Технологическая подготовка и порядок её организации на предприятии и в соответствии с международными стандартами серии ИСО 9000
РЕФЕРАТ
курсовой
работы по теме «Технологическая подготовка и порядок её организации на
предприятии и в соответствии с международными стандартами серии ИСО 9000»
Объём работы – 37 стр, 2
табл, 3 рис, 3 формулы.
Ключевые слова: система
создания и освоения новых изделий, техническая подготовка производства,
конструкторская подготовка производства, унификация, стандартизация, типизация.
Цель курсовой работы – анализ
технологической подготовки производства и разработка предложений по её
совершенствованию на предприятии.
Для решения поставленной цели следует
решить следующие задачи:
1.Рассмотреть систему
технической подготовки производства к выпуску новых изделий
2.Провести анализ
организации технологической подготовки на предприятии
3.Рассмотреть предложения по
совершенствованию организации технологической подготовки производства на
предприятии
По итогам анализа можно сделать следующие выводы:
1. В настоящее время процесс технической
подготовки производства стал тем элементом которому необходимо уделять такое же
серьезное внимание как и бизнес-плану или любому другому процессу связанному с
организацией предприятия, в то время как еще совсем недавно это было
прерогативой различных конструкторских бюро и НИИ которые разрабатывали
технологии не особо ориентируясь на рынок сбыта, условия производства и т.д.
2. Для обеспечения конкурентоспособности
продукции и достаточного уровня рентабельности Кореличскому льнозаводу
необходимо, во-первых, улучшить качество производимой продукции и обеспечить
увеличение выхода длинного льноволокна. На решение данной задачи и нааправлена
программа модернизации производства и создания механизированных отрядов по
выращиванию льна. Во-вторых, в связи с возможными трудностями со сбытом
короткого льноволокна целесообразно увеличить расход короткого волокна на
собственное производство (выпуск веревки, шпагата, холстопрошивной ткани).
СОДЕРЖАНИЕ
Введение
4
1 Технологическая
подготовка производства как элемент системы создания и освоения новых
изделий 6
1.1 Сущность и значение
технической подготовки производства 6
1.2 Задачи
технологической подготовки производства и ее стадии в соответствии с Единой
системой технологической подготовки производства 7
1.3 Технологическая
унификация, методы ее обеспечения 10
1.4 Ускоренные методы ТПП
и их экономическое значение 13
1.5 Международные
стандарты серии ИСО 9000 15
2 Система технической
подготовки на предприятии 17
2.1 Производственная
характеристика предприятия 17
2.2 Организация технических
служб на предприятии 20
2.3 Организация работ по технической
подготовке на примере одного изделия в соответствии с требованиями
международных стандартов серии ИСО 9000
22
2.4 Экономическая
эффективность технологической унификации 25
3 Предложения по
совершенствованию технической подготовки производства на
предприятии 26
3.1 Пути сокращения
длительности технологической подготовки
производства
26
3.2 Дальнейшее развитие
стандартов серии ИСО 9000 27
Заключение
33
Список использованных
источников 34
ВВЕДЕНИЕ
Уровень научно-технической подготовки
производства определяет эффективность изготовления продукции основным
производством, обуславливает возможность ритмичности ее выпуска с заданными
потребительскими свойствами.
Техническую подготовку производства
можно рассматривать с точки зрения производства какого-либо продукта на базе
уже существующего или с точки зрения организации нового производства. Решение
экономических, социальных и других задач предприятия непосредственно связано с
быстрым техническим прогрессом производства и использования его достижений во
всех областях хозяйственной деятельности. На предприятии он осуществляется тем
эффективней, чем совершеннее на нем техническая подготовка производства, под
которой понимается комплекс конструкторских, технологических и организационных
мероприятий, обеспечивающих разработку и освоение производства новых видов
продукции, а также совершенствование выпускаемых изделий. Запуск в производство
изделий, прошедших полную техническую подготовку, позволяет добиться высокой
рентабельности их выпуска уже через 1-2 года
Основными задачами технической
подготовки производства на промышленном предприятии являются: формирование
прогрессивной технической политики, направленных на создание более совершенных
видов продукции и технологических процессов их изготовления; создание условий
для высокопроизводительной, ритмичной и рентабельной работы предприятия;
последовательное сокращение длительности технической подготовки производства,
ее трудоемкости и стоимости при одновременном повышении качества всех видов
работ.
Процесс проведения технической
подготовки производства не является сам по себе просто установкой оборудования,
а представляет собой сложный комплекс взаимосвязанных мероприятий. Фактически
это коренная перестройка производства начиная с оборудования и заканчивая
специализацией работников.
Цель курсовой работы – анализ технологической
подготовки производства и разработка предложений по её совершенствованию на предприятии.
Для решения поставленной цели следует
решить следующие задачи:
1.Рассмотреть систему технической
подготовки производства к выпуску новых изделий
2.Провести анализ
организации технологической подготовки на предприятии
3.Рассмотреть предложения по
совершенствованию организации технологической подготовки производства на
предприятии
Объект исследования – ОАО “Кореличи
Лен”
1
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА КАК ЭЛЕМЕНТ СИСТЕМЫ СОЗДАНИЯ И ОСВОЕНИЯ
НОВЫХ ИЗДЕЛИЙ
1.1 Сущность
и значение технической подготовки производства
Существует определенная система
технической подготовки производства. Она представляет собой совокупность
взаимосвязанных научно-технических процессов, обеспечивающих технологическую
готовность предприятия выпускать продукцию с техническими условиями качества. В
условиях становления промышленности в период перехода к рынку подготовка
предприятий к выходу со своей продукцией на международный рынок будет
усложняться. Объем труда, затрачиваемый на постановку новой техники, будет
значительно возрастать в следствии сложности и многодетальности конечного
продукта. Для того, чтобы уменьшить трудозатраты применяется система единой
технической документации по технической подготовке производства - ЕСТПП.
ЕСТПП - это установленная
государственными стандартами система организации и управления технической
подготовкой производства, непрерывно совершенствуемая на основе достижений
науки и техники, управляющая развитием технической подготовки производством на
уровнях: государственном, отраслевом, организации, предприятии.
Основная цель ЕСТПП - обеспечение
необходимых условий для достижения полной готовности любого типа производства к
выпуску изделий заданного качества, в оптимальные сроки при наименьших
трудовых, материальных и финансовых затратах.
ЕСТПП призвана обеспечить единый для
каждого предприятия, организации системный подход к выбору, применению методов
и средств технической подготовки производства, соответствующих передовым
достижениям науки, техники и производства; высокую способность производства к
непрерывному его совершенствованию, быстрой переналадке на выпуск более
совершенной продукции; рациональную организацию механизированного выполнения
комплекса инженерно-технических работ, в том числе автоматизацию
конструирования объектов и средств производства, разработка технологических
процессов и управление технической подготовкой производства, взаимосвязь
технической подготовки производства с другими автоматизированными системами и
подсистемами управления.
Задачи технической подготовки
производства решаются на всех уровнях и группируются по следующим четырем
принципам: обеспечение технологичности изделий; разработка технологических
процессов; проектирование и изготовление средств технологического оснащения;
организация и управление технической подготовкой производства.
1.2 Задачи
технологической подготовки производства и ее стадии в соответствии с Единой
системой технологической подготовки производства
Основу ЕСТПП составляют:
системно-структурный анализ цикла
ТПП;
типизация и стандартизация
технологических процессов изготовления и контроля;
стандартизация технологической
оснастки и инструмента;
агрегатирование оборудования из
стандартных элементов конструкции.
Для разработки стандартных
технологических процессов производят классификацию технологических операций
путем их расчленения от сложного к простому до получения мельчайших неделимых
элементов технологии с соблюдением технологической последовательности всего
процесса. На каждый неделимый элемент или технологическую операцию
разрабатывается стандарт предприятия по установленной форме (технологическая
карта), где дается исчерпывающее описание всех переходов, из которых
формируется данная элементарная операция, со всеми необходимыми объяснениями и
примечаниями.
Стандартные технологические процессы
разбиваются на операции изготовления стандартных или унифицированных деталей
(на предприятиях машиностроения), от качества которых зависит надежность
изделия.
ЕСТПП устанавливает три стадии работы
над документацией по организации и совершенствованию технической подготовки
производства:
обследование и анализ существующей на
предприятии системы ТПП;
разработка технического проекта ТПП
(в нем определяется назначение, формируются требования, которым должны
удовлетворять как система ТПП в целом, так и отдельные ее элементы);
создание рабочего проекта (на этом
этапе разрабатываются информационные модели решения всех задач; классификаторы
технико-экономической информации; оригинальные, типовые и стандартные
технологические процессы; стандарты предприятия на средства технологического
оснащения; документация на организацию специализированных рабочих мест и
участков основного и вспомогательного производства на основе типовых и
стандартных технологических процессов и методов групповой обработки деталей;
рабочая документация для решения задач с помощью ЭВМ; информационные массивы;
организационные положения и должностные инструкции).
Один из основных показателей ТПП -
длительность цикла ТПП. Необходимо для начала установить структуру ТПП.
Структура ТПП - это отношение затрат на отдельные виды работ в составе ТПП к общему
итогу затрат на ТПП, выраженное в процентах. Длительность цикла ТПП - это
календарное время от начала до окончания ТПП нового изделия или целого
производства. Она определяется по формуле:
Дцтпп=q1Тц1 + q2Тц2
+ q3Тц3 + ... + qnТцn ,
(1.1)
где q1,q2,q3 - коэффициенты коррекции времени,
учитывающие параллельное и параллельно-последовательное выполнение работ в
процессе ТПП;
Тц1, Тц2 - время на получение
конструкторской, разработку технологической документации, изготовление
технологического оснащения, нестандартного оборудования, техническую и
организационную перестройку производства, подготовку и переподготовку кадров,
на изготовление и проведение испытания и др.
Длительность цикла ТПП оказывает
огромное влияние на величину затрачиваемых ресурсов, незавершенного
вспомогательного производства, ускорение оборачиваемости оборотных средств,
себестоимость работ по ТПП. Основными направлениями его сокращения являются:
увеличение объема работ в параллельном и параллельно-последовательном
исполнении и снижение трудоемкости на каждом из этапов.
Технологическая подготовка
производства
Следующей стадией технической
подготовки является технологическая подготовка производства. Именно она
обеспечивает полную готовность предприятия к выпуску новой продукции с заданным
качеством, что, как правило, может быть реализовано на технологическом
оборудовании, имеющем высокий технический уровень, обеспечивающий минимальные
трудовые и материальные затраты. Технологическая подготовка производства
осуществляется в соответствии с требованиями стандартов Единой системы
технологической подготовки производства (ЕСТПП, ГОСТ 14.001-73) и предусматривает
решение следующих задач:
обеспечение высокой технологичности
конструкций, что достигается тщательным анализом технологии изготовления каждой
детали и технико-экономической оценкой возможных вариантов изготовления;
проектирование технологических
процессов, включающее разработку процессов традиционной (основной для данного
типа производства) обработки, а также программ для станков с числовым
программным управлением, индивидуальных технологических процессов, разработку
технических заданий на спецостнастку и специальное технологическое оборудование
(проектирование средств технологического оснащения проводится в порядке,
принятой для конструкторской подготовки производства);
структурный анализ изделия и на его
основе составление межцеховых технологических маршрутов обработки деталей и
сборки изделий;
технологическую оценку возможностей
цехов, основанную на расчете производственных мощностей, пропускной способности
и т.д.
разработку технологических нормативов
трудоемкости, норм расхода материалов, режимов работы оборудования;
изготовление средств технологического
оснащения;
отладку технологического комплекса
(производится на установочной серии изделий) - технологического процесса,
оснастки и оборудования;
разработку форм и методов организации
производственного процесса;
разработку методов технического
контроля.
Технологичность конструкции
оценивается количественно посредством системы характеристик, включающей
показатели трудоемкости изготовления, удельной материалоемкости,
технологической себестоимости, коэффициентов использования материалов,
применения типовых технологических процессов , стандартизации, унификации.
Высокая технологичность способствует
снижению производственных затрат и по этому служи критерием экономически более
выгодного технологического варианта. Такой выбор производится при совместном
решении двух уравнений:
1) Cт1=с1N+V1; (1.2)
2) Cт2=c2N+V2
(1.3)
отражающих соответственно
технологические себестоимости Cт1 и
Ст2 двух вариантов изготовления. В результате определяется критический объем
производства:
Nкр=(с2-с1)/V1-V2,
(1.4)
служащий границей
экономической целесообразности их
применения. При этом с1,с2,V1,V2 соответственно условно-постоянные и
переменные расходы в структуре себестоимости вариантов, N - объем выпуска. При объеме
производства меньшем чем Nкр,
будет выгоден вариант 1, при выпуске, большем Nкр - вариант 2.
1.3 Технологическая унификация,
методы ее обеспечения
Для повышения эффективности
технологической подготовки производства большое значение имеют типизация и
нормализация элементов технологии. Типизация технологических процессов строится
на основе технологических рядов. В такой ряд включаются детали, конфигурация и
основные параметры которых позволяют вести их изготовление или обработку по
одному общему технологическому маршруту. Типизации предшествует разработка
конструктивно-технологической классификации, при которой детали предварительно
группируются в классы по признаку служебного назначения. Дальнейшее разделение
на группы (например, по признаку общности материала и способа его обработки) и
подгруппы (например, по размерам деталей) приводит к максимальной унификации,
позволяющей осуществить принцип групповой обработки, который основывается на
конструктивно-технологическом сходстве деталей с последующим выбором из них
комплексной детали, имеющей все поверхности обработки, встречающиеся в деталях
данной группы. Это позволяет создать для такой детали специальное
приспособление со сменными наладками и с его помощью обработать на одной
настройке станка все детали данной группы. Технологические нормали разрабатываются
применительно к типовым геометрическим элементам конструкций, например, на
радиусы закруглений, припуски, допуски, конусность, на состав шихты, на режимы
обработки и пр.
Типизация, нормализация,
технологическая унификация дают особенно большой эффект, если проводятся на
уровне стандартов предприятий, отраслей производства. Для обеспечения высокого
организационно-технического уровня производства и качества выпускаемой
продукции большую роль играет строгое соблюдение технологической дисциплины,
т.е. точного выполнения разработанного и внедренного на всех операциях,
участках и стадиях производства продукции технологического процесса.
1.4
Ускоренные методы ТПП и их экономическое значение
Планирование технической подготовки
производства состоит в распределении, координации и контроле работ: во времени
- по стадиям и этапам, по содержанию и объемам - между органами технической
подготовки. Планирование производится в соответствии с заданиями годового и
перспективного планов развития предприятия. Важнейшей задачей планирования
является ускорение технической подготовки и обеспечение производства
технической документацией и технологическим оснащением к началу запуска
изделия. Основой для расчета плана подготовки как во времени, так и по объему
являются заводские и отраслевые нормативы трудоемкости, позволяющие делать
укрупненные расчеты при конструировании изделий или разработке новой продукции.
Трудоемкость, длительность и
стоимость технической подготовки производства могут быть определены на основе
установленных корреляционных зависимостей по таким факторам, как количество
деталей и узлов в конструкции, категория сложности изделия, новизна
конструкции, степень унификации, среднее количество операций на одну деталь,
коэффициент оснащенности, степень механизации и автоматизации. После
определения длительности всех этапов технической подготовки составляется календарный
план ее осуществления - в форме ленточного, линейного или сетевого графика. В
целях ускорения подготовки она должна планироваться с возможно высокой степенью
параллельности. Наибольшее распространение на практике получили графики
линейного типа, в особенности при небольшом объеме проектируемых работ и краткосрочности
этапов их осуществления. Связано это с простотой и удобством их графического
построения, наглядностью изображаемых процессов. При освоении сложных объектов
современной техники планирование и управление разработками выполняется при
помощи методов сетевого планирования и управления (СПУ). Эти методы позволяют
оптимизировать процесс создания новой продукции как по времени, так и по
стоимости. СПУ основано на графическом изображении определенного комплекса
работ, отражающем их логическую последовательность, взаимосвязь и длительность,
с оптимизацией разработанного графика при помощи методов прикладной математики
и вычислительной техники и его использования для текущего руководства этими
работами.
Модель планируемого процесса
изображается в виде ориентированного графа, называемого сетевым или просто
сетью. Граф состоит из работ и событий. Работой называется тот или иной процесс
(например, изготовление опытного образца продукции), а событием - момент
завершения работы, в данном случае момент готовности образца, после которого
должна начаться следующая работа (например, его испытание и доводка). На
рисунке 1.1 изображен пример сетевого графика. События обозначены кружками,
работы - стрелками. Длина стрелки графически не выражает продолжительности
выполнения работы, она обозначается числом дней или недель и наносится над стрелкой.
Полный путь в сетевом графике - это любая непрерывная последовательность
взаимозаменяемых событий и работ, ведущая от события (0), исходного для всего
графика, к завершающему, последнему событию сетевого графика (17). Кроме полных
путей (а их несколько), следует различать: путь от исходного события до
какого-либо промежуточного события, например (5); путь, соединяющий данное
промежуточное событие (5) с завершающим (17); путь между двумя событиями, из
которых ни одно не является исходным или завершающим.
Рисунок 1.1 Сетевой график
Среди этих путей особое значение
имеет критический путь - последовательность работ от исходного до завершающего
события, требующая наибольшего времени для их выполнения. Критический путь
обозначен жирными стрелками. Продолжительность работ, лежащих на критическом
пути, определяет общий цикл завершения всего комплекса работ, планируемых при
помощи сетевого графика. Уменьшение длительности критического пути является
основной задачей оптимизации планирования. Термин “событие” применяется в СПУ в
смысле вероятного и зависимого события, наступление которого может меняться от
1 до 0. Термин “работа” и его графическое изображение в виде линии употребляются
в более широком понимании: как действие, требующее затрат времени, время
ожидания (например, при испытаниях опытного образца) и, наконец, как логическая
связь между событиями (фиктивная работа). Ожидаемое время выполнения работы tож выводится из сравнения трех
оценок: оптимистической tmin,
пессимистической tmax, вероятной tв. Оно определяется либо экспертным
путем, либо берется из статистических данных по аналоговым проектам.
Оптимистическая оценка предполагает наличие самых благоприятных условий для ее
выполнения, а пессимистическая - самых неблагоприятных. Наиболее вероятное
время берется как наиболее часто встречающееся в данной статистической
совокупности:
tож = (tmin +
4tв + tmax)/6.
(1.5)
Возможность выяснить разницу между
продолжительностью критического пути и продолжительностью любого другого пути
позволяет вскрывать резервы времени технической подготовки, что является
огромным преимуществом СПУ по сравнению с линейным графиком. Кроме того, СПУ
позволяет соотносить любые промежуточные работы и события, указанные во времени
с основными этапами. Так, из сетевого графика видно, что помимо работ 3-4 и 4-6
к моменту завершения события 6 требуется определить работы 3-5 (размножение и
выпуск рабочих чертежей и технической документации), 5-4 (составление
технического задания на проектирование технологической оснастки) , 5-6
(технологический контроль чертежей). Расчеты в СПУ значительно увеличиваются в
связи с необходимостью обычных частых пересоставлений графиков, так как
некоторые работы выполняются досрочно, а часть работ запаздывает. Поэтому для успешного
применения СПУ необходимо расчеты производить на ЭВМ с графопостроителем. Это
обеспечивает быстрое производство расчетов не только по временным параметрам,
но и в денежном выражении по затратам. Для СПУ необходимо накопление большого
статистического материала, требуется труд высококвалифицированных специалистов.
Несмотря на это, эффективность СПУ велика, особенно для таких работ, как
проектирование новых видов техники, основанных на новых научных принципах, изготовление
и монтаж наиболее сложных видов технологического оборудования, капитальное
строительство сложных объектов, комплексные работы, выполняемые многими
предприятиями различных отраслей.[6, c. 178]
Сроки технической подготовки
производства могут быть значительно сокращены, если механизировать и
автоматизировать трудоемкие вычислительные, графические, поисковые,
документационно - множительные и другие работы, характерные для большинства
этапов конструкторской и технологической подготовке производства.
Эффективность и степень автоматизации
и механизации работ определяются их характером и содержанием. Так, процесс
непосредственного изготовления проектно-конструкторских и технологических
документов занимает до 50% рабочего времени специалистов. Поэтому широкое
использование относительно простых средств и методов, таких, как черчение на
масштабно-координатной бумаге с прозрачной основой, использование прозрачных
темплетов, аппликаций для формирования чертежа, модельно-макетного
проектирования, фотомонтажа документов, чертежей-заготовок типового
представителя способствует последовательному сокращению трудоемкости этих
работ. Но главным направлением здесь является автоматизация. В настоящее время
широко используются компьютерные системы автоматизированного проектирования.
Другим существенным направлением механизации и автоматизации технической подготовки
является использование автоматизированных информационно-поисковых систем (ИПС).
Конструктор, приступая к новой разработке, изучает, пользуясь фондом,
накопленным в ИПС, наиболее современные элементы конструкций, принципы действия,
патенты, стандарты, тем самым значительно сокращая длительность этапов проектирования
и обеспечивая современные и перспективные требования к конструкции. При
технологическом проектировании ИПС представляет материалы для решения задач:
классификации деталей, технологических процессов, группировки деталей применительно
к действующим унифицированным технологическим процессам. На основе информации
производятся расчеты размеров поверхности обработки, расхода материалов,
составляется их спецификация, определяется последовательность технологических
маршрутов, перечень технологического оборудования.
Наибольший эффект от механизации и
автоматизации технической подготовки производства достигается объединением
САПР, автоматизированной системы технологической подготовки производства
(АСТПП), автоматизированной системы управления технологическими процессами
(АСУТП) в рамках автоматизированной системы управления производством (АСУП). В
этом случае обеспечивается ускорение и повышение технического уровня
конструкторских и технологических разработок, выбираются оптимальный
технологический процесс, рациональное использование производственных мощностей,
материальных и трудовых ресурсов, повышения качества продукции и всей
хозяйственно-экономической работы.
Но разработать процесс производства и
технологию - это еще не все. Для нормального функционирования линии нам
необходимо обеспечить нормальное техническое обслуживание и снабжение всеми
необходимыми комплектующими.
1.5
Международные стандарты серии ИСО 9000 и их значение в технологической
подготовке производства
Развитие системного
подхода к управлению качеством продукции носит всеобщий характер. В развитых
странах фирмы, участвуя в жесткой конкурентной борьбе, вынуждены постоянно
повышать качество своей продукции и совершенствовать формы и методы своей
деятельности, обеспечивающие уверенность себе и потребителям в устойчивых
возможностях поставлять продукцию высокого качества. Высокоэффективные системы
качества на фирмах становятся своеобразным гарантом надежности этих фирм, а
требование к надежности фирмы-поставщика диктуется характером современного
продукта и производства. Так в 1987 году появились международные стандарты,
известные под названием стандарты ИСО серии 9000. Основной комплекс этой серии
включал стандарты ИСО 9000, ИСО 9001, ИСО 9002, ИСО 9003 и ИСО 9004.
Стандарты комплекса
служат двоякой цели:
• они могут служить
пособием предприятию при разработке, внедрении или совершенствовании своей
системы управления качеством (эту функцию выполняет стандарт ИСО 9004);
• они содержат модели, на
соответствие которым может проводиться оценка системы управления качеством
предприятия (эту функцию выполняют стандарты ИСО 9001, ИСО 9002 и ИСО 9003).
Из упомянутых выше
стандартов самым ёмким является стандарт ИСО 9004 “Общее руководство качеством
и элементы системы качества. Руководящие указания”. Он содержит философский
подход и наиболее полное описание системы управления качеством. Стандарт
изложен в виде рекомендаций. В отличие от стандарта ИСО 9004 стандарты ИСО
9001-ИСО 9003 изложены нормативным языком и содержат нормы, которым должна
соответствовать система качества предприятия, Подвергаемая оценке или
сертификации на соответствие стандартам ИСО.
В зависимости от
характера продукции, особенностей предприятия и потребностей клиента системы
качества на предприятиях могут быть различной степени сложности. Эти различия
предусмотрены соответственно стандартами ИСО 9001, ИСО 9002 и ИСО 9003.
Все три указанных
стандарта можно представить себе в виде матрешки, где большей является ИСО
9001, а наименьшей ИСО 9003.
ИСО 9001 “Система
качества. Модель для обеспечения качества при проектировании и/или разработке,
производстве, монтаже и обслуживании” используется, когда система качества
поставщика должна обеспечить необходимое качество продукции на нескольких
этапах, которые могут включать проектирование, производство, монтаж и
обслуживание продукции;
ИСО 9002 “Системы
качества. Модель для обеспечения качества при производстве и монтаже”
используется, когда система качества поставщика должна обеспечить необходимое
качество в процессе производства и монтажа продукции;
ИСО 9003 “Системы
качества. Модель для обеспечения качества при обязательности контроля и
испытаниях” используется, когда соответствие определенным требованиям
обеспечивается путем контроля и испытаний. Стандарты ИСО получили очень широкое
распространение во всем мире. В Европейском Сообществе на основе этих
стандартов приняты стандарты ЕN
серии 29000.
2 ОРГАНИЗАЦИЯ
ТЕХНИЧЕСКОЙ ПОДГОТОВКИ НА ПРЕДПРИЯТИИ
2.1 Производственная
характеристика предприятия
ОАО “Кореличи-Лен” –
предприятие льноперерабатывающей промышленности, находящееся в ведении
Минсельхозпрода РБ.
ОАО “Кореличи-Лен” занимается заготовкой и первичной
обработкой льнотресты, производством и реализацией льноволокна, а также
выработкой холстопрошивного полотна, упаковочной пряди и каната.
Общая численность
работающих по состоянию на 01.11.2007. составляет 158 человек из них
промышленно-производственный персонал – 136 человек, ИТР и служащие – 24
человека.
Общая площадь территории,
которую занимает ОАО “Кореличи-Лен” – 29,5 га.
Предприятие имеет
собственную котельную, полностью обеспечивающую нужды предприятия в тепле и
использующую в качестве топлива отходы производства – костру.
Имеющиеся мощности
технологического оборудования позволяют выпускать 2043 тонн льноволокна в год
средним № 11,50 – 12,00 длинное и 3,5 – 4,00 короткое. Линия по переработке
льносырья (основное технологическое оборудование) находится в эксплуатации со
дня пуска завода. Использование устаревшего оборудования и недостаточное
качество сырья привели к тому, что удельный вес длинного волокна составляет не
более 35-40%
Органами управления ОАО “Кореличи - Лен” являются:
Собрание акционеров
Наблюдательный совет
Директор
Собрание акционеров является высшим органом управления
Обществом. Правление осуществляет руководство деятельностью льнозавода в период
между собраниями акционеров.
Наблюдательный совет в составе 7 человек осуществляет общее руководство
деятельностью общества, за исключением вопросов, отнесенных к исключительной
компетенции общего собрания акционеров.
Текущее руководство производственно-хозяйственной
деятельностью осуществляется директором. Директор является представителем исполнительного
органа общества и подотчетен по всем вопросам своей деятельности собранию
акционеров, действует в пределах полномочий, определенных уставом, решениями
собраний акционеров.
В непосредственном подчинении директора находятся его
заместитель, главный бухгалтер, главный инженер, главный экономист.
В настоящее время в республике действует 51 льнозавод, в том
числе производством льноволокна в Брестской области занимаются 5 предприятий, в
Витебской – 19, Гомельской – 5, Гродненской – 6.
Кроме Кореличского льнозавода, а Гродненской области
льноволокно выпускают следующие предприятия первичной переработки:
ОАО “Дворецкий льнозавод”
ОАО “Ошмяны - Лен”
ОАО “Слонимский льнозавод”
ОАО “Сморгоньлен”
ОАО “Лидлен”
Среди льнозаводов области ОАО “Кореличи - Лен” располагает
относительно новыми зданиями и сооружениями, однако на всех заводах установлено
однотипное оборудование. То есть, технологическое оснащение не обеспечивает ни
одному из предприятий лучшего качества переработки.
Таблица 2.1 Анализ основных технико-экономических
показателей работы
предприятия с 2004-2006 гг.
|
№ п/п
|
Наименование показателя
|
Ед. изм.
|
Значение показателя
|
Абсолютный прирост (+,–)
|
Темп роста, %
|
|
за
2004
|
за 2005
|
за 2006
|
2005 к 2004
|
2006 к 2005
|
2006 к 2004
|
2005 к 2004
|
2006к 2005
|
2006 к 2004
|
|
А
|
Б
|
В
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1.
|
Объем производства товарной продукции:
- в действующих ценах
- в сопоставимых ценах
|
млн. руб.
|
2135
2327
|
2743
3049
|
3886
3487
|
608
722
|
1143
438
|
1751
1160
|
128,5
131
|
141,7
114,4
|
182
149,8
|
|
2.
|
Объем производства товарной продукции
|
тонн
|
2263
|
2460,2
|
2448
|
197,2
|
-12,2
|
185
|
108,7
|
99,5
|
108,2
|
|
3.
|
Объем отгруженной продукции в действующих ценах
|
млн. руб.
|
2129
|
2736
|
3886
|
607
|
1150
|
1757
|
128,5
|
142
|
182,5
|
|
4.
|
Общие издержки
|
млн. руб.
|
2071
|
2687,8
|
3946,2
|
616,8
|
1258,4
|
1875,2
|
129,8
|
146,8
|
190,6
|
|
5.
|
Материальные затраты
|
млн. руб.
|
1192
|
1493,8
|
2233,2
|
301,8
|
739,4
|
1041,2
|
125,3
|
149,5
|
187,4
|
|
6.
|
Затраты на топливно-энергетические ресурсы
|
млн. руб.
|
31
|
119,5
|
198,5
|
88,5
|
79
|
167,5
|
385,5
|
166,1
|
640,3
|
|
7.
|
Балансовая прибыль отчетного периода
|
млн. руб.
|
90,8
|
65,2
|
-36
|
-25,6
|
-101,2
|
-126,8
|
71,8
|
-55,2
|
-39,7
|
|
8.
|
Оборотные средства
|
млн. руб.
|
245,9
|
718
|
397
|
472,1
|
-321
|
151,1
|
292
|
55,3
|
161,5
|
|
9.
|
Среднегодовая стоимость основных производственных фондов
|
млн. руб.
|
1051,3
|
1281,3
|
1853,5
|
230
|
572,2
|
802,2
|
121,9
|
144,7
|
176,3
|
|
10.
|
Среднесписочная численность работников
|
чел.
|
192
|
189
|
181
|
-3
|
-8
|
-11
|
98,4
|
95,8
|
94,3
|
|
11.
|
Число отработанных человеко-часов
|
чел.-час.
|
308
|
338
|
268
|
30
|
-70
|
-40
|
109,7
|
79,3
|
87
|
|
12.
|
Затраты на 1 рубль товарной продукции
|
руб.
|
0,97
|
0,98
|
1,02
|
0,01
|
0,04
|
0,05
|
101
|
104,1
|
105,2
|
|
13.
|
Затраты труда на тонну продукции
|
чел.-час.
|
136
|
137,4
|
109,5
|
1,4
|
-27,9
|
-26,5
|
101
|
79,7
|
80,5
|
|
14.
|
Среднемесячная выработка
|
тонн
|
188,6
|
205
|
204
|
16,4
|
-1
|
15,4
|
108,7
|
99,5
|
108,2
|
|
15.
|
Фондоотдача
|
руб./ руб. фонд.
|
2,28
|
2,38
|
1,88
|
0,1
|
-0,5
|
-0,4
|
104,4
|
79
|
|
16.
|
Фондоемкость
|
руб./ руб. прод.
|
0,44
|
0,42
|
0,53
|
-0,02
|
0,11
|
0,09
|
95,5
|
126,2
|
120,5
|
|
17.
|
Отдача оборотных фондов
|
руб./ руб. фонд.
|
9,65
|
4,25
|
8,78
|
-5,4
|
4,53
|
-0,87
|
44
|
206,6
|
91
|
|
18.
|
Общая рентабельность
|
%
|
4,4
|
2,4
|
-0,9
|
-2
|
-3,3
|
-5,3
|
-
|
-
|
-
|
|
19.
|
Производительность труда
|
млн. руб./ чел.
|
12,4
|
16,1
|
19,3
|
3,7
|
3,2
|
6,9
|
129,8
|
119,9
|
155,7
|
|
20.
|
Энергоемкость
|
%
|
1,5
|
4,5
|
8,9
|
3
|
4,4
|
7,4
|
-
|
-
|
-
|
|
21.
|
Материалоемкость
|
%
|
57,6
|
55,6
|
56,6
|
-2
|
1
|
-1
|
-
|
-
|
-
|
В исследуемом периоде
объем производства продукции возрос на 82% в действующих ценах. Вместе с тем
анализ данного показателя в сопоставимых ценах показывает, что фактически
прирост продукции составил 49,8%. В то же время объем производства продукции в
натуральном выражении возрос лишь на 8,2%, что подтверждает темп роста
среднемесячной выработки (108,2%). Это свидетельствует о росте отпускной цены
продукции, а не о росте объема производства.
Наблюдаемое равенство
прироста объема производства (82%) и прироста объема отгруженной
(реализованной) продукции (82,5%) свидетельствует о том, что произведенная
продукция была реализована в течение анализируемого периода.
Из таблицы 2.1 видно, что
повышение темпа роста общих издержек (190,6%) в 2005 году по сравнению с 2003
годом произошло в основном за счет значительного темпа роста затрат на
топливно-энергетические ресурсы (640,3%) и подтверждается увеличением
показателя энергоемкости на 7,4%.
Отмеченное превышение
прироста затрат (90,6%) над приростом стоимости произведенной продукции (82%)
свидетельствует о снижении эффективности производства, что и подтверждает
снижение показателя прибыли в 2005 году по сравнению с 2003 на 126,8 млн.руб.,
а также увеличение затрат на 1 рубль товарной продукции на 5,2% и снижение
общей рентабельности на 5,3%.
Выявленное снижение
затрат труда на выпуск тонны продукции на 19,5% свидетельствует об увеличении
производительности труда, что и подтвердили полученные результаты: темп роста
производительности в исследуемом периоде составил 155,7%.
По полученным результатам
видно, что прирост суммы оборотных средств на 61,5% и среднегодовой стоимости
основных производственных фондов на 76,3% привел к сокращению отдачи оборотных
фондов на 9%, снижению показателя фондоотдачи и увеличению показателя
фондоемкости на 17,5% и 20,5% соответственно.
2.2 Организация технических служб на предприятии
ОАО “Кореличи – Лен” специализируется на заготовке и
первичной переработке льнотресты, производстве и реализации льноволокна. В
настоящее время соотношение выработки длинного и короткого волокна на
предприятии составляет 40/60.
Льняное волокно бывает длинным (40 см) и коротким.
Длинное волокно идет на изготовление тканей. Из всех видов
растительных волокон во льне содержится наибольшее количество целлюлозы,
поэтому изготовленная из натурального волокна ткань характеризуется большой
прочностью, элластичностью и умеренной жесткостью, долговечностью и
устойчивостью против гниения. Одежда из льна оказывает положительное влияние на
физическое и эмоциональное состояние людей.
Спрос на одежду, в составе которой есть льняные нити,
постоянно растет. Например, эксперты профильной европейской ассоциации European Cooperative Research Network on Flax and Bast Plants считают, что к 2010 году 70% всей одежды в мире будет
изготавливаться с применением льна.
Короткое волокно прядильного льна также имеет множество
областей применения.
Особое значение для текстильной промышленности имеет
перспективное направление в использовании короткого льняного волокна и отходов
тряпания для производства хлопкообразного волокна – котонина.
Побочным продуктом тряпания льна является пакля, т.е. очень
короткое, частично трепаное волокно. Пакля идет на изготовление веревок,
применяется как обтирочный, упаковочный и конопаточный материал.
ОАО “Кореличи-Лен”Наряду с производством длинного и короткого
льноволокна продукцией завода является холстопрошивное полотно, прядь
упаковочная (веревка) шпагат, которые в общем объеме производства составляют не
более 8%.
В настоящее время производственные мощности предприятия
загружены не полностью. Причина этого в первую очередь в нехватке и низком
качестве сырья. Для полной загрузки производственных мощностей завода, равной
6000 тонн, при условии сохранения существующих площадей сева, среднюю
урожайность льноволокна в сырьевой зоне необходимо довести до 12-14 ц/га. Такую
урожайность уже имеют ряд передовых хозяйств, где применяются приемы
интенсивной технологи выращивания льна и уборка льнотресты механизирована.
Однако из-за нехватки средств механизации при возделывании
льна не во всех хозяйствах сырьевой зоны достигнуты такие высокие урожаи.
Для оказания помощи в уборке льнотресты хозяйствам сырьевой
зоны на льнозаводе создан специализированный механизированный отряд. Также
завод планирует арендовать дополнительные посевные площади и выполнять полный
цикл работ от вспашки и посева до уборки льна, это позволит снизить стоимость и
повысить качество сырья.
Не менее важной причиной успешной работы предприятия является
состояние технологического оборудования. Ежегодно отвлекаются значительные
суммы денежных средств на поддержание его в рабочем состоянии.
В планах развития завода – получение топливных брикетов из
отходов производства – костры. Использование его позволит получить практически
безотходную технологию производства, а также даст каждый год 1000 тонн топлива.
Реализация планов стратегического развития Кореличского
льнозавода позволит создать интегрированную цепочку от выращивания льна до
получения готовой продукции. Это обеспечит снижение общих издержек, повысит
конкурентоспособность льноволокна, за счет улучшения его качества, что в свою
очередь положительно скажется на финансовом состоянии предприятия и дальнейшем
развитии отрасли.
2.3 Организация работ по технической подготовке
на примере одного изделия в соответствии с требованиями международных
стандартов серии ИСО 9000
Для повышения качества льноволокна на ОАО “Кореличи-Лен” за
счет обновления технологического оборудования и оснащения специализированного
мехотряда на предприятии разработан Бизнес-план.
Его главной целью
является комплексная оценка финансово-экономической эффективности капитальных
вложений в техническое переоснащение, проведение которого предусматривается
государственной Программой развития перерабатывающей промышленности
агропромышленного комплекса в 2005-2006 гг.
В результате реализации данного проекта будут модернизированы
основные технологические линии производства длинного и короткого льноволокна, а
также расширена техническая база мехотряда завода, используемого для
возделывания льна и оказания помощи в этом льносеющим хозяйствам сырьевой зоны завода.
Результаты маркетинговых
исследований показали, что в 90-е гг. в Беларуси произошло падение объемов
производства льноволокна, хотя и не столь резкое как в других республиках
бывшего СССР. В настоящее время для поддержания производителей льна необходимо
принять и выполнить государственную программу по льноволокну, а также
сконцентрировать усилия на повышении качества белорусского льна.
Все
финансово-экономические расчеты по проекту производились в долларах США в ценах
по состоянию на 15.10.2005.
Горизонт расчета принят
равным 6 годам с учетом реконструкции и последующей работы предприятия в
течение 5 лет, с учетом сроков возврата заемных средств.
2.4 Экономическая
эффективность технической унификации
Инвестиционные затраты
для проведения реконструкции предприятия представлены в таблице 2.2
Таблица 2.2
Инвестиционные затраты, необходимые для проведения реконструкции ОАО
“Кореличи-Лен”, тыс USD
|
Виды инвестиционных затрат
|
Тыс .USD.
|
Строительно-монтажные работы
|
12,00
|
|
Оборудование для производства льноволокна
|
223,15
|
|
Машины и оборудование для
мехколонны
|
199,80
|
Итого капитальные затраты
|
434,95
|
Чистый оборотный капитал
|
96,82
|
Итого инвестиционные затраты
|
531,77
|
Для финансирования
проекта будут использованы:
Собственные средства
предприятия (96,82 тыс. USD)
Валютный кредит (258,0
тыс. USD)
Кредит в белорусских
рублях (176,95 тыс. USD)
Общий объем всех
источников финансирования составит 531,77 тыс. USD.
Так как реализация
проекта будет осуществляться на действующем предприятии, для определения
экономической эффективности дополнительных капитальных вложений расчеты
осуществлялись в двух вариантах: без проведения реконструкции и с учетом
проведения реконструкции.
Таблица 2.3 Сводные
показатели эффективности проекта
|
Наименование показателей
|
в целом по проекту
|
2005
|
2006
|
2007
|
2008
|
2009
|
2010
|
|
Численность работающих,чел
|
|
158
|
160
|
160
|
160
|
160
|
160
|
|
Потребность в инвестициях тыс. USD
|
531,77
|
434,95
|
84,1
|
-11,5
|
26,0
|
-0,9
|
-0,9
|
|
В том числе:
|
|
|
|
|
|
|
|
|
На кап. вложения в реконструкцию
|
434,95
|
434,95
|
0,0
|
0,0
|
0,0
|
0,0
|
0,0
|
|
Прирост чистого оборотного капитала
|
96,82
|
0,0
|
84,1
|
-11,5
|
26,0
|
-0,9
|
-0,9
|
|
Источники финансирования проекта,
тыс. USD
|
531,77
|
434,95
|
84,1
|
-11,5
|
26,0
|
-0,9
|
-0,9
|
|
В том числе:
|
|
|
|
|
|
|
|
|
собственные средства
|
96,82
|
0,0
|
84,1
|
-11,5
|
26,0
|
-0,9
|
-0,9
|
|
заемные и привлеченные средства,
всего
|
434,95
|
434,95
|
|
|
|
|
|
|
Из них
|
|
|
|
|
|
|
|
|
внутренний валютный кредит
|
258,00
|
258,00
|
|
|
|
|
|
|
рублевый кредит
|
176,95
|
176,95
|
|
|
|
|
|
|
Выручка от реализации продукции,
всего, тыс. USD
|
8389
|
833
|
1078
|
1367
|
1600
|
1682
|
1778
|
|
Показатели эффективности проекта:
|
|
|
|
|
|
|
|
|
Простой срок окупаемости
|
3,0
|
|
|
|
|
|
|
|
Динамический срок окупаемости
проекта
|
3,2
|
|
|
|
|
|
|
|
Чистый дисконтированный доход (к-т
дисконтирования 9%), тыс. USD
|
859,2
|
|
|
|
|
|
|
|
Внутренняя норма доходности, %
|
57,6
|
|
|
|
|
|
|
|
Индекс рентабельности
|
2,78
|
|
|
|
|
|
|
|
Уровень безубыточности, %
|
|
84,1
|
68,0
|
54,2
|
45,1
|
41,8
|
38,6
|
|
Рентабельность продаж, %
|
|
4,4
|
11,5
|
18,3
|
22,7
|
25,0
|
26,7
|
|
Рентабельность продукции, %
|
|
5,0
|
14,6
|
25,5
|
34,5
|
39,7
|
44,6
|
Срок окупаемости проекта
составит 3.0 лет, т.е. через 3 года после проведения реконструкции становиться
возможным возврат общей суммы капитальных вложений.
Внутренняя норма
доходности равна 57,6 %, что свидетельствует об эффективности проекта.
Индекс рентабельности
инвестиций равен 2,78. Это значит, что на каждую единицу дополнительных
инвестиций придется 2,78 единиц текущей стоимости будущих поступлений.
Уровень безубыточности в
2010 году составит 38,6 %, что свидетельствует о низком риске получения
убытков.
Предоставляемая
государственная поддержка проекта окупается на 2-ом году реализации проекта за
счет прироста налоговых поступлений. За 6 лет реализации проекта этот прирост
составит сумму эквивалентную 1282 тыс. USD.
3 ПРЕДЛОЖЕНИЯ ПО СОВЕРШЕНСТВОВАНИЮ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА НА ПРЕДПРИЯТИИ
3.1 Пути
сокращения технологической подготовки производства
Массовое
производство, порождающее глобальную конкуренцию, заставляет по-особому
относиться к качеству как к категории экономической. Каждый из субъектов
хозяйствования начинает понимать, что без качественного соответствия
недостижима конкурентно устойчивость, а без системы качества невозможно
обеспечить устойчивое экономическое функционирование предприятия.
Основным
подходом к оценке качества продукции должна быть ориентация на интересы
потребителя, на учёт степени удовлетворения его потребности, которая выражается
в виде появления у него дополнительного эффекта от использования
высококачественной продукции, получение новой услуги по сравнению с прежними,
выбранными за базу сравнения, - базовыми. Применяются три основных метода
определения качества продукции: органолептический (цвет, запах, вкус и т. д.),
лабораторный и экономико-статистический.
Получение
продукции это, прежде всего, технологический процесс и достижения
научно-технического прогресса аккумулируются в технологиях. Именно поэтому в
основе формирования качества продукции находится технологический режим, а
фундаментальным элементом системы управления качеством является
нормативно-технологическое обеспечение качества. Документами, которые
определяют чёткий порядок применение безопасных интенсивных технологий и
гарантируют получение конкурентоспособной продукции, являются отраслевые
регламенты на типовые технологические процессы.
Основными
требованиями, изложенными в регламентах и обязательными для выполнения на
предприятиях молочной отрасли являются:
Перечень
машин, оборудования, приборов, материалов и установленных системами машин для
производства данного вида продукции;
Перечень
обязательных технологических операций, составляющих технологический процесс
производства определённого вида продукции;
Требования
к выполнению технологических операций с указанием конкретных показателей.
3.2
Дальнейшее развитие стандартов ИСО серии 9000
Разработанные на основе
опыта разных стран, стандарты ИСО серии 9000 стали “копилкой международного опыта
обеспечения качества. Это позволяет на постоянной основе совершенствовать и
развивать данную серию, что в свою очередь делает её все более популярной и
авторитетной.
На рис.3.1 показан процесс развития
стандартов с учетом возрастающего спроса и потребности в процедурах
сертификации.
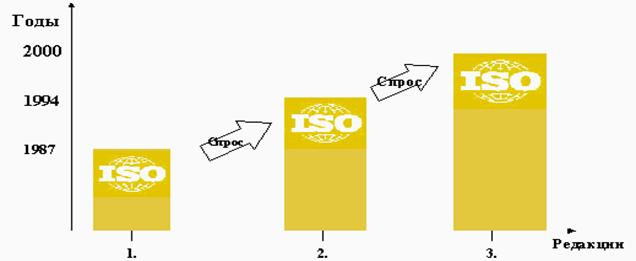
Рис.3.1 Развитие стандартов ИСО 9000
Помимо МС ИСО 9000-9004 и
примыкающего к этой серии терминологического стандарта ИСО 8402, были
подготовлены и опубликованы следующие стандарты:
ИСО 9000-2 (Общие
руководящие указания по применению стандартов ИСО 9001,9002 и 9003);
ИСО 9000-3 (Руководящие
указания по применению стандарта ИСО 9001 при разработке, поставке и
обслуживании программно го обеспечения);
ИСО 9000-4 (МЭК 300-1)
(Руководство по управлению программой надежности);
ИСО 9004-2 (Руководящие
указания по услугам);
ИСО 9004-3 (Руководящие
указания по перерабатываемым мате риалам);
ИСО 9004-4 (Руководящие
указания по улучшению качества).
Эти документы, как видно
из их названий, уточняют, конкретизируют и развивают положения стандартов ИСО
9000-9004.
Комплекс стандартов на
системы качества в его расширенном составе получил наименование семейства
стандартов 9000. При этом наименование серия 9000 сохранилось за первоначальной
группой стандартов.
Одновременно с
разработкой новых документов осуществлялся пересмотр первых стандартов серии
9000, принятых в 1987 году. Дело в том, что теория и практика формирования
систем качества за прошедшие годы получила дальнейшее развитие. Еще более
возросло и значение систем качества как фактора конкурентоспособности. Кроме
того, некоторые пользователи сталкивались с трудностями применения стандартов
ИСО серии 9000 при формировании систем качества, связанными с особенностями их
продукции.
В июне 1994 г. пять основополагающих стандартов (ИСО 9000- 9004) были переизданы в новой редакции.
Соответствующая работа по пересмотру и переизданию национальных стандартов была
проведена практически во всех странах, принявших стандарты ИСО 9000. В
настоящее время в международной практике сертификации систем качества
используются стандарты серии 9000 версии 1994 г. На смену им приходят стандарты версии 2000г. Новая редакция стандартов имеет новую
структуру, которая приведена на рис.3.2.
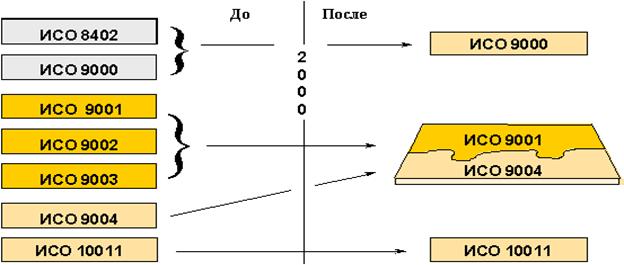
Рис.3.2 Структура стандартов редакций 1994 и 2000 годов
В новой версии стандартов
ИСО 9000:2000 предусмотрена единая модель системы качества - ИСО 9001 (ИСО 9002
и 9003 отменяются), в которую включены основные положения ТQM.
Действующий в настоящее
время стандарт ИСО 8402:1994 преобразован в стандарт ИСО 9000:2000. В него
вошли: основы систем менеджмента качества (справочный раздел) и понятия,
термины и определения (нормативный раздел).
Пересмотр стандартов ИСО
9000 не требует разработки новой документации системы качества организации.
Соблюдается основное требование, чтобы организации, которые уже внедрили
действующие стандарты ИСО 9000, смогли легко перейти к их пересмотренной
версии.
Новая
редакция стандартов серии ИСО 9000:2000 основана на восьми принципах
управления, определяющих его философию и позволяющих достигнуть цели качества. Эти
принципы следующие:
1. Ориентация
на потребителя - организации
зависят от своих потребителей и, следовательно, должны понимать их настоящие и
будущие запросы, выполнять их требования и стремиться превзойти их ожидания.
2. Роль
руководства - руководители
создают единство целей организации и ее управления. Они должны создать и
поддерживать внутреннюю среду, в которой работники могли бы быть полностью
вовлечены в достижение целей организации.
3. Вовлечение
всех работников - работники
всех уровней составляют сущность организации, полное вовлечение дает
возможность использовать их способности на благо организации.
4. Процессный
подход - желаемый
результат достигается эффективнее, если управление осуществляется на основе
понимания качества как результата цепочки взаимосвязанных процессов.
5. Системный
подход к управлению - эффективность
и результативность организации улучшаются при определении, понимании и
управлении системой взаимосвязанных процессов в соответствии с установленной
целью.
6.
Непрерывные улучшения - непрерывное
улучшение должно быть постоянной целью организации.
7. Подход к
принятию решений на основе фактов - эффективные решения основываются на анализе данных и
информации.
8.
Взаимовыгодные отношения, как с внешними, так и с внутренними поставщиками - организация и её поставщики
взаимозависимы, а взаимовыгодные отношения увеличивают способность обеих сторон
создавать ценности.
Соблюдение этих принципов
и их реализация в практической деятельности предприятия требуют серьезных
организационных усилий, но рост конкурентоспособности оправдывает все затраты.
Эти принципы
практически совпадают с принципами TQM. Структура требований к QM-системам в
стандарте ИСО 9001:2000 состоит из четырех разделов:
·
Ответственность
руководства.
·
Управление
ресурсами.
·
Управление
бизнес-процессами создания продукта.
·
Система
измерений, анализа и непрерывных улучшений.
Стандарт ИСО 9001:2000
предназначен для целей сертификации и содержит набор требований для создания
системы управления качеством. Особое внимание в
стандарте ИСО 9001:2000 уделено процессному подходу к менеджменту качества. На рис.3.3 дано концептуальное представление процессной модели
управления качеством.
Рис.3.3 Процессная модель системы управления качеством
В общем
случае, под процессным подходом к организации и управлению деятельностью
предприятия понимается ориентация на бизнес-процессы в рамках существующей
организационно-штатной структуры и организационной культуры предприятия.
Модель устанавливает, что
потребители играют существенную роль при определении входящих данных. Любая
деятельность, получающая входящие данные и преобразующая их в выходящие, может
рассматриваться как процесс. Для успешного функционирования организации
необходимо определить многочисленные взаимосвязанные процессы и управлять ими.
Данная модель не отражает процессы на детальном уровне, однако охватывает все
содержание стандарта. В наименовании ИСО 9001:2000 отсутствует термин
«обеспечение качества». Это свидетельствует о том, что стандарт ориентирован на
требования к системе качества организации и используется для демонстрации ее
возможностей выполнить требования потребителей. При этом улучшена совместимость
со стандартами ИСО экологической серии 14000, в которых также применяется цикл
улучшения Деминга Рlаn-Do-Chek-Act (планирование - осуществление -
проверка корректирующее воздействие).
Необходимость
создания на предприятии полноценной системы управления качеством (Quality
Management System, QM-системы) определяется, с одной стороны, требованиями
рынка, а, в некоторых случаях, и требованиями государственных органов. С другой
стороны, QM-система является важной составной частью системы управления
предприятием, влияющей на качество продукции или услуги и
конкурентоспособность. Для белорусских предприятий сертификация по ИСО 9000 –
это еще и пропуск на международный рынок, а также действенное средство для
эффективного улучшения работы всего предприятия.
Внедрение
эффективной QM-системы дает предприятию следующие преимущества:
·
расширение
рынка сбыта;
·
наглядность
управления процессами;
·
снижение
затрат и сокращение сроков освоения новых видов продукции, благодаря четкой
организации структуры и процессов;
·
рост
коллективизма;
·
повышение
гибкости перестройки процессов при изменяющихся требованиях и ожиданиях
заказчика;
·
снижение
риска ответственности за продукцию.
Следует отметить
неэффективность большинства проектов по внедрению систем управления качеством
на многих белорусских предприятиях по следующим причинам:
·
ограниченный
период времени работы со стандартами ИСО;
·
слабость
нормативной базы;
·
недостаточная
техническая оснащенность;
·
отсутствие
опыта и недостаток специалистов.
Особо следует
отметить еще одну очень важную проблему, связанную с подготовкой
QM-документации - трудоёмкость подготовки и актуализации пирамиды бумажных документов
QM-системы.
Здесь
реализуется принцип TQM – фокус на заказчика, основной смысл которого
заключается в том, чтобы сформировать такую корпоративную культуру, при которой
персонал осознает тот факт, что зарплату платит заказчик, а не руководитель
предприятия. Этому процессу служит еще один принцип TQM – принцип
«поставщик-заказчик» внутри предприятия, который помогает исключить потери,
повысить ответственность, устранить разобщенность и создать нормальный
внутренний климат в коллективе.
Непрерывный
мониторинг и анализ бизнес-процессов позволяют оценить разные направления
деятельности предприятия, главными из которых являются следующие:
·
взаимоотношения
с клиентом;
·
внутрихозяйственная
деятельность;
·
финансовое
обеспечение;
·
инновации,
развитие и обучение.
Каждому из
вышеперечисленных направлений можно сопоставить определенный набор показателей.
Например, взаимоотношения с клиентом можно оценить через степень удовлетворения
клиента, количество постоянных заказчиков, увеличение количества клиентов за
определенный промежуток времени, отсутствие жалоб и рекламаций.
ЗАКЛЮЧЕНИЕ
В настоящее время процесс
технической подготовки производства стал тем элементом которому необходимо
уделять такое же серьезное внимание как и бизнес-плану или любому другому
процессу связанному с организацией предприятия, в то время как еще совсем
недавно это было прерогативой различных конструкторских бюро и НИИ которые
разрабатывали технологии не особо ориентируясь на рынок сбыта, условия
производства и т.д. Это связано с тем, что в настоящее время с одной стороны
быстрыми темпами развивается мелкий и средний бизнес, а с другой стороны на наш
рынок технологического оборудования прорвались зарубежные производители которые
предлагают широкий ассортимент различных технологических линий включая их
установку и обслуживание. Это предполагает то, что предприниматель должен быть
ознакомлен с основным технологическим процессом по производству продукции и
четко представлять себе с какими типами технологического оборудования ему
предстоит работать и какие для этого потребуются ресурсы. Можно сказать, что в
настоящий момент процесс технической подготовки претерпел некоторые изменения и
в большинстве отраслей производства (особенно в легкой и пищевой) достаточно
провести хорошую технологическую подготовку производства, а сугубо техническую
часть предоставить поставщикам оборудования.
Для обеспечения конкурентоспособности продукции и
достаточного уровня рентабельности Кореличскому льнозаводу необходимо,
во-первых, улучшить качество производимой продукции и обеспечить увеличение
выхода длинного льноволокна. На решение данной задачи и нааправлена программа
модернизации производства и создания механизированных отрядов по выращиванию
льна. Во-вторых, в связи с возможными трудностями со сбытом короткого льноволокна
целесообразно увеличить расход короткого волокна на собственное производство
(выпуск веревки, шпагата, холстопрошивной ткани).
В качестве базовой
маркетинговой стратегии ОАО “Кореличи-Лен” следует принять стратегию
совершенствования товара, а именно увеличение выхода длинного льноволокна из
льнотресты. Соответственно, продукция завода должна позиционироваться на рынке
как более качественная и, соответственно, более дорогая, чем продукция
конкурентов.
СПИСОК
ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1.Ким С.А., Пушкин П.С.,
Овчинников С.И. Организация и планирование промышленного производства, - Минск:
“Вышэйшая школа”, -2002
2.Кожекин Г. Я., Синица
Л. М. Организация производства, - Минск: ИП “Экоперспектива”, - 2001
3.Синица Л.М., Шебеко
Н.Г. Организация производства: Учеб. пособие / Под общ. ред. Л.М. Синицы. –
Мн.: БГЭУ, 2001
4.Зайцев Н. Л. Экономика
промышленных предприятий. М. 2002 г.
5.Романенко И. В. Экономика предприятия. М. 2002 г.
6.Экономика предприятия/ В.Я.Хрипач, А.С.Головачев.
И.В.Головачева и др.; Под ред. В.Я.Хрипача; Академия управления при Президенте
Республики Беларусь. Кафедра экономики и организации производства. – Мн., 2002
7.Организация и
планирование машинно-строительного производства, - Под ред. М.И. Ипатова, В.И.
Постникова, М.К. Захаровой, - Москва: “Высшая школа”, - 2001 г.
8.Организация,
планирование и управление деятельностью промышленных предприятий, - Под ред.
С.Е. Каменицера, Ф.Ф. Русинова, - Москва: “Высшая школа”, -2002 г.
9.Золотогоров
В. Г.. Организация и планирование производства. Мн.. 2001 г
10.Финансы предприятий. Москва 2003 г. Е.И.Бородина, Ю.С.Голикова, Н.В.Колчина, З.М.Смирнова.
11.Анализ хозяйственно-финансовой деятельности предприятий.
Москва 2002 г. В.А.Раевский.