A, KEMPPI - "PRO" на ток 300, 420 и
520 А и др.
Универсальные транзисторные инверторы начали
выпускать Санкт-Петербургская фирма "ФЕБ" - "Магма-315" и
"Магма-500" и ООО "ПТК" -"Инверт-400" (ручная
сварка, механизированная сварка плавящимся электродом, сварка неплавящимся
электродом - 400 А, ПН - 80 %).
Инвертором называется прибор, схема, или система, которая
создает переменное напряжение при подключении источника постоянного напряжения.
Существует другой способ определения: инверсия - функция обратная выпрямлению.
Выпрямители преобразуют переменное напряжение в постоянное, а инверторы
наоборот, превращают постоянное напряжение в
переменное.
Инверторы совсем не редкие устройства. Под
другими названиями они появляются в многочисленных приложениях. Инверторами,
конечно, можно назвать и вибропреобразователи, и генераторы с обратной связью,
и релаксационные генераторы. Разве они не превращают постоянное напряжение в
переменное? Фактически, использование названий «инвертор» и «генератор»
несколько произвольно. Инвертор может быть генератором, а генератор можно
использовать как инвертор. Обычно предпочитали использовать термин «инвертор»,
когда рабочая частота была меньше чем 100 кГц, и выполняемая им операция
обеспечивала переменным напряжением некоторую другую схему или оборудование.
Современные инверторы не имеют ограничений по частоте.
Поскольку нет четко установленной границы между
инверторами и генераторами, можно сказать, что многие инверторы являются
генераторами специального типа. Другие инверторы могут по существу быть усилителями
или управляемыми переключателями. Выбор термина фактически определяется тем,
как расставлены акценты. Схема создающая радиочастотные колебания с
относительно высокой стабильностью частоты традиционно назвалась генератором.
Схему генератора, в которой основное внимание обращается на такие
параметры как к.п.д., возможность регулирования и способность выдерживать
перегрузки, и которая работает в диапазоне звуковых или инфразвуковых частот,
можно назвать инвертором.
На практике, когда мы рассматриваем конечное
назначение схемы, различия между инверторами и генераторами, становятся
достаточными очевидными. Назначение схемы тут же подскажет нам как более
правильно ее называть: генератором или инвертором. Обычно инвертор применяется
в качестве источника питания.
Инвертор
питается энергией от источника постоянного напряжения и выдает переменное
напряжение, а выпрямитель подключен к источнику переменного напряжения и имеет
на выходе постоянное напряжение. Имеется третий вариант - схема или система
потребляет энергию от источника постоянного напряжения и выдает также
постоянное напряжение в нагрузку. Устройство, осуществляющее эту операцию,
называется преобразователем. Но не любую схему, имеющую
постоянное напряжение на входе и постоянное напряжение на выходе, можно считать
преобразователем. Например, потенциометры, делители напряжения, и аттенюаторы
действительно «преобразуют» один уровень постоянного напряжения в другой. Но
их вообще нельзя назвать преобразователями. Здесь в процессе выполнения
преобразования отсутствует такой элемент как инвертор, вибропреобразователь,
или генератор. Другими словами, последовательность процессов в настоящем
преобразователе такова: постоянное напряжение - переменное напряжение -
постоянное напряжение. Удобным является следующее определение преобразователя:
схема или система, потребляющая и выдающая мощность в виде постоянного
напряжения, в которой в качестве промежуточного процесса в передаче энергии
используется генерирование переменного напряжения (иногда используется
выражение dc-to-dc преобразователь).
Практическое значение определения преобразователя
состоит в том, что преобразователь по существу работает как трансформатор
постоянного напряжения. Это свойство позволяет манипулировать
уровнями постоянного напряжения и тока также, как это делается при
использовании трансформаторов в системах с переменным напряжением. Кроме того,
такой трансформатор-преобразователь обеспечивает изоляцию между входными и
выходными цепями. Это способствует электрической безопасности и значительно
упрощает ряд проблем при проектировании систем.
Рассмотрим
преобразователь с дополнительной операцией. Предположим, что полная
последовательность операций такова: переменное напряжение, постоянное
напряжение, переменное напряжение, постоянное напряжение. Это означает, что
устройство получает энергию от сети переменного напряжения, выпрямляет это напряжение,
инвертирует его в переменное напряжение, и снова выпрямляет. Таков основной
принцип построения многих источников питания. Не является ли это неоправданно
избыточным? Нет, поскольку для выполнения инверсии формируемое переменное
напряжение имеет намного более высокую частоту, чем частота сети, что
позволяет избавиться от массивного и дорогостоящего трансформатора,
рассчитанного на частоту сети. Трансформатор инвертора (работающий на частотах
от 20 кГц до нескольких МГц) бывает очень небольшим и обеспечивает полную
изоляцию.
1
Инвертор. (Принцип работы, разновидность, область применения)
1.1 Последовательный инвертор
Электрическая схема, рабочие фазы и формы
выходных сигналов последовательного инвертора изображены на рис. 1. Такая схема
называется последовательным инвертором, поскольку в ней нагрузочное
сопротивление включено последовательно с емкостью. R - нагрузочное
сопротивление, L и С - коммутационные элементы. Такой тип
инвертора содержит два тиристора. Рассмотрим подробнее фазы работы такой
схемы.
Фаза I. Тиристор Т1
включается в момент времени to. Начинается заряд
конденсатора от источника питания. Последовательная цепь R, L и С формирует
синусоидальный ток через нагрузочное сопротивление и выполняет функцию
демпфирующей цепи. Когда ток в цепи уменьшается до нуля, тиристор Т1
запирается. Напряжение на нагрузочном сопротивлении находится в фазе с током
тиристора. Формы напряжений VL и Vc можно получить с помощью
теоремы Кирхгофа: (VL+ Vc = E), величины VL и Vc должны удовлетворять условиям
этого уравнения.
Фаза II. Тиристор Т2
не должен включаться сразу после того, как ток через тиристор Г, уменьшится
до нуля. Для лучшего запирания тиристора Т1, к нему
необходимо приложить небольшое обратное напряжение. Если тиристор Т2
включается без запаздывания, или мертвая зона отсутствует, напряжение
источника питания замыкается через открытые тиристоры Т1 и Тг..
Если оба тиристора находятся в закрытом состоянии, то VR = 0, VL= 0, следовательно, L di/dt = 0 и конденсатор С остается
незаряженным.
Фаза III. В момент времени t2 тиристор Т2
включается и инициирует отрицательный полупериод. Конденсатор разряжается
через L, R и Т2. Следует заметить, что
электрический ток через нагрузочное сопротивление R протекает в
противоположном направлении. В момент времени, когда этот ток уменьшается до
нуля, тиристор Т2 выключается. Формы напряжений VL и Vc можно получить с помощью
теоремы Кирхгофа: (VL + Vc = 0), величины VL и Vc должны удовлетворять
условиям этого уравнения.
Рис.1 - Последовательный инвертор:
а) Электрическая
схема;
б) Фазы работы схемы;
в) Формы напряжений и токов в цепях последовательного
инвертора
Если тиристор Т1 запустить с
задержкой на величину мертвого времени, вышеупомянутые процессы повторятся.
Преимущества:
1. Простая конструкция.
2. Выходное напряжение близко к синусоидальному.
Недостатки:
1. Индуктивность L и конденсатор С
имеют большие габариты.
2. Источник питания используется только в течение
положительного полупериода.
3. В выходном напряжении имеются высшие гармоники
из-за наличия мертвой зоны.
Последовательный инвертор лучше всего подходит
для высокочастотных устройств, так как для требуемых значений 1 и С
уменьшаются их габариты. Время периода для одного цикла составляет:
T0=T + 2td. где Г = l/ft и t6 - мертвое время.
Выходная частота
последовательного инвертора всегда меньше резонансной частоты
вследствие наличия мертвой зоны. Значение выходной частоты может
варьироваться путем изменения мертвого времени.
Рис.1г. -Форма выходного напряжения последователного инвертора
1.2 Параллельный инвертор
Базовая схема параллельного инвертора
изображена на рис.2а. Когда ключ 1 замкнут, помеченные точкой выводы обмоток A, D и С имеют положительный потенциал.
Выходное напряжение - положительное. Во второй половине периода ключ 1
размыкается и замыкается ключ 2. Помеченные точкой выводы обмоток A, D и С имеют отрицательный
потенциал и выходное напряжение - отрицательное.
Электрическая схема, рабочие фазы и формы
выходных сигналов параллельного инвертора изображены на рис.2. Параллельные инверторы применяются в низкочастотных устройствах. В
них используются трансформатор с отводом из центра первичной обмотки, два
тиристора и коммутирующий конденсатор.
Источник питания включается между центральным
выводом и общей точкой катодов тиристоров. Эквивалентное нагрузочное сопротивление, пересчитанное в
цепь первичной обмотки, подключено
параллельно коммутационному конденсатору. Следовательно, инвертор такого типа является параллельным.
В момент времени t= tx тиристор Т1
включается. Напряжение источника питания
Е приложено к обмотке трансформатора А. Согласно закону самоиндукции такое же напряжение Е индуцируется
на обмотке трансформатора В, но противоположной полярности. Поскольку
обмотки А и В соединены последовательно, на
них будет суммарное напряжение 2Е. Этим напряжением конденсатор
предварительно заряжается до
напряжения +2Е.
В момент времени t= t2 тиристор Т2
включается. Полярность напряжений на
обмотках А и В меняется на обратную, к конденсатору, и тем самым к тиристору Т1, прикладывается обратное напряжение, за
счет чего тиристор Т1 выключается. Полярность напряжения на
конденсаторе меняется, и он перезаряжается
до напряжения - 2Е. Также меняет
на обратное направление ток во вторичной обмотке, то есть через нагрузочное сопротивление протекает переменный ток
прямоугольной формы. Форма выходного
напряжения аналогична форме напряжения на
конденсаторе.
Рис.2 - а)
Базовая схема параллельного инвертора;
б) Фазы
работы схемы;
в) Формы напряжений и токов в цепях параллельного инвертора
Недостатки
1.Номинальное напряжение
конденсатора должно быть 2Е.
2.Ток
источника питания не является чистым постоянным током.
3.Колебания тока источника питания,
являются причиной дополнительного выделения тепла в первичной цепи
параллельного инвертора.
1.3 Мостовые инверторы
Однофазный полумостовой инвертор
Однофазный полумостовой инвертор состоит из двух
источников питания и двух коммутаторов. Нагрузка подключена между общим
выводом источников питания и общей точкой
коммутаторов.
1.3.1 Резистивная нагрузка
Электрическая схема, рабочие фазы и форма
выходного сигнала однофазного полумостового инвертора с
резистивной нагрузкой изображены на рис.3. Тиристор Т1 находится
в проводящем состоянии в течение периода Т0/2 (Г0
= 1//о). Тиристор Т2 включается в момент времени Т0/2 и инициирует отрицательный полупериод тока нагрузки, за счет чего
тиристор Т1, выключается. В момент времени То
снова включается тиристор T1 а тиристор Т2 выключается. Этот
процесс повторяется, тем самым
обеспечивается непрерывное прямоугольное напряжение на нагрузке. Это
возможно, так как тиристоры T1 и Т2 одновременно не запускаются.
Рис.3 - а) Схема
полумостового инвертора с резистивной нагрузкой;
б) Фазы
работы схемы,
в) Форма напряжения и тока
полумостового инвертора
1.3.2 Индуктивная нагрузка
Принцип действия схемы можно объяснить,
рассмотрев четыре фазы ее работы. Диоды Dx и D2называются возвратными
диодами. Инвертор не может управлять
индуктивной нагрузкой без возвратных диодов. Без диодов в схеме имеются большие выбросы напряжения при переключении
тиристоров, поскольку нагрузка индуктивная. Эти выбросы напряжения могут
разрушить тиристоры. Электрическая схема, рабочие фазы и форма выходного сигнала однофазного полумостового инвертора с
индуктивной нагрузкой изображены на рис.4.
Фаза I. Тиристор Т1
находится в проводящем состоянии, и через нагрузку
протекает ток положительного полупериода. Ток через индуктивную
нагрузку линейно увеличивается. В момент времени t= t2 тиристор Т1
принудительно закрывается за счет изменения полярности напряжения на нагрузке. Направление тока при этом сохраняется.
Рис.4 - а) Схема
полумостового инвертора с индуктивной нагрузкой;
б) Фазы
работы схемы,
в) Форма напряжения полумостового
инвертора
Фаза II. Ток со стороны нагрузки
смещает в прямом направлении диод D2, и он переходит в
состояние проводимости. Мощность со стороны нагрузки передается в источник
питания V2. Когда величина тока падает до нуля, диод D2 запирается.
Фаза III. Пока диод D2 проводит ток, тиристор Т2
не может находиться в состоянии
проводимости, поскольку он смещен в обратном направлении. Как только
диод D2 запирается, можно включить тиристор Т2.
На промежутке времени t2 - t3 напряжение и ток
отрицательные, а мощность - положительная, то есть мощность передается от
источника питания к нагрузке. В момент времени t= t4 тиристор Т2 принудительно
включается.
Фаза IV. На индуктивной нагрузке
изменяется полярность напряжения, но
направление тока через нее сохраняется. За счет изменения полярности
напряжения диод D1, смещается в прямом
направлении. Ток теперь течет по направлению к источнику питания Vv, имеет место рециркуляция мощности. Этот процесс продолжается
до тех пор, пока диод D1 не перейдет в закрытое
состояние в момент времени t5. Если тиристор Т1
снова включить, вышеупомянутые процессы повторятся.
При работе инвертора на RL-нагрузку ток в цепи изменяется экспоненциально. Площади
положительных и отрицательных периодов не равны, так как на
резистивной компоненте нагрузки в противофазные периоды рассеиваются
разные мощности.
1.3.3 Полумостовой инвертор с RLC – нагрузкой
Рис.5 - а) Схема полумостового инвертора с RLC-нагрузкой, б) Форма напряжения и тока полумостового
инвертора
Электрическая схема и форма выходного сигнала
однофазного полумостового инвертора с RLС-нагрузкой изображены на рис.5. Если инвертор
питает RLС-нагрузку, отдельная цепь коммутирования не требуется. Это можно
объяснить с помощью символического изображения на рис.5б. Рабочая частота
инвертора должна быть выбрана такой, чтобы Хс > XL. При этих условиях в этой
схеме ток опережает по фазе напряжение. Ток в нагрузке изменяется
синусоидально. В промежутке времени от t0 до tl тиристор Т1 находится в проводящем
состоянии. В момент времени t1 = t2 тиристор Т1, выключается, так как ток
в цепи уменьшается до нуля. В промежутке времени от t1 до t2 диод D1 находится в проводящем
состоянии и мощность передается от нагрузки к источнику питания. Диод D1 находится в проводящем
состоянии до тех пор, пока на конденсаторе присутствует напряжение. Когда диод D1 находится в состоянии проводимости,
тиристор Т1 смещен
в обратном направлении. Таким образом, специальная цепь принудительной
коммутации в этом случае не требуется. В этой схеме RLC-нагрузка обеспечивает
коммутацию тиристоров. В течение отрицательного полупериода тиристор Т2
находится в проводящем состоянии, через некоторое время диод D2 начинает проводить,
вследствие этого тиристор Т2 смещается в обратном направлении
и запирается.
1.4 Инвертор Мак-Мюррея (инвертирующий преобразователь)
Принцип работы инвертора Мак-Мюррея основан на
коммутировании тока. Полумостовой инвертор работает на индуктивную нагрузку, как
изображено на рис.6. Тиристоры ТА1 и ТА2 в
этой схеме являются вспомогательными. Они используются для коммутации основных
тиристоров Т1 и Т2. Индуктивность
L и емкость С являются
коммутирующими элементами. Конденсатор предварительно заряжен слева отрицательно,
а справа -положительно.
Рабочие фазы этой схемы устройства следующие.
Фаза I. Тиристор Т1
запускается, тем самым инициируется положительный полупериод преобразования.
Постоянный ток нагрузки протекает через тиристор Т1.
Фаза I I. В момент времени t1 запускается
вспомогательный тиристор ТА1. По замкнутой цепи L, С, Т{ и ТА1 начинает
протекать ток, при этом ток через конденсатор синусоидально нарастает, как показано
на рис.6в. В промежутке времени от t1 до t2 значение ic <I0. В момент времени t= t2; tc = I0. Ток, текущий через
тиристор Т1, становится равным нулю, и тиристор выключается.
Следует заметить, что в этой фазе ток через тиристор Т1,
уменьшается до нуля.
Фаза III. После выключения
тиристора Т1 ток продолжает протекать через D1. Диод находится в
состоянии проводимости до момента времени t3 до тех пор пока ic - I0 положительны. В момент
времени t = t3 диод D1, перестает проводить,
так как ток через него уменьшается до нуля.
Фаза IV. После того как диод D1 запирается, постоянный
ток нагрузки протекает через конденсатор и дозаряжает его слева отрицательно,
а справа положительно. Напряжение на
конденсаторе изменяется линейно, так
как через конденсатор протекает постоянный ток.
Фаза V. Ток через диод увеличивается, в то время как ток
через конденсатор уменьшается. Когда ток через тиристор Ta уменьшается до нуля, тиристор выключается.
Фаза VI. На индуктивной нагрузке изменяется полярность
напряжения, и диод D1
смещается в прямом направлении. Начинается процесс рециркуляции.
Энергия, запасенная в нагрузке, передается обратно в источник питания Vr После запирания диода D1 запускается тиристор Т2.
Чтобы выключить тиристор Т2
необходимо включить тиристор ТA2. Далее подобные
процессы повторяются аналогично вышеизложенным.
Рис.6 - а) Схема
инвертора Мак-Мюррея;
б) Фазы
работы схемы;
в) Формы напряжения и
токов инвертора Мак-Мюррея
При разработке инвертора его
параметры выбираются исходя из наихудших условий, таких как минимальное
входное напряжение и максимальный выходной ток.
1.5 Инвертор Мак-Мюррея - Бедфорда
Инвертор Мак-Мюррея содержит два
вспомогательных тиристора. Инвертор Мак-Мюррея-Бедфорда не требует никаких вспомогательных
тиристоров. Один основной тиристор в этой схеме коммутирует другой основной тиристор. Электрическая схема, рабочие
фазы и форма выходного сигнала инвертора Мак-Мюррея - Бедфорда
изображены на рис.7. Рабочие фазы этой схемы устройства следующие.
Фаза I. Тиристор Т1
запущен. Постоянный ток протекает через тиристор Т1 , и
индуктивность L1. Напряжение на индуктивности L1 равно нулю, так как через нее протекает постоянный ток.
Конденсатор С, замкнут через Т1 и L1. Конденсатор С2
заряжен до напряжения V1 + V2: верхняя обкладка заряжена
положительно, а нижняя - отрицательно.
Рис.7 - а) Схема инвертора Мак-Мюррея; б) Фазы работы схемы
Фаза II. После включения тиристора
Т2 напряжение с конденсатора С2 подается на
индуктивность L2. Это напряжение равно удвоенному напряжению
питания. За счет взаимной индукции на индуктивности L1 появляется напряжение,
равное напряжению на индуктивности L2. Напряжение на катоде
тиристора Т1 равно учетверенному напряжению питания, а на
аноде удвоенному напряжению питания. Таким образом, после включения тиристора Т2
тиристор Т1 выключается. Быстрое выключение тиристора L1 возможно благодаря тому,
что энергия, запасенная в индуктивности L1 передается на
индуктивность L2 поскольку общий магнитный поток должен оставаться
постоянным. Из рис.7в видно, что ток в схеме перераспределяется от тиристора Т1
на тиристор Т2 в начале фазы II. По цепи L2 и С2 начинает
протекать ток. Диод D2 смещается в обратном направлении напряжением на
конденсаторе С2.
Фаза III. Как только полярность
напряжения на конденсаторе изменяется на обратную, диод D2 переходит в проводящее
состояние и тем самым шунтирует конденсатор С2. Энергия, запасенная
на индуктивности L2 поддерживает неизменное направление тока через
тиристор Т2 и диод D2. Постепенно запасенная в
индуктивности L2 энергия рассеивается на активном сопротивлении
нагрузки, и тиристор Т2 выключается.
Фаза IV. Диод D2 по-прежнему смещен в
прямом направлении за счет тока, протекающего через индуктивность нагрузки.
Здесь имеет место процесс рециркуляции энергии, запасенной на индуктивности
нагрузки. Диод D2 находится в проводящем состоянии до тех пор, пока
запасенная энергия передается источнику питания V2.
Тиристор Т2 снова включается,
тем самым инициируя аналогичный отрицательный полупериод инвертора. В конце
отрицательного полупериода тиристор Т1 остается в проводящем
состоянии и процесс, описанный выше, повторяется.
Рис.7в - Формы токов инвертора
Мак-Мюррея –Бедфорда
1.6 Трехфазные инверторы
Трехфазные
инверторы могут быть использованы в двух режимах:
1) 120-градусный режим работы;
2) 180-градусные режимы работы.
1.6.1 120-градусный режим работы
Тиристоры здесь нумеруются по аналогии с трехфазными
двухполупериодными выпрямителями. Разность номеров тиристоров в каждой фазе
равна трем. К трехфазному мостовому инвертору подключена активная нагрузка,
состоящая из трех резисторов, как показано на рис.8. При 120-градусном режиме
работы каждый тиристор находится в проводящем состоянии от 0 до 120° за
период. В любое время два тиристора в этой схеме находятся в проводящем состоянии,
и два из трех нагрузочных резисторов являются потребителями мощности. Когда
тиристор из нечетной группы находится в проводящем состоянии, соответствующее
ему фазовое напряжение - положительное. Если же в проводящем состоянии
находится тиристор из четной группы, соответствующее ему фазовое напряжение отрицательное.
Фазовые напряжения здесь представляют собой 120-градусные псевдопрямоугольные
последовательности импульсов. Выходные линейные напряжения имеют формы
шестиступенчатых последовательностей импульсов, сдвинутых на 120° по отношению
друг к другу. Формы фазовых и линейных напряжений приведены на рис.8б.
Запуск тиристоров в этой схеме осуществляется в последовательности
61-12-23-34-45-56. Выходная частота определяется частотой запуска тиристоров.
Рис.8а - 120-градусный
режим работы инвертора Схема трехфазного мостового инвертора
Рис.8б - 120-градусный
режим работы инвертора Формы фазовых и
линейных напряжений
1.6.2 - 180-градусный режим работы
При 180-градусном режиме каждый тиристор
находится в состоянии проводимости половину периода. В этом режиме работы инвертора возможны
два способа коммутации тиристоров - два тиристора из нечетной группы и один тиристор из четной группы или два из
четной группы и один из нечетной группы находятся в проводящем состоянии.
Фазовое напряжение инвертора
будет положительным, если тиристоры из нечетной группы находятся в
проводящем состоянии, и отрицательным, если тиристоры четной группы
находятся в проводящем состоянии. В любое время два нагрузочных
резистора подключены к источнику питания параллельно, а третий
подключен последовательно к ним. На двух параллельно соединенных
резисторах выходное напряжение будет V/3, а на третьем - 2 К/3.
Рис. 9 - 180-градусныи режим
работы инвертора
а) Схема
трехфазного мостового инвертора,
б) Формы фазовых и линейных напряжений
Линейные напряжения здесь представляют
собой 120-градусные псевдопрямоугольные последовательности импульсов.
Выходные фазовые напряжения инвертора имеют формы
шестиступенчатых последовательностей импульсов, сдвинутых на 120° по
отношению друг к другу. Формы фазовых и линейных напряжений приведены на
рис.9б. Тиристоры в этой схеме запускаются в последовательности
561-612-123-234-345-456. Выходная частота определяется
частотой запуска тиристоров.
1.7 Трехфазный инвертор тока
Электрическая схема
и рабочие фазы трехфазного инвертора тока изображены на рис.10. Этот тип
инвертора называется инвертором К. Филипса.
Его работа основана на коммутировании напряжения. Большая индуктивность, включенная последовательно с
источником напряжения, работает как
источник тока. Схема работает в 120-градусном режиме.
Рис.10а - Схема трехфазного инвертора тока
Чтобы выключить шесть тиристоров, требуются шесть
конденсаторов. Диоды D1 - D6 предотвращают разряд конденсаторов
через нагрузку. Эти диоды называются
изолирующими. Тиристоры в этой схеме запускаются в последовательности
12-23-34-45-56-61. Если схема переходит из состояния 12 в состояние 23,
тиристор Т2 продолжает оставаться в проводящем состоянии, следовательно, тиристор Т2, запирается, а ток продолжает протекать через включенный тиристор Т2.
Фаза I. Конденсатор С,
заряжен с левой стороны до напряжения +ve, а с правой - до
напряжения -ve. Тиристоры Т1 и Т2
запускаются согласно диаграмме
120-градусного режима работы. Схема остается в этом состоянии от 0 до
60°.
Фаза П. В следующий 60-градусный интервал тиристоры Т1
и Т2 должны находиться в проводящем состоянии. Тиристор Т1
запускается начиная с 60-градусного интервала. Тиристор Т1,
выключается коммутирующим напряжением. Ток протекает через D1 фазу А и фазу С.
Напряжение на конденсаторе С, меняет полярность.
Фаза III. Диод D1 продолжает оставаться в
проводящем состоянии до тех пор, пока ток через него протекает в том же самом
направлении. Диод D3 находится в проводящем состоянии, так как он
смещен в прямом направлении присутствующим на конденсаторе С,
напряжением. В этой фазе все три ветви нагрузки являются потребителями
мощности. Эта фаза называется периодом перекрытия.
Рис.10б - Фазы работы схемы
Фаза IV. Диод D1 находится в проводящем
состоянии до тех пор, пока энергия, запасенная на индуктивности нагрузки в фазе
А, не уменьшится до нуля. Далее ток протекает через тиристоры Т2 и
Т3 согласно диаграмме управления при 120-градусном режиме
работы инвертора.
Формы фазовых токов трехфазного инвертора тока
эквивалентны формам фазовых напряжений трехфазного инвертора напряжения при
120-градусном режиме работы.
1.8 Управление выходным напряжением инвертора
Выходным напряжением инвертора требуется
управлять в таких устройствах, как регулятор скорости, источники
бесперебойного питания и
т.
д.
Управлять
выходным напряжением можно тремя способами:
1) регулированием входного напряжения инвертора;
2) регулированием выходного напряжения инвертора;
3) регулированием выходного напряжения самим
инвертором.
Входное напряжение можно регулировать с помощью
фазоуправляемого преобразователя или коммутатора, включенного на входе
инвертора. Недостатком фазоуправляемого преобразователя является низкий
коэффициент мощности со стороны входа инвертора. Недостатком коммутатора
постоянного тока являются высокие коммутационные потери.
Выходное
переменное напряжение инвертора можно регулировать с помощью
трансформатора с коммутируемыми отводами от вторичной обмотки. Недостатком коммутации
отводов является необходимость в обслуживании размыкателей.
Регулирование выходного напряжения самим
инвертором называется широтно-импульсной модуляцией. Различают два типа
широтно-импульсных модуляторов:
1) однократные;
2) многократные.
1.8.1 Однократный широтно-импульсный модулятор
Электрическая схема инвертора и формы сигналов однократного широтно-импульсного
модулятора изображены на рис.11. Однократный широтно-импульсный модулятор
вырабатывает один управляющий импульс за полупериод цикла преобразования.
Выходное напряжение инвертора регулируется за счет изменения длительности
управляющего импульса в каждом полупериоде
цикла преобразования. Эпюры управляющих
импульсов однократного широтно-импульсного модулятора изображены на
Рис.11б. На выходе инвертора присутствует напряжение, только если транзисторы Т1
и Т2 (или) Т3 и Т4 находятся
в проводящем состоянии одновременно.
В промежутке
времени от t0 до t1 в проводящем состоянии
находятся транзисторы Т1 и Т1. В
это время на нагрузке положительное напряжение. В промежутке времени от t2 до t3 проводящем состоянии
находятся транзисторы Т3 и
Т4, на нагрузке при этом отрицательное напряжение. Выходным
напряжением инвертора можно управлять, изменяя угол 9. Чем больше значение 9,
тем меньше выходное напряжение инвертора, и
наоборот. Недостатком этого способа регулирования является присутствие в
выходном напряжении большого количества высших гармоник.
Рис.11 - а) Схема мостового инвертора;
б) Формы сигналов
широтно-импульсного модулятора
1.8.2 Многократный широтно-импульсный модулятор
Многократный
широтно-импульсный модулятор вырабатывает серию управляющих импульсов за полупериод цикла
преобразования. Существуют два типа многократных широтно-импульсный
модуляторов: а) широтно-импульсный модулятор с равными длительностями
управляющих импульсов и б) синусоидальный
широтно-импульсный модулятор.
Широтно-импульсный модулятор с равными длительностями
управляющих импульсов
Формы сигналов симметричного
широтно-импульсного модулятора или широтно-импульсного модулятора с
равными длительностями управляющих импульсов изображены на рис.12а. Допустим,
что V1 -напряжение треугольной формы, Vc - управляющее напряжение
и Vo - выходное напряжение компаратора
|
|
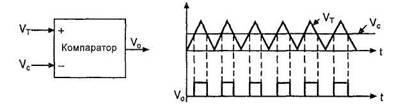 |
Рис.12а - Формы сигналов
симметричного широтно-импульсного модулятора
В схеме управления опорное напряжение высокой
частоты VT (треугольной формы) сравнивается с напряжением
управления Vc. Выходное напряжение компаратора Vo высокое, когда больше Vc, и низкое, если Кт
меньше Vc. Таким образом, выходное напряжение компаратора
представляет собой последовательность импульсов. Сформированные таким образом
импульсы можно использовать для управления мощными транзисторами. Если в инверторе используются тиристоры (инвертор
Мак-Мюррея), основной тиристор запускается передним фронтом импульса, а
вспомогательный тиристор - задним. Таким образом, многократный широтно-импульсный модулятор вырабатывает серию
управляющих импульсов за полупериод цикла преобразования.
Гармонические составляющие в выходном
напряжении такого инвертора будут намного меньше, чем в инверторе с однократным широтно-импульсным
модулятором.
Синусоидальный широтно-импульсный модулятор
Формы сигналов синусоидального
широтно-импульсного модулятора изображены на рис.12б. В этой схеме напряжение треугольной
формы сравнивается с синусоидальным
управляющим напряжением. Входные напряжения компаратора Vc и VT. Выходное напряжение
компаратора высокое, когда величина
синусоидального управляющего напряжения больше, чем величина напряжения треугольной формы. Отношение величины управляющего напряжения к величине
напряжения треугольной формы определяется как коэффициент модуляции. Следует
заметить, что выходное напряжение
компаратора представляет собой последовательность импульсов неравной
длительности. В течение полупериода цикла преобразования длительность центрального импульса максимальна, а длительность крайних импульсов уменьшается.
Длительность управляющих импульсов
изменяется синусоидально. Этот тип широтно-импульсного модулятора
называется асимметричным, так как длительности его управляющих импульсов неравны. Гармонические составляющие в выходном
напряжении такого инвертора будут меньше, чем в инверторе с симметричным широтно-импульсным модулятором.
|
|
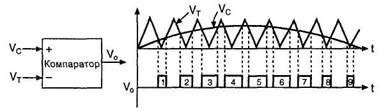 |
Рис.12б
- Формы сигналов синусоидального широтно-импульсного модулятора
1.9 Управление гармоническими составляющими (управление формой напряжения)
Формы выходных напряжений инверторов
могут быть прямоугольными, квазипрямоугольными, треугольными или в
виде шестиступенчатых последовательностей импульсов. В выходном
напряжении содержатся основная гармоника и ее высшие компоненты.
Если инвертор используется в качестве источника питания
асинхронного электродвигателя, высшие гармоники питающего напряжения вносят потери в виде
дополнительного выделения тепла. Например,
пятая гармоника питающего электродвигатель
напряжения производит крутящий момент в противоположном направлении по отношению к основному крутящему моменту. Поэтому предпочтительно минимизировать коэффициент
гармоник в выходном напряжении.
Методы уменьшения гармоник следующие:
1)коммутация
промежуточных отводов в трансформаторе;
2)подключение
нагрузки через трансформатор;
3)использование
фильтров;
4)использование
широтно-импульсной модуляции.
1.9.1 Коммутация промежуточных отводов в трансформаторе
Электрическая схема инвертора с коммутацией
промежуточных отводов в трансформаторе изображена на рис.13а. Схема этого инвертора похожа на схему параллельного инвертора. Когда
один из тиристоров слева находится в проводящем состоянии, выходное
напряжение инвертора -положительное, если же один из тиристоров справа
находится в проводящем состоянии, выходное напряжение - отрицательное. Когда
тиристор 1 запускается, напряжение источника питания прикладывается к половине первичной обмотки трансформатора.
Выходное напряжение инвертора в этом
случае минимальное, поскольку отношение «вольт/виток» минимальное.
Рис.13а - Электрическая схема инвертора с коммутацией промежуточных отводов в трансформаторе
В следующий момент времени запускается тиристор
2, а тиристор 1 выключается. Отношение
«вольт/виток» увеличивается, и выходное напряжение инвертора также
увеличивается. После запуска тиристора 3 тиристор 2 выключается, выходное
напряжение инвертора становится максимальным.
Для получения двенадцатиступенчатой формы выходного напряжения тиристоры должны запускаться в
последовательности 1-2-3-2-1-1А-2А-ЗА-2А-1А. Недостатком этой схемы
является сложность запуска и коммутирования
тиристоров.
1.9.2 Подключение через трансформатор
Схема компенсации
гармонических составляющих с помощью двух трансформаторов изображена на рис.13б. Выходное
напряжение в этой схеме является векторной
суммой выходных напряжений двух инверторов.
Этот метод применяется для компенсации конкретной гармонической составляющей в выходном напряжении
(избирательное устранение гармоник). Вторичные обмотки этих двух
трансформаторов включены последовательно таким образом, чтобы V1 + V2 = Vo. Запуск тиристоров второго
инвертора запаздывает на угол θ по отношения к запуску тиристоров первого инвертора. Форма
выходного напряжения V0 может быть получена суммированием напряжений V1 и V2. Форма выходного напряжения представляет собой
120-градусные квазипрямоугольные
импульсы. На рис.13в показаны векторные диаграммы основных и третьих гармоник
выходных напряжений инверторов при угле запаздывании 0 = 60°.
Рис.13 - б) Подключение нагрузки через трансформатор в)
Векторная диаграмма
Напряжения третьих гармоник
находятся в противофазе друг к другу. Поэтому в суммарном выходном
напряжении инверторов третья гармоника отсутствует. Выбрав угол запаздывания θ = 36°, можно скомпенсировать в
выходном напряжении пятую гармонику. Недостатком этой схемы является то,
что требуются два инвертора и два одинаковых трансформатора.
1.9.3. Использование фильтров
Различные
типы используемых фильтров изображены на рис.13г. В однозвенном LС-фильтре реактивное
сопротивление индуктивности L с увеличением
частоты увеличивается, то есть высокочастотные компоненты на выходе
существенно ослабляются. С увеличением индуктивности L увеличиваются
омические потери в фильтре. Конденсатор С обладает высоким
реактивным сопротивлением на низких частотах, но при этом эффективно
шунтирует высокочастотные компоненты. Оптимальный выбор
элементов фильтра позволяет увеличить рабочий ток инвертора без
существенного увеличения потерь в LC-фильтре
Рис.13г
- Использование
фильтров
Некоторая часть гармоник все же проходит
через однозвенный LC-фильтр в нагрузку.
Существенно улучшить фильтрацию гармоник можно с помощью использования
многозвенных LC-фильтров. Размер индуктивности
фильтра можно уменьшить, подключив его ко вторичной обмотке
понижающего трансформатора.
Если инвертор работает на
фиксированной частоте, можно использовать последовательный
резонансный LС-фильтр. Значениях и С выбираются так, чтобы их собственная
резонансная частота фильтра была равна
выходной частоте инвертора. Фильтр и нагрузочное сопротивление работают как
последовательный низкодобротный резонансный контур. Электрический ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного
сопротивления синусоидально.
Применение реактивных фильтров предпочтительно для высокочастотных устройств.
2 Инверторные источники
питания для дуговой сварки
2.1 Начало развития и внедрение в производство инверторных
источников питания
В наступившем веке бесспорным лидером в
производстве сварочной техники становятся инверторные источники питания. При их
применении потери электроэнергии снижаются до 10 раз, материалоемкость
оборудования - до 10-12 раз, а ПР источника повышается до 80-100 %. Уменьшаются
размеры и масса сварочных аппаратов. Основным достоинством инверторной техники
является ее мобильность, что позволяет использовать подобные агрегаты при
выполнении монтажных работ в стационарных и полевых условиях.
В 1905 г. австрийский профессор Розенберг
разработал специальный сварочный генератор поперечного поля, у которого с
ростом сварочного тока изменялось напряжение дуги. Это был, пожалуй, один из
самых первых шагов в развитии регулируемых источников питания.
В 1907 г. на заводе Lincoln Electric был выпущен генератор с
изменяемым напряжением. Через 20 лет русский ученый В. П. Никитин получил
патент на первый в мире однокорпусный комбинированный трансформатор-регулятор
для дуговой сварки.
В начале 50-х гг. появились полупроводниковые
селеновые диоды. Это позволило разработчикам создать сварочные выпрямители,
состоящие из трансформатора и выпрямительного диодного блока.
Позже, в 70-е гг. с появлением силовых кремниевых
тиристоров стало возможно плавно изменять сварочный ток и выходные ВАХ
сварочных аппаратов не за счет трансформатора, а на основе обратных связей и
фазовой регулировки угла включения тиристоров.
В 1977 г. на рынке сварочного оборудования
появился источник питания Hiiark-250 финской фирмы Kemppi, собранный на базе
"скоростных тиристоров", обеспечивших преобразование постоянного
тока в переменный с частотой 2-3 кГц. Это стало началом развития инверторных
источников питания в сварочной технике.
В обычных выпрямителях трансформатор работает на
сетевой частоте 50 Гц. Повышение частоты до 2 кГц и более позволило
существенно уменьшить массу и габаритные размеры сварочного инвертора. Если у
обычных сварочных выпрямителей отношение сварочного тока к единице массы около
1-1,5 А/кг, то у инверторов на "скоростных тиристорах" этот
показатель равен 4-5 А/кг.
Смысл инвертирования заключается в поэтапном
преобразовании энергии. Питающее сетевое напряжение выпрямляется на диодном
мостике, затем преобразуется в переменное высокочастотное в блоке инвертора и
понижается в трансформаторе до рабочего сварочного. А выходной выпрямитель
преобразует переменное напряжение в постоянное. Весь процесс регулируется за
счет обратных связей блоком управления, который обеспечивает необходимые
характеристики сварочного тока.
Инверторы также отличаются низкой пульсацией
выпрямленного тока, высокой скоростью регулировки, возможностью получения
разнообразных ВАХ и высоким (до 90 %) КПД.
Сравнительные характеристики инверторных сварочных
аппаратов приведены в таблице № 1.
Классическим примером тиристорного инвертора
является сварочный универсальный источник питания LUA-400 фирмы ESAB. Шесть различных ВАХ
позволяют использовать его при сварке в углекислом газе, ручной дуговой,
аргонодуговой и сварке алюминиевой проволокой пульсирующей дугой.
С появлением модульных биполярных транзисторов с
изолированным затвором (IGBT) сварочные трансформаторы стали работать на
частоте до 20 кГц. При этом отношение сварочного тока к единице массы источника
питания повысилось вдвое. На базе IGBT-транзисторов стали выпускать маленькие бытовые
источники питания для ручной дуговой сварки, а также импульснодуговой и
механизированной сварки в защитных газах, плазменной резки.
Последующая стадия развития сварочных инверторов
связана с появлением в 90-х гг. полевых МОП-транзисторов серии MOSFET. Частота за счет силовых
полевых транзисторов повысилась до нескольких десятков килогерц. На их базе фирма
ESAB стала выпускать
установки для ручной дуговой сварки Power lnvert-315 с частотой 24 кГц и
малогабаритные источники Caddi-130, 140 и 200. Дальнейшее развитие инверторной
техники пошло по пути совершенствования MOSFET-транзисторов. Выпущенный
той же фирмой источник Caddi-250 массой 11 кг работает на частоте 49 кГц.
В 2001 г. в Эссене фирма Kemppi продемонстрировала
малогабаритные переносные сварочные инверторы Minarc-110 и 140 массой 4,2 кг и рабочей частотой 80 кГц. При длине электрокабеля до 50 м переносной Minarc -идеальный аппарат для
работы в труднодоступных местах. Он предназначен для использования разнотипных
электродов и имеет особый износостойкий корпус.
Современные инверторы lnvertec-140 и 160 американской
фирмы Lincoln Electric - это аппараты со специальной схемой стабилизации питания
для надежной работы от автономных генераторов мощности. При аргонодуговой
сварке поджиг дуги осуществляется методом точечного касания.
К сожалению, следует признать, что отечественные
производители сварочной техники намного отстали от мирового уровня развития
инверторных источников в связи с общим спадом экономики за последние 10 лет. И
все-таки, общая тенденция сохраняется. Российские изготовители также предлагают
инверторные источники.
Среди них сварочные выпрямители серии
"Форсаж" Государственного Рязанского приборного завода. Эти
установки предназначены для сварки низкоуглеродистых, низколегированных и
коррозионно-стойких сталей. Они имеют плавную регулировку сварочного тока,
снабжены вентилятором и защитой от перегрева. Диапазон сварочного тока от 40
до 315 А, масса 6,7-12,5 кг.
Сварочный инверторный аппарат
"Торус-200" предназначен для дуговой сварки постоянным током.
Несмотря на маленький размер (115х185х280 мм) и массу около 5 кг, диапазон сварочного тока у него 40-200 А. Этот сравнительно недорогой источник может работать
от бытовой сети дома, на приусадебных участках, в гаражах и т. д.
В настоящее время лучшими среди сварочных
аппаратов инверторного типа признаны самые малогабаритные в мире серии ВМЕ,
разработанные в ООО НПЦ "ПромЭл-2000" (изготовитель ОАО
"Машиностроительный завод "Прогресс", Астрахань). Они удостоены
Золотой медали Международного салона инноваций и инвестиций (Москва, 2002 г.), а также множества дипломов международных и региональных выставок.
Таблица № 1
|
Аппарат,
фирма-изготовитель, страна
|
Диапазон
регулирования сварочного тока, А
|
Габаритные
размеры, мм
|
Масса, кг
|
ПВ,%
|
|
Master-1500, Kemppi, Финляндия
|
15-150
|
390x155x285
|
10
|
20
|
|
Mmarc-140, Kemppi, Финляндия
|
10-140
|
305x123x250
|
4,8
|
80
|
|
InvertecV 160-S, Lincoln Electric, США
|
5-160
|
320x200x430
|
10,5
|
-
|
|
Caddy Tig 150, ESAB, Швеция
|
3-150
|
310x130x250
|
5,5
|
25
|
|
Tecnica 1600, Telwin, Италия
|
5-150
|
280x150x195
|
3,3
|
10
|
|
Mito 160 MMA, Mito, Италия
|
5-160
|
175x430x245
|
14
|
60
|
|
TINY 150, Kjellberg, Германия
|
5-150
|
320x110x260
|
5,4
|
35
|
|
SI601, Cemont, Италия
|
5-150
|
145x235x340
|
7,7
|
35
|
|
Topyc-200, OOO "TOP", Россия
|
40-200
|
115 x 185 x 280
|
5
|
40
|
|
Форсаж-160,
Государственный Рязанский приборный завод,
Россия
|
40-315
|
410x180x390
|
10
|
60
|
|
ВДУ4-1371,
АО "Спецэлектромаш", Россия
|
5-130
|
365x139x196
|
8
|
100
|
|
BME-160, ОООНПЦ"ПромЭл-2000", Россия ЭЛ-2000",
Россия
|
15-160
|
175x300x86
|
3,6
|
80
|
|
Примечание. Напряжение питающей сети 220
В.
|
Таблица № 2
|
Аппарат
|
Напряжение питающей сети, В
|
Диапазон регулирования сварочного тока, А
|
Напряжение холостого хода, В
|
Габаритные размеры, мм
|
Масса, кг
|
|
ВМЕ-120
|
220
|
10-120
|
60-80
|
140x250x65
|
2,2
|
|
ВМЕ-140
|
220
|
10-140
|
60-80
|
140x250x65
|
2,3
|
|
ВМЕ-160
|
220
|
10-160
|
60-80
|
175x300x86
|
3,6
|
|
ВМ-300
|
380
|
50-300
|
50-70
|
406x310x90
|
8,0
|
|
ВМ-420
|
380
|
50-420
|
60-80
|
540x314x90
|
12,0
|
|
Примечание Для всех
аппаратов ПВ = 80 %
|
Таблица № 3
|
Источник
|
Напряжение питающей сети, В
|
Диапазон регулирования длительности действия прямого и обратного
тока, с
|
Диапазон регулирования амплитуды прямого и обратного тока,А
|
ПВ, %
|
Габаритные размеры, мм
|
Масса, кг
|
|
ВМ 120
|
220
|
-
|
20-120
|
276x270x65
|
2,2
|
|
ВМ 120Р
|
220
|
6-600
Плавно
|
Плавно
|
100
|
276x270x65
|
3,7
|
ООО НПЦ "ПромЭл-2000" уже три года работает
на российском рынке. За это время разработаны и запущены в серийное
производство малогабаритные инверторные сварочные аппараты, технические
характеристики которых приведены в таблице № 2.
Разработаны и внедрены в производство также
малогабаритные гальванические источники питания инверторного типа (таблица №
3).
Малогабаритные сварочные аппараты серии ВМЕ на
основе высокочастотных транзисторных инверторов предназначены для
высококачественной ручной дуговой сварки покрытыми электродами диаметром 1,6-6 мм током прямой и обратной полярности. Аппараты обеспечивают легкий поджиг, устойчивое горение и
эластичность дуги, минимальное разбрызгивание металла, надежность и высокое
качество сварных швов, сварку большинства углеродистых, легированных и коррозионно-стойких
сталей. Их применение гарантирует безопасность работы согласно международным
нормам IEC 974.
Соответствуя по основным параметрам сварки
аналогичным зарубежным изделиям таких ведущих производителей, как Telwin, Fronius, EWM, аппараты серии ВМЕ
имеют меньшие массу и габаритные размеры, высокую продолжительность включения
и значительно меньшую стоимость.
Силовые источники питания для сварки и в
дальнейшем будут совершенствоваться, что расширит их функциональные
возможности.
2.2 Особенности
работы сварочных инверторов от автономных источников питания
В последнее время возрастает применение
автономных установок, оборудованных сварочными постами - передвижных ремонтных
мастерских, аварийных машин и т. п. В них на шасси установлена коробка отбора
мощности с генератором или дизель-генератор и различные потребители, в том
числе сварочные посты. Нередко предпочтение отдается инверторным сварочным
аппаратам из-за их сравнительно высокого КПД (10-15 кВт при токе сварки до 250
А) и небольших габаритных размерах и массы. К сожалению, производители
подобных машин часто ограничиваются подбором генератора и сварочных источников
исходя только из мощностных характеристик, что приводит к выходу из строя
сварочных аппаратов, а нередко и самих генераторов.
При работе сварочных инверторов от автономных
источников питания необходимо учитывать особенности и тех, и других. Так, при
индуктивной нагрузке (сварочный трансформатор) внешняя характеристика синхронного
генератора имеет резко падающий характер, причем с уменьшением cosφ падение напряжения усиливается (рис 14, кривые 1, 2). При
активно-емкостной нагрузке (сварочный инвертор) cosφ опережающий и с ростом потребляемого тока напряжение возрастает
тем сильнее, чем меньше cosφ (см рис 14, кривые 4, 5).
При U = 0 (короткое замыкание) все характеристики
пересекаются в одной точке, соответствующей значению тока трехфазного короткого
замыкания.
Поскольку в основном характер потребляемого тока
активно-индуктивный, изготовители генераторов вводят дополнительную
положительную обратную связь по току для компенсации падения напряжения на
нагрузке, тес ростом тока в нагрузке генератор повышает напряжение.
Инверторные источники имеют емкостной характер
нагрузки, поэтому с ростом тока напряжение возрастает, а наличие положительной
обратной связи по току приводит к еще большему росту напряжения. Результатом
может быть выход из строя инвертора или самого генератора из-за перенапряжений.
Структурная схема типичного инверторного
сварочного источника приведена на рис 15. Трехфазное напряжение выпрямляется
выпрямителем В и сглаживается емкостным фильтром Сф. Инвертор И
преобразует постоянное напряжение в переменное повышенной частоты, которое понижается
трансформатором и выпрямляется выпрямителем В и далее через индуктивный
фильтр Сф поступает в нагрузку RH.
На рис. 16 приведены осциллограммы линейного
напряжения на входе обычного инверторного источника (ток сварки 150 А) при
питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора
фильтра Сф равна 40 мкФ. Видно, что кривая линейного напряжения имеет
значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости
фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой
потребляемого тока появляется высокочастотная составляющая, равная частоте
инвертирования, что нежелательно.
Рис.14 - Внешние
характеристики синхронного генератора
(3 -cos(φ= 1)
Рис.15 - Структурная
схема инверторного сварочного источника
Рис.16 - Линейное
напряжение генератора АД-30: 1- холостой ход,
2 -при питании обычного инвертора
С ростом потребляемого тока возрастает действующее значение
напряжения генератора, причем приращение напряжения зависит от соотношения
потребляемой и номинальной мощностей генератора. Так, при питании четырех
обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от
генератора БГ-100 оно составило 10 В, а при питании такого же числа инверторов
от генератора БГ -60 - 40 В. При этом амплитудное значение линейного напряжения
возросло от 540 до 696 В. Применение генератора БГ-30 обеспечивает нормальную
работу только одного обычного инверторного источника без проведения
дополнительных мероприятий.
Именно по этой причине многие изготовители
инверторных источников указывают, что суммарная потребляемая мощность не
должна быть больше 50 % номинальной мощности автономного генератора. Это
обусловливает необходимость либо заказывать генераторы с корректорами напряжения,
адаптированными для работы с активно-емкостной нагрузкой, либо использовать серийно
выпускаемые генераторы с двойным запасом мощности, либо приспосабливать
инверторы для обеспечения нормальной работы. В первом случае требуется
значительное время, во втором - возникают неоправданные затраты. Ниже приведены
варианты решения этой проблемы.
Снижение напряжения холостого хода генератора с
380 до 350-360 В и повышение частоты до 52 Гц позволяют обеспечить нормальную
работу источников. Например, при питании четырех источников с потребляемой
мощностью по 12-15 кВт от генератора БГ-60 линейное напряжение возрастает до
380 В. Это решение приемлемо для генераторов мощностью от 60 кВт, но не всегда
подходит для генераторов меньшей мощности.
Включение дополнительной нагрузки в виде сушильных
шкафов мощностью 4 кВт снижает приращение напряжения на 4 В при питании от генератора
БГ-100, а при питании от генератора БГ -60 - на 74 В. При этом лучше иметь на
каждый сварочный пост свою электропечь, а работу организовать так, чтобы
электроэнергия потреблялась от генератора непрерывно, когда выключение
терморегулятором одной электропечи сопровождалось бы включением другой. Такой
способ несколько ограничен в применении.
Включение последовательно в каждый сетевой
провод индуктивности и увеличение емкости Сф позволяет обеспечить работу двух
источников с потреблением 12-15 кВт от генератора мощностью 30 кВт. Такой
вариант решения требует дополнительных фильтров и вмешательства в электрическую
схему сварочного источника.
Для устранения искажений напряжения генератора и
уменьшения высокочастотных гармонических составляющих необходимо введение радиофильтра
и сглаживающих конденсаторов в соответствии с рекомендациями завода-изготовителя
генератора и работы.
В ряде случаев
необходимо модернизировать регулятор напряжения генератора (блок корректора
напряжения), так как при дуговой сварке могут возникнуть низкочастотные
колебания напряжения, при которых мгновенные значения напряжения генератора
превысят допустимые для данного типа инверторного источника. Например, вместо
положительной обратной связи по току ввести отрицательную и изменить параметры
корректирующих звеньев регулятора. Это требует вмешательства в электрическую
схему генератора и не всегда приводит к желаемому результату.
Рис.17
- Линейное напряжение генератора БГ-30:1 - холостой ход, 2 -при питании ДС 250.33
Использование в инверторе LC-фильтра вместо
емкостного благоприятно сказывается на работе генератора позволяет исключить
перенапряжения и полностью использовать мощность.
Инверторный источник ДС 250 33 для сварки покрытыми электродами
предназначен для работы в тяжелых трассовых условиях, снабжен встроенными LC-фильтрами и адаптирован
для работы от автономных генераторов. На рис 17 приведены осциллограммы
линейного напряжения генератора БГ-30 при питании от него двух источников ДС
250 33 Видно, что перенапряжения отсутствуют.
2.3 Инверторный аппарат ДС 250.33 для сварки
покрытыми электродами
В НПП "ТЕХНОТРОН" разработан новый
аппарат ДС 250.33 для сварки покрытыми электродами.
15-летний опыт производства и эксплуатации
инверторных сварочных аппаратов, освоение новых производственных технологий и
элементной базы с учетом современных мировых тенденций развития сварочного
оборудования, а также опыт передовых компаний послужили основой для создания
инверторного аппарата нового поколения.
Главными требованиями при разработке аппарата
были надежность работы источника, высокий ПВ, простота эксплуатации, широкий
температурный диапазон работы, возможность работы от автономных источников
питания, хорошая ремонтопригодность.
Корпус аппарата выполнен из литых алюминиевых панелей,
обеспечивающих жесткость каркаса. Порошковая покраска панелей и стенок
предохраняет поверхность от коррозии и мелких повреждений. Выступающие на 15 мм панели защищают органы управления от случайных повреждений.
При разработке органов управления и
отработке режимов разработчики столкнулись с противоречием: одна часть потребителей
сварочного оборудования хотела бы иметь максимум функций в аппарате, в том
числе и импульсный режим работы, удобный при сварке тонких деталей или в
потолочном положении; другая, не менее значительная часть - только необходимый
минимум ручек и регулировок. Задача была решена следующим образом. В базовом
варианте (рис.18, а) имеется регулировка тока сварки и "форсирования"
дуги. Кроме того, можно отключить "горячий старт" и выбрать наклон
ВАХ.
При необходимости в источник вставляется блок
импульсного режима (вместо заглушки), в котором предусмотрены регулировки
тока пауза, времени импульса и паузы. Время снятия - установки блока 1 мин
(рис.18, б).
Новый аппарат ДС 250.33 имеет следующие
преимущества: в плавное регулирование сварочного тока в диапазоне от 25 до 250
А, точность задания тока - до 1 А, контролируется цифровым индикатором.
Таблица № 4. Технические характеристики
аппарата ДС 250.33
|
Напряжение питания, В
|
380, -15/+10%
|
|
Потребляемая мощность, кВА
|
Не более 12
|
|
Сварочный ток (плавно регулируемый), А
|
25-250
|
|
Номинальный режим работы ПН,%
При 400 С
При 200 С
|
65
100
|
|
Максимальный ток при ПН=100%, А
|
200
|
|
Диапазон рабочих температур, 0С
|
-40 – 40
|
|
Масса, кг
|
29
|
|
Габаритные размеры, мм
|
505х225х435
|
Рис.18 - Базовый
вариант аппарата (а) и новый вариант ДС 250.33 с импульсным блоком (б)
• дистанционное управление сварочным током,
• цифровую индикацию параметров сварки тока
сварки (А) и степени "форсирования дуги" (в относительных единицах);
• пониженное напряжение холостого хода 12В,
• систему "горячего старта",
обеспечивающую легкое возбуждение сварочной дуги;
• устройство "антистик", защищающее от
прилипания электрода;
• возможность регулировки
"форсирования" сварочной дуги, определяющей поведение сварочного
тока в момент уменьшения и замыкания дугового промежутка (рис.19), уменьшение
"форсирования" снижает разбрызгивание металла, а увеличение -
уменьшает вероятность "прилипания" электрода, увеличивает
проплавление и давление дуги;
• возможность выбора наклона ВАХ (0,4 или 1,25
В/А), позволяет управлять переносом металла в зависимости от конкретных условий
сварки и типа электрода, что особенно важно при сварке целлюлозными
электродами;
• автоматическое отключение при перегреве,
пониженном напряжении и отсутствии одной из фаз питающего напряжения;
• заданный ток поддерживается вне зависимости от
колебаний напряжения сети;
• в высокое выходное напряжение позволяет вести
сварку при суммарной длине кабелей до 100 м;
• возможна поставка с блоком импульсного режима
(исполнение 01) В этом случае цифровой индикатор отображает значение тока
паузы (А), времени протекания тока импульса и тока паузы (с). Импульсный режим
работы облегчает ведение процесса в различных пространственных положениях,
сварку деталей малой толщины и снижает требования к квалификации сварщика,
например при сварке вертикальных и потолочных швов. Управление тепловой
мощностью дуги позволяет регулировать в широких пределах глубину проплавления
и скорость кристаллизации металла шва при сварке труб и металлоконструкций в
любом пространственном положении. Во время импульса тока мощность дуги
нарастает, соответственно увеличивается количество расплавленного электродного
и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной
кристаллизации жидкого металла сварочной ванны с одновременным снижением количества
основного и электродного металлов. Используя импульсный режим, можно
обеспечить требуемую проплавляющую способность дуги без опасности прожогов и
получить большее количество наплавленного металла в единицу времени. При этом
упрощается технология однопроходной сварки и выполнение корневых проходов
при многослойной сварке труб и металлоконструкций без подкладок даже при
больших допусках на сборку, повышается эффективность процесса сварки и
улучшается формирование швов. Плавное очертание и мелкая чешуйчатость
швов
соответствуют выбранному режиму пульсации дуги.
Питание источника осуществляется от стационарной
трехфазной сети напряжением 380 В (50 Гц). Возможны колебания напряжения
-15/+10 % (от 320 до 420 В) и колебания частоты -5/+15 Гц (от 45 до 65 Гц). Кпд
источника около 85 %.
Предусмотрено питание источника от генератора
(в составе передвижных машин). При этом аппарат потребляет не более 12 кВ
• А на максимальном токе (250 А). И если при питании от стационарной сети это
означает просто экономию электроэнергии, то при питании от дизель-генератора
существенный выигрыш в количестве постов.
Возможно
использование двух аппаратов при питании от генератора мощностью 30 кВт и
четырех-пяти аппаратов - от генератора на 60 кВт.
Питание
обычного инверторного источника от генератора имеет некоторые особенности.
Рис.19 - ВАХ источника при
слабом (1) и сильном (2) "форсировании" сварочной дуги
Большинство генераторов рассчитано на
активно-индуктивную нагрузку, при которой с ростом потребления напряжение питания
падает. Поэтому производители устанавливают на генераторе корректор
напряжения, который создает положительную обратную связь по току, компенсируя
падение напряжения на нагрузке. Обычный инверторный источник имеет емкостной
характер потребления, поэтому с ростом нагрузки напряжение на генераторе
возрастает, а наличие корректора напряжения приводит к еще большему его росту.
Результатом может быть выход из строя и инвертора, и самого генератора от
перенапряжений. Чтобы избежать этого, приходится снижать напряжение холостого
хода генератора, использовать его не на полную мощность или ставить
дополнительные фильтры.
Аппарат ДС 250 33 полностью лишен указанных
недостатков. Встроенный LC-фильтр обеспечивает питание источника от
генератора. Аппарат адаптирован к работе с любым генератором, обеспечивающим
необходимые напряжение, частоту и мощность.
Источники используются в составе передвижных
ремонтных мастерских на базе автомобилей "КамАЗ" "УРАЛ", тракторов
ДТ-75 ТТ-4М и ТДТ-55А. При этом аппарат ДС 250 33 комплектуется набором
амортизаторов, силовыми кабелями и дистанционным управлением на 25м. Возможно
удлинение кабелей до 50 м (суммарная длина 100 м).
Конструктивно внутреннее оснащение источника
элементами выполнено по принципу "трубы", через которую воздух
прогоняется вентилятором. Дном и боковыми стенами служат соответственно "трубы",
дно и боковые стенки источника верхняя же стенка представляет собой "гребенку"
радиатора. На радиаторе в верхней части источника находятся силовые элементы и
система управления в нижней части внутри "трубы" силовой
трансформатор выходной дроссель и другие элементы. Таким образом источник как
бы разделен на две части. Такая компоновка дает явные преимущества, во-первых
резко возрастает интенсивность охлаждения радиаторов во-вторых, пыль,
которая, учитывая возможные места использования источника, может иметь и
металлическую составляющую не попадает в верхнюю часть источника, где
находится наиболее чувствительная к ней система управления.
Аппарат имеет микропроцессорное управление.
Электронные платы собраны по технологии поверхностного монтажа, имеют
защитную маску и покрыты двойным слоем лака. Все элементы рассчитаны на
температурный диапазон работы от -40 до 40 °С.
Электронные платы не требуют дополнительной
настройки имеют быстроразъемные соединения и могут быть заменены в течение 30
мин.
Аппараты проходят периодические испытания в
камере тепла и холода при температуре от -40 до 40 °С на вибростенде, стенде
радиопомех и при питании дизель-генератора мощностью 30 кВт. Перед отправкой
потребителю все аппараты испытывают на полигоне.
Инверторный аппарат ДС 250 33 для сварки
покрытыми электродами предназначен для работы в цеховых и трассовых условиях
при питании как от стационарной сети, так и от генератора. Он сочетает в себе
современные достижения в области техники и технологии сварки с простотой и
удобством эксплуатации.
2.4 Универсальный сварочный инверторный источник
общего назначения Invertec V300-1
В отечественном сварочном производстве давно
существует потребность в надежном инверторном источнике на ток 300 А. При этом
с точки зрения потребительских свойств (массы, минимума пульсаций, отсутствия
неприятного звука) это должен быть высокочастотный, т.е. транзисторный
инвертор. Основными недостатками выпускаемых в настоящее время машин такого
класса являются низкая ПВ и недостаточный диапазон рабочих температур. Это в
сочетании с высокой ценой сдерживает массово применение инверторных источников.
Сегодня на российском рынке появилась машина без
указанных недостатков, учитывающая все тонкости эксплуатации сварочного
оборудования на российских предприятиях.
Инверторный источник питания Invertec V300-1 является базовым
для целой серии инверторов фирмы The Lincoln Electric Company и предназначен для
ручной дуговой сварки штучным электродом, аргонодуговой неплавящимся
электродом, механизированной сплошной или порошковой проволокой. Основные
технические характеристики машины приведены в таблице №5.
Таблица № 5
|
Сеть питания
|
Номинальные выходные параметры
|
Выходной ток, А при напряжении, В
|
Сварочный ток, А
|
Габаритные размеры, мм
|
Масса, кг
|
|
Ток, А
|
Напряжжение, В
|
ПВ, %
|
200
|
220
|
380
|
415
|
440
|
|
|
Трёхфазная
|
300
|
32
|
60
|
43
|
39
|
25
|
25
|
22
|
5-300
|
475х274х564
|
29
|
|
50/60 Гц
|
250
|
30
|
100
|
34
|
41
|
20
|
20
|
8
|
|
Однофазная
|
300
|
32
|
60
|
53
|
47
|
32
|
32
|
29
|
|
50/60 Гц
|
250
|
30
|
100
|
42
|
39
|
25
|
25
|
22
|
В основе конструкции лежит транзисторный инвертор
с частотой преобразования 20 кГц. Высокая частота позволяет исключить
характерное для источников такого рода неприятное звучание, особенно на
больших токах, а также дает исключительно гладкую выходную характеристику и
большие возможности для управления основными сварочными параметрами током
(падающая характеристика) или напряжением (жесткая).
Установку режимов и параметров сварки выполняют
с помощью органов управления, расположенных на передней панели источника (рис
20).
Тип используемого процесса устанавливают с
помощью пятипозиционного переключателя:
1. GTAW - аргонодуговая сварка неплавящимся электродом. Позволяет
легко возбуждать дугу путем касания электродом изделия либо с помощью высокочастотного
устройства.
2 СС SOFT - крутопадающая характеристика,
"мягкая" дуга. Рекомендуется для ручной дуговой сварки электродами с
основным покрытием типа ЕХХ18-ЕХХ28 по AWS;
3. СС CRISP - пологопадающая характеристика,
"жесткая" дуга. Используется для ручной дуговой сварки электродами с
целлюлозным покрытием типа ЕХХ10-ЕХХ14 по AWS. Данный режим можно
также применять для разогрева изделия электрическим током и выполнения теста
работоспособности аппарата подачей активных нагрузок.
4. CV FCAW - жесткая характеристика Рекомендуется для
механизированной сварки газозащитной или самозащитной порошковой проволокой.
5. CV GMAW - жесткая характеристика Применяется при
механизированной сварке сплошной проволокой в защитном газе. Сварку можно
вести в режимах переноса металла сериями в процессе коротких замыканий, а также
капельного или струйного переноса. При сварочном напряжении ниже 16 В сварку
сплошной проволокой в защитном газе рекомендуется выполнять в режиме CV FCAW.
Регулировку выходной мощности во всем диапазоне
обеспечивает плавный регулятор Заданные значения напряжения или тока (в
зависимости от выбранного режима) индицируются на жидкокристаллическом
дисплее. Во время сварки дисплей показывает реальные значения тока или
напряжения, измеряемые на выходных клеммах источника. Для выбора индицируемого
параметра достаточно установить в необходимое положение специальный тумблер,
расположенный рядом с индикатором Для установки правильной полярности
измеряемого напряжения используют двухпозиционный переключатель, расположенный
на задней стенке корпуса машины.
Источник оснащен специальным регулятором
форсирования дуги или индуктивности сварочного контура Arc Fcrce / Inductance Control (рис.21), который
применяют во всех указанных сварочных процессах за исключением аргонодуговой сварки
вольфрамовым электродом (GTAW). При крутопадающей вольт-амперной
характеристике регулятор изменяет ток короткого замыкания, управляя степенью
активности сварочной дуги в момент закорачивания дугового промежутка. Дуга
становится "мягкой" при установке регулятора на минимальные значения
по относительной шкале. При максимальных значениях давление проплавления) дуги
увеличивается, она становится более подвижной. При этом увеличивается
разбрызгивание.
При жесткой
вольт-амперной характеристике регулятор изменяет количество индуктивности
вводимой в сварочную цепь. При
этом изменяется динамика роста или снижается сварочный ток при изменении
напряжения вследствие влияния так называемого 'Пинч-эффекта". Последнее
наиболее ощутимо при сварке на режиме переноса металла сериями коротких
замыканий.
Рис.20 – Панель управления источника Invertec V300-1
При сварке порошковой проволокой рекомендуется
устанавливать регулятор в положение, соответствующее максимуму. Для сварки сплошной проволокой
в СО2 или смеси газов с большим содержанием СО2 на шкале
устанавливают одно из значений верхней половины диапазона. При использовании в
качестве защитной среды смеси инертных газов рекомендуется первая половина
шкалы.
Источник имеет возможность дистанционного
управления путем подачи напряжения на выходные терминалы и регулировки выходной
мощности с помощью двух двухпозиционных переключателей установки режима
дистанционного управления. Один из них управляет подачей напряжения на выходные
клеммы источника. При этом возможны два положения: на клеммах постоянно
присутствует потенциал (ручная дуговая сварка штучными электродами,
аргонодуговая сварка вольфрамовым электродом, воздушная строжка) и потенциал
подается на клеммы только при нажатии кнопки на горелке (механизированная
сварка).
Другой тумблер выбирает режим регулировки
выходной мощности, управление которой может происходить либо с помощью регулятора,
установленного непосредственно на источнике, либо со специального пульта
дистанционного управления Длина стандартных кабелей пульта ДУ составляет 7,6
или 30,2 м. Допускается параллельная работа двух источников для увеличения
выходной мощности.
Такое разнообразие режимов и функций предполагает
использование источника питания lnvertecV300-1 с большим количеством дополнительного
оборудования. Далее рассматриваются примеры наиболее распространенного
применения источника.
Аргонодуговая сварка неплавящимся электродом.
Для использования вместе с источником разработан специальный блок DC TIG Starter, крепящийся под
источником и увеличивающий его высоту на 20 см. При этом полностью сохраняется легкость и удобство при переноске. Блок обеспечивает следующие
функции: высокочастотный старт дуги без касания электродом детали; управление
подачей инертного газа, фиксированную предварительную подачу и программируемую
задержку отключения газа; регулировку спада тока при заварке кратера; выбор
двух или четырехшагового сварочного цикла.
Механизированная сварка в цеховых условиях.
Источник питания Invertec V300-1 обеспечивает использование практически всех подающих
устройств производства The Lincoln Electric Companv. Также возможно
подключение подающих механизмов, работающих на переменном токе при 42 или 115
В. Диапазон тока, равный 5-350 А, позволяет использовать проволоку диаметром
0,6-1,6 мм э функция управления индуктивностью - точно подстроить сварочную
систему для конкретного применения.
Рис.21 – а) жёсткие выходные характеристики при различном положении
регулятора Inductance Control; б) падающие выходные характеристики при различном
положении регулятора Arc Force.
Механизированная сварка в монтажных условиях.
Для этого рекомендуется применять подающии механизм LN-25, который не требует
кабеля управления и питания, а работает при включении в сварочную цепь.
Комплект Invertec V300-1/LN-25 зарекомендовал себя при использовании на
открытых строительных площадках, стапелях, при проведении ремонтных работ на открытом
воздухе, т е везде, где требуется максимальная мобильность и транспортабельность.
Механизированная сварка цветных металлов и сложных сталей. Специальный
блок MIG Pulser позволяет применять источник питания Invertec V300-1 для импульсной
сварки. Блок включается в цепь кабеля управления между источником и подающим
механизмом. Диапазон частотного регулирования 20-300 Гц. Допускается раздельная
установка базового и пикового тока. Применение блока позволяет выполнять
импульсную сварку алюминия и коррозионно-стойкой стали с высоким качеством. Для
сварки алюминия, особенно в монтажных условиях, рекомендуется использовать в
комплекте с источником питания Invertec V300-1 специализированный полуавтомат COBRAMATIC, оборудованный системой
горелок Push-Pull. Эта система позволяет использовать горелки со
шлангами длиной до 15 м для подачи алюминиевой проволоки диаметром 0,8-1,6 мм. При этом возможна сварка алюминиевых конструкций практически любых формы и размеров.
Сварка трубопроводов в полевых условиях.
При использовании специализированного полуавтомата
LN-23P можно применять источник
Invertec V300-1 для качественной и
высокопроизводительной сварю, труб комбинированным методом штучный электрод +
порошковая самозащитная проволока. Схема использования комплекта: корневой шов
выполняют штучным электродом с основным (Lincoln 16P) или целлюлозным (Eleetweld 5P+) покрытием. Горячий
заполняющий и облицовочный проходы выполняют порошковой самозащитной проволокой
(Innershiek NR-207 или NR-208H). В связи с тем, что
выходные сварочные характеристики источника не зависят от колебаний частоты
входного напряжения а также учитывая низкую потребляемую мощность, можно
одновременно использовать несколько аппаратов при питании их от
дизель-генераторов переменного токе на 220 или 380 В. Применению данного
оборудования, способствуют также его малые масса и габаритные размеры,
возможность работы при температуре -40 - 40 °С и высокая степень защиты от
влияния окружающей среды.
2.5 Сварочные инверторные аппараты MOS 138E,
MOS Г68Е, MOS 170E
- Сварочный ток -
постоянный. Сварка различных материалов как
на
прямой, так и на обратной полярности;
-
TIG - для сварки стали, нержавеющей стали, меди, никеля
толщиной от 0,5 мм;
-
Функция
«Горячий старт» - для облегчения первичного
возбуждения сварочной дуги;
-
Функция «Анти-липкий» помогает избежать перегревания
электрода, защищая его металлургические свойства;
- Функция «ARC FORCE» - стабилизация
сварочной дуги;
- Защита
от перегрева;
Оборудование для дуговой TIG сварки (вольфрам,
инертны газ), изготовляемое по технологии INVERTER дает возможность соединять металлические детали плавлением. Это
позволяв делать неразъемные соединения под действием выделяемой теплоты при электродуговом разряде между концом
электрода основным материалом сварки.
Таким образом, металлические части
соединяются расплавом. Новая электронная технология позволяет
изготавливать оборудование, отличающееся особыми свойствами: меньшим
весом и малым потребляемым током. Технические
характеристики аппаратов приведены в таблице №6.
Таблица № 6
|
Наименование
оборудования
|
Размерность
|
MOS 138E
|
MOS 168E
|
MOS 170E
|
|
Напряжение сети
|
В (50-60 Гц)
|
1 фазах 230
|
1 фазах 230
|
1фаза230
|
|
Максимальный ток сети
|
А
|
16
|
16
|
16
|
|
Потребляемая мощность
|
кВА
|
2,5
|
3,0
|
3,5
|
|
Коэффициент мощности
|
cos<φ
|
0,8
|
0,8
|
-
|
|
Эффективность
|
η
|
0,85
|
0,85
|
-
|
|
Напряжение холостого
хода
|
В
|
90
|
90
|
70
|
|
Пределы
регулирования
|
А
|
5-130
|
5-150
|
5-160
|
|
Диаметр используемого
материала
|
мм
|
1,6-3,2
|
1,6-4,0
|
1,6-4,0
|
|
Рабочий цикл
|
А
|
130-20 %
75-60 %
|
140-15 %
90-60 %
|
160-20 %
115-60 %
|
|
Габариты
|
мм
|
275x130x170
|
320x130x170
|
320x130x170
|
|
Вес
|
кг
|
3,8
|
4,0
|
4,0
|
|
Дополнительные
|
|
DS10/TG17
|
DS10/TG17
|
TG17
|
|
по желанию: кейс для
переноса аппарата
|
2.6 Инверторный сварочный аппарат POWER MAN
Сварочные аппараты инверторного типа являются
наиболее современными и технически сложными источниками сварочного тока. В
отличие от сварочных трансформаторов и выпрямителей у инверторов отсутствует
силовой трансформатор. Работают они следующим образом. Напряжение однофазной
сети промышленной частоты преобразуется входным выпрямителем в постоянное
напряжение. Это напряжение в свою очередь преобразуется с помощью инвертора (очень
сложного электронного устройства) в переменное повышенной частоты, которое
затем поступает на понижающий высокочастотный трансформатор. Вторичная обмотка
трансформатора нагружена на диодный выпрямитель, к выходу которого через
сглаживающий дроссель подключены электрод и изделие.
Аппарат выполнен в металлическом корпусе, удобном для его
переноски. На лицевой панели аппарата размещены органы управления и индикации,
силовые разъемы для подключения рабочих кабелей. На задней панели расположен
вентилятор для принудительного охлаждения электронных схем и силовых блоков
аппарата и автомат включения. Технические характеристики приведены в таблице
№7.
Таблица
№7
|
Модель, POWER МАN
|
160А
|
200А
|
230А
|
250А
|
300А
|
|
Потребляемая мощность, КВт
|
4
|
6
|
10
|
12
|
13,5
|
|
Напряжение сети
50/60Гц, ±10%
|
220
|
220
|
220
|
220
|
220
|
|
Напряжение холостого
хода, В
|
78
|
80
|
|
Диапазон сварочного
тока, А
|
20-160
|
20-200
|
20-230
|
20-250
|
10-300
|
|
Рабочий цикл на максимальном
токе, %
|
60
|
60
|
60
|
60
|
60
|
|
Габариты, мм
|
130х210х370
|
150х240х400
|
200х240х450
|
200х320х480
|
|
Масса, кг
|
7
|
9,5
|
12
|
14,5
|
18
|
|
Блок
понижения напряжения холостого хода
|
есть
|
есть
|
есть
|
есть
|
есть
|
В некоторых аппаратах моделей
230А, 250А, 300А значение Imax может быть меньше на 5 % от значения указанного в таблице.
Комплектация:
В комплект поставки входит:
- инвертор,
- инструкция,
- комплект
кабельных соединителей,
- наплечный ремень ( кроме
моделей 250А, 300А)
POWER MAN - компактный, легкий,
экономичный инверторный сварочный аппарат
для ручной дуговой сварки штучными электродами (ММА), может быть использован для сварки неплавящимся
электродом в среде защитного газа при контактном возбуждении дуги (TIG). Аппараты серии POWER MAN предназначены для
промышленного использования и в бытовых
целях. Небольшие габариты и вес аппарата позволяют сварщику свободно
перемещаться по всей площади производимых
работ, что делает работу с ним простой и удобной. Аппараты могут
эксплуатироваться при температуре окружающего воздуха в диапазоне от минус 20°С до плюс 40°С и
относительной влажности до 80% при 25°С и более низких температурах без
конденсации влаги. Конденсация может образовываться в следующих
случаях:
- если
аппарат внесен в теплое помещение из холода (не используйте
аппарат в
течение 2 часов);
- если
окружающая температура резко снизилась;
- если
аппарат был перенесен из более прохладного помещения в более
теплое и влажное.
Схема
подключения изображена на рисунке 22.
Рис.22
– схема подключения.
Библиографический
список
1. Рама Р.С. Основы
силовой электроники/ Рама Р.С. : перев. с англ. Масалова В.В. – Москва:
Техносфера, 2006. – 288.:ил. – (Мир электроники);
2. Готтлиб И.М. Источники
питания. Инверторы, конверторы, линейные и импульсные стабилизаторы/ И.М.
Готтлиб; перев. с англ.: А.Л. Ларина, С.А. Лужанского, - Москва.: Постмаркет,
2000, - 552с.: ил. – (Б-ка современной электроники);
3. Малешин В.И.
Транзисторная преобразовательная техника/ В.И. Мелешин, - Москва.: Техносфера,
2005, - 632с.: ил. – (Мир электроники);
4. Миронов С. Инверторные
источники питания для дуговой сварки// Сварочное производство. 2003. № 4. Стр.
41-43.;
5. Гецкин О.Б., Кудров
И.В., Яров В.М. Особенности работы сварочных инверторов от автономных
источников питания// Сварочное производство. 2004. № 4. Стр. 53-55.;
6. Гецкин О.Б., Кудров
И.В., Яров В.М. Инверторный аппарат ДС 250.33 для сварки покрытыми
электродами// Сварочное производство. 2004. № 2. Стр. 19-21.;
7. Иоффе Ю.Е., Можайский
В.А. Универсальный сварочный инверторный источник общего назначения Invertec V300-1// Сварочное
производство. 1998. № 1. Стр. 44-46.;
8. Паспортные данные
некоторых инверторных сварочных аппаратов имеющихся в продаже магазина
«ИнтерСварка».