Проект цеха столярно- строительных изделий
Федеральное агентство по образованию
ГОУ ВПО «СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ
УНИВЕРСИТЕТ»
Факультет
механической технологии древесины
Кафедра
технологии деревообработки
ПРОЕКТ ЦЕХА СТОЛЯРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
НА ООО «АЛЬЯНС»
Пояснительная записка
(ТД.000000.095.ПЗ)
 Дипломник И.А.
Иванов
Дипломник И.А.
Иванов
Зав.
кафедрой В.В.
Огурцов
Руководитель Л.В.
Жестовский
Консультанты:
технологической
части Л.В. Жестовский
научно-
исследовательской
части Л.В. Жестовский
энергетической
части А.А. Вайс
безопасность
и
экологичность
проекта А.Г. Лапкаев
экономической
части В.П. Непомнящая
Нормоконтроль А.Н.
Сычев
 Реферат
Реферат
В данном дипломном проекте предложен цех, способный
выпускать всю номенклатуру столярно-строительных изделий.
В технологической части, дана характеристика
оборудования и продукции, планируемой к выпуску в проектируемом цехе.
Также рассмотрены вопросы, связанные с охраной труда и
окружающей среды, гражданской обороны.
В части “Безопасность и экологичность проекта” дан
анализ состояния охраны труда и производственного травматизма, разработаны
мероприятия по улучшению условий труда, противопожарной профилактике.
В экономической части произведён расчёт основных
технико-экономических показателей внедряемого технологического процесса.
В энергетической части произведён расчёт основных
электротехнических показателей требуемых при строительстве нового предприятия.
Графическая часть содержит чертежи необходимые для
полного освещения всех рассматриваемых в дипломном проекте вопросов.
Основная задача разрабатываемого дипломного проекта –
проектирование цеха столярно-строительных изделий. А также расчет
капиталовложений и срока его окупаемости.
Проект состоит из пояснительной записки объёмом 100
страниц и графической части выполненной на 8 листах формата А1.
 Содержание
Содержание
Введение.................................................................................................... 5
1 Технико-экономическое обоснование...................................................... 7
1.1................................................. Общая
характеристика предприятия 7
1.2 Основные технико-экономические показатели предприятия.......... 7
1.3
Маркетинговые исследования………………………………………….7
1.4... Характеристика столярно-строительных изделий,
планируемых
к производству ООО «Альянс................................................................. 8
2 Технологические решения...................................................................... 14
2.1................................................................
Расчет годовой программы 14
2.2.......................................................... Техническое
описание изделия 15
2.3............................ Расчет основных и
вспомогательных материалов 18
2.4 Расчет материалов на годовую программу.................................. 27
2.5........ Расчет трудозатрат через производительность оборудования 27
2.6...................................................... Обоснование
выбора технологии 36
2.7.................................................
Обоснование выбора оборудования 37
2.8 Общая характеристика деревообрабатывающих станков,
планируемых, к использованию на предприятии................................. 38
2.9 Факторы, определяющие качество склеивания............................. 44
2.10 Критерии качества и дефекты клеевых
соединений щита............ 46
2.11 Технологические режимы.............................................................. 46
2.12 Разработка технологического процесса........................................ 47
2.13 Расчет потребного
количества оборудования и разработка
схемы технологического
процесса........................................................ 50
2.14 Кадры............................................................................................. 51
2.15 Определение площади цеха.......................................................... 53
2.16 Расчет общей площади складов цеха........................................... 54
2.17 Расчет вспомогательных и бытовых помещений......................... 54
2.18 Описание технологического процесса.......................................... 56
3 Архитектурно-строительная часть........................................................ 57
3.1 Характеристика строительной площадки...................................... 57
3.2 Объемно-планировочное решение.................................................. 57
3.3 Конструктивное решение здания.................................................... 57
3.4 Отопление,
вентиляция и теплоснабжение..................................... 57
3.5 Водоснабжение и канализация........................................................ 59
4 Электротехническая часть...................................................................... 60
4.1 Электроснабжение предприятия..................................................... 60
4.2 Расчет электрической силовой нагрузки........................................ 60
4.3 Расчет электроэнергии на освещение............................................. 65
4.4 Заземление....................................................................................... 68
5 Безопасность и экологичность проекта................................................. 68
5.1 Безопасность в цехе изготовления дверных блоков
рамочно-филенчатой конструкции................................................. 68
5.2 Гигиеническая оценка условий труда в цехе.................................. 71
5.3 Пожарная безопасность.................................................................. 77
5.4 Экологическая безопасность цеха изготовления дверных
блоков рамочно-филенчатой конструкции.......................................... 78
5.5. Безопасность в чрезвычайных ситуациях..................................... 84
6. Основные технико-экономические показатели проекта....................... 86
6.1 Расчет капитальных вложений........................................................ 86
6.2 Расчет себестоимости продукции.................................................... 86
Заключение................................................................................................ 99
Список использованных источников...................................................... 100
Введение
Россия обладает огромными запасами древесины – более
30% всей ее территории занимают леса. Особенно велики запасы древесины в
Сибири, в частности в Красноярском крае.
Древесина как строительный материал обладает рядом
положительных свойств: она имеет относительно высокую прочность, небольшой
объемный вес, малую теплопроводность, легко поддается механической обработке, химической
стойкостью к воздействию кислот, солей, масел и др.
При нормальных условиях эксплуатации изделия и
конструкции из древесины имеют чрезвычайно длительный срок службы. До наших
дней сохранились не только деревянные церкви в Кижах, шпиль Адмиралтейства в
Санкт-Петербурге, но и изделия мастеров живших более 2,5 тысяч лет назад.
В современном строительстве древесина широко
используется в качестве элементов конструкций для стен и перекрытий зданий,
столярных и погонажных изделий, а также для производства стандартных деревянных
домов заводского изготовления. Большое количество дерева расходуется в процессе
возведения зданий и сооружений на устройство свай, столбов, опор различного назначения,
опалубки, строительных лесов и т.д.
Несмотря на возросшие объемы производства изделий из
легких металлических сплавов и полимерных композиций, изделия из древесины
пользуются устойчивым спросом на мировом и отечественном рынках. Как и много
веков назад, сегодня столярно-строительные изделия из древесины являются
главным украшением интерьера: как недорогого, так и элитного жилья, служебных,
административных помещений и офисов, помещений для отдыха и развлечений от саун
до казино, торговых заведений и пр.
Столярно-строительные изделия изготавливают на
деревообрабатывающих предприятиях поточным способом с применением
полуавтоматических и автоматических линий. На строительные площадки столярные
изделия, поступают в готовом виде. Оконные и дверные блоки поставляют на
стройки с навешанными створками, фрамугами и полотнами, окрашенными и
остекленными, благодаря чему работы по заполнению проемов значительно
упрощаются и сводятся к установке готовых оконных и дверных блоков.
Сегодня, как ни когда ранее, сложились благоприятные
условия для развития деревообрабатывающей промышленности. Конкуренция на рынке
труда положительно сказывается на интенсификации производства, улучшении
производственной дисциплины, и сокращению потерь рабочего времени. Более
ответственному отношению рабочего персонала к своим обязанностям и, как
следствие этого, в повышении производительности труда, качества выпускаемой
продукции, повышении эффективности и доходности производства.
 Развитие
добывающих и перерабатывающих отраслей в Красноярском крае и, как следствие,
создание дополнительных рабочих мест обуславливают приток населения в Край.
Высокий уровень дохода отдельных категорий граждан способствует повышению
спроса на жилье, что в свою очередь позволяет удерживать уровень цен на жилье и
делает строительную индустрию высокодоходной отраслью. Несмотря на возрастающие
темпы строительства жилья в Красноярском крае, увеличение спроса значительно
опережает предложение. Возможности строительных организаций ограничены только
дефицитом качественных недорогих строительных материалов, немалый вес в списке
которых занимают столярно-строительных изделия. Дальнейшее расширение
строительства в Крае немыслимо без развития производства недорогих качественных
современных в дизайнерском решении столярно-строительных изделий.
Развитие
добывающих и перерабатывающих отраслей в Красноярском крае и, как следствие,
создание дополнительных рабочих мест обуславливают приток населения в Край.
Высокий уровень дохода отдельных категорий граждан способствует повышению
спроса на жилье, что в свою очередь позволяет удерживать уровень цен на жилье и
делает строительную индустрию высокодоходной отраслью. Несмотря на возрастающие
темпы строительства жилья в Красноярском крае, увеличение спроса значительно
опережает предложение. Возможности строительных организаций ограничены только
дефицитом качественных недорогих строительных материалов, немалый вес в списке
которых занимают столярно-строительных изделия. Дальнейшее расширение
строительства в Крае немыслимо без развития производства недорогих качественных
современных в дизайнерском решении столярно-строительных изделий.
Процесс изготовления любой детали характеризуется
методами обработки её поверхности и структурой технологического процесса, то
есть количеством, объединенных, на данном этапе, элементарных операций и
последовательного их выполнения. Совершенствование методов обработки позволяет
в несколько раз повысить эффективность технологических операций, а в итоге и
всего технологического процесса. В первом случае большое количество низко
производительных станков и обслуживающего их персонала приводит к увеличению
станок – и трудоемкости, а, следовательно – себестоимости изделия. Поэтому
одной из важных задач является выбор оптимальных по конструкции технологических
операций, технологических схем обработки и компоновки станков и станочных
систем [1;2]
Сложившаяся на сегодняшний день и прогнозируемая на
перспективу обстановка позволяет с уверенностью говорить о наличии рынка сбыта
качественных столярно-строительных изделий и доходности современного
деревообрабатывающего производства.
1 Технико-экономическое обоснование
1.1
Общая характеристика предприятия
ООО «Альянс», занимается вырубкой леса, с целью
реализации его на внутреннем рынке и рынке Китайской Народной республики.
Лесосека предприятия находится на территории Ачинского района Красноярского
края. Производственная база ООО «Альянс» расположена в городской черте г.
Ачинска.
Основной продукцией предприятия является пиловочник
хвойных пород древесины, которые не имеют достаточной рентабельности,
вследствие перенасыщенности рынка.
1.2 Основные технико-экономические показатели
предприятия
Предприятие ООО «Альянс» располагает собственной
автотранспортной базой, распиловочным цехом, складскими помещениями,
слесарно-инструментальной мастерской, котельной, административным зданием.
На занимаемой территории ООО «Альянс» возможно
строительство новых производственных зданий. Под служебные, бытовые,
административные и складские помещения возможно использование имеющихся
пустующих помещений.
Собственный пиловочник хвойных пород может
использоваться для более глубокой переработки древесины с целью производства
столярно-строительных изделий. Собственная ремонтно-инструментальная база после
соответствующего дооснащения может быть задействована для ремонта и
обслуживания деревообрабатывающих станков и механизмов, а также заточки
режущего инструмента.
Финансирование проекта по организации и строительства
цеха по производству столярно-строительных изделий предполагается осуществлять
на собственные финансы предприятия.
Предприятие не имеет наличия обременений, или судебных
решений.
Срок хозяйственной деятельности и деловой активности,
начиная с 2003 года, на сегодняшний день составляет 2 года.
Статус принадлежности объектов недвижимости –
собственник.
Влияние фактора сезонности на финансовый результат
отсутствует.
1.3 Маркетинговые исследования
В последнее время наметились явные приоритеты среди
выпускаемой столярно-строительной продукции. К ним относятся двери и окна из
массива древесины. Касательно погонажных изделий, то на сегодня в городе
Красноярске наблюдается дефицит действительно качественной продукции. Дизайн
изделий, пользующихся наибольшим спросом у потребителя, в большей части носит
стихийный характер и напрямую определяется рекламой, модой, новизной и
эксклюзивностью. В этой связи, при проектировании производства необходимо
учитывать возможность быстрой переориентации потока на выпуск продукции с новым
дизайнерским решением.
Среди лучших деревообрабатывающих предприятий, на
сегодняшний день, можно назвать такие фирмы, как: «Окна и двери» г. Черногорск,
«Мекран» г. Красноярск, а также ряд других ЧП и ООО с малым объемом
производства, выпускающих, как серийные изделия, так и эксклюзивные на заказ.
Эксклюзивные изделия выполняются всеми предприятиями
в единичных экземплярах, что мало влияет на насыщение рынка.
«Мекран» сегодня предлагает качественную продукцию, но
из-за относительно высокой цены не доступную большей части населения и
ориентированную главным образом на индивидуального потребителя и на экспорт.
Использование продукции «Мекран» при строительстве недорогих типовых
многоэтажных строений, дает существенное удорожание жилья и неохотно
приобретается застройщиками и подрядными строительными организациями при
массовой застройке.
«Окна и двери» г. Черногорск выпускают лишь узкий
ассортимент столярно-строительных изделий, который не охватывает всего спектра
продукции. ЗАО «Красноярский ДОК» выпускает продукцию, не способную
конкурировать по качеству с другими фирмами на Российском рынке. ЗАО «Красноярский
ДОЗ-2» некогда являлся основным поставщиком столярно-строительных изделий в
жилищное и гражданское строительство, но сегодня оказался раздроблен на ряд
отдельных мелких предприятий, имеющих устаревшее техническое оснащение.
При организации производства цеха
столярно-строительных изделий, необходимо ориентироваться на основные
строительные организации Края и делать ориентир на столярно-строительные
изделия для типового жилищного строительства, не упуская при этом из вида и
индивидуального покупателя различных слоев населения. ООО «Альянс» должен
сохранить установившееся связи и возможность реализации продукции на рынке КНР.
Учитывая имеющийся Договор о намерениях с фирмами –
потребителями продукции ООО «Альянс» на территории КНР, основной продукцией
нового производства должен стать дверной блок рамочно-филенчатой конструкции.
1.4 Характеристика столярно-строительных изделий,
планируемых к производству ООО «Альянс»
Сырьем для производства столярно-строительных изделий
является натуральная древесина.
Достоинствами натуральной древесины являются: высокая
прочность, несмотря на небольшую объемную массу; низкая теплопроводность;
низкая звукопроводность; высокая морозостойкость; легкость в обработке;
простота утилизации; низкий коэффициент температурного линейного расширения.
К недостаткам натуральной древесины можно отнести:
наличие пороков (сучки, трещины, смоляные карманы и др.); гигроскопичность
(присутствие избыточной влаги в древесине вызывает резкое ухудшение всех ее
физико-механических свойств); горючесть.
Сырьем для производства продукции в ООО «Альянс»
является древесина - сосна. Сосна - дерево желтовато-красного или
бледно-желтого цвета, обладающее высокой прочностью, при небольшой объемной
массе, легко в обработке. По сравнению с лиственными породами (например,
березой и буком), сосна представляет собой более мягкий материал, меньше
подвержена изменениям, вызванным влиянием влажности. Со временем древесина
темнеет, и сердцевина резко выделяется.
Ассортимент продукции, который планирует к выпуску
предприятие, состоит из всей номенклатуры столярно-строительных изделий.
1.4.1 Двери
Дверной блок состоит из дверной коробки и дверного
полотна, навешанного на вертикальный брусок коробки на петли.
Двери по конструкции делятся на рамочные (филенчатые);
щитовые со сплошным или мелкопустотным заполнением; с порогом и без порога; с
фрамугой и без нее. По числу полотен различают двери одно- и двупольные, в том
числе с полотнами разной ширины.
По направлению и способам открывания двери бывают распашные,
качающиеся, раздвижные, а по наличию остекления – остекленные или глухие.
В зависимости от отделки двери бывают с непрозрачным
отделочным покрытием, отделанные эмалями, облицованные декоративными листовыми
или пленочными материалами, а также с прозрачной отделкой.
Основными деталями дверей являются:
- отворяющаяся часть двери называющаяся дверным
полотном;
- рама, устанавливаемая в дверном проеме, на которую
навешиваются дверные полотна, называется дверной коробкой;
- для оформления проема и укрывания щели между
коробкой и перегородкой или стеной, по периметру коробки, устанавливают
наличники;
- переход от наличников к плинтусам и полу может
оформляться тумбочками;
- для улучшения теплоизоляции, звукоизоляции и
огнестойкости двери, устраивают дверной порог, который представляет собой
специальный брусок в полу, в нижней части дверного проема;
- для предохранения нижней части дверного полотна от
загрязнения и повреждений может применяться плинтус (главным образом, у
наружных дверей);
- дверными «нащельниками» называются бруски с фасонным
профилем, предназначенные для прикрытия притвора двупольных дверей;
- дверными горбыльками называются бруски с фасонным
профилем, предназначенным для членения остекленной части двери и укрепления
стекла;
- обвязками дверного полотна, при каркасном
(филенчатом) решении двери, называются основные бруски, средниками - бруски,
делящие дверное полотно на части и служащие связью между обвязками;
- филенками называются отдельные щиты, заполняющие
пространство между обвязками и средниками;
- дверные полотна прикрепляют к коробке (навешивают)
на петлях;
- к полотнам крепят дверные приборы: замки, ручки,
шпингалеты (задвижки), предохранительные цепочки и т.д.;
- для увеличения звукозащитных и теплозащитных
свойств, применяют специальные уплотнители.
1.4.2 Окна
Оконный блок (окно) состоит из оконной коробки и
оконных переплетов, которые обычно включают створки, фрамугу, форточку.
В 1999 году Межгосударственной научно-технической
комиссией по стандартизации, техническому нормированию и сертификации в
строительстве (МНТКС) было принято 9 новых стандартов, относящихся к оконной
отрасли.
Основополагающим среди них является ГОСТ 23166-99 [24],
который выдвигает требования к окнам на современном уровне.
Окно – элемент стеновой или кровельной конструкции,
предназначенный для сообщения внутренних помещений с окружающим пространством,
естественного освещения помещений, их вентиляции, защиты от атмосферных,
шумовых воздействий, и состоящий из оконного проема с откосами, оконного блока,
системы уплотнения монтажных швов, подоконной доски, деталей слива и облицовок
[24].
Оконный блок – светопрозрачная конструкция,
предназначенная для естественного освещения помещения, его вентиляции и защиты
от атмосферных и шумовых воздействий. Оконный блок состоит из сборочных единиц:
коробки и створчатых элементов, встроенных систем проветривания, и может
включать в себя ряд дополнительных элементов: жалюзи, ставни и др.
Современные деревянные окна используют фурнитуру, при
помощи которой возможны любые варианты их открывания.
Окна по типам делятся на следующие виды:
- Защитные окна;
- Комбинированные окна;
- Мансардные окна.
Многофункциональная фурнитура фирм ROTO FRANK A6 и
G-11 гарантирует простоту и технологичность в монтаже и эксплуатации.
Разнообразие покрытий позволяет всегда подобрать цвет фурнитуры,
соответствующий дизайну окна.
Профильная система окна и две уплотняющие прокладки по
периметру открывающейся рамы обеспечивают великолепную герметичность,
вентиляцию с автоматическим удалением влаги, защиту от проникновения наружного
воздуха и внешних шумов.
Отделка поверхностей включает в себя импрегнирование и
покраску аттестованными водорастворимыми акрилатами, создающими стойкое
покрытие, абсолютно безвредное для здоровья.
1.4.3 Погонажные изделия
Погонаж (погонажные изделия) – это общее название
разнообразных профильных деталей для полов, отделки и обшивки зданий,
выпускаемых из дерева, основной единицей измерения которых служит погонный метр
(ГОСТ 8242-88). В целом, деревянные погонажные изделия подразделяются на пять
основных групп:
- доски обшивные;
- доски для покрытия полов;
- плинтус;
- наличник;
- погонажные изделия оконные и дверные.
1.4.3.1 Доски обшивные
Распределение досок обшивных (доски обшивки) по
группам:
1) естественной влажности;
2) категории «С»;
3) категории «В»;
4) категории «АВ»;
5) категории «А»;
6) «Экстра».
Дощатая обшивка – традиционный русский способ отделки
стен. Обшитый досками дом теплее, долговечнее и значительно аккуратнее. В наше
время существенно расширился выпуск доски обшивки высокого качества, отборной,
хорошо высушенной, с гладкой поверхностью. Она прекрасно вписывается в
интерьер, внося в дом теплоту и живость дерева.
Стоимость доски обшивки в наибольшей степени
определяется ее качеством, сортностью: так простейшая доска обшивки
естественной влажности всего в полтора раза дороже обрезной доски, немного
дороже категория «С». Далее по стоимости следуют категории «В», «АВ» и «А».
Резко дороже доска обшивки «Экстра».
Доска обшивки из сосны обладает пониженной плотностью,
и идеально подходит при отделке бани и сауны. Чем ниже плотность, тем меньше
нагревается древесина. Доска обшивки из лиственных пород деревьев не выделяет
смолу. При изготовлении бруса и доски обшивки производители выбирают участки
между корой и сердцевиной, в этой части ствола, как правило, более качественная
древесина.
1.4.3.2 Доски для покрытия полов
Распределение досок для пола по группам:
- доски естественной влажности;
- сухой шпунт;
- марочный половой шпунт категории «В»;
- марочный половой шпунт категории «А».
Полы из шпунтованной доски по-прежнему являются самыми
массовыми полами жилых помещений. Хотя существуют альтернативы в форме
использовании специальных гипсокартонных листов и других материалов, но легкие,
прочные и теплые доски по-прежнему вне конкуренции.
Обращает на себя внимание широкое применение досок
естественной влажности, способных после полного высыхания образовать заметные
щели.
1.4.3.3 Плинтус
Плинтус – погонажное изделие из древесины,
используемое для украшения пола; укрывания щели между стеной и полом, а также
защиты стены от загрязнения. В зависимости от материала и качества цена
плинтуса может отличаться почти в десять раз.
Можно выделить следующие группы:
- простой плинтус;
- сосна;
- осина;
- марочный – «евро»;
- «экстра»;
- высшего сорта;
- бессучковый;
- плинтус импортный;
- из древесины экзотических пород.
1.4.3.4. Наличник
Наличники закрывают щели между оконной, дверной
коробкой и стеной, служат украшением проемов. Среди других профильных деревянных
изделий они более всего близки к плинтусам по применяемому материалу и
категориям качества.
Поэтому аналогично наличники можно разделить на
простые, марочные, высшего сорта, твердолиственные, наличники МДФ и импортные.
1.4.3.5 Погонажные изделия, оконные и декоративные
К этой группе отнесены оставшиеся виды деревянных
погонажных изделий. Это – оконный штапик, декоративные раскладки и нащельник,
штакетник, рамные и коробочные погонажные изделия, пороги и перила, деревянные
уголки.
Уровень цен внутри групп колеблется весьма
значительно, но относительная малочисленность публикаций не позволяет провести
деление по качеству деталей и применяемому материалу.
Распределение оконных и декоративных погонажных
изделий по группам: оконный штапик; декоративные раскладки и нащельник; штакетник;
рамные и коробочные погонажные изделия; пороги и перила; деревянные уголки;
1. Под сортом "А" понимается наличие на
лицевой стороне погонажного изделия сучков величиной со спичечную головку в
количестве не более 2 штук на 1 погонный метр, червоточина не более 40 мм на 1
погонный метр.
2. Под сортом "В" понимается наличие на
лицевой стороне изделия сучков со спичечную головку, червоточины без
ограничения, изменение цвета.
3. На изделиях не допускаются трещины, гниль, сквозные
выпадающие сучки.
Вывод: Таким образом, как уже было показано в данной
части, дипломный проект преследует основную цель - проектирование цеха, который
сможет охватить практически полную гамму наименований столярно-строительных
изделий, и в кратчайшие сроки переориентировать производство на выпуск изделий,
в зависимости от спроса на ту или иную продукцию.
2 Технологические решения
2.1
Расчет годовой программы
В последнее время, нет стандартного количества рабочих
и праздничных дней в году. Эти данные принимаются постановлениями правительства
Российской федерации. В частности, постановление о производственном календаре
на 2005 год, а также последнее постановление о переносе выходного дня в году от
27 декабря 2004 г. № 845 регламентируют 248 – количество рабочих дней в году
или 1981 – количество рабочих часов в году;
Расчет годовой программы выполнен с учетом загрузки
наиболее производительного оборудования. В нашем случае это, четырехсторонний
строгально-профилирующий центр "Profimat".
Годовая программа N, тыс. изделий, определяется по
формуле
 ,
(2.1)
,
(2.1)
где n - количество
станков (линий), шт.;
М - располагаемое время работы оборудования,
час;
Т - трудозатраты на обработку деталей на 1000
изделий, станко-час.
Располагаемое время работы оборудования в год М, час,
определяется по формуле
 , (2.2)
, (2.2)
где 248 - номинальное количество дней в году;
Тсм - продолжительность смены,
час;
Zсм - коэффициент сменности
(кол-во смен в сутки);
Ксл - коэффициент сложности
(учитывает затраты времени на ремонт оборудования).
Продолжительность смены принимаем равной
восьмичасовому рабочему дню.
 (2.3)
(2.3)
Отсюда
 тыс.шт./год. (2.4)
тыс.шт./год. (2.4)
2.2 Техническое описание изделия
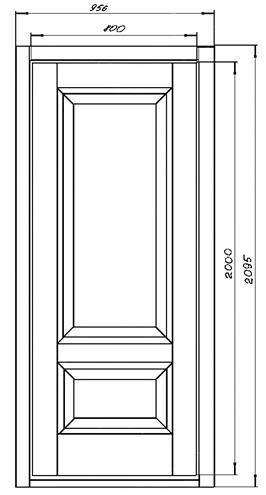
Рисунок
2.1 - Дверной блок рамочно-филенчатой конструкции
Дверной блок состоит из дверной коробки и дверного полотна.
Дверное полотно рамочной (филенчатой) двери состоит из вертикальных,
горизонтальных и средних брусков (обвязки). Просветы между обвязочными и
серединными брусками заполняют щитами – филенками, стеклами. Дощатые филенки
соединяют в паз и наплав; в последнем случае филенку с противоположной стороны
от наплава обкладывают фигурной раскладкой, которую крепят к брускам шпильками,
утопленными в древесину. Соединение деталей
изделия осуществляют при помощи
профильного шипового соединения.
Изделия изготавливаются из массива сосны.
Экологически чистый продукт, склеен высокопрочными водостойкими клеями и
отделан лакокрасочными
материалами.
Таблица 2.1 – Технические условия на дверные блоки
рамочно-филенчатой конструкции
|
Пороки и повреждения древесины
|
Нормы пороков и
повреждений по видам отделки
|
|
Лакированные
|
Тонированные
|
Окрашенные
|
|
Сучки несросшиеся
|
Не допускаются
|
Не допускаются
|
Не допускаются
|
|
Сучки несросшиеся
|
Не допускаются
|
Не допускаются
|
Не допускаются
|
|
Сучки, сросшиеся, здоровые, светлые
|
Допускаются диаметром до 8
мм, до 2-х штук на одной стороне
полотна
|
Допускаются диаметром до 8 мм до 5 шт. на одной
стороне полотна
|
Допускаются
|
|
Сучки сросшиеся, здоровые, темные
|
Не допускаются
|
Допускаются при темной тонировке
диаметром до 8 мм до 2 шт. на одной стороне полотна
|
Допускаются
|
|
Трещины
|
Не допускаются
|
Не допускаются
|
Допускаются при условии заделки
|
|
Смоляные кармашки
|
Допускаются глубиной до 1мм длиной 10
мм при условии заделки
|
Допускаются глубиной до 1 мм длиной до 30 мм
при условии заделки
|
Допускаются при условии заделки
|
|
Грибковые поражения
|
Не допускаются
|
Допускается светлая синева до 2 % от
площади полотна
|
Допускается светлая синева под два слоя эмали
|
|
Механические повреждения
|
Допускаются шириной до 2 мм, длиной до
10 мм
|
Допускаются шириной до 4 мм, длиной до 30 мм,
при заделке
|
Допускаются
шириной до 4 мм, при заделке
|
|
Влажность
|
от 8 до 10 %
|
от 8 до 10 %
|
От 8 до 10%
|
Основные
размеры дверного блока представлены в таблице 2.2.
Таблица 2.2 - Спецификация деталей на изделие
|
№
|
Наименование детали
|
Количество
деталей в изделии, шт.
|
Размеры детали, мм
|
|
длина
|
ширина
|
толщина
|
|
Дверное полотно
|
|
1
|
Обвязка
вертикальная
|
2
|
2000
|
115
|
40
|
|
2
|
Обвязка горизонтальная верхняя
|
1
|
600
|
115
|
40
|
|
3
|
Обвязка горизонтальная средняя
|
1
|
600
|
115
|
40
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
4
|
Обвязка
горизонтальная
нижняя
|
1
|
600
|
203
|
40
|
|
5
|
Филенка верхняя
|
1
|
1367
|
616
|
20
|
|
6
|
Филенка нижняя
|
1
|
292
|
616
|
20
|
|
Дверная коробка
|
|
7
|
Бруски вертикальные
|
2
|
2065
|
75
|
40
|
|
8
|
Бруски
горизонтальные
|
2
|
806
|
75
|
40
|
|
9
|
Добавочный брусок вертикальный
|
2
|
2067
|
40
|
|
10
|
Добавочный брусок горизонтальный
|
2
|
808
|
40
|
16,5
|
|
11
|
Наличник
вертикальный
|
4
|
2095
|
70
|
16
|
|
12
|
Наличник
горизонтальный
|
2
|
816
|
70
|
16
|
2.3
Расчет основных и вспомогательных материалов
2.3.1 Расчет
древесных материалов
Рациональное использование материалов является важным элементом в повышении эффективности производства.
Используемые в производстве материалы принято
разбивать на две группы:
- Основные материалы;
- Вспомогательные
материалы.
Основные материалы являются составной частью готового изделия. Вспомогательные материалы используются в
производстве, но не входят в состав
изделия.
Исходными данными при расчете материалов
являются размеры деталей, их количество и технология их изготовления,
устанавливается последовательность обработки и, связанные с этим припуски и возможные потери материалов.
Обоснованность расчета обеспечивается
применением установленных норм
расхода сырья и материалов. Нормы расхода определяются сочетанием
нормообразующих элементов. Отношение количества материала в изделии к нормируемому количеству материала определяет
чистый выход материала. Он характеризует
рациональность использования материала по основному назначению. Их разность определяет потери материала
в основном производстве [10].
Расчет лесоматериалов на одно изделие
представлен в таблице 2.5.
2.3.2 Расчет
количества отходов
При раскрое и механической обработке древесных материалов образуются отходы.
Количество и вид образующихся отходов обуславливается особенностями обработки и
определяется, как разность между объемами заготовок до обработки и после нее. При
раскрое образуются опилки и
обрезки, при шлифовании - пыль.
Отходы основного производства следует рассматривать, как исходное сырье дальнейшего
использования:
- 50% кусковых отходов,
полученных при раскрое, можно склеивать по
ширине
с целью получения мебельного щита;
- 50% кусковых отходов - реализация
населению через торговую сеть;
- 100%
опилок - сырье химической промышленности.
Расчет количества отходов представлен в таблице 2.6.
Таблица 2.3 – Баланс перерабатываемой
древесины и расчет количества отходов
|
Наименование
лесоматериалов
|
Годовой расчет на годовую программу,
м3
|
Отходы при раскрое,
м3
|
Отходы при обработке заготовок с учетом отбраковки,
м3
|
Всего отходов, м3
|
|
В сырье
|
в заготовках
|
в чистоте
|
всего
|
обрезки
|
опилки и пыль
|
всего
|
обрезки
|
стружка
|
опилки
|
с учетом потерь
|
|
процент, %
|
количество
|
процент, %
|
количество
|
процент, %
|
количество
|
процент, %
|
количество
|
процент, %
|
количество
|
обрезки
|
стружка
|
опилки
|
обрезки
|
стружка
|
опилки
|
|
пиломатериал (необрезной
сосна)
|
2243,26
|
1348,9
|
1009,47
|
894,34
|
75
|
670,755
|
25
|
223,585
|
339,4
|
20
|
67,89
|
70
|
237,62
|
10
|
33,95
|
738,6
|
237,62
|
257,53
|
723,87
|
213,85
|
231,78
|
Таблица 2.4 - Ведомость расчета
пиломатериалов на изготовление дверного блока рамочно-филенчатой конструкции
|
Наименование детали
|
Характе-ристика
|
Количество деталей в 1 изделии, шт.
|
Размеры деталей, мм
|
Объем деталей на одно изделие,
м3
|
Припуски, мм
|
Размеры заготовок,
мм
|
Объем заготовок на одно изделие,
м3
|
Объем заготовок на 1000 изделий,
м3
|
% производственных тех. потерь
|
V заготовок на 1000 изделий с технологическими
потерями
|
Процент выхода заготовок при раскрое
|
Объем лесоматериалов на 1000 изделий, м3
|
% чистого выхода
|
Объем лесоматериалов на программу м3
|
|
порода
|
Характер обработки (обрезной, необрезной)
|
толщина
|
ширина
|
длина
|
толщина
|
ширина
|
длина
|
толщина
|
ширина
|
длина
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
|
Дверное полотно
|
Сосна
|
Необрезной
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 Обвязка вертикальная
|
2
|
40
|
115
|
2000
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы
|
6
|
44
|
44
|
2000
|
0,0232
|
6
|
6
|
20
|
50
|
50
|
2020
|
0,03
|
30,3
|
3
|
31
|
1,6
|
50,4
|
46
|
522
|
|
2 Обвязка горизонтальная
верхняя, средняя
|
2
|
40
|
115
|
600
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы
|
6
|
44
|
44
|
600
|
0,007
|
6
|
6
|
20
|
50
|
50
|
620
|
0,01
|
9,3
|
3
|
9,6
|
1,61
|
15,5
|
45
|
160
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
продолжение таблицы 2.4
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
|
3 Обвязка горизонтальная
нижняя элементы
|
|
|
1
|
40
|
203
|
600
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Элементы
|
5
|
44
|
44
|
600
|
0,0058
|
6
|
6
|
20
|
50
|
50
|
620
|
0,01
|
7,75
|
3
|
8
|
1,613
|
12,9
|
45
|
133
|
|
4 Филенка верхняя
|
1
|
20
|
616
|
1367
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы
|
14
|
22
|
44
|
1367
|
0,0167
|
5
|
6
|
20
|
27
|
50
|
1375
|
0,02
|
24,1
|
3
|
25
|
1,613
|
40
|
42
|
414
|
|
5 Филенка нижняя элементы
|
1
|
20
|
616
|
292
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дверная коробка
|
14
|
22
|
44
|
292
|
0,0073
|
5
|
6
|
20
|
27
|
50
|
614
|
0,01
|
10,8
|
3
|
11
|
1,613
|
17,9
|
41
|
185
|
|
6 Боруски вертикальные
|
2
|
40
|
75
|
2065
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы
|
4
|
44
|
44
|
2100
|
0,0163
|
6
|
6
|
30
|
50
|
50
|
2130
|
0,02
|
21,3
|
3
|
22
|
1,613
|
35,4
|
46
|
367
|
|
7 Боруски горизонтальные
|
2
|
40
|
75
|
806
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы
|
4
|
44
|
44
|
806
|
0,0062
|
6
|
6
|
25
|
50
|
50
|
831
|
0,01
|
8,31
|
3
|
8,6
|
1,613
|
13,8
|
45
|
143
|
продолжение таблицы 2.4
|
1
|
2
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
22
|
|
8 Добор вертикальный
|
|
|
2
|
17
|
40
|
2067
|
0,0027
|
2
|
5
|
30
|
19
|
45
|
2097
|
0,003
|
3,49
|
3
|
3,6
|
1,613
|
5,8
|
47
|
60,1
|
|
9 Добор горизонтальный
|
2
|
17
|
40
|
808
|
0,0011
|
2
|
4
|
25
|
19
|
44
|
833
|
0,011
|
1,36
|
3
|
1,4
|
1,613
|
2,26
|
47
|
23,3
|
|
10 Наличник вертикальный
|
4
|
16
|
70
|
2095
|
0,0094
|
2
|
5
|
30
|
18
|
75
|
2125
|
0,01
|
11,5
|
3
|
12
|
1,613
|
19,1
|
49
|
198
|
|
11 Наличник горизонтальный
|
2
|
16
|
70
|
816
|
0,0018
|
|
2
|
4
|
25
|
18
|
74
|
841
|
0,002
|
2,24
|
3
|
1,613
|
1,61
|
3,73
|
49
|
|
Итого
|
|
|
|
|
|
|
|
|
|
|
|
|
0,130
|
|
|
|
216,17
|
|
2243,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.3.3
Расчет вспомогательных материалов
Основным вспомогательным материалом при производстве
дверных блоков рамочно-филенчатой конструкции является клей.
Для расчета необходимо знать суммарную площадь склеиваемых
поверхностей, м2, и норму расхода клея, кг/см2 [10].
Расчет норм расхода клеевых материалов представлен в
таблице 2.5
Расчет склеиваемых поверхностей представлен в таблице
2.6
При выборе норм расхода клея, а также других
материалов использовалась техническая документация на материалы фирмы
"KLEBCHEMIE".
Расчет площадей поверхностей, которые
подлежат шлифованию, приведен в таблице 2.7
Расчет норм расхода шлифовальной шкурки представлен в таблице 2.8.
Таблица 2.5 -
Ведомость норм расхода клея
|
Наименование изделия
|
Марка клея
|
Единица измерения
|
Способ склеивания
|
Площадь склеивания,
м2
|
Норматив рабочего расхода клея,
кг/м2
|
Норма расхода клея на изделие, кг
|
Годовая программа,
шт.
|
Норма расхода на годовую
программу,
кг
|
|
Дверной блок ДГ21-9
|
Клебит 303.0
|
кг
|
Прессование
|
2,194
|
0,15
|
0,3291
|
10350
|
3406,19
|
Таблица
2.6 - Ведомость расчета склеиваемых поверхностей
|
Наименование деталей
|
Способ
склеивания
|
Способ
нанесения клея
|
Наименование
клеевых материалов
|
Наименование
материала, на который
наносится клей
|
Количество деталей
в изделии, шт.
|
Количество склеиваемых поверхностей, шт.
|
Размеры поверхностей, на которые
наносится клей, мм
|
Площадь склеиваемых поверхностей,
м2
|
|
длина
|
ширина
|
|
Дверное полотно
|
Прессование
|
Ручной
|
Клебит 303.0
|
Древесина
|
|
|
1 Обвязка вертикальная
|
2
|
5
|
2030
|
44
|
0,893
|
|
2 Обвязка
горизонтальная верхняя, средняя
|
2
|
5
|
620
|
44
|
0,273
|
|
3 Обвязка
горизонтальная нижняя
|
1
|
4
|
620
|
44
|
0,109
|
|
4 Филенка верхняя
|
1
|
13
|
1385
|
25
|
0,450
|
|
5 Филенка нижняя
|
1
|
13
|
649
|
25
|
0,211
|
|
Дверная коробка
|
|
|
6 Бруски вертикальные
|
2
|
1
|
2095
|
44
|
0,184
|
|
7 Бруски горизонтальные
|
2
|
1
|
831
|
44
|
0,073
|
|
Итого:
|
|
|
|
|
|
|
|
|
2,194
|
Таблица 2.7 - Расчет
шлифуемых поверхностей
|
Наименование
детали
|
Количество деталей в изделии,
шт.
|
Размеры шлифуемых поверхностей, мм
|
Количество шлифуемых поверхностей,
шт.
|
Способ шлифования
|
Наименование шлифовальной шкурки
|
Площадь шлифуемых поверхностей,
м2
|
|
длина
|
ширина
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Обвязка
вертикальная
|
2
|
2000
|
115
|
2
|
машинный
|
тканевая
|
0,920
|
|
2000
|
40
|
2
|
ручной
|
бумажная
|
0,320
|
|
115
|
40
|
2
|
ручной
|
бумажная
|
0,018
|
|
Обвязка
горизонтальная
верхняя, средняя
|
2
|
600
|
115
|
2
|
машинный
|
тканевая
|
0,276
|
|
600
|
40
|
2
|
ручной
|
бумажная
|
0,096
|
|
115
|
40
|
2
|
ручной
|
бумажная
|
0,018
|
|
Обвязка
горизонтальная
нижняя
|
1
|
600
|
203
|
2
|
машинный
|
тканевая
|
0,244
|
|
600
|
40
|
2
|
ручной
|
бумажная
|
0,048
|
|
203
|
40
|
2
|
ручной
|
бумажная
|
0,016
|
|
Филенка верхняя
|
1
|
1355
|
594
|
2
|
машинный
|
тканевая
|
1,610
|
|
Филенка нижняя
|
1
|
292
|
594
|
2
|
машинный
|
тканевая
|
0,347
|
|
Бруски
вертикальные
коробки
|
2
|
2065
|
75
|
1
|
машинный
|
тканевая
|
0,310
|
|
2065
|
40
|
2
|
ручной
|
бумажная
|
0,330
|
|
Бруски
горизонтальные
коробки
|
2
|
806
|
75
|
1
|
машинный
|
тканевая
|
0,121
|
|
806
|
40
|
2
|
ручной
|
бумажная
|
0,129
|
|
Доборный элемент
вертикальный
|
2
|
2067
|
40
|
1
|
машинный
|
тканевая
|
0,165
|
продолжение таблицы
2.7
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
|
Доборный элемент
горизонтальный
|
2
|
40
|
1
|
машинный
|
тканевая
|
0,065
|
|
Наличник
вертикальный
|
4
|
2095
|
70
|
1
|
машинный
|
тканевая
|
0,587
|
|
2095
|
16
|
2
|
ручной
|
бумажная
|
0,268
|
|
70
|
16
|
2
|
ручной
|
бумажная
|
0,009
|
|
Наличник
горизонтальный
|
2
|
816
|
70
|
1
|
машинный
|
тканевая
|
0,114
|
|
816
|
16
|
2
|
ручной
|
бумажная
|
0,052
|
|
70
|
16
|
2
|
ручной
|
бумажная
|
0,018
|
|
Итого
|
|
|
|
|
|
|
6,081
|
Таблица 2.8 - расчет норм расхода
шлифовальной шкурки на изготовление дверного блока рамочно-филенчатой
конструкции
|
Наименование шлифовальной шкурки
|
Материал шлифуемых поверхностей
|
Способ шлифования
|
Площадь шлифования,
м2
|
Норматив расхода шлифовальной шкурки по номерам зернистости,
м2/м2
|
Норма расхода шлифовальной шкурки по номерам зернистости, м2
|
Всего,
м2
|
80-55
|
25-16
|
12-10
|
10-8
|
6-5
|
3
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Тканевая
|
Древесина сосна
|
машинный
ручной
|
4,759
1,322
|
0,020
0,020
|
|
0,095
0,026
|
|
|
|
|
0,095
0,026
|
|
Бумажная
|
2.4
Расчет материалов на годовую программу
Расчет материалов на годовую программу осуществляется
путем умножения норм расхода материалов на одно изделие на годовую программу.
Результаты расчетов приведены таблице 2.9.
Таблица 2.9 - Расчет основных и вспомогательных
материалов на годовую программу
|
Наименование
Материала
|
Единица
измерения
|
Всего материала
|
на единицу
|
на программу
|
|
Пиломатериал не обрезной (сосна)
|
м3
|
0,217
|
2243,2
|
|
Клебит 303.0 (клей)
|
кг
|
0,330
|
3406,190
|
|
Бумажная шлифовальная
Шкурка
|
м2
|
0,026
|
269,100
|
|
Тканевая шлифовальная шкурка
|
м2
|
0,095
|
983,250
|
2.5
Расчет трудозатрат через производительность оборудования
Расчет трудозатрат может вестись двумя способами:
через производительность оборудования и через элементы времени по справочникам
ВПКТИМА. Знание трудозатрат необходимо для определения потребного количества
выбранного оборудования, а также для экономических расчетов. Расчет трудозатрат
ведется на 1000 изделий [13].
Вычисления по данному методу сводятся к следующему.
Рассчитывают производительность оборудования в смену. Время обработки одной
заготовки (штучное время) определяют отношением времени смены Тсм
к производительности оборудования П.
При расчете производительности оборудования
учитывается схема обработки заготовки (проходная или позиционная). При
проходной схеме за основной показатель берется скорость подачи. При позиционной
схеме - цикловое время обработки заготовки tц [3].
Расчет трудозатрат через производительность
оборудования рассмотрим на примере станка С2Р12 - 3 (проходной тип
оборудования).
Определяем сменную производительность станка П, шт.
заготовок / смену по формуле
 , где (2.5)
, где (2.5)
где Км - коэффициент использования
машинного времени;
Кр - коэффициент использования
рабочего времени;
U - скорость подачи конвейера, м/мин;
L - расстояние между упорами конвейера, м;
n - число одновременно
обрабатываемых заготовок.
Принимаем: Lоб1 = 2,100м; U = 2м/мин; Lк1
= 2,100м;
Lоб2 = 0,650м; Тсм
= 480мин; Lф1 = 1,375м;
Lоб3 = 0,650м; Км
= 0,800; Lф2 = 0,312м;
Lк2
= 0,750м; Кр = 0,880; n=1.
Подставляя эти значения в формулу (2.3), получается сменная
производительность станка:
- при обработке верхней филенки
 дет./смену;
дет./смену;
Аналогичным
образом рассчитываем сменную производительность станка П, шт. для остальных
составных частей двери:
- при
обработки нижней филенки
П=
1906 дет./смену;
- при
обработке вертикальной обвязки
П=
283 дет./смену;
- при
обработке горизонтальной верхней и средней обвязок
П= 914 дет./смену;
-
при обработке горизонтальной нижней обвязки
П=
914 дет./смену;
-
при обработке вертикальных брусков дверной коробки
П-283
дет./смену;
-
при обработке горизонтальных брусков дверной коробки
П=
792 дет./смену.
Определяем
время, затраченное на обработку одной детали шт., час.
 (2.6)
(2.6)
Подставляя
полученные значения в формулу (2.6), получим
- при обработке верхней филенки
 час;
час;
- при
обработки нижней филенки
 =0.0042 час;
=0.0042 час;
- при
обработке вертикальной обвязки
=0.028 час;
- при
обработке горизонтальной верхней и средней обвязок
=0.0088 час;
-
при обработке горизонтальной нижней обвязки
=0.0088 час;
-
при обработке вертикальных брусков дверной коробки
=0.028 час;
-
при обработке горизонтальных брусков дверной коробки
=0.010 час.
Определяем время, затраченное на обработку деталей для
1000 изделий
Т,
ч., по формуле
 , где
(2.7)
, где
(2.7)
где
n - количество деталей в изделии, шт.
Подставляя полученные значения в формулу (2.7),
получим
- при обработке верхней филенки
 час;
час;
- при
обработки нижней филенки
 4,2 час;
4,2 час;
- при
обработке вертикальной обвязки
56 час;
- при
обработке горизонтальной верхней и средней обвязок
17,6 час;
-
при обработке горизонтальной нижней обвязки
8,8 час;
-
при обработке вертикальных брусков дверной коробки
56 час;
-
при обработке горизонтальных брусков дверной коробки
20 час.
Определение трудозатраты для других деталей и для
другого оборудования проводится аналогично.
Основные данные и результаты расчетов приведены в
ведомости нормирования трудозатрат через производительность оборудования
таблица 2.14.
Таблица
2.10 - Ведомость нормирования трудозатрат через производительность оборудования
|
Наименование оборудования
|
Наименование детали
|
Формула
производительности
|
Исходные
данные
|
Количество деталей в смену, шт.
|
Время на
деталь, час
|
Количество деталей в изделии, шт.
|
Время на изделие,
час
|
Время на 1000 изделий, час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
ЦМР-4
|
Обвязка
вертикальная
|
U – скорость подачи; м/мин;
Kм – коэффициент
использования машинного времени
Kр – коэффициент
использования рабочего времени
L – длина заготовки, м
Z – число пил в поставе,
шт.
|
Tсм = 480 мин
|
2599
|
0,0031
|
6
|
0,018
|
18,469
|
|
Обвязка горизонтальная верхняя,
средняя
|
U = 8 м/мин
|
2599
|
0,0031
|
6
|
0,018
|
18,469
|
|
Обвязка
горизонтальная нижняя
|
Км =
0,95
|
2599
|
0,0031
|
5
|
0,015
|
15,391
|
|
Филенка верхняя
|
Кс = 0,95
|
2599
|
0,0031
|
14
|
0,043
|
43,093
|
|
Филенка нижняя
|
L = 6 м
|
2599
|
0,0031
|
14
|
0,043
|
43,093
|
|
Бруски
вертикальные коробки
|
Z = 4 шт.
|
2599
|
0,0031
|
4
|
0,012
|
12,312
|
|
Бруски
горизонтальные
коробки
|
|
2599
|
0,0031
|
4
|
0,012
|
12,342
|
|
Доборный
элемент вертикальный
|
|
2599
|
0,0031
|
2
|
0,006
|
6,156
|
|
Доборный
элемент горизонтальный
|
|
2599
|
0,0031
|
2
|
0,006
|
6,156
|
|
Наличник
вертикальный
|
|
2599
|
0,0031
|
4
|
0,012
|
12,312
|
|
Наличник горизонтальный
|
|
2599
|
0,0031
|
2
|
0,006
|
6,156
|
продолжение
таблицы 2.10
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
|
|
|
|
|
|
|
202,921
|
Profimat
|
Черновое
фрезерование
|
|
Км
= 0,8
Кр = 0,8;
Кск = 0,88;
U=13
м/мин;
L=6 м;
|
|
|
|
|
|
|
Обвязка
вертикальная
|
3604
|
0,0022
|
6
|
0,013
|
13,317
|
|
Обвязка
горизонтальная верхняя, средняя
|
3604
|
0,0022
|
6
|
0,013
|
13,317
|
|
Обвязка горизонтальная нижняя
|
3604
|
0,0022
|
5
|
0,011
|
11,097
|
|
Филенка верхняя
|
3604
|
0,0022
|
14
|
0,031
|
31,072
|
|
Филенка нижняя
|
3604
|
0,0022
|
14
|
0,031
|
31,072
|
|
Бруски
вертикальные коробки
|
3604
|
0,0022
|
4
|
0,009
|
8,878
|
|
Бруски
горизонтальные коробки
|
3604
|
0,0022
|
4
|
0,009
|
|
Чистовое
фрезерование
|
|
|
|
|
|
|
|
Доборный элемент вертикальный
|
L=6,0m
|
2703
|
0,0030
|
2
|
0,006
|
5,919
|
|
Доборный элемент горизонтальный
|
L=6,0m
|
2703
|
0,0030
|
2
|
0,006
|
5,919
|
|
Наличник вертикальный
|
L=6,0m
|
2703
|
0,0030
|
4
|
0,012
|
11,839
|
|
Наличник
горизонтальный
|
L=6,0m
|
2703
|
0,0030
|
2
|
0,006
|
5,919
|
|
Бруски
вертикальные коробки
|
L=2,1m
|
7724
|
0,0010
|
2
|
0,002
|
2,071
|
|
Бруски
горизонтальные коробки
|
L=0,85m
|
19083
|
0,0004
|
|
0,001
|
0,838
|
|
|
159,138
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
продолжение
таблицы 2.10
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
Stromab
TR 350
|
Обвязка вертикальная
|
n – число
резов в минуту
m – число
дополнительных резов на вырезку дефектных мест
|
n=8; m=2; Кр=0,93
|
2678
|
0,0030
|
6
|
0,018
|
17,924
|
|
Обвязки горизонтальные верхняя, средняя
|
2678
|
0,0030
|
6
|
0,018
|
17,924
|
|
Обвязка горизонтальная нижняя
|
2678
|
0,0030
|
5
|
0,015
|
14,937
|
|
Филенка верхняя
|
2678
|
0,0030
|
14
|
0,042
|
41,822
|
|
Филенка нижняя
|
2678
|
0,0030
|
14
|
0,042
|
41,822
|
|
Бруски вертикальные коробки
|
2678
|
0,0030
|
4
|
0,012
|
11,949
|
|
Бруски
горизонтальные коробки
|
2678
|
0,0030
|
4
|
0,012
|
11,949
|
|
Доборный элемент вертикальный
|
2678
|
0,0030
|
2
|
0,006
|
5,975
|
|
Доборный элемент горизонтальный
|
2678
|
0,0030
|
2
|
0,006
|
5,975
|
|
Наличник вертикальный
|
2678
|
0,0030
|
4
|
0,012
|
11,949
|
|
Наличник горизонтальный
|
2678
|
0,0030
|
2
|
0,006
|
5,975
|
|
188,200
|
продолжение
таблицы 2.10
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Обвязка вертикальная
|
|
Км=0,8;
Tц=15 мин;
n =13
|
266
|
0,0301
|
2
|
0,06
|
60,15
|
|
Обвязка горизонтальная верхняя, средняя
|
Кр=0,8; n=26
|
532
|
0,0150
|
2
|
0,030
|
30,075
|
|
Обвязка горизонтальная нижняя
|
n=16
|
327
|
0,0245
|
1
|
0,024
|
24,465
|
|
Филенка верхняя
|
n=3
|
61
|
0,1311
|
1
|
0,131
|
131,148
|
|
Филенка нижняя
|
n=6
|
122
|
0,0656
|
1
|
0,066
|
65,574
|
|
Бруски вертикальные коробки
|
n=20
|
409
|
0,0196
|
2
|
0,039
|
39,120
|
|
Бруски
горизонтальные коробки
|
n=40
|
819
|
0,0098
|
2
|
0,020
|
19,536
|
|
379,068
|
C2Р12-3
|
Обвязка вертикальная
|
|
Км=0,8;n=1;
U=2 m/mиh;
L=2, 1м
|
283
|
0,0283
|
2
|
0,057
|
56,537
|
|
Обвязка горизонтальная верхняя, средняя
|
Кр=0,88; L=0,65m
|
914
|
0,0088
|
2
|
0,018
|
17,505
|
|
Обвязка горизонтальная нижняя
|
Кск=0,88; L=0,65m
|
914
|
0,0088
|
1
|
0,009
|
8,753
|
|
Филенка верхняя
|
L=1,375m
|
432
|
0,0185
|
1
|
0,019
|
18,519
|
|
Филенка нижняя
|
L=0,312
|
1906
|
0,0042
|
1
|
0,004
|
4,197
|
|
Бруски вертикальные коробки
|
L=2,1m
|
283
|
0,0283
|
2
|
0,057
|
56,537
|
|
Бруски
горизонтальные коробки
|
L=O,85m
|
792
|
0,0101
|
2
|
0,020
|
20,202
|
|
182,250
|
продолжение
таблицы 2.10
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
Griggio T270
|
Обвязка
вертикальная
|
|
Кр=0,95;Км=0,95;
n=4м/мин; Kc=0,88;L=0,115m;
L=2,1m
|
344
|
0,0233
|
2
|
0,047
|
46,512
|
|
Обвязка
горизонтальная верхняя, средняя
|
L=0,65m;L=0,115m
|
996
|
0,0080
|
2
|
0,016
|
16,064
|
|
Обвязка
горизонтальная нижняя
|
L=0,65m;
L=0,203m
|
893
|
0,0090
|
1
|
0,009
|
8,959
|
|
Филенка верхняя
|
L=1,375m;L=0,594m
|
387
|
0,0207
|
1
|
0,021
|
20,672
|
|
Филенка нижняя
|
L=0,312m;L=0,594m
|
834
|
0,0096
|
1
|
0,010
|
9,592
|
|
Бруски
вертикальные коробки
|
L=0,07m; L=0,07m
|
10891
|
0,0007
|
2
|
0,001
|
1,469
|
|
Бруски горизонтальные коробки
|
L=0,07m; L=0,07m
|
10891
|
0,0007
|
2
|
0,001
|
1,469
|
|
101,799
|
ШлК8
|
Обвязка
вертикальная
|
m – число проходов через станок
|
Kp=0,9; Km=0,85;
U=6m/mиh;
|
550
|
0,145
|
2
|
0,029
|
29,091
|
|
Обвязка горизонтальная верхняя, средняя
|
L=0,6m
|
1836
|
0,0044
|
2
|
0,009
|
8,715
|
|
Обвязка
горизонтальная нижняя
|
L=0,6m
|
1836
|
0,0044
|
1
|
0,004
|
4,357
|
|
Филенка верхняя
|
L=1,355m
|
812
|
0,0099
|
1
|
0,010
|
9,852
|
|
Филенка нижняя
|
L=0,292m
|
3772
|
0,0021
|
1
|
0,002
|
2,121
|
|
Бруски
вертикальные коробки
|
L=2,065m; m=l
|
1066
|
0,0075
|
0,015
|
15,009
|
|
|
|
|
|
|
|
|
|
|
продолжение
таблицы 2.10
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Бруски
горизонтальные коробки
|
|
B=0,806м; m=1
|
2733
|
0,0029
|
2
|
0,006
|
5,854
|
|
ШлК-8
|
Доборный элемент вертикальный
|
|
B=2,067м; m=1
|
1035
|
0,0077
|
2
|
0,015
|
15,459
|
|
Доборный элемент горизонтальный
|
B=0,808м; m=1
|
2726
|
0,0029
|
2
|
0,006
|
5,869
|
|
Наличник
вертикальный
|
L=2,095m; m=l
|
1051
|
0,0076
|
4
|
0,030
|
30,447
|
|
Наличник
горизонтальный
|
B=0,816м; m=1
|
2700
|
0,0030
|
2
|
0,006
|
5,926
|
|
|
132,701
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.6 Обоснование
выбора технологии и оборудования.
Несмотря на определенные различия в
анатомическом строении и свойствах древесины разных пород и условий произрастания,
общность химического состава
и строения клеточных тканей придает древесине любых пород схожие свойства. Это позволяет нам дать древесине как конструкционному материалу обобщенную
характеристику.
Древесина, обладая невысокой плотностью от
400 до 700 кг/м3 , имеет достаточно высокую прочность и, особенно, вдоль
волокон.
В зависимости от условий срок службы изделий
из древесины может составлять от десятков до сотен лет без существенного снижения
своей механической прочности. По долговечности древесина выгодно отличается от многих
материалов.
Благодаря сложному химическому составу древесина имеет
хорошую адгезию
к самым различным по происхождению и составу клеям и клееобразователям, а
также хорошо окрашивается красителями разных групп.
Эти общие свойства значительно облегчают выбор материалов, режимов
склеивания и отделки изделий из древесины.
При достаточно высокой механической прочности, древесина обладает
низкой теплопроводностью и звукопроницаемостью. Эти свойства древесины зачастую
оказывают решающее значение при выборе материала для дверей и окон в жилых
помещениях.
К недостаткам древесины, как конструкционного материала следует отнести ее микроскопичность
и биологическую нестойкость во влажном состоянии, горючесть и анизотропию, наличие в древесине пороков и
др.
Наиболее важное свойство древесины, учитываемое при производстве изделий - изменение
влажности при определенных условиях, сопровождающееся усушкой или набуханием поперек волокон.
Комплекс перечисленных технологических и
эксплуатационных свойств в сочетании с высокой декоративностью древесины многих
пород и их доступностью
обуславливает широкое применение древесины в производстве столярно-строительных изделий. Однако он требует
сведения к минимуму недостатков древесины при выборе конструкции изделий,
технологии их производства и вспомогательных материалов.
В производстве сборных конструкций из массивной древесины, в частности
- дверных блоков, большую роль играет качество склеивания деталей изделия.
Высокое качество склеивания обеспечивается
применением высококачественных клеев и современного оборудования при соблюдении
соответствующих режимов склеивания.
До недавнего времени, при склеивании древесины,
использовались клеи на основе карбамидоформальдегидных смол КФ - 5Ж, КФ - Ж
(М), КФ - Б,
М - 70, КФ - 17. однако зачастую эти клеи не обеспечивали достаточной прочности.
В последнее время на Российском рынке появились высококачественные и сравнительно
недорогие поливинилацетатные клеевые материалы зарубежного производства. В качестве
примера таких одно- и двухкомпонентных
клеев, обеспечивающих стойкость древесины в холодной воде, можно назвать клеи МД - 074 и МД - 075 фирмы "R. Shiber" (Швейцария), клей
Клебит 603, 303, 305 фирмы "Klebchemie" (Германия), ситекс А - 300 фирмы "Reuhart" (Австрия). По
технологическим свойствам клеи
не отличаются от обычных ПВА клеев и клеев с отвердителями, по водостойкости их можно приравнять к карбамидным
клеям. Следует подчеркнуть, что по стойкости клеи сопоставимы с обычными
ПВА - клеями. Основными преимуществами этих клеев являются:
- высокая адгезия к твердой и мягкой
древесине;
- удобное время
открытой выдержки;
- короткое время схватывания при холодном и
горячем прессовании;
- экологичность;
- оттаиваемость;
- высокая прочность
при кратковременном действии воды;
- эластичность клеевых швов, не повреждающих
режущий инструмент.
Технологический режим склеивания заготовок
клеем Клебит 303.0 приведен в таблице 2.11
Таблица 2.11- Режимы
склеивания заготовок клеем Клебит 3О3.0
|
Наименование
показателя
|
Величина показателя
|
|
Жизнестойкость
|
с отвердителем
около 24 часов
|
|
Время открытой
выдержки при
температуре 20 °С
|
6-10 мин.
|
|
Методы нанесения
|
кистью, шпателем,
вальцами
|
|
Расход клея
|
120-200 г/м2
|
|
Время прессования
при склеивании
стыков (при
температуре 20 °С)
|
от 15 мин.
|
|
Время прессования
по пласти
(при температуре 20 °С)
|
от 15 -20 мин.
|
|
Оптимальная влажность древесины
|
10-14%
|
|
Оптимальная температура склеивания
|
(18-20) °С
|
|
Технологическая
выдержка
|
не менее 1 суток
|
Склеиваемые материалы должны быть обеспылены, обезжирены и
доведены
до температуры помещения от 18 до 20 °С. Шероховатость поверхности - не менее 8-го класса по ГОСТ
7016 - 82 " Древесина. Классы шероховатости
и обозначения" [9]. Ширина делянок: сосна - до 40 мм, лиственница - до 20 мм.
Покоробленность брусковых деталей - не более 2 мм на 1000 мм
длины.
Подготовленные бруски после механической обработки должны быть склеены не позднее чем через сутки. Это
объясняется стремлением сохранить способность древесины к смачиванию.
Смоляные вещества, содержащиеся в первую очередь в хвойной древесине,
постепенно проступают на обратной поверхности
и ухудшают ее способность к смачиванию. При очень длительном перерыве поверхность древесины "стареет",
волокна на ней частично
облущиваются, и она становится совершенно непригодной для качественного
склеивания. Кроме того, обработанный материал, как уже упоминалось выше, при
свободной выдержке коробится [2; 5; 8].
2.7 Обоснование выбора оборудования
Предприятие ООО «Альянс» имеет возможность приобрести
современное импортное оборудование известных производителей в счет предоплаты
за будущую столярно-строительную продукцию и (или) пиловочник хвойных пород
древесины. Предлагаемое оборудование включает следующие станки и механизмы:
2.8 Общая характеристика деревообрабатывающих станков,
планируемых для использования на предприятии.
2.8.1 Вайма для сборки дверей STH-250

Рисунок 2.1 - Общий вид ваймы STH-250
Таблица
2.12 - Техническая характеристика ваймы STH-250
|
Параметр
|
Характеристика
|
|
Рабочая длина
|
2500 мм
|
|
Рабочая высота
|
1800 мм
|
|
Давление вертикального цилиндра
|
1200 кг
|
2.8.2
Продольно-фрезерный станок Profimat 22N
Рисунок 2.2 - Продольно-фрезерный
станок Profimat 22N
Таблица
2.13 - Технические характеристики Profimat 23
|
Параметр
|
Характеристика
|
|
Нижний шпиндель
|
5,5 кВт
|
|
Правый шпиндель
|
7,5 кВт
|
|
Левый шпиндель
|
7,5 кВт
|
|
Верхний шпиндель
|
7,5 кВт
|
|
Верхний шпиндель
|
7,5 кВт
|
|
Нижний шпиндель
|
5,5 кВт
|
|
Макс. Размер заготовки
|
230х120 мм
|
|
Мощность двигателя подачи
|
4,0 кВт
|
|
Длина стола
|
2500 мм
|
|
Страна производитель
|
Германия
|
|
Год выпуска
|
1993
|
2.8.3
Станок прирезной десятипильный ЦМР-4
Рисунок
2.3 - Общий вид Profimat 23
Станок прирезной десятипильный ЦМР-4 предназначен для
продольной распиловки пиломатериала. Пульт управления и рабочее место вынесены
из зоны возможного выброса отходов древесины. Станок имеет три ряда верхней,
один ряд нижней когтевой защиты и пластинчатую боковую защиту повышенной
надежности. Реверс подачи возможен только при отключенном главном двигателе.
Второй ряд верхней когтевой защиты можно поднять вручную только при не
вращающемся пильном вале.
Таблица
2.14 - Техническая характеристика ЦМР-4
|
Параметр
|
Характеристика
|
|
Ширина обрабатываемого
материала
|
10 – 250 мм;
|
|
Толщина обрабатываемого
материала
|
25 – 145 мм;
|
|
Длина обрабатываемого
материала, не менее
|
450 мм;
|
|
Наибольшее количество пил
|
10 шт.;
|
|
Диаметр пил
|
250 – 400 мм;
|
|
Диаметр ножевого вала
|
70 мм;
|
|
Частота вращения пильного
вала
|
3480 об/мин;
|
|
Скорость подачи
|
6 – 60 м/мин;
|
|
Суммарная мощность
|
60 кВт;
|
|
Габариты
|
2540x2520x1815 мм;
|
|
Масса
|
3960 кг.
|
2.8.4
Шлифовально-калибровальный станок модели ШлК-13.
Рисунок 2.4 - Общий вид шлифовально-калибровального
станка ШлК-13
Шлифовально-калибровальный, широколенточный с
конвейерной подачей заготовки станок модели ШлК-13 предназначен для
калибрования и шлифования плоских параллельных поверхностей щитовых деталей.
Таблица
2.15 - Техническая характеристика ЦМР-4
|
Параметр
|
Характеристика
|
|
Размеры обрабатываемого материала,
максимальная длина
|
360 мм.
|
|
Размеры обрабатываемого
материала, максимальная ширина
|
1300 мм
|
|
Размеры обрабатываемого
материала, толщина
|
5-100 мм
|
|
Длина шлифовальной ленты
|
1900 мм
|
|
Ширина шлифовальной ленты
|
1350 мм
|
|
Скорость шлифовальной ленты
|
25 м/сек;
|
|
Скорость подачи материала
|
10 м/мин
|
|
Минимальное давление
пневмосети
|
4 кг/см2
|
|
Давление утюжка в камере
шлифования
|
0,15-0,3 кг/см2
|
|
Расход потребляемого
воздуха
|
0,15 м3/мин
|
|
Расход воздуха
эксгаустерной сети
|
180 м3/мин
|
|
Уровень рабочего стола от
пола
|
900 мм
|
|
Суммарная мощность электродвигателей
|
18 кВт
|
|
Габаритные размеры
|
1630х1950х1980 мм
|
|
Масса
|
3000 кг
|
2.8.5
Станок рейсмусовый КСР-610/М

Рисунок 2.5 - Общий вид рейсмусового станка КСР-610/М
Станок предназначен для одностороннего плоскостного строгания
с автоматической подачей досок, брусков и щитов в заданный размер по толщине. Обработка
заготовок производится ножевым валом с клиновым закреплением ножей в корпусе.
Ножевой вал приводится во вращение электродвигателем через клиноременную
передачу. Стол, по которому подаются заготовки, жесткой конструкции, стальной,
встроен в станину, оборудован поддерживающими вальцами для уменьшения трения
при перемещении заготовки. Подъем стола осуществляется вручную.
Таблица
2.16 - Техническая характеристика станка КСР-610/М
|
Параметр
|
Характеристика
|
|
Наименьшая длина заготовки
|
300 мм
|
|
Наибольшая ширина
обрабатываемой детали
|
605 мм
|
|
Наибольшая толщина
снимаемого слоя
|
4 мм
|
|
Диаметр ножевого вала
|
103 мм
|
|
Количество ножей ножевого
вала
|
4 мм
|
|
Частота вращения ножевого
вала
|
5000 об/мин
|
|
Подача заготовки
осуществляется вальцами;
|
|
|
Скорость подачи
|
2...10 м/мин
|
|
Суммарная мощность
электродвигателей
|
6,25 кВт
|
|
Габариты 700х1090х1100 мм
|
|
|
Масса
|
500 кг
|
2.8.6
Фрезерный станок GRIGGIO T-270
Рисунок 2.6 - Общий вид фрезерного станка GRIGGIO
T-270
Шипорезная каретка позволяет устанавливать заготовку
большой длины и перемещается над столом. В результате, за счет сокращения
расстояния от места крепления заготовки до инструмента резко уменьшается
поворачивающий момент. Высокоскоростной фрезерный шпиндель имеет возможность
вертикального перемещения до 200 мм и позволяет устанавливать пакет инструмента
до 270 мм; На участке профилирования установлен автоподатчик. Компьютер имеет в
памяти до 16 программ управления вертикальным положением шпинделя и автоподачей
заготовок.
Предназначен, для комплексной обработки брусковых и
рамочных конструкций и др. деталей в серийном производстве окон, дверей и
других изделий из массивной древесины. На станке, при обработке окон
производятся следующие операции:
- шипорезная операция с предварительной торцовкой
заготовки;
- фрезерование внутреннего профиля заготовки на
длинном столе;
- фрезерование окна в сборе по наружному профилю;
- отрезка штапика автономным пильным узлом.
Таблица
2.17 - Технические характеристики станка GRIGGIO T-270
|
Параметр
|
Характеристика
|
|
Максимальный диаметр
инструмента
|
320 мм
|
|
Максимальная глубина шипа
|
100 мм
|
|
Ход шипорезной каретки
|
1100 мм
|
|
Количество программ в
компьютере
|
16 шт.
|
|
Частота вращения шпинделя
|
3000; 4500; 6000 об./мин
|
|
Мощность электродвигателя
|
5,5 кВт
|
|
Узел торцовки
|
|
|
Максимальная высота реза
|
120 мм
|
|
Мощность электродвигателя
|
4 кВт
|
|
Узел отрезания штапика;
|
|
|
Мощность электродвигателя
|
2,2 кВт
|
|
Автоподатчик
|
1 шт.
|
|
Мощность электродвигателя
|
2,2 кВт
|
|
Габариты
|
1800х900х1400 мм
|
|
Масса
|
1100 кг
|
|
Страна производитель
|
Италия
|
2.8.7
Торцовочный станок STROMAB TR-350
Рисунок 2.7 Общий вид торцовочного станка STROMAB TR-350
Торцовочные станки модели TR 350, TR 450, TR 500, TR
600: это полуавтоматические торцовочные станки с пневматическим (гидравлическим
(для - TR 600)) подъёмом пильного диска. Их можно использовать как отдельно,
так и в технологической линии, для вырезания дефектов, изготовления элементов
мебели, дверей, рам и переплётов, на любом деревообрабатывающем производстве.
Технические особенности:
1 Прижим и защитный кожух опускаются и зажимают
деталь
2 Деталь зажата, пила поднимается из стола и
производит распил
3 По завершении распила пила опускается в стол
4 Прижим и защитный кожух поднимаются и высвобождают
деталь.
Таким образом, данное оборудование способно обеспечить высокую
производительность, выпускаемой продукции в целом, за счет чего можно применять
одну смену работающих людей, в проектируемом цехе. А поскольку цех работает в
одну смену, в будущем есть возможность нарастить объемы выпуска изделий и
обеспечить дополнительные рабочие места [3].
2.9 Факторы,
определяющие качество склеивания
Филенчатая
дверь, представляет собой, клеевое соединение.
Клеевые
соединения являются основой клееных конструкций. Именно клеевые соединения в
конечном итоге
определяют прочность и долговечность готового изделия. Образование клеевых
соединений с оптимальными свойствами - главная задача, решаемая при разработке
технологии склеивания. Несмотря на кажущуюся простоту, склеивание - сложный многофакторный процесс,
без глубокого изучения и понимания которого
невозможно изготовить высококачественные клееные изделия. Незнание или
игнорирование даже маловажных на первый взгляд факторов может привести к
разрушению клеевых соединений.
2.9.1 Порода
древесины
Порода древесины, ее строение и химический
состав оказывает существенное влияние на адгезию клея к материалу, начальную и эксплуатационную прочность клеевых
соединений.
При
сушке древесины усадка вдоль волокон не велика, однако поперек волокон, усадка достигать 5% в зависимости от изначальной
влажности.
Наклон волокон вокруг сучков также снижает прочность древесины.
2.9.2 Влажность заготовок
Влажность склеиваемых заготовок имеет большое
значение, как при склеивании
древесины, так и в процессе эксплуатации. Если заготовки перед склеиванием сильно различаются по влажности, то
изделия из них сильно коробятся или
растрескиваются. Влажность
заготовок должна находиться в пределах 6-10%
2.9.3 Ширина склеиваемых
заготовок
Установлено,
что для сосны и ели при толщине доски более 50мм напряжение, вызывающее
поперечное коробление, приближается к прочности древесины на разрыв поперек
волокон, а в таких условиях нельзя исключать растрескивание
клеевого изделия, особенно если к напряжениям внутри дерева
прибавятся напряжения от усушки и разбухания древесины. По этой причине для ответственных
несущих конструкций из ели и сосны, эксплуатируемых при неопределенной
влажности, ширину заготовок ограничивают 40 мм, а из лиственницы 20 мм. [12]
2.9.4 Вязкость клея.
Вязкость является важным технологическим
свойством клея. Влияние ее на прочность клеевого соединения связано, прежде всего, с
адгезионной и когезионной
прочностью клеевого шва с материалом.
Клей малой вязкости, содержащий пониженное
количество сухих веществ, быстро впитывается в материал, в результате чего клеевой
прослойки практически нет.
При излишне большой вязкости клея хуже смазывается поверхность материала и меньшая возможность его
проникновения в поры древесины, а следовательно, меньше площадь адгезионного
взаимодействия. [7]
2.9.5 Шероховатость
склеиваемых поверхностей.
Большое значение для обеспечения надежности клеевых соединений пиломатериалов имеет качество обработки
поверхностей склеивания. Для этого, необходимо, обеспечить максимальную прочность склеивания между древесиной и клеевым слоем, а эта связь тем
лучше, чем лучше смачивается и пропитывается
древесина клеем. С этой точки зрения целесообразно иметь гладко строганную или торцованную поверхность с
открытыми порами, высота неровностей на которой не превышает 0,2 мкм.
Приглаженные и примятые волокна ухудшают
смачивание древесины и проникновение в ее поры. Потому же поводу не допускается
шлифование поверхностей склеивания.
2.9.6 Длительность
открытых и закрытых выдержек.
Опыты показывают, что наибольшая прочность
достигается при минимальных выдержках. Дальнейшее изменение прочности по мере увеличения выдержек зависит как от вида
клея, так и от его выдержки. [12]
2.9.7 Давление запрессовки.
Для получения прочного и долговечного
соединения нужно стремиться к склеиванию
с минимальным давлением. В тех случаях, когда склеиваемые элементы имеют ровную, хорошо обработанную
поверхность, а вязкость клея практически
приближается к низшему допустимому пределу, хорошее качество склеивания достигается даже при давлении
от 0,5 до 1 кг/см2.
2.9.8 Температура.
Перед склеиванием
температура материалов должна быть не менее 15 °С, причем перепад температур по
площади и сечению материала должен
быть минимальным, иначе не удастся получить равнопрочное по всей поверхности клеевое соединение, возникнут
нежелательные напряжения, а это снизит
прочность и долговечность клеевого соединения [2,4,5].
2.10 Критерии качества и
дефекты клеевых соединений щита
В зависимости от качества
клееные щиты делятся на 4 сорта:
1 сорт - без сучков;
2 сорт - допускаются здоровые сучки
диаметром не более 15 мм;
3 сорт - допускаются
выпадающие, частично сросшиеся сучки;
4 сорт - допускаются сучки, не вошедшие в 1,
2, 3 сорт.
Согласно ГОСТ 20850 - 84 "Конструкции
деревянные клееные. Общие технические условия" [6], к щитам из массива
предъявляются следующие требования:
- толщина клеевых прослоек в элементах должна быть не
более 0,5 мм; допускаются участки толщиной до 1 мм, если их длина не превышает
100 мм, а расстояние между ними - не менее
10 - кратной длины этих прослоек;
- непроклееные участки не допускаются;
- величина уступов смежных слоев конструкций,
подлежащих прозрачной отделки должна составлять не более 1мм, а непрозрачной
отделки не более 5 мм;
- при визуальном осмотре клеевой слой по всей длине
должен быть без зазоров, перекосов, вмятин и подтеков клея.
К основным
дефектам относят коробление и разрыв по месту склеивания
[2; 5].
2.11 Технологические
режимы
Существует
множество режимов склеивания щитов из массива, некоторые из них приведены в
таблице 2.25.
Таблица 2.25 -
Технологические режимы
№ режима
|
Вид клея
|
Температура склеивания, °С
|
Продолжительность выдержки,
мин.
|
Давление прессования, МПа
|
Длительность технологической выдержки
|
|
открытой
|
закрытой
|
|
1
|
"Клебит 303.0"
|
20
|
10
|
10-15
|
0,5-0,8
|
1 ч.
|
|
2
|
Сибекс А-300
с
турбоотвердителем
|
20
|
1-5
|
0,5-0,7
|
-
|
|
3
|
Клей "Берит 305" с
турбоотвердителем
|
20
|
6-10
|
10-15
|
0,7-1
|
1 сутки
|
2.12
Разработка технологического процесса
Производственное оборудование является одним из важнейших
факторов организации современного производства. Вид применяемого оборудования
определяет технологический уровень производства. Структура технологического
процесса, его организующие формы и эффективность производства в первую очередь зависят
от применяемого оборудования.
В технологическом процессе изготовления дверных блоков
из массивной древесины можно выделить следующие участки: первичной механической
обработки
заготовок и склеивания их по ширине на гладкую фугу; повторной механической
обработкой брусковых и щитовых деталей; сборочно-монтажных работ, упаковывания
и складирования.
В данном проекте операция первичной механической
обработки заготовок из массивной древесины и склеивания их по ширине
представлены следующими технологическими операциями и применяемым
оборудованием:
- раскрой пиломатериала производится на ЦМР-4;
фрезерование раскроенных заготовок в размер на четырехстороннем
строгальном центре "Profimat";
склеивание заготовок, элементов деталей в размер по сечению,
на
полуавтоматическом электрогидравлическом прессе STH-250, с
горизонтальными и вертикальными цилиндрами быстрой переналадки.
Операция повторной механической обработки включает
следующий комплекс операций:
- калибрование щитовых деталей из склеенных по ширине
брусков – С2Р12-2;
- раскрой щитовых деталей на заготовки требуемых
размеров (для филенки) – Griggio T270;
- четырехстороннее чистовое фрезерование и
профилирование прямолинейных брусков дверных полотен и дверных коробок на
строгальном автомате "Profimat";
- профилирование обвязок и формирования на них шипов и
проушин,
профилирование торцов горизонтальных брусков дверной коробки -
Griggio T270.
Основные технические показатели выбранного
оборудования представлены в таблице 2.26.
Таблица 2.26 -
Ведомость оборудования
|
Наименование оборудования
|
Количество
оборудования
|
Тип, марка, завод
|
Техническая
характеристика станка
|
Привод
|
Масса станка,
кг
|
Стоимость станка,
тыс. руб.
|
|
Число оборотов
в минуту,
мин.
|
Скорость подачи, м/мин
|
Размеры обрабатываемой детали
(длина х ширина
х толщина),
мм
|
Габаритные размеры станка,
мм
|
Вид привода
|
Установленная мощность,
кВт
|
|
длина
|
ширина
|
высота
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
ЦМР-4
|
1
|
-
|
2850
|
4,6-39
|
450x315x100
|
2155
|
2610
|
1160
|
Эл.
|
47,5
|
5000
|
130,00
|
|
Profimat
|
1
|
-
|
6000
|
4-24
|
6000x230x120
|
3000
|
1000
|
1250
|
Эл.
|
28
|
3850
|
720,00
|
|
Stromab
TR
350
|
1
|
-
|
3200
|
-
|
108x254x333
|
630
|
770
|
900
|
Эл.
|
3,6
|
330
|
46,00
|
|
С2Р12-2
|
1
|
-
|
4020
|
5-25
|
500x1250x10
|
1770
|
2800
|
1700
|
Эл.
|
21,14
|
6000
|
67,00
|
|
STH-250
|
1
|
-
|
-
|
-
|
2500x1800x100
|
3250
|
950
|
2100
|
Гидро-
привод
|
4,5
|
515
|
153,6
|
|
Griggio T270
|
1
|
-
|
4500
|
3-10
|
2500x850x10
|
5000
|
2800
|
1900
|
Эл.
|
61,8
|
9800
|
1190,00
|
|
ШлК8
|
1
|
-
|
-
|
6-24
|
400x1100x3
|
2100
|
1880
|
2100
|
Эл.
|
11,5
|
2900
|
35,5
|
2.13 Расчет потребного количества оборудования и
разработка схемы технологического процесса
Расчет потребного количества оборудования рассмотрим
на примере станка ШлК8 [15].
Расчет потребного количества оборудования производится
в следующем порядке:
1) Определение потребного количества станко-часов
на обработку заготовок для 1000 изделий производится по формуле
To6.=
t1 + t2+t3+...+tp
(2.8)
где t1,, t2, t3,... tp - время на
обработку р-ой заготовки для 1000 изделий
станко-часы.
2) По найденной годовой программе выпуска изделий
определяется потребное количество станко-часов, которое должен отработать станок
дл5 выполнения годовой программы.
NT = 9,9 · 132,701 = 1313,74 станко-часов.
3) Определяется количество станко-часов М, час/год,
которое может отработать один станок в год, то есть располагаемое время работы
оборудования по формуле:
 (2.9)
(2.9)
где 260 - количество рабочих дней в году;
х - количество смен в сутки;
Ксл. - коэффициент сложности работы
оборудования.
Принимаем: Тсм = 8 час;
Х = 1;
Ксл = 0,95.
Подставляя эти значения в формулу (2.9), получаем

 .
.
4) При известном и располагаемом времени работы
оборудования, определяется количество станков на годовую программу n,
шт.
 (2.10)
(2.10)
Принимаем 1 станок модели ШлК13: m = 1.
Процент загрузки станка Р, %, определяется по формуле
 (2.11)
(2.11)
где n -
расчетное количество станков, шт.;
m - принятое количество станков, шт.
Потребное количество основного оборудования
рассчитывается аналогично.
Результаты расчетов приведены в таблице 2.15.
Схема технологического процесса составлена в
соответствии с разработанной технологией изготовления дверных блоков
рамочно-филенчатой конструкции из массива древесины.
В схеме показаны пути прохождения заготовок и деталей
по различным стадиям технологического процесса, начиная от раскроя
пиломатериала и заканчивая шлифованием готовых деталей.
Схема технологического процесса представлена в таблице
2.27.
2.14 Кадры
Восполнение
трудовых ресурсов предприятия производится за счет населения города Ачинска и
прилегающих населенных пунктов.
2.15 Определение площади цеха
Площадь цеха включает производственную площадь, а
также площади, занятые под бытовые и конторские помещения. Отдельно выделенные
склады заготовок, деталей и изделий, расположенные вне цеховых производственных
площадей, а также помещения инструментальных мастерских.
В производственную площадь входит площадь рабочих
мест, т.е. площадь, занятая оборудованием, рабочими, подстопными местами и
межоперационными запасами, а также площадь складов, проездов.
Таблица 2.28 - Расчет общей площади рабочих мест
|
Наименование оборудования, рабочих мест
|
Тип, модель
|
Количество оборудования, рабочих мест, шт.
|
Норма производственной площади на одно рабочее
место,
м2
|
Общая площадь,
м2
|
|
1
|
2
|
3
|
4
|
5
|
|
Участок продольного раскроя пиломатериала
|
ЦМР-4
|
1
|
28
|
28
|
|
Строгально-калевочный
автомат
|
Profimat
|
1
|
35
|
35
|
|
Участок поперечного раскроя заготовок
|
Stromab
TR 350
|
1
|
20
|
20
|
|
|
Гидропресс
|
STH - 250
|
2
|
25
|
50
|
|
|
Калибрование заготовок
|
С2Р12-3
|
1
|
48
|
48
|
|
|
Обрабатывающий центр
|
Griggio
T270
|
1
|
55
|
55
|
|
|
Шлифовальный станок
|
ШлК8
|
1
|
24
|
24
|
|
|
Итого
|
260
|
|
|
|
|
|
|
|
|
|
|
2.16 Расчет общей площади складов цеха
Площадь каждого склада Fскл i , м2,
рассчитывается по формуле
 (2.12)
(2.12)
где
Aчi - часовая
производительность участка i-гo станка, шт./час;
t - время хранения, ч;
f - площадь, занимаемая одной деталью, м2;
n - количество деталей или сборочных единиц в
стопе, шт.;
K1 - коэффициент
заполнения площади склада.
Принимаем: K1 = 0,5;
t = 12 час.
Подставляя эти значения в формулу (2.11), получим:
- площадь склада на участке продольного раскроя
 м2.
м2.
Аналогичным образом рассчитываем площадь склада на остальных
участках:
- площадь склада на участке фрезерования  40,44м2;
40,44м2;
- площадь склада на участке поперечного раскроя  12,29м2;
12,29м2;
- площадь склада на участке склеивания  4,9м2;
4,9м2;
- площадь склада на участке калибрования  10,73м2;
10,73м2;
- площадь склада на участке формирования шипов и
проушин  56,71м2;
56,71м2;
- площадь склада на участке шлифования  24,96 м2.
24,96 м2.
Общая площадь склада Fскл, м2,
определяется по формуле
Fскл
= F1 + F2+F3+…+F7. (2.13)
Подставляя полученные значения в формулу (2.13),
получим
Fскл
= 60,75 + 40,44 + 12,29 + 4,9 + 10,73 + 56,71 + 24,96 = 210,78 м2.
2.17
Расчет вспомогательных и бытовых помещений
К вспомогательным площадям цеха относятся площади
инструментальных, клееприготовительных, лакоприготовительных кладовых,
вентиляционных камер и т. д. Площади указанных помещений принимаются
ориентировочно без расчета, в зависимости от объема производства:
- инструментальная от 30 до 40 м2;
- кладовая от 15 до 20 м2.
FВ = 40+20=60 м2
Площадь бытовых помещений (гардеробных, душевых,
умывальных, санузлов, курительных) рассчитывают на основании "Санитарных
норм проектирования промышленных предприятий СН 245 санитарно-бытовых помещений
представлена в таблице 2.29.
Таблица
2.29 - Санитарно-бытовые помещения
|
Наименование
санитарно-бытовых помещений
|
Количество, шт.
|
Площадь,
м3
|
|
1 Гардероб, мужская душевая
|
1
|
33,84
|
|
2 Гардероб, женская душевая
|
1
|
20,4
|
|
3 Умывальная
|
1
|
1,56
|
|
4 Комната приема пищи
|
1
|
13,32
|
|
5 Комната технички
|
1
|
4,65
|
|
6 Комната обеспыливания
одежды
|
1
|
5,27
|
|
7 Комната отдыха
|
1
|
45
|
|
8 Курительная
|
1
|
11,6
|
|
9 Туалет мужской
|
1
|
4,14
|
|
10 Туалет женский
|
1
|
2,47
|
|
Итого
|
142,25
|
Полученные
значения подставляем в формулу (2.13), получаем
Fцрасч
= (260+ 210,78)·1,4+60+142,25 = 861,342 м2.
Вц
= 18 м; Принимаемая ширина цеха (Вц)= 18 м;
Длину здания Lцрасч рассчитываем путем деления площади F на ширину Вц.
Округляя Lцрасч до большего
ближайшего значения, кратного 6 (12), определяют действительную длину цеха Lц. Шаг колонн в крайних рядах одноэтажных зданий 6 м.
Lцрасч 861,342/18 = 47,85 м2.
Фактическую
длину цеха принимаем 48 м.
Тогда
принятая площадь цеха Fц, м2, составит
Fц
=Lц· Bц
=18·48=864 м2. (2.14)
2.18
Описание технологического процесса
Данное описание технологического процесса, неразрывно
связано с плакатом, прилагаемым к пояснительной записке, с названием
«технологический процесс».
Высушенный до конечной влажности (8 ± 2)%
пиломатериал, закатывается в цех на траверсной тележке (5) и укладывается на
склад сырья, откуда подается на участок продольного раскроя. Где на станке ЦМР-4
его раскраивают на черновые заготовки. Затем заготовки на траверсной тележке
подаются к строгально-калевочному автомату "Profimat" (6). На
автомате происходит 4-х стороннее обработка брусков перед склеиванием и
профильная обработка наличников, добавочных брусков.
Заготовки, прошедшие 4-х стороннюю обработку подаются
на участок поперечного раскроя на станке STROMAB TR 350(7). Здесь же происходит
сортировка заготовок по назначению и по сортам.
Бруски, предназначенные для склеивания, поступают к
гидропрессам STH-250 (4), где на рабочем месте осуществляется подбор брусков по
текстуре, нанесение клея на сопряженные поверхности и склеивание заготовок на
гладкую фугу в течение 15 минут в гидропрессах. После склеивания заготовки
укладываются в штабеля и доставляются на склад технологической выдержки в
течение 1 суток.
Технологическая выдержка позволяет выровнять влажность
и напряжения по сечению заготовок. После технологической выдержки заготовки
элементов дверного полотна и дверной коробки транспортируются к рейсмусовому
станку С2Р12-3 (3) для калибрования их с 2-х сторон.
Затем заготовки дверных коробок подаются на
"Profimat" для формирования профиля.
Заготовки дверного полотна и дверной коробки подаются
к обрабатывающему центру Griggio T270 (2) для:
- опиливания в точный размер по периметру и фрезерование
профиля филенок;
- профилирования обвязок и формирования на них шипов и
проушин;
- профилирования торцов горизонтальных брусков дверной
коробки.
Обработанные детали подаются на участок шлифования
(1), а затем складируются перед участком отделки.
3 Архитектурно-строительная
часть
3.1 Характеристика строительной площадки
По административному делению площадка ООО "Альянс"
входит в черту города Ачинска.
Рельеф площадки спокойный, с небольшим уклоном на
северо-запад. Характеристика площадки:
- глубина промерзания грунта 2,5 м;
- ветровая нагрузка до 38 кг/м2;
- продолжительность отопительного периода 210 дней;
- среднегодовое количество осадков 420 мм;
- среднегодовая высота снежного покрова в незащищенных
местах 35см;
- расчетная
наружная температура наиболее холодной пятидневки
минус 40 ° С.
3.2
Объемно-планировочное решение
Цех представляет собой одноэтажное кирпичное здание.
Пролет здания составляет 18 м, длина здания 48 м, высота от пола до потолка 9,6
м.
3.3
Конструктивное решение здания
В качестве ограждающих конструкций служат стены из
кирпичной кладки. В здании цеха применяются колонны прямоугольного сечения
400x400 мм, высота колонн 9 м.
Фундаменты здания стаканного типа, а под бытовыми
помещениями фундаменты ленточные, которые выполнены из фундаментных блоков
ФС-4.
Для защиты фундаментов от воздействия атмосферных
осадков вокруг здания устроена бетонная отмостка, асфальтированная полоса с
уклоном от стен.
Покрытие здания состоит из сборных железобетонных плит
ПНС, на которые уложены пароизоляционный слой из рубероида, утеплитель из ДСтП.
Естественное освещение помещения осуществляется через
оконные проемы, расположенные
по всему периметру здания.
Ворота металлические, распашные. Имеется внутренняя
телефонная сеть, водопровод, канализация.
3.4 Отопление,
вентиляция и теплоснабжение
Теплоснабжение предприятия осуществляется
через внутриплощадные сети от котельной,
расположенной на территории ООО «Альянс».
Отопительные устройства предназначены для поддержания в отапливаемых
помещениях температуры от 15 до 22 °С.
Правильное решение вопросов отопления и
вентиляции имеет огромное значение.
Требования, предъявляемые к санитарно-техническому
состоянию, определяются необходимостью создания благоприятных условий для
здоровья и повышения производительности труда работающих.
В цехе принята система вытяжной вентиляции на базе
вентиляторов ЦП-40.
Для бытовых помещений система вентиляции
самостоятельная.
Ориентировочный годовой расход тепла на отопление цеха
определяется по формуле
 (3.1)
(3.1)
где X - удельная тепловая характеристика здания,
ккал/м3 ·час· град;
V - объем отапливаемого цеха, м3;
tв - температура внутри цеха, °С;
tн - температура снаружи цеха, °С.
Принимаем: X = 0,4 ккал/м3·ч·град;
V = 8294,40 м3;
tв = 18 °С;
tн = -20 °С.
Подставляя эти значения в формулу (3.1), получаем

Годовой расход тепла Qгод.отоп ,Гкал/час, определяется по формуле
 (3.2)
(3.2)
где
n - продолжительность отапливаемого периода, дней;
m - продолжительность дня, час.
Принимаем:
n = 210 дней;
m = 24час.
Подставляя эти значения в формулу (3.2), получаем
 Гкал/год
Гкал/год
3.5 Водоснабжение и канализация
Снабжение горячей водой для хозяйственных
нужд и зимнего теплоснабжения обеспечивает собственная котельная предприятия
Система водоснабжения осуществляет расход по цехам предприятия
на противопожарные, хозяйственные и технические нужды.
Снабжение водой осуществляется от водонапорной башни
ООО «Альянс». Приемником сточных вод является канализационная система перекачки
с последующей очисткой на местных очистных сооружениях. Расчетный секундный
расход воды а , м3/с, определяется по формуле
 (3.3)
(3.3)
где N - число работающих в
цехе, чел;
n -
расходуемый объем воды, л;
nсут - суточный коэффициент неравномерности расхода воды;
К2 -
годовой коэффициент неравномерности расхода воды.
Принимаем: К2= 3; nсут = 2,5; ql
=1,5 л; N = 25 чел.
Подставляя эти значения в формулу (3.3), получаем
 ,
,
Годовой расход воды Q,  ,
определяется по формуле
,
определяется по формуле
 (3.4)
(3.4)
где
n - число рабочих дней в году, дней;
t - число рабочих часов в сутки, час.
Принимаем:
n =248 дня;
t = 8 час.
Подставляя эти значения в формулу (3.4), получаем
 .
.
4
Электротехническая часть
4.1 Электроснабжение предприятия
000 "Альянс" получает электрическую
энергию от системы
"Красэнерго" по воздушной магистрали на центральное распределительное
устройство, где происходит распределение электроэнергии,
далее
электроэнергия поступает на трансформаторную подстанцию, находящуюся
на территории предприятия. Для понижения напряжения на подстанции
используются два понижающих трансформатора ТМ-1000, ТМ-630.
Электроснабжение цеха осуществляется от
трансформаторной подстанции по кабелю АВВГ, проложенного в закрытых бетонных
коробках. Основной пусковой аппаратурой являются магнитные пускатели серии ПМЕ
и ПА с защитой в виде теплового реле ТРН, ТРП. Для подключения оборудования
использован провод АПРТО, протянутый в металлических трубах по полу. Для
распределения энергии используются щиты ЩО, ШСН, ЩСР.
Принципиальная схема электроснабжения проектируемого
цеха представлена на рисунке 4.1.
1 - центральные линии электропередачи;
2 – центральное распределительное устройство;
3 - магистральная линия;
4- понижающая трансформаторная подстанция;
5,6,7- линии низкого напряжения к потребителям
электроэнергии.
Рисунок
4.1 - Принципиальная схема электроснабжения цеха
4.2 Расчет электрической силовой нагрузки
Основные понятия и определения:
1 р - номинальная (установленная) мощность, кВт,
берется из характеристики оборудования;
Ku - коэффициент использования,
определяется по формуле
Ku= Ko· Kз, (4.1)
где
Kо - коэффициент, учитывающий неодновременность работы
оборудования;
Kз - коэффициент, учитывающий загрузку оборудования.
2 Kc - коэффициент спроса, определяется
по формуле
 , (4.2)
, (4.2)
где  - электрооборудования
(электродвигателя);
- электрооборудования
(электродвигателя);
 - к.п.д.
электросети (0,95-0,94)%.
- к.п.д.
электросети (0,95-0,94)%.
3  - коэффициент
мощности электроприемника (электродвигателя),
- коэффициент
мощности электроприемника (электродвигателя),
принимается
по справочным данным оборудования.
4 Рш - активная мощность на шинах
подстанции, кВт, определяется по формуле
Pш=Pu· Kс. (4.3)
5 S - полная мощность, кВА, определяется по формуле
 . (4.4)
. (4.4)
6 Q - реактивная мощность, кВА, определяется по формуле
 .
(4.5)
.
(4.5)
7 T - время работы электрооборудования в год.
8 W - расход электроэнергии, кВт·час, определяется по
формуле
 .
(4.6)
.
(4.6)
9 Пересчет мощности двигателя с повторно-кратковременным
режимом
работы на длительный, определяется по формуле
 ,
(4.7)
,
(4.7)
где
 - продолжительность включения в
относительных единицах.
- продолжительность включения в
относительных единицах.
Данные об электрооборудования цеха и результаты
расчета электрической нагрузки представлены в таблице 4.1 и таблице 4.2 .
Расчет электрической силовой нагрузки рассмотрен на
примере гидропресса STH-250.
1
Для расчета принимаем: Py = 4,5 кВт;
количество
электродвигателей - 2;
ПВ=0,6,
тогда  =9,0 кВт;
=9,0 кВт;
2
Продолжительность работы ,
кВт
=9,0·0.6=5.4 кВт;
3
Для нахождения коэффициента спроса Kс, принимаем
К.П.Д. двигателя принимаем 0,8;
К.П.Д. электросети принимаем 0,95;
Кu=0,4
4 Активная
мощность на шинах высокого напряжения Рш, кВт
Рш=5,4-0,53=2,862,
кВт;
5
Для нахождения полной мощности S, кВА, принимаем:
=0,75,
тогда
S = 2,862/0,75 =3,816 кВА;
6 Реактивная
мощность Q, кВАр, принимаем:
 = 0,88,
тогда
= 0,88,
тогда
Q = 2,862 · 0,88 =2,519 кВАр;
7 Для
нахождения расхода электроэнергии W, кВт ч, принимаем:
время работы оборудования в год, Т = 2824 часов
W - 2,862-2824-1О-3 =8,08 [16; 17].
Таблица 4.1 - Данные
электрооборудования цеха
|
Наименование оборудования
|
Установленная
мощность,
 , ,
кВт
|
Количество электропри-емников,
шт.
|

кВт
|
Режим работы, ПВ
|
Продолжите-льность
работы,

кВт
|
Коэффициент использования,
Кu
|
КПД двигателя
|
КПД электросети
|
Коэффициент
мощности,
COSU
|
tgU
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
ЦМР-4
|
47,5
|
1
|
47,5
|
0,25
|
11,875
|
0,6
|
0,8
|
0,95
|
0,64
|
1,17
|
|
Profimat
|
28
|
1
|
28
|
0,60
|
16,8
|
0,6
|
0,8
|
0,95
|
0,64
|
1,17
|
|
WACO KS-300
|
ЗД
|
1
|
3,2
|
0,60
|
1,92
|
0,4
|
0,8
|
0,95
|
0,55
|
3
|
|
STH -250
|
4,5
|
2
|
9
|
0,60
|
5,4
|
0,4
|
0,8
|
0,95
|
0,75
|
0,88
|
|
C2P12-2
|
21,14
|
1
|
21,14
|
0,25
|
5,285
|
0,5
|
0,8
|
0,95
|
0,64
|
1,17
|
|
F-4
|
61,8
|
1
|
61,8
|
0,40
|
24,72
|
0,6
|
0,8
|
0,95
|
0,6
|
1,17
|
|
ШлК8
|
11,5
|
1
|
11,5
|
0,60
|
6,9
|
0,5
|
0,8
|
0,95
|
0,55
|
1,5
|
Таблица
4.2 - Результаты расчета электрической силовой нагрузки
|
Наименование оборудования
|
Продолжите-
льность работы, кВт
|
Коэффициент использования
|
КПД
двигателя
|
КПД
электросети
|
Мощность на
шинах трансформатора, кВт
|
Коэффициент мощности
|
Полная мощность, кВА
|
Реактивная мощность, кВАр
|
Время работы оборудования в год,
час
|
Расход
электроэнергии, тыс.кВт час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
10
|
11
|
12
|
|
ЦМР-4
|
11,88
|
0,6
|
0,8
|
0,95
|
9,381
|
0,64
|
14,658
|
10,976
|
1744
|
16,361
|
|
Profimat
|
16,80
|
0,6
|
0,8
|
0,95
|
13,272
|
0,64
|
20,738
|
15,528
|
1938
|
25,721
|
|
WACO KS-
300
|
1,92
|
0,4
|
0,8
|
0,95
|
1,018
|
0,55
|
1,850
|
3,053
|
2824
|
2,874
|
|
STH -250
|
5,40
|
0,4
|
0,8
|
0,95
|
2,862
|
0,75
|
3,816
|
2,519
|
2824
|
8,08
|
|
C2P12-2
|
5,29
|
0,5
|
0,8
|
0,95
|
3,488
|
0,64
|
5,450
|
4,081
|
641
|
2,236
|
|
F-4
|
24,72
|
0,6
|
0,8
|
0,95
|
19,529
|
0,60
|
32,548
|
22,849
|
1188
|
23,200
|
|
ШлК8
|
6,90
|
0,5
|
0,8
|
0,95
|
4,554
|
0,55
|
8,280
|
6,831
|
1221
|
5,560
|
4.3 Расчет
электроэнергии на освещение
Для расчета электрической энергии на освещение
применяется метод идеальной мощности [16].
Потребная мощность на освещение Р, Вт, определяется по
формуле
 , (4.8)
, (4.8)
где S - освещаемая площадь, м2;
 -
удельная мощность, Вт/ м2.
-
удельная мощность, Вт/ м2.
Результаты расчета электрической энергии на освещение
представлены в таблице 4.3.
Потребная мощность от трансформаторной подстанции , кВА,
, кВА,
определяется
по формуле
 (4.9)
(4.9)
где
К - коэффициент, учитывающий развитие проектируемого цеха.
Принимаем:
К = 1,2;
 =
52,41 кВА;
=
52,41 кВА;
 42,8кВА.
42,8кВА.
Подставляя
эти значения в формулу (4.9), получаем
Sтр.
= 1,2 · (52,41 + 42.8)= 114 кВА.
4.4
Заземление
Для обеспечения условий безопасности в установках
напряжением до и выше 1000В, в соответствии с требованиями «Правил устройства
электроустановок» сооружаются заземляющие устройства. Все металлические части
электрооборудования и электроустановок во всех производственных и других
помещениях с повышенной опасностью и особо опасных, а также в наружных электроустановках,
которые могут оказаться под напряжением вследствие нарушения изоляции должны
быть заземлены.
Оборудование, подлежащее заземлению, подсоединяется
параллельно к внутреннему контуру, проложенному по стенам помещения на высоте
0,3-0,4 м от уровня пола. Внутренний контур подсоединяется при помощи двух
проводников к искусственному заземлителю. Принципиальная схема заземления
приведена на рисунке 4.2.
1 – Оборудование;
2 – Внутренний контур;
3 – Соединительные проводники;
4 – Искусственные заземлители.
Сопротивление заземляющего устройства Rз зависит от напряжения сети, токов короткого замыкания
и других параметров, и при установках использующих 6-10 кВт., но не более 4 Ом.
Таблица
4.3 - Расчет электрической энергии на освещение
Наименование помещений
|
Площадь, м2
|
Удельная мощность, Вт/м
|
Мощность на освещение, Вт
|
Поправочный коэффициент
|
Коэффициент использования
|
Время работы освещения, час
|
Мощность на шинах, кВт·час
|
Электроэнергия на освещение, кВт·час
|
Коэффициент мощности
|
Полная мощность, кВА
|
|
Реактивная мощность, кВАр
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
1 Столярный цех
|
671,75
|
15
|
10076,3
|
0,95
|
1
|
1100
|
10,61
|
11671,00
|
0,9
|
11,8
|
0,48
|
5,1
|
|
2 Гардероб, душевая мужские
|
33,84
|
15
|
507,60
|
0,95
|
0,9
|
1100
|
0,481
|
528,973
|
1
|
0,48
|
0
|
0
|
|
3 Гардероб, душевая женские
|
20,40
|
15
|
306,00
|
0,95
|
0,9
|
1100
|
0,290
|
318,884
|
1
|
0,29
|
0
|
0
|
|
4 Умывальная
|
1,56
|
15
|
23,40
|
0,95
|
0,9
|
1100
|
0,022
|
24,385
|
1
|
0,02
|
0
|
0
|
|
5 Комната приема пищи
|
13,32
|
15
|
199,80
|
0,95
|
0,9
|
1100
|
0,189
|
208,213
|
1
|
0,18
|
0
|
0
|
|
6 Комната технички
|
4,65
|
10
|
46,50
|
0,95
|
1
|
1100
|
0,049
|
53,842
|
1
|
0,04
|
0
|
0
|
|
7 Комната обеспыливания
одежды
|
5,27
|
10
|
52,70
|
0,95
|
1
|
1100
|
0,055
|
61,021
|
1
|
0,05
|
0
|
0
|
|
8 Комната отдыха
|
45,00
|
15
|
675,00
|
0,95
|
1
|
1100
|
0,711
|
781,579
|
1
|
0,71
|
0
|
0
|
|
9 Курительная
|
11,60
|
15
|
174,00
|
0,95
|
0,9
|
1100
|
0,165
|
181,326
|
1
|
0,16
|
0
|
0
|
|
10 Туалет мужской
|
4,14
|
15
|
62,10
|
0,95
|
0,9
|
1100
|
0,059
|
64,715
|
1
|
0,05
|
0
|
0
|
|
11 Туалет женский
|
2,47
|
15
|
37,05
|
0,95
|
0,9
|
1100
|
0,035
|
38,610
|
1
|
0,03
|
0
|
0
|
|
12 Инструментальная
|
40,00
|
10
|
400,00
|
0,95
|
1
|
1100
|
0,421
|
463,158
|
0,9
|
0,46
|
0,48
|
0,20
|
|
13 Кладовая
|
10,00
|
10
|
100,00
|
0,95
|
0,9
|
1100
|
0,095
|
104,211
|
1
|
0,09
|
0
|
0
|
|
Итого
|
864,00
|
|
12660,5
|
|
|
|
|
14500
|
|
14,4
|
|
5,3
|
5
Безопасность и экологичность проекта
5.1
Безопасность в цехе изготовления дверных блоков рамочно-филенчатой конструкции
5.1.1
Идентификация опасностей в производстве
В соответствии с ГОСТ 12.0.003 - 76, при выполнении
технологического процесса изготовления дверных блоков рамочно-филенчатой
конструкции, в цехе может находиться более десяти различных, опасных и вредных
производственных факторов, параметры которых приведены в таблице 5.1.
Таблица 5.1 - Опасные и вредные производственные
факторы в цехе
|
Помещение,
участок
|
Факторы
|
|
Столярный цех
|
Опасные
|
Продол-жительность действия в смену
|
Вредные
|
Продолжительность действия в смену
|
|
1. Электрическое напряжение
|
Постоянно
|
1. Пониженная температура воздуха
|
Периодически
|
|
2. Острые кромки
|
Случайно
|
2. Повышенная температура воздуха
|
Постоянно
|
|
3. Вылет инструментов и деталей
|
Случайно
|
3. Повышенный уровень шума
|
Постоянно
|
|
4. Падение заготовок
|
Случайно
|
4. Повышенная запыленность воздуха рабочей зоны
|
Постоянно
|
|
5. Движущиеся предметы
|
Периодически
|
5. Недостаточная
освещенность рабочего места
|
При неисправном освещении
|
|
6. Огонь
|
Случайно
|
6. Блеск светильника
|
Постоянно
|
|
7. Землетрясение
|
Случайно
|
7. Пульсация лампы
|
Постоянно
|
|
8.Падение строительных конструкций
|
Случайно
|
8. Монотонность труда
|
Для отдаленных рабочих мест
|
Из таблицы следует, что в цехе при выполнении
технологических операций имеют место 8 опасных и 8 вредных производственных
факторов.
5.1.2 Выбор оборудования
Оборудование выбрано в соответствии с ГОСТ
12.2.026.0-93 ССБТ. Оборудование деревообрабатывающее. Общие требования
безопасности к конструкции [18].
5.1.3 Размещение оборудования на плане цеха
Оборудование размещено в соответствии ГОСТ
12.3.042-88,
СНиП31-03-2001
[19;20].
При проектировании цеха и планировке размещения
оборудования предусмотрены следующие требования:
- расстояние между двумя соседними станками должно
быть не менее трехкратной длины, наиболее крупных деталей обрабатываемых на них;
- станки и рабочие места в цехе расположены так, что
оставлен
центральный проезд вдоль всего цеха шириной 3 м;
- расстояние от оборудования до рабочих мест 500 м.
5.1.4 Устройства безопасности
Выбранное оборудование согласно ГОСТ 12.2.101-84, ГОСТ
12.4.155-85, ГОСТ 12.1.030 - 81 [21-23], оснащено следующими устройствами
безопасности:
- объемными, открываемыми и раздвижными ограждениями
движущихся частей механизмов и режущего инструмента;
- электрическими предохранителями;
- устройствами, обеспечивающими защиту от выброса
заготовки назад от станка при ее обработке;
- кожухами с системой отсоса.
5.1.5 Эргонометрический анализ оборудования и рабочих
мест
Выбранное оборудование соответствует эргонометрическим
требованиям согласно ГОСТ 12.2.049 - 80 [32].
Организация рабочего места осуществлена согласно
ГОСТ
12.2.061-81, ГОСТ 12.2.032-78, ГОСТ 12.2.033-78 [24;25;26], с учетом
антропометрических данных человека:
- средний рост мужчины в России 167 см;
- средний рост женщины в России 157 см.
5.1.6 Электробезопасность
Для защиты рабочих от поражения электрическим током
предусмотрено:
- защитное заземление, выполняемое стальными трубами,
размещенные в ряд и объединенные соединительной полосой по ГОСТ 12.1.030 – 88
[28];
- изоляция и ограждения всех доступных токопроводящих
частей;
- персоналу, обслуживающему электрооборудование,
выделены средства индивидуальной защиты;
- обучение производственного персонала правилам
техники безопасности;
- обслуживающий персонал должен иметь допуск для
работы с
электрооборудованием.
5.1.7 Защита органов дыхания
Основными источниками загрязнения воздуха в цехе
являются:
- деревообрабатывающие станки;
- распылительные кабины.
Для снижения загрязнения воздуха в цехе предусмотрены
следующие мероприятия:
- применение устройств пневмотранспорта от станков;
- предусмотрена система вытяжной вентиляции согласно
ГОСТ
124.021 - 75;
- распылительная кабина оборудована отдельной
вентиляцией с блокирующим устройством;
- обеспечение обслуживающего персонала средствами
индивидуальной защиты.
5.1.8 Защита от шума
Основными источниками шума в цехе являются:
- технологическое оборудование;
- системы вентиляции.
Согласно ГОСТ 12.1.003 – 83 (С изменениями 1989г) [27]
- норма шума в рабочей зоне составляет 80 дБА.
Для снижения уровня шума технологического
оборудования, согласно СНиП 23-03-2003 (взамен СНиП 11-12-77) [28],
предусматриваются звукопоглощающие кожухи, наружная поверхность которых покрыта
слоем противошумной мастики № 589. Для персонала, обслуживающего наиболее
шумное оборудование, предусмотрены специальные наушники по ГОСТ 12.1.003 - 83
(С изменениями 1989г) [27], а также лечебно-профилактические мероприятия
(проведение регулярных медосмотров - не реже 1 раза в год).
5.1.9 Защита органов зрения
Для обеспечения достаточной видимости в
производственных, административных и вспомогательных помещениях проектируемого
цеха применяется естественное искусственное освещение.
Естественное освещение осуществляется через оконные
проемы и
оконные фонари. Искусственное освещение осуществляется
люминесцентными
лампами ЛДЦ - 80 и ЛБ - 80.
Освещенность рабочих мест соответствует разрядам работ
по степени точности согласно СНиП 23-05-95.
В соответствии с требованиями искусственного освещения
согласно
СНиП
23-05-95 приняты следующие нормы освещения:
- технологические помещения 300 лкс;
- административные помещения 300 лкс;
- санитарно-бытовые помещения 100 лкс.
5.2 Гигиеническая оценка условий труда в цехе
Согласно ГОСТ 12.1.005 - 88 [29], работа в цехе
относится к средней категории тяжести. Температура воздуха в помещении от 17 до
23 °С, относительная влажность воздуха 75 %, скорость движения воздуха 0,3 м/с.
Для поддержания этих метеоусловий цех оборудован
системой приточно-вытяжной вентиляцией и водяным отоплением в соответствии с
ГОСТ 12.4.021 - 75 [42], СНиП 2.04.05 - 84 [30].
5.2.1 Санитарно-бытовые помещения
Санитарная характеристика производственного процесса,
согласно СНиП 2 - 09 - 04 - 87, приведена в таблице 5.2
Таблица 5.2 - Санитарно-бытовые помещения
|
Наименование санитарно-бытовых помещений
|
Количество
комнат, шт.
|
Площадь, м2
|
|
1 Гардероб, душевая мужские
|
1
|
33,840
|
|
2 Гардероб, душевая женские
|
1
|
20,400
|
|
3 Умывальная
|
1
|
1,560
|
|
4 Комната приема пищи
|
1
|
13,320
|
|
5 Комната технички
|
1
|
4,650
|
|
6 Комната обеспыливания
одежды
|
1
|
5,270
|
|
7 Комната отдыха
|
1
|
45,000
|
|
8 Курительная
|
1
|
11,600
|
|
9 Туалет мужской
|
1
|
4,140
|
|
10 Туалет женский
|
1
|
2,470
|
|
Итого
|
142,250
|
|
|
|
|
5.2.2
Общественное питание и отдых
Общественное питание работников цеха организовано в
столовой предприятия. В проекте предусматривается комната отдыха, оборудованная
по типовым правилам.
5.2.3
Техническая эстетика
В соответствии с ГОСТ 12.0.026 - 01 [3l], CH 181 - 70
[32], потолок, стены, колонны цеха окрашены в светлые тона, штурвалы и маховики
- в черный, кожухи коробок скоростей - в красный цвета.
5.3
Пожарная безопасность
В соответствии с НПБ 107-97 [33] степень огнестойкости
строительных конструкций относится к 3 категории.
По молниезащите, согласно СО 153-34.21.122-2003
(инструкция по устройству молниезащиты зданий, сооружений и промышленных
коммуникаций (взамен РД 34.21.122-87)) [34] цех относится к категории. Пожарная
безопасность в цехе включает в себя три группы мероприятий:
1) организационные;
2) инженерно-технические;
3) режимные.
5.3.1
Организационные мероприятия
В качестве первичных средств пожаротушения
предусматриваются:
- пожарные краны и гидранты;
- пожарные щиты, оснащенные огнетушителями,
топорами, ведрами и ящиком с песком.
Эвакуация людей, в случае пожара производится через
двери, согласно плану эвакуации.
Число огнетушителей n, шт., которые
необходимо разместить в цехе определяется по формуле
 , (5.1)
, (5.1)
где
F - площадь цеха, м2.
Принимаем
F = 864 м2.
Подставляя
это значение в формулу (5.1), получим
 шт. (5.2)
шт. (5.2)
Принимаем
5 огнетушителя типа ОУ - 2, ОЖВП - 10.
Число пожарных щитов m, шт., которые
необходимо разместить в цехе, определяется по формуле
 , (5.3)
, (5.3)
где
F- площадь проектируемого цеха, м2.
 шт.
шт.
Принимаем
2 пожарных щита.
5.3.2
Инженерно-технические мероприятия
Для предотвращения возникновения пожара предусмотрены;
воздушно-пенная спринтерная установка; автоматическая, ручная и лучевая
пожарные сигнализации.
5.3.3
Режимные мероприятия
Для предотвращения возникновения пожара в цехе не
допускается проведение, каких бы то ни было работ с применением огня и
вызывающих искр, а также сооружение всякого рода сгораемых временных
перегородок и пристроек без согласования с пожарной охраной и получением
соответствующего разрешения.
Курение в цехе - только в специально оборудованной
курительной комнате. На всех участках цеха предусмотрены знаки и плакаты,
запрещающие курение вне положенного для этого места.
С целью не допущения скопления мусора, регулярно
проводить в цехе уборку и вывоз мусора.
5.4 Экологическая безопасность цеха изготовления
дверных блоков рамочно-филенчатой конструкции
5.4.1
Охрана водной среды
Идентификация источников сточных вод и характеристика
загрязняющих веществ, представлена в таблице 5.3.
Таблица
5.3 - Характеристика водопотребления и водоотведения от цеха
|
Расход свежей воды,
тыс. м3 /год
|
Источник сточных вод,
тыс. м3 /год
|
Объем сточных вод, тыс. м3 /год
|
Состав сбрасываемых стоков
|
Валовой сброс загрязнителя
|
|
Наименование загрязнителя
|
Содержание
загрязнителя в стоке
|
Фактический,
т/год
|
Установленный норматив,
мл/л
|
пдс.
т/год
|
|
23,285
|
Хозяйственно-питьевые нужды
|
23,285
|
Взвешенные вещества
|
7,200
|
3,600
|
6,250
|
18,700
|
5.4.2
Охрана окружающей среды
Без проведения природоохранных мероприятий
деревообрабатывающий цех в способен оказывать отрицательное воздействие на
окружающую среду. Основным вредным веществом является древесная пыль.
Для защиты атмосферного воздуха предусматривается установка,
и ввод в действие циклонов с высокой степенью очистки от пыли марки
"Гипродрев", установка фильтров на приточно-вытяжную вентиляцию.
Характеристика выбросов вредных веществ в атмосферу
представлена в таблице 5.4.
Таблица
5.4 - Характеристика выбросов вредных веществ в атмосферу
|
Наименование операции
|
Код источника
|
Наименование вредного вещества
|
Количество вредных веществ, т/год
|
В том числе
|
|
выбрасываются без очистки, т/год
|
поступают на очистные сооружения, т/год
|
|
Шлифование
|
4
|
Древесная
пыль
|
11,112
|
0,778
|
10,334
|
|
Уборка в цехе
|
4
|
Древесная
пыль
|
0,500
|
0,500
|
0,000
|
|
Итого
|
11,612
|
1,278
|
10,334
|
Таблица
5.5 - Характеристика вредных веществ выбрасываемых в атмосферу
|
Наименование вредного вещества
|
Класс опасности
|
ПДК,
мг/м3
|
Фактическая
концентра-ция, мг/м3
|
Превыше-ние ПДК
|
Воздействие на окружающую среду
|
|
Древесная пыль
|
4
|
5,000
|
6,500
|
1,300
|
Вредное
|
Таблица
5.6 - Характеристика очистных сооружений
|
Наименование пылеулавливающе го оборудования
|
Степень очистки
|
Количество вредных веществ, т/год
|
Общее количество вредных веществ выбрасываемых в
атмосферу, всего т/год
|
Установленный предельно-
допустимый выброс.
т/год
|
|
поступает в уловитель
|
улавливается
|
утилизируется
|
|
У1Д-38
|
98,200
|
11,112
|
10,912
|
10,912
|
1,309
|
10,500
|
Из
таблицы видно, что циклон справляется с объемом существующих отходов.
5.4.3
Охрана земной поверхности
Возможными основными загрязнителями земной поверхности
могут являться древесная пыль и древесные отходы. Загрязняющие вещества
попадают на поверхность земли в результате утечек в трубопроводах
пневмотранспорта и циклонах. Для предотвращения загрязнения необходимо:
- регулярно проверять герметичность циклона и
трубопроводов;
- проводить уборку территории не реже четырех раза в
год;
- разводить зеленые насаждения вокруг установок,
загрязняющих землю и воздух.
Необходимый размер санитарно-защитной зоны, согласно
СНиП245
-71, составляет 50 м. Благоустройство территории, примыкающей к зданию цеха,
осуществляется за счет:
- вертикальной планировки территории, с обеспечением
отвода поверхностных вод путем устройства водоотводных сооружений;
- строительства автомобильных дорог и тротуаров;
- устройства площадок отдыха;
- устройства мест для курения;
- деления территории путем разбивки цветников и
газонов.
5.4.4 Защита воздушной среды от шумового загрязнения и
вибрации
Основными источниками шума и вибрации является
производственное оборудование и установки пневмотранспорта.
Данные об условиях шума и защиты от шумового
загрязнения приведены в таблице 5.7.
Таблица 5.7 - Источники шумового загрязнения воздушной
среды
|
Источники шума
|
Уровни
шума,
ДВА
|
Преграды
распространению шуму
|
Фактический уровень шума в атмосфере, ДВА
|
|
Деревообрабатывающее
оборудование
|
98
|
Кожух-кабина
|
81
|
|
Вентиляторы
пневмотранспорта
|
ПО
|
Глушитель шума,
звукопоглощающая
облицовка сетей
|
102
|
Для снижения уровня шумового загрязнения в цехе
необходимо провести следующие мероприятия:
- внутренняя отделка помещений звукопоглощающими
материалами;
- оборудование, работа которого отличается высоким
уровнем шума, заключается в кожух-кабину;
- для снижения вибрации использовать вибропоглощающие
покрытия и материалы.
5.4.5 Материально- экологический баланс производства
Расход сырья и вспомогательных материалов по видам
продукции представлены в таблице 5.8 и на рисунке 5.1.
Таблица 5.8 - Расход материалов по видам продукции
|
Наименование сырья и
материалов
|
Наименование продукции, получаемой от используемого
сырья
|
Единица измерения
|
Расход сырья на единицу продукции
|
Годовое
потребление
|
|
Пиломатериал
|
Дверные блоки
|
т
|
0,086-10
|
898,38
|
|
Клей "Клебит 303.3
|
т
|
0,329
|
3,406
|
|
Шлифовальная шкурка
|
м2
|
121
|
1207,350
|
В цех поступает сырье в объеме 898,380 т. В результате
переработки получаем 404,860 т. готовой продукции. Отходы производства
составляют 408,076 т. Безвозвратные потери - 0,939 т.
Вывод:
Данный технологический процесс существенного влияния на окружающую среду не
оказывает.
Такие
вещества, как древесная пыль, быстро рассеиваются и нейтрализуются.
Рисунок 8 – Материально-экологический баланс
Выводы:
1 Для потенциального потребителя данного проекта
разработаны
организационные
мероприятия, направленные на максимальное улучшение условий безопасного
обеспечения труда и внедрение этих мероприятий.
2 Внедрение в производство с соблюдением стандартов
ССБТ, а также охраны окружающей среды и чрезвычайных ситуаций позволяет считать
данный проект относительно безопасным и экологичным.
5.5
Безопасность в чрезвычайных ситуациях
Проблема снижения рисков и смягчения последствий
аварий и катастроф носит характер первостепенной важности для государства и
общества. Ее решение относится к приоритетной сфере обеспечения национальной
безопасности.
Наш город представляет собой крупный
административно-хозяйственный центр, расположенный на берегах мощной водной
артерии, имеющей потенциально-опасные объекты. В связи с этим важное социальное
и экономическое значение имеет профилактика, прогнозирование и ликвидация
последствий чрезвычайных ситуаций, возникающих в результате аварий, катастроф,
стихийных и экологических бедствий.
Структура гражданской обороны и чрезвычайных ситуаций
(РСЧС) принимает активное участие в решении этих актуальных государственных
задач. На нее возложена защита населения от чрезвычайных ситуаций, проведение
спасательных работ в ходе ликвидаций их последствий.
Для решения проблем безопасности в чрезвычайных
ситуациях государство ввело в действие Федеральный закон № 68 от 21.12.94 «О
защите населения и территорий от чрезвычайных ситуаций природного и
техногенного характера», согласно которому организации обязаны:
- планировать и осуществлять необходимые меры в
области защиты работников организаций и подведомственных объектов
производственного и социального назначения от чрезвычайных ситуаций;
- обеспечивать создание, подготовку и поддержание в
готовности к применению сил и средств по предупреждению и ликвидации. Обучение
работников организаций способом защиты и действиям в чрезвычайных ситуациях в
составе не военизированных формирований.
Для структур ГО и ЧС планируется выполнять следующие
мероприятия:
- усиление кадров и оснащения дежурно-диспетчерской службы;
- усиление наблюдения и контроля над состоянием
окружающей природной среды, обстановкой на потенциально опасных объектах и
прилегающих к ним территориях, прогнозирование возможности возникновения ЧС и
их масштабов;
- принятие мер по защите персонала и населения и
окружающей природной среды, обеспечению устойчивого функционирования объектов;
- приведение в состояние готовности сил и средств,
уточнение планов их действий и выдвижение при необходимости в предполагаемый
район ЧС.
Заблаговременное планирование действий обеспечит
сохранность производительных сил и устойчивую работу предприятия в любых
чрезвычайных ситуациях мирного и военного времени.
Основным объектом застройки являются одноэтажные
кирпичные промышленные здания. Проектируемый цех по взрывопожароопасносги
относится к категории В - пожароопасный. Степень огнестойкости строительных
конструкций - 3-я категория.
К источникам возникновения пожара в проектируемом цехе
относятся: неисправное электрооборудование, открытая электропроводка, несоблюдение
правил пожарной безопасности и хранения лакокрасочных материалов на участке
отделки, а также, расположение в непосредственной близости сушильного цеха.
Значительные запасы древесины в цехе при возгорании могут привести к
возникновению пожара, а так как предприятие находится рядом с частным сектором
деревянной постройки, возможно возникновение массовых пожаров.
Разведку ведут разведывательные группы, в состав
которых включены специалисты, знающие объект и производство. На основании
данных разведки и личных наблюдений начальник оперативной группы определяет
силы и средства, необходимые для предупреждения и ликвидации бедствий, уточняет
задачи.
В первую очередь проводится поиск пораженных людей,
оказание им медицинской помощи и их эвакуация. Если производственная авария
произошла на нескольких участках, председатель чрезвычайной комиссии назначает
руководителей по ликвидации последствий из числа ответственных людей.
На предприятии предусмотрена эвакуация рабочих и
служащих, технологической, технической документации, материальных ценностей
автотранспортом предприятия.
В случае нанесения ядерного удара в районе
расположения комбината, необходимо немедленно остановить производство,
эвакуировать людей в убежище.
Для обеспечения защиты рабочих и служащих на территории
комбината имеется убежище отдельно стоящее из железобетона толщиной 60 см,
которое по вместимости удовлетворяет количеству работающих в наиболее
загруженную смену.
Параметры убежища, его обеспеченность водой, запасами
продуктов и медикаментов удовлетворяет требованиям гражданской обороны.
Энергоснабжение осуществляется от внешней сети, на
случай нарушения электроснабжения в убежище предусмотрено аварийное освещение
от переносных электрических фонарей.
В убежище имеется телефонная связь с пунктом управления
объекта и репродуктор, подключенный к районной объектовой радиотрансляционной
сети. В убежище предусмотрено отопление от общей отопительной системы здания.
Кроме того, рабочие и служащие цеха обеспечиваются
средством индивидуальной защиты, которые хранятся в специальном складе.
После естественного снижения уровня радиации на земной
поверхности, и отсутствия повторных ударов, необходимо провести следующие
мероприятия:
- обеспечить плотное закрывание окон и дверей;
- подготовить систему вентиляции цеха к работе в
режиме очистки воздуха от радиоактивной пыли, оборудовав её сетчатым масленым
противопыльным фильтром и переключателем рода работы.
Выводы:
1 Для потенциального потребителя данного проекта
разработаны
организационные
мероприятия, направленные на максимальное улучшение условий безопасного
обеспечения труда и внедрение этих мероприятий.
2 Внедрение в производство с соблюдением стандартов
ССБТ, а также охраны окружающей среды и чрезвычайных ситуаций позволяет считать
данный
проект
относительно безопасным и экологичным.
6
Основные технико-экономические показатели проекта
6.1
Расчет капитальных вложений
Расчет стоимости оборудования по цеху изготовления
деталей дверных блоков рамочно-филенчатой конструкции представлен в таблице 6.1.
Таблица 6.1 - Расчет стоимости оборудования по цеху
изготовления деталей дверных блоков
|
Марка оборудования
|
Количество
|
Стоимость,
тыс.руб.
|
|
за
единицу
|
всего
|
|
ЦМР-4
|
1
|
130,000
|
130,000
|
|
Profimat
|
1
|
720,000
|
720,000
|
|
Stromab TR 350
|
1
|
46,000
|
46,000
|
|
STH
-250
|
2
|
76,800
|
153,600
|
|
C2P12-2
|
1
|
67,000
|
67,000
|
|
Griggio T270
|
1
|
1190,000
|
1190,000
|
|
ШлК13
|
1
|
35,500
|
35,500
|
|
Итого
|
2342,100
|
|
Транспортно-заготовительные
расходы, монтаж и демонтаж
|
15%
|
|
351,315
|
|
Инструмент,
приспособления,
Инвентарь
|
4%
|
|
93,684
|
|
Итого
|
2787,100
|
Цены на оборудование приняты по данным ООО «Альянс».
6.2 Расчет себестоимости продукции
6.2.1
Расчет стоимости сырья и материалов
Расчет основных и вспомогательных материалов по цеху
изготовления деталей дверных блоков рамочно-филенчатой конструкции представлен
в
таблице 6.2.
Таблица 6.2 - Расчет основных и вспомогательных
материалов по цеху изготовления деталей дверных блоков рамочно-филенчатой
конструкции
|
Наименование
материалов
|
Единица
измерения
|
Расход материалов
|
Оптовая цена за единицу, тыс. руб.
|
Стоимость, тыс. руб.
|
|
на изделие
|
на
программу
|
|
Пиломатериал хвойный
необрезной
|
м3
|
0,22
|
2178
|
2,80
|
479,2
|
|
Клей "Клебит
303.0"
|
кг
|
0,33
|
1124
|
0,028
|
31,5
|
|
Шлифовальная шкурка
|
м2
|
0,12
|
1188
|
0,20
|
237,6
|
|
Итого
|
748,3
|
|
Транспортно-заготовительные расходы
|
15%
|
|
|
|
112,2
|
|
Фурнитура
|
|
|
|
0,12
|
1188
|
|
Итого
|
2796,8
|
6.2.2
Расчет электроэнергии, горячей и холодной воды
Расчет стоимости электроэнергии, горячей и холодной
воды по цеху представлен в таблице 6.3.
Таблица 6.3 - Расчет стоимости электроэнергии, горячей
и холодной воды по цеху изготовления деталей дверных блоков рамочно-филенчатой
конструкции
|
Наименование
|
Единица измерения
|
Расход на годовую программу
|
Цена за
единицу, руб.
|
Стоимость, тыс.руб.
|
|
Расход на технологические нужды
|
|
Электроэнергия
|
кВт ч
|
84,032
|
1,150
|
96,670
|
|
Расход на хозяйственные нужды
|
|
Электроэнергия
|
кВт ч
|
14,500
|
1,150
|
16,680
|
|
Горячая вода
|
м3
|
1071,000
|
41,650
|
44,610
|
|
Холодная вода
|
м3
|
22214,000
|
4,240
|
94,190
|
Гккал
|
635,040
|
588,820
|
373,920
|
|
Итого
|
626,070
|
6.2.3 Расчет численности работающих и фонда заработной
платы
Таблица 6.4 - Баланс рабочего времени одного рабочего
в год
|
Элементы фонда времени
|
По плану
|
|
Календарный фонд времени, дней
|
365
|
|
Нерабочие дни
|
выходные
|
104
|
|
праздничные
|
12
|
|
Номинальный фонд времени, дней
|
248
|
|
Неявки на работу
|
отпуска очередные и дополнительные
|
31
|
|
отпуск по учебе
|
0,5
|
|
отпуска в связи с родами
|
0,5
|
|
болезни
|
10
|
|
выполнение государственных обязанностей
|
0,5
|
|
неявки с разрешения администрации
|
1
|
|
Эффективный фонд времени, дней
|
204
|
|
Средняя продолжительность смены, часов
|
8
|
|
Эффективный фонд времени одного рабочего в год,
часов
|
1632
|
Расчет эффективного времени работы оборудования
приведен в таблице 6.5.
Таблица 6.5 - Расчет эффективного времени работы
оборудования
|
Наименование
показателя
|
По плану
|
|
Календарный
фонд времени, дн.
|
365
|
|
Нерабочие
дни
|
-
выходные
|
104
|
|
-
праздничные
|
12
|
|
Номинальный
фонд времени, дн.
|
252
|
|
Капитальный
ремонт, дн.
|
4
|
|
Эффективный
фонд времени, дн.
|
245
|
|
Количество
смен в сутки, шт.
|
1
|
|
средняя
продолжительность смены, ч.
|
8
|
|
Эффективный фонд времени, ч.
|
1960
|
Таблица 6.6 - Штатное расписание управленческого
персонала
|
Наименование должности
|
Численность,
чел.
|
Месячный
оклад, руб.
|
Доплаты по
районному
и северному коэффициенту,
руб.
|
Сумма месячного оклада с учетом районного и
северного
коэффициента,
руб.
|
Сумма годового фонда
заработной платы,
тыс. руб.
|
|
Коэффициент
|
Сумма
|
|
Начальник цеха
|
1
|
10500
|
1,5
|
5750
|
16250
|
195
|
|
Инженер технолог
|
1
|
12000
|
1,5
|
8000
|
20000
|
240
|
|
Мастер
|
1
|
9000
|
1,5
|
4500
|
13500
|
162
|
|
Уборщик
|
1
|
3000
|
1,5
|
1500
|
4500
|
54
|
|
Нормировщик
|
1
|
5000
|
1,5
|
2500
|
7500
|
90
|
|
Всего
|
5
|
|
741
|
Таблица 6.7 - Расчет
численности и тарифного фонда заработной платы основных и вспомогательных
рабочих
|
Наименование профессии
|
Число рабочих в смену,
чел.
|
Сменность
|
Явка в сутки
|
Эффективный фонд времени работы оборудования,
дней
|
Потребное количество
человеко-дней
|
Разряд
рабочих
|
Дневная тарифная ставка, руб.
|
Эффективный фонд зарплаты, тыс. руб.
|
|
Станочник на ЦМР-4
|
2
|
1
|
2
|
245
|
496
|
3
|
250
|
124,00
|
|
Станочник на Profimat
|
2
|
1
|
2
|
245
|
496
|
5
|
350
|
173,60
|
|
Станочник
на
Stromab TR 350
|
3
|
1
|
3
|
245
|
744
|
3
|
250
|
186,00
|
|
Станочник на STH -250
|
2
|
1
|
2
|
245
|
496
|
5
|
350
|
173,60
|
|
Станочник на
С2Р12-2
|
2
|
1
|
2
|
245
|
496
|
3
|
250
|
124,00
|
|
Станочник на Griggio
|
1
|
1
|
1
|
245
|
248
|
5
|
350
|
86,80
|
|
Станочник на ШлК8
|
2
|
1
|
2
|
245
|
496
|
4
|
300
|
148,80
|
|
Всего
|
14
|
|
3472
|
|
1075,20
|
|
Списочная
численность рабочих 3472/209=16 чел.
|
|
Вспомогатель-ные рабочие
|
а) слесарь
|
1
|
1
|
1
|
245
|
248
|
5
|
170
|
42
|
|
а)электрик
|
1
|
1
|
1
|
245
|
248
|
4
|
170
|
42
|
|
б) транспортный рабочий
|
1
|
1
|
1
|
245
|
248
|
4
|
170
|
42
|
|
а) наладчик оборудования
|
1
|
1
|
1
|
245
|
248
|
5
|
170
|
42
|
|
Всего
|
4
|
|
992
|
|
168
|
|
Списочная
численность вспомогательных рабочих 992/4=5 чел.
|
Таблица
6.8 - Расчет часового и годового фондов заработной плата рабочих цеха,
изготовления деталей дверных блоков рамочно-филенчатой конструкции
|
Наименование группы рабочих
|
Списочная численность,
чел.
|
Тарифный фонд заработной платы,
тыс. руб.
|
Доплаты к тарифному фонду
|
Тарифный фонд заработной платы,
С учетом доплаты,
тыс. руб.
|
Доплаты к часовому фонду
|
Доплаты по районному коэффициенту, тыс. руб.
|
Дневной фонд заработной платы,
тыс. руб.
|
Доплаты к дневному фонду
|
Годовой фонд заработной платы,
тыс. руб.
|
|
%
|
Сумма,
тыс. руб.
|
%
|
Сумма,
тыс. руб.
|
Общий районный
и северный коэффициент
|
Сумма,
тыс. руб.
|
%
|
Сумма,
тыс. руб.
|
|
Производственные рабочие
|
16
|
1075,20
|
15
|
161,30
|
1236,50
|
2,5
|
30,92
|
1,50
|
1854,8
|
2046,96
|
15
|
307,04
|
2354,00
|
|
Вспомогательные рабочие (группа а)
|
4
|
168,00
|
15
|
25,20
|
193,20
|
2,5
|
4,83
|
1,50
|
289,80
|
319,83
|
15
|
47,98
|
367,810
|
|
Вспомогательные рабочие (группа б)
|
1
|
36,00
|
15
|
5,40
|
41,40
|
2,5
|
1,04
|
1,50
|
62,10
|
68,54
|
15
|
10,28
|
78,810
|
|
Итого
|
2800,20
|
6.2.4
Расчет стоимости возвратных отходов
Стоимость возвратных отходов при изготовлении деталей
дверных блоков рамочно-филенчатой конструкции представлена в таблице 5.9.
Таблица 6.9 - Расчет стоимости возвратных отходов при
изготовлении деталей дверных блоков рамочно-филенчатой конструкции
|
Наименование сырья
|
Расход сырья на программу,
м3
|
Выход отходов от сырья, %
|
Количество отходов,
м3
|
Цена за
1 м3
отходов, руб.
|
Стоимость отходов,
тыс. руб.
|
|
Деловые
|
Опилки
|
Деловые
|
Опилки
|
Деловые
|
Опилки
|
Деловые
|
Опилки
|
|
Пиломатериал необрезной (сосна)
|
2243,20
|
23,26
|
20
|
521,77
|
448,64
|
200
|
75
|
104,35
|
33,65
|
6.2.5
Расчет расходов по содержанию и эксплуатации оборудования
|
Виды основных фондов
|
Норма амортизации, %
|
Балансовая стоимость, тыс.руб.
|
Сумма амортизационных отчислений,
тыс.руб.
|
|
Машины и оборудование
|
7
|
2787,100
|
195,097
|
|
Транспортные средства
|
2,9
|
250,839
|
7,274
|
|
Инструмент
|
20
|
55,742
|
11,148
|
|
Производственный и хозяйственный инвентарь
|
8,3
|
41,807
|
3,470
|
|
Здания и сооружения
|
2,8
|
4320,000
|
120,960
|
|
Итого
|
7455,488
|
337,950
|
Таблица 6.11 - Смета на содержание и эксплуатацию
оборудования
|
Наименование затрат
|
Сумма затрат, тыс. руб.
|
|
Содержание производственного оборудования,
транспорта:
|
Годовой фонд зарплаты рабочих
|
248,000
|
|
Отчисления на социальное
страхование (26%)
|
64.480
|
|
Материалы
|
37,200
|
|
Прочие расходы
|
37,200
|
|
Текущий ремонт
оборудования, транспортных средств и ценных инструментов
|
61,874
|
|
Амортизация оборудования,
транспорта и инструментов
|
213,520
|
|
Возмещение износа
малоценных и быстроизнашивающихся инструментов
|
50,000
|
|
Итого
|
245,71
|
6.2.6
Смета цеховых расходов
Таблица 6.12 - Смета цеховых расходов
|
Наименование затрат
|
Сумма затрат,
тыс. руб.
|
|
Содержание
цехового персонала
|
3541,20
|
|
Отчисления
на социальные нужды
|
1376,94
|
|
Содержание
зданий и сооружений
|
519,67
|
|
Текущий
ремонт зданий и сооружений
|
216,00
|
|
Амортизация
зданий, сооружений, инвентаря
|
120,96
|
|
Расходы
по охране труда
|
87,50
|
|
Прочие
расходы
|
250,84
|
|
Итого
|
6113,10
|
6.2.7
Калькуляция себестоимости дверного блока рамочно-филенчатой конструкции
Таблица
6.13 - Калькуляция себестоимости дверного блока рамочно-филенчатой
конструкции
|
Статьи затрат
|
Сумма затрат
|
|
на единицу, руб.
|
на программу, тыс.руб.
|
|
Сырье
|
88,635
|
917,370
|
|
Возвратные отходы
|
-13,333
|
-138,002
|
|
Электроэнергия
|
3,898
|
40,340
|
|
Основная и дополнительная заработная плата основных
рабочих
|
209,881
|
2172,272
|
|
Отчисления на
социальные нужды
|
79,755
|
825,463
|
|
Содержание и
эксплуатация оборудования
|
25,459
|
263,500
|
|
Цеховые расходы
|
598,590
|
6195,400
|
|
Цеховая
себестоимость
|
992,884
|
10276,343
|
|
Общезаводские
расходы
|
105,030
|
1087,059
|
|
Прочие
производственные расходы
|
21,006
|
217,412
|
|
Производственная
себестоимость
|
1118,920
|
1304,471
|
|
Внепроизводственные
расходы
|
25,207
|
260.894
|
|
Полная
себестоимость
|
1144,127
|
1565,365
|
Таблица
6.14 - Основные показатели производственной деятельности
|
Наименование
показателя
|
Величина
|
|
1
|
2
|
|
1 Годовой объем, шт.
|
9900
|
|
2
Численность, чел. всего
в т.ч. рабочих
|
26 21
|
|
3 Фонд
заработной платы, тыс. руб. всего персонала
рабочих
|
3541,20
2800,20
|
|
4 Выработка
продукции на 1 рабочего, шт.
|
398,08
|
|
5 Средняя
заработная плата 1 рабочего, тыс. руб.
|
147,38
|
|
6 Выработка
продукции на 1 рабочего, шт.
|
492,86
|
|
7 Расход
электроэнергии на 1 изделие, кВт/шт.
|
0,01
|
|
8 Себестоимость
годового производства, тыс. руб.
|
1565,37
|
6.2.8 Расчет эффективности проекта
Оптовая цена Цопт, руб., определяется по
формуле
 ,
(6.1)
,
(6.1)
где
 - полная
себестоимость 1 изделия, руб.
- полная
себестоимость 1 изделия, руб.
 - прибыль от реализации
1 изделия, руб.
- прибыль от реализации
1 изделия, руб.
 руб.
(6.2)
руб.
(6.2)
 руб.
(6.3)
руб.
(6.3)
Отпускная цена  ,
руб., определяется по формуле
,
руб., определяется по формуле
 ,
(6.4)
,
(6.4)
где НДС – налог на добавленную стоимость (НДС=18%), руб.
Затраты на 1 рубль товарной продукции  , руб., определяется по формуле
, руб., определяется по формуле
 ,
(6.5)
,
(6.5)
Фондоемкость  ,
руб., определяется по формуле
,
руб., определяется по формуле
 . (6.6)
. (6.6)
 руб.
руб.
Фондоотдача  , руб., определяется
по формуле
, руб., определяется
по формуле
 (6.7)
(6.7)
 руб.
руб.
6.2.9 Расчет налогов
Расчет
налогооблагаемой прибыли П, тыс. руб., определяется по формуле
 , (6.8)
, (6.8)
где Пб - прибыль
по балансу, тыс. руб.;
Пос -
прибыль, освобожденная от налогообложения, тыс. руб.
Прибыль,
освобождаемая от налогообложения Пос, тыс. руб., определяется по
формуле
 (6.9)
(6.9)
Подставляя
значения в формулу (6.1) и (6.2) получим
 тыс. руб.
тыс. руб.
 тыс. руб.
тыс. руб.
Налог
на прибыль рассчитывают по формуле
 ,
(6.10)
,
(6.10)
где Нп - налог на
прибыль, тыс. руб.;
Ноч. - налог
первой очереди, тыс. руб.;
24 - ставка налога на
прибыль, установленная действующим законодательством РФ.
Подставляя
значения в формулу (6.10), получим

Налог
на добавленную стоимость НДС, тыс. руб., рассчитывается по формуле
 ,
(6.11)
,
(6.11)
где Пн - прибыль
налогооблагаемая, тыс. руб.;
18 - процентная ставка
налога, установленная действующим законодательством РФ.

6.2.10
Расчет прибыли, оставшейся в распоряжении предприятия
Прибыль,
оставшаяся в распоряжении предприятия Пп, тыс. руб., определяется по
формуле
Пп
= Пб. – НДС. (6.12)
Подставляя
значения в формулу (6.12), получим
Пп
= 3552,534 - 575,499-654,76+355,25 = 2677,27 тыс. руб.
Окупаемость = 7455,48/2677,27=2,7 год.
Вывод. Экономическая целесообразность проекта
подтверждается расчетами. Ожидаемая прибыль составляет 2677,27 тыс. руб. Срок
окупаемости составляет 2,7 года.
Таблица 6.16 - Технико-экономические показатели
производства дверных блоков рамочно-филенчатой конструкции
|
Наименование показателя
|
Величина
|
|
1 Годовой объем, шт.
|
9900
|
|
2 Численность, чел.
|
26
|
|
3 Фонд заработной платы,
тыс. руб.
|
3541,20
|
|
4 Выработка продукции на 1
рабочего, шт.
|
380,78
|
|
5 Средняя годовая зарплата
1 рабочего, тыс. руб.
|
136,20
|
|
6 Рентабельность, %
|
41,53
|
|
7 Себестоимость годового
производства, тыс. руб.
|
1565,36
|
|
8 Прибыль от производства,
тыс. руб.
|
2677,27
|
Вывод: Таким образом, данный проект является выгодным
и конкурентоспособным. Благодаря максимально возможному автоматизированию
производства и как следствие, максимально возможное уменьшение человеческого
фактора, данное производство является максимально прибыльным.
Заключение
В дипломном проекте разработана технология изготовления
деталей дверных блоков рамочно-филенчатой конструкции. Выбрано оборудование,
произведен расчет его количества и коэффициента загрузки. Разработана
технологическая карта, схема технологического процесса. Для повышения
производительности труда и эффективного использования рабочего времени, наряду
с оборудованием отечественного производства, выбраны деревообрабатывающие
станки зарубежных производителей: Profimat, Unikontrol 6, WACO KS-300.
Предложено изготовление деталей дверного блока из
склеенных по толщине брусков. Для этой цели предлагается установить в цехе
гидропресс марки STH - 250.
Для снижения трудоемкости и более эффективного
транспортирования заготовок внутри цеха и сокращения времени подачи заготовок к
оборудованию в цехе установлены роликовые конвейеры, траверсные тележки и
поворотные устройства.
Предложенная технология позволяет повысить качество
дверных блоков, уменьшить расход пиломатериалов и повысить выпуск продукции.
Технологический процесс не оказывает существенного
влияния на окружающую среду.
Экономическая целесообразность проекта подтверждается
расчетами. Ожидаемая прибыль составляет более 3,5 млн. руб. Срок окупаемости - 2,7
года.
Древесина в строительстве: тенденции производства,
потребления, поставок
Сегодня дерево почитается как один из ценнейших
строительных материалов во всем мире. Анализ тенденций развития мировой
промышленности позволяет утверждать, что деревообрабатывающая промышленность в
абсолютном большинстве зарубежных стран развивается поступательно и динамично.
В период с 1980 по 2000 гг., по данным аналитиков, возросли мировые объемы
производства пиломатериалов, фанеры, древесностружечных и древесноволокнистых
плит. В целом заметно совершенствуется система переработки заготовленной
древесины и древесных отходов.
Для всех развитых лесопромышленных стран характерен
высокий технический уровень деревообрабатывающих производств, выпускающих
конкурентоспособную продукцию и все более расширяющих ее ассортимент.
Спрос, как на внутреннем, так и внешнем рынках
стабильно высок. По данным ФАО и Европейской экономической Комиссии ООН,
прогнозируемые величины годовых объемов потребности во всех видах продукции в
2010 г. существенно больше уровней 2000 г.
В числе основных стран - импортеров пиломатериалов в
ближайшем десятилетии экспертами названы Германия, Италия, Великобритания,
Китай, Япония, Нидерланды, страны Северной Африки; листовых древесных материалов
— США, Китай, Великобритания, Корея, Германия, Франция, Италия. Это,
безусловно, на руку России, являющейся во все времена заметным поставщиком леса
и лесоматериалов на мировом рынке.
Прогнозируемая величина годового объема нашего
экспорта в данном сегменте рынка, по мнению экспертов, в 2010 г. увеличится
примерно в 2 раза по сравнению с уровнем 2000 г.
Однако развитие деревообрабатывающей промышленности
России зависит в первую очередь от положения на внутреннем рынке. При этом
предполагается, что определяющей сферой потребления в России традиционно
останутся строительный сектор и ремонт, где будет применяться до 75% всех произведенных
пиломатериалов, до 35% фанеры, а также мебельное производство, в котором будет
использовано до 80% ДСП, до 35% ДВП и 30% фанеры. Соответственно будут
возрастать потребности и объемы их производства.
Не без основания можно предположить, что и сама
деревообрабатывающая промышленность РФ должна претерпеть определенную эволюцию
путем привлечения необходимых инвестиционных вложений для перестройки отрасли и
коренного технического перевооружения предприятий, их перехода на инновационный
путь развития.
На сегодняшний день у специалистов отрасли вызывают
тревогу тенденции к опережающему (в сравнении с отраслевой продукцией) росту
цен на энергетические ресурсы и услуги транспорта. Сохранение значительной
части убыточных предприятий (53,9% общего числа). Низкий коэффициент обновления
основных фондов отрасли (3,5%) при коэффициенте выбытия основных
производственных фондов — 10,7%.
При уровне показателя износа в среднем по
деревообрабатывающей промышленности, равном 51%, показатели износа основного
оборудования на многих предприятиях составляют 80% и более. Доля произведенной
продукции при использовании технически устаревших лесопильных рам в РФ — до
80%. Значительное число оборудования эксплуатируется с превышением нормативных
сроков и т.д.
Но, несмотря на это, в России, подчеркивают ученые,
«постепенно складывается ядро из успешно работающих предприятий разного
профиля». В их числе: ЗАО «Лесосибирский ЛДК №1», ОАО «Северное
лесопромышленное товарищество — лесозавод №3», ОАО «Соломбальский ЛДК»,
Фанерный завод ЗАО СП «Чудово RWS», ЗАО «Пермский ФК», ООО «Сыктывкарский ФЗ»,
ОАО «Увадрев», ОАО «Волгодонский КДП» и др.
Список
использованных источников
1 Гранкина Л.И., Финогертова Т.В. Производство щитовых
деталей
мебели из массивной древесины. Обзор, информ. - М.: ВНИПИЭМ
леспром, 1992. - 52 с.
2 Гранкина Л.Ч., Финогертова Т.В. Технология и
оборудование для
мебели из массивной древесины. Обзор, информ. - М.: ВНИПИЭМ леспром,
1992.-60 с.
3 Бухтияров В.П., Левятов А.Э. Справочник мебельщика.
- М: Лесная
промышленность, 1976. - 336 с.
4 Ковальчук Л.М. Технология склеивания. - М.: Лесная
промышленность, 1972, - 208 с.
5 Пластинин С.Н. Производство клееной пилопродукции на
лесопильных предприятиях. - М.: Лесная промышленность, 1983. - 48 с.
6 ГОСТ 20850 - 84. Конструкции деревянные клееные.
Общие
технические условия. Взамен ГОСТ 20850-75. Изменен 07.08.87 г. –М.: Издательство
стандартов, 1985. -5с.
7 ГОСТ 475-78 (1991) Двери деревянные. Общие
технические условия. Дата введения 1979-01-01. Взамен ГОСТ 475-78 в части
дверей. –М.: Издательство стандартов, 1985.-38 с.
8 Фрейдин А.С. Полимерные водные клеи. - М.: Химия,
1985. - 144 с.
9 ГОСТ 7016-82. Древесина. Классы шероховатости и
обозначения.
Утвержден
и введен в действие постановлением Госстандарт СССР от 12.10.1982. Начало
действия: 01.07.1983 Изменен 24.05.2002. –М.: Издательство стандартов, 1985. –
7с.
10 Пахмутова Л.В., Алимцева Ж.А. Расчет материалов в
производстве
изделий из древесины Приложение к методическим указаниям по курсовому
и дипломному проектированию. - Красноярск: СибГТУ, 1995. –М.: Издательство
стандартов, 1985. - 40 с.
11 Пахмутова Л.В., Тарант К.А. Разработка
технологического процесса изготовления изделия: Методические указания. -
Красноярск: СибГТУ, 1997. –М.: Издательство стандартов, 1985. - 10с.
12 Чубинский А.Н., Иванов Б.А. Технология изделий из
древесины.
Выбор оборудования и организация рабочих мест: Учебное пособие. 1984. –М.: Издательство
стандартов, 1985. -82 с.
13 Справочник по деревообработке. - М.: Лесная
промышленность,
1975.-536 с.
14 ВПКТИМ. Единые нормы времени в производстве мебели.
- М.,
1988.-разделы 1-9.
15 Бухтияров В.П. Технология производства мебели. -
М.: Лесная
промышленность, 1987. - 252 с.
16 Вайс А.А., Востров В.Н. Электротехника:
Методические указания к выполнению электротехнической части дипломного проекта.
- Красноярск: СибГТУ, 1992.-16 с.
17 Пациора П.П., Яковенко В.А. Электрооборудование
лесопромышленных деревообрабатывающих предприятий. Учебное пособие
для вузов. - М.: Лесная промышленность, 1981. - 192 с.
18 ГОСТ 12.2.026-93. Оборудование
деревообрабатывающее. Общие
требования к безопасности конструкции.- М.: Издательство стандартов, 1993.-46с.
19 ГОСТ 12.0.003 - 74. Опасные и вредные
производственные факторы. Классификация. Переиздание (09.07.1999 г.) с Изменением
N 1, утвержденным 17.09.1978 г. (ИУС 11-78). –М.: Издательство стандартов,
1985. -8с.
20 Строительные нормы и правила: 2.0902 85.
Производственные здания. Госстрой СССР. - М.: ЦИТП Госстроя СССР, 1986. - 16с.
21 Строительные нормы и правила: 2.0405 85. Отопление,
вентиляция и кондиционирование. Госстрой СССР. - М.: ЦИТП Госстроя СССР, 1987.
- 16с.
22 ГОСТ 12.2.101 - 84. Средства защиты от статического
электричества. Общие технические требования. Постановление Госстандарта СССР от
01.07.1985 N б/н. –М.: Издательство стандартов, 1985. -27с.
23 ГОСТ 12.2.032 - 78. Рабочее место при выполнении
работ сидя. Общее эргономические требования. –М.: Издательство стандартов,
1979. -5с.
24 ГОСТ 23166-99 "Блоки оконные. Общие
технические условия" –М.: Издательство стандартов, 1985. -55с.
25 ГОСТ 12.2.033 - 78. Рабочее место при выполнении
работ стоя. Общее эргономические требования. –М.: Издательство стандартов,
1979. -5с.
26 ГОСТ 12.2.049 - 80. Оборудование производственное.
Общее
эргономические требования. –М.: Издательство стандартов, 1980. -35с.
27 ГОСТ 12.1.003 - 83. Шум. Общие требования
безопасности.
28 ГОСТ 12.4.011 - 75. Средства защиты работающих.
Классификация. - М.: Стройиздат, 1975. –М.: Издательство стандартов, 1979. -47 c.
29 Строительные нормы и правила: 2.0904 87.
Вспомогательные здания и помещения промышленных предприятий. Нормы
проектирования.
30 Строительные нормы и правила: 11.12 77. Защита от
шума. Нормы
проектирования.
31 Строительные нормы и правила: 2.0402 84.
Водоснабжение. Наружные сети и сооружения. Госстрой СССР. - М.:
Стройиздат,1989. -136 с.
32 Строительные нормы и правила: 11.30 76. Внутренний
водопровод и канализация зданий.
33 Строительные нормы и правила: 11. 32 74.
Канализация. Наружные сети и сооружения.
34 ГОСТ 12.1005 - 88. Санитарно-гигиенические
требования к воздуху рабочей зоны.
35 Строительные нормы и правила: 2.01.02 - 85.
Противопожарные
нормы. Госстрой СССР. - М: ЦИТП Госстроя СССР, 1986. - 16с.
36 Лапкаев А.Г. Безопасность и экологичность проекта:
Методические указания к выполнению раздела в дипломных проектах для студентов специальностей
26.02 и 26.01 всех форм обучения. - Красноярск: СибГТУ, 1993. -36 с.
37 Ермолина Т.В., Огурцов В.В. Дипломный проект,
структура, требования к содержанию: Методические указания к дипломному
проектированию для студентов специальности 26.02.00 всех форм обучения. –
Красноярск: СибГТУ, 2004. – 33 с.
38 ГОСТ 6629-88 Двери деревянные внутренние для жилых
и общественных зданий. Типы и конструкция. Разработан и внесен государственным
комитетом по гражданскому строительству и архитектуре при Госстрое СССР. Взамен
ГОСТ 6629-74 –М.: Издательство стандартов, 1989. - 62 с.
39 ГОСТ 14624-84 (1996) Двери деревянные для
производственных зданий. Типы, конструкции и размеры. Разработан и внесен центральным
научно-исследовательским и проектно-экспериментальным институтом промышленных
зданий и сооружений (ЦНИИпромзданий) Госстроя СССР. Утвержден и введен в
действие постановлением Государственного комитета СССР по делам строительства
от 13.03.84 № 22. Взамен ГОСТ 14624-69 и ГОСТ 17324-71. -83с.
40 ГОСТ 24699-2002 Блоки оконные деревянные со
стеклами и стеклопакетами. Технические условия. Утвержден 02-08-01г. Госстроем
РФ. –М.: Издательство стандартов, 1985. - 43с.
41 ГОСТ 12.0.004 – 90 ССБТ. Организация обучения по
безопасности труда. Общие положения (01.07.91) – М.: Госстандарт СССР 1990г. –М.:
Издательство стандартов, 1985. -24 с.
42 ГОСТ 12.3.002-75 (СТ СЭВ 1728-89). Процессы
производственные. Общие требования безопасности. Утв. постановлением Госстандарта
СССР от 25 апреля 1975 г. N 1064 (с изменениями от 23 ноября 1990 г.). –М.: Издательство
стандартов, 1976. -9с.
43 СанПиН 2.1.1074 – 01. Гигиенические требования к
качеству воды
централизованных
систем питьевого водоснабжения. Постановление Госкомсанэпиднадзора России от
31.10.96 № 5 –М.: Издательство стандартов, 1985. -29с.
44 Пожарная безопасность. Общие требования ППБ – 01 –
93. (01.07.92) – М.: Госстандарт СССР 1984г. –М.: Издательство стандартов,
1985. -24с.
45 Правила устройства электроустановок, Красноярск
1998г.
46 Федеральный закон « О гражданской обороне»
//Нормативные правовые акты. Гражданская оборона. Предупреждение и ликвидация
ЧС природного и техногенного характера.- Красноярск, 2000. -с.30-35.
47 Единая система конструкторской документации.
Требования к
оформлению текстовых документов.//Стандарт. СибГТУ, СТП 3.4.204 - 01.
48 Строительные нормы и правила СНиП 2.01.51 - 90.
Приложение А
(обязательное)
Спецификация деталей
дверных блоков рамочно-филенчатой конструкции
|
Формат
|
Зона
|
Поз.
|
Обозначение
|
Наименование
|
Кол.
|
Примечание
|
|
|
|
|
|
|
|
|
|
|
|
Документация
|
|
|
|
|
|
|
|
|
|
|
|
|
ТД.000.000.095.СБ
|
Сборочный чертеж
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали
|
|
|
|
|
1
|
ТД.001.000.095
|
Наличник вертикальный
|
4
|
|
|
|
2
|
ТД.002.000.095
|
Наличник горизонтальный
|
2
|
|
|
|
3
|
ТД.003.000.095
|
Добавочный брусок
|
|
|
|
|
|
|
вертикальный
|
2
|
|
|
|
4
|
ТД.004.000.095
|
Добавочный брусок
|
|
|
|
|
|
|
горизонтальный
|
2
|
|
|
|
5
|
ТД.005.000.095
|
Обвязка вертикальная
|
2
|
|
|
|
6
|
ТД.006.000.095
|
Обвязка горизонтальная
|
|
|
|
|
|
|
верхняя
|
1
|
|
|
|
7
|
ТД.007.000.095
|
Обвязка горизонтальная
|
|
|
|
|
|
|
средняя
|
1
|
|
|
|
8
|
ТД.008.000.095
|
Обвязка горизонтальная
|
|
|
|
|
|
|
нижняя
|
1
|
|
|
|
9
|
ТД.009.000.095
|
Бруски вертикальные
|
|
|
|
|
2
|
|
|
|
10
|
ТД.010.000.095
|
Бруски горизонтальные
|
|
|
|
|
|
|
коробки
|
2
|
|
|
|
11
|
ТД.011.000.095
|
Филенка верхняя
|
1
|
|
|
|
12
|
ТД.012.000.095
|
Филенка нижняя
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТД.000000.095.СБ
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум
|
Подпись
|
Дата
|
|
Разраб
|
Иванов
|
|
|
Дверной блок
рамочно-филенчатой конструкции
(сборочный чертеж)
|
Лит
|
Лист
|
Листов
|
|
Пров.
|
Жестовский
|
|
|
Д
|
П
|
|
1
|
1
|
|
|
|
|
СибГТУ,
гр. 45-1
|
|
Н.контр.
|
Сычев
|
|
|
|
Утв.
|
Огурцов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Копировал
Формат А4