшая школа, 1980.-240 с.
5. Беспалов Б,Л. и др. Технология машиностроения. - М.:
Машиностроение,1973.-330 с.
6. Боголюбов С.К., Воинов А.В. Черчение. - М.;
Машиностроение,1982. – 303с.
7. Болотин Х.Л., Костромин Ф.П. Станочные приспособления.
- М.: Машиностроение, 1973.-315 с.
8. Горбацевич А.Ф. и др. Курсовое проектирование по
технологии машиностроения. -Мн.: Вытекшая школа, 1975. - 286 с.
9. Горошкин А.К. Приспособления для металлорежущих
станков. Справочник.- М.: Машиностроение, 1979. - 304 с.
Ю.Данилевский В.В. Справочник молодого
машиностроителя. - М: Машиностроение, 1973. - 645 с.
1 ].Данилевский В.В. Технология
машиностроения. - М.: Высшая школа, 1978. -416 с.
12.Дипломное проектирование по
технологии машиностроения , Под ред. В.В. Бабука. - Мн.: Вышейшая школа. 1979.
- 412 с.
13. Добрыднев И.С. Курсовое
проектирование по предмет) «Технология машиностроения)). - М.: Машиностроение,
1985. - 184 с.
14.Журавлев В.Н. Машиностроительные
стали: Справочник. - М.: Машиностроение, 1981.-39] с.
15. Зуев А.А., Гуревич Д.Ф.
Технология сельскохозяйственного машиностроения,- М.; Колос, 1980.-256 с.
16.Кован В.М. Основы технологии
машиностроения. - М.: Машиностроение, 1977. -416 с.
17. Краткий справочник
металлиста /Под ред. А.И. Малова. - М.: Машиностроение, 1972.-768 с.
18. Кузнецов В.С. Пономарев Б.А.
Универсально-сборные приспособления. - М: Машиностроение, 1974.
19.Маталин А.А. Технология
механической обработки - М.: Машиностроение, 1977.-464 с.
20.Металлорежущий инструмент.
Каталог-справочник. - М.: Изд-во НИИМАШ,1971. -585 с.