Измерение размеров деталей штангенциркулем и микрометрическим инструментом
Лабораторная работа
Тема: Измерение размеров деталей штангенциркулем
и микрометрическим инструментом
Задание: Измерить
гладким микрометром диаметр элемента вала и отклонения формы его поверхности.
Измеряемая деталь: цилиндрический ступенчатый вал.
Средство измерения: Гладкий микрометр, цена деления шкалы барабана 0,01 мм.
1.
Выбираем для данной
детали микрометр с точностью 0,01 мм, что позволит произвести измерения.
2.
Протираем
цилиндрическую поверхность измерения.
3.
Устанавливаем
микрометр на 0.
4.
Снимаем показания
микрометра, руководствуясь схемой измерения вала в сечениях daI, daII,
daIII, dа, dв.
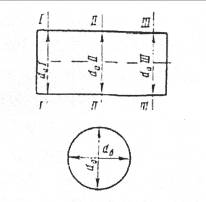
Рисунок 1.1. Схема измерения.
daI =25,21 мм
daII =25,11мм
daIII =25,23 мм
daср= daI+ daII+ daIII/3=25,21+25,11+25,23/3=25,18
мм.
5.
По результатам
измерения диаметров вала, определяем наибольший и наименьший диаметры вала и
рассчитываем величину каждого отклонения поверхности вала в следующем порядке:
По результатам измерений установлено
отклонение от цилиндричности в продольном направление, частным случаем которого
является седлообразность. Числовое значение седлообразности вычисляется по
формуле:
∆седл = daIII - daII (1.1)
где, daIII – наибольший диметр
вала в продольном сечении;
daII – наименьший диаметр вала
в продольном сечении.
Устанавливаем отклонение формы в
поперечном направлении.
daI=25.10 мм.
dвI=25.09 мм.
Также по результатам измерений установлено
отклонение в поперечном сечении - некруглость. Частным случаем является
овальность. Числовое значение овальности рассчитывается по формуле:
∆ов = daI-dвI (1.2)
где, dв - наибольший
диметр вала в поперечном сечении;
da - наименьший диаметр вала в продольном
сечении.
∆ов=25,10-25,09=0,01 мм.
Вывод: В данной работе был установлен действительный размер вала, отклонения
в продольном и поперечном сечениях вала.
Контрольные вопросы
1.
Допуск формы – это условие,
при котором действительная форма годной детали должна находиться в допустимых
пределах, т. е. соответствовать определенной форме.
Поле допуска формы – это область в
пространстве или на плоскости, внутри которой должны находиться все точки
реальной поверхности или реального профиля.
2.
В процессе
изготовления деталей существует много погрешностей. Например, неточность
измерительных приборов, неточность станка, неточность режущего инструмента и
т.д. Эти причины способствуют возникновению отклонений формы и расположения
поверхностей
3.
Обозначение допуска
нецилиндричности вала:
Обозначение допуска некруглости вала:
