Ремонт обуви
3.
Выкраивание и пришивание
новой союзки.
·
Инструмент:
Отвертка
- для отрывания старой союзки. Нож закройный и брусовочный – для вырезания и
брусования новой союзки. Наждачная бумага – для взъерошивания подошвы с
внутренней части и материала. Крючок – для пришивания обуви по периметру.
Плоскогубцы – для отрывания старой союзки. Воск – для лощения нитки, для более
плотного скрепления ниток. Швейная машина китайского производства – для
пришивания союзки.
·
Материал:
Клей
Рапид – для приклеивания союзки к подошве. Нитки – для пришивания союзки к
обуви. Кожа натуральная – для выкраивания новой союзки. Воск - для лощения
ниток, чтоб была хорошая скрепляемость ниток.
·
Т.Б и П.Б:
После
использования клея, клей закрываем, очищаем кисточку от клея на тыльной стороне
доски с резиной. Клей должен храниться в герметичной металлической банке, в
специально отведенном месте. При вырезании новой союзки, закройный нож держим
от себя или с права на лево. Вырезаем на доске с резиной или на закройном
столе. Нож должен храниться в кожаном чехле, в верстаке. При прошивании подошвы
по периметру палец должен находиться на расстоянии 0,5 см от выкала крючка. При работе на машинке китайского производства необходимо соблюдать следующие
правила ТБ: Перед работой необходимо заправить машинку нитками, при работе на
машине пальцы держим на безопасном расстоянии от иглы.
·
Описание технологического
процесса выкраивания и пришивания новой союзки:
а) Разборка:
Закройным
ножом выпарываем старую союзку. Нижнюю часть отвёртки, аккуратно поддевая
минусовой отверткой, отрываем ее от подошвы. Кончиком ножа удаляем нитки со шва
на обуви.
б) Подготовительные операции:
Делаем лекало новой союзки, с припуском 5 мм под комплектацию. Закройным ножом выкраиваем новую союзку из кожи. Брусуем ножом края союзки
(под комплектацию 10 мм; под баковку 5 –7 мм). Зачищаем нижнюю часть союзки
наждачной бумагой, с наружной стороны и подошву с внутренней стороны для
улучшения адгезионных свойств. Клеем «Рапид» намазываем подошву, делаем
выдержку 10 –15 минут. Резиновым клеем намазываем союзку в местах под
комплектацию и баковку. Делаем выдержку 10 –15 минут. Забоковываем по краю
союзки. Отмеряем, необходимое количество нитки (подобранной по цвету) и лощим
воском.
в) Сборка:
Приклеиваем
союзку к берцам и простукиваем молотком для более плотного прилегания
поверхностей. Прошиваем на машинке китайского производства. Затягиваем
заготовку на колодку. Делаем активизацию клеевой плёнки над электроплитой на
расстоянии 10 – 15 см при температуре 50 – 70 градусов в течение 10 – 15
секунд. Совмещаем верх и низ обуви. Помещаем на постановку и простукиваем
молотком для более плотного прилегания поверхностей. Начиная с внутренней
стороны в геленочной части, начинаем прошивать по периметру ровными стежками от
8 до 10 мм в длину.
г) Отделка:
Удаляем
микропористой резиной излишки клея с верха и боковой поверхности обуви. Удаляем
излишки ниток.
·
Требования к качеству
выполненной работы:
Союзка должна соответствовать
цвету обуви, пришита без перекосов. Стежки должны быть ровными, узелки хорошо
утянуты. На поверхности не должно быть остатков клея, повреждения. Не должно
быть остатков ниток. Обувь должна иметь эстетический вид.
II. Описание
технологического процесса замены застёжки «молния».
ü
Инструменты.
Сапожный
нож – для подрезания старых ниток, выпаривание замка.
Кисточка
– для нанесения клея.
Плоскогубцы
– для удаления старых ниток.
Мрамор
– для намазывания клея.
Швейная
машина китайского производства – для прошивания новой молнии.
Наждачная
бумага – для удаления старого клея.
Зубная
щётка – для удаления излишков резинового клея.
ü
Материалы.
Новая
молния по цвету – для замены старой молнии.
Клей
«Резиновый» – для склеивания поверхность.
Нитки
по цвету и размеру иглы – для прошивания новой молнии.
ü
Т.Б,
П.Б.
Надеть специальную одежду закатать рукава или
застегнуть убрать волосы приготовится к работе, положить инструменты которые
нужны для ремонта обуви. Инструменты, которые мало используется подальше
положить, а которые чаше будем пользоваться положить поближе в правый угол
верстака. При работе с ножом, нож должен идти с право на лево или от себя. Клей
должен храниться в железной или герметичной банке в специальном отведенном
месте. Помещение должно хорошо проветриваться, вентиляция должна в естественном
состоянии. На плоскогубцы должны быть специальные резиновые ручки. Швейная
машинка китайского производства должна, исправна, смазана, настроена,
проверить прошивает или нет.
ü
Описание
технологического процесса замены застёжки молнии.
Разборка.
Сапожным ножом подрезаем ниточные крепления
старой молнии. Потом плоскогубцы удаляем старые нитки. Затем аккуратно убираем
старую молнию.
Подготовительная
операция.
Зачищаем наждачной бумагой поверхность
внутренней части обуви. На мраморе наносим кисточкой клей «Резиновый» на поверхность
внутренней части обуви и на молнию, делаем выдержку 10 – 15 мин. Потом обратно
на мраморе намазываем кисточкой клей «Резиновый» на поверхность внутренний
части обуви и на молнию. Делаем выдержку 10 – 15 мин. Выбираем нитки по цвету и
размеру иглы и заправляем машинку китайского производства, ставим иглу и
проверяем, прошивает или нет.
Сборка.
Совмещаем две поверхности в месте на
расстояние 5 мм. Потом прошиваем на машине китайского производства, на
расстояние 5 мм. Прошили, потом делаем закрепку прошиваем на три строчки назад,
затем натри вперёд, чтобы нитка не распускалась.
Отделка.
Убираем всякие узелки во внутрь обуви.
Удаляем излишки ниток сапожным ножом, а также удаляем излишки клея зубной
щёткой.
ü
Требование
качеству выпотных работ.
Стежки должен быть равномерными, узелки
хорошо утянуты. На поверхность недолжно остаток клей, повреждение, а также
недолжна, остаться нитка. Молния должна, крепко прикреплена к обуви. Бегунок
должен хорошо ходить по замку.
Описание
технологического процесса крепления подошвы клеевым методом.
ü
Инструмент.
Машина
МВК-1-0 – для взъерошивания и выравнивания поверхности обуви и поверхности
рубца.
Наждачная
бумага – для выполнения отделочных работ.
Отвёртка
минусовая – для подрывания подошвы.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания нового рубца.
Молоток
– для простукивания рубца, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
ü
Материалы.
Формованная
подошва – для замены старой.
Клей
«Наиритовый» – для склеивания поверхностей.
ü
Т.
Б, Э.Б и П. Б.
Проводка должна быть исправна. На полу перед
МВК-1-0 должен быть диэлектрический коврик. При работе на машине МВК-1-0 пальцы
рук должны находиться вне зоны вращения диска. При работе с ножом – нож должен
идти справа на лево, или от себя, чтобы не травмироваться. Нож должен быть
хорошо заточен. Запрещается работать не исправным инструментом. При работе с
молотков – пальцы должны находиться вне зоны удара молотка. Молоток должен,
хорошо насажен на рукоятке. Клей хранится в металлической банке в специально
отведённом месте. Не допускается применение открытого огня и электроплиты с
открытой спиралью. Не допускать превышение ПДК при работе с клеем. Отвертка
должна быть не сточенная, не иметь острых граней.
ü
Описание
технологического процесса ремонта подошвы клеевым методом.
Разборка.
Сапожным ножом отпарываем ниточное крепление.
Удаляем старые нитки. С помощью минусовой отвёртки подрываем по всему периметру
подошву, аккуратно не повредив верх обуви. Удаляем старую подошву.
Подготовительные
операции.
Взъерошиваем поверхность подошвы, затяжную
кромку верха обуви на машине МВК-1-0. При взъерошивании не допускается сквозное
повреждение кожи. После взъерошивания с подошвы удаляют пыль мягкой щёткой. Наносим
на поверхность подошвы и затяжную кромку верха обуви тонкий слой клея, широкой
волосяной кисточкой начиная от середины к краям. Делаем выдержку 10-15 минут
для того, чтобы клеевая плёнка подсохла. Сушку ведут при комнатной температуре.
Сборка.
Активизируем клеевую плёнку подошвы и
затяжной кромки верха обуви над электроплитой (с закрытой спиралью) на
расстоянии 10 – 15 см от поверхности, в течение 6 секунд при температуре 60-800
С. Аккуратно совмещаем две поверхности, чтобы не было перекосов. Простукиваем
молотком для более плотного прилегания двух склеиваемых поверхностей.
Отделка.
Удаляем излишки клея с боковой поверхности
обуви с помощью микропористой резины.
ü
Требования
к качеству выполняемой работы.
Подошва должна соответствовать размеру обуви.
Должна плотно прилегать к верху обуви, без перекосов, щелей. Клеевое крепление
должно обеспечивать водонепроницаемость по всему периметру соединения. Не
допускается повреждение верха обуви в процессе выполнения операции.
ü
Инструмент:
МВК
– 1 – 0 – для взъерошивания подошвы.
Наждачная
бумага – для зачистки мало изношенной части подошвы.
Молоток
– для простукивания подошвы.
Крючок
– для прошивки подошвы.
Кисточка
– для нанесения клея.
Сапожный
нож – для выполнения различных операций.
Отвёртка
плоская – для отрывания мало изношенной части подошвы.
Плоскогубцы
– для удаления ниток.
ü
Материалы:
Клей
«Рапид» – для склеивания поверхностей.
Нитки
капроновые – для крепления подошвы.
Воск
– для лощения нитки.
ü
ТБ
и ПБ:
При работе с ножом нож должен идти с право,
налево, или от себя.
Клей
должен храниться в железной, герметичной банке в специально отведённом месте.
Помещение должно хорошо проветриваться, вентиляция должна быть принудительной.
При работе на МВК – 1 – 0 необходимо соблюдать правила ТБ: запрещается работать
с распущенными рукавами, забинтованными пальцами, необходим резиновый коврик и
защитные очки. Не допускается оголённых проводов, жучков, не исправной
проводки. В помещении мастерской необходимы порошковые огнетушители марки ОУ –
5 в количестве 2 – ух штук. Молоток - хорошо насажан на рукоятку. Отвёртка –
рабочая поверхность с износом в пределах допустимого. Пальцы рук должны
находиться в не зоны удара молотка. При прошивании палец должен находиться на
расстоянии 5 – 7 мм выкала от крючка.
ü
Описание
технологического процесса постановки новых набоек.
Разборка:
Сапожным ножом подрезаем ниточное крепление
мало изношенной части подошвы. Удаляем нитки плоскогубцами. Отрываем подошву
плоской отвёрткой.
Подготовительные
операции:
Зачищаем наждачной бумагой поверхности мало
изношенной подошвы, и низ верха обуви по затяжной кромке. Кисточкой наносим
клей на поверхность мало изношенной подошвы и затяжную кромку.
Делаем
выдержку 10 –15 минут. Отмеряем необходимое количество нитки подобранной по
цвету и лощим воском.
Сборка:
Производим активизацию клеевой плёнки над
электроплитой на расстоянии 10 – 15 см, при температуре 50 – 60 градусов в
течение 15 – 20 секунд. Совмещаем две склеиваемые поверхности и простукиваем
молотком для более плотного прилегания двух склеиваемых поверхностей. Начиная с
внутренней стороны в геленочной части, начинаем прошивать по периметру ровными
стежками от 8 до 10 мм в длину.
Отделка:
Удаляем микропористой резиной излишки клея с
верха и боковой поверхности обуви. Удаляем излишки ниток.
ü
Требования
к качеству выполненной работы:
Стежки
должны быть ровными, узелки хорошо утянуты. На поверхности не должно быть
остатков клея, повреждения. Не должно быть остатков ниток. Обувь должна иметь
эстетический вид. Подошва должна плотно прилегать к верху обуви. Не должно быть
складок и морщин.
II. Описание
технологического процесса ремонта формованного пластмассового каблука.
ü
Инструменты.
Сапожный
молоток – для простукивания и прибивание.
Отвёртка
шлицевая – для подрывания старого каблука.
Отвёртка
фигурная – для удаления шурупов крепления старого каблука.
МВК-1-0
– для взъерошивания поверхности пяточной части подошвы.
Электроплита
– для активизации клеевой плёнки.
Постановка
– для производства мелкого и среднего ремонта низа обуви.
Наждачная
бумага – для полирования поверхности.
Микропористая
резина – для удаления излишки клея.
Кисточка:
1 – для нанесения клея. 2 – для подкрашивания поверхности каблука.
Кусачки
– для удаления гвоздевого крепление.
ü
Материалы.
Каблук
формованный – для замены старого каблука.
Клей
«Наиритовый» – для склеивания поверхности.
Краска
«Карат» – для подкрашивания каблука.
Шурупы
– для крепления каблука.
ü
Т.Б.
и П.Б.
Надеть специальную одежду закатать рукава или
застегнуть, убрать волосы приготовится к работе, положить инструменты которые
нужны для ремонта обуви. Инструменты, которые мало используется подальше
положить, а которые чаше будем пользоваться положить поближе в правый угол
верстака. При работе с ножом, нож должен идти с право на лево или от себя. Клей
должен храниться в железной или герметичной банке в специальном отведенном
месте. Помещение должно хорошо проветриваться, вентиляция должна в естественном
состоянии. При работе с электроплитой недолжно никаких оголенных проводов, не
допускается с перебинтованным пальцем, распушенными волосами, рукавами, должен
резиновый коврик, а также технику безопасность. Молоток должен, хорошо насажен
на ручку, пальцы рук должен находиться в не зоне удара молотка. При работе
МВК-1-0 необходимо соблюдать технику безопасность, запрещается работать с
распушенными волосами, рукавами, забинтованными пальцами, должен резиновый
коврик, защитные очки. Не допускается оголенные провода. Пальцы рук не должны
находиться вне зоны вращающего круга. Отвёртка должна быть острой и без зазубрин.
ü
Описание
технологического процесса ремонта резинового каблука.
Разборка.
Удаляем шурупы с помощью фигурной отвёртки.
Удаляем старый каблук с помощью шлицевой отвёртки.
Подготовительная
операция.
Зачищаем наждачной бумагой поверхность
каблука. На машине МВК-1-0 взъерошиваем поверхность пяточной части подошвы.
Наносим кисточкой клей «Наиритовый» на поверхность каблука и пяточной части
подошвы тонким слоем начиная от середины к краям. Делаем выдержку 10 – 15 мин.
Приготавливаем каблучные шурупы.
Сборка.
Производим активизацию клеевой плёнки на
поверхность каблука и пяточной части подошвы. Над электроплитой на расстояние
10 – 15 мм, при температуре 50 – 600С в течение 15 – 20 секунд.
Совмещаем две поверхности вместе, потом простукиваем молотком для более
прочного крепление, потом крепим шурупами с помощью фигурной отвёртки. На
расстояние 10 – 15 мм от края каблука.
Отделка.
Удаляем излишки клея с помощью микропористой
резиной. Затем красим краской «Карат» каблук кисточкой. Вкладываем вкладную стельку.
ü
Требование
качеству выпотных работ.
На
поверхности не должен остаться клей и на поверхности, а так же хорошо
покрашено. Каблук должен, крепко прикреплен к верху обуви. Каблук должен быть
одного размера в паре
5. Вставить внутренние
задники.
·
Инструменты:
Нож сапожный –
для удаление излишков материала. Нож закройный – для выкраивания задника.
Отвёртка минусовая – для удаления основной стельки. Молоток – для околачивания
поверхности задника и верха обуви. Бокорезы – для удаление гвоздей. Кисточка – для
нанесения клея. Нож брусовочный – для брусовки задника.
·
Материалы:
Чепрак – для нового задника.
Клей «Рапид» – для склеивания поверхностей. Гвозди – для крепления задника.
·
ТБ и ПБ:
Инструмент,
применяемый при производстве работ должен быть в исправном состоянии,
молоток-рукоятка плотно насажана, нож – хорошо заточен, отвёртка – рабочая
поверхность с износом в пределах допустимого. При работе с ножом нож должен
идти с право, налево, или от себя. Клей должен хранится в железной, герметичной
банке в специально отведённом месте. Пальцы рук должны находится в не зоны
удара молотка.
·
Описание технологического
процесса вставки внутренних задников:
а) Разборка:
Удаляем вкладную стельку.
Удаляем основную стельку отвёрткой, подняв подклат. Удаляем задник с помощью
отвёртки.
б) Подготовительные операции:
Выкраиваем
закройным ножом из чепрака заготовку задника по лекалу. Замачиваем заготовку в
теплой воде, провяливаем. Сбрусовываем ножом по краю заготовки задника на
расстоянии 10 – 15 мм по всему периметру. Заготовку задника формуем на колодку
необходимого размера и фасона, и крепим гвоздями и ставим сушить. После того
как задник высох, удаляем бокорезами гвозди и снимаем задник с колодки. Наносим
клей «Рапид» на поверхности: задника, полустельки, подкладки. Делаем выдержку
10 – 15 минут.
в) Сборка:
Активируем клеевую плёнку над
электроплитой при температуре 50 – 70 градусов на расстоянии 10 –15 см от
поверхности плиты, в течение 10 –15 секунд. Вклеиваем задник симметрично оси
пяточной части обуви. Разглаживаем подклат. Простукиваем молотком для более
плотного прилегания. Вклеиваем основную стельку, полустельку и вкладываем
вкладную стельку.
г)
Отделка:
Удаляем излишки клея. Приводим
в товарный вид.
·
Требования качества:
Подклат
должен, хорошо разглажен, не должно быть морщин и складок. Задник должен быть
вклеен аккуратно без перекосов, симметрично относительно оси пяточной части
обуви. Задник не должен создавать дискомфорт при носки обуви и быть устойчивым
к деформации.
4. Вставить мягкие
задники.
·
Инструмент:
Крючок ушивочный – для пришивания задника к
обуви. Нож закройный – для выкраивания задника. Кисточка – для нанесения клея.
Нож сапожный – для различных операций.
·
Материал:
Клей «Рапид» – для приклеивания задника.
Ткань – для изготовления мягкого задника.
·
ТБ
и ПБ:
При работе нож должен, хорошо наточен,
резать ножом необходимо от себя (с право на лево) когда обрезаешь деталь. Клей
должен хранится в железной, герметичной банке в специально отведённом месте.
Помещение должно хорошо проветриваться, вентиляция должна быть принудительной.
При пришивании мягкого задника палец должен находиться на расстоянии 0,5 см от выкала крючка.
·
Описание
технологического процесса постановки мягкого задника:
а) Разборка:
Удаляем вкладную стельку. Удаляем старый
мягкий задник с помощью сапожного ножа. Удаляем остатки ниток кончиком
сапожного ножа.
б) Подготовительные
операции:
Изготавливаем лекало из бумаги по размерам
старого задника. Для лучшего прилегания задника на лекале делаются вырезы в
форме треугольников. Из материала закройным ножом выкраиваем задник. Наносим
клей на поверхность задника и внутреннюю часть обуви. Делаем выдержку 10 – 15
минут. Производим подбор ниток по цвету, толщине и обрабатываем воском.
в) Сборка:
На электроплите производим активизацию
клеевой плёнки при температуре 50 – 70 градусов, в течение 10 – 15 секунд на
расстоянии 10 – 15 см от поверхности плитки. Производим соединение обуви и
задника, затем разглаживаем задник по поверхности обуви. Прошиваем ушивочным
крючком.
г) Отделка:
Обрезаем нитки, удаляем клей. Проверяем
плотность прилегания задника к обуви. Вставляем вкладную стельку.
·
Требования
к качеству выполненной работы:
Работа должна быть выполнена аккуратно, без
повреждения. Недопустимо загрязнение клеем. Мягкий задник должен быть выкроен
аккуратно без зарезов. Не должно быть складок и морщин. Не должно быть
дискомфорта при носке обуви.
I.
Технология вклеивания
мягкого задника.
Для выполнения операций по ремонту используется
следующий инвентарь:
– Инструмент.
Нож
брусовочный – для сбрусовывания краёв мягкого задника.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания мягкого задника.
Молоток
– для простукивания, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
Крючок
(ушивочный) – для прошивания краёв надпяточника.
– Материалы.
Клей
наиритовый – для склеивания поверхностей.
Микропористая
резина – для удаления остатков клея.
Кожа
– для нового задника.
Нитки
(по цвету) – для прошивания.
Воск
– для лощения нитки.
При
выполнении операций по пришиванию нового мягкого задника, необходимо соблюдать
правила техники безопасности, пожарной безопасности и электробезопасности:
– Т. Б, Э.Б и П. Б.
При
работе с ножом – нож должен идти справа на лево, или от себя, чтобы не
травмироваться.
Нож
должен быть хорошо заточен.
Запрещается
работать не исправным инструментом.
При
работе с молотков – пальцы должны находиться вне зоны удара молотка.
Молоток
должен, хорошо насажен на рукоятке.
Клей
хранится в металлической банке в специально отведённом месте.
Не
допускается применение открытого огня и электроплиты с открытой спиралью.
Не
допускать превышение ПДК при работе с клеем.
При
работе с крючком палец должен находиться на расстоянии 0,5 мм от выкала крючка.
–
Описание технологического
процесса пришивания нового мягкого задника.
При
выполнении постановки нового мягкого задника на изношенную часть обуви
выполняют следующие технологические операции.
1) Разборка.
Подрезаем
нитки на старом мягком заднике с помощью сапожного ножа. Удаляем вкладную стельку.
Удаляем старый мягкий задник.
2) Подготовительные операции.
С
помощью закройного ножа выкраиваем из кожи новый мягкий задник по размеру и
цвету. Спускаем края мягкого задника по нижней части брусовочным ножом.
Закройным ножом делаем зубцы на нижнем крае мягкого задника. Отмеряем,
необходимое количество нитки для прошивания мягкого задника. Нитки лощим
воском, для того чтобы при прошивании нитки не лохматились и не гнили при
носке. Наносим клей, тонким слоем начиная от середины к краям на поверхность
мягкого задника, и внутреннюю пяточную часть задника обуви широкой волосяной
кисточкой.
3) Сборка.
На сырую пока не подсох клей приклеиваем мягкий
задник. Аккуратно совмещаем две поверхности, чтобы не было перекосов. Плотно
разглаживаем мягкий задник, чтобы не было бугров и складок. С помощью
ушивочного крючка прошиваем по краю мягкого задника. Стежки длиной 2 мм. Делаем закрепку, чтобы нитка не распускалась.
4) Отделка.
Обрезаем лишние нитки сапожным ножом, микропористой
резиной удаляем излишки клея. Сапожным ножом обрезаем излишки краёв мягкого
задника. Вкладываем стельку.
– Требования к качеству выполненной работы.
Мягкий
задник должен выкраиваться из кожи. Мягкий задник должен быть, прочно приклеен,
и плотно прилегать к изношенной части обуви. Стежки должны быть одинаковой
длины, находиться на одинаковом расстоянии от края мягкого задника. Не должно
быть складок и перекосов на внутренней части мягкого задника.
II.
Технология вклеивания
мягкого задника.
Для выполнения операций по ремонту используется
следующий инвентарь:
– Инструмент.
Нож
брусовочный – для сбрусовывания краёв мягкого задника.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания мягкого задника.
Молоток
– для простукивания, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
Крючок
(ушивочный) – для прошивания краёв надпяточника.
– Материалы.
Клей
наиритовый – для склеивания поверхностей.
Микропористая
резина – для удаления остатков клея.
Кожа
– для нового задника.
Нитки
(по цвету) – для прошивания.
Воск
– для лощения нитки.
При
выполнении операций по пришиванию нового мягкого задника, необходимо соблюдать
правила техники безопасности, пожарной безопасности и электробезопасности:
– Т. Б, Э.Б и П. Б.
При
работе с ножом – нож должен идти справа на лево, или от себя, чтобы не
травмироваться.
Нож
должен быть хорошо заточен.
Запрещается
работать не исправным инструментом.
При
работе с молотков – пальцы должны находиться вне зоны удара молотка.
Молоток
должен, хорошо насажен на рукоятке.
Клей
хранится в металлической банке в специально отведённом месте.
Не
допускается применение открытого огня и электроплиты с открытой спиралью.
Не
допускать превышение ПДК при работе с клеем.
При
работе с крючком палец должен находиться на расстоянии 0,5 мм от выкала крючка.
–
Описание технологического
процесса пришивания нового мягкого задника.
При
выполнении постановки нового мягкого задника на изношенную часть обуви
выполняют следующие технологические операции.
5) Разборка.
Подрезаем
нитки на старом мягком заднике с помощью сапожного ножа. Удаляем вкладную
стельку. Удаляем старый мягкий задник.
6) Подготовительные операции.
С
помощью закройного ножа выкраиваем из кожи новый мягкий задник по размеру и
цвету. Спускаем края мягкого задника по нижней части брусовочным ножом.
Закройным ножом делаем зубцы на нижнем крае мягкого задника. Отмеряем,
необходимое количество нитки для прошивания мягкого задника. Нитки лощим
воском, для того чтобы при прошивании нитки не лохматились и не гнили при
носке. Наносим клей, тонким слоем начиная от середины к краям на поверхность
мягкого задника, и внутреннюю пяточную часть задника обуви широкой волосяной
кисточкой.
7) Сборка.
На сырую пока не подсох клей приклеиваем мягкий
задник. Аккуратно совмещаем две поверхности, чтобы не было перекосов. Плотно
разглаживаем мягкий задник, чтобы не было бугров и складок. С помощью
ушивочного крючка прошиваем по краю мягкого задника. Стежки длиной 2 мм. Делаем закрепку, чтобы нитка не распускалась.
8) Отделка.
Обрезаем лишние нитки сапожным ножом, микропористой
резиной удаляем излишки клея. Сапожным ножом обрезаем излишки краёв мягкого
задника. Вкладываем стельку.
– Требования к качеству выполненной работы.
Мягкий
задник должен выкраиваться из кожи. Мягкий задник должен быть, прочно приклеен,
и плотно прилегать к изношенной части обуви. Стежки должны быть одинаковой
длины, находиться на одинаковом расстоянии от края мягкого задника. Не должно
быть складок и перекосов на внутренней части мягкого задника.
III. Описание
технологического процесса изготовления меховых стелек.
ü
Инструменты:
Молоток
сапожный – для околачивания стельки.
Нож
сапожный – для различных операций.
Отвёртка
плоская – для удаления полустельки, стельки.
Кисточка
– для нанесения клея.
Наждачная
бумага – для зачистки поверхности.
Нож
брусовочный – для брусовки геленочной части полустельки. Отвёртка фигурная –
для удаления крепления каблука.
ü
Материал:
Кож
картон – для стельки.
Мех
– для верха стельки.
Клей
«Рапид» – для склеивания поверхностей.
Шурупы
– для крепления каблука.
ü
ТБ
и ПБ:
Рабочее место следует размещать таким
образом, чтобы к нему был обеспечен максимальный доступ света. Необходимо
промывать оконные стёкла, рабочее место содержать в порядке и чистоте.
Инструмент должен лежать в специально отведённом месте, ножи должны хранится в
чехлах. При работе нож должен, хорошо наточен, резать ножом нужно от себя (с
право на лево) когда обрезаешь деталь. Молоток должен быть хорошо закреплён на
рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей должен храниться в
герметичной металлической банке в специально отведённом месте. Аварийные выходы
свободны. Не допускать превышения допустимых концентраций (ПДК). Огнетушители
находятся в отведённом месте.
ü
Описание
технологического процесса вставки полустельки:
Разборка:
Удаляем старую вкладную меховую стельку.
Подготовительные
операции:
Закройным ножом выкраиваем из кож картона
новую стельку, а из меха верх стельки. Кисточкой наносим клей «Рапид» на меховой
верх стельки и стельку начиная с середины к краям. Даём выдержку 10 –15 минут.
Сборка:
Делаем активизацию клеевой плёнки над
электроплитой при температуре 50 – 70 градусов в течение 10 – 15 секунд на
расстоянии 10 – 15 см от поверхности плитки. Приклеиваем меховой верх на стельку.
Помещаем на постановку и простукиваем молотком для более плотного прилегания
поверхностей. Вкладываем вкладную стельку.
Отделка:
Проверить плотное прилегание мехового верха к
стельке. Убрать лишний клей на подкладке.
ü
Требования
к качеству выполненной работы:
Работа должна быть выполнена аккуратно, без
повреждений. Недопустимо загрязнение клеем. Стелька вырезана аккуратно, без
зарезав.
Название изделия – «БУРКИ».
Материал:
Фетр (войлок) – для
изготовления верха, и низа Бурок.
Кожа натуральная (коричневого
цвета) – для отделки деталей верха.
Клей «Наиритовый» - для
склеивания подошвы.
Нитки капроновые – для сборки
деталей бурок.
Микропористая резина – для
подошвы и каблука.
Инструмент:
Нож закройный – для раскроя
материала.
Нож сапожный – для обрезки
излишков материала.
Кисточка – для нанесения клея.
Постановка – для удобства
простукивания деталей.
Доска ученическая – для
работы с клеем.
Крючок средний – для сшивания
деталей верха и низа Бурок.
Молоток сапожный – для
простукивания низа и околачивания верха Бурок.
Подошва
и каблуки изготавливается из микропористой резины чёрного цвета.
Стельки
или основная внутренняя подошва изготавливается из фетра или войлока для того.
Чтобы было комфортно и тепло.
Последовательность:
Из
куска бумаги делается лекало половинки бурок. Затем подготавливается необходимый
материал кожа, нитки, фетр или войлок. Закройным ножом раскраивается кусок
фетра (войлока) по лекалу с припуском 3-5 мм (на обработку). Выкраиваются полоски из кожи для отделки боковой поверхности верха бурок шириной 1-1,5 см. Подготавливаются нитки необходимой длины, вощатся воском (для того, чтобы нитка не
лохматилась в процессе прошивки, и не гнила в процессе носки). Подбирается
колодка соответствующего размера.
Сборка:
С помощью толстого
крючка начинаем сшивать две половинки заготовок бурок, начиная с носочной
части. Шьём зигзагообразной строчкой стягивая две стороны, при этом учитываем
изгиб соединения. После того как две половинки сшиты приступаем к пришиванию
деталей к верху обуви – это полоски на боковые поверхности верха бурок, в
носочной части и пяточной части пришиваем кожаные носки и надпяточники
соответственно. Используем при выполнении данной операции швейную машину
китайского производства. После прикрепления деталей затягиваем заготовку на
колодку. Пришиваем с помощью крючка подошву из фетра (войлока). Затем наносим
на поверхность клей, ждём 10-15 минут, активизируем над электроплитой
поверхность подошвы из фетра (войлока) и неходовую часть подошвы из
микропористой резины. Совмещаем две поверхности, прижимаем плотно, без
перекосов. Помещаем на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Затем приклеиваем каблук и повторяем активизацию и
простукивание.
Отделка:
Обрезаем
излишки материала с помощью сапожного ножа. Удаляем излишки ниток и клея.
Приводим обувь в товарный вид.
1.
Обработать и вставить
полустельку.
·
Инструменты:
Молоток сапожный – для околачивания стельки. Нож сапожный –
для различных операций. Отвёртка плоская – для удаления полустельки, стельки.
Кисточка – для нанесения клея. Наждачная бумага – для зачистки поверхности. Нож
брусовочный – для брусовки геленочной части полустельки. Отвёртка фигурная –
для удаления крепления каблука.
·
Материал:
Кож
картон – для полустельки. Сукно – для подпяточника. Клей «Рапид» – для
склеивания поверхностей. Шурупы – для крепления каблука.
·
ТБ и ПБ:
Рабочее
место следует размещать таким образом, чтобы к нему был обеспечен максимальный
доступ света. Необходимо промывать оконные стёкла, рабочее место содержать в
порядке и чистоте. Инструмент должен лежать в специально отведённом месте, ножи
должны хранится в чехлах. При работе нож должен, хорошо наточен, резать ножом
нужно от себя (с право на лево) когда обрезаешь деталь. Молоток должен быть
хорошо закреплён на рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей
должен хранится в герметичной металлической банке в специально отведённом
месте. Аварийные выходы свободны. Не допускать превышения допустимых
концентраций (ПДК). Огнетушители находятся в отведённом месте.
·
Описание технологического
процесса вставки полустельки:
а) Разборка:
Удаляем вкладную стельку, мягкий подпяточник, крепление каблука и
полустельку.
б) Подготовительные операции:
Закройным ножом выкраиваем из кож картона новую
полустельку. По старому мягкому подпяточнику выкраиваем закройным ножом новый
подпяточник из сукна. Брусовочным ножом сбрусовываем полустельку в геленочной
части на расстоянии 10 – 15 мм. Кисточкой наносим клей «Рапид» на внутреннюю
часть обуви, мягкий подпяточник и полустельку начиная с середины к краям. Даём
выдержку 10 –15 минут.
в) Сборка:
Делаем активизацию клеевой плёнки над электроплитой
при температуре 50 – 70 градусов в течение 10 – 15 секунд на расстоянии 10 – 15 см от поверхности плитки. Приклеиваем полустельку. Помещаем на постановку и простукиваем молотком
для более плотного прилегания поверхностей. Шурупами крепим каблук. Шурупы
прикручиваем под углом к оси каблука, так чтобы головки шурупов были утоплены в
полустельке. Вклеиваем мягкий подпяточник. Вкладываем вкладную стельку.
г) Отделка:
Проверить плотное прилегание стельки, полустельки.
Убрать лишний клей на подкладке.
·
Требования к качеству
выполненной работы:
Работа должна быть выполнена аккуратно, без повреждений. Недопустимо
загрязнение клеем. Стелька вырезана аккуратно, без зарезав. Подпяточник должен
хорошо смягчать крепление каблука, при носке не должно ничего довить ногу.
·
Инструменты:
Молоток сапожный – для околачивания стельки. Нож сапожный –
для различных операций. Отвёртка плоская – для удаления полустельки, стельки.
Кисточка – для нанесения клея. Наждачная бумага – для зачистки поверхности. Нож
брусовочный – для брусовки геленочной части полустельки. Отвёртка фигурная –
для удаления крепления каблука.
·
Материал:
Кож
картон – для полустельки. Сукно – для подпяточника. Клей «Рапид» – для
склеивания поверхностей. Шурупы – для крепления каблука.
·
ТБ и ПБ:
Рабочее
место следует размещать таким образом, чтобы к нему был обеспечен максимальный
доступ света. Необходимо промывать оконные стёкла, рабочее место содержать в
порядке и чистоте. Инструмент должен лежать в специально отведённом месте, ножи
должны хранится в чехлах. При работе нож должен, хорошо наточен, резать ножом
нужно от себя (с право на лево) когда обрезаешь деталь. Молоток должен быть
хорошо закреплён на рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей
должен хранится в герметичной металлической банке в специально отведённом
месте. Аварийные выходы свободны. Не допускать превышения допустимых
концентраций (ПДК). Огнетушители находятся в отведённом месте.
·
Описание технологического
процесса вставки полустельки:
а) Разборка:
Удаляем вкладную стельку, мягкий подпяточник, крепление каблука и
полустельку.
б) Подготовительные операции:
Закройным ножом выкраиваем из кож картона новую
полустельку. По старому мягкому подпяточнику выкраиваем закройным ножом новый
подпяточник из сукна. Брусовочным ножом сбрусовываем полустельку в геленочной
части на расстоянии 10 – 15 мм. Кисточкой наносим клей «Рапид» на внутреннюю
часть обуви, мягкий подпяточник и полустельку начиная с середины к краям. Даём
выдержку 10 –15 минут.
в) Сборка:
Делаем активизацию клеевой плёнки над электроплитой
при температуре 50 – 70 градусов в течение 10 – 15 секунд на расстоянии 10 – 15 см от поверхности плитки. Приклеиваем полустельку. Помещаем на постановку и простукиваем молотком
для более плотного прилегания поверхностей. Шурупами крепим каблук. Шурупы
прикручиваем под углом к оси каблука, так чтобы головки шурупов были утоплены в
полустельке. Вклеиваем мягкий подпяточник. Вкладываем вкладную стельку.
г) Отделка:
Проверить плотное прилегание стельки, полустельки.
Убрать лишний клей на подкладке.
·
Требования к качеству
выполненной работы:
Работа должна быть
выполнена аккуратно, без повреждений. Недопустимо загрязнение клеем. Стелька
вырезана аккуратно, без зарезав. Подпяточник должен хорошо смягчать крепление
каблука, при носке не должно ничего довить ногу.
·
Инструменты:
Молоток сапожный – для околачивания стельки. Нож
сапожный – для различных операций. Отвёртка плоская – для удаления полустельки,
стельки. Кисточка – для нанесения клея. Наждачная бумага – для зачистки
поверхности. Нож брусовочный – для брусовки геленочной части полустельки.
Отвёртка фигурная – для удаления крепления каблука.
·
Материал:
Кож
картон – для полустельки. Сукно – для подпяточника. Клей «Рапид» – для
склеивания поверхностей. Шурупы – для крепления каблука.
·
ТБ и ПБ:
Рабочее
место следует размещать таким образом, чтобы к нему был обеспечен максимальный
доступ света. Необходимо промывать оконные стёкла, рабочее место содержать в
порядке и чистоте. Инструмент должен лежать в специально отведённом месте, ножи
должны хранится в чехлах. При работе нож должен, хорошо наточен, резать ножом
нужно от себя (с право на лево) когда обрезаешь деталь. Молоток должен быть
хорошо закреплён на рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей
должен хранится в герметичной металлической банке в специально отведённом
месте. Аварийные выходы свободны. Не допускать превышения допустимых
концентраций (ПДК). Огнетушители находятся в отведённом месте.
·
Описание технологического
процесса вставки полустельки:
а) Разборка:
Удаляем вкладную стельку, мягкий подпяточник, крепление каблука и
полустельку.
б) Подготовительные операции:
Закройным ножом выкраиваем из кож картона новую
полустельку. По старому мягкому подпяточнику выкраиваем закройным ножом новый
подпяточник из сукна. Брусовочным ножом сбрусовываем полустельку в геленочной
части на расстоянии 10 – 15 мм. Кисточкой наносим клей «Рапид» на внутреннюю
часть обуви, мягкий подпяточник и полустельку начиная с середины к краям. Даём
выдержку 10 –15 минут.
в) Сборка:
Делаем активизацию клеевой плёнки над электроплитой
при температуре 50 – 70 градусов в течение 10 – 15 секунд на расстоянии 10 – 15 см от поверхности плитки. Приклеиваем полустельку. Помещаем на постановку и простукиваем молотком
для более плотного прилегания поверхностей. Шурупами крепим каблук. Шурупы
прикручиваем под углом к оси каблука, так чтобы головки шурупов были утоплены в
полустельке. Вклеиваем мягкий подпяточник. Вкладываем вкладную стельку.
г) Отделка:
Проверить плотное прилегание стельки, полустельки.
Убрать лишний клей на подкладке.
·
Требования к качеству
выполненной работы:
III. Описание
технологического процесса изготовления стелек с обтяжкой тканью.
ü
Инструменты:
Молоток
сапожный – для околачивания стельки.
Нож
сапожный – для различных операций.
Отвёртка
плоская – для удаления полустельки, стельки.
Кисточка
– для нанесения клея.
Наждачная
бумага – для зачистки поверхности.
Нож
брусовочный – для брусовки геленочной части полустельки. Отвёртка фигурная –
для удаления крепления каблука.
ü
Материал:
Кож
картон – для стельки.
Ткань
– для верха стельки.
Клей
«Рапид» – для склеивания поверхностей.
Шурупы
– для крепления каблука.
ü
ТБ
и ПБ:
Рабочее место следует размещать таким
образом, чтобы к нему был обеспечен максимальный доступ света. Необходимо
промывать оконные стёкла, рабочее место содержать в порядке и чистоте.
Инструмент должен лежать в специально отведённом месте, ножи должны хранится в
чехлах. При работе нож должен, хорошо наточен, резать ножом нужно от себя (с
право на лево) когда обрезаешь деталь. Молоток должен быть хорошо закреплён на
рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей должен храниться в
герметичной металлической банке в специально отведённом месте. Аварийные выходы
свободны. Не допускать превышения допустимых концентраций (ПДК). Огнетушители
находятся в отведённом месте.
Описание
технологического процесса изготовления стелек с обтяжкой тканью.
Разборка:
Удаляем старую вкладную стельку, обтянутую
тканью.
Подготовительные операции:
Закройным ножом выкраиваем из кож картона
новую стельку, а из ткани верх стельки с припуском 1,5-2 см. Кисточкой наносим клей «Наиритовый» на ткань верха стельки и стельку начиная с середины к
краям. Даём выдержку 10 –15 минут.
Сборка:
Делаем активизацию клеевой плёнки над
электроплитой при температуре 50 – 700 С в течение 10 – 15 секунд на
расстоянии 10 – 15 см от поверхности плитки. Приклеиваем ткань на стельку и
загибаем края. Помещаем на постановку и простукиваем молотком для более
плотного прилегания поверхностей. Вкладываем вкладную стельку.
Отделка:
Проверить плотное прилегание ткани к стельке.
Убрать лишний клей на подкладке.
ü
Требования
к качеству выполненной работы:
Работа должна быть выполнена аккуратно, без
повреждений. Недопустимо загрязнение клеем. Стелька вырезана аккуратно, без
зарезав.
ПЛАН.
I. Характеристика мастерской.
II. Технологический процесс замены
профилактической подмётки.
- Инструмент.
- Материал.
- ТБ. ПБ. ЭБ.
ОТ.
- Описание
технологического процесса замены профилактической подмётки.
Разборка.
Подготовительная
операция.
Сборка.
Отделка.
- Требования
к качеству выполненной работы.
III. Технологический процесс замены
формованных пластмассовых каблуков.
- Инструмент.
- Материал.
- ТБ. ПБ. ЭБ.
ОТ.
- Описание
технологического процесса замены формованных пластмассовых каблуков.
Разборка.
Подготовительная
операция.
Сборка.
Отделка.
- Требования
к качеству выполненной работы.
IV. Технологический процесс постановки
заплат к верху валяной обуви.
- Инструмент.
- Материал.
- ТБ. ПБ. ЭБ.
ОТ.
- Описание
технологического процесса постановки заплат к верху валяной обуви.
Разборка.
Подготовительная
операция.
Сборка.
Отделка.
- Требования
к качеству выполненной работы.
V. Технологический процесс крепления
подошвы клеевым методом.
- Инструмент.
- Материал.
- ТБ. ПБ. ЭБ.
ОТ.
- Описание
технологического процесса крепления подошвы клеевым методом.
Разборка.
Подготовительная
операция.
Сборка.
Отделка.
- Требования
к качеству выполненной работы.
VI. Выводы и предложение по улучшению
культуры обслуживания в мастерской по ремонту обуви.
II. Технологический процесс
замены профилактической подмётки.
ü
Инструменты:
Нож
сапожный – для удаления излишков материала.
Нож
брусовочный – для брусовки профилактики в геленочной части. Рашпиль – для взъерошивания
поверхности материала и подошвы. Наждачная бумага – для обработки профилактики.
Молоток
сапожный – для околачивания профилактики.
Отвёртка
шлицевая – для удаления изношенной профилактики. Плоскогубцы – для удаления
профилактики.
МВК
– 1 – 0 – для взъерошивания поверхности подошвы и профилактики.
Нож
закройный – для выкраивания новой профилактики.
Щётка
– для удаления пыли, полирования поверхности.
Кисточка
– для нанесения клея на поверхность профилактики и подошвы.
Кисточка
– для нанесения краски «Карат».
Постановка
– для простукивания на ней обуви.
Доска
ученическая – для раскроя, и нанесения клея.
Электроплита
– для активизации клеевой поверхности.
ü
Материалы:
Профилактика
(коже подобная резина) – для новой профилактики.
Клей
«Наиритовый» – для склеивания поверхностей.
Тексы
– для вбивания как контроля.
Краска
«Карат» - для окрашивания боковой поверхности обуви.
ü
ТБ,
ПБ, ЭБ и ОТ:
Перед работой необходимо надеть фартук,
приготовить рабочее место, проверить исправность инструментов.
При работе с ножом нож должен идти с право,
налево, или от себя. Клей должен храниться в железной, герметичной банке в
специально отведённом месте. Помещение должно хорошо проветриваться, вентиляция
должна быть принудительной. При работе на МВК – 1 – 0 необходимо соблюдать
правила ТБ: запрещается работать с распущенными рукавами, забинтованными
пальцами, необходим резиновый коврик и защитные очки. Обувь удерживают двумя
руками, подают плавно во избежание возгорания материала. Не допускается
оголённых проводов, жучков, не исправной проводки. Вилка электроплиты должна
быть в исправном состоянии. При работе с молотком, пальцы рук должны находиться
вне зоны удара молотка. В помещении мастерской необходимы порошковые
огнетушители марки ОУ-5.
ü
Описание
технологического процесса постановки профилактической подошвы.
Разборка:
Берём обувь и нагреваем её над
электроплиткой, для лучшего удаления старой профилактики. С помощью отвёртки
подрываем профилактику по периметру и удаляем с помощью плоскогубцев.
Подготовительные
операции:
Зачищаем поверхность подошвы на МВК – 1 –
0,так чтобы поверхность была ровной. С помощью закройного ножа выкраиваем новую
профилактику с припуском 2 – 3 мм из профилактического материала или коже
подобной резины. Зачищаем профилактику на МВК – 1 – 0, сбрусовываем брусовочным
ножом в геленочной части на расстоянии 1-1,5 см и дорабатываем с помощью рашпиля. Удаляем пыль щёткой с поверхности профилактики и подошвы.
Наносим клей «Наиритовый» тонким слоем на поверхность профилактики и подошвы жесткой
кисточкой начиная с середины к краям. Делаем выдержку 10 –15 минут.
Сборка:
Активизируем клеевую плёнку над электроплитой
на расстоянии 10 – 15 см от поверхности плитки, при температуре 50 – 70
градусов в течение 15 – 20 секунд. Надеть обувь на постановку. Совмещаем две
склеиваемые поверхности, начиная с геленочной части, и плотно прижимаем,
начиная от середины к краям, чтобы выгнать остатки воздуха. Молотком
простукиваем поверхность профилактики, начиная с середины к краям для более
плотного прилегания двух склеиваемых поверхностей. Сапожным ножом обрезаем
излишки профилактики под углом к поверхности подошвы. Выравниваем боковую
поверхность профилактики на МВК – 1 – 0.
Отделка:
Рашпилем дорабатываем поверхность профилактики.
Удаляем микропористой резиной остатки клея. Полируем наждачной бумагой боковую
поверхность профилактики. Наносим краску «Карат» чёрного цвета. Полируем
поверхность щёткой.
ü
Требования
к качеству выполненной работы:
Профилактика должна быть ровной без
перекосов. Не должно быть щелей между профилактикой и подошвой. Профилактика
должна быть стойкой к истиранию. Не должно быть бугров и зарезав боковой
поверхности, царапин на деталях верха обуви.
III. Технологический
процесс замены формованных пластмассовых каблуков.
ü
Инструменты.
Сапожный
молоток – для простукивания и прибивание.
Отвёртка
шлицевая – для подрывания старого каблука.
Отвёртка
фигурная – для удаления шурупов крепления старого каблука.
МВК-1-0
– для взъерошивания поверхности пяточной части подошвы.
Электроплита
– для активизации клеевой плёнки.
Постановка
– для производства мелкого и среднего ремонта низа обуви.
Наждачная
бумага – для полирования поверхности.
Микропористая
резина – для удаления излишки клея.
Кисточки:
1 – для нанесения клея. 2 – для подкрашивания поверхности каблука.
ü
Материалы.
Каблук
формованный – для замены старого каблука.
Клей
«Наиритовый» – для склеивания поверхности.
Краска
«Карат» – для подкрашивания каблука.
Шурупы
– для крепления каблука.
ü
Т.Б.
и П.Б.
Надеть специальную одежду закатать рукава или
застегнуть, убрать волосы приготовится к работе, положить инструменты которые
нужны для ремонта обуви. Инструменты, которые мало используется подальше
положить, а которые чаше будем пользоваться положить поближе в правый угол
верстака. При работе с ножом, нож должен идти с право на лево или от себя. Клей
должен храниться в железной или герметичной банке в специальном отведенном
месте. Помещение должно хорошо проветриваться, вентиляция должна в естественном
состоянии. При работе с электроплитой недолжно никаких оголенных проводов, не
допускается с перебинтованным пальцем, распушенными волосами, рукавами, должен
резиновый коврик, а также технику безопасность. Молоток должен, хорошо насажен
на ручку, пальцы рук должен находиться в не зоне удара молотка. При работе
МВК-1-0 необходимо соблюдать технику безопасность, запрещается работать с
распушенными волосами, рукавами, забинтованными пальцами, должен резиновый
коврик, защитные очки. Не допускается оголенные провода. Пальцы рук не должны
находиться вне зоны вращающего круга. Отвёртка должна быть острой и без
зазубрин.
ü
Описание
технологического процесса ремонта резинового каблука.
Разборка.
Удаляем шурупы с помощью фигурной отвёртки.
Удаляем старый каблук с помощью шлицевой отвёртки.
Подготовительная
операция.
Зачищаем наждачной бумагой поверхность
каблука. На машине МВК-1-0 взъерошиваем поверхность пяточной части подошвы.
Наносим кисточкой клей «Наиритовый» на поверхность каблука и пяточной части
подошвы тонким слоем начиная от середины к краям. Делаем выдержку 10 – 15 мин.
Приготавливаем каблучные шурупы.
Сборка.
Производим активизацию клеевой плёнки на
поверхность каблука и пяточной части подошвы. Над электроплитой на расстояние
10 – 15 мм, при температуре 50 – 600С в течение 15 – 20 секунд.
Совмещаем две поверхности вместе, потом простукиваем молотком для более прочного
крепление, потом крепим шурупами с помощью фигурной отвёртки. На расстояние 10
– 15 мм от края каблука.
Отделка.
Удаляем излишки клея с помощью микропористой
резиной. Затем красим краской «Карат» каблук кисточкой. Вкладываем вкладную
стельку.
ü
Требование
качеству выпотных работ.
На
поверхности не должен остаться клей и на поверхности, а так же хорошо
покрашено. Каблук должен, крепко прикреплен к верху обуви. Каблук должен быть
одного размера в паре
IV. Технологический
процесс постановки заплат к верху валяной обуви.
ü
Инструмент:
Нож
закройный – для выкраивания заплатки.
Наждачная
бумага – для зачистки поверхности под заплатку.
Крючок
ушивочный – для пришивания заплатки.
Молоток
– для околачивания заплатки.
Нож
брусовочный – для брусовки краёв заплатки.
Мрамор
– для сбрусовывания на нём заплат.
ü
Материалы:
Клей
«Наиритовый» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для заплатки.
Нитки
капроновые (соответствующего цвета) – для крепления заплатки.
ü
ТБ
и ПБ:
После использования клея, клей закрываем,
очищаем кисточку от клея на тыльной стороне доски с резиной. Клей должен
храниться в герметичной металлической банке, в специально отведенном месте. При
вырезании заплатки, закройный нож держим от себя или с права на лево. Вырезаем
на доске с резиной или на закройном столе. Нож должен храниться в кожаном
чехле, в верстаке. При пришивании заплатки палец должен находиться на
расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем лекало заплатки с припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи заплатку. Брусовочным ножом, сбрусовываем края заплатки по
всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности
валяной обуви (на мраморе). Кисточкой наносим клей «Наиритовый» на поверхность
заплатки и верха обуви, начиная от середины к краям тонким слоем. Делаем
выдержку 10 – 15 минут. Отмеряем, необходимое количество нитки (подобранной по
цвету) и вощим воском.
Сборка:
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 600 С на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем заплатку к верху валяной обуви.
Помещаем обувь на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Крючком прошиваем по периметру заплатки ровными
стежками на расстоянии 2 – 3 мм от края заплатки.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной.
ü
Требования
к качеству выполненных работ:
Заплатка должна соответствовать размеру
потертости верха валяной обуви. Из строчки не должно торчать ниток. Стежки
должны быть ровные без перекосов, узелки хорошо утянуты. На поверхности
заплатки не должно быть складок, морщин. Края заплатки должны плотно прилегать
к поверхности верха валяной обуви. Заплатка должна иметь эстетичный вид, не
портящий вид обуви. Заплатки должны находиться симметрично на обеих полу парах.
V. Технологический
процесс крепления подошвы клеевым методом.
ü
Инструмент.
Машина
МВК-1-0 – для взъерошивания и выравнивания поверхности обуви и поверхности
рубца.
Наждачная
бумага – для выполнения отделочных работ.
Отвёртка
минусовая – для подрывания подошвы.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания нового рубца.
Молоток
– для простукивания рубца, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
ü
Материалы.
Формованная
подошва – для замены старой.
Клей
«Наиритовый» – для склеивания поверхностей.
ü
Т.
Б, Э.Б и П. Б.
Проводка должна быть исправна. На полу перед
МВК-1-0 должен быть диэлектрический коврик. При работе на машине МВК-1-0 пальцы
рук должны находиться вне зоны вращения диска. При работе с ножом – нож должен
идти справа на лево, или от себя, чтобы не травмироваться. Нож должен быть
хорошо заточен. Запрещается работать не исправным инструментом. При работе с
молотков – пальцы должны находиться вне зоны удара молотка. Молоток должен,
хорошо насажен на рукоятке. Клей хранится в металлической банке в специально
отведённом месте. Не допускается применение открытого огня и электроплиты с
открытой спиралью. Не допускать превышение ПДК при работе с клеем. Отвертка
должна быть не сточенная, не иметь острых граней.
ü
Описание
технологического процесса ремонта подошвы клеевым методом.
Разборка.
Сапожным ножом отпарываем ниточное крепление.
Удаляем старые нитки. С помощью минусовой отвёртки подрываем по всему периметру
подошву, аккуратно не повредив верх обуви. Удаляем старую подошву.
Подготовительные
операции.
Взъерошиваем поверхность подошвы, затяжную
кромку верха обуви на машине МВК-1-0. При взъерошивании не допускается сквозное
повреждение кожи. После взъерошивания с подошвы удаляют пыль мягкой щёткой.
Наносим на поверхность подошвы и затяжную кромку верха обуви тонкий слой клея,
широкой волосяной кисточкой начиная от середины к краям. Делаем выдержку 10-15
минут для того, чтобы клеевая плёнка подсохла. Сушку ведут при комнатной
температуре.
Сборка.
Активизируем клеевую плёнку подошвы и
затяжной кромки верха обуви над электроплитой (с закрытой спиралью) на
расстоянии 10 – 15 см от поверхности, в течение 6 секунд при температуре 60-800
С. Аккуратно совмещаем две поверхности, чтобы не было перекосов. Простукиваем
молотком для более плотного прилегания двух склеиваемых поверхностей.
Отделка.
Удаляем излишки клея с боковой поверхности
обуви с помощью микропористой резины.
ü
Требования
к качеству выполняемой работы.
Подошва должна соответствовать размеру обуви.
Должна плотно прилегать к верху обуви, без перекосов, щелей. Клеевое крепление
должно обеспечивать водонепроницаемость по всему периметру соединения. Не
допускается повреждение верха обуви в процессе выполнения операции.
VI. Выводы и предложение
по улучшению культуры обслуживания в мастерской по ремонту обуви.
В обувной мастерской должен быть сделан
косметический ремонт. Стены должны, покрашены, в светлую краску, шторы светлым
цветом, должна быть комната отдыха. В комнате должен быть диван или кресло для
отдыха, телевизор или магнитофон. Мастерская должна быть освещена лампами
дневного света. Сделать ремонт верстаков, стульев и подсобного помещения. В
комнате отдыха должны быть наклеены обои хорошего качества сделан ремонт пола
постелен ковёр. Оборудование должно быть починено, все инструменты должны быть
в порядке. Ножи должны быть в чехлах. На стенах развешаны, информационные
стенды должна быть инструкция по технике безопасности. Должен быть комплект
учебной литературы, фартуки и халаты развешаны на вешалках.
4. Отделка низа и верха
обуви.
·
Инструменты:
Наждачная
бумага – для зачистки поверхности верха и низа обуви. МВК –1 – 0 – для
взъерошивания низа и боковой поверхности обуви. «Токмач» – для горячей отделки
боковой поверхности подошвы. Машина марки ФУП – 3 – 0 – для фрезерования
боковой поверхности обуви.
·
Материалы:
Краска «Карат» – для отделки
верха и низа обуви. Воск отделочный – для отделки горячим методом боковой
поверхности низа обуви. Сукно – для полирования боковой поверхности низа и
верха обуви. Щётка – для предания поверхности блеска.
·
ТБ и ПБ:
Инструмент, применяемый при
производстве работ должен быть в исправном состоянии. Особая осторожность и
бдительность соблюдается при работе с электроприборами: перед работой необходимо
проверить заземление; обязательное наличие изоляционных ковриков или настила
выполненного из изоляционного материала; целостность пусковых кнопок; проверка
на холостом ходу. При работе на МВК – 1 – 0 необходимо соблюдать правила ТБ:
запрещается работать с распущенными рукавами, забинтованными пальцами,
необходим резиновый коврик и защитные очки. При фрезеровании боковой
поверхности, обувь подают к фрезе аккуратно, не допуская возгорания
поверхности. Пальцы рук должны находиться вне зоны вращения фрезы.
·
Описание технологического процесса отделки низа и верха обуви.
а)
Подготовительные операции:
Наждачной бумагой зачищаем
поверхность верха обуви в месте, где находятся царапины. С начала зачищаем
крупной наждачной бумагой, затем более мелкой.
б) Сборка:
Нагреваем «Токмач» до
температуры 65 – 70 градусов и, окунув в отделочный воск, плавными движениями
наносим расплавленный воск на место царапины (обработанной наждачной).
Продолжаем действия до полного равномерного покрытия царапины отделочным воском.
Боковую поверхность
уреза подошвы обрабатываем фрезой на машине ФУП – 3 – 0. Урез подошвы фрезеруем
по всему контуру. Затем нагреваем «Токмач» до температуры 65 – 70 градусов и,
окунув в отделочный воск, плавными движениями наносим расплавленный воск на
боковую поверхность подошвы по всему контуру.
в) Отделка:
С помощью
кисточки наносим краску «Карат». Сукном и щёткой полируем поверхность верха и
низа обуви до появления блеска.
·
Требования к качеству:
После фрезерования боковая
поверхность уреза подошвы в обеих полупарах должны иметь одинаковый контур.
После горячего полирования поверхность должна быть гладкой и блестящей, а
полка, фаска и жилки уреза должны быть чётко выражены.
3. Ремонт кожаных каблуков.
Инструменты.
1) Нож закройный – для выкраивания фликов.
2) Нож сапожный – для обрезания неровностей.
3) Отвёртка – для подрывания и откручивания шурупов.
4) Молоток – для простукивания и прибивание каблуков.
5) МВК-1-0 для взъерошивания деталей.
6) Отвёртка простая или крестовая – для крепления
каблуков.
7) Кусачки – для удаления гвоздевого крепления.
8) Постановка
– для мелкого и среднего ремонта обуви.
9) Микропористая резина – для удаления лишнего клея.
10) Кисточка – 2шт. – для нанесения клея на поверхность
детали и подкрашивания боковой поверхности каблука.
11) Электроплита с закрытой спирали – для активизации
клеевой пленки
Материалы
1) Клей наиритовый - для склеивания подошвы.
2) Краска «Карат» - для отделки боковой поверхности
каблуков.
3) Гвозди каблучные – для крепления каблуков.
4) Чепрак (кожа) – для изготовления новых фликов.
Т.
Б. и П.Б.
Надеть спецодежду, застегнуть
рукава и все пуговицы. Убрать волосы.
Хорошо проветрить помещение,
работает принудительная вентиляция.
При работе с ножом работаем
справа на лево или от себя. Молоток должен, плотно насажен на ручку, тщательно
отшлифован, без сучков, трещин. На молотке не должно быть заусенцев и острых
рёбер. Пальцы рук должны вне зоны удара молотка. Электроплита должна быть с
закрытой спиралью, иметь сверху защитную решетку, высоты 10 см. Электроплита не должна иметь оголенных проводов. Клей хранится в специальном отведенном
месте, в герметичной
железной банке. Помещение
должно хорошо проветривается. У отвёртки рабочая поверхность с износом в
пределах допустимого. Вентиляция должна быть принудительная. При работе на МВК
– 1 – 0 необходимо соблюдать правила техники безопасности, запрещается работать
с распущенными рукавами, волосами, забинтованными пальцами, необходим резиновый
коврик и защитные очки, а также должно быть хорошее освещение. Нельзя оставлять
машину с работающим электродвигателем. Все тока ведущие части электра
оборудование должны быть ограждены. Не допускается оголённых проводов, жучков,
неисправной проводки. Во время работы, обувь держим двумя руками так, чтобы
пальцы рук находились вне зоны вращающего круга. Инструменты, которые мало
используем положить подальше, а которые чаше будем пользоваться положить
поближе. В помещение мастерской необходимо углекислотные (СО2)
огнетушители марки ОУ – 5 в количество двух штук. Они предназначены для
тушения пожара.
Описание технологического
процесса ремонта отделившейся от следа обуви мало изношенной части подошвы.
А.Разборка.
Подготовить обувь: очистить
обувь и каблук от грязи и пыли специальной щёткой.
Подрываем отвёрткой
изношенные флики.
Кусачками убираем гвоздевое
крепление и изношенные флики.
Б. Подготовительная операция.
Зачищаю наждачной бумагой
старый клей с деталей каблука.
Закройным ножом выкраиваем
флики из чепрака с припуском 2-3 мм.
На машине на МВК-1-0
взъерошиваем и выравниваем поверхность каблука.
Кисточкой наносим тонкий слой
клея от середины к краям на поверхность каблука и на флики.
Выдерживаем 10 – 15 минут,
сушка клеевой плёнки при комнатной температуре.
Готовим каблучные гвозди.
В. Сборка.
Производим активизацию
клеевой плёнки над электроплитой с закрытой спиралью, защищенной решёткой при
температуры 50 – 60о в течение 15 – 20 сек. Затем соединяем детали и
околачиваем ударами молотка для плотного соединения фликов. Для более надёжного
крепления каблука использую каблучные гвозди (5-7). Наборный каблук набираем до
нужной формы и выравниваем поверхности. Сапожный ножом удаляем излишки.
Г. Отделка.
Выравниваем боковую
поверхность на МВК-1-0.
Удаляем излишний клей
наждачной бумагой.
Шлифуем наждачной бумагой.
Красим краской «Карат»
боковую поверхность кожаного наборного каблука.
Требования к качеству выполненной работы.
Флики должны плотно
прилегать.
Каблуки должны быть одного
размера и формы.
Окраска должна быть
равномерно по всей поверхности.
Описание
технологического процесса ремонта частично отошедшей губы подошвы.
ü
Инструмент:
МВК
– 1 – 0 – для взъерошивания подошвы.
Наждачная
бумага – для зачистки мало изношенной части подошвы.
Молоток
– для простукивания подошвы.
Крючок
– для прошивки подошвы.
Кисточка
– для нанесения клея.
Сапожный
нож – для выполнения различных операций.
Отвёртка
плоская – для отрывания мало изношенной части подошвы.
Плоскогубцы
– для удаления ниток.
ü
Материалы:
Клей
«Рапид» – для склеивания поверхностей.
Нитки
капроновые – для крепления подошвы.
Воск
– для лощения нитки.
ü
ТБ
и ПБ:
При работе с ножом нож должен идти с право,
налево, или от себя.
Клей
должен храниться в железной, герметичной банке в специально отведённом месте.
Помещение должно хорошо проветриваться, вентиляция должна быть принудительной.
При работе на МВК – 1 – 0 необходимо соблюдать правила ТБ: запрещается работать
с распущенными рукавами, забинтованными пальцами, необходим резиновый коврик и
защитные очки. Не допускается оголённых проводов, жучков, не исправной
проводки. В помещении мастерской необходимы порошковые огнетушители марки ОУ –
5 в количестве 2 – ух штук. Молоток - хорошо насажан на рукоятку. Отвёртка –
рабочая поверхность с износом в пределах допустимого. Пальцы рук должны находиться
в не зоны удара молотка. При прошивании палец должен находиться на расстоянии 5
– 7 мм выкала от крючка.
ü
Описание
технологического процесса постановки новых набоек.
Разборка:
Сапожным ножом подрезаем ниточное крепление
мало изношенной части подошвы. Удаляем нитки плоскогубцами. Отрываем подошву
плоской отвёрткой.
Подготовительные
операции:
Зачищаем наждачной бумагой поверхности мало
изношенной подошвы, и низ верха обуви по затяжной кромке. Кисточкой наносим
клей на поверхность мало изношенной подошвы и затяжную кромку.
Делаем
выдержку 10 –15 минут. Отмеряем необходимое количество нитки подобранной по
цвету и лощим воском.
Сборка:
Производим активизацию клеевой плёнки над
электроплитой на расстоянии 10 – 15 см, при температуре 50 – 60 градусов в
течение 15 – 20 секунд. Совмещаем две склеиваемые поверхности и простукиваем
молотком для более плотного прилегания двух склеиваемых поверхностей. Начиная с
внутренней стороны в геленочной части, начинаем прошивать по периметру ровными
стежками от 8 до 10 мм в длину.
Отделка:
Удаляем микропористой резиной излишки клея с
верха и боковой поверхности обуви. Удаляем излишки ниток.
ü
Требования
к качеству выполненной работы:
Стежки
должны быть ровными, узелки хорошо утянуты. На поверхности не должно быть
остатков клея, повреждения. Не должно быть остатков ниток. Обувь должна иметь
эстетический вид. Подошва должна плотно прилегать к верху обуви. Не должно быть
складок и морщин.
ü
Инструмент:
МВК
– 1 – 0 – для взъерошивания подошвы.
Наждачная
бумага – для зачистки мало изношенной части подошвы.
Молоток
– для простукивания подошвы.
Крючок
– для прошивки подошвы.
Кисточка
– для нанесения клея.
Сапожный
нож – для выполнения различных операций.
Отвёртка
плоская – для отрывания мало изношенной части подошвы.
Плоскогубцы
– для удаления ниток.
ü
Материалы:
Клей
«Рапид» – для склеивания поверхностей.
Нитки
капроновые – для крепления подошвы.
Воск
– для лощения нитки.
ü
ТБ
и ПБ:
При работе с ножом нож должен идти с право,
налево, или от себя.
Клей
должен храниться в железной, герметичной банке в специально отведённом месте.
Помещение должно хорошо проветриваться, вентиляция должна быть принудительной.
При работе на МВК – 1 – 0 необходимо соблюдать правила ТБ: запрещается работать
с распущенными рукавами, забинтованными пальцами, необходим резиновый коврик и
защитные очки. Не допускается оголённых проводов, жучков, не исправной
проводки. В помещении мастерской необходимы порошковые огнетушители марки ОУ –
5 в количестве 2 – ух штук. Молоток - хорошо насажан на рукоятку. Отвёртка –
рабочая поверхность с износом в пределах допустимого. Пальцы рук должны
находиться в не зоны удара молотка. При прошивании палец должен находиться на
расстоянии 5 – 7 мм выкала от крючка.
ü
Описание
технологического процесса постановки новых набоек.
Разборка:
Сапожным ножом подрезаем ниточное крепление
мало изношенной части подошвы. Удаляем нитки плоскогубцами. Отрываем подошву
плоской отвёрткой.
Подготовительные
операции:
Зачищаем наждачной бумагой поверхности мало
изношенной подошвы, и низ верха обуви по затяжной кромке. Кисточкой наносим
клей на поверхность мало изношенной подошвы и затяжную кромку.
Делаем
выдержку 10 –15 минут. Отмеряем необходимое количество нитки подобранной по
цвету и лощим воском.
Сборка:
Производим активизацию клеевой плёнки над
электроплитой на расстоянии 10 – 15 см, при температуре 50 – 60 градусов в
течение 15 – 20 секунд. Совмещаем две склеиваемые поверхности и простукиваем
молотком для более плотного прилегания двух склеиваемых поверхностей. Начиная с
внутренней стороны в геленочной части, начинаем прошивать по периметру ровными
стежками от 8 до 10 мм в длину.
Отделка:
Удаляем микропористой резиной излишки клея с
верха и боковой поверхности обуви. Удаляем излишки ниток.
ü
Требования
к качеству выполненной работы:
Стежки
должны быть ровными, узелки хорошо утянуты. На поверхности не должно быть
остатков клея, повреждения. Не должно быть остатков ниток. Обувь должна иметь
эстетический вид. Подошва должна плотно прилегать к верху обуви. Не должно быть
складок и морщин.
ü
Инструмент:
Нож
закройный – для выкраивания заднего надстрочного ремня.
Наждачная
бумага – для зачистки поверхности под место заднего надстрочного ремня.
Крючок
ушивочный – для пришивания заднего надстрочного ремня.
Молоток
– для околачивания заднего надстрочного ремня.
Нож
брусовочный – для брусовки краёв заднего надстрочного ремня.
ü
Материалы:
Клей
«Рапид» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для заднего надстрочного ремня.
Нитки
капроновые (соответствующего цвета) – для крепления заднего надстрочного ремня.
Краска
«Карат» - для подкрашивания периметра заднего надстрочного ремня.
ü
ТБ
и ПБ:
После
использования клея, клей закрываем, очищаем кисточку от клея на тыльной стороне
доски с резиной. Клей должен храниться в герметичной металлической банке, в
специально отведенном месте. При вырезании заднего надстрочного ремня,
закройный нож держим от себя или с права на лево. Вырезаем на доске с резиной
или на закройном столе. Нож должен храниться в кожаном чехле, в верстаке. При
пришивании заднего надстрочного ремня палец должен находиться на расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем
лекало заднего надстрочного ремня с припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи заднего надстрочного ремня. Брусовочным ножом, сбрусовываем
края заднего надстрочного ремня по всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности обуви (на мраморе). Наждачной бумагой зачищаем
поверхность на месте постановки заднего надстрочного ремня. Кисточкой наносим
клей «Рапид» на поверхность заднего надстрочного ремня и верха обуви, начиная
от середины к краям. Делаем выдержку 10 – 15 минут. Отмеряем, необходимое
количество нитки (подобранной по цвету) и лощим воском.
Сборка:
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 600 С на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем задний надстрочный ремень к верху
обуви. Помещаем обувь на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Крючком прошиваем по периметру заднего надстрочного
ремня ровными стежками на расстоянии 2 – 3 мм от края.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной. Краской «Карат» подкрашиваем периметр заднего
надстрочного ремня.
ü
Требования
к качеству выполненных работ:
Задний
надстрочный ремень должен соответствовать, цвету верха обуви. Из строчки не
должно торчать ниток. Стежки должны быть ровные без перекосов, узелки хорошо
утянуты. На поверхности заднего надстрочного ремня не должно быть складок,
морщин. Края заднего надстрочного ремня должны плотно прилегать к поверхности
верха обуви. Задний надстрочный ремень должен иметь эстетичный вид, не портящий
вид обуви. Задние надстрочные ремни должны находиться симметрично на обеих полу
парах.
ü
Инструмент:
Нож
закройный – для выкраивания заднего надстрочного ремня.
Наждачная
бумага – для зачистки поверхности под место заднего надстрочного ремня.
Крючок
ушивочный – для пришивания заднего надстрочного ремня.
Молоток
– для околачивания заднего надстрочного ремня.
Нож
брусовочный – для брусовки краёв заднего надстрочного ремня.
ü
Материалы:
Клей
«Рапид» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для заднего надстрочного ремня.
Нитки
капроновые (соответствующего цвета) – для крепления заднего надстрочного ремня.
Краска
«Карат» - для подкрашивания периметра заднего надстрочного ремня.
ü
ТБ
и ПБ:
После
использования клея, клей закрываем, очищаем кисточку от клея на тыльной стороне
доски с резиной. Клей должен храниться в герметичной металлической банке, в
специально отведенном месте. При вырезании заднего надстрочного ремня,
закройный нож держим от себя или с права на лево. Вырезаем на доске с резиной
или на закройном столе. Нож должен храниться в кожаном чехле, в верстаке. При
пришивании заднего надстрочного ремня палец должен находиться на расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем
лекало заднего надстрочного ремня с припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи заднего надстрочного ремня. Брусовочным ножом, сбрусовываем
края заднего надстрочного ремня по всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности обуви (на мраморе). Наждачной бумагой зачищаем
поверхность на месте постановки заднего надстрочного ремня. Кисточкой наносим
клей «Рапид» на поверхность заднего надстрочного ремня и верха обуви, начиная
от середины к краям. Делаем выдержку 10 – 15 минут. Отмеряем, необходимое
количество нитки (подобранной по цвету) и лощим воском.
Сборка:
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 600 С на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем задний надстрочный ремень к верху
обуви. Помещаем обувь на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Крючком прошиваем по периметру заднего надстрочного
ремня ровными стежками на расстоянии 2 – 3 мм от края.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной. Краской «Карат» подкрашиваем периметр заднего
надстрочного ремня.
ü
Требования
к качеству выполненных работ:
Задний
надстрочный ремень должен соответствовать, цвету верха обуви. Из строчки не
должно торчать ниток. Стежки должны быть ровные без перекосов, узелки хорошо
утянуты. На поверхности заднего надстрочного ремня не должно быть складок,
морщин. Края заднего надстрочного ремня должны плотно прилегать к поверхности
верха обуви. Задний надстрочный ремень должен иметь эстетичный вид, не портящий
вид обуви. Задние надстрочные ремни должны находиться симметрично на обеих полу
парах.
ü
Инструмент:
Нож
закройный – для выкраивания заплатки.
Наждачная
бумага – для зачистки поверхности под заплатку.
Крючок
ушивочный – для пришивания заплатки.
Молоток
– для околачивания заплатки.
Нож
брусовочный – для брусовки краёв заплатки.
ü
Материалы:
Клей
«Рапид» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для декоративной заплатки.
Нитки
капроновые (соответствующего цвета) – для крепления заплатки.
Краска
«Карат» - для подкрашивания периметра заплатки.
ü
ТБ
и ПБ:
После использования клея, клей закрываем,
очищаем кисточку от клея на тыльной стороне доски с резиной. Клей должен
храниться в герметичной металлической банке, в специально отведенном месте. При
вырезании заплатки, закройный нож держим от себя или с права на лево. Вырезаем
на доске с резиной или на закройном столе. Нож должен храниться в кожаном
чехле, в верстаке. При пришивании заплатки палец должен находиться на
расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем лекало декоративной заплатки с
припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи декоративную заплатку.
Брусовочным ножом, сбрусовываем края декоративной заплатки по всему периметру
на расстоянии 2 – 3 мм для избегания перепадов на поверхности обуви (на
мраморе). Наждачной бумагой зачищаем поверхность на месте постановки заплатки.
Кисточкой наносим клей «Рапид» на поверхность заплатки и верха обуви, начиная
от середины к краям. Делаем выдержку 10 – 15 минут. Отмеряем, необходимое
количество нитки (подобранной по цвету) и лощим воском.
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 70 градусов на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем декоративную заплатку к верху
обуви. Помещаем обувь на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Крючком прошиваем по периметру декоративной заплатки
ровными стежками на расстоянии 2 – 3 мм от края заплатки.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной. Краской «Карат» подкрашиваем периметр заплатки.
ü
Требования
к качеству выполненных работ:
Декоративная заплатка должна соответствовать
размеру, цвету верха обуви. Из строчки не должно торчать ниток. Стежки должны
быть ровные без перекосов, узелки хорошо утянуты. На поверхности заплатки не
должно быть складок, морщин. Края декоративной заплатки должны плотно прилегать
к поверхности верха обуви. Декоративная заплатка должна иметь эстетичный вид,
не портящий вид обуви. Декоративные заплатки должны находиться симметрично на
обеих полу парах.
II. Описание
технологического процесса заплат к верху обуви.
ü
Инструмент:
Нож
закройный – для выкраивания заплатки.
Наждачная
бумага – для зачистки поверхности под заплатку.
Крючок
ушивочный – для пришивания заплатки.
Молоток
– для околачивания заплатки.
Нож
брусовочный – для брусовки краёв заплатки.
ü
Материалы:
Клей
«Рапид» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для заплатки.
Нитки
капроновые (соответствующего цвета) – для крепления заплатки. Краска «Карат» -
для подкрашивания периметра заплатки.
ü
ТБ
и ПБ:
После использования клея, клей закрываем,
очищаем кисточку от клея на тыльной стороне доски с резиной. Клей должен
храниться в герметичной металлической банке, в специально отведенном месте. При
вырезании заплатки, закройный нож держим от себя или с права на лево. Вырезаем
на доске с резиной или на закройном столе. Нож должен храниться в кожаном
чехле, в верстаке. При пришивании заплатки палец должен находиться на
расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем лекало заплатки с припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи заплатку. Брусовочным ножом, сбрусовываем края заплатки по
всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности
обуви (на мраморе). Наждачной бумагой зачищаем поверхность на месте постановки
заплатки. Кисточкой наносим клей «Рапид» на поверхность заплатки и верха обуви,
начиная от середины к краям. Делаем выдержку 10 – 15 минут. Отмеряем,
необходимое количество нитки (подобранной по цвету) и лощим воском.
Сборка:
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 70 градусов на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем заплатку к верху обуви. Помещаем
обувь на постановку и простукиваем молотком для более плотного прилегания
поверхностей. Крючком прошиваем по периметру заплатки ровными стежками на
расстоянии 2 – 3 мм от края заплатки.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной. Краской «Карат» подкрашиваем периметр заплатки.
ü
Требования
к качеству выполненных работ:
Заплатка должна соответствовать размеру,
цвету верха обуви. Из строчки не должно торчать ниток. Стежки должны быть
ровные без перекосов, узелки хорошо утянуты. На поверхности заплатки не должно
быть складок, морщин. Края заплатки должны плотно прилегать к поверхности верха
обуви. Заплатка должна иметь эстетичный вид, не портящий вид обуви. Заплатки
должны находиться симметрично на обеих полу парах.
Описание
технологического процесса постановки заплат к верху валяной обуви.
ü
Инструмент:
Нож
закройный – для выкраивания заплатки.
Наждачная
бумага – для зачистки поверхности под заплатку.
Крючок
ушивочный – для пришивания заплатки.
Молоток
– для околачивания заплатки.
Нож
брусовочный – для брусовки краёв заплатки.
Мрамор
– для сбрусовывания на нём заплат.
ü
Материалы:
Клей
«Наиритовый» – для приклеивания поверхностей.
Воск
- для лощения ниток, чтоб была хорошая скрепляемость ниток. Кожа натуральная –
для заплатки.
Нитки
капроновые (соответствующего цвета) – для крепления заплатки.
ü
ТБ
и ПБ:
После использования клея, клей закрываем,
очищаем кисточку от клея на тыльной стороне доски с резиной. Клей должен
храниться в герметичной металлической банке, в специально отведенном месте. При
вырезании заплатки, закройный нож держим от себя или с права на лево. Вырезаем
на доске с резиной или на закройном столе. Нож должен храниться в кожаном
чехле, в верстаке. При пришивании заплатки палец должен находиться на
расстоянии 0,5 см от выкала крючка.
ü
Описание
технологического процесса постановки заплатки к верху обуви:
Подготовительные
операции:
Делаем лекало заплатки с припуском 3 – 5 мм. Закройным ножом выкраиваем из кожи заплатку. Брусовочным ножом, сбрусовываем края заплатки по
всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности валяной
обуви (на мраморе). Кисточкой наносим клей «Наиритовый» на поверхность
заплатки и верха обуви, начиная от середины к краям тонким слоем. Делаем
выдержку 10 – 15 минут. Отмеряем, необходимое количество нитки (подобранной по
цвету) и вощим воском.
Сборка:
Активизируем клеевую плёнку над электроплитой
при температуре 50 – 600 С на расстоянии 10 – 15 см от поверхности плитки, в течение 10 – 15 секунд. Приклеиваем заплатку к верху валяной обуви.
Помещаем обувь на постановку и простукиваем молотком для более плотного
прилегания поверхностей. Крючком прошиваем по периметру заплатки ровными
стежками на расстоянии 2 – 3 мм от края заплатки.
Отделка:
Ножом обрезаем нитки. Удаляем излишки клея
микропористой резиной.
ü
Требования
к качеству выполненных работ:
Заплатка должна соответствовать размеру
потертости верха валяной обуви. Из строчки не должно торчать ниток. Стежки
должны быть ровные без перекосов, узелки хорошо утянуты. На поверхности
заплатки не должно быть складок, морщин. Края заплатки должны плотно прилегать
к поверхности верха валяной обуви. Заплатка должна иметь эстетичный вид, не
портящий вид обуви. Заплатки должны находиться симметрично на обеих полу парах.
2.
Постановка заплаты к верху резиновой обуви.
·
Инструмент:
Нож закройный
– для выкраивания заплатки. Наждачная бумага – для зачистки поверхности под
заплатку. Молоток – для околачивания заплатки. Нож брусовочный – для брусовки
краёв заплатки.
·
Материалы:
Клей
«Резиновый» – для приклеивания поверхностей.
Резина
– для заплатки.
Ацетон
– для обезжиривания поверхности.
·
ТБ
и ПБ:
После использования клея, клей закрываем,
очищаем кисточку от клея на тыльной стороне доски с резиной. Клей должен
храниться в герметичной металлической банке, в специально отведенном месте. При
вырезании заплатки, закройный нож держим от себя или с права на лево. Вырезаем
на доске с резиной или на закройном столе. Нож должен храниться в кожаном
чехле, в верстаке.
·
Описание
технологического процесса постановки заплатки к верху обуви:
а) Подготовительные
операции:
Делаем лекало заплатки с припуском 3 – 5 мм. Закройным ножом выкраиваем из резины заплатку. Брусовочным ножом, сбрусовываем края заплатки на
мраморе по всему периметру на расстоянии 2 – 3 мм для избегания перепадов на поверхности обуви. Наждачной бумагой зачищаем поверхность на месте
постановки заплатки. С помощью ацетона обезжириваем поверхность, даём ей
подсохнуть. Кисточкой наносим клей «Резиновый» на поверхность заплатки и верха
обуви, начиная от середины к краям. Делаем выдержку 10 – 15 минут. Вновь
повторяем операцию по нанесению клея на поверхность (2 слой). Делаем выдержку
15 – 20 минут.
б) Сборка:
Приклеиваем
заплатку к верху обуви. Помещаем обувь на постановку и простукиваем молотком
для более плотного прилегания поверхностей. И ставим под пресс в течении 2
часов.
) Отделка:
Удаляем
излишки клея микропористой резиной.
·
Требования
к качеству выполненных работ:
Заплатка должна соответствовать размеру,
цвету верха обуви. На поверхности заплатки не должно быть складок, морщин. Края
заплатки должны плотно прилегать к поверхности верха обуви и быть водонепроницаемой.
Заплатка должна иметь эстетичный вид, не портящий вид обуви. Заплатки должны
находиться симметрично на обеих полупарах.
Технология
пришивания заплат к верху обуви с заправкой под подошву.
v
Инструмент.
Наждачная
бумага – для выполнения взъерошивания поверхности затяжной кромки и подошвы.
Нож
брусовочный – для сбрусовывания краёв заплатки.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания заплаток.
Молоток
– для простукивания подошвы, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
Крючок
(ушивочный) – для прошивания краёв заплатки.
Крючок
– для прошивания отошедшей части подошвы.
v
Материалы.
Клей
Наиритовый – для склеивания поверхностей.
Микропористая
резина – для удаления остатков клея.
Кожа
– по цвету, для новой заплатки.
Нитки
– для прошивания.
v
Т.
Б, Э.Б и П. Б.
При работе с ножом – нож должен идти справа
на лево, или от себя, чтобы не травмироваться. Нож должен быть хорошо заточен.
Запрещается
работать не исправным инструментом. При работе с молотков – пальцы должны
находиться вне зоны удара молотка.
Молоток
должен, хорошо насажен на рукоятке. Клей хранится в металлической банке в
специально отведённом месте. Не допускается применение открытого огня и
электроплиты с открытой спиралью.
Не
допускать превышение ПДК при работе с клеем. При работе с крючком палец должен
находиться на расстоянии 0,5 мм от выкала крючка.
v
Описание
технологического процесса пришивания заплат к верху обуви с заправкой под
подошву.
Разборка.
Подрезаем нитки с помощью сапожного ножа.
Минусовой отвёрткой подрываем верх обуви от подошвы, для постановки заплатки.
Подготовительные
операции.
Зачищаем внутреннюю поверхность подошвы и
затяжной кромки наждачной бумагой. С помощью закройного ножа выкраиваем из кожи
заплатку по размеру с припуском 2-3 мм. В соответствии с формой и размерами
изношенного места на поверхности обуви. Спускаем края заплатки по контуру
брусовочным ножом. Наносим клей, тонким слоем начиная от середины к краям на
поверхность заплатки, затяжную кромку и внутреннюю поверхность подошвы широкой
волосяной кисточкой. Делаем выдержку 10 – 15 минут для того, чтобы клеевая
плёнка подсохла. Сушку ведут при комнатной температуре. Отмеряем, необходимое
количество нитки для прошивания заплатки и прошивания отошедшей части подошвы,
где поставим заплатку. Нитки лощим воском, для того чтобы при прошивании нитки
не лохматились и не гнили при носке.
Сборка.
Активизируем клеевую плёнку внутренней
поверхности подошвы, затяжной кромки и заплатки над электроплитой (с закрытой
спиралью) на расстоянии 10 – 15 см от поверхности, в течение 6 секунд при
температуре 60-800 С. Аккуратно совмещаем две поверхности, чтобы не было
перекосов. Простукиваем молотком для более плотного прилегания двух склеиваемых
поверхностей. С помощью ушивочного крючка прошиваем по краю заплатки. Стежки
длиной 2 мм. Затем прошиваем низ обуви, начинаем за один стежок до разрыва и на
один стежок после разрыва. Стежки длиной 7-10 мм. Делаем закрепку, чтобы нитка не распускалась.
Отделка.
Обрезаем лишние нитки сапожным ножом,
микропористой резиной удаляем излишки клея.
v
Требования
к качеству выполненной работы.
Заплатка должна выкраиваться из того же
материала, что и верх обуви. Заплатка должна быть, прочно приклеена, и плотно
прилегать к изношенной части верха и низа обуви. Клеевое крепление должно быть
непроницаемым для воды и пыли. Стежки должны быть одинаковой длины, находиться
на одинаковом расстоянии от края заплатки и края подошвы. Заплатка должна
покрывать всю поверхность разрыва верха обуви.
III. Описание
технологического процесса постановки косячков в носочной части.
ü
Инструмент:
Отвертка
шлицевая – для подрывания косячка.
Рашпиль
– для взъерошивания поверхности.
Станок
МВК – 1 – 0 – для выравнивания и взъерошивания поверхности.
Плитка электрическая – для активизации.
Нож брусовочный – для сбрусовывания краёв
заплатки.
Нож сапожный – для обрезания излишков
материала.
Нож закройный – для выкраивания косячка.
Молоток – для простукивания подошвы, для
более плотного прилегания поверхностей.
ü
Материал.
Микропористая
резина – для постановки косячка.
Клей
Наиритовый – для склеивания поверхностей.
Кисть
– для нанесения клея на поверхность.
ü Т. Б, Э.Б и П. Б.
При работе с ножом – нож должен идти справа
на лево, или от себя, чтобы не травмироваться. Нож должен быть хорошо заточен. Запрещается
работать не исправным инструментом. При работе с молотков – пальцы должны
находиться вне зоны удара молотка. Молоток должен, хорошо насажен на рукоятке. Клей
хранится в металлической банке в специально отведённом месте. Не допускается
применение открытого огня и электроплиты с открытой спиралью. Не допускать
превышение ПДК при работе с клеем. При работе с крючком палец должен находиться
на расстоянии 0,5 мм от выкала крючка.
Наличие спец. одежды (фартук, куртка с
длинными рукавами на манжетах или нарукавники). Особая осторожность и
бдительность соблюдается при работе с электроприборами:
Перед работой необходимо проверить
заземление. Обязательное наличие изоляционных ковриков или настила выполненного
из изоляционного материала. Целостность пусковых кнопок. Проверка на холостом
ходу.
ü
Описание
технологического процесса.
Разборка.
Удалить
изношенную часть косячка шлицевой отвёрткой.
Подготовительные
операции.
Выравниваем поверхность носочной части на
машине МВК-1-0;
доводим
поверхность носка с помощью рашпиля. Размечаем и вырезаем косячок из микропористой
резины с припуском 2 – 3 мм. брусовочным ножом сбрусовываем часть косячка на
расстоянии 3 – 5 мм. Наносим тонким слоем клей на поверхность косячка и подошвы.
Выдержка 10-15 минут.
Сборка.
Активизация клеевой плёнки косячка и подошвы
при температуре 50 - 60 градусов, на расстоянии 10 -15 мм от поверхности плитки, в течение 10 -15 секунд. Совмещаем две склеиваемые поверхности,
простукиваем молотком для более плотного скрепления.
Отделка.
Удаляем излишки материала с помощью сапожного
ножа. Обрабатываем боковую поверхность на машине МВК – 1 – 0. Полирование
боковой поверхности подошвы рашпилем.
ü
Требования
к качеству.
Гладкий край носочной части подошвы. Однородная
окраска. Отсутствие следов клея. Поверхность подошвы должны быть расположены в
одной горизонтали. Косячок должен плотно прилегать к поверхности подошвы.
III. Описание
технологического процесса постановки косячка на каблук
из
микропористой резины.
ü
Инструменты.
Нож
сапожный – для удаления излишек материала.
Нож
закройный – для выкраивания косячка.
Нож
брусовочный – для сбрусовывания края материала.
Наждачная
бумага – для взъерошивания поверхности.
Молоток
сапожный – для околачивания двух склеиваемых поверхностей и для более плотного
прилегания.
Постановка
– для удобства простукивания.
Кисточка
– для нанесения клея на поверхность обуви.
Доска
ученическая – для раскроя материала.
Электроплита
– для активизации клеевой плёнки.
Станок
МВК-1-0 – для взъерошивания поверхности подошвы.
ü
Материал.
Клей
«Наиритовый» – для склеивания поверхностей.
Микропор
– для удаления излишек клея.
Микропористая
резина – для косячка.
ü
ТБ.
При работе с ножом нож должен идти от себя
или с права на лево. Рукоятка ножа должна быть без ямок, заусенцев, зазубрин,
ровно и гладко отполирована, нож так же должен быть остро заточен. Полотно ножа
должно быть плотно насажена на рукоятку. При работе с молотком боек должен,
плотно насажен на рукоятку. Боек должен быть без раковин, ямок.
ü
ЭБ.
Сигнальная лампа предупреждает о том, что
электродвигатель включен. Работать с неисправной сигнализацией запрещается. Все
токоведущие части механизма должны быть ограждены.
ü
ПБ.
При работе с клеем не должно применяться
открытого огня. Клей должен храниться в специально отведенном месте и в
металлической герметичной банке.
ü
ОТ.
Охрана труда заключается в санитарной
гигиене. На верстаке не должна находиться еда. При выполнении работы на тебе
должен одет фартук и на верстаке кроме нужного инструмента ничего не должно
лежать. После окончания работы надо все необходимые инструменты убрать на
место. Сделанную работу сдать мастеру п/о, убраться возле своего места, сложить
фартук и положить в верстак. Помыть руки, сесть на своё место и ждать
объявления мастера.
ü
Описание
технологического процесса.
Подготовительная
операция.
Закройным ножом выкраиваем косячок с
припуском 2-5мм. Выравниваем поверхность каблука на станке МВК-1-0. Наждачной
бумагой зачищаем поверхность косячка. Сбрусовываем край косячка брусовочным
ножом. Намазываем клеем каблук и косячок кисточкой, тонким слоем начиная от
середины к краям. Выдержка 10-15мин.
Сборка.
Активизируем клеевую пленку, на каблуке и
косячке 10-15 сек на расстоянии, 10-15 см при температуре 50-600 С. Совмещаем косячок с каблуком. Околачиваем молотком для более плотного
прилегания.
Отделка.
Сапожным ножом удаляем излишки косячка.
Микропористой резиной удаляем излишки клея. Выравниваем боковую поверхность
косячка.
ü
Требования
к качеству выполняемой работы.
Косячок должен быть ровно и крепко приклеен,
и быть на уровне каблука, изготовлен из износостойкого материала.
III. Описание
технологического процесса постановки новых металлических набоек.
ü
Инструменты.
Отвертка
(шлицевая) – для поддевания и отрывания старых металлических набоек.
Плоскогубцы
– для выдергивания старых набоечных гвоздей.
Молоток
сапожный – для вбивания набоечных гвоздей.
Постановка
– для удобства простукивания металлической набойки.
Наждак
– для выравнивания металлических набоек.
Кисточка
– для окрашивания новой металлической набойки.
ü
Материал.
Новые
металлические набойки – для замены старых.
Краска
«Карат» – для окрашивания боковой поверхности металлических набоек.
ü
ТБ.
Перед началом работы надеть спецодежду, чтоб
место не было захламлено, положить нужные инструменты на край левой стороны
верстака. Отвертка шлицевая должна быть в исправности, износ в пределах
допустимых норме. Боёк сапожного молотка должен, хорошо закреплён на рукоятке,
на ней не должно быть: трещин, сколов, заусенцев, на бойке молотка не должно
быть раковин, зазубрин.
ü
ЭБ.
Рубильник должен быть огражден деревянным щитком,
и находиться в недоступном месте от всех, под ним на полу должен лежать
резиновый коврик.
ü
ОТ.
Охрана труда заключается в санитарной
гигиене. На верстаке, и в верстаке не должно быть еды. При выполнении работы
должен, быть одет фартук. После окончания работы надо все необходимые
инструменты убрать в чехол и сдать мастеру. Сделанную работу сдать мастеру п/о,
убраться своё рабочее место, сложить фартук и положить в верстак.
ü
Описание
технологического процесса.
Разборка.
Берем шлицевую отвертку и подрываем старую металлическую
набойку. Плоскогубцами удаляем старую металлическую набойку
Подготовительная
операция.
На наждаке выравниваем поверхность каблука. Подготавливаем
новую металлическую набойку по размеру каблука. Вставляем штырь и пробиваем его
в новую металлическую набойку.
Сборка.
Совмещаем новую металлическую набойку с
каблуком, помещаем на постановку и простукиваем сапожным молотком для более
плотного прилегания.
Отделка.
Выравниваем боковую поверхность каблука на
наждаке. Кисточкой наносим краску «Карат» на боковую поверхность каблука и
набойки.
ü
Требования
к качеству выполненной работы.
Металлические набойки должны плотно прилегать
к поверхности каблука. Должны изготовлены из износостойкого металла.
Соответствовать размеру каблука и иметь одинаковую форму в паре.
Описание
технологического процесса постановки новых набоек с поднабойкой.
Инструменты:
- Нож сапожный – для
обрезания излишков материала.
- Нож закройный – для
выкраивания новой и поднабойки набойки.
- Отвёртка – для отрывания старой
набойки.
- МВК-1-0 – для взъерошивания
поверхности набойки и каблука.
- Наждачная бумага – для
полирования боковой поверхности набойки.
- Молоток – для простукивания
и прибивания набойки.
- Кусачки – для удаления
гвоздевого крепления.
Материалы:
- Набоечный материал «Резит»
– для новой набойки.
- Клей «Наиритовый» – для
склеивания двух поверхностей.
- Картон – для изготовления
поднабойки.
- Гвозди набоечные – для
крепления набойки.
- Краска «Карат» – для
отделки боковой поверхности набойки.
ТБ, ЭБ и ПБ:
При работе с ножом нож должен идти с право, налево,
или от себя. Клей должен храниться в железной, герметичной банке в специально
отведённом месте. Помещение должно хорошо проветриваться, вентиляция должна
быть принудительной. При работе на МВК-1-0 необходимо соблюдать правила ТБ: запрещается
работать с распущенными рукавами, забинтованными пальцами, необходим резиновый
коврик и защитные очки. Не допускается оголённых проводов, жучков, не исправной
проводки. В помещении мастерской необходимы порошковые огнетушители марки ОУ –
5 в количестве 2 – ух штук. Молоток - хорошо насажан на рукоятку. Отвёртка –
рабочая поверхность с износом в пределах допустимого. Пальцы рук должны
находиться в не зоны удара молотка.
Описание
технологического процесса постановки новой набойки с поднабойкой.
Разборка:
Удаление гвоздевого крепления с помощью кусачек.
Удаление изношенной набойки с помощью плоской отвёртки.
Подготовительные операции:
Выкраиваем из резита новую набойку закройным ножом с
припуском 5 – 7 мм, а из картона поднабойку такого же размера. Взъерошиваем
поверхность набойки, выравниваем площадку каблука на МВК-1-0, до образования
горизонтальной поверхности (это проверяется, опустив обувь каблуком вниз на
горизонтальную поверхность, чтобы не было просветов). Обрабатываем поверхность
рашпилем. Делаем отметки на боковой поверхности каблука с двух сторон на
пересечении отверстий в каблуке. Наносим на поверхность набойки, поднабойки и
на поверхность каблука, равномерный слой клея «Наиритовый» от середины к краям.
Делаем выдержку 10 – 15 минут.
Сборка:
Производим
активизацию клеевой плёнки над электроплитой на расстоянии 10 – 15 см, при температуре 50 – 600 С в течение 15 – 20 секунд. Совмещаем склеиваемые
поверхности и простукиваем молотком для более плотного прилегания. Пробиваем
гвоздями, гвозди вбивают под углом к поверхности каблука, так чтобы гвозди были
утоплены в поверхности набойки на 1-2 мм.
Отделка:
Удаляем
излишки набойки и поднабойки, оставляя припуск 2 – 3 мм для отделочных работ. Производим отделку боковой поверхности набойки на машине МВК-1-0. Полируем
поверхность набойки наждачной бумагой. Полируем поверхность набойки с помощью
щётки и отделочного воска. Прокрашиваем поверхность набойки краской «Карат».
Требования к качеству:
Набойка должна быть плотно приклеена к поверхности
каблука. Не допускается царапин на поверхности каблука при обработке боковой
поверхности набойки. Не допускается выход гвоздей на поверхность каблука.
Набойка должна быть износостойкой. Не допускается скосов набойки внутрь.
I.
Технология замены
надпяточников.
Для выполнения операций по
ремонту используется следующий инвентарь:
Инструмент.
Наждачная бумага – для
выполнения взъерошивания поверхности затяжной кромки и подошвы.
Нож брусовочный – для
сбрусовывания краёв надпяточника.
Нож сапожный – для обрезания
излишков материала.
Нож закройный – для
выкраивания надпяточника.
Молоток – для простукивания,
для более плотного прилегания поверхностей.
Кисточка – для нанесения
клея.
Крючок (ушивочный) – для
прошивания краёв надпяточника.
Крючок – для прошивания
отошедшей части подошвы.
Отвёртка минусовая – для
подрывания старой профилактики.
Материалы.
Клей наиритовый – для
склеивания поверхностей.
Микропористая резина – для
удаления остатков клея.
Кожа – по цвету, для нового
надпяточника.
Нитки (по цвету) – для
прошивания.
Воск – для лощения нитки.
При выполнении операций по
пришиванию нового надпяточника, необходимо соблюдать правила техники
безопасности, пожарной безопасности и электробезопасности:
Т.
Б, Э.Б и П. Б.
При работе с ножом – нож
должен идти справа на лево, или от себя, чтобы не травмироваться.
Нож должен быть хорошо
заточен.
Запрещается работать не
исправным инструментом.
При работе с молотков –
пальцы должны находиться вне зоны удара молотка.
Молоток должен, хорошо
насажен на рукоятке.
Клей хранится в металлической
банке в специально отведённом месте.
Не допускается применение
открытого огня и электроплиты с открытой спиралью.
Не допускать превышение ПДК
при работе с клеем.
При работе с крючком палец
должен находиться на расстоянии 0,5 мм от выкала крючка.
Описание технологического процесса замены нового
надпяточника.
При выполнении постановки
надпяточника на изношенную часть обуви выполняют следующие технологические
операции.
Разборка.
Подрезаем нитки на старом
надпяточнике с помощью сапожного ножа.
Минусовой отвёрткой подрываем
верх обуви от подошвы, для постановки надпяточника.
Подготовительные
операции.
Зачищаем внутреннюю
поверхность подошвы и затяжной кромки наждачной бумагой.
С помощью закройного ножа
выкраиваем из кожи надпяточник по размеру и цвету.
В соответствии с формой и
размерами изношенного места на поверхности обуви. Спускаем края надпяточника по
контуру брусовочным ножом.
Наносим клей, тонким слоем
начиная от середины к краям на поверхность надпяточника, затяжную кромку и
внутреннюю поверхность подошвы широкой волосяной кисточкой.
Делаем выдержку 10 – 15 минут
для того, чтобы клеевая плёнка подсохла.
Сушку ведут при комнатной
температуре.
Отмеряем, необходимое
количество нитки для прошивания надпяточника и прошивания отошедшей части
подошвы, где поставим надпяточник.
Нитки лощим воском, для того
чтобы при прошивании нитки не лохматились и не гнили при носке.
Сборка.
Активизируем клеевую плёнку
внутренней поверхности подошвы, затяжной кромки и надпяточника над
электроплитой (с закрытой спиралью) на расстоянии 10 – 15 см от поверхности, в течение 6 секунд при температуре 60-80 С0.
Аккуратно совмещаем две
поверхности, чтобы не было перекосов.
Простукиваем молотком для
более плотного прилегания двух склеиваемых поверхностей.
С помощью ушивочного крючка
прошиваем по краю надпяточника.
Стежки длиной 2 мм.
Затем прошиваем низ обуви,
начинаем за один стежок до разрыва и на один стежок после разрыва.
Стежки длиной 7-10 мм.
Делаем закрепку, чтобы нитка
не распускалась.
Отделка.
Обрезаем лишние нитки
сапожным ножом, микропористой резиной удаляем излишки клея.
Требования
к качеству выполненной работы.
Надпяточник должен
выкраиваться из того же материала, что и верх обуви. Надпяточник должен быть, прочно
приклеен, и плотно прилегать к изношенной части верха и низа обуви.
Клеевое крепление должно быть
непроницаемым для воды и пыли.
Стежки должны быть одинаковой
длины, находиться на одинаковом расстоянии от края заплатки и края подошвы.
Надпяточник должен покрывать
всю поверхность разрыва верха обуви.
III. Описание
технологического процесса постановки новых набоек.
ü
Инструменты.
Отвертка
(шлицевая) – для поддевания и отрывания старых набоек.
Плоскогубцы
– для выдергивания старых набоечных гвоздей.
Молоток
сапожный – для вбивания набоечных гвоздей.
Нож
закройный – для выкраивания новой набойки.
Кисточка
– для нанесения клея.
Электроплита
– для активизации клеевой пленки.
Постановка
– для удобства простукивания набойки.
Наждачная
бумага – для зачищения поверхности.
Станок
МВК – 1-0 – для полирования боковой поверхности набойки.
ü
Материал.
Клей
(Наиритовый) – для склеивания набойки и каблука.
Набоечные
гвозди – для скрепления набойки к каблуку.
Резит
– для постановки новой набойки.
ü
ТБ.
Перед
началом работы надеть спецодежду, чтоб место не было захламлено, положить
нужные инструменты на край левой стороны верстака, а закройную доску на правый
край верстака.
Отвертка
шлицевая должна быть в исправности, износ в пределах допустимых норме.
Бокорезы
должны быть хорошо заточены, клепки держаться крепко.
Боёк
сапожного молотка должен хорошо закреплён на рукоятке, на ней не должно быть:
трещин, сколов, заусенцев, на бойке молотка не должно быть раковин, зазубрин.
При
работе с закройным ножом, нож должен идти с права на лево или от себя.
ü
ЭБ.
Плитка
для активизации клеевой пленки должна быть нагрета до температуры 80оС.
Провода должны быть целые, без повреждений, вилка должна быть в исправности.
Рубильник должен быть огражден деревянным щитком, и находиться в недоступном
месте от всех, под ним на полу должен лежать резиновый коврик.
ü
ПБ.
Клей
должен храниться в специально отведенном месте и в металлической герметичной
банке. При открытом клее нельзя использовать открытый огонь.
ü
ОТ.
Охрана
труда заключается в санитарной гигиене. На верстаке, и в верстаке не должно быть
еды. При выполнении работы должен, быть одет фартук. После окончания работы
надо все необходимые инструменты убрать в чехол и сдать мастеру. Сделанную
работу сдать мастеру п/о, убраться своё рабочее место, сложить фартук и
положить в верстак.
ü
Описание
технологического процесса.
Разборка.
Берем
бокорезы и удаляем набоечное крепление. Берем шлицевую отвертку и удаляем
старую набойку.
Подготовительная
операция.
Закройным
ножом выкраиваем набойку из резита припуском 5мм. Наждачной бумагой зачищаем
поверхность набойки. На станке МВК-1-0 выравниваем поверхность каблука. Делаем отметки
на пересечении отверстий на каблуке фломастером. Наносим клей на поверхность
набойки и каблука, тонким слоем и от середины к краям. Выдержка 10 – 15 мин.
Сборка.
Активизируем
клеевую пленку на поверхности набойки и каблука над плиткой в течение 10 – 15
сек на расстоянии 10 – 15 см. Совмещаем набойку с каблуком, помещаем на
постановку и простукиваем сапожным молотком для более плотного прилегания.
Крепим
набойку набоечными гвоздями по боковым сечениям на каблуке. Берем пробойник и
углубляем шляпки в набойку на расстояние 1 – 2 мм для малого истирания набойки и гвоздей.
Отделка.
Сапожным
ножом удаляем излишки набойки и микропористой резиной удаляем излишки клея.
Требования к качеству
выполненной работы.
Не
должно быть излишек клея на поверхности каблука, набойка должна держаться
крепко на каблуке. Набоечные гвозди должны быть углублены в набойку. Между
набойкой не должно быть щелей.
II. Описание
технологического процесса постановки профилактики.
ü
Инструменты:
1. Нож сапожный для -
удаления излишков материала.
2. Нож брусовочный для
- брусовки профилактики в геленочной части. Рашпиль для - взъерошивания
поверхности материала и подошвы. Наждачная бумага для - обработки профилактики.
3. Молоток для -
околачивания профилактики.
4. Отвёртка минусовая
для удаления изношенной профилактики. Плоскогубцы – для удаления профилактики.
5. МВК – 1 – 0 – для
взъерошивания поверхности подошвы и профилактики.
6. Нож закройный – для
выкраивания новой профилактики.
7. Щётка – для удаления
пыли.
8. Кисточка – для
нанесения клея на поверхность профилактики и подошвы.
9. Постановка – для
простукивания на ней обуви.
ü
Материалы:
1. Профилактика (коже
подобная резина) – для новой профилактики.
2. Клей «Рапид» – для
склеивания поверхностей.
3. Тексы – для вбивания
как контроля.
4. Краска «Карат» для
окрашивания боковой поверхности обуви, воск отделочный – для отделки боковой
поверхности обуви.
ü
ТБ
и ПБ:
При работе с ножом нож должен идти с право,
налево, или от себя. Клей должен хранится в железной, герметичной банке в
специально отведённом месте. Помещение должно хорошо проветриваться, вентиляция
должна быть принудительной. При работе на МВК – 1 – 0 необходимо соблюдать
правила ТБ: запрещается работать с распущенными рукавами, забинтованными
пальцами, необходим резиновый коврик и защитные очки. Не допускается оголённых
проводов, жучков, не исправной проводки. В помещении мастерской необходимы
порошковые огнетушители марки ОУ-5.
ü
Описание
технологического процесса постановки профилактической подошвы.
Разборка:
Берём обувь и нагреваем её над
электроплиткой, для лучшего удаления старой профилактики. С помощью отвёртки
подрываем профилактику по периметру и удаляем с помощью плоскогубцев.
Подготовительные
операции:
Зачищаем поверхность подошвы на МВК – 1 –
0,так чтобы поверхность была ровной. С помощью закройного ножа выкраиваем новую
профилактику с припуском 2 – 3 мм. Зачищаем профилактику на МВК – 1 – 0 и
дорабатываем с помощью рашпиля. Удаляем пыль щёткой с поверхности профилактики
и подошвы. Сбрусовываем профилактику, в геленочной части на нет, на расстоянии
10 – 15 мм с помощью брусовочного ножа. Зачищаем в месте брусовки рашпилем.
Наносим клей «Рапид» тонким слоем на поверхность профилактики и подошвы
кисточкой начиная с середины к краям. Делаем выдержку 10 –15 минут.
Сборка:
Активизируем клеевую плёнку над электроплитой
на расстоянии 10 – 15 см от поверхности плитки, при температуре 50 – 70
градусов в течение 15 – 20 секунд. Совмещаем две склеиваемые поверхности,
начиная с геленочной части, и плотно прижимаем. Надеть обувь на постановку.
Молотком простукиваем поверхность профилактики, начиная с середины к краям для
более плотного прилегания двух склеиваемых поверхностей. Сапожным ножом
обрезаем излишки профилактики под углом к поверхности подошвы. Зачищаем боковую
поверхность профилактики на МВК – 1 – 0.
Отделка:
Рашпилем дорабатываем поверхность
профилактики. Удаляем микропорам остатки клея. Полируем наждачной бумагой
боковую поверхность профилактики. Наносим краску «Карат» чёрного цвета.
Полируем поверхность щёткой.
ü
Требования
к качеству выполненной работы:
Профилактика должна быть ровной без
перекосов. Не должно быть щелей между профилактикой и подошвой. Профилактика
должна быть стойкой к истиранию. Не должно быть бугров и зарезав боковой
поверхности, царапин на деталях верха обуви.
1.
Мелкий ремонт.
·
Инструмент:
Для производства работ используется следующий набор
инструмента:
- нож сапожный;
- молоток;
- отвертка плоская;
- бокорезы;
- рашпиль;
·
Материал.
Необходимый материал: микропористая резина или
кожкартон.
Вспомогательный материал:
- клей марки Рапид;
- гвозди;
- кисть:
·
Т.Б. и П.Б.
При производстве работ необходимо соблюдать следующие
требования безопасности и охране труда:
- наличие спец. одежды (фартук, куртка с длинными
рукавами на манжетах или нарукавники);
- освещение рабочего места согласно СНиП;
- наличие вентиляции;
- инструмент, применяемый при производстве работ должен
быть в исправном состоянии, молоток-рукоятка плотно насажана, нож – хорошо
заточен, ручка рашпиля хорошо насажана, отвёртка – рабочая поверхность с
износом в пределах допустимого.
Особая осторожность и бдительность соблюдается при
работе с электроприборами:
- перед работой необходимо проверить заземление;
-
обязательное наличие изоляционных ковриков или настила выполненного из
изоляционного материала;
-
целостность пусковых кнопок;
-
проверка на холостом ходу.
Перед работой с электрооборудование производится
дополнительный инструктаж, о чём делается запись в журнале первичного
инструктажа, с указанием даты, фамилия, должность инструктируемого и
инструктирующего и их подписи. На рабочем месте имеется инструкция пользования
и требования к безопасности производимых работ.
В рабочем помещении установлены порошковые
огнетушители ОП-1(б)- 13Б, С-01 У2в количестве 2 штук.
При работе с клеем не допускается использование
открытого огня.
·
Технологический процесс постановки рубца.
А) Разборка:
-
удалить изношенную набойку;
Б) Подготовительные операции:
-
выравниваем поверхность каблука на машине МВК-1-0;
-
доводим поверхность каблука с помощью рашпиля;
-
размечаем и вырезаем флик из кожкартона;
-
наносим тонким слоем клей на поверхность каблука и флика;
-
выдержка 10-15 минут;
В) Сборка:
-
активизация клеевой плёнки при температуре 50-60 градусов, на расстоянии
10-15 мм от поверхности плитки, в течение 10-15 секунд;
-
совмещаем две склеиваемые поверхности, простукиваем молотком для более
плотного скрепления;
-
удаляем излишки материала с помощью ножа;
Г) Отделка:
-
обрабатываем боковую поверхность на машине МВК-1-0;
-
полирование боковой поверхности каблука;
-
полирование поверхности с помощью суконной тряпочки, для придания
лучшего вида.
·
Требования к качеству.
-
гладкий край каблука;
-
однородная окраска;
-
отсутствие следов клея;
-
поверхность подошвы и каблука должны быть расположены в одной
горизонтали.
II. Описание
технологического процесса прошивка по периметру.
ü
Инструменты.
Нож
сапожный – для удаления старых капроновых ниток.
Крючок
толстый – для прошивания по периметру подошвы.
ü
Материалы.
Воск
для – вощения ниток.
Нитки
толстые – для крепления подошвы.
ü
ТБ.
Перед
началом работы надеть спецодежду, чтоб место не было захламлено, положить
нужные инструменты на край левой стороны верстака, а закройную доску на правый
край верстака.
Нож
сапожный – при работе с ножом нож должен идти от себя или справа на лево,
хождение по мастерской с ножом запрещено.
Крючок
– должен держаться крепко к ручке, прошивать подошву так, чтобы пальцы находились
на 0,5 или 1 см от выкала крючка, чтоб не повредить их. После работы положить
инструменты на место.
ü
Описание
технологического процесса.
Разборка.
Берем
сапожный нож и отрезаем старые нитки крепления подошвы.
Подготовительная
операция.
Берем
капроновые нитки по цвету идентичному цвету, обуви и вощим их воском, для
улучшения их сопротивляемости истиранию.
Сборка.
Берем
вощеные нитки и прошиваем подошву толстым крючком по периметру с геленочной части
(правый через носочную часть, левый через пяточную часть), по окончанию
прошивки делаем закрепку (прошиваем на один стежок назад).
Отделка.
Удаляем
нитки с помощью сапожного ножа. Затем удаляем клей с поверхности верха обуви
микропористой резиной, чистим обувь щёткой.
Требования к качеству
выполненной работы.
Чтобы
нитки должны быть плотно, прилегать к подошве. Стежки, должны быть в длину 1,5
или 2 см, на расстоянии 0,5 см от края подошвы.
ü
Инструменты.
Нож
сапожный – для обрезания, удаления излишек ниток.
Крючок
– для прошивания верха.
ü
Материал.
Нитки
– для скрепления деталей верха обуви.
Воск
– для вощения ниток.
ü
ТБ.
ПБ. ЭБ. ОТ.
Сапожный нож должен быть остро заточен. Нож
должен идти от себя или с права на лево. Так же нельзя с ножом бегать по
мастерской, размахивать возле своего соседа по верстаку. При шитье крючком
пальцы должны находиться на 0,5 мм от выкала крючка.
ü
ОТ.
Охрана труда заключается в санитарной
гигиене. На верстаке не должна находиться еда. При выполнении работы на тебе
должен, быть фартук и на верстаке кроме нужного инструмента ничего не должно
лежать. После окончания работы надо все необходимые инструменты убрать на
место. Сделанную работу сдать мастеру п/о, убраться возле своего места, сложить
фартук и положить в верстак. Помыть руки, сесть на своё место и ждать
объявления мастера.
ü
Описание
технологического процесса.
Разборка.
Кончиком ножа удаляем излишки старых ниток.
Подготовительная
операция.
Подготавливаем
нитки. Подбираем нитки по цвету и размеру и крючок по размеру. Отмеряем
необходимое количество ниток для прошивания. Нитки вощим воском.
Сборка.
Берем крючок и прошиваем скрытым швом, т. е.
дырочка в дырочку перекрещивая при шитье нитки. Длина стежка должна быть
2-3мм.
Отделка.
Сапожным
ножом удаляем излишки ниток. Требования к качеству выполняемой работы. Узелки
должны быть утянуты и концы ниток не должны быть видны на поверхности.
ü
Требования
к качеству выполненной работы.
При прошивании распоротых участков верха
обуви скрытым швом не должно быть повреждений верха, стежки должны быть хорошо
утянутыми. Стежки не должны быть видны на поверхности верха обуви. Крепление
Никами должно быть прочным.
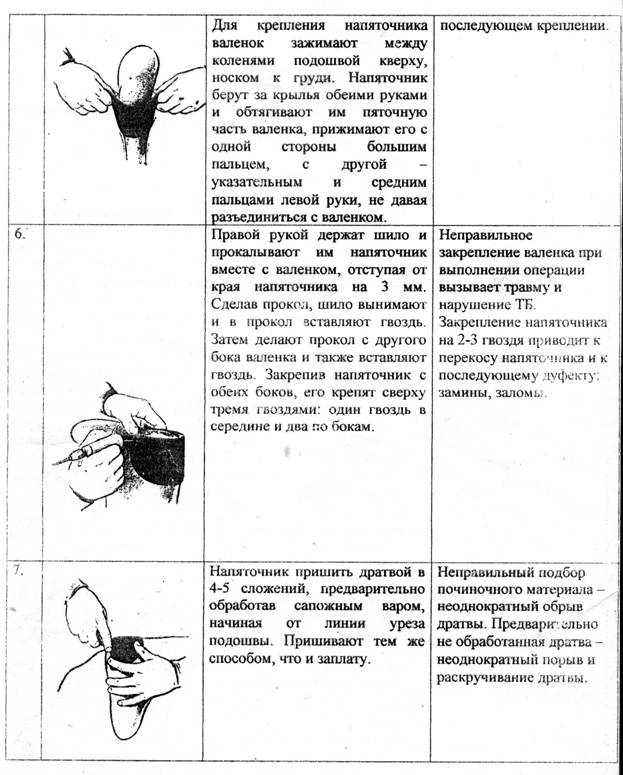
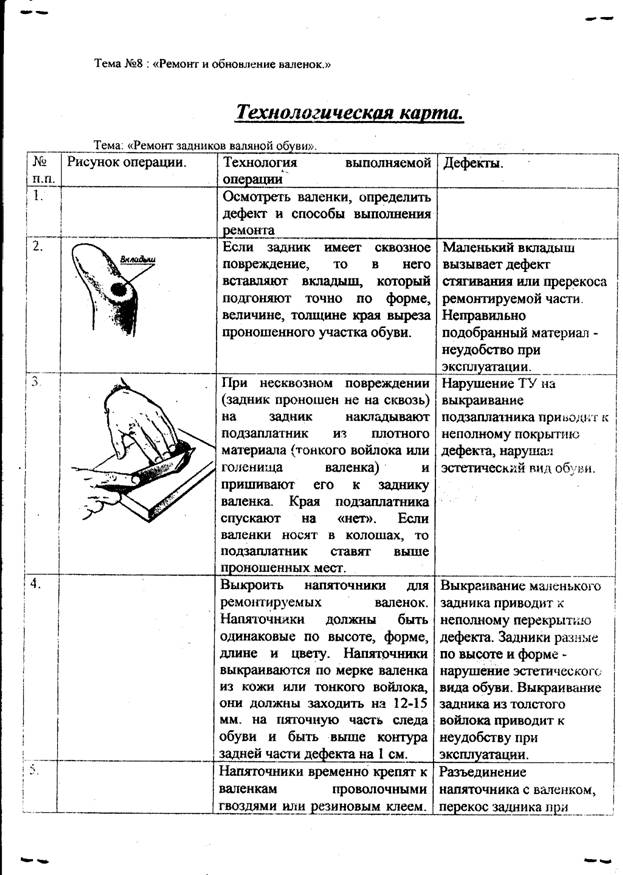
ü
Инструменты:
Молоток
сапожный – для околачивания каблука.
Нож
сапожный – для различных операций.
Отвёртка
шлицевая – для удаления каблука.
Кисточка
– для нанесения клея.
Наждачная
бумага – для зачистки поверхности.
Отвёртка
фигурная – для удаления крепления каблука.
МВК-1-0
– для взъерошивания пяточной части подошвы.
ü
Материал:
Ткань
– для верха каблука.
Каблук
– для замены старого.
Клей
«Наиритовый» – для склеивания поверхностей.
Шурупы
– для крепления каблука.
ü
ТБ
и ПБ:
Рабочее место следует размещать таким
образом, чтобы к нему был обеспечен максимальный доступ света. Необходимо
промывать оконные стёкла, рабочее место содержать в порядке и чистоте.
Инструмент должен лежать в специально отведённом месте, ножи должны хранится в
чехлах. При работе нож должен, хорошо наточен, резать ножом нужно от себя (с
право на лево) когда обрезаешь деталь. Молоток должен быть хорошо закреплён на
рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей должен храниться в
герметичной металлической банке в специально отведённом месте. Аварийные выходы
свободны. Не допускать превышения допустимых концентраций (ПДК). Огнетушители
находятся в отведённом месте.
v
Описание
технологического процесса.
Разборка:
Удаляем вкладную стельку, фигурной отвёрткой
удаляем каблучное крепление, шлицевой отвёрткой подрываем каблук. Удаляем каблук.
Подготовительные
операции:
Закройным ножом выкраиваем из ткани обтяжки
каблука с припуском 1,5-2 см. на МВК-1-0 взъерошиваем пяточную часть подошвы.
Кисточкой наносим клей «Наиритовый» на ткань обтяжки каблука, пяточную часть
подошвы и каблук начиная с середины к краям. Даём выдержку 10 –15 минут.
Сборка:
Делаем активизацию клеевой плёнки над
электроплитой при температуре 50 – 700 С в течение 10 – 15 секунд на
расстоянии 10 – 15 см от поверхности плитки. Приклеиваем обтяжку на каблук и
загибаем края. Помещаем на постановку и простукиваем молотком для более
плотного прилегания поверхностей. Приклеиваем каблук на пяточную часть подошвы,
помещаем на постановку и простукиваем молотком для более плотного прилегания
поверхностей. Шурупами с помощью шлицевой отвёртки крепим каблук. Вкладываем
вкладную стельку.
Отделка:
Проверить плотное прилегание обтяжки к
каблука. Убрать лишний клей на каблуке.
ü
Требования
к качеству выполненной работы:
Работа должна быть выполнена аккуратно, без
повреждений. Недопустимо загрязнение клеем. Каблук должен плотно прилегать к
поверхности подошвы и быть устойчивым.
4. Отремонтировать
каблук с заменой супинатора.
v
Инструмент:
Отвёртка
минусовая – для удаления стельки, подпяточника и полустельки.
Бокорезы
– для удаления гвоздевого крепления.
Нож
сапожный – для различных работ.
Брусовочный
нож – для брусовки геленочной части полустельки. Рашпиль – для зачистки
поверхности полустельки.
Наждачная
бумага – для зачистки поверхности полустельки.
Молоток
– для околачивания поверхности, крепления тексами в геленочной части.
Шило
– для пробивания отверстий под крепление каблука.
Крючок
– для прошивания полустельки в геленочной части.
v
Материалы:
Клей
«Наиритовый» – для склеивания поверхностей.
Тексы
– для крепления супинатора в геленочной части.
Шурупы
– для крепления каблука.
Супинатор
– взамен старого.
Кожа
натуральная (сходы) – для изготовления новой полустельки. Нитки – для крепления
полустельки, супинатора в геленочной части. Сукно – для мягкого подпяточника.
v
ТБ
и ПБ:
Рабочее место следует размещать таким образом,
чтобы к нему был обеспечен максимальный доступ света. Необходимо промывать
оконные стёкла, рабочее место содержать в порядке и чистоте. Инструмент должен
лежать в специально отведённом месте, ножи должны хранится в чехлах. При работе
нож должен, хорошо наточен, резать ножом нужно от себя (с право на лево) когда
обрезаешь деталь. Молоток должен быть хорошо закреплён на рукоятке, чтобы не
пострадали рядом сидящие учащиеся. Клей должен хранится в герметичной
металлической банке в специально отведённом месте. Аварийные выходы свободны.
Не допускать превышения допустимых концентраций (ПДК). Огнетушители находятся в
отведённом месте.
v
Описание
технологического процесса ремонта каблука с заменой супинатора:
Разборка:
Извлекаем вкладную стельку с помощью плоской
отвёртки. Удаляем каблучное крепление отвёрткой. Извлекаем полустельку плоской
отвёрткой. Извлекаем супинатор плоской отвёрткой.
Подготовительные
операции:
Выкраиваем полустельку из натуральной кожи
(сходы) закройным ножом. Спускаем края геленочной части полустельки брусовочным
ножом на расстоянии 10 – 15 мм. По старому мягкому подпяточнику выкраиваем
закройным ножом новый подпяточник из сукна. Зашкуриваем поверхность полустельки
рашпилем.
Подгоняем
супинатор молотком по старому супинатору. Намазываем клей тонким слоем на
склеиваемые поверхности: внутреннюю часть обуви, супинатора, полустельки.
Выдержка 10-15 минут.
Сборка:
Делаем активизацию клеевой плёнки над
электроплитой при температуре 50 – 70 градусов в течение 10 – 15 секунд на
расстоянии 10 – 15 см от поверхности плитки. Вклеиваем супинатор. Вклеиваем
полустельку. Помещаем на постановку, простукиваем молотком для более плотного
прилегания поверхностей. Крепим каблук через полустельку шурупами под углом к
оси каблука. Крепим полустельку в геленочной части через подошву нитками с
помощью крючка или тэксами с помощью молотка. Загибаем тэксы в полустельку.
Вклеиваем мягкий подпяточник. Вставляем вкладную стельку.
Отделка:
Проверить плотное прилегание стельки,
полустельки. Убрать лишний клей на подкладке. Проверить крепость крепления
супинатора.
v
Требования
к качеству выполненной работы:
Работа должна быть выполнена аккуратно, без
повреждений. Недопустимо загрязнение клеем. Стелька вырезана аккуратно, без
зарезав. Подпяточник должен хорошо смягчать крепление каблука, при носке не
должно ничего довить ногу. Супинатор хорошо закреплён. Тэксы должны быть
загнуты в полустельке, не создают дискомфорт при ходьбе. Каблук закреплён
шурупами под углом к оси каблука. Головки шурупов утоплены в полустельке.
V.
Технология ремонта низа
валяной обуви.
Для выполнения операций по ремонту используется
следующий инвентарь:
III. Описание
технологического процесса ремонта низа валяной обуви.
ü
Инструмент.
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания низа валяной обуви.
Молоток
– для простукивания подошвы, для более плотного прилегания поверхностей.
Кисточка
– для нанесения клея.
Крючок
– для пришивания низа валяной обуви.
ü
Материалы.
Клей
«Наиритовый» – для склеивания поверхностей.
Микропористая
резина – для удаления остатков клея.
Войлок
или голенища старого валенка – для новой подошвы.
Нитки
– для прошивания.
Вар
сапожный – для изготовления дратвы.
ü
Т.
Б, Э.Б и П. Б.
При работе с ножом – нож должен идти справа
на лево, или от себя, чтобы не травмироваться. Нож должен быть хорошо заточен. Запрещается
работать не исправным инструментом. При работе с молотков – пальцы должны
находиться вне зоны удара молотка. Молоток должен, хорошо насажен на рукоятке. Клей
хранится в металлической банке в специально отведённом месте. Не допускается
применение открытого огня и электроплиты с открытой спиралью. Не допускать
превышение ПДК при работе с клеем. При работе с крючком палец должен находиться
на расстоянии 0,5 мм от выкала крючка.
ü
Описание
технологического процесса ремонта низа валяной обуви.
Разборка.
Подрезаем нитки с помощью сапожного ножа.
Удаляем старые нитки и низ валяной обуви.
Подготовительные
операции.
С помощью закройного ножа выкраиваем из
старого голенища валенка или войлока новую подошву по размеру с припуском 2-3 мм. В соответствии с формой и размерами низа валяной обуви. Наносим клей, тонким слоем начиная от
середины к краям на поверхность низа валяной обуви и новую подошву широкой
волосяной кисточкой. Делаем выдержку 10 – 15 минут для того, чтобы клеевая
плёнка подсохла. Сушку ведут при комнатной температуре. Отмеряем, необходимое
количество нитки для пришивания подошвы. Нитки лощим сапожным варом и
изготавливаем дратву, для того чтобы при прошивании нитки не лохматились и не гнили
при носке.
Сборка.
Активизируем клеевую плёнку подошвы и низа
валяной обуви над электроплитой (с закрытой спиралью) на расстоянии 10 – 15 см от поверхности, в течение 6 секунд при температуре 60-800 С. Аккуратно совмещаем две
поверхности, чтобы не было перекосов. Простукиваем молотком для более плотного
прилегания двух склеиваемых поверхностей. С помощью сапожного ножа делаем
канавку в подошве валяной обуви на глубину 2 мм, на расстоянии 5 мм от края подошвы. Стежки делаем длиной 7-10 мм. Прошиваем по периметру валяной обуви. Делаем
закрепку, чтобы нитка не распускалась.
Отделка.
Обрезаем лишние нитки сапожным ножом.
Обрезаем излишки подошвы сапожным ножом.
ü
Требования
к качеству выполненной работы.
Подошва должна выкраиваться из войлока или
старых голенищ валяной обуви. Подошва должна быть, прочно приклеена, и плотно
прилегать к изношенной части валяной обуви. Стежки должны быть одинаковой
длины, находиться на одинаковом расстоянии от края валяной обуви. Подошва
должна покрывать всю поверхность валяной обуви.
План.
1.Характеристика
обувной мастерской
2.Ремонт
отделившейся от следа обуви мало изношенной части подошвы.
·
Инструмент.
·
Материал.
·
Т.Б.
и П.Б.
·
Описание
технологического процесса ремонта отделившейся от следа обуви мало изношенной
части подошвы.
а)
Разборка.
б)
Подготовительная операция.
в)
Сборка.
г)
Отделка.
·
Требования
к качеству выполняемой работы.
3.Поставить
новые набойки.
·
Инструмент.
·
Материал.
·
Т.Б.
и П.Б.
·
Описание
технологического процесса постановки новых набоек.
а)
Разборка.
б)
Подготовительная операция.
в)
Сборка.
г)
Отделка.
·
Требования
к качеству выполняемой работы.
4.Выводы и
предложения по улучшению культуры обслуживания в мастерской по ремонту обуви.
1.
Характеристика обувной мастерской.
Обувная
мастерская, в которой проходила преддипломную практику в условиях
производства, находится в общежитие № 1 по адресу: Восточное шоссе 2 – а.
В
мастерской есть всё необходимое оборудование для ремонта обуви.
Мастерская
имеет общую площадь 80 квадратных метров.
Имеется
запасной выход.
Освещение
– потолочное лампами дневного света и боковое освещение на кронштейнах.
Вентиляция
– естественная.
Режим
работы с 9-00 до 15-30 часов, с перерывом на обед с 11-45 до 12-15 часов.
2.
Ремонт отделившейся от следа обуви мало изношенной части подошвы.
·
Инструмент:
МВК – 1 – 0 – для взъерошивания
подошвы.
Наждачная бумага – для зачистки мало
изношенной части подошвы.
Молоток – для простукивания подошвы.
Крючок – для прошивки подошвы.
Кисточка – для нанесения клея.
Сапожный нож – для выполнения
различных операций.
Отвёртка плоская – для отрывания
мало изношенной части подошвы.
Плоскогубцы – для удаления ниток.
·
Материалы:
Клей
«Рапид» – для склеивания поверхностей.
Нитки
капроновые – для крепления подошвы.
Воск
– для лощения нитки.
·
ТБ
и ПБ:
При работе с ножом нож должен идти с
право, налево, или от себя.
Клей должен хранится в железной,
герметичной банке в специально отведённом месте.
Помещение должно хорошо
проветриваться, вентиляция должна быть принудительной.
При работе на МВК – 1 – 0 необходимо
соблюдать правила ТБ: запрещается работать с распущенными рукавами,
забинтованными пальцами, необходим резиновый коврик и защитные очки.
Не допускается оголённых проводов,
жучков, не исправной проводки.
В помещении мастерской необходимы
порошковые огнетушители марки ОУ – 5 в количестве 2 – ух штук.
Молоток - хорошо насажан на
рукоятку.
Отвёртка – рабочая поверхность с
износом в пределах допустимого.
Пальцы рук должны находится в не
зоны удара молотка.
При прошивании палец должен
находиться на расстоянии 5 – 7 мм выкала от крючка.
·
Описание
технологического процесса постановки новых набоек.
а) Разборка:
Сапожным ножом подрезаем ниточное
крепление мало изношенной части подошвы.
Удаляем нитки плоскогубцами.
Отрываем подошву плоской отвёрткой.
б)
Подготовительные операции:
Зачищаем наждачной бумагой
поверхности мало изношенной подошвы, и низ верха обуви по затяжной кромке.
Кисточкой наносим клей на
поверхность мало изношенной подошвы и затяжную кромку.
Делаем выдержку 10 –15 минут.
Отмеряем необходимое количество
нитки подобранной по цвету и лощим воском.
в) Сборка:
Производим активизацию клеевой
плёнки над электроплитой на расстоянии 10 – 15 см, при температуре 50 – 60 градусов в течение 15 – 20 секунд.
Совмещаем две склеиваемые
поверхности и простукиваем молотком для более плотного прилегания двух
склеиваемых поверхностей.
Начиная с внутренней стороны в
геленочной части, начинаем прошивать по периметру ровными стежками от 8 до 10 мм в длину.
г) Отделка:
Удаляем микропористой резиной
излишки клея с верха и боковой поверхности обуви. Удаляем излишки ниток.
·
Требования
к качеству выполненной работы:
Стежки
должны быть ровными, узелки хорошо утянуты.
На
поверхности не должно быть остатков клея, повреждения.
Не
должно быть остатков ниток.
Обувь
должна иметь эстетический вид.
Подошва
должна плотно прилегать к верху обуви.
Не
должно быть складок и морщин.
3.
Постановка новой набойки.
·
Инструменты:
Нож
сапожный – для обрезания излишков материала.
Нож
закройный – для выкраивания новой набойки.
Отвёртка
– для отрывания старой набойки.
МВК
– 1 – 0 – для взъерошивания поверхности набойки и каблука.
Наждачная
бумага – для полирования боковой поверхности набойки.
Молоток
– для простукивания и прибивания набойки.
Кусачки
– для удаления гвоздевого крепления.
·
Материалы:
Набоечный материал «Резит» – для
новой набойки.
Клей «Рапид» – для склеивания двух
поверхностей.
Гвозди набоечные – для крепления
набойки.
Краска «Карат» – для отделки боковой
поверхности набойки.
·
ТБ
и ПБ:
При работе с ножом нож должен идти с
право, налево, или от себя.
Клей должен хранится в железной,
герметичной банке в специально отведённом месте.
Помещение должно хорошо
проветриваться, вентиляция должна быть принудительной.
При работе на МВК – 1 – 0 необходимо
соблюдать правила ТБ: запрещается работать с распущенными рукавами,
забинтованными пальцами, необходим резиновый коврик и защитные очки.
Не допускается оголённых проводов,
жучков, не исправной проводки.
В помещении мастерской необходимы
порошковые огнетушители марки ОУ – 5 в количестве 2 – ух штук.
Молоток - хорошо насажан на
рукоятку.
Отвёртка – рабочая поверхность с
износом в пределах допустимого.
Пальцы рук должны находится в не
зоны удара молотка.
·
Описание
технологического процесса постановки новой набойки.
а) Разборка:
Удаление гвоздевого крепления с
помощью кусачек.
Удаление изношенной набойки с
помощью плоской отвёртки.
б)
Подготовительные операции:
Выкраиваем из резита новую набойку
закройным ножом с припуском 5 – 7 мм.
Взъерошиваем поверхность набойки,
выравниваем площадку каблука на МВК – 1 – 0, до образования горизонтальной
поверхности (это проверяется, опустив обувь каблуком вниз на горизонтальную
поверхность, чтобы не было просветов).
Обрабатываем поверхность рашпилем.
Наносим на поверхность набойки и на
поверхность каблука, равномерный слой клея марки «Рапид» от середины к краям.
Делаем выдержку 10 – 15 минут.
в)
Сборка:
Производим активизацию клеевой
плёнки над электроплитой на расстоянии 10 – 15 см, при температуре 50 – 60 градусов в течение 15 – 20 секунд.
Совмещаем две склеиваемые
поверхности и простукиваем молотком для более плотного прилегания двух
склеиваемых поверхностей.
Пробиваем гвоздями, гвозди вбивают
под углом к поверхности каблука.
Удаляем излишки набойки, оставляя
припуск 2 – 3 мм для отделочных работ.
г)
Отделка:
Производим отделку боковой
поверхности набойки на машине МВК-1-0.
Полируем
поверхность набойки наждачной бумагой.
Полируем
поверхность набойки с помощью щётки и отделочного воска.
Прокрашиваем
поверхность набойки краской «Карат».
·
Требования
к качеству:
Набойка должна быть плотно приклеена
к поверхности каблука.
Не допускается царапин на
поверхности каблука при обработке боковой поверхности набойки.
Не допускается выход гвоздей на
поверхность каблука.
Набойка должна быть износостойкой.
Не допускается скосов набойки
внутрь.
4.
Выводы и предложения по улучшению культуры обслуживания в мастерской по ремонту
обуви.
В
мастерской нужна хорошая принудительная вентиляция для не допущения превышения
допустимых концентраций (ПДК) вредных веществ: клея, краски.
Так же необходимо произвести
промывку системы отопления, так как утепление окон не даёт необходимого
результата, и не поддерживает необходимой температуры в помещение мастерской по
ремонту обуви.
Необходимо установить дополнительные
электроплитки для активизации клеевой плёнки, так как хождение до плиты
отнимает время, которое можно использовать в полезных целях, и меньше будет
отвлекать учащихся.
Повысит дисциплину и технику
безопасности. Сделать ремонт в комнате отдыха посетителей.
III. Описание
технологического процесса ремонта резинового каблука.
ü
Инструменты.
Сапожный
молоток – для простукивания и прибивание.
Отвёртка
шлицевая – для подрывания старого каблука.
М.В.К.
– 1 – 0 – для взъерошивания поверхности каблука.
Электроплита
– для активизации клеевой плёнки.
Постановка
– для производства мелкого и среднего ремонта низа обуви.
Наждачная
бумага – для полирования поверхности.
Микропористая
резина – для удаления излишки клея.
Кисточка:
1 – для нанесения клея. 2 – для подкрашивания поверхности каблука.
Кусачки
– для удаления гвоздевого крепление.
ü
Материалы.
Каблук
новый – для замены старого каблука.
Клей
«Наиритовый» – для склеивания поверхности.
Краска
«Карат» – для подкрашивания каблука.
Каблучные
гвозди – для лучшего скрепление.
ü
Т.Б.
и П.Б.
Надеть специальную одежду закатать рукава или
застегнуть, убрать волосы приготовится к работе, положить инструменты которые
нужны для ремонта обуви. Инструменты, которые мало используется подальше
положить, а которые чаше будем пользоваться положить поближе в правый угол
верстака. При работе с ножом, нож должен идти с право на лево или от себя. Клей
должен храниться в железной или герметичной банке в специальном отведенном
месте. Помещение должно хорошо проветриваться, вентиляция должна в естественном
состоянии. При работе с электроплитой недолжно никаких оголенных проводов, не
допускается с перебинтованным пальцем, распушенными волосами, рукавами, должен
резиновый коврик, а также технику безопасность. Молоток должен, хорошо насажен
на ручку, пальцы рук должен находиться в не зоне удара молотка. При работе МВК-1-0
необходимо соблюдать технику безопасность, запрещается работать волосами,
рукавами, забинтованными пальцами, должен резиновый коврик, защитные очки. Не
допускается оголенные провода. Пальцы рук не должны находиться вне зоны вращающего
круга. Отвёртка не должна быть острой и не зазубрина.
ü
Описание
технологического процесса ремонта резинового каблука.
Разборка.
Удаляем гвоздевое крепление с помощью
кусачек. Удаляем старый каблук с помощью шлицевой отвёртки.
Подготовительная
операция.
Зачищаем наждачной бумагой поверхность
каблука и обуви. Наносим кисточкой клей «Наиритовый» на поверхность каблука и
обуви делаем выдержку 10 – 15 мин. Приготавливаем каблучные гвозди.
Сборка.
Производим активизацию клеевой плёнки на
поверхность каблука и обуви. Над электроплитой на расстояние 10 – 15 мм, при температуре 50 – 600С в течение 15 – 20 секунд. Совмещаем две поверхности вместе,
потом простукиваем молотком для более прочного крепление, потом забиваем
каблучными гвоздями на расстояние 10 – 15 мм от края каблука. Затем выравниваем на машине М.В.К. 1-0 каблук.
Отделка.
Удаляем излишки клея с помощью микропористой
резиной. Затем красим краской «Карат» каблук кисточкой.
ü
Требование
качеству выполненой работы.
На поверхности не должен остаться клей и на
поверхности, а так же хорошо покрашено. Каблук должен, крепко прикреплен к
верху обуви.
5.
Отремонтировать каблук с
заменой супинатора.
·
Инструмент:
·
Отвёртка минусовая – для удаления стельки, подпяточника и
полустельки. Бокорезы – для удаления гвоздевого крепления. Нож сапожный – для
различных работ. Брусовочный нож – для брусовки геленочной части полустельки.
Рашпиль – для зачистки поверхности полустельки. Наждачная бумага – для зачистки
поверхности полустельки. Молоток – для околачивания поверхности, крепления
тексами в геленочной части. Шило – для пробивания отверстий под крепление
каблука. Крючок – для прошивания полустельки в геленочной части.
·
Материалы:
Клей «Рапид» – для склеивания поверхностей. Тексы – для крепления
супинатора в геленочной части. Шурупы – для крепления каблука. Супинатор –
взамен старого. Кожа натуральная (сходы) – для изготовления новой полустельки.
Нитки – для крепления полустельки, супинатора в геленочной части. Сукно – для
мягкого подпяточника.
·
ТБ и ПБ:
Рабочее место следует размещать
таким образом, чтобы к нему был обеспечен максимальный доступ света. Необходимо
промывать оконные стёкла, рабочее место содержать в порядке и чистоте.
Инструмент должен лежать в специально отведённом месте, ножи должны хранится в
чехлах. При работе нож должен, хорошо наточен, резать ножом нужно от себя (с
право на лево) когда обрезаешь деталь. Молоток должен быть хорошо закреплён на
рукоятке, чтобы не пострадали рядом сидящие учащиеся. Клей должен хранится в
герметичной металлической банке в специально отведённом месте. Аварийные выходы
свободны. Не допускать превышения допустимых концентраций (ПДК). Огнетушители
находятся в отведённом месте.
·
Описание технологического процесса ремонта каблука с заменой
супинатора:
а) Разборка:
Извлекаем вкладную стельку с
помощью плоской отвёртки. Удаляем каблучное крепление отвёрткой.
Извлекаем полустельку плоской отвёрткой. Извлекаем супинатор плоской отвёрткой.
б)
Подготовительные операции:
Выкраиваем полустельку из
натуральной кожи (сходы) закройным ножом. Спускаем края геленочной части
полустельки брусовочным ножом на расстоянии 10 – 15 мм. По старому мягкому подпяточнику выкраиваем закройным ножом новый подпяточник из сукна.
Зашкуриваем поверхность полустельки рашпилем.
Подгоняем супинатор молотком по старому супинатору.
Намазываем клей тонким слоем на склеиваемые поверхности: внутреннюю часть
обуви, супинатора, полустельки. Выдержка 10-15 минут.
в) Сборка:
Делаем
активизацию клеевой плёнки над электроплитой при температуре 50 – 70 градусов в
течение 10 – 15 секунд на расстоянии 10 – 15 см от поверхности плитки. Вклеиваем супинатор. Вклеиваем полустельку. Помещаем на постановку, простукиваем молотком
для более плотного прилегания поверхностей. Крепим каблук через полустельку
шурупами под углом к оси каблука. Крепим полустельку в геленочной части через
подошву нитками с помощью крючка или тэксами с помощью молотка. Загибаем тэксы
в полустельку. Вклеиваем мягкий подпяточник. Вставляем вкладную стельку.
г) Отделка:
Проверить
плотное прилегание стельки, полустельки. Убрать лишний клей на подкладке.
Проверить крепость крепления супинатора.
·
Требования к качеству выполненной работы:
Работа должна быть
выполнена аккуратно, без повреждений. Недопустимо загрязнение клеем. Стелька
вырезана аккуратно, без зарезав. Подпяточник должен хорошо смягчать крепление
каблука, при носке не должно ничего довить ногу. Супинатор хорошо закреплён.
Тэксы должны быть загнуты в полустельке, не создают дискомфорт при ходьбе.
Каблук закреплён шурупами под углом к оси каблука. Головки шурупов утоплены в
полустельке.
Описание технологического
процесса постановки профилактики.
- Нож
сапожный для - удаления излишков материала.
- Нож
брусовочный для - брусовки профилактики в геленочной части. Рашпиль для -
взъерошивания поверхности материала и подошвы. Наждачная бумага для -
обработки профилактики.
- Молоток
для - околачивания профилактики.
- Отвёртка
минусовая для удаления изношенной профилактики. Плоскогубцы – для удаления
профилактики.
- МВК
– 1 – 0 – для взъерошивания поверхности подошвы и профилактики.
- Нож
закройный – для выкраивания новой профилактики.
- Щётка
– для удаления пыли.
- Кисточка
– для нанесения клея на поверхность профилактики и подошвы.
- Постановка
– для простукивания на ней обуви.
Материалы:
- Профилактика
(коже подобная резина) – для новой профилактики.
- Клей
«Рапид» – для склеивания поверхностей.
- Тексы
– для вбивания как контроля.
- Краска
«Карат» для окрашивания боковой поверхности обуви, воск отделочный – для
отделки боковой поверхности обуви.
ТБ, ЭБ и ПБ:
При работе с ножом нож должен идти с право, налево,
или от себя. Клей должен храниться в железной, герметичной банке в специально
отведённом месте. Помещение должно хорошо проветриваться, вентиляция должна
быть принудительной. При работе на МВК – 1 – 0 необходимо соблюдать правила ТБ:
запрещается работать с распущенными рукавами, забинтованными пальцами,
необходим резиновый коврик и защитные очки. Не допускается оголённых проводов,
жучков, не исправной проводки. В помещении мастерской необходимы порошковые
огнетушители марки ОУ-5.
Описание технологического
процесса постановки профилактической подмётки.
Разборка:
Берём обувь и нагреваем её над электроплиткой, для
лучшего удаления старой профилактики. С помощью отвёртки подрываем профилактику
по периметру и удаляем с помощью плоскогубцев.
Подготовительные
операции:
Зачищаем поверхность подошвы на МВК – 1 – 0,так чтобы
поверхность была ровной. С помощью закройного ножа выкраиваем новую
профилактику с припуском 2 – 3 мм. Зачищаем профилактику на МВК – 1 – 0 и
дорабатываем с помощью рашпиля. Удаляем пыль щёткой с поверхности профилактики
и подошвы. Сбрусовываем профилактику, в геленочной части на нет, на расстоянии
10 – 15 мм с помощью брусовочного ножа. Зачищаем в месте брусовки рашпилем.
Наносим клей «Рапид» тонким слоем на поверхность профилактики и подошвы
кисточкой начиная с середины к краям. Делаем выдержку 10 –15 минут.
Сборка:
Активизируем клеевую плёнку над электроплитой на
расстоянии 10 – 15 см от поверхности плитки, при температуре 50 – 70 градусов в
течение 15 – 20 секунд. Совмещаем две склеиваемые поверхности, начиная с
геленочной части, и плотно прижимаем. Надеть обувь на постановку. Молотком
простукиваем поверхность профилактики, начиная с середины к краям для более
плотного прилегания двух склеиваемых поверхностей. Сапожным ножом обрезаем
излишки профилактики под углом к поверхности подошвы. Зачищаем боковую
поверхность профилактики на МВК – 1 – 0.
Отделка:
Рашпилем дорабатываем поверхность профилактики.
Удаляем микропорам остатки клея. Полируем наждачной бумагой боковую поверхность
профилактики. Наносим краску «Карат» чёрного цвета. Полируем поверхность
щёткой.
ü Требования к
качеству выполненной работы:
Профилактика должна быть ровной без перекосов. Не
должно быть щелей между профилактикой и подошвой. Профилактика должна быть
стойкой к истиранию. Не должно быть бугров и зарезав боковой поверхности,
царапин на деталях верха обуви.