Конструкторско-технологическая подготовка модернизации механизма натяжения стальной полосы агрегата продольной резки
Содержание
Введение
. Анализ состояния вопроса, цели, разработки и задачи
ВКР
1.1 Стальной, тонколистовой прокат, характеристика, свойства
и область применения
.2 Классификация листов холоднокатаных
2. Прокат тонколистовой х/к общего назначения гост
16523-89
2.1 Классификация листов холоднокатаных общего назначения
3. Прокат тонколистовой х/к для холодной штамповки гост
9045-93
3.1 Классификация листов холоднокатаных для штамповки
.2 Применяемое оборудование
.3 Выявившиеся недостатки оборудования
.4 Целью ВКР является
4. Проектирование и расчет привода механизма натяжения
стальной полосы агрегата продольной резки
4.1 Описание конструкции
.2 Разработка и описание кинематической схемы привода
.3 Энергокинематический расчёт привода
.4 Подбор стандартных узлов привода
.5 Расчёт и проектирование нестандартных зубчатых передач
.6 Ориентировочный расчёт и конструирование приводного вала
исполнительной машины
.7 Предварительный выбор подшипников качения
5. Выбор стандартных корпусов
5.1 Проверка долговечности предварительно выбранных
подшипников
.2 Уточнённый расчёт приводного вала
.3 Выбор муфт
6. Проектирование и расчет рамы привода механизма
натяжения стальной полосы агрегата продольной резки
6.1 Описание конструкции
.2 Расчет балок на прочность
.3 Расчет сварной рамы на прочность
7. Проектирование и расчет гидропривода перемещения
верхнего прижимного ролика механизма натяжения стальной полосы агрегата
продольной резки
7.1 Расчет и выбор исполнительного гидродвигателя
.2 Выбор гидравлической схемы и ее обоснование
.3 Расчет и выбор насосной установки
.4 Расчет и выбор гидроаппаратуры и трубопроводов
.5 Разработка блока управления
.6 Определение потерь давления в аппаратах и трубопроводах
.7 Проверка насосной установки
8. Разработка технологического процесса изготовления
полумуфты привода механизма натяжения стальной полосы агрегата продольной резки
8.1 Разработка технологического процесса изготовления
"шестерни" с применением станков с ЧПУ
.2 Описание конструкции и назначения детали
.3 Технологический контроль чертежа детали
.4 Анализ технологичности конструкции детали
.5 Выбор способа изготовления заготовки
.6 Расчет межоперационных припусков и допусков
.7 Выбор плана обработки
.8 Выбор типа и формы производства
.9 Выбор оборудования
.10 Выбор приспособлений
.11 Выбор режущих инструментов
.12 Выбор средств измерения и контроля
.13 Выбор режимов резания
.14 Уточненное нормирование времени операции
.15 Разработка управляющей программы для ЧПУ
9. Безопасность и экологичность проекта
9.1 Анализ условий труда производства холодного проката
.2 Меры по обеспечению безопасности и условий труда
.3 Меры по обеспечению устойчивой работы цеха в условиях ЧС
.4 Меры по охране окружающей среды
Заключение
Список использованных источников
Приложение
Введение
Черная металлургия - основа могущества любого государства. Без нее не
может обойтись ни одна отрасль народного хозяйства.
В России действуют около 700 предприятий черной металлургии, где
производится 46,9 миллиона тонн готового проката. Свыше 90 процентов из этого
количества приходится на 9 предприятий: ПАО "Северсталь",
Магнитогорский, Новолипецкий, Западно-Сибирский, Нижнее-Тагильский, Кузнецкий,
Челябинский, Орско-Халиловский, Оскольский металлургические комбинаты. Среди
этих производителей черного металла наибольший объем производства в 3-х
компаниях: ПАО "Северсталь", ОАО "НЛМК", ОАО
"ММК"; они дают 56 процентов всего российского экспорта
металлопродукции.
С 1994 года лидирующие позиции в России по объемам реализации продукции
принадлежат "Северсталь".
ПАО "Северсталь" входит в число 20 крупнейших сталелитейных
компаний мира.
Такого успеха ПАО "Северсталь" добилась благодаря объединению в
рамках холдинга всех этапов производственного цикла. И теперь под контролем
находятся добыча сырья, получение, переработка металла, сбыт продукции.
Благодаря продуманной, рассчитанной на перспективу финансовой и технологической
политике ПАО "Северсталь" достигло того, что его продукцией
пользуется весь мир.
Постоянная модернизация оборудования, внедрение новейших технологий,
высокий научный потенциал сотрудников дают возможность непрерывно расширять
ассортимент продукции, что позволяет удовлетворять запросы самых взыскательных
потребителей.
Надежная и бесперебойная работа основных цехов и производств
обеспечивается мощным энергетическим хозяйством, хорошо оснащенной ремонтной
базой, специализированными лабораториями, транспортными службами. Почти
половина необходимой электрической и тепловой энергии обеспечивается за счет
вторичных ресурсов.
ПАО "Северсталь" имеет свой промышленный порт, железнодорожную
сеть, авиакомпанию, самолеты которой совершают регулярные рейсы в
Санкт-Петербург, Москву и Хельсинки.
Программу по сбыту готовых изделий реализует торговая сеть ПАО
"Северсталь", включая ЗАО "Северсталь-Инвест", основной
задачей которого является выход на конечного потребителя.
В составе холдинга ПАО "Северсталь" развивается также
направления, связанные с жизненно важными сферами существования человека. Одной
из таких является страхование, которым занимается одна из лучших на
Северо-Западе страховая компания "Шексна"
Череповецкий металл пользуется устойчивым спросом на внутреннем рынке,
экспортируется в десятки зарубежных государств.
ПАО "Северсталь" - это современный завод с полным металлургическим
циклом объединяющий три основных производства: доменное, сталеплавильное и
прокатное, и занимающийся выпуском годовой продукции.
В настоящее время Северсталь занимает одно из ведущих мест в мире по
производству металла. Реализация готовой продукции очень богата. Так, например
80% стали в России произведено на Северстали. Также наш комбинат - крупнейший
экспортер продукции в страны Европы, ближнего и дальнего зарубежья.
Одним из крупнейших производств ПАО "Северсталь" является
производство холоднокатаного листа.
марта 2008 года ПХЛ отметил 45 лет со дня пуска в эксплуатацию первой
очереди цеха. Сегодня это одно из крупных производств ПАО
"Северсталь".
В состав ПХЛ входят цехи прокатки и отжига, цех травления, отделки и
покрытий металла, цех динамных сталей.
Основным видом продукции является холоднокатаный прокат в листах и
рулонах, а также термообработанный и оцинкованный. Прокат производится для
холодной штамповки (автолист, прокат для эмалирования). Специфичным видом
продукции является электротехническая сталь с электроизоляционным покрытием для
сердечников электротехнических машин.
Основные виды продукции: автомобильный лист, оцинкованный лист,
горячекатаный травлёный лист и изотопная динамная сталь.
В 2002 году выпуск продукции ПХЛ составил 2,3 млн. тонн. А в 2007 году в
ПХЛ выпуск продукции увеличился до 2,5 млн. тонн. Освоено производство полос из
листов из IF - сталей для автомобильной промышленности с цинковым покрытием,
металла с алюмокремниевым покрытием, холоднокатаной полосы шириной до 1600 мм.
Такие результаты были достигнуты за счёт построенного на базе ПХЛ совместного
предприятия "Севергал".
За время прохождения практики на производстве ПХП в ЦОМ. Выбрал и
рассчитал проект реконструкции роликов предварительного натяжения.
1.
Анализ состояния вопроса, цели, разработки и задачи вкр
1.1 Стальной,
тонколистовой прокат, характеристика, свойства и область применения
Стальным тонколистовым прокатом можно считать прокат изготовленный из
различных марок сталей в виде листов или рулонов толщиной от 0,2 до 4 мм.
Стальной тонколистовой прокат играет большую роль в жизни человека, он
имеет широкое применение во многих отраслях промышленности.
В машиностроении прокат служит для изготовления корпусов, кузовов, и
других элементов и деталей машин. В строительном производстве тонколистовой
прокат применяют для кровли крыш, обшивки заборов и ограждений, в отделке
помещений и многих других направлениях. В гражданском производстве прокат имеет
тоже очень широкую область применения, он присутствует, и из него изготавливают
многие предметы быта от ложки до стиральной машины. Стальной тонколистовой
прокат имеет широкое применение и в военной промышленности, из него
изготавливают корпуса снарядов, боеприпасов, ракет, он присутствует в деталях
транспортных боевых машин и снаряжении.
Стальной тонколистовой прокат имеет способность подвергаться многим видам
механической, химической, физической обработке. Он имеет основные необходимые
для производства качества: доступность, широкая область применения.
В настоящее время с развитием новых технологий стальной прокат постепенно
заменяется другими видами материалов, пластмассами, пластиковыми материалами,
широким ассортиментом сплавов, различными видами стёкол и т.д.
Производство стального проката на многих крупных предприятиях относится к
массовому производству. С развитием нано-технологий, массовое производство
постепенно, очень малыми долями уходит от нас в прошлое.
Технология прокатного производства это комплекс взаимосвязанных
технологических переделов, определяющих качество прокатной продукции и
технико-экономические показатели работы прокатных цехов, металлургических
заводов.
В условиях постоянно возрастающих требований к качеству металлопродукции,
оснащения предприятий современным прокатным оборудованием, расширения марочного
и размерного сортамента проката, создания новых и усовершенствования
существующих технологических процессов, а также высоких темпов развития
прокатного производства, знание всех технологических факторов производства
проката позволит наиболее эффективно решать вопросы, связанные с работой
прокатных цехов, с дальнейшим внедрением новой техники и достижений науки в
производстве, тем самым обеспечивая более высокий уровень качества проката и
эффективность его производства. Развитие современного прокатного производства
базируется на использовании нового, более совершенного нагревательного,
прокатного и отделочного оборудования, характеризующегося поточностью ряда
технологических процессов и операций, более высокими скоростями и более
интенсивными режимами работы, все возрастающими массами исходного продукта,
повышением качества исходного слитка и непрерывно литой заготовки. На
технологию современного прокатного производства существенное влияние оказывают
все возрастающие требования и к отделке готового проката. Новые автоматические
линии и станочное оборудование заводов машиностроения переопределили особые
требования к качеству прокатной продукции по чистоте и степени отделки
поверхности, прямолинейности, обработке торцов сортового проката, точности профиля
и ряду других требований.
Существенные сдвиги в технологии производства проката происходят в связи
со значительным увеличением доли проката, характеризующегося высокими
прочностными свойствами при высокой пластичности и в ряде случаев
регламентированной микроструктуре и величине зерна. Это достигается путем
увеличения количества проката из легированных и низколегированных марок стали,
производство которого имеет специфическую технологию с особенностями нагрева,
прокатки охлаждения и отделки металла. Принимаемые на заводах черной
металлургии меры по повышению качества стали по чистоте от неметаллических
включений, по улучшению поверхности слитков, заготовок и проката, позволяет
намного уменьшить дефекты поверхности заготовок и готового проката и, следовательно,
сократить объем зачистки металла для ряда назначений. Отсутствие поверхностных
дефектов на прокате обусловлено не только необходимостью исключения ослабленных
мест и концентраторов напряжения на прокате, предназначенном для изготовления
ответственных деталей машин и конструкций, но и возможностью дальнейшего
передела проката в металлопотребляющих отраслях промышленности. Оснащение цехов
высокопроизводительным зачистным оборудованием обеспечит выполнение этой
задачи. Особенностью современного развития прокатного производства являются
также высокие темпы наращивания мощностей четвертого передела, в том числе для
получения холоднокатаного и калиброванного металла, проката, подвергнутого
термической обработкой, и проката с покрытиями, технология производства
которого имеет свои особенности, обеспечивающие параметры качества готового
проката, оговоренные соответствующими стандартами и техническими условиями.
Технология производства подката для четвертого передела, особенности
подготовки металла для холодной деформации, многооперационность этих
технологических процессов определяют технико-экономические показатели
производства этой продукции.
Изучение вопросов технологии производства проката с оценкой влияния
основных технологических процессов и операций по всем переделам прокатного
производства на качество готовой прокатной продукции, на возможности расширения
марочного и размерного сортамента проката и эффективность производства - важное
условие дальнейшего повышения технического уровня и развития прокатного производства.
При разработке мероприятий, связанных с развитием прокатного производства,
учитываются результаты комплекса научно-исследовательских и
проектно-конструкторских разработок, позволивших значительно усовершенствовать
технологию прокатного производства, оснастить цехи современным
высокопроизводительным оборудованием, постоянно расширять марочный и размерный
сортамент проката в условиях значительного улучшения параметров качества
проката по физико-химическим и эксплуатационным свойствам, структуре, величине
зерна, состоянию и отделке поверхности.
Проблема улучшения качества проката в значительной мере определяется
вопросами стандартизации. При разработке технологии производства проката
различного назначения исходят прежде всего из необходимости обеспечить выпуск
продукции, полностью соответствующей требованиям стандартов или технических
условий. При этом учитывается, что в зависимости от эксплуатационных
требований, предъявляемых к готовому прокату в условиях его службы в машинах,
конструкциях, приборах, средствах транспорта, связи и т.д., к качеству металла
могут быть предъявлены требования, соответствующие высоким категориям качества,
оговоренным стандартом, или ТУ. Создание новых видов машин, оборудования,
приборов, внедрение ряда прогрессивных технологических процессов в
металопотребляющих отраслях промышленности связано с широким использованием
холоднокатаного листового и ленточного проката, характеризующегося высокой
степенью отделки поверхности, точностью размеров и заданными физико-механическими
свойствами.
Значительные темпы создания мощностей по выпуску листовой стали с
покрытиями цинком, хромом, оловом, свинцом, алюминием, пластиками связаны с
использованием холоднокатаной стали. Холоднокатаная сталь для изготовления
трансформаторов и электромашин в виде листового и ленточного проката
характеризуется высокими магнитными свойствами и обеспечивает значительное
повышение экономичности и создание новых типов энергетического оборудования и
машин. Применение в качестве конструкционного и обшивочного материала
холоднокатаной нержавеющей стали является определяющим в технических
характеристиках различных видов ответственных машин и конструкций.
Холоднокатаный ленточный прокат с заданными физико-механическими
свойствами является основным видом продукции в производстве прецизионных
сплавов, широко применяемым в приборостроении и т.д.
1.2 Классификация
листов холоднокатаных
По видам продукции:
– листы х/к;
– рулоны.
По точности изготовления холоднокатаного листа по толщине:
– БТ -
нормальная;
– АТ -
повышенная;
– ВТ -
высокая.
По точности изготовления листа х/к по ширине:
– БШ -
нормальная;
– АШ -
повышенная;
– ВШ -
высокая.
По точности изготовления по длине (для проката не прокатанного полистно):
– БД -
нормальная;
– Д -
повышенная;
– ВД -
высокая.
По плоскостности листа холоднокатаного:
– ПН -
нормальная;
– ПУ -
улучшенная;
– ПВ -
высокая;
– ПО -
особо высокая.
По характеру кромки листа х/к:
– О -
обрезная;
– НО -
необрезная.
По формам поставки:
– ф.I - с
указанием толщины, ширины и длины листа х/к;
– ф.II
- c указанием толщины листа холоднокатаного;
– ф.III
- с указанием толщины и кратных размеров листа х/к по ширине и длине;
– ф.IV
- c указанием толщины и мерных размеров листа холоднокатаного.
2.
Прокат тонколистовой х/к общего назначения
ГОСТ 16523-89
Тонколистовой холоднокатаный прокат общего назначения изготовляется из
углеродистой стали качественной и обыкновенного качества по ГОСТ 16523-89
шириной от 500мм и толщиной до 3,9мм из стали марок 08кп, 08пс, 10кп, 10пс,
15кп, 15пс, Ст 20кп, Ст 20пс, Ст 25, Ст 30, Ст 35, Ст 40, Ст 45, Ст 50 с
химическим составом по ГОСТ 1050; Ст 1, Ст 2, Ст 3, Ст 3пс, Ст 3сп, Ст 4, Ст
5пс, Ст 5сп с химическим составом по ГОСТ 380.
В зависимости от временного сопротивления лист х/к изготовляют:
– из углеродистой стали обыкновенного качества групп прочноcти ОК 300В,
ОК 360В, ОК 370В, ОК 400В;
– из углеродистой качественной стали групп прочности К 260В, К
270В, К 310В, К 330В, К 350В, К 390В, К 490В.
2.1 Классификация
листов холоднокатаных общего назначения:
По нормируемым характеристикам: лист стальной холоднокатаный 1, 2, 3, 4,
5, 6 категории.
По качеству отделки поверхности:
– лист х к
особо высокой отделки - I;
– лист
х/к высокой отделки - II;
– лист
х к повышенной отделки - III (IIIа, IIIб).
По способности листа холоднокатаного к вытяжке (прокат толщиной до 2мм
групп прочности К 260В, К 270В, К 310В, К 330В, К 350В):
– Г - лист
х/к глубокой способности;
– Н -
лист х к нормальной способности.
3.
Прокат тонколистовой
х/к для холодной штамповки ГОСТ 9045-93
Лист холоднокатаный для холодной штамповки производится согласно ГОСТ
9045-93 из низкоуглеродистой качественной стали толщиной до 3,9 мм. Прокат
изготовляется в термически обработанном состоянии, вид которого устанавливается
изготовителем.
3.1 Классификация
листов холоднокатаных для штамповки
По нормируемым характеристикам: лист стальной холоднокатаный 1, 2, 3, 4,
5.
По качеству отделки поверхности:
– лист
холоднокатаный особо высокой отделки - I;
– лист
х к высокой отделки - II;
– лист
х/к повышенной отделки - III (IIIa, IIIб).
По способности к вытяжке (листы холоднокатаные толщиной до 2мм):
– весьма
особо сложной - ВОСВ, ВОСВ-Т;
– особо
сложной - ОСВ;
– сложной
- СВ;
– весьма
глубокой - ВГ.
3.2 Применяемое
оборудование
В настоящее время для изготовления стального проката, в конечной стадии
производства, ОАО "Северсталь" используют цех отделки металла ЦОМ.В
состав ЦОМ входят: 10 агрегатов резки металла из них АПР
1,4,5,9,10,11-продольной резки, 2,3-поперечной резки, 2- дрессировочных стана
Уралмаш 1700.
Агрегаты продольной резки производят холоднокатаный лист в рулоны, а
поперечной резки - в пачки. Агрегат №9,10 предназначен для продольного роспуска
холоднокатаной отожжённой и не отожжённой, оцинкованной и горячекатаной полосы
в рулонах из углеродистой стали на полосы мерной ширины, сортировки полос по
толщине и поверхностным дефектам, промасливания полос, обрезки боковых кромок,
смотки полос в рулоны.
Помимо агрегатов резки и другого вспомогательного оборудования почти все
остальное место занято под склады хранения рулонов и пачек листов. Агрегаты
резки состоят из следующих механизмов:
·
приемный стеллаж;
·
загрузочная
тележка с выдвижным настилом и подъемным столом;
·
разматыватель с
прижимным роликом и боковым сталкивателем;
·
качающаяся
задающая проводка с выдвижным козырьком;
·
задающее
устройство;
·
радиоизотопный
толщиномер;
·
гильотинные
ножницы № 1;
·
механизм уборки
некондиции, состоящий из роликов уборки обрези, качающегося стола и кассеты для
уборки обрези;
·
проводковый стол,
с маркировочным принтером, с холостыми гуммированными роликами и зеркалами для
осмотра поверхности;
·
тянущие ролики;
·
петлевое
устройство № 1 с двумя качающимися столами, состоящими из кассет с холостыми
роликами и петлевой ямой;
·
направляющий стол
с вертикальными центрирующими роликами;
·
дисковые ножницы
с отбойниками кромки;
·
кромкомоталка с
прессующим роликом и механизмом подъема бунта;
·
раскатные ролики;
·
задающая тележка
с прижимным козырьком и подающими роликами;
·
петлевое
устройство № 2 с двумя качающимися проводками, делительным роликом, проводковым
подъемным столом и петлевой ямой;
·
пресс-прижим с
воздушной камерой;
·
гильотинные
ножницы № 2;
·
поворотная стрела
с электроталью;
·
стол для отбора
карт металла;
·
устройство
предварительного натяжения;
·
откидная направляющая
проводка задающей тележки;
·
моталка с
прижимным роликом и поддерживающей опорой;
·
промасливающая в
электростатическом поле машина;
·
съемная тележка
моталки с подъемным столом и выдвижными настилами
3.3 Выявившиеся
недостатки оборудования
В процессе длительной эксплуатации этого оборудования, выявились
следующие недостатки: на АПР-9,10 имеется установка с роликами предварительного
натяжения, в процессе её эксплуатации острой проблемой стал участок крепежа
верхнего ролика. В области подушек, на которые устанавливается рама, и границах
рёбер жёсткости, у подушек со станиной, возникают трещины и разрывы из за
которых появляются недопускаемые колебания рамы при работе агрегата.
Верхний и нижний ролик, состоят из пустотелой бочки с полиуретановым покрытием,
смонтированных на индивидуальных рамах. На индивидуальной раме каждого ролика
имеется редуктор. В редукторе возникает проблема перегрузки подшипников и
проблема выкрашивания зубьев ведомой и промежуточной шестерни.
Ещё одной важной проблемой является избыточное (слишком большое), не
имеющее достаточной точности и регулировки не уместное для оборудования
агрегата натяжение полосы металла создающееся пресс-прижимом.
3.4 Целью
ВКР является
Модернизация установки роликов предварительного натяжения, агрегата
продольной резки стальной полосы.
Исходя из поставленной цели, необходимо решить следующие задачи:
– расчет и проектирование механического привода верхнего и нижнего
ролика;
– расчет и проектирование гидравлического привода подъёма и
отпускания нижнего ролика;
– разработка станины натяжного устройства, расчёт узла верхнего
ролика;
– проектирование технологического процесса изготовления деталей.
4. Проектирование
и расчет привода механизма натяжения стальной полосы агрегата продольной резки
.1 Описание
конструкции
Устройство натяжное представляет из себя сварную раму, в которой шарнирно
монтируется верхний ролик, нижний ролик. Шарнирно смонтированные ролики с
помощью гидроцилиндров перемещаются в позицию, позволяющую проходящей через
натяжное устройство задающей тележке перемещаться до барабана моталки.
Верхний и нижний ролик состоят из пустотелой бочки с полиуретановым
покрытием, смонтированных на индивидуальных рамах.
После окончания операции по заправке полосы в зев барабана моталки,
верхний и нижний ролик перемещаются в рабочее положение. Ролики работают в
генераторном режиме, увеличивая натяжение полосы, создаваемое в агрегате
пресс-прижимом или роликами предварительного натяжения (рисунок 4.1).

Рисунок 4.1 - Установка роликов предварительного натяжения: 1- сварная
рама; 2- верхняя рама в сборе с роликом;3 - нижняя рама в сборе с роликом; 4 -
гидроцилиндр верхней рамы; 5 - гидроцилиндр нижней рамы; 6 - редуктор; 7 -
тормоз электродвигатель; 9 - тахогенератор.
4.2 Разработка и описание кинематической схемы привода
Конструкция привода верхнего ролика предварительного натяжения
представляет собой тахогенератор соединённый с электродвигателем при помощи
муфты поставляемой с тахогенератором, который вращает редуктор привода ролика.
Тихоходный вал стандартного редуктора соединён с редуктором рамы при помощи
промежуточного вала с зубчатыми муфтами, через который передаётся вращательный
момент на редуктор рамы, в которую шарнирно устанавливается ролик. На ролик с
приводной стороны установлена шестерня, через которую передаётся ролику тот же
вращающий момент, что и на тихоходном вале редуктора. Приводная и промежуточная
шестерни установлены на подшипники, которые одеты на оси, запрессованные в саму
раму ролика (рисунок 4.2).

Рисунок 4.2 - Кинематическая схема привода: 1 - тахогенератор; 2 -
электродвигатель; 3 - тормоз; 4 - редуктор; 5 - промежуточный вал с муфтами; 6
- рама-редуктор в сборе; 7 - ролик.
4.3
Энергокинематический расчёт привода
Выбор электродвигателя. Основными рабочими характеристиками
электродвигателя являются его номинальная мощность и номинальная частота
вращения. Стандартный электродвигатель выбирают в зависимости от требуемой
мощности рабочей машины и частоты вращения её быстроходного вала.
Требуемая мощность электродвигателя:
 (1)
(1)
где
Рдв - требуемая мощность электродвигателя, кВт;
Ррм - мощность быстроходного вала рабочей машины, кВт.
 кВт.
кВт.
Общий
КПД:
 (2)
(2)
где
 - общий КПД привода;
- общий КПД привода;
 - КПД
закрытой передачи.;
- КПД
закрытой передачи.;
 - КПД
муфты.
- КПД
муфты.

Стандартный
электродвигатель выбираем с номинальной мощностью, которая соответствует
условию:
Рном
≥ Рдв,
где
Рном - номинальная мощность электродвигателя, кВт;
Рдв
- требуемая мощность
электродвигателя, кВт.
64
> 62.
Из
справочника выбрем электродвигатель постоянного тока Д 808У 2, 220В,
37кВт,575об/мин, с полумуфтой для присоединения тахогенератора на втором конце
вала. Электродвигатель используется в режиме 380В, 64кВт, 1000об/мин.
Тахогенератор
ТП 212-0,2-0,5-ΙМ 1082-УХЛ,200В, 1000об/мин.
Исполнение
на лапах. Поставляется комплектно с полумуфтой для присоединения к
электродвигателю.
Катушка
параллельного возбуждения ТКП-400-У 2, 25%ПВ к тормозу ТКП-400. Тормоз
используется в режиме 100%ПВ.
Выключатель
конечный, бесконтактный КВП- 16.
Определение передаточного числа привода и передаточных чисел ступеней.
Для определения передаточного числа привода необходимо найти частоту вращения
его выходного вала N1, об/мин:
 (3)
(3)
где
N1- частота
вращения выходного вала привода, об/мин;
 - угловая
скорость т/х вала рабочей машины, с
- угловая
скорость т/х вала рабочей машины, с .
.
N1=
Передаточное
число привода определяется отношением номинальной частоты вращения стандартного
электродвигателя к частоте выходного вала привода и рассчитывается по формуле:

 (4)
(4)
где i - передаточное число привода;
Nном - номинальная частота вращения выходного вала электродвигателя, об/мин;
N1 - частота
вращения выходного вала привода, об/мин.

Определение кинематических и силовых параметров привода. Кинематические и
силовые параметры привода рассчитываются для быстроходного и тихоходного валов
редуктора и для выходного вала электродвигателя. Положение быстроходного и
тихоходного валов редуктора определяется по кинематической схеме привода:
– мощность электродвигателя: Рном=64кВТ.
– мощность б/х вала редуктора:
Р1=Рном ,кВт; (5)
,кВт; (5)
Р1=64×0,96=57, кВт.
– мощность т/х вала редуктора:
Р2=Р1 , кВт; (6)
, кВт; (6)
Р2=57×0,93=54, кВт.
– частота вращения электродвигателя: Nном= 1000об/мин.
– частота вращения б/х вала редуктора: N1=Nном.
– частота вращения т/х вала редуктора: N2=500, об/мин.
– угловая скорость электродвигателя:
 (7)
(7)

– угловая
скорость б/х вала редуктора:  .
.
– угловая
скорость т/х вала редуктора:
 (8)
(8)

– вращающий момент электродвигателя:
 (9)
(9)

– вращающий момент б/х вала редуктора:
 (10)
(10)

– вращающий момент т/х вала редуктора:
 (11)
(11)
Т2=542×2×0,96=1125Нм.
Примечание:
в дальнейших расчётах будем рассчитывать редуктор рамы ролика, у которого
скорость на входе и на выходе одинаковы и равны скоростям тихоходного вала
редуктора.
4.4 Подбор
стандартных узлов привода
Выбор редуктора. Выбираем редуктор типа 1ЦУ-160 [4] с передаточным
числом 2, межосевым расстоянием 160 мм и допускаемым крутящим моментом на тихоходном
валу при ПВ = 100% и реверсивной нагрузке 1250 Н×м.
Выбранное передаточное число редуктора не должно отличатся от заданного
больше чем на 15% [2]:
 (12)
(12)
где
uр.т. - требуемое передаточное число редуктора;
uр -передаточное число выбранного редуктора.

Фактическое
число оборотов барабанов:
 (13)
(13)
где
nд -
число оборотов двигателя, об/мин;
iред - передаточное число редуктора.

Данный редуктор удовлетворяет требуемым условиям.
Подбор тормоза. Тормоз выбираем исходя из расчетного тормозного момента:
 (14)
(14)
где
Kт =
2 - коэффициента запаса торможения
для тяжелой работы [2];
Q - нагрузка
полосы металла на ролик Q=3000, кг;
rб - радиус барабана, м;
ηмех - КПД
всех механизмов от вала двигателя до барабана включительно.

Выбираем
тормоз типа ТКГ-400 ГОСТ 12.2.007.0-75 с максимальным тормозным моментом
550 Н·м.
.5 Расчёт
и проектирование нестандартных зубчатых передач
Определение сил в зацеплении В зацеплении закрытых передач действуют окружная,
радиальная и осевая сила. За точку приложения силы принимают полное зацепление
передачи.
Примечание - в цилиндрической прямозубой передаче действует только
окружная и радиальная силы..
Выбор материала закрытых передач. Определение допускаемых напряжений.
Выбор материала, твёрдости и основных механических характеристик зубчатых
передач.
Для
изготовления зубчатых колёс, вала-шестерни рекомендуется выбирать стали
конструкционные качественные или стали конструкционные легированные с
твёрдостью Ш НВ. При этом обеспечивается нарезание зубьев после
термообработки, высокая точность изготовления и хорошая прирабатываемость
зубьев.
НВ. При этом обеспечивается нарезание зубьев после
термообработки, высокая точность изготовления и хорошая прирабатываемость
зубьев.
Для
равномерного изнашивания зубьев и лучшей их прирабатываемости твёрдость
зубчатых шестерёнок назначается с разностью 20…30 НВ.
– Выбираем материал для приводной шестерни:
Сталь 45;
термообработка - улучшение;
твёрдость, 269…302 НВ 1;
предел
прочности стали, 
предел
прочности стали, 
предел
прочности стали, 
– допускаемое напряжение при числе циклов перемены напряжений Nно; Nfo, Н/мм²:
 ,
Н/мм; (15)
,
Н/мм; (15)
 Н/мм²;
Н/мм²;
 , Н/мм²; (16)
, Н/мм²; (16)
 Н/мм².
Н/мм².
– Выбираем материал для промежуточной шестерни:
Сталь 45;
термообработка - улучшение;
твёрдость, 235…262 НВ 2;
предел
прочности стали, 
предел
прочности стали, 
предел
прочности стали, 
– допускаемое напряжение при числе циклов перемены напряжений: Nно; Nfo, Н/ Н/мм².
 Н/мм²; (17)
Н/мм²; (17)
 Н/мм.
Н/мм.
 , Н/мм²; (18)
, Н/мм²; (18)
 Н/мм².
Н/мм².
– Выбираем материал для шестерни ролика:
Сталь 40;
термообработка - улучшение;
твёрдость, 192…228 НВ 3;
предел
прочности стали, 
предел
прочности стали, 
предел
прочности стали, 
– допускаемое напряжение при числе циклов перемены напряжений Nно; Nfo, Н/мм²:
 , Н/мм²; (19)
, Н/мм²; (19)
 Н/мм².
Н/мм².
 , Н/мм²; (20)
, Н/мм²; (20)
 , Н/мм².
, Н/мм².
Определение допускаемые контактные напряжения для зубьев шестерёнок,
определяем число циклов перемены напряжений за весь срок службы редуктора N1 млн. циклов:
 ,млн.циклов; (21)
,млн.циклов; (21)
где
 - угловая скорость шестерни
- угловая скорость шестерни
Lh - срок службы редуктора, ч (техническое задание).
 .циклов.
.циклов.
– Определяем число циклов перемены напряжений соответствующее пределу
выносливости NНО 1, в соответствии с твёрдостью
шестерни:
Средняя твёрдость поверхности 250НВ соответствует 16,5млн.циклов.
– определяем коэффициент долговечности KHL1 для зубьев шестерен:
 (22)
(22)

– определяем
допускаемое контактное напряжение [ ]н 1 для
зубьев приводной шестерни,
]н 1 для
зубьев приводной шестерни,  :
:
 (23)
(23)

– определяем
допускаемое контактное напряжение []н
2 для зубьев промежуточной
шестерни, :
 (24)
(24)

– определяем
допускаемое контактное напряжение []н
3 для зубьев шестерни ролика,  :
:
 (25)
(25)
 .
.
Должно
выполняться условие:
 ;
;
<449<530;
условие выполняется.
Определить допускаемые напряжения изгиба для зубьев шестерни, определяем
коэффициент долговечности КFL1
для зубьев шестерни при напряжениях изгиба:
 (26)
(26)

 (27)
(27)

– определяем
допускаемые напряжения изгиба  для
зубьев промежуточной шестерни,
для
зубьев промежуточной шестерни, 
 (28)
(28)
 .
.
– определяем
допускаемые напряжения изгиба  для
зубьев шестерни ролика, :
для
зубьев шестерни ролика, :
 (29)
(29)

Должно
выполняться условие:

<148<179
условие выполняется.
Расчёт закрытой не стандартной зубчатой передачи. Определить межосевое
расстояние
 (30)
(30)
где
 - вращающий момент на тихоходном валу редуктора;
- вращающий момент на тихоходном валу редуктора;
 -
вспомогательный коэффициент (49,5);
-
вспомогательный коэффициент (49,5);
 -
коэффициент ширины венца шестерни (0,28…0,36);
-
коэффициент ширины венца шестерни (0,28…0,36);
 -
коэффициент неравномерности нагрузки по длине зуба, для прирабатывающихся колёс
равен 1.
-
коэффициент неравномерности нагрузки по длине зуба, для прирабатывающихся колёс
равен 1.

Полученное
значение межосевого расстояния округлить до ближайшего большего числа [26].
Определить модуль зацепления
 (31)
(31)
где
 - вспомогательный коэффициент [6.8];
- вспомогательный коэффициент [6.8];
 -
делительный диаметр колеса, мм;
-
делительный диаметр колеса, мм;
 - ширина
венца шестерни;
- ширина
венца шестерни;
 мм.
мм.
полученное
значение модуля округлить до ближайшего большего m=5мм.
– Определяем делительный диаметр:
 (32)
(32)

– Определяем ширину венца шестерни:
 (33)
(33)

Определить суммарное число зубьев шестерни:
 (34)
(34)
 шт.
шт.
Определить фактических основные геометрические параметры шестеренок:
– Диаметр делительный, мм:
d=m×z1,мм; (35)
d=5×52=260мм.
– Диаметр вершин зубьев, мм:
 (36)
(36)
– Диаметр впадин зубьев, мм:
 (37)
(37)
– Ширина зубчатого венца, мм:
 (38)
(38)
Определить окружную силу Ft на шестерне
 (39)
(39)

Определить окружную скорость колеса v, м/с и степень точности передачи
– Окружная скорость колеса определяется по формуле:
 (40)
(40)

– Степень точности передачи определяется в зависимости от окружной
скорости по таблице. Степень точности [8].
Определить фактического контактного напряжения зубьев шестерни
Фактическое контактное напряжение зубьев колеса сравнивается с допустимым
напряжением:
 (41)
(41)
где
К - вспомогательный коэффициент, [36];
 -
коэффициент учитывающий распределение нагрузки между зубьями, [1];
-
коэффициент учитывающий распределение нагрузки между зубьями, [1];
 ;
;
 -
коэффициент динамической нагрузки, зависящий от окружной скорости шестерни и
степени точности передачи, он выбирается по таблице. [24].
-
коэффициент динамической нагрузки, зависящий от окружной скорости шестерни и
степени точности передачи, он выбирается по таблице. [24].

условие
выполняется.
Проверка напряжений изгиба зубьев шестерни
 (42)
(42)
где
 - коэффициент наклона зуба,[1];
- коэффициент наклона зуба,[1];
 - коэффициент
формы зуба шестерни, определяется по таблице в зависимости от числа зубьев.
[36];
- коэффициент
формы зуба шестерни, определяется по таблице в зависимости от числа зубьев.
[36];
 - [1];
- [1];
;
 -
коэффициент динамической нагрузки, зависящий от окружной скорости шестерни и
степени точности передачи, он выбирается по таблице. [1.58]
-
коэффициент динамической нагрузки, зависящий от окружной скорости шестерни и
степени точности передачи, он выбирается по таблице. [1.58]

условие
выполняется.
.6
Ориентировочный расчёт и конструирование приводного вала исполнительной машины
Выбор материала оси - ролика. Материал принимаем тот же, что и у шестерни
ст 45. Проектный расчёт оси ролика:
– Определяю основные геометрические параметры оси ролика;
– Диаметр под шестерню D1,
мм:
 (43)
(43)
где Т2- вращающий момент т/х вала редуктора - Т 2=1125Н*М;
 - допускаемое напряжение изгиба.
- допускаемое напряжение изгиба.

Полученное
значение округляем до ближайшего большего, [25].
– Длина ступени L,
мм:
 (44)
(44)

– Определяем диаметр и длину ступени под подшипники, мм:
D2=D1+3…5(26); (45)
D2=95+5=100мм;
L=45мм.
– Определяем диаметр и длину ступени под уплотнение, мм:
D3=D2+3..10мм;
(46)
D3=100+10=110мм;
L3=2.3×L1; (47)
L3=213мм.
– Определяем диаметр и длину ступени под крышку ролика, мм:
D=115мм, L=100мм.
.7
Предварительный выбор подшипников качения
Согласно воспринимаемым нагрузкам выбираем подшипник №3515 ГОСТ 28428-90
Характеристика подшипника:
·
посадочный
диаметр подшипника на вал, d, мм 100;
·
посадочный
диаметр подшипника в корпус, D, мм 180;
·
высота подшипника
Н, мм 34;
·
динамическая
грузоподъемность, кН 69,5;
·
статическая
грузоподъемность, кН 41,5.
Подшипники установлены в стандартные корпуса и закрыты стандартными
торцовыми крышками с манжетными уплотнениями.
5. Выбор
стандартных корпусов
В качестве корпусов для опор принимаем стандартные корпуса типа ШМ для
установки подшипников качения. Корпуса неразъемные широкие со сквозным
отверстием для подшипников качения. Назначаем корпус типа ШМ - 190 ГОСТ
13218.1-80.
Конструкция опор. Подшипник установлен в расточку корпуса ШМ - 190 ГОСТ
13218.1-80. Со стороны вала ротора подшипник закрывается торцовой проходной
крышкой. В крышку установлена армированная манжета 1-105 х 130-1 ГОСТ 8752-79.
С другой стороны подшипник в корпусе закрывает торцовая глухая крышка с
пресс-масленкой.
.1
Проверка долговечности предварительно выбранных подшипников
Определяем эквивалентную динамическую нагрузку подшипников:
 (48)
(48)
где
V - коэффициент вращения, [1];
Rr
-суммарная реакция подшипника, Н;
Кб -коэффициент безопасности, [1.4…1.1];
Кт - температурный коэффициент, [1].
Re=1.3×3000=3900H=3.9кН.
Учитывая
нагрузки возникающие на оси и в подшипнике по справочнику выбираем подшипник
№3515.
5.2
Уточнённый расчёт приводного вала
Расчёт действующих сил в зубчатом зацеплении
– Окружная
сила  , Н:
, Н:
 ; (51)
; (51)
где
 Н×м;
Н×м;
d2 =325 мм -
диаметр колеса;
 Н.
Н.
– Радиальная сила, Н:
 ,Н;
(52)
,Н;
(52)
 Н.
Н.
Уточнённый расчет приводного вала
– В вертикальной плоскости:
а) Определение реакций опор, Н:
 ;
;


 ;
;


Проверка:


б)
Эпюра изгибающих моментов относительно оси Х, Н×м:
Мх
1=0, Мх 2= ;
;
Мх
4= ;
;
Мх
3= ;
;
Мх
5= .
.
– В горизонтальной плоскости:
а) Определение реакций опор:
 (53)
(53)
б)
Строим эпюру изгибающих моментов:
МY1= ;
;
МY2=
МY5=
в)
Эпюра крутящих моментов (рисунок 5.1):
Mz= (54)
(54)
– Составляющие опорных реакций суммируются геометрически, т.е. опорные
реакции (рисунок 5.1) определяются по формулам, Н:
 ; (55)
; (55)
 Н;
Н;
 ; (56)
; (56)
 Н.
Н.

Рисунок
5.1 - Эпюры крутящих моментов
Расчёт
на прочность:
 (57)
(57)
где
Мкр - максимальный крутящий момент;
Wp -
полярный момент инерции;
 (58)
(58)


Условие
выполняется.
.3 Выбор
муфт
стальной натяжение трубопровод гидродвигатель
Муфта, соединяющая двигатель с редуктором: соединение двигателя с
редуктором, принимая во внимание малые размеры барабана, производим напрямую
без промежуточного вала с использованием втулочно-пальцевой муфты. Муфту
вбираем исходя из соединяемых диаметров валов и максимального момента на валу
электродвигателя с коэффициентом запаса 1.5:
 (59)
(59)
где
k - коэффициент запаса, k = 1.5;
Ψmax - максимальная кратность пускового момента 2,2;
Мдв.н - номинальный момент на валу двигателя, Н·м;

Выбираем муфту МУВП 2000-65-2-90-2-У 3 ГОСТ 21424-93 с максимальным
передаваемым крутящим моментом 2000 Н×м [5].
Подбор муфт соединяющих редуктор и раму ролика:
Муфту зубчатую выбираю исходя из передаваемого крутящего момента и
частоты вращения тихоходного вала.
Выбрал муфту МЗ-3 ГОСТ Р 50895-96. Максимальный крутящий момент 3150Нм.,
частота вращения 4000мин-1.
6.
Проектирование и расчет рамы привода механизма натяжения стальной полосы
агрегата продольной резки
.1 Описание
конструкции
Рамы входят в состав различных машин и конструкций - станков, вагонов,
крановых тележек, фундаментов, кузнечно - прессовых и прокатных машин,
автомобилей, тракторов и металлические конструкции зданий. Рамы служат для
связи в одно целое отдельных частей механизма. Они должны обеспечивать
необходимую жесткость и прочность конструкции и удовлетворять требованиям
рациональной компоновки изделия. При расчетах на прочность рамы представляют в
виде системы соединенных балок.
Для увеличения жесткости рам в горизонтальной плоскости рекомендуется
ставить распорки. В целях снижения массы при сохранении жесткости целесообразно
применять для легких рам тонкостенные гнутые штампованные уголки, швеллеры и
другие профили. Для соединения указанных элементов применяют не только дуговую,
но и контактную сварку.
Рама привода механизма АПР должна выдерживать нагрузку 900кн, которая
прикладывается к центру радиусом 250мм. Высота балок должна быть такой, чтобы в
межбалочное пространство можно было установить два ролика для натяжения
стальной полосы с гидроцилиндром.
3.5 Расчет
балок на прочность
Требуется разработать конструкцию сварной балки пролетом l =1620мм со свободно опертыми концами.
Допускаемое напряжение в балках устанавливаем с учетом коэффициентов условий
работы m = 0,9 и перегрузки n = 1,2; для стали Ст 3кп [σ]Р = 160 МПа.
Балка нагружена сосредоточенными нагрузками Р1 = 225000Н и
Р2 = 225000Н Наибольший прогиб балки f от сосредоточенной силы не должен превышать 1/700
пролета l.
Чтобы удовлетворить требованиям жесткости, балка должна иметь высоту не
менее некоторой предельной. Эта минимальная высота определяется видом
нагружения и допускаемыми напряжениями. Рассмотрим какова должна быть
наименьшая высота балки, свободно лежащей на двух опорах, если она нагружена
сосредоточенными силами Р 1 и Р 2 (рисунок 6.1).

Рисунок 6.1 - Эпюры к расчету балки пролетом 1620 мм
Конструирование балки следует начинать с определения расчетных усилий М и
Q. Сначала необходимо построить линии
влияния моментов, чтобы знать их максимально возможные значения в разных
сечениях балки.
Максимальный момент от сосредоточенной силы:
М = F×l1 ; (61)
М = 225000×0,585 = 131625 Н*м.
Расчетный прогиб в середине пролета:
f = , (62)
, (62)
где
ЕJ - жесткость балки.
Для
рассматриваемой балки расчетный момент:
М
=  . (63)
. (63)
Подставляя
значение М в формулу (72), получим:
f = . (64)
. (64)
Изгибающий
момент:
М
= [σ]рW, (65)
где
[σ]р -
допускаемое напряжение, [σ]р
= 160 МПа;
W - момент
сопротивления.
Расчетное
сечение симметрично относительно горизонтальной оси:
W =  , (66)
, (66)
где
Н - высота балки.
Подставим
значение М из формулы (70) в формулу (72):
f = (67)
(67)
откуда,
f/l
= . (68)
. (68)
По
таблицам выбираем значение f/l = 1/700.
Из
формулы (80) находим, Н:
Н
= , (69)
, (69)
где
l - длина балки, l = 1620
мм;
Н
= = 189 мм.
= 189 мм.
Данная
высота является наименьшей при заданных значениях [σ]р и f/l
и может быть увеличена, если это диктуется соображениями компоновки конструкции
или экономии металла.
Балка должна удовлетворять прочности при условии наименьшей массы, т.е.
поперечное сечение должно быть минимальным:
Н
= 1,3 , (70)
, (70)
где
 - толщина вертикального листа.
- толщина вертикального листа.
При
проектировании балок толщина Sв в формулах неизвестна. Поэтому ее первоначально
задают. Для разных строительных конструкций Sв обычно
изменяется в узких пределах, Sв = 5…10 мм:
Sв = 7+0,005Н;
(71)
Sв =7+0,005×500 = 10мм;
Н
= 1,4 = 40 мм.
= 40 мм.
Далее
подбираем размеры поперечного сечения балки с учетом расчетного и изгибающего
момента М и высоты Н.
Рассмотрим
процесс подбора сечения двутаврового профиля. Для этого найдем требуемый момент
сопротивления:
Wтр =  ; (72)
; (72)
Wтр =  = 822,6см³.
= 822,6см³.
Требуемый
момент инерции сечения:
Jтр=  Wтр×H; (73)
Wтр×H; (73)
Jтр = 822,6×20 = 16453см 4.
Находим
требуемый момент инерции двух горизонтальных листов:
Jг = Jтр - Jв; (74)
где Jв - момент инерции подобранного
вертикального листа размером 400×10 мм;
Jв = 40³×1/12 = 5333см 4 ;
Jг = 16453 - 5333 = 11120 см 4.
В другой форме момент инерции выразится так:
Jг = 2[J0+Аr( )²]; (75)
)²]; (75)
где
J0 -
момент инерции горизонтального листа относительно собственной оси, который
всегда очень мал и может быть принят равным нулю;
Н
1 - Расстояние между центрами тяжести горизонтальных
листов, которое можно принять равным (0,96…0,98)Н.
Таким
образом требуемое сечение одного пояса балки:
Аr =  ; (76)
; (76)
Аr =  = 15см².
= 15см².
Принимаем
сечение горизонтального листа 125×12мм.
Определим
уточненное значение момента инерции подобранного поперечного сечения балки:
J =  +2(1³
+2(1³ +1,2×12,5×20²) = 19595см 4.
+1,2×12,5×20²) = 19595см 4.
Наибольшее
нормальное напряжение в крайнем волокне балки:
σmax =  ; (77)
; (77)
σmax =  =
135МПа.
=
135МПа.
Определим
касательное напряжение на уровне центра тяжести балки в опорном ее сечении:
τ =  (78)
(78)
где
Q - наибольшая поперечная сила балки, Q
= 225кн;
S -
статический момент полу площади сечения (симметричного) относительно центра
тяжести балки (рисунок 6.2);
S = 20×12,5 +
22,5²/2 = 503 см³;
Τ =  ×104 = 58 МПа.
×104 = 58 МПа.
Определим
эквивалентные напряжения в сечении, в котором наибольший изгибающий момент М
= 0,131625 МНм и поперечная сила Q = 225
кН.

Рисунок
6.2 - К расчету сварной балки
Эквивалентные напряжения вычисляются на уровне верхней кромки
вертикального листа в зоне резкого изменения ширины сечения. Вычислим в этом
волокне балки напряжение от момента М:
σ1 =
 ; (79)
; (79)
σ1 =
 = 134,3 МПа.
= 134,3 МПа.
В
этом же волокне напряжение от поперечной силы:
τ1 =
 ; (80)
; (80)
где
S1 -
статический момент площади горизонтального пояса относительно центра тяжести
сечения балки;
S1 = 20×12,5×1,2 = 300 см³;
Τ1 =
 ×103 = 3,44 Мпа.
×103 = 3,44 Мпа.
Эквивалентное
напряжение определяется по формуле:
σэкв
=  ; (81)
; (81)
σэкв
=  = 134,4 МПа;
= 134,4 МПа;
что
меньше наибольшего нормального напряжения в крайнем волокне.
Расчет поперечной балки длинной l = 1244 мм.
Требуется разработать конструкцию сварной балки пролетом l =1244мм с защемленными концами. Допускаемое
напряжение в балках устанавливаем с учетом коэффициентов условий работы m = 0,9 и перегрузки n = 1,2; для стали Ст 3кп [σ]р = 160 МПа.
Балка нагружена распределенной нагрузкой q = 900кН/м. Наибольший прогиб балки f от сосредоточенной силы не должен превышать 1/700 пролета l.
Чтобы удовлетворить требованиям жесткости, балка должна иметь (рисунок
6.3) высоту не менее некоторой предельной. Эта минимальная высота определяется
видом нагружения и допускаемыми напряжениями. Рассмотрим какова должна быть
наименьшая высота балки, свободно лежащей на двух опорах, если она нагружена
(рисунок 6.3) сосредоточенными силами Р1 и Р2.

Рисунок 6.3 - Эпюры к расчету сварной балки пролетом 1244мм
Конструирование балки следует начинать с определения расчетных усилий М и
Q. Сначала необходимо построить линии
влияния моментов, чтобы знать их максимально возможные значения в разных
сечениях балки.
Максимальный момент от сосредоточенной силы:
М = F۰l1; (82)
М = 225000۰0,622
= 139950 Í*ì.
Преобразовывая формулы (74 - 80) находим наименьшую высоту балки из
условия наибольшего прогиба:
Н
=, (83)
где
l - длина балки, l = 1100
мм;
Н
=  = 128 мм.
= 128 мм.
Данная
высота является наименьшей при заданных значениях [σ]р и f/l
и может быть увеличена, если это диктуется соображениями компоновки конструкции
или экономии металла.
Балка
должна удовлетворять прочности при условии наименьшей массы, т.е. поперечное
сечение должно быть минимальным:
Н
= 1,4; (84)
где
- толщина вертикального листа.
При
проектировании балок толщина Sв в формулах
неизвестна. Поэтому ее первоначально задают. Для разных строительных
конструкций Sв обычно изменяется в узких пределах, Sв
= 5…10 мм:
Sв = 7+0,005Н;
(85)
Sв =7+0,005*500 = 10мм;
Н
= 1,4 = 41 мм.
= 41 мм.
Далее
подбираем размеры поперечного сечения балки с учетом расчетного и изгибающего
момента М и высоты Н.
Рассмотрим
процесс подбора сечения двутаврового профиля. Для этого найдем требуемый момент
сопротивления:
Wтр = ; (86)
Wтр =  =
875см³.
=
875см³.
Требуемый
момент инерции сечения:
Jтр= Wтр۰H/2; (87)
Jтр = 875*20.5 = 17937,5 cм 4.
Находим
требуемый момент инерции двух горизонтальных листов:
Jг = Jтр - Jв; (88)
где
Jв -
момент инерции подобранного вертикального листа размером 410*10 мм;
Jв =
41³×1/12 = 5743см 4;
Jг = 17937,5 - 5743 = 12194,5 см 4.
В
другой форме момент инерции выразится так:
Jг = 2[J0+Аr()²], (89)
ãäå J0 - ìîìåíò
èíåðöèè ãîðèçîíòàëüíîãî
ëèñòà îòíîñèòåëüíî
ñîáñòâåííîé
îñè, êîòîðûé âñåãäà
î÷åíü ìàë è ìîæåò
áûòü ïðèíÿò ðàâíûì
íóëþ;
Í1 - Ðàññòîÿíèå
ìåæäó öåíòðàìè
òÿæåñòè ãîðèçîíòàëüíûõ
ëèñòîâ, êîòîðîå
ìîæíî ïðèíÿòü
ðàâíûì (0,96…0,98)Í.
Òàêèì îáðàçîì
òðåáóåìîå ñå÷åíèå
îäíîãî ïîÿñà
áàëêè:
Àr =  ; (90)
; (90)
Ïðèíèìàåì
ñå÷åíèå ãîðèçîíòàëüíîãî
ëèñòà 150∙10 ìì.
Îïðåäåëèì
óòî÷íåííîå çíà÷åíèå
ìîìåíòà èíåðöèè
ïîäîáðàííîãî
ïîïåðå÷íîãî ñå÷åíèÿ
áàëêè:
J =  +2(1³
+2(1³ +15∙1·21²) = 18351ñì 4.
+15∙1·21²) = 18351ñì 4.
Íàèáîëüøåå
íîðìàëüíîå íàïðÿæåíèå
â êðàéíåì âîëîêíå
áàëêè:
σmax = ; (91)
σmax =  =
156,3ÌÏà.
=
156,3ÌÏà.
Îïðåäåëèì
êàñàòåëüíîå
íàïðÿæåíèå íà
óðîâíå öåíòðà
òÿæåñòè áàëêè
â îïîðíîì åå ñå÷åíèè:
τ =  ; (92)
; (92)
ãäå
Q - íàèáîëüøàÿ
ïîïåðå÷íàÿ ñèëà
áàëêè, Q = 225êÍ;
S - ñòàòè÷åñêèé
ìîìåíò ïîëóïëîùàäè
ñå÷åíèÿ (ñèììåòðè÷íîãî)
îòíîñèòåëüíî
öåíòðà òÿæåñòè
áàëêè (ðèñóíîê
6.3);
S = 15۰21
+ 20,5²/2 = 525 ñì³;
Τ =  ۰104 = 65 ÌÏà.
۰104 = 65 ÌÏà.
Îïðåäåëèì
ýêâèâàëåíòíûå
íàïðÿæåíèÿ â ñå÷åíèè,
â êîòîðîì íàèáîëüøèé
èçãèáàþùèé
ìîìåíò Ì = 0,13995 ÌÍ*ì
è ïîïåðå÷íàÿ ñèëà
Q = 225 êÍ. Ýêâèâàëåíòíûå
íàïðÿæåíèÿ âû÷èñëÿþòñÿ
íà óðîâíå âåðõíåé
êðîìêè âåðòèêàëüíîãî
ëèñòà â çîíå ðåçêîãî
èçìåíåíèÿ øèðèíû
ñå÷åíèÿ. Âû÷èñëèì
â ýòîì âîëîêíå
áàëêè íàïðÿæåíèå
îò ìîìåíòà Ì:
σ1 =
; (93)
σ1 =
 = 152,5 ÌÏà
= 152,5 ÌÏà
Â
ýòîì æå âîëîêíå
íàïðÿæåíèå îò
ïîïåðå÷íîé ñèëû:
τ1 =
, (94)
ãäå
S1 - ñòàòè÷åñêèé
ìîìåíò ïëîùàäè
ãîðèçîíòàëüíîãî
ïîÿñà îòíîñèòåëüíî
öåíòðà òÿæåñòè
ñå÷åíèÿ áàëêè;
S1 = 15۰1۰20,5
= 307,5 ñì³;
τ1 =
 ۰103 =
3,7 ÌÏà.
۰103 =
3,7 ÌÏà.
Ýêâèâàëåíòíîå
íàïðÿæåíèå îïðåäåëÿåòñÿ
ïî ôîðìóëå:
σýêâ = ; (95)
σýêâ =  =
152,6 ÌÏà;
=
152,6 ÌÏà;
÷òî
ìåíüøå íàèáîëüøåãî
íîðìàëüíîãî íàïðÿæåíèÿ
â êðàéíåì âîëîêíå.
.2 Ðàñ÷åò
ñâàðíîé ðàìû
íà ïðî÷íîñòü
Òðåáóåòñÿ îïðåäåëèòü
ïðî÷íîñòü ðàìû
ïðè ñëåäóþùèõ
óñëîâèÿõ: ñðåäíèå
ïîïåðå÷íûå áàëêè
äâóòàâðîâîãî
ïðîôèëÿ ïðîëåòîì
L = 1244ìì íàãðóæåíû
ðàñïðåäåëåííîé
íàãðóçêîé q = 900 êÍ/ì (ñì. ðèñóíîê
6.4); ñîáñòâåííûì
âåñîì áàëîê ïðåíåáðåãàþò.
Ïðîäîëüíûå áàëêè
äâóòàâðîâîãî
ïðîôèëÿ ïðîëåòîì
L = 1620ìì íàãðóæåíû
ñîñðåäîòî÷åííûìè
ñèëàìè Ð 1 = Ð 2
= 225000Í; ñîáñòâåííûì
âåñîì áàëîê ïðåíåáðåãàþò.
Ïðîäîëüíûå áàëêè
èìåþò áîëüøóþ
æåñòêîñòü íà
êðó÷åíèå, ïîýòîìó
ïîïåðå÷íûå áàëêè
ìîæíî ñ÷èòàòü
çàùåìëåííûìè
â ïðîäîëüíûõ.
Ïî êîíñòðóêòîðñêèì
ñîîáðàæåíèÿì
ñ ó÷åòîì ðàññ÷èòàííûõ
ñå÷åíèé ïî ñïðàâî÷íèêó
âûáèðàåì (ðèñóíîê
6.4) äâóòàâð ¹50Á 2.
Õàðàêòåðèñòèêè
äâóòàâðà:
Í = 496ìì
 = 200ìì
S = 9,2ìì
t = 14 ìì
Sñå÷ = 102,8ñì²
J = 28870ñì 4
W = 1291,9ñì³
S = 732,9ñì³

Ðèñóíîê 6.4 - Ñõåìà
ñâàðíîé ðàìû
Íàèáîëüøèé
èçãèáàþùèé
ìîìåíò, äåéñòâóþùèé,
íà áàëêó îïðåäåëåí
è ñîñòàâëÿåò
139950Í۰ì.
Íàïðÿæåíèå â
ïîïåðå÷íîé áàëêå:
σ = ; (96)
; (96)
σ =  = 108,3 ÌÏà.
= 108,3 ÌÏà.
Êàñàòåëüíûå
íàïðÿæåíèÿ â ïîÿñíûõ
øâàõ ñ êàòåòîì
Ê = 10ìì ïîïåðå÷íîé
áàëêè ê îïîðå ïðè
êîýôôèöèåíòå
øâà β = 1,0:
τ =  ; (97)
; (97)
τ =  = 57,1ÌÏà.
= 57,1ÌÏà.
Ïðèêðåïëåíèå
ïîïåðå÷íûõ áàëîê
ê ïðîäîëüíûì ñïðîåêòèðîâàíî
ñëåäóþùèì îáðàçîì.
Êðîìêè ãîðèçîíòàëüíûõ
ëèñòîâ ïîïåðå÷íîé
áàëêè ñêîøåíû
è ïðèâàðåíû ñòûêîâûì
ñîåäèíåíèåì.
Âåðòèêàëüíàÿ
ñòåíêà îáâàðåíà
óãëîâûìè øâàìè
ñ êàòåòîì Ê = 10ìì.
Ïðè îïðåäåëåíèè
íàïðÿæåíèé ó÷èòûâàåì
â ñîåäèíåíèè
òîëüêî ñòûêîâûå
è âåðòèêàëüíûå
ñâàðíûå øâû.
Ìîìåíò,
âîñïðèíèìàåìûé
äâóìÿ ñòûêîâûìè
ãîðèçîíòàëüíûìè
øâàìè, îïðåäåëÿåòñÿ
ïî ôîðìóëå:
ÌÑÒ= σÀà (ÍÂ
+ SÃ); (98)
ãäå
ÀÃ - ïëîùàäü
ñå÷åíèÿ ãîðèçîíòàëüíîãî
ëèñòà;
ÌÑÒ=
108,3۰2800۰ (468+14) ۰10-3
= 146162Í۰ì.
Ìîìåíò,
âîñïðèíèìàåìûé
äâóìÿ âåðòèêàëüíûìè
óãëîâûìè øâàìè:
Ì = 2τβÊͲ ; (99)
ÌÂ
= 2۰57,1۰1۰10۰468² = 250125Í۰ì.
Ðàñ÷åòíûé
ìîìåíò âû÷èñëÿåòñÿ
ïî ôîðìóëå:
Ì
= ÌÑÒ + ÌÂ/6; (100)
Ì
= 146162 + (250125/6) = 187850Í۰ì.
Ïðèìåì
â çàïàñ ïðî÷íîñòè,
÷òî σ
ïî çíà÷åíèþ
ðàâíî τ. Ïðè ýòîì êàñàòåëüíîå
íàïðÿæåíèå ïðè
β
= 0,8:
τ =  ; (101)
; (101)
τ =  = 74,3ÌÏà > 57,1 ÌÏà.
= 74,3ÌÏà > 57,1 ÌÏà.
Òàê
êàê êàñàòåëüíûå
íàïðÿæåíèÿ â øâàõ
ìåíüøå äîïóñòèìûõ,
ñëåäîâàòåëüíî,
ñâàðíûå øâû âûäåðæàò
ìàêñèìàëüíóþ
íàãðóçêó.
7. Ïðîåêòèðîâàíèå
è ðàñ÷åò ãèäðîïðèâîäà
ïåðåìåùåíèÿ âåðõíåãî
ïðèæèìíîãî ðîëèêà
ìåõàíèçìà íàòÿæåíèÿ
ñòàëüíîé ïîëîñû
àãðåãàòà ïðîäîëüíîé
ðåçêè
.1 Ðàñ÷åò
è âûáîð èñïîëíèòåëüíîãî
ãèäðîäâèãàòåëÿ
Îïðåäåëåíèå
íàãðóçî÷íûõ
è ñêîðîñòíûõ
ïàðàìåòðîâ ÃÄ.
Ñîãëàñíî çàäàíèþ,
ïðèìåíèë ÃÄ ïîñòóïàòåëüíîãî
äâèæåíèÿ, ò.å. ãèäðîöèëèíäð
(ÃÖ).
Äëÿ ðàñ÷åòà ÃÄ
íåîáõîäèìî çíàòü
ìàêñèìàëüíîå
îñåâîå óñèëèå
è ìàêñèìàëüíóþ
ñêîðîñòü ïåðåìåùåíèÿ
øòîêà ãèäðîöèëèíäðà.
Ýòè ïàðàìåòðû
âîçüìåì ïî áàçîâîìó
àãðåãàòó ñîãëàñíî
çàäàíèÿ.
Ìàêñèìàëüíîå
îñåâîå óñèëèå
íà øòîêå ãèäðîöèëèíäðà:
Rmax = 3 ò = 29.4 êÍ
Ìàêñèìàëüíàÿ
ñîêðîñòü ïåðåìåçùåíèÿ
ðàáî÷åãî îðãàíà:
Vmax = 15 ñì/ñ = 0.15 ì/ñ
Ìàêñèìàëüíàÿ
äëèíà ïåðåìåùåíèÿ
ðàáî÷åãî îðãàíà:
S = 500 ìì
Îïðåäåëåíèå
ãåîìåòðè÷åñêèõ
ïàðàìåòðîâ è âûáîð
ÃÄ
Íàèáîëüøåå
ðàñïðîñòðàíåíèå
èìåþò ïîðøíåâûå
ÃÖ äâóõñòîðîííåãî
äåéñòâèÿ ñ îäíî-
è äâóõñòîðîííèì
øòîêîì, ïðè÷åì
äâóõñòîðîííèé
øòîê ñëåäóåò
ïðèìåíÿòü ëèøü
òîãäà, êîãäà ýòî
íå ïðèâîäèò ê
óâåëè÷åíèþ ãàáàðèòíûõ
ðàçìåðîâ áàçîâîãî
ñòàíêà èëè ðîáîòà.
Äëÿ ãèäðîïðèâîäà
èñïîëüçóåì êîíñòðóêöèþ
ãèäðîöèëèíäðà
ñ îäíîñòîðîííèì
øòîêîì äâóõñòîðîííåãî
äåéñòâèÿ.
Èñõîäÿ èç çàäàííîãî
îñåâîãî óñèëèÿ
çàäàåìñÿ, ñîãëàñíî
ñòàíäàðòíûõ
äàâëåíèé â ãèäðàâëèêå
ïî ÃÎÑÒ 12445-80 ðàáî÷èì
äàâëåíèåì ãèäðîñèñòåìû
ðàâíûì p = 6.3 ÌÏà.
Ðàñ÷åòíûé äèàìåòð
ïîðøíÿ D ãèäðîöèëèíäðà:
 , ì;
(102)
, ì;
(102)
ãäå Rmax - ìàêñèìàëüíîå
îñåâîå óñèëèå,
êÍ;
p1 - äàâëåíèÿ â
íàïîðíîé ïîëîñòè
ãèäðîöèëèíäðà,
ÌÏà;
p2 - äàâëåíèÿ â
ñëèâíîé ïîëîñòè
ãèäðîöèëèíäðà,
ÌÏà;
Ψ1 è Ψ2 - êîýôôèöèåíòû,
çàâèñÿùèå îò
êîíñòðóêöèè
ãèäðîöèëèíäðà.
Èñõîäÿ èç
êîíñòðóêöèè
ïðèìåíÿåìîãî
ãèäðîöèëèíäðà
ñîãëàñíî ðåêîìåíäàöèé
[1] êîýôôèöèåíòû
îòíîøåíèÿ äèàìåòðà
øòîêà ê äèàìåòðó
ïîðøíÿ Ψ1 = 0, Ψ2 = 0.71.
Ïðîòèâîäàâëåíèå
â ñëèâíîé ïîëîñòè
öèëèíäðà, ñîãëàñíî
ðåêîìåíäàöèé
[1], ïðèíèìàåì p2 = 0.7 ÌÏà.
Îòñþäà äèàìåòð
ïîðøíÿ ãèäðîöèëèíäðà:
 ì.
ì.
Â
ñîîòâåòñòâèè
ñ ÃÎÑÒ 12447-80 äèàìåòð
ïîðøíÿ D îêðóãëÿåì
äî áëèæàéøåãî
ñòàíäàðòíîãî
çíà÷åíèÿ â áîëüøóþ
ñòîðîíó è ïðèíèìàåì
ðàâíûì Dñò
= 90 ìì.
Ïî ïîëó÷åííûì
çíà÷åíèÿì âûáèðàåì
ñòàíäàðòíûé
ãèäðîöèëèíäð
èç ñïðàâî÷íèêà
[2] òèïà ÃÖÏ ñ ìàêñèìàëüíî
äîïóñòèìûì äàâëåíèåì
Pmax = 8 ÌÏà 1-90õ 63õ 630 ÒÓ
2-0221050.004 - 88. Îñíîâíûå
õàðàêòåðèñòèêè
ïðåäñòàâëåíû
â òàáëèöå 7.1.
.2 Âûáîð
ãèäðàâëè÷åñêîé
ñõåìû è åå îáîñíîâàíèå
Ãèäðàâëè÷åñêàÿ
ñõåìà ïðèæèìà
âåðõíåãî ðîëèêà
êëåòè ïðåäâàðèòåëüíîãî
íàòÿæåíèÿ ïðåäñòàâëåíà
íà ðèñóíêå 7.1.
Îñíîâíàÿ ïðîáëåìà
ïðè ðàáîòå ðîëèêîâ
ïðåäâàðèòåëüíîãî
íàòÿæåíèÿ - ýòî
çíà÷èòåëüíûå
ïåðåãðóçêè ìåõàíè÷åñêîé
÷àñòè è êîíñòðóêöèé
ïðèâîäà ïðè ñèëüíîì
íàòÿæåíèè ñòàëüíîé
ïîëîñû. Äëÿ ðåãóëèðîâàíèÿ
íàòÿæåíèÿ ðîëèêè
ñ ïîìîùüþ ãèäðîïðèâîäîâ
ïðèïîäíèìàþòñÿ
èëè ñíîâà ïðèæèìàþòñÿ,
ïðè ýòîì ïðîèñõîäèò
ïîñòîÿííîå ïåðåêëþ÷åíèå
ãèäðîðàñïðåäåëèòåëÿ
è íå èñêëþ÷àåò
îòðûâà ðîëèêà
îò ïîëîñû. Ýòî
ïðèâîäèò ê ðåçêèì
ðûâêàì íàãðóçêè
ïåðåäàþùåéñÿ
íà êîíñòðóêöèè
ðîëèêîâ è êàê
ê áûñòðîìó èçíîñó
ìåõàíè÷åñêîé
÷àñòè ðîëèêîâ
ïðåäâàðèòåëüíîãî
íàòÿæåíèÿ, òàê
è ê âîçìîæíîìó
áðàêó ñòàëüíîé
ëåíòû ïðè íå ñâîåâðåìåííîì
ïîäíÿòèè èëè
ïðèæèìå ðîëèêà.
 êóðñîâîì ïðîåêòå
ïðåäëàãàåòñÿ
ìîäåðíèçàöèÿ
ïðèâîäà, óñòðàíÿþùàÿ
äàííûå íåäîñòàòêè.
Òàáëèöà 7.1 - Õàðàêòåðèñòèêè
ãèäðîöèëèíäðà
1-90õ 63õ 630 ÒÓ 2-0221050.004 - 88
|
¹ ï/ï
|
Ïàðàìåòð
|
Çíà÷åíèå
|
|
1
|
Íîìèíàëüíîå
äàâëåíèå, ÌÏà
|
6.3
|
|
2
|
Äèàìåòð
ïîðøíÿ, ìì
|
90
|
|
3
|
Äèàìåòð
øòîêà, ìì
|
63
|
|
4
|
Õîä
ïîðøíÿ, ìì
|
630
|
|
5
|
Ìàêñèìàëüíîå
óñèëèå íà øòîêå
òîëêàþùåå, êÍ
|
36.05
|
|
6
|
Ìàêñèìàëüíîå
óñèëèå íà øòîêå
òÿíóùåå, êÍ
|
18.38
|
Äëÿ óëó÷øåíèÿ
ðàáîòû ìåõàíèçìà
ïðèæèìà ðîëèêà
â íîâóþ ãèäðàâëè÷åñêóþ
ñõåìó ââåäåí
ðåäóêöèîííûé
êëàïàí ÐÊ, îáåñïå÷èâàþùèé
ïîñòîÿííîå òðåáóåìîå
äàâëåíèÿ ïðèæèìà
ðîëèêà ê ïîëîñå,
÷òî ñïîñîáñòâóåò
ñíèæåíèþ íåðàâíîìåðíîñòè
íàòÿæåíèÿ ñòàëüíîé
ïîëîñû ïðè äëèòåëüíîé
ðàáîòå.
Äîïîëíèòåëüíûé
ïðåäîõðàíèòåëüíûé
êëàïàí ÏÊ 2 ïðåäîòâðàùàåò
ðåçêèå óâåëè÷åíèÿ
íàãðóçêè íà ïðèâîä,
ïóòåì óìåíüøåíèÿ
äàâëåíèÿ â ïîðøíåâîé
ïîëîñòè ïðè ñðàáàòûâàíèè
äàò÷èêà ïåðåíàòÿæåíèÿ
èëè óâëå÷åíèè
ñâåðõ íîðìû äàâëåíèÿ
â ãèäðîöèëèíäðå.
Ïðè óìåíüøåíèè
äàâëåíèÿ â ãèäðîöèëèíäðå
óìåíüøàåòñÿ
äàâëåíèå íà ïîëîñó
è ñîîòâåòñòâåííî
ñöåïëåíèå ðîëèêà
ñ ïîëîñîé. Ýòî
ñïîñîáñòâóåò
óìåíüøåíèþ óñèëèÿ
íàòÿæåíèÿ. Ïðè
äîñòèæåíèè òðåáóåìîãî
äàâëåíèÿ èëè
óñèëèÿ íàòÿæåíèÿ
êëàïàí çàêðûâàåòñÿ.
Ðåäóêöèîííûé
êëàïàí íå äàåò
óïàñòü äàâëåíèþ
ïðèæèìà ïîäïèòàâ
ïîðøíåâóþ ïîëîñòü
òðåáóåìûì îáúåìîì
ðàáî÷åé æèäêîñòè
äëÿ ïðèæèìà ðîëèêà.
Ïðè òàêîé ñõåìå
ïîäúåì ðîëèêà
ñ îòðûâîì îò ñòàëüíîé
ïîëîñû ïðîèñõîäèò
ëèøü â ýêñòðåííûõ
ñëó÷àÿõ.

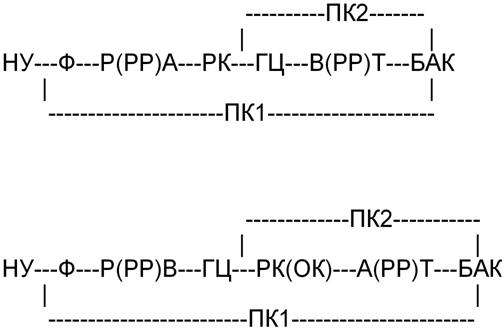
Ðèñóíîê 7.1 - Ãèäðàâëè÷åñêàÿ
ñõåìà ïðèâîäà:
ÃÖ - ãèäðîöèëèíäð;
ÐÐ - ðåâåðñèâíûé
ãèäðîðàñïðåäåëèòåëü;
ÝÌ1 è ÝÌ2 - ýëåêòðîìàãíèòû
ðåâåðñèâíîãî
ãèäðîðàñðåäåëèòåëÿ;
ÍÓ - íàñîñíàÿ
óñòàíîâêà; Ô
- ôèëüòð; ÏÊ1 - ïðåäîõðàíèòåëüíûé
êëàïàí; ÐÊ - ðåäóêöèîííûé
êëàïàí; ÊÏ2 - ïðåäîõðàíèòåëüíûé
êëàïàí.
Ïðèæèì ðîëèêà
(ðàáî÷èé õîä).
Ïðè ïðèæèìå ðîëèêà
ðàáî÷àÿ æèäêîñòü
(ðèñóíîê 7.2) íàãíåòàåìàÿ
íàñîñíîé óñòàíîâêîé
ÍÓ ïðîõîäèò î÷èñòêó
â ôèëüòðå Ô è ïîñòóïàåò
ê ãèäðîðàñïðåäåëèòåëþ
ÐÐ, âêëþ÷åííîìó
â ïðÿìîì íàïðàâëåíèè.
Äàëåå ÷åðåç ðåäóêöèîííûé
êëàïàí ÐÊ ðàáî÷àÿ
æèäêîñòü ïîïàäàåò
â ãèäðîöèëèíäð
ÃÖ. Èç øòîêîâîé
ïîëîñòè ãèäðîöèëèíäðà
ÃÖ æèäêîñòü ÷åðåç
ãèäðîðàñïðåäåëèòåëü
ÐÐ ïîïàäàåò îáðàòíî
â áàê. Ïðåäîõðàíèòåëüíûé
êëàïàí ÏÊ 1 ïðåäîõðàíÿåò
íàñîñíóþ óñòàíîâêó
îò ïåðåãðóçîê.

Ðèñóíîê 7.2 - Ñõåìà
äâèæåíèÿ ðàáî÷åé
æèäêîñòè
Îòâîä ðîëèêà
(îáðàòíûé õîä).
Ïðè îòâîäå ðîëèêà
ðàáî÷àÿ æèäêîñòü
íàãíåòàåìàÿ
íàñîñíîé óñòàíîâêîé
ÍÓ ïðîõîäèò î÷èñòêó
â ôèëüòðå Ô è ïîñòóïàåò
ê ãèäðîðàñïðåäåëèòåëþ
ÐÐ, âêëþ÷åííîìó
â îáðàòíîì íàïðàâëåíèè,
è äàëåå ïîñòóïàåò
â øòîêîâóþ îáëàñòü
ãèäðîöèëèíäðà
ÃÖ. Èç ïîðøíåâîé
ïîëîñòè ãèäðîöèëèíäðà
ÃÖ æèäêîñòü ÷åðåç
îáðàòíûé êëàïàí
âñòðîåííûé (ðèñóíîê
7.3) â ðåäóêöèîííûé
êëàïàí ÐÊ è ãèäðîðàñïðåäåëèòåëü
ÐÐ ïîïàäàåò îáðàòíî
â áàê.
Ðèñóíîê 7.3 - Ñõåìà
äâèæåíèÿ ðàáî÷åé
æèäêîñòè
7.3 Ðàñ÷åò
è âûáîð íàñîñíîé
óñòàíîâêè
Âûáîð íàñîñíîé
óñòàíîâêè ïðîèçâîäèì
èñõîäÿ èç ðàñõîäà
æèäêîñòè â ãèäðîöèëèíäð
ïðè ìàêñèìàëüíîé
ñêîðîñòè ðàáîòû.
Ðàñõîä â ïîðøíåâóþ
îáëàñòü. Òðåáóåìûé
ðàñõîä æèäêîñòè
ïðè õîäå ãèäðîöèëèíäðà
âïåðåä â ïîðøíåâóþ
ïîëîñòü [1]:
 , ì³/ñ, (103)
, ì³/ñ, (103)
ãäå υ - ñêîðîñòü
ïåðåìåùåíèÿ ïîðøíÿ,
ì/ñ;
F1ñò - ïëîùàäü â ïîðøíåâîé
ïîëîñòè âûáðàííîãî
ãèäðîöèëèíäðà,
ì².
Ïëîùàäü â ïîðøíåâîé
îáëàñòè öèëèíäðà
[1]:
 , ì² ; (104)
, ì² ; (104)
 ì² .
ì² .
Ñêîðîñòü
ïåðåìåùåíèÿ ïîðøíÿ
υ
= 0.15 ì/ñ:
 ì³/ñ (57.3 ë/ìèí).
ì³/ñ (57.3 ë/ìèí).
Ðàñõîä æèäêîñòè
â øòîêîâóþ îáëàñòü.
Òðåáóåìûé
ðàñõîä æèäêîñòè
ïðè õîäå ãèäðîöèëèíäðà
íàçàä â øòîêîâóþ
ïîëîñòü [1]:
 , ì³/ñ;(105)
, ì³/ñ;(105)
ãäå
υ - ñêîðîñòü
ïåðåìåùåíèÿ ïîðøíÿ,
ì/ñ;
F2ñò - ïëîùàäü â
øòîêîâîé ïîëîñòè
âûáðàííîãî ãèäðîöèëèíäðà,
ì².
Ïëîùàäü â øòîêîâîé
ïîëîñòè öèëèíäðà
[1]:
 , ì²; (106)
, ì²; (106)
ãäå døñò - äèàìåòð
øòîêà âûáðàííîãî
ãèäðîöèëèíäðà,
ì.
 ì² .
ì² .
Ñêîðîñòü
ïåðåìåùåíèÿ ïîðøíÿ
υ
= 0.15 ì/ñ:
 ì³/ñ (29.2 ë/ìèí).
ì³/ñ (29.2 ë/ìèí).
Âûáîð íàñîñíîé
óñòàíîâêè. Òðåáóåìîå
äàâëåíèå íàñîñà
ñ ïðåäâàðèòåëüíûì
ó÷åòîì ïîòåðü
äàâëåíèÿ â ñèñòåìå
íàéäåì ïî ôîðìóëå
[1]:
 , ÌÏà; (107)
, ÌÏà; (107)
 = 9.45
ÌÏà.
= 9.45
ÌÏà.
Òðåáóåìàÿ
ïîäà÷à íàñîñà
 ì³/ñ (57.3 ë/ìèí).
ì³/ñ (57.3 ë/ìèí).
Èñõîäÿ
èç ïîëó÷åííûõ
ðàñ÷åòíûõ äàííûõ,
âûáèðàåì ðåãóëèðóåìûé
ïëàñòèí÷àòûé
íàñîñ ÍÏëÐ 50/16 ÒÓ
0221050.004-88 [2]:
Õàðàêòåðèñòèêè
íàñîñà ïðåäñòàâëåíû
â òàáëèöå 7.2.
Òàáëèöà 7.2 - Õàðàêòåðèñòèêè
íàñîñà ÍÏëÐ 50/16
|
Ïàðàìåòð
|
Çíà÷åíèå
|
|
Ðàáî÷èé
îáúåì, ñì³
|
50
|
|
Íîìèíàëüíîå
äàâëåíèå, ÌÏà
|
16
|
|
Ìàêñèìàëüíîå
äàâëåíèå, ÌÏà
|
17.5
|
|
Íîìèíàëüíàÿ
ïîäà÷à, ë/ìèí
(ì³/ñ)
|
63.5 (0.00106)
|
|
Îáúåìíûé
ÊÏÄ, %
|
90
|
Äëÿ íàñîñà âûáèðàåì
òèï íàñîñíîé
óñòàíîâêè:
Ñ 100.Â-ÐÃ 1.16.63,5.22,5-113 ÓÕË
4 ÒÓ 2-053-1781-86.
- èñïîëíåíèå
ïî âûñîòå; Ñ - òèï
íàñîñíîé óñòàíîâêè;
100 - âìåñòèìîñòü
áàêà; Â - ñ òåïëîîáìåííèêîì;
ÐÃ 1 - èñïîëíåíèå
íàñîñíîãî àãðåãàòà
ñ ðåãóëèðóåìûì
íàñîñîì òèïà
ÍÏëÐ; 16 - íîìèíàëüíîå
äàâëåíèå íàñîñà
â ÌÏà; 63,5 - íîìèíàëüíàÿ
ïîäà÷à íàñîñà
ë/ìèí; 22,5 - ìîùíîñòü
ýëåêòðîäâèãàòåëÿ
êÂò; 1 - òèï ïðåäîõðàíèòåëüíîãî
àïïàðàòà ÏÃ 54-3;
1 - äèàìåòð óñëîâíîãî
ïðîõîäà 10 ìì; 3 - íîìèíàëüíîå
äàâëåíèå íàñòðîéêè
10ÌÏà; ÓÕË 4 - êëèìàòè÷åñêîå
èñïîëíåíèå.
.4 Ðàñ÷åò
è âûáîð ãèäðîàïïàðàòóðû
è òðóáîïðîâîäîâ
Ðàñ÷åò äèàìåòðà
òðóáîïðîâîäà
è ñêîðîñòè äâèæåíèÿ
æèäêîñòè. Äëÿ íàõîæäåíèÿ
äèàìåòðîâ òðóáîïðîâîäîâ
çàäàäèìñÿ ñêîðîñòüþ
äâèæåíèÿ æèäêîñòè
ñîãëàñíî ðåêîìåíäóåìûì
[2] â çàâèñèìîñòè
îò äàâëåíèÿ:
– äëÿ íàïîðíîé
ëèíèè ïðè íîìèíàëüíîì
äàâëåíèè íàñîñíîé
óñòàíîâêè P = 16 ÌÏà
uðåê = 4 ì/ñ;
– äëÿ íàïîðíî-ñëèâíîé
è ñëèâíîé ëèíèè
uðåê = 2 ì/ñ.
 êà÷åñòâå
òðóáîïðîâîäîâ
ïðèìåíÿåì ñòàëüíûå
òðóáû ÃÎÑÒ 8734-75.
Âíóòðåííèé
äèàìåòð ó÷àñòêà
òðóáû [1]:
 , ì;
(108)
, ì;
(108)
ãäå Q - ìàêñèìàëüíûé
ðàñõîä ðàáî÷åé
æèäêîñòè ÷åðåç
òðóáó, ì³/ñ;
uðåê - ðåêîìåíäóåìàÿ
ñêîðîñòü òå÷åíèÿ
ðàáî÷åé æèäêîñòè,
ì/ñ.
Ðàñ÷åòíóþ
òîëùèíó ñòåíêè
ó÷àñòêà òðóáû
[1]:
 , ìì; (109)
, ìì; (109)
ãäå P - ìàêñèìàëüíîå
äàâëåíèå ðàáî÷åé
æèäêîñòè â òðóáå,
ÌÏà;
[σ]âð - äîïóñêàåìîå
íàïðÿæåíèå íà
ðàñòÿæåíèå, äëÿ
ñòàëè [σ]âð=340 ÌÏà;
ká - êîýôôèöèåíò
çàïàñà, ká = 2…8.
Èñõîäÿ äàâëåíèÿ
â ãèäðîñèñòåìå,
èñïîëüçóåì ñîåäèíåíèÿ
ïî ÎÑÒ 2 Ã 91-26-78 [2] ñ øàðîâûì
íèïïåëåì. Ñòàëüíîé
òðóáîïðîâîä ïðèâàðèâàåòñÿ
ê íèïïåëþ, íà êîòîðûé
ïðåäâàðèòåëüíî
íàäåâàåòñÿ íàêèäíàÿ
ãàéêà. Òðóáû ïîäáèðàåì
èç ÷èñëà ðåêîìåíäîâàííûõ
äëÿ äàííîãî òèïà
ñîåäèíåíèé:
) Íàïîðíûå ëèíèè 1-2, 2-13:
 17.5ÌÏà,
17.5ÌÏà, 63.5 ë/ìèí (1.06 × 10-3 ì³/ñ).
63.5 ë/ìèí (1.06 × 10-3 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
 = 4 ì/ñ:
= 4 ì/ñ:
 ì
(18 ìì).
ì
(18 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 25õ 3, ó êîòîðîé
âíóòðåííèé äèàìåòð
 ìì. Ïðîâåðÿåì
óñëîâèå
ìì. Ïðîâåðÿåì
óñëîâèå  :
:
 ìì;
ìì;
ìì
> 2.44 ìì óñëîâèå âûïîëíÿåòñÿ.
2) Íàïîðíÿ
ëèíèÿ 2-3, 4-5:
17.5ÌÏà, 57.3 ë/ìèí (9.54 × 10-4 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
= 4 ì/ñ:
 ì
(17 ìì).
ì
(17 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 25õ 3, ó êîòîðîé
âíóòðåííèé äèàìåòð
ìì. Ïðîâåðÿåì
óñëîâèå  :
:
ìì;
2 ìì > 2.44 ìì óñëîâèå
âûïîëíÿåòñÿ.
3) Íàïîðî-ñëèâíûå
ëèíèè 6-7, 16-17:
17.5 ÌÏà, 57.3 ë/ìèí (9.54 × 10-4 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
= 2 ì/ñ:
 ì
(24.6 ìì).
ì
(24.6 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 32õ 3.5, ó êîòîðîé
âíóòðåííèé
äèàìåòð
 ìì. Ïðîâåðÿåì óñëîâèå
:
ìì. Ïðîâåðÿåì óñëîâèå
:
 ìì;
ìì;
.5
ìì > 3.2 ìì óñëîâèå âûïîëíÿåòñÿ.
4) Íàïîðî-ñëèâíàÿ
ëèíèÿ 8-9:
17.5 ÌÏà, 29.2 ë/ìèí (4.86 × 10-4 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
= 2 ì/ñ:
 ì
(17.6 ìì).
ì
(17.6 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 25õ 3, ó êîòîðîé
âíóòðåííèé äèàìåòð
ìì. Ïðîâåðÿåì
óñëîâèå :
ìì.
3
ìì > 2.44 ìì óñëîâèå âûïîëíÿåòñÿ.
5) Ñëèâíûå
ëèíèè 10-11, 11-12, 18-11:
0.7 ÌÏà, 57.3 ë/ìèí (9.54 × 10-4 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
= 2 ì/ñ:
ì
(24.6 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 32õ 3.5, ó êîòîðîé
âíóòðåííèé
äèàìåòð
 ìì. Ïðîâåðÿåì óñëîâèå
:
ìì. Ïðîâåðÿåì óñëîâèå
:
 ìì;
ìì;
3
ìì > 0.13 ìì óñëîâèå âûïîëíÿåòñÿ.
6) Ñëèâíûå
ëèíèè 14-15:
0.7 ÌÏà, 63.5 ë/ìèí (1.06 × 10-3 ì³/ñ).
Ïî
ðåêîìåíäàöèÿì
= 2 ì/ñ:
 ì
(2.59 ìì).
ì
(2.59 ìì).
Ïî
ÃÎÑÒ 8734-75 ïðèíèìàåì
òðóáó 34õ 3, ó êîòîðîé
âíóòðåííèé äèàìåòð
 ìì. Ïðîâåðÿåì
óñëîâèå :
ìì. Ïðîâåðÿåì
óñëîâèå :
 ìì;
ìì;
ìì
> 0.14 ìì óñëîâèå
âûïîëíÿåòñÿ.
Ïîäáîð ãèäðîàïïàðàòóðû.
Âûáîð ãèäðîàïïàðàòîâ
ïðîèçâîäèòñÿ
èç ñïðàâî÷íîé
ëèòåðàòóðû ïî
âåëè÷èíå ðàñõîäà
è ðàáî÷åãî äàâëåíèÿ
â òîé ëèíèè, ãäå
óñòàíîâëåí àïïàðàò,
íîìèíàëüíûå
çíà÷åíèÿ ðàñõîäà
è äàâëåíèÿ äîëæíû
áûòü áëèæàéøèìè
áîëüøèìè, ëèáî
ðàâíûìè ê ðàñ÷åòíûì
çíà÷åíèÿì. Âûáèðàåìûå
àïïàðàòû äîëæíû
ñîîòâåòñòâîâàòü
çàäàííîìó ñïîñîáó
ìîíòàæà.
Ïðåäîõðàíèòåëüíûé
êëàïàí (ÏÊ 1) ÌÊÏÂ
10/3.Ñ.2. ÓÕË 4
ÒÓ 053-1737-85:
– íîìèíàëüíûé
ðàñõîä  ë/ìèí;
ë/ìèí;
– Ì
- ìåæäóíàðîäíûå
ïðèñîåäèíèòåëüíûå
ðàçìåðû;
– ÊÏÂ
- ïðåäîõðàíèòåëüíûé
êëàïàí;
– 10
- óñëîâíûé ïðîõîä;
– 3
- ìàêñèìàëüíîå
äàâëåíèå  ÌÏà;
ÌÏà;
– Ñ
- ñòûêîâîé ìîíòàæ;
– 2
- ñ äèñòàíöèîííûì
ãèäðîóïðàâëåíèåì
è ðàçãðóçêîé;
– Â
- ñ ðåãóëèðóþùèì
âèíòîì è ãàéêîé
ïîä êëþ÷;
– ÓÕË
4 - êëèìàòè÷åñêîå
èñïîëíåíèå;
Ôèëüòð íàïîðíûé
òèïà 2ÔÃÌ 32 ÒÓ
2-053-1778-86:
– íîìèíàëüíîå
äàâëåíèå ;
;
– íîìèíàëüíûé
ðàñõîä ïðè òîíêîñòè
ôèëüòðàöèè 25 ìêì
 ë/ìèí;
ë/ìèí;
– ïåðåïàä
äàâëåíèé  ÌÏà;
ÌÏà;
– âíóòðåííèå
óòå÷êè  ë/ìèí.
ë/ìèí.
Ãèäðîðàñïðåäåëèòåëü
1ÐÅ 10.44/Â 220 ÓÕË 4 ÃÎÑÒ
24679-81:
– íîìèíàëüíîå
äàâëåíèå;
– íîìèíàëüíûé
ðàñõîä  ;
;
– ìàêñèìàëüíûé
ðàñõîä  ;
;
– ïåðåïàä
äàâëåíèé  ;
;
– 1
- íîìåð êîíñòðóêöèè;
– Ð
- ðàñïðåäåëèòåëü;
– Å
- ýëåêòðè÷åñêîå
óïðàâëåíèå;
– 10
- óñëîâíûé ïðîõîä
â ìì;
– 44
- íîìåð ñõåìû ïî
èñïîëíåíèþ;
– ñ
ïðóæèííûì âîçâðàòîì;
– Â
220 - íàïðÿæåíèå óïðàâëåíèÿ
220Â, òîê ïåðåìåííûé;
– ÓÕË
4 - êëèìàòè÷åñêîå
èñïîëíåíèå.
Ïðåäîõðàíèòåëüíûé
êëàïàí (ÏÊ 2) ÌÊÏÂ
10/3.Ñ.2. ÓÕË 4
ÒÓ 053-1737-85:
– íîìèíàëüíûé
ðàñõîä  ;
;
– Ì
- ìåæäóíàðîäíûå
ïðèñîåäèíèòåëüíûå
ðàçìåðû;
– ÊÏÂ
- ïðåäîõðàíèòåëüíûé
êëàïàí;
– 10
- óñëîâíûé ïðîõîä;
– 3
- ìàêñèìàëüíîå
äàâëåíèå  ;
;
– Ñ
- ñòûêîâîé ìîíòàæ;
– 2
- ñ äèñòàíöèîííûì
ãèäðîóïðàâëåíèåì
è ðàçãðóçêîé;
– Â
- ñ ðåãóëèðóþùèì
âèíòîì è ãàéêîé
ïîä êëþ÷;
– ÓÕË
4 - êëèìàòè÷åñêîå
èñïîëíåíèå.
Ðåäóêöèîííûé
êëàïàí ÌÊÐÂ 16/3.Ô
2. ÓÕË 4
ÒÓ 2.053.4695940.001-89:
– íîìèíàëüíûé
ðàñõîä ;
– ïåðåïàä
äàâëåíèé  ;
;
– ÌÊÐÂ
- êëàïàí ðåäóêöèîííûé
âñòðàèâàåìûé
ñ ìåæäóíàðîäíûìè
ïðèñîåäèíèòåëüíûìè
ðàçìåðàìè;
– 16
- óñëîâíûé ïðîõîä;
– 3
- ìàêñèìàëüíîå
äàâëåíèå ;
– Ô
- èñïîëíåíèå ïî
ñïîñîáó ìîíòàæà
- âñòàâíîé;
– 2
- èñïîëíåíèå ïî
êîíñòðóêöèè;
– Â
- ñ ðåãóëèðóþùèì
âèíòîì è ãàéêîé
ïîä êëþ÷;
– ÓÕË
4 - êëèìàòè÷åñêîå
èñïîëíåíèå.
.5 Ðàçðàáîòêà
áëîêà óïðàâëåíèÿ
 ðàáîòå ìîíòàæ
àïïàðàòîâ ãèäðîáëîêà
óïðàâëåíèÿ ïðîèçâîäèòñÿ
íà ìîíòàæíîé
ïëèòå.
 áëîê óïðàâëåíèÿ
âõîäÿò ñëåäóþùèå
àïïàðàòû: ðåâåðñèâíûé
ðàñïðåäåëèòåëü
ÐÐ, ðåäóêöèîííûé
êëàïàí ÐÊ. Ñîãëàñíî
çàäàíèÿ ðåäóêöèîííûé
êëàïàí èñïîëüçóåì
âñòðàèâàåìîãî
ìîíòàæà.
Ðàáî÷àÿ æèäêîñòü,
ïîñòóïàþùàÿ
îò íàñîñà, ïðîéäÿ
ôèëüòð ïîñòóïàåò
÷åðåç îòâåðñòèå
"Ð" â ïëèòó áëîêà
óïðàâëåíèÿ. Äàëåå
æèäêîñòü ïðè ðàáî÷åì
õîäå ïîñòóïàåò
÷åðåç ðåäóêöèîííûé
êëàïàí ê îòâåðñòèþ
"À" ïëèòû è â ïîðøíåâóþ
ïîëîñòü ãèäðîöèëèíäðà.
Èç øòîêîâîé îáëàñòè
ðàáî÷àÿ æèäêîñòü
ïîñòóïàåò ê îòâåðñòèþ
"Â" è äàëåå ÷åðåç
ðàñïðåäåëèòåëü
ÐÐ ê îòâåðñòèþ
"Ò" íà ñëèâ.
Ïðè îáðàòíîì
õîäå (ïîäúåì ðîëèêà)
ðàáî÷àÿ æèäêîñòü
÷åðåç ðåâåðñèâíûé
ðàñïðåäåëèòåëü
ÐÐ ïîñòóïàåò ê
îòâåðñòèþ "Â"
áëîêà óïðàâëåíèÿ
è äàëåå ê øòîêîâîé
îáëàñòè ãèäðîöèëèíäðà.
Ðàáî÷àÿ æèäêîñòü
èç ïîðøíåâîé
îáëàñòè ãèäðîöèëèíäðà
ïîñòóïàåò ê îòâåðñòèþ
"À" ïëèòû è ÷åðåç
îáðàòíûé êëàïàí
âñòðîåííûé â
ðåäóêöèîííûé
êëàïàí ïîñòóïàåò
â ãèäðîðàñïðåäëèòåëü
è äàëåå ê îòâåðñòèþ
"Ò" íà ñëèâ.
Ñõåìà ãèäðîáëîêà
óïðàâëåíèÿ âûäåëåíà
øòðèõïóíêòèðíîé
ëèíèåé íà ñõåìå
ãèäðîïðèâîäà.
.6 Îïðåäåëåíèå
ïîòåðü äàâëåíèÿ
â àïïàðàòàõ è
òðóáîïðîâîäàõ
Îïðåäåëåíèå
ïîòåðü äàâëåíèÿ
â àïïàðàòàõ. Ïîòåðè
äàâëåíèÿ â àïïàðàòàõ
[1]:
 , Ìïà, (110)
, Ìïà, (110)
ãäå Δp0 - ïåðåïàä
äàâëåíèÿ îòêðûâàíèÿ
èëè íàñòðîéêè
àïïàðàòà, ÌÏà;
A è
B - êîýôôèöèåíòû
àïïðîêñèìàöèè
ýêñïåðèìåíòàëüíîé
çàâèñèìîñòè
ïîòåðü äàâëåíèÿ
îò ðàñõîäà ÷åðåç
ãèäðîàïïàðàò;
Qmax - ìàêñèìàëüíûé
ðàñõîä ðàáî÷åé
æèäêîñòè ÷åðåç
ãèäðîàïïàðàò,
ì3/ñ.
Êîýôôèöèåíòû
àïïðîêñèìàöèè
ýêñïåðèìåíòàëüíîé
çàâèñèìîñòè
ïîòåðü äàâëåíèÿ
[1]:
 . ÌÏà
· ñ/ì³
;
. ÌÏà
· ñ/ì³
;
 , ÌÏà
· ñ 2 / ì 6 .(111)
, ÌÏà
· ñ 2 / ì 6 .(111)
ãäå Δpíîì - ïîòåðè
äàâëåíèÿ ïðè íîìèíàëüíîì
ðàñõîäå, ÌÏà;
Qíîì - íîìèíàëüíûé
ðàñõîä ãèäðîàïïàðàòà,
ì³/ñ.
Íîìèíàëüíûé
ðàñõîä, ïåðåïàä
äàâëåíèÿ îòêðûâàíèÿ
èëè íàñòðîéêè
àïïàðàòà è ïîòåðè
äàâëåíèÿ ïðè íîìèíàëüíîì
ðàñõîäå óêàçûâàþòñÿ
â õàðàêòåðèñòèêàõ
íà ãèäðîàïïàðàò.
Ïðèâåäåì ðàñ÷åò
ïîòåðü äàâëåíèÿ
äëÿ ãèäðîðàñïðåäåëèòåëÿ
ÂÅ 10.44/Â 220-Í ÓÕË 4:
– Qíîì = 32 ë/ìèí
(0.00053 ì³/ñ);
– Δp0 = 0 ÌÏà;
– Δpíîì =0.21 ÌÏà.
Êîýôôèöèåíòû
àïïðîêñèìàöèè:
 ÌÏà
· ñ/ì³ ;
ÌÏà
· ñ/ì³ ;
 ÌÏà
· ñ 2 / ì 6.
ÌÏà
· ñ 2 / ì 6.
Îòñþäà
âû÷èñëèì ïîòåðè
äàâëåíèÿ ïðè ðàáî÷åì
ÐÕ è îáðàòíîì
ÎX õîäå öèëèíäðà.
Ðàáî÷èé
õîä:
â
ïîðøíåâóþ  ì³/ñ:
ì³/ñ:
 ÌÏà.
ÌÏà.
èç
øòîêîâîé  ì³/ñ:
ì³/ñ:
 ÌÏà.
ÌÏà.
Îáðàòíûé
õîä:
èç
ïîðøíåâîé ì³/ñ:
ÌÏà.
â
øòîêîâóþ ì³/ñ:
ÌÏà.
Ðàññ÷èòàííûå
çíà÷åíèÿ ïåðåïàäîâ
äàâëåíèé äëÿ îñòàëüíûõ
ãèäðîàïïàðàòîâ
ïðåäñòàâëåíû
â òàáëèöå 7.3.
Òàáëèöà 7.3 - Ðàñ÷åòíûå
çíà÷åíèÿ ïîëíûõ
ïåðåïàäîâ äàâëåíèÿ
â ãèäðîàïïàðàòàõ
|
Íàèìåíîâàíèå
ãèäðîàïïàðàòà
|
Δp0, ÌÏà
|
A, ÌÏà · ñ/ì³
|
B, ÌÏà
· ñ2 / ì6
|
Ýòàï
öèêëà
|
Qmax, ì³/ñ
|
ΔpÃÀ, ÌÏà
|
|
Ôèëüò
íàïîðíûé
|
0
|
30.1
|
22612.9
|
ÐÕ ÎÕ
|
0.00095 0.00049
|
0.049 0.020
|
|
Ãèäðîðàñïðåäåëèòåëü
|
0
|
198.1
|
373798.5
|
ÐÕ ÎÕ
|
0.00095 0.00049
|
0.526 0.187
|
|
Êëàïàí
ðåäóêöèîííûé
|
0
|
113064.6
|
ÐÕ ÎÕ
|
0.00095 0
|
0.246 0
|
Ïîëíûå ïåðåïàäû
äàâëåíèé â ëèíèÿõ
ïðè îáîèõ ýòàïàõ
ðàáîòû:
Ðàáî÷èé õîä
(ÐÕ):
– íàïîðíàÿ
ëèíèÿ ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ  ÌÏà.
ÌÏà.
Îáðàòíûé õîä
(ÎÕ):
– íàïîðíàÿ
ëèíèÿ  ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ  ÌÏà.
ÌÏà.
Ïîòåðè äàâëåíèÿ
â òðóáîïðîâîäàõ
ïî äëèíå. Äëÿ íàõîæäåíèÿ
ïîòåðü äàâëåíèÿ
ïî äëèíå òðóáîïðîâîäîâ
âû÷èñëèì ÷èñëà
Ðåéíîëüäñà
[1]:
 , (112)
, (112)
ãäå u - ôàêòè÷åñêàÿ
ñêîðîñòü òå÷åíèÿ
æèäêîñòè â òðóáîïðîâîäå,
ì/ñ;
 - êèíåìàòè÷åñêèé
êîýôôèöèåíò
âÿçêîñòè æèäêîñòè,
ì²/ñ.
- êèíåìàòè÷åñêèé
êîýôôèöèåíò
âÿçêîñòè æèäêîñòè,
ì²/ñ.
Ïîòåðè äàâëåíèÿ
íà âÿçêîå òðåíèå
îïðåäåëÿþòñÿ
ïî ôîðìóëå [1]:
 , ÌÏà;
(113)
, ÌÏà;
(113)
ãäå r - ïëîòíîñòü ðàáî÷åé
æèäêîñòè, êã/ì³;
Qmax - ìàêñèìàëüíûé
ðàñõîä æèäêîñòè
â ëèíèè, ì³/ñ;
li - êîýôôèöèåíò
ãèäðàâëè÷åñêîãî
òðåíèÿ íà i - òîì ó÷àñòêå;
Li - äëèíà i - ãî ó÷àñòêà
òðóáîïðîâîäà,
ì;
dñò - âíóòðåííèé
äèàìåòð i - ãî ó÷àñòêà
òðóáîïðîâîäà,
ì;
fcn - ïëîùàäü âíóòðåííåãî
ñå÷åíèÿ i - ãî ó÷àñòêà,
ì².
Äëÿ ãëàäêèõ
öèëèíäðè÷åñêèõ
òðóáîïðîâîäîâ
êîýôôèöèåíò
li [1]:
 . (114)
. (114)
Ïîëíûé ðàñ÷åò
ïîòåðü äàâëåíèÿ
ïðèâåäåì äëÿ ó÷àñòêà
òðóáîïðîâîäà
1-2 ïðè ìàêñèìàëüíûõ
çíà÷åíèÿõ ðàñõîäà
æèäêîñòè:
– òðóáà 34õ
3 ÃÎÑÒ 8734-75;
– äëèííà
òðóáîïðîâîäà
L = 0.15 ì;
– âíóòðåííèé
äèàìåòð òðóáîïðîâîäà
dñò = 0.019 ì;
– ìàêñèìàëüíûé
ðàñõîä æèäêîñòè
Qmax = 0.00106 ì³/ñ.
Ðàáî÷àÿ æèäêîñòü
È-50À ÃÎÑÒ 20799-75 [2]:
– ïëîòíîñòü
ðàáî÷åé æèäêîñòè
r = 910 êã/ì³;
– êèíåìàòè÷åñêèé
êîýôôèöèåíò
âÿçêîñòè = 50 · 10-6 ì²/ñ.
Ïëîùàäü âíóòðåííåãî
ñå÷åíèÿ òðóáîïðîâîäà
îïðåäåëèì ïî ôîðìóëå:
 , ì² ;(115)
, ì² ;(115)
 ì².
ì².
Ôàêòè÷åñêàÿ
ñêîðîñòü äâèæåíèÿ
ðàáî÷åé æèäêîñòè
â òðóáîïðîâîäå:
 , ì/ñ;
(116)
, ì/ñ;
(116)
 ì/ñ.
ì/ñ.
×èñëî
Ðåéíîëüäñà:
 - ïîòîê
ëàìèíàðíûé.
- ïîòîê
ëàìèíàðíûé.
 ;
;
 Ïà
≈ 0.0023 ÌÏà.
Ïà
≈ 0.0023 ÌÏà.
Ðàññ÷èòàííûå
çíà÷åíèÿ ïîòåðü
íà îñòàëüíûõ
ó÷àñòêàõ òðóáîïðîâîäîâ
ïðåäñòàâëåíû
â òàáëèöå
7.4.
Îáùèå
ïîòåðè, ïî äëèíå
òðóáîïðîâîäîâ
èñõîäÿ èç ïîëó÷åííûõ
ðàñ÷åòíûõ äàííûõ:
Ðàáî÷èé
õîä (ÐÕ):
– íàïîðíàÿ
ëèíèÿ -  ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ -  ÌÏà.
ÌÏà.
Îáðàòíûé õîä
(ÎÕ):
– íàïîðíàÿ
ëèíèÿ -  ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ -  ÌÏà.
ÌÏà.
Òàáëèöà 7.4 - Ïîòåðè
äàâëåíèÿ ïî äëèíå
òðóáîïðîâîäîâ
|
Ýòàï
öèêëà
|
Ëèíèÿ
|
Ó÷àñòîê
ïî ñõåìå
|
Òèï ó÷àñòêà
|
Qmax, ì³/ñ
|
dÒi, ì
|
Li, ì
|
fÒi., ì²
|
ui., ì/ñ
|
Rei
|
li
|
DpÒi., ÌÏà
|
|
Ðàáî÷èé
õîä
|
Íàïîðíàÿ
|
1-2
|
íàïîðíûé
|
0.00106
|
0.019
|
0.15
|
0.000284
|
3.74
|
1420.7
|
0.0450
|
0.0023
|
|
|
2-3
|
íàïîðíûé
|
0.00095
|
0.019
|
0.15
|
0.000284
|
3.35
|
1273.2
|
0.0503
|
0.0020
|
|
|
4-5
|
íàïîðíûé
|
0.00095
|
0.019
|
0.5
|
0.000284
|
3.35
|
1273.2
|
0.0503
|
0.0068
|
|
|
6-7
|
íàïîð-ñëèâ
|
0.00095
|
0.025
|
1.5
|
0.000491
|
1.94
|
967.7
|
0.0661
|
0.0068
|
|
Ñëèâ
|
8-9
|
íàïîð-ñëèâ
|
0.00049
|
0.019
|
1.8
|
0.000284
|
1.73
|
656.7
|
0.0975
|
0.0125
|
|
|
10-12
|
ñëèâíîé
|
0.00049
|
0.025
|
0.7
|
0.000491
|
1.00
|
499.1
|
0.1282
|
0.0016
|
|
Îáðàòíûé
õîä
|
Íàïîðíàÿ
|
1-2
|
íàïîðíûé
|
0.00106
|
0.019
|
0.15
|
0.000284
|
3.74
|
1420.7
|
0.0450
|
0.0023
|
|
|
2-3
|
íàïîðíûé
|
0.00049
|
0.019
|
0.15
|
0.000284
|
1.73
|
656.7
|
0.0975
|
0.0010
|
|
|
4-5
|
íàïîðíûé
|
0.00049
|
0.019
|
0.5
|
0.000284
|
1.73
|
656.7
|
0.0975
|
0.0035
|
|
|
8-9
|
íàïîð-ñëèâ
|
0.00049
|
0.019
|
1.8
|
0.000284
|
1.73
|
656.7
|
0.0975
|
0.0125
|
|
Ñëèâ
|
6-7
|
íàïîð-ñëèâ
|
0.00095
|
0.025
|
1.5
|
0.000491
|
1.94
|
967.7
|
0.0661
|
0.0068
|
|
|
10-12
|
ñëèâíîé
|
0.00095
|
0.025
|
0.7
|
0.000491
|
1.94
|
967.7
|
0.0661
|
0.0032
|
Ìåñòíûå ïîòåðè
äàâëåíèÿ. Ìåñòíûå
ïîòåðè ñêëàäûâàþòñÿ
èç ïîòåðü â ðàçëè÷íûõ
ìåñòíûõ ñîïðîòèâëåíèÿõ
(óãëû. òðîéíèêè.
èçìåíåíèå äèàìåòðà
è ò.ä.):
 , ÌÏà,
(117)
, ÌÏà,
(117)
ãäå ζj - êîýôôèöèåíò
j-ãî ìåñòíîãî
ñîïðîòèâëåíèÿ;
ní - ÷èñëî ìåñòíûõ
ñîïðîòèâëåíèé;Ìj
- ïëîùàäü âíóòðåííåãî
ñå÷åíèÿ òðóáîïðîâîäà
ïåðåä j - òûì ñîïðîòèâëåíèåì
ì².
Ðàñ÷åò ìåñòíûõ
ïîòåðü ïðîèçâåäåì
íà ó÷àñòêå 1-3 äëÿ
îäíîãî èç ìåñòíûõ
ñîïðîòèâëåíèé:
ìåñòíîå ñîïðîòèâëåíèå
- òðîéíèê;
- äèàìåòð òðóáîïðîâîäà
- 0.019 ì;
ìàêñèìàëüíûé
ðàñõîä æèäêîñòè
Qmax = 0.00106 ì³/ñ;
êîýôôèöèåíò
ìåñòíîãî ñîïðîòèâëåíèÿ
ζ
= 0.1 [2];
êîëè÷åñòâî
ìåñòíûõ ñîïðîòèâëåíèé
n = 1.
 Ïà
(0.0006 ÌÏà).
Ïà
(0.0006 ÌÏà).
Îñòàëüíûå
ðàññ÷èòàííûå
ìåñòíûå ïîòåðè
ïðèâåäåíû â òàáëèöå
7.5. Îáùèå ìåñòíûå
ïîòåðè èñõîäÿ
èç ïîëó÷åííûõ
ðàñ÷åòíûõ äàííûõ:
Ðàáî÷èé
õîä (ÐÕ):
– íàïîðíàÿ
ëèíèÿ -  ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ -  ÌÏà.
ÌÏà.
Îáðàòíûé õîä
(ÎÕ):
– íàïîðíàÿ
ëèíèÿ -  ÌÏà;
ÌÏà;
– ñëèâíàÿ
ëèíèÿ -  ÌÏà.
ÌÏà.
Ñóììàðíûå ïîòåðè
äàâëåíèÿ. Îáùèå ñóììàðíûå
ïîòåðè äàâëåíèÿ
ïðèâåäåíû â òàáëèöå
7.6.
.7 Ïðîâåðêà
íàñîñíîé óñòàíîâêè
Äàâëåíèå íàñîñíîé
óñòàíîâêè äîëæíî
îáåñïå÷èâàòü
òðåáóåìîå äàâëåíèå
â ãèäðîñèñòåìå
ñ ó÷åòîì ïîòåðü.
 , ÌÏà. (118)
, ÌÏà. (118)
Ìàêñèìàëüíûå
ïîòåðè äàâëåíèÿ
 ÌÏà.
ÌÏà.
 ÌÏà
ÌÏà
Âûáðàííàÿ
íàñîñíàÿ óñòàíîâêà
óäîâëåòâîðÿåò
çàäàííûì ïàðàìåòðàì.
Òàáëèöà
7.5 - Ðåçóëüòàòû ðàñ÷åòîâ
ìåñòíûõ ïîòåðü
äàâëåíèÿ
|
Ýòàï
ðàáîòû
|
Ëèíèÿ
|
Ó÷àñòîê
|
Âèä ìåñòíîãî
ñîïðîòèâëåíèÿ
|
Êîë-âî
ñîïðîò.
|
ρ, êã/ì³
|
Qmaxj. ì³/ñ
|
ζj
|
dìj, ì
|
fìj, ì²
|
ΔPìj, Ìïà
|
|
Ðàáî÷èé
õîä
|
Íàïîð
|
1-2
|
Òðîéíèê
Ô 19 (ò. 2)
|
1
|
910
|
0.00106
|
0.1
|
0.019
|
0.000284
|
0.0006
|
|
|
4 -5
|
Ðåçêîå
ñóæåíèå Ô 25/Ô 10 ìì
(ò. 4)
|
1
|
910
|
0.00095
|
0.65
|
0.025
|
0.000491
|
0.0011
|
|
|
6-7
|
Ðåçêîå
ðàñøèðåíèå Ô
10/Ô 25 (ò. 6)
|
1
|
910
|
0.00095
|
0.6
|
0.025
|
0.000491
|
0.0010
|
|
|
6-7
|
Òðîéíèê
Ô 25 (ò. 16)
|
1
|
910
|
0.00095
|
0.1
|
0.025
|
0.000491
|
0.0002
|
|
Ñëèâ
|
8-9
|
Ðåçêîå
ñóæåíèå Ô 19/Ô 10 ìì
(ò. 9)
|
1
|
910
|
0.00049
|
0.68
|
0.019
|
0.000284
|
0.0009
|
|
|
10-12
|
Ðåçêîå
ðàñøèðåíèå Ô
10/Ô 25 (ò. 10)
|
1
|
910
|
0.00049
|
0.65
|
0.025
|
0.000491
|
0.0003
|
|
|
10-12
|
Óãîë
90 ãðàä Ô 25
|
2
|
910
|
0.00049
|
1.5
|
0.025
|
0.000491
|
0.0014
|
|
|
10-12
|
Òðîéíèê
Ô 25 (ò. 11)
|
1
|
910
|
0.00095
|
0.1
|
0.025
|
0.000491
|
0.0001
|
|
Îáðàòíûé
õîä
|
Íàïîð
|
1-2
|
Òðîéíèê
Ô 19 (ò. 2)
|
1
|
910
|
0.00106
|
0.1
|
0.019
|
0.000284
|
0.0006
|
|
|
4 -5
|
Ðåçêîå
ñóæåíèå Ô 25/Ô 10 ìì
(ò. 4)
|
1
|
910
|
0.00049
|
0.65
|
0.025
|
0.000491
|
0.0003
|
|
|
8-9
|
Ðåçêîå
ðàñøèðåíèå Ô
10/Ô 19 (ò. 9)
|
1
|
910
|
0.00049
|
0.6
|
0.019
|
0.000284
|
0.0008
|
|
Ñëèâ
|
6-7
|
Òðîéíèê
Ô 25 (ò. 16)
|
1
|
910
|
0.00095
|
0.1
|
0.025
|
0.000491
|
0.0002
|
|
|
6-7
|
Ðåçêîå
ñóæåíèå Ô 25/Ô 10 ìì
(ò. 6)
|
1
|
910
|
0.00095
|
0.65
|
0.025
|
0.000491
|
0.0011
|
Ðåçêîå
ðàñøèðåíèå Ô
10/Ô 25 (ò. 10)
|
1
|
910
|
0.00095
|
0.65
|
0.025
|
0.000491
|
0.0011
|
|
|
10-12
|
Óãîë
90 ãðàä Ô 25
|
2
|
910
|
0.00095
|
1.5
|
0.025
|
0.000491
|
0.0051
|
Òàáëèöà 7.6 - Îáùèå
ñóììàðíûå ïîòåðè
â ãèäðîñèñòåìå
|
Ýòàï
öèêëà
|
Ëèíèè
|
DPÃÀ, ÌÏà
|
DPÒ, ÌÏà
|
DPÌ, ÌÏà
|
Dpå, ÌÏà
|
|
Ðàáî÷èé
õîä
|
Íàïîðíàÿ
|
0.821
|
0.0178
|
0.0029
|
0.842
|
|
Ñëèâíàÿ
|
0.187
|
0.0142
|
0.0027
|
0.204
|
|
Îáðàòíûé
õîä
|
Íàïîðíàÿ
|
0.207
|
0.0193
|
0.0017
|
0.228
|
8. Ðàçðàáîòêà
òåõíîëîãè÷åñêîãî
ïðîöåññà èçãîòîâëåíèÿ
ïîëóìóôòû ïðèâîäà
ìåõàíèçìà íàòÿæåíèÿ
ñòàëüíîé ïîëîñû
àãðåãàòà ïðîäîëüíîé
ðåçêè
.1 Ðàçðàáîòêà
òåõíîëîãè÷åñêîãî
ïðîöåññà èçãîòîâëåíèÿ
"øåñòåðíè" ñ
ïðèìåíåíèåì
ñòàíêîâ ñ ×ÏÓ
Äàííàÿ äåòàëü
- øåñòåðíÿ, ñëóæèò
äëÿ ïåðåäà÷è êðóòÿùåãî
ìîìåíòà â ðåäóêòîðå
óñòàíîâêè ðîëèêîâ
ïðåäâàðèòåëüíîãî
íàòÿæåíèÿ. Â ñâÿçè
ñ êîíñòðóêöèåé
àãðåãàòà, è êîíñòðóêöèåé
óñòàíîâêè ïðåäâàðèòåëüíîãî
íàòÿæåíèÿ, à òàêæå
êîëè÷åñòâîì
ïîäîáíûõ àãðåãàòîâ
â Ðîññèè, ïðèíÿòî
íàëàäèòü ïðîèçâîäñòâî
çàïàñíûõ äåòàëåé
íåîáõîäèìûõ
ïðè ðåìîíòàõ
îáîðóäîâàíèÿ.
 ïðîöåññå ðàáîòû,
äåòàëè ïðèíÿòûå
íà ïðîèçâîäñòâî
ïîêàçàëè âñå
ñâîè ïîëîæèòåëüíûå
è îòðèöàòåëüíûå
êà÷åñòâà.  ïåðâîíà÷àëüíîé
êîíñòðóêöèè
äåòàëè íà ÷åðòåæå
íå áûëè óñòàíîâëåíû
äîïóñêè íà ïîñàäêó
ôëàíöà ê øåñòåðíå,
â òåõíè÷åñêèõ
òðåáîâàíèÿõ
íå ïðèñóòñòâîâàëî
äîñòàòî÷íîé
èíôîðìàöèè íåîáõîäèìîé
äëÿ ìîíòàæà øåñòåðíè
â àãðåãàò, îòðèöàòåëüíî
ïîêàçàëî ñåáÿ
ñîåäèíåíèå ôëàíöà
ñ øåñòåðíåé, ñëó÷àëèñü
îáðûâû êðåïåæà,
ïðîèñõîäèë èçíîñ
â ïîñàäî÷íîì
ìåñòå ôëàíöà
íà øåñòåðíþ. Â
ñâÿçè ñ òåì, ÷òîáû
óâåëè÷èòü ñðîê
ñëóæáû äåòàëåé
íåîáõîäèìî âíåñòè
íåêîòîðûå èçìåíåíèÿ
â ïðîèçâîäñòâåííûõ
áèçíåñ ïðîöåññàõ
äåòàëè, ÷òî ïîçâîëèò
áëàãîäàðÿ íå çíà÷èòåëüíîìó
óâåëè÷åíèþ ñåáåñòîèìîñòè
äåòàëè, çíà÷èòåëüíî
óâåëè÷èâàåòñÿ
ñðîê ñëóæáû ìåõàíèçìà.
.2 Îïèñàíèå
êîíñòðóêöèè
è íàçíà÷åíèÿ
äåòàëè
Äåòàëü ïðåäíàçíà÷åíà
äëÿ ïåðåäà÷è êðóòÿùåãî
ìîìåíòà îò ðåäóêòîðà
íà ðîëèê íàòÿæíîé
ñòàíöèè. Êîíñòðóêöèÿ
äåòàëè ïðåäñòàâëÿåò:
öèëèíäðè÷åñêóþ,
ïðÿìîçóáóþ øåñòåðíþ
äèàìåòðîì 325ìì,
óñòàíàâëèâàþùóþñÿ
íà ïîäøèïíèêè
êà÷åíèÿ, ñ ëåâîé
ñòîðîíû øåñòåðíè
èìååòñÿ âûñòóï
äëèííîé 100ìì äèàìåòðîì
170ìì, íà êîòîðîì
èìååòñÿ êðåïëåíèå
ïîä ôëàíåö, ñ ïðàâîé
ñòîðîíû øåñòåðíè,
â îòâåðñòèè ïîä
ïîäøèïíèê, èìååòñÿ
ïðîòî÷êà ïîä ñòîïîðíîå
êîëüöî.
Îñíîâíûì òðåáîâàíèÿìè
ê äåòàëè ÿâëÿåòñÿ
âûñîêàÿ òî÷íîñòü
èçãîòîâëåíèÿ,
äåòàëü ðàáîòàåò
â ìàñëÿíîé ñðåäå,
ïîä äåéñòâèåì
âûñîêèõ äèíàìè÷åñêèõ
íàãðóçîê. Øåñòåðíÿ
äîëæíà áûòü èçãîòîâëåíà
èç äîñòàòî÷íî
ïðî÷íîãî ìàòåðèàëà,
ïðåäàþùåãî äîñòàòî÷íóþ
òâ¸ðäîñòü, óïðóãîñòü
è ñòîéêîñòü çóá÷àòîìó
âåíöó.
Ìàòåðèàë øåñòåðíè
- êîíñòðóêöèîííàÿ
óãëåðîäèñòàÿ
ñòàëü ìàðêè 40Õ
ïî ÃÎÑÒ 4543-71, õèìè÷åñêèå
è ìåõàíè÷åñêèå
ñâîéñòâà, êîòîðîé
ïðèâåäåíû â òàáëèöå
8.1 è òàáëèöå 8.2.
Òàáëèöà
8.1 - Õèìè÷åñêèé
ñîñòàâ ñòàëè,
%
|
Ñ
|
S
|
P
|
Cr
|
|
0,36-0,44
|
<0,35
|
<0,035
|
0,8-1,1
|
Òàáëèöà 8.2 - Ìåõàíè÷åñêèå
ñâîéñòâà ñòàëè
|
σò,
ÌÏà
|
σâð, ÌÏà
|
δ5, %
|
Ψ,
%
|
|
750
|
900
|
10
|
45
|
Õèìè÷åñêè Ñòàëü
40Õ ÿâëÿåòñÿ óãëåðîäèñòîé
äîýâòåêòîèäíîé
ñòàëüþ, çíà÷èò
äëÿ åå òåðìîîáðàáîòêè
ëó÷øå ïðèìåíÿòü
óëó÷øåíèå, êîòîðîå
çàêëþ÷àåòñÿ
â íàãðåâå äåòàëè
äî òåìïåðàòóðû
820-840 ãðàä. Ñ ñ ïîñëåäóþùèì
áûñòðûì îòïóñêîì.
Ñåðåäèíà âàëà
îñòàåòñÿ âÿçêîé,
ò.ê. ñòàëü 40Õ èìååò
ïðîêàëèâàåìîñòü
10…15 ìì, à ýòî îáåñïå÷èâàåò
âûñîêóþ óäàðíóþ
âÿçêîñòü è óñòîé÷èâîñòü
âàëà ê ðàçëè÷íûì
âèäàì íàãðóçêè.
.3 Òåõíîëîãè÷åñêèé
êîíòðîëü ÷åðòåæà
äåòàëè
Îñíîâíûìè ïîâåðõíîñòÿìè
äåòàëè ÿâëÿþòñÿ
öèëèíäðè÷åñêèå
ïîâåðõíîñòè:
) Öèëèíäðè÷åñêàÿ
ïîâåðõíîñòü íàðóæíîãî
äèàìåòðà øåñòåðíè
325-0,23 ìì, äëèíîé 100ìì,
íà íåé èìåþòñÿ
ôàñêè 8×15º;
2) Öèëèíäðè÷åñêàÿ
ïîâåðõíîñòü âûñòóïà
øåñòåðíè äèàìåòðîì
170h8 ìì, äëèíîé
92ìì, íà íåé èìåþòñÿ
ôàñêè 2×45º;
3) Öèëèíäðè÷åñêîå
îòâåðñòèå ïîä
ïîäøèïíèê äèàìåòðîì
130Í 7, äëèííîé 95ìì;
) Öèëèíäðè÷åñêîå
îòâåðñòèå äèàìåòðîì
121ìì, äëèíîé 25ìì,
) Öèëèíäðè÷åñêîå
îòâåðñòèå äèàìåòðîì
95ìì, äëèíîé 25ìì
) Öèëèíäðè÷åñêèå
îòâåðñòèÿ ïîä
ðåçüáó Ì 16×1,5×25;
) Äâà ôðåçèðîâàííûõ
ïàçà ñ òîðöà âûñòóïà
øåñòåðíè ïîä
êðåïëåíèå ôëàíöà;
) Çóá÷àòûé âåíåö
øåñòåðíè.
 öåëîì êîíñòðóêòîðñêèé
÷åðò¸æ äåòàëè
ñîäåðæèò èíôîðìàöèþ
íåîáõîäèìóþ
äëÿ ðàçðàáîòêè
òåõíîëîãè÷åñêîãî
ïðîöåññà, ýòî
ïîäòâåðæäàåòñÿ:
– Èçîáðàæåíèå
äåòàëè àäåêâàòíî,
íà ÷åðòåæå èçîáðàæåíû
òðè âèäà, ïî êîòîðûì
ìîæíî ïîëíîñòüþ
îïðåäåëèòü ôîðìó,
ãàáàðèòû è òåõíîëîãè÷åñêèå
òðåáîâàíèÿ ê
äåòàëè;
– Íà ÷åðòåæå
óêàçàíû âñå íåîáõîäèìûå
ðàçìåðû, êîòîðûõ
äîñòàòî÷íî äëÿ
èçãîòîâëåíèÿ
äàííîé äåòàëè;
– Íà âñå âàæíûå
ðàçìåðû, ôîðìó
è âçàèìíîå ðàñïîëîæåíèå
ïîâåðõíîñòåé
óêàçàíû äîïóñêè,
øåðîõîâàòîñòè,
áàçû;
Íà ÷åðòåæå ïðèñóòñòâóþò
òåõíè÷åñêèå
òðåáîâàíèÿ äåòàëè.
Ðàáî÷èé ÷åðòåæ
äåòàëè â îñíîâíîì
ñîîòâåòñòâóåò
òðåáîâàíèÿì
äåéñòâóþùèõ
ãîñòîâ. Êîëè÷åñòâî
ðàçìåðîâ íà ÷åðòåæå
äîñòàòî÷íîãî
äëÿ êà÷åñòâåííîãî
èçãîòîâëåíèÿ
âàëà. ×èñòîòà
ïîâåðõíîñòåé,
èõ øåðîõîâàòîñòü
è òî÷íîñòü ñîîòâåòñòâóþò
ñëóæåáíîìó íàçíà÷åíèþ
äåòàëè. ×åðòåæ
ñîäåðæèò âñå
íåîáõîäèìûå
ñâåäåíèÿ î ìàòåðèàëå
äåòàëè.
 ñâÿçè ñ òåì,
÷òî äåòàëü áóäåò
èçãîòàâëèâàòüñÿ
íà ñòàíêàõ ñ
×ÏÓ, â ÷åðòåæ âíåñåíû
íåñêîëüêî èçìåíåíèé
êàñàþùèõñÿ áàçèðîâàíèÿ
ðàçìåðîâ äëÿ îáëåã÷åíèÿ
íàïèñàíèÿ ïðîãðàìì
è îáðàáîòêè äåòàëè.
Îòêîððåêòèðîâàííûé
è âûïîëíåííûé
â ñîîòâåòñòâèè
ñ ñóùåñòâóþùèìè
ÃÎÑÒàìè è ñòàíäàðòàìè
÷åðòåæ ïðåäñòàâëåí
íà ïëàêàòå â ãðàôè÷åñêîé
÷àñòè.
.4 Àíàëèç
òåõíîëîãè÷íîñòè
êîíñòðóêöèè
äåòàëè
Àíàëèç òåõíîëîãè÷íîñòè
êîíñòðóêöèè
âûïîëíèì ïî êîíñòðóêòîðñêîìó
÷åðòåæó. Ìàòåðèàë
çàãîòîâêè ñòàëü
40Õ ÃÎÑÒ 4345-71 òåõíîëîãè÷íûé,
äîñòóïíûé, õîðîøî
ïîäâåðãàåòñÿ
ìåõàíè÷åñêîé,
òåðìè÷åñêîé,
ïðè íåîáõîäèìîñòè
ñëåñàðíîé îáðàáîòêå,
ëåãêî îáðàáàòûâàåòñÿ
ëåçâèéíûìè èíñòðóìåíòàìè.
Çàãîòîâêîé äåòàëè
ÿâëÿåòñÿ âïîëíå
äîñòóïíàÿ ïîêîâêà.
 êà÷åñòâå àëüòåðíàòèâû
ñòàëè 40Õ ìîæíî
èñïîëüçîâàòü
ñòàëü 40ÕÍ. Ñòàëü
40ÕÍ èìååò áîëüøóþ
ïðîêàëèâàåìîñòü
è ïëàñòè÷íîñòü
âíóòðåííåãî
ñëîÿ èç-çà äîïîëíèòåëüíûõ
ëåãèðóþùèõ äîáàâîê,
íî ýòî âëå÷åò
çà ñîáîé íåêîòîðîå
óäîðîæàíèå äåòàëè.
Ýòî â íàøåì ñëó÷àå
íå ÿâëÿåòñÿ öåëåñîîáðàçíûì,
òàê êàê ñòàëü
40Õ ïî ñâîèì ïðî÷íîñòíûì
õàðàêòåðèñòèêàì
óäîâëåòâîðÿåò
òðåáîâàíèÿì
äåòàëè. Çàìåíà
ìàòåðèàëà íå
öåëåñîîáðàçíà.
Ñîîòíîøåíèå
äåòàëè (1 - 0,637 äëèíû
ê äèàìåòðó), äåòàëü
íå áîëüøèõ ãàáàðèòíûõ
ðàçìåðîâ è èìååò
äîñòàòî÷íóþ
æ¸ñòêîñòü.
Äåòàëü ïîäâåðãàåòñÿ
òð¸ì âèäàì îáðàáîòêè:
ìåõàíè÷åñêîé,
ñëåñàðíîé è òåðìè÷åñêîé.
Äåòàëü íå èìååò
òðóäíîäîñòóïíûõ
ìåñò äëÿ îáðàáîòêè.
Íàðåçàíèå çóáüåâ
â íàñòîÿùåå âðåìÿ
òîæå íå ïðåäñòàâëÿåò
îñîáûõ òðóäíîñòåé
â ñâÿçè ñ ñóùåñòâîâàíèåì
ñïåöèàëèçèðîâàííûõ
ñòàíêîâ.
Óïðîùåíèå êîíñòðóêöèè
äåòàëè çà ñ÷åò
âòîðîñòåïåííûõ
ýëåìåíòîâ íå
ïðåäñòàâëÿåòñÿ
âîçìîæíûì èç-çà
èõ îòñóòñòâèÿ.
Äàííóþ äåòàëü
ìîæíî îáðàáàòûâàòü
íà òèïîâîì ñòàíäàðòíîì
îáîðóäîâàíèè,
ñòàíäàðòíûì
ðåæóùèì èíñòðóìåíòîì,
èñïîëüçóÿ óíèâåðñàëüíûå
òèïîâûå ïðèñïîñîáëåíèÿ,
íàïðèìåð êóëà÷êîâûé
ïàòðîí èëè ïîâîäêîâûé
ïàòðîí.
8.5 Âûáîð
ñïîñîáà èçãîòîâëåíèÿ
çàãîòîâêè
Äëÿ èçãîòîâëåíèÿ
çàãîòîâêè áóäåì
ðàññìàòðèâàòü
ñëåäóþùèå ñïîñîáû:
– ïðîêàò;
– ïîêîâêà.
Ãîäîâàÿ ïðîãðàììà
N = 500 øò.
Ìåòîä âûïîëíåíèÿ
çàãîòîâêè îïðåäåëÿåòñÿ
íàçíà÷åíèåì
è êîíñòðóêöèåé
çàäàííîé äåòàëè,
ìàòåðèàëîì, òåõíè÷åñêèìè
òðåáîâàíèÿìè,
à òàê æå, ÷òî íåìàëîâàæíî,
ýêîíîìè÷íîñòüþ
èçãîòîâëåíèÿ.
Ñîñòàâèì äâà
âàðèàíòà òåõíîëîãè÷åñêîãî
ïðîöåññà èçãîòîâëåíèÿ
âàëà ïî ñåáåñòîèìîñòè
è âûÿâèì íàèáîëåå
ïðèåìëåìûé âàðèàíò
(òàáëèöà 8.3).
Òàáëèöà 8.3 - Òèïû çàãîòîâîê
|
Çàãîòîâêà
|
Ïðîêàò
|
Ïîêîâêà
|
|
Ìàòåðèàë
|
Ñòàëü
40Õ ÃÎÑÒ 4543-71 Ñîðòàìåíò
ïî ÃÎÑÒ 2590-88
|
Ñòàëü
40Õ ÃÎÑÒ 4543-71 Ïîêîâêà
ïî ÃÎÑÒ 7505-89
|
|
Ìàññà
|
M = 546 êã
|
M = 312 êã
|
|
Öåíà
|
6485,3 ðóá.
|
5732,1 ðóá.
|
Ýñêèçû çàãîòîâîê
ïîêàçàíû íà ðèñóíîêå
8.1.

Ðèñóíîê 8.1 - Ýñêèçû
çàãîòîâîê
Çàãîòîâêà èç
ïðîêàòà. Ñòîèìîñòü
çàãîòîâêè, ïîëó÷åííîé
ìåòîäîì ïðîêàòà,
áóäåò ðàâíà:
 , ðóá,
(141)
, ðóá,
(141)
 - ñòîèìîñòü
1 òîííû çàãîòîâîê,
ïðèíÿòûõ çà áàçó,
ðóá;
- ñòîèìîñòü
1 òîííû çàãîòîâîê,
ïðèíÿòûõ çà áàçó,
ðóá;
 ðóá.
ðóá.
Çàãîòîâêà øòàìïîâêà.
Ñòîèìîñòü çàãîòîâêè,
ïîëó÷åííîé ìåòîäîì
øòàìïîâêè, áóäåò
ðàâíà:
 ðóá.
ðóá.
Âûáîð çàãîòîâêè.
Èç äâóõ ñîïîñòàâëåííûõ
âàðèàíòîâ òåõíîëîãè÷åñêîãî
ïðîöåññà ïîëó÷åíèÿ
çàãîòîâêè âûáèðàåì
âòîðîé âàðèàíò.
Ýòî ðåøåíèå âûòåêàåò
èç ïðîäåëàííûõ
âûøå ðàñ÷åòîâ
è íèæåñëåäóþùèõ
âûâîäîâ. Ñòîèìîñòü
çàãîòîâêè ïîëó÷åííîé
èç ïðîêàòà äåøåâëå,
÷åì çàãîòîâêà
èç ïîêîâêè. Íî
çàãîòîâêà èç
ïðîêàòà òðåáóåò
äîâîëüíî áîëüøîãî
îáúåìà ìåõàíè÷åñêîé
îáðàáîòêè, è áîëüøàÿ
÷àñòü ìåòàëëà
óéäåò â ñòðóæêó.
Çàãîòîâêà èç
ïîêîâêè õîòü
è äîðîæå, íî áëàãîäàðÿ
åå ôîðìå ìàêñèìàëüíî
ïðèáëèæåííîé
ê êîíôèãóðàöèè
äåòàëè ïîçâîëèò
óäåøåâèòü îáðàáîòêó,
÷òî çíà÷èòåëüíî
ñêàæåòñÿ íà óäåøåâëåíèè
äåòàëè. Çàãîòîâêà
äëÿ ïðîèçâîäñòâà
äåòàëè "øåñòåðíÿ"
- ïîêîâêà.
8.6 Ðàñ÷åò
ìåæîïåðàöèîííûõ
ïðèïóñêîâ è äîïóñêîâ
Ðàñ÷åò ïðîâåäåì
äëÿ øåéêè ïîäøèïíèêà
Æ ñ øåðîõîâàòîñòüþ
ïîâåðõíîñòè
ñ øåðîõîâàòîñòüþ
ïîâåðõíîñòè
 , êàê íàèáîëåå
îòâåòñòâåííîé
ïîâåðõíîñòè
ïî ìåòîäèêå ïðåäñòàâëåííîé
â [6].
, êàê íàèáîëåå
îòâåòñòâåííîé
ïîâåðõíîñòè
ïî ìåòîäèêå ïðåäñòàâëåííîé
â [6].
Äëÿ ïîëó÷åíèÿ
äàííîãî ðàçìåðà
ñ òðåáóåìûìè
ïàðàìåòðàìè
òî÷íîñòè è øåðîõîâàòîñòè
ñîãëàñíî ðåêîìåíäàöèé
[6, ñòð. 304] âûáèðàåì
ýêîíîìè÷åñêè
äîñòèæèìûå êâàëèòåòû
ðàçìåðîâ ïî ñòàäèÿì
ñîãëàñíî âûáðàííîãî
ïëàíà îáðàáîòêè
ðàçìåðà, ó÷èòûâàÿ,
÷òî çàãîòîâêà
èìååò 16-é êâàëèòåò
òî÷íîñòè ðàçìåðîâ,
øåðîõîâàòîñòü
ïîâåðõíîñòè
 (ïîêîâêà), ïîëå
äîïóñêà ðàçìåðà
çàãîòîâêè
(ïîêîâêà), ïîëå
äîïóñêà ðàçìåðà
çàãîòîâêè  ìì:
ìì:
. ×åðíîâîå
òî÷åíèå, 14-é êâàëèòåò,
 , ïîëå äîïóñêà
ðàçìåðà
, ïîëå äîïóñêà
ðàçìåðà  ;
;
. ×èñòîâîå
òî÷åíèå 10-é êâàëèòåò,
 , ïîëå äîïóñêà
ðàçìåðà
, ïîëå äîïóñêà
ðàçìåðà  ;
;
. Øëèôîâàíèå
8-é êâàëèòåò,  , ïîëå äîïóñêà
ðàçìåðà
, ïîëå äîïóñêà
ðàçìåðà  .
.
Ñîãëàñíî äàííîãî
ïëàíà äëÿ ïîëó÷åíèÿ
òðåáóåìîé øåðîõîâàòîñòè
è òî÷íîñòè âûáèðàåì
ìèíèìàëüíî íåîáõîäèìóþ
òîëùèíó ñíèìàåìîãî
(äåôåêòíîãî) ñëîÿ:
1. ×åðíîâîå
òî÷åíèå  ìì;
ìì;
. ×èñòîâîå
òî÷åíèå  ìì;
ìì;
. Øëèôîâàíèå
 ìì.
ìì.
Ìèíèìàëüíóþ
âåëè÷èíó ïðèïóñêà
íà ìåõàíè÷åñêóþ
îáðàáîòêó îïðåäåëÿåì
ïî ôîðìóëå:
 , ìì, (142)
, ìì, (142)
ãäå
 - âåëè÷èíà
øåðîõîâàòîñòè
ïðåäøåñòâóþùåãî
ïåðåõîäà, ìì;
- âåëè÷èíà
øåðîõîâàòîñòè
ïðåäøåñòâóþùåãî
ïåðåõîäà, ìì;
 - âåëè÷èíà
äåôåêòíîãî ñëîÿ
ïðåäøåñòâóþùåãî
ïåðåõîäà, ìì;
- âåëè÷èíà
äåôåêòíîãî ñëîÿ
ïðåäøåñòâóþùåãî
ïåðåõîäà, ìì;
 - âåëè÷èíà
ïðîñòðàíñòâåííûõ
îòêëîíåíèé (êîðîáëåíèå,
ñìåùåíèå îñè
çàãîòîâêè), ìì;
- âåëè÷èíà
ïðîñòðàíñòâåííûõ
îòêëîíåíèé (êîðîáëåíèå,
ñìåùåíèå îñè
çàãîòîâêè), ìì;
 - ïîãðåøíîñòü
óñòàíîâêè, ìì.
- ïîãðåøíîñòü
óñòàíîâêè, ìì.
Âåëè÷èíó
ïðîñòðàíñòâåííûõ
îòêëîíåíèé ó÷èòûâàåì
òîëüêî äëÿ ÷åðíîâîé
îáðàáîòêè è îïðåäåëèì
ïî ôîðìóëå:
 , ìì.
(143)
, ìì.
(143)
Çíà÷åíèÿ
âåëè÷èí êîðîáëåíèÿ
è ñìåùåíèÿ îñè
äëÿ çàãîòîâêè
ïðèíèìàåì ðàâíûìè
 ìêì,
ìêì,  ìêì.
ìêì.
 ìì.
ìì.
Âåëè÷èíó
ïîãðåøíîñòè
óñòàíîâêè ñîãëàñíî
ïëàíà îáðàáîòêè
äåòàëè áóäåì
ó÷èòûâàòü ïðè
÷åðíîâîì òî÷åíèè
 ìì è ïðåäâàðèòåëüíîì
øëèôîâàíèè
ìì è ïðåäâàðèòåëüíîì
øëèôîâàíèè  ìì (ïåðåóñòàíîâêà
çàãîòîâêè, ñìåíà
áàç).
ìì (ïåðåóñòàíîâêà
çàãîòîâêè, ñìåíà
áàç).
Îòñþäà
íàéäåì ìèíèìàëüíûå
ïðèïóñêè íà îáðàáîòêó
ïî ïåðåõîäàì:
 ìì;
ìì;
 ìì;
ìì;
 ìì.
ìì.
Ìèíèìàëüíûå
äèàìåòðû øåéêè
ðîëèêà ïî ïåðåõîäàì:
 ìì;
ìì;
 ìì;
ìì;
 ìì;
ìì;
 ìì.
ìì.
Ìàêñèìàëüíûå
äèàìåòðû øåéêè
ðîëèêà ïî ïåðåõîäàì:
 ìì;
ìì;
 ìì;
ìì;
 ìì;
ìì;
 ìì.
ìì.
Ìàêñèìàëüíûå
ïðèïóñêè îáðàáîòêè
ïî ïåðåõîäàì:
 ìì;
ìì;
 ìì;
ìì;
 ìì.
ìì.
Ñõåìà ïðèïóñêîâ
è äîïóñêîâ ïîêàçàíà
íà ðèñóíêå 8.2.
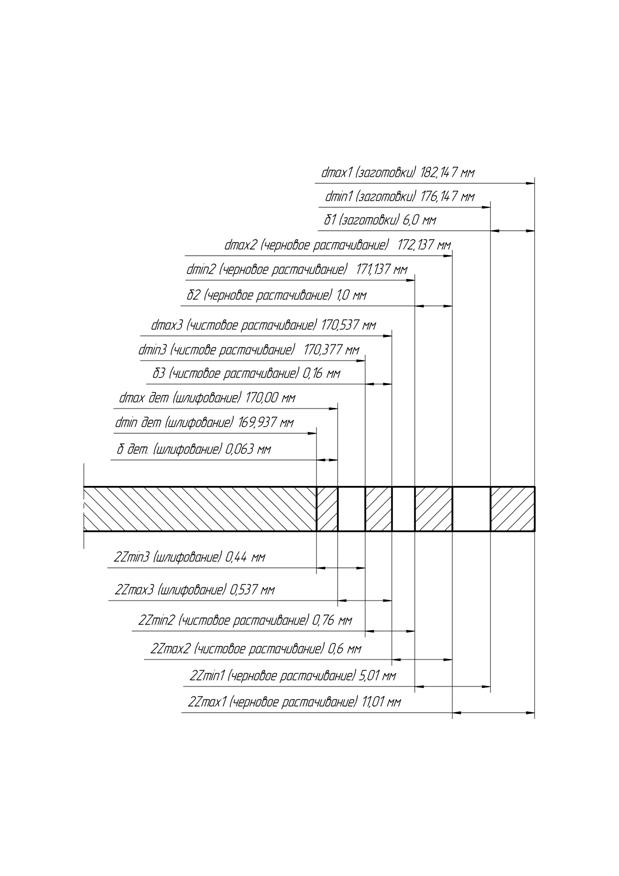
Ðèñóíîê
8.2 - Ñõåìà ïðèïóñêîâ
è äîïóñêîâ
8.7 Âûáîð
ïëàíà îáðàáîòêè
Ïëàí îáðàáîòêè
ïðåäñòàâëåí â
òàáëèöå 8.4
Òàáëèöà 8.4 - Ïëàí
îáðàáîòêè äåòàëè
"øåñòåðíÿ"
|
Îïåðàöèÿ
|
Íàèìåíîâàíèå
|
Ñîäåðæàíèå
|
|
010
|
Ñëåñàðíàÿ
|
Î÷èñòèòü
çàãîòîâêó
|
|
020
|
Òîêàðíàÿ
ñ ×ÏÓ
|
×åðíîâîå
è ÷èñòîâîå òî÷åíèå
íàðóæíûõ ïîâåðõíîñòåé.
×åðíîâîå è ÷èñòîâîå
òî÷åíèå âíóòðåííèõ
ïîâåðõíîñòåé.
|
|
030
|
Òîêàðíàÿ
ñ ×ÏÓ
|
×åðíîâîå
è ÷èñòîâîå òî÷åíèå
íàðóæíûõ ïîâåðõíîñòåé.
×åðíîâîå è ÷èñòîâîå
òî÷åíèå âíóòðåííèõ
ïîâåðõíîñòåé.
|
|
040
|
Çóáîôðåçåðíàÿ
|
Ôðåçåðîâàòü
63 çóáà
|
|
050
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
Îáðàáîòêà
ó÷àñòêà êðåïëåíèÿ
ôëàíöà
|
|
060
|
Âåðòèêàëüíî-ñâåðëèëüíàÿ
|
Ñâåðëèòü
è íàðåçàòü ðåçüáó
Ì 16 â 4-õ îòâåðñòèÿõ
|
|
070
|
Ñëåñàðíàÿ
|
Î÷èñòèòü
çàãîòîâêó îò
çàóñåíåö
|
|
080
|
Òåðìè÷åñêàÿ
|
Òåðìîîáðàáîòêà
çàãîòîâêè
|
|
090
|
Êðóãëî-øëèôîâàëüíàÿ
|
Øëèôîâàòü
íàðóæíóþ ïîâåðõíîñòü
Ô 170 ìì
|
|
100
|
Âíóòðè-øëèôîâàëüíàÿ
|
Øëèôîâàòü
âíóòðåííþþ ïîâåðõíîñòü
Ô 130 ìì
|
|
110
|
Òåõíè÷åñêèé
êîíòðîëü
|
Êîíòðîëèðîâàòü
ïàðàìåòðû äåòàëè
|
.8 Âûáîð
òèïà è ôîðìû ïðîèçâîäñòâà
Òèï ïðîèçâîäñòâà
õàðàêòåðèçóåòñÿ
êîýôôèöèåíòîì
çàêðåïëåíèÿ îïåðàöèè
Êçî. Äëÿ îïðåäåëåíèÿ
äàííîãî êîýôôèöèåíòà
ïðîâåäåì ïðåäâàðèòåëüíîå
íîðìèðîâàíèå
âðåìåíè ïî íàèáîëåå
õàðàêòåðíûì
îïåðàöèÿì.
Ïðåäâàðèòåëüíîå
íîðìèðîâàíèå
âðåìåíè îïåðàöèè.
Ïðåäâàðèòåëüíîå
íîðìèðîâàíèå
âðåìåíè îñóùåñòâëÿåòñÿ
ïî ïðèáëèæåííûì
ôîðìóëàì. Óñëîâíûå
îáîçíà÷åíèÿ
â ôîðìóëàõ:
 - äëèíà
ïðîõîäà, ìì;
- äëèíà
ïðîõîäà, ìì;
 - íàèáîëüøèé
äèàìåòð, ìì;
- íàèáîëüøèé
äèàìåòð, ìì;
 - íàèìåíüøèé
äèàìåòð, ìì.
- íàèìåíüøèé
äèàìåòð, ìì.
1. Òîêàðíûå
îïåðàöèè ñ ×ÏÓ:
Íàðóæíûå
ïîâåðõíîñòè:
Ô
325 L=100:  ìèí.;
ìèí.;
Ô
170 L=107:  ìèí.
ìèí.
Ïîäðåçêà
òîðöà:
Ô
95/Ô 170  ìèí.;
ìèí.;
Ô
250/Ô 325  ìèí.;
ìèí.;
Ô
200/Ô 325  ìèí.
ìèí.
Òî÷åíèå
âíóòðåííèõ ïîâåðõíîñòåé:
Ô
140 L=14  ìèí.;
ìèí.;
Ô
130 L=100  ìèí.;
ìèí.;
Ô
121 L=25  ìèí.
ìèí.
Îáùåå
âðåìÿ:  ìèí
ìèí
.
Çóáî-ôðåçåðíàÿ:
Ôðåçåðîâàòü
63 çóáà:
 ìèí.
ìèí.
.
Âåðòèêàëüíî-ôðåçåðíàÿ:
Ôðåçåðîâàòü
ïîâåðõíîñòü óçåë
êðåïëåíèÿ ôëàíöà
L=170, 2 ïðîõîäà:
 ìèí.
ìèí.
4.
Âåðòèêàëüíî-ñâåðëèëüíàÿ:
Ñâåðëèòü
4 îòâåðñòèÿ Ô
13.9:
Ô
13.9 L=40:  ;
;
Íàðåçàòü
ðåçüáó â 4-õ îòâåðñòèÿõ:
Ì
16 L=40: 
Îáùåå
âðåìÿ:  ìèí
ìèí
.
Êðóãëîøëèôîâàëüíàÿ:
Øëèôîâàòü
íàðóæíóþ ïîâåðõíîñòü
Ô 170 L=100:
 ìèí.
ìèí.
.
Âíóòðèøëèôîâàëüíàÿ:
Øëèôîâàòü
âíóòðåííþþ ïîâåðõíîñòü
Ô 130 L=100:
 ìèí.
ìèí.
Îïðåäåëåíèå
òèïà ïðîèçâîäñòâà.
Òèï ïðîèçâîäñòâà
ïî ÃÎÑÒ 3.1108-88 õàðàêòåðèçóåòñÿ
êîýôôèöèåíòîì
çàêðåïëåíèÿ îïåðàöèè
Êçî.
Ãîäîâàÿ
ïðîãðàììà  øò.
øò.
Ðàñ÷åòíîå
êîëè÷åñòâî ñòàíêîâ:
 , øò;
(144)
, øò;
(144)
ãäå
 - øòó÷íîå
âðåìÿ íà îïåðàöèþ,
ìèí;
- øòó÷íîå
âðåìÿ íà îïåðàöèþ,
ìèí;
 - ãîäîâîé
ôîíä âðåìåíè,
- ãîäîâîé
ôîíä âðåìåíè,
 ÷àñ.;
÷àñ.;
 - íîðìèðîâàííûé
êîýôôèöèåíò
çàãðóçêè îáîðóäîâàíèÿ,
- íîðìèðîâàííûé
êîýôôèöèåíò
çàãðóçêè îáîðóäîâàíèÿ,
 .
.
Øòó÷íîå
âðåìÿ äëÿ ïðèáëèæåííûõ
ðàñ÷åòîâ ìîæíî
ïðèíÿòü
 .
.
Òîêàðíàÿ
ñ ×ÏÓ:
 ìèí.;
ìèí.;
 øò.
øò.
Çóáî-ôðåçåðíàÿ:
 ìèí.;
ìèí.;
 øò.
øò.
Âåðòèêàëüíî-ôðåçåðíàÿ:
 ìèí.;
ìèí.;
 øò.
øò.
Âåðòèêàëüíî-ñâåðëèëüíàÿ:
 ìèí.;
ìèí.;
 øò.
øò.
Êðóãëî-øëèôîâàëüíàÿ:
 ìèí.;
ìèí.;
 øò.
øò.
Âíóòðè-øëèôîâàëüíàÿ:
 ìèí.;
ìèí.;
 øò.
øò.
Ôàêòè÷åñêèé
êîýôôèöèåíò
çàãðóçêè îáîðóäîâàíèÿ:
 ; (145)
; (145)
ãäå
 - ïðèíÿòîå
÷èñëî ðàáî÷èõ
ìåñò, øò.
- ïðèíÿòîå
÷èñëî ðàáî÷èõ
ìåñò, øò.
 ;
;  ;
; ;
;
 ;
;  ;
; ;
;
Êîëè÷åñòâî
îïåðàöèé, âûïîëíÿåìûõ
íà ðàáî÷åì ìåñòå:
 . (146)
. (146)
 ;
;  ;
;  ;
;
 ;
;  ;
;  .
.
Äàííûå
ïî òåõíè÷åñêîìó
ïðîöåññó ïðèâåäåíû
â òàáëèöå 8.5.
Òàáëèöà 8.5 - Äàííûå
ïî òåõíîëîãè÷åñêîìó
ïðîöåññó
|
¹
|
Îïåðàöèÿ
|
Òø
|
Zð, øò.
|
Ð, øò
|
 Î, øò Î, øò
|
|
|
1
|
Òîêàðíàÿ
ñ ×ÏÓ
|
27.13
|
0.075
|
1
|
0.075
|
10.0
|
|
2
|
Çóáî-ôðåçåðíàÿ
|
62.37
|
0.172
|
1
|
0.172
|
4.36
|
|
3
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
3.37
|
0.0093
|
1
|
0.0093
|
80.8
|
|
4
|
Âåðòèêàëüíî-ñâåðëèëüíàÿ
|
3.38
|
0.0093
|
1
|
0.0093
|
80.4
|
|
5
|
Âíóòðèøëèôîâàëüíàÿ
|
4.29
|
0.0118
|
1
|
0.0118
|
63.39
|
|
6
|
Êðóãëîøëèôîâàëüíàÿ
|
3.14
|
0.0086
|
1
|
0.0086
|
86.75
|
|
ÈÒÎÃÎ
|
|
|
6
|
|
325.73
|

Èñõîäÿ
èç ïîëó÷åííûõ
ðàñ÷åòíûõ äàííûõ
ïðîèçâîäñòâî
áóäåò ìåëêîñåðèéíîå.
Äëÿ
äàííîãî òèïà
ïðîèçâîäñòâà
íàèáîëåå õàðàêòåðíîé
ÿâëÿåòñÿ ãðóïïîâàÿ
ôîðìà îðãàíèçàöèè
ïðîèçâîäñòâà,
êîòîðóþ è ïðèìåíèì
â êà÷åñòâå áàçîâîé
îðãàíèçàöèîííîé
ôîðìû òåõïðîöåññà
äëÿ èçãîòîâëåíèÿ
äåòàëè.
Âåëè÷èíó
ïàðòèè äåòàëåé
äëÿ îäíîâðåìåííîãî
çàïóñêà îïðåäåëÿåì
ïî ôîðìóëå:
 , øò.,
(147)
, øò.,
(147)
ãäå
à = 2…20 äíåé - ÷èñëî
äíåé, íà êîòîðîå
íåîáõîäèì çàïàñ
äåòàëåé íà ñêëàäå;
Ô = 250 äíåé - êîëè÷åñòâî
ðàáî÷èõ äíåé
â ãîäó;
 øò.
øò.
.9 Âûáîð
îáîðóäîâàíèÿ
Âûáîð îáîðóäîâàíèÿ
ïðîèçâîäèì ïî
ñïðàâî÷íèêó
[1]. Ïðè âûáîðå îáîðóäîâàíèÿ
ðóêîâîäñòâóåìñÿ
òèïîì ïðîèçâîäñòâà
è ðåêîìåíäàöèÿìè
äëÿ åãî èñïîëüçîâàíèÿ.
Ïðåäïî÷òåíèå
îòäàåì ñòàíêàì
ñ ×ÏÓ èëè àâòîìàòàì.
Âûáðàííîå
îáîðóäîâàíèå
äëÿ ïðîèçâîäñòâà
äàííîé äåòàëè
ïðåäñòàâëåíî
â òàáëèöå 8.6.
Òàáëèöà 8.6 - Îáîðóäîâàíèå
äëÿ ïðîèçâîäñòâà
äåòàëè
|
Ìåòàëëîðåæóùèé
ñòàíîê
|
Õàðàêòåðèñòèêà
ìåòàëëîðåæóùåãî
ñòàíêà
|
|
1
|
2
|
|
Òîêàðíî-âèíòîðåçíûé
16Ê 20Ô 3Ñ 32 ñ ×ÏÓ
|
Êëàññ
òî÷íîñòè ñòàíêà
ïî ÃÎÑÒ 8-82, (Í, Ï, Â,
À, Ñ) Ï Äèàìåòð
îáðàáàòûâàåìîé
äåòàëè íàä ñòàíèíîé,
ìì 500.00 Äèàìåòð äåòàëè
íàä ñóïïîðòîì,
ìì 220.00 Äëèíà îáðàáàòûâàåìîé
äåòàëè, ìì 1000 Ïðåäåëû
÷àñòîò âðàùåíèÿ
øïèíäåëÿ, Min/Max, Îá./Ìèí.
160.00/2240.00 Ìîùíîñòü äâèãàòåëÿ
ãëàâíîãî äâèæåíèÿ,
êÂò. 11 Ãàáàðèòû
ñòàíêà - äëèíà
3700 ìì - øèðèíà 1700 ìì
- âûñîòà 2145 ìì Ìàññà
ñòàíêà, êã. 4050
|
|
Çóáî-ôðåçåðíûé
- 53À 50 ñ ×ÏÓ.
|
Íàèáîëüøèé
äèàìåòð íàðåçàåìûõ
êîëåñ, 500ìì Íàèáîëüøèé
ìîäóëü çóáüåâ
íàðåçàåìûõ êîëåñ,8
ìì Íàèáîëüøèé
óãîë íàêëîíà
çóáüåâ íàðåçàåìûõ
êîëåñ, ±60 ãðàä. Íàèáîëüøèé
âåðòèêàëüíûé
õîä ôðåçû,360 ìì
Íàèáîëüøèé äèàìåòð
ôðåçû, óñòàíîâëåííîé
â ñóïïîðòå,180 ìì
Îñåâîå ïåðåìåùåíèå
ôðåçû,200 ìì ×àñò
Ïîäà÷à, 0,75-7,5 ìì/îá.
Âåðòèêàëüíàÿ
0,2-2,25 Ðàäèàëüíàÿ
0,13-2,6 . ×àñòîòà âðàùåíèÿ
øïèíäåëÿ ôðåçû,
40-405ìèí -1 Ìîùíîñòü
ãëàâíîãî ýëåêòðîäâèãàòåëÿ,8/10/12,5
êÂò
|
|
Âåðòèêàëüíî-ôðåçåðíûé
- 6Ò 13 ñ ×ÏÓ ÎÐØÀ-Ô
32ÃÔ 3
|
Ðàçìåðû
ñòîëà, ìì 400x1250 ïåðåìåùåíèå
ñòîëà, ìì - ïðîäîëüíîå
(X) 800 - ïîïåðå÷íîå
(Y) 420 - âåðòèêàëüíîå
(Z) 420 Óãîë ïîâîðîòà
øïèíäåëüíîé
ãîëîâêè â ïðîäîëüíîé
ïëîñêîñòè, ãðàä
± 45 ×àñòîòà âðàùåíèÿ
îñíîâíîãî øïèíäåëÿ,
îá/ìèí 31,5...1600 Êîíóñ
îñíîâíîãî øïèíäåëÿ
50 Ïîäà÷à ñòîëà,
ìì/ìèí: - ïðîäîëüíàÿ
(X) 12,5...1600 - ïîïåðå÷íàÿ
(Y) 12,5...1600 - âåðòèêàëüíàÿ
(Z) 4,1...430 Áûñòðûé õîä,
ìì/ìèí: - ïðîäîëüíûé
(X) 4000 - ïîïåðå÷íûé
(Y) 4000 - âåðòèêàëüíûé
(Z) 1330 Ìîùíîñòü îñíîâíîãî
øïèíäåëÿ, êÂò
7,5 Ãàáàðèòû ñòàíêà,
ìì 2280õ 1965õ 2265 Ìàññà
ñòàíêà, êã 3250
|
|
Âåðòèêàëüíî-ñâåðëèëüíûé
- 2Í 150
|
Ìàêñèìàëüíûé
äèàìåòð ñâåðëåíèÿ
â ñòàëè - 50 ìì. Ðàáî÷àÿ
ïîâåðõíîñòü
ñòîëà 500õ 500 ìì. Íàèáîëüøèé
õîä øïèíäåëÿ
- 300 ìì. Íàèáîëüøåå
âåðòèêàëüíîå
ïåðåìåùåíèå
ñâåðëèëüíîé ãîëîâêè
- 250 ìì. ×àñòîòà
âðàùåíèÿ øïèíäåëÿ
îá/ìèí 22…1000. Ìîùíîñòü
îñíîâíîãî øïèíäåëÿ,
êÂò 7,5 Ãàáàðèòû
ñòàíêà, ìì 1355õ
890õ 2930 Ìàññà ñòàíêà,
êã 1870
|
|
Êðóãëî-øëèôîâàëüíûé
- 3Ì 151
|
Òåõíè÷åñêèå
õàðàêòåðèñòèêè
ñòàíêà, ìîäåëü
3Ì 151. Êëàññ òî÷íîñòè
ñòàíêà ïî ÃÎÑÒ
8-82, (Í, Ï, Â, À, Ñ) Ï Äèàìåòð
îáðàáàòûâàåìîé
äåòàëè, ìì 200 Äëèíà
äåòàëè, ìì 700 Ìîùíîñòü
äâèãàòåëÿ ãëàâíîãî
äâèæåíèÿ, êÂò.
10.00 Ãàáàðèòû ñòàíêà
4635x2450x2170 Ìàññà ñòàíêà,
êã. 6032
|
|
Âíóòðèøëèôîâàëüíûé
- 3Ê 227À
|
.10 Âûáîð
ïðèñïîñîáëåíèé
Ñòàíî÷íîå
ïðèñïîñîáëåíèå
âûáèðàåì ñ óñëîâèåì
òîãî, ÷òîáû îáåñïå÷èâàëè
òðåáóåìîå áàçèðîâàíèå
è íàäåæíîå çàêðåïëåíèå
äåòàëè íà îïåðàöèÿõ,
âûñîêóþ æåñòêîñòü
óñòàíîâëåííîé
íà ñòàíêå äåòàëè,
ó÷èòûâàÿ âîçìîæíîñòü
àâòîìàòèçàöèè
îáðàáîòêè è äðóãèõ
òðåáîâàíèé. Âûáîð
ïðèñïîñîáëåíèé
ïðîèçâîäèì ïî
ñïðàâî÷íèêó
[1].
Âûáîð ïðèñïîñîáëåíèé
ïî îïåðàöèÿì çàíîñèì
â òàáëèöó 8.7.
Òàáëèöà 8.7 - Ñòàíî÷íûå
ïðèñïîñîáëåíèÿ
äëÿ ïðîèçâîäñòâà
äåòàëè
|
¹
|
Îïåðàöèÿ
|
Ïðèñïîñîáëåíèå
|
|
1
|
Òîêàðíàÿ
ñ ×ÏÓ
|
Êóëà÷êîâûé
ïàòðîí
|
|
2
|
Çóáîôðåçåðíàÿ
|
Îñíàñòêà
ïðè ñòàíêå
|
|
3
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
Îñíàñòêà
ïðè ñòàíêå
|
|
4
|
Âåðòèêàëüíî-ñâåðëèëüíàÿ
|
Îñíàñòêà
ïðè ñòàíêå
|
|
5
|
Êðóãëîøëèôîâàëüíàÿ
|
Ïàòðîí
ïîâîäêîâûé äëÿ
øëèôîâàëüíûõ
ñòàíêîâ
|
|
6
|
Âíóòðèøëèôîâàëüíàÿ
|
Ïàòðîí
ïîâîäêîâûé äëÿ
øëèôîâàëüíûõ
ñòàíêîâ
|
.11 Âûáîð
ðåæóùèõ èíñòðóìåíòîâ
Âûáîð ðåæóùåãî
èíñòðóìåíòà
îñóùåñòâëÿåì
â çàâèñèìîñòè
îò ìåòîäà îáðàáîòêè,
ôîðìû è ðàçìåðîâ
îáðàáàòûâàåìîé
ïîâåðõíîñòè,
åå òî÷íîñòè è
øåðîõîâàòîñòè,
ìàòåðèàëà çàãîòîâêè,
çàäàííîé ïðîèçâîäèòåëüíîñòè
è ïåðèîäà ñòîéêîñòè
èíñòðóìåíòà.
Ðåæóùèå èíñòðóìåíòû
äëÿ îáðàáîòêè
äåòàëè äîëæíû
îáëàäàòü âûñîêîé
ðåæóùåé ñïîñîáíîñòüþ,
îáåñïå÷èâàòü
ñòàáèëüíîñòü
ïðîöåññà îáðàáîòêè,
âîçìîæíîñòüþ
áûñòðîé óäîáíîé
çàìåíû, ïîäíàëàäêè
â ïðîöåññå îáðàáîòêè.
Âûáîð ðåæóùåãî
èíñòðóìåíòà
èç ñïðàâî÷íèêà
[1] ñâîäèì â òàáëèöó
8.8.
Òàáëèöà 8.8 - Âûáîð
ðåæóùåãî èíñòðóìåíòà
|
Îïåðàöèÿ
|
Ïåðåõîä
|
Ðåæóùèé
èíñòðóìåíò
|
|
Òîêàðíàÿ
|
Òî÷èòü
íàðóæíûå ïîâåðõíîñòè
|
Òîêàðíûé
ïðîõîäíîé îòîãíóòûé
ïðàâûé ðåçåö ñ
ïëàñòèíêîé Ò
5Ê 10, ÃÎÑÒ 18877-73
|
|
Ïîäðåçàòü
òîðöû, òî÷èòü
ôàñêó
|
Òîêàðíûé
ïîäðåçíîé îòîãíóòûé
ïðàâûé ðåçåö ñ
ïëàñòèíêîé Ò
5Ê 10, ÃÎÑÒ 18880-73
|
|
Çóáîôðåçåðíàÿ
|
Ôðåçåðîâàòü
63 çóáà
|
Ôðåçà
÷åðâÿ÷íàÿ Ì 5 ÃÎÑÒ
9324-80
|
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
Ôðåçåðîâàòü
óçåë êðåïëåíèÿ
ôëàíöà
|
Ôðåçà
òîðöåâàÿ Ô 100õ 32
Z=18 ÃÎÑÒ 9304-69
|
|
Âåðòèêàëüíî-ñâåðëèëüíàÿ
|
Ñâåðëèò
4 îòâ. Ô 13.9
|
Ñïèðàëüíîå
ñâåðëî èç áûñòðîðåæóùåé
ñòàëè Ð 6Ì 5 ñ êîíè÷åñêèì
õâîñòîâèêîì
ÃÎÑÒ 10903-77, Ô 13.9 ìì.
|
|
Çåíêîâàòü
4 îòâ.
|
Çåíêîâêà
òèï. 7 ñ óãëîì ïðè
âåðøèíå 120 ãðàä.
ÃÎÑÒ 14953-80
|
|
Íàðåçàòü
ðåçüáó Ì 16 â 4 îòâ.
|
Ìåò÷èê
ìàøèííûé Ì 16 ïî
ÃÎÑÒ 3266-81
|
|
Êðóãëîøëèôîâàëüíàÿ
|
Øëèôîâàòü
íàðóæíóþ ïîâåðõíîñòü
Ô 170
|
Àáðàçèâíûé
êðóã ÏÏ 350õ 12õ 76 15À
50 ñì 1 Ê 7 25 ì/ñ ÃÎÑÒ
2424-83
|
|
Âíóòðèøëèôîâàëüíàÿ
|
Øëèôîâàòü
âíóòðåííþþ ïîâåðõíîñòü
Ô 130
|
Àáðàçèâíûé
êðóã ÷àøå÷íûé
öèëèíäðè÷åñêèé
×Ö 80õ 50õ 10 25À 25 ñò 2 Ê
7 25 ì/ñ ÃÎÑÒ 2424-83
|
8.12 Âûáîð
ñðåäñòâ èçìåðåíèÿ
è êîíòðîëÿ
Âûáîð ñðåäñòâ
èçìåðåíèÿ è êîíòðîëÿ
îòêëîíåíèé ôîðìû
è âçàèìíîãî ðàñïîëîæåíèÿ
îáðàáîòàííûõ
ïîâåðõíîñòåé
âåäåì â çàâèñèìîñòè
îò òèïà ïðîèçâîäñòâà,
âåëè÷èí äîïóñêà
êîíòðîëèðóåìîãî
ïàðàìåòðà.
Âûáðàííûå
ñðåäñòâà èçìåðåíèÿ
è êîíòðîëÿ èç
ñïðàâî÷íèêà
[1] ñâîäèì â òàáëèöó
8.9.
Òàáëèöà 8.9 - Âûáîð
ñðåäñòâ èçìåðåíèÿ
|
Êîíòðîëèðóåìûé
ïàðàìåòð
|
Ìåðèòåëüíûé
èíñòðóìåíò
|
|
1
|
2
|
|
Ëèíåéíûå
ðàçìåðû è äèàìåòðû
|
Øòàíãåíöèðêóëü
ÙÖ-250-0.05 ÃÎÑÒ 166-89
|
|
Íàðóæíûé
äèàìåòð Ô 170h8
|
Ìèêðîìåòð
ãëàäêèé ÌÊ ÃÎÑÒ
6507-90
|
|
Âíóòðåííèé
äèàìåòð Ô 130Í 7
|
Íóòðîìåð
ìèêðîìåòðè÷åñêèé
ÍÌ-175, ÃÎÑÒ 10-88
|
|
Ðàäèàëüíîå
áèåíèå
|
Áèåíåìåð
Á 10Ì ÒÓ 2-034-216-85
|
|
Øåðîõîâàòîñòü
ïîâåðõíîñòè
|
Ïðîôèëîìåòð
öåõîâîé ñ öèôðîâûì
îò÷åòîì è èíäóêòèâíûì
ïðåîáðàçîâàòåëåì
ÀII, 296 ÃÎÑÒ 19300-86
|
|
Çóáüÿ
|
Óíèâåðñàëüíûé
ïðèáîð äëÿ èçìåðåíèÿ
çóá÷àòûõ êîëåñ
ÇÈÏ-1 ÒÓ 2-034-544-81
|
.13 Âûáîð
ðåæèìîâ ðåçàíèÿ
Ðåæèìû ðåçàíèÿ
ðàññ÷èòàåì äëÿ
íåñêîëüêèõ òèïîâûõ
îïåðàöèé, îñòàëüíûå
ðàññ÷èòàííûå
äàííûå ñâåäåì
â òàáëèöû 8.10 - 8.13.
Òàáëèöà 8.10 - Ðåæèìû
ðåçàíèÿ òîêàðíûõ
îïåðàöèé
|
¹ Îïåðàöèÿ
|
Ïåðåõîä
|
L, ìì
|
T, ìì
|
S, ìì/îá
|
i
|
nñò., îá/ìèí
|
uäåéñòâ., ì/ìèí
|
Tî,
ìèí
|
|
Òîêàðíàÿ
ñ ×ÏÓ
|
×åðíîâîå
òî÷åíèå íàðóæíîé
ïîâåðõíîñòè
Ô 325
|
100
|
2
|
1.2
|
1
|
140
|
136.8
|
0.64
|
|
×èñòîâîå
òî÷åíèå íàðóæíîé
ïîâåðõíîñòè
Ô 325
|
100
|
1
|
0.25
|
1
|
315
|
321.3
|
1.37
|
|
×åðíîâîå
òî÷åíèå âíóòðåííèõ
ïîâåðõíîñòåé
Ô 95/Ô 121/Ô 130/Ô 140
|
1097
|
3
|
0.8
|
2
|
100
|
43.96
|
13.71
|
|
×èñòîâîå
òî÷åíèå âíóòðåííèõ
ïîâåðõíîñòåé
Ô 95/Ô 121/Ô 130/Ô 140
|
1097
|
1
|
0.25
|
1
|
250
|
84.5
|
17.55
|
|
Ðàñòî÷èòü
òîðåö Ô 250 òîðåö
íà ãëóáèíó 16 ìì,
òî÷èòü ôàñêó
|
55
|
2
|
0.5
|
8
|
160
|
125.66
|
6.30
|
|
Ïîäðåçêà
òîðöà Ô 325/Ô 250
|
75
|
3
|
0.6
|
1
|
170
|
173.57
|
0.81
|
|
Òî÷èòü
êàíàâêó Ô 134õ 3 ìì
|
2
|
3
|
0.6
|
1
|
170
|
173.57
|
0.02
|
|
Òîêàðíàÿ
ñ ×ÏÓ
|
×åðíîâîå
òî÷åíèå íàðóæíîé
ïîâåðõíîñòè
Ô 180
|
107
|
2
|
1.2
|
1
|
160
|
141.3
|
0.32
|
|
×èñòîâîå
òî÷åíèå íàðóæíîé
ïîâåðõíîñòè
Ô 180
|
107
|
1
|
0.25
|
1
|
350
|
328.1
|
0.86
|
|
Ïîäðåçêà
òîðöà Ô 325/Ô 250
|
77.5
|
3
|
0.6
|
1
|
170
|
173.57
|
0.93
|
Òàáëèöà 8.11 - Ðåæèìû
ðåçàíèÿ äëÿ ôðåçåðíûõ
îïåðàöèé
|
¹
|
Îïåðàöèÿ
|
Ïåðåõîä
|
L, ìì
|
T, ìì
|
S, ìì/çóá
|
i
|
nñò., îá/ìèí
|
uäåéñòâ., ì/ìèí
|
Tî,
ìèí
|
|
040
|
Çóáî-ôðåçåðíàÿ
|
Ôðåçåðîâàòü
65 çóáüåâ m=5
|
100
|
0.4
|
0.1
|
65
|
280
|
140.67
|
14.06
|
|
050
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
Ôðåçåðîâàòü
óçåë êðåïëåíèÿ
ôëàíöà
|
170
|
25
|
0.05
|
4
|
100
|
31.4
|
7.55
|
Òàáëèöà 8.12 - Ðåæèìû
ðåçàíèÿ äëÿ ñâåðëèëüíûõ
îïåðàöèé
|
¹
|
Îïåðàöèÿ
|
Ïåðåõîä
|
L, ìì
|
T, ìì
|
i
|
S, ìì/îá
|
uòàáë.., ì/ìèí
|
nñò., îá/ìèí
|
uäåéñòâ., ì/ìèí
|
Tî,
ìèí
|
|
060
|
Âåðòêàëüíî-
ñâåðëèëüíàÿ
|
Ñâåðëèòü
4 îòâ.
|
40
|
6.95
|
4
|
0.32
|
18.0
|
325
|
14.9
|
1.85
|
|
|
Çåíêîâàòü
4 îòâ.
|
1
|
0.25
|
4
|
0.52
|
400
|
22.1
|
20.2
|
0.14
|
|
|
Íàðåçàòü
ðåçüáó Ô 16
|
35
|
|
4
|
|
9.8
|
180
|
9.05
|
0.32
|
Òàáëèöà 8.13 - Ðåæèìû
ðåçàíèÿ äëÿ øëèôîâàëüíûõ
îïåðàöèé
|
¹
|
Îïåðàöèÿ
|
L, ìì
|
T, ìì
|
S, ìì/îá
|
nñò., îá/ìèí
|
uäåéñòâ., ì/ìèí
|
nñò.êðóãà, îá/ìèí
|
u êðóãà, ì/ñ
|
Tî,
ìèí
|
|
090
|
Êðóãëî-øëèôîâàëüíàÿ
|
85
|
0.05
|
3.6
|
90
|
48.04
|
1590
|
25
|
0.097
|
|
100
|
Âíóòðè-øëèô.
|
100
|
0.06
|
4.8
|
100
|
51.4
|
1590
|
25
|
0.054
|
Òîêàðíàÿ ñ ×ÏÓ
÷åðíîâîå òî÷åíèå
âíóòðåííèõ ïîâåðõíîñòåé.
Ðàññ÷èòàåì
ðåæèì ðåçàíèÿ
äëÿ ÷åðíîâîé îáðàáîòêè
âíóòðåííèõ ïîâåðõíîñòåé.
Òàê êàê îáðàáîòêà
ïðîèçâîäèòñÿ
íà ñòàíêå ñ ×ÏÓ,
òî äëÿ ïåðåõîäà
÷åðíîâîãî òî÷åíèÿ
ðåæèìû ðåçàíèÿ
ðàññ÷èòàåì ïî
ñàìîìó íàãðóæåííîìó
òî÷åíèþ äèàìåòð
Ô 140, à îáùóþ äëèíó
îáðàáîòêè âîçüìåì
êàê ñóììó âñåõ
îáòà÷èâàåìûõ
ïîâåðõíîñòåé.
Ãëóáèíà
ðåçàíèÿ  ìì.
ìì.
Ñîãëàñíî ðåêîìåíäîâàííûõ
ïîäà÷ äëÿ ÷åðíîâîãî
òî÷åíèÿ ðàñòî÷íûìè
ðåçöàìè âíóòðåííèõ
ïîâåðõíîñòåé
[5, ñòð. 322] èç ñòàíäàðòíûõ
ïîäà÷ ñòàíêà
âûáèðàåì áëèæàéøóþ
è íàçíà÷àåì
ïîäà÷ó  ìì/îá.
ìì/îá.
Äëèíà ðàáî÷åãî
õîäà [3, ñòð. 175]:
 , ìì, (148)
, ìì, (148)
ãäå
- äëèíà
ðåçàíèÿ, ìì;
 - âåëè÷èíà
âðåçàíèÿ, ìì;
- âåëè÷èíà
âðåçàíèÿ, ìì;
 - âåëè÷èíà
ïåðåáåãà,
- âåëè÷èíà
ïåðåáåãà,  ìì.
ìì.
Âåëè÷èíà âðåçàíèÿ
äëÿ ðàñòî÷íûõ
ðåçöîâ ïðè òðåáóåìîé
ãëóáèíå ðåçàíèÿ
 ìì.
ìì.
Äëèíà ðåçàíèÿ:
ïðîõîäà  ìì;
ìì;
ïðîõîäà  ìì;
ìì;
ïðîõîä  ìì;
ìì;
ïðîõîäà  ìì.
ìì.
 ìì.
ìì.
Ïåðèîä ñòîéêîñòè
èíñòðóìåíòà
 ìèí. Ìàòåðèàë
ïëàñòèíû èç òâåðäîãî
ñïëàâà Ò 5Ê 10.
ìèí. Ìàòåðèàë
ïëàñòèíû èç òâåðäîãî
ñïëàâà Ò 5Ê 10.
Ðàññ÷èòûâàåì
ñêîðîñòü ðåçàíèÿ
[3, ñòð. 174]:
 , ì/ìèí; (149)
, ì/ìèí; (149)
ãäå  - òàáëè÷íàÿ
ñêîðîñòü ðåçàíèÿ,
ì/ìèí;
- òàáëè÷íàÿ
ñêîðîñòü ðåçàíèÿ,
ì/ìèí;
 - êîýôôèöèåíò,
çàâèñÿùèé îò
îáðàáàòûâàåìîãî
ìàòåðèàëà;
- êîýôôèöèåíò,
çàâèñÿùèé îò
îáðàáàòûâàåìîãî
ìàòåðèàëà;
 - êîýôôèöèåíò,
çàâèñÿùèé îò
ñòîéêîñòè è ìàðêè
òâåðäîãî ñïëàâà;
- êîýôôèöèåíò,
çàâèñÿùèé îò
ñòîéêîñòè è ìàðêè
òâåðäîãî ñïëàâà;
 - êîýôôèöèåíò,
çàâèñÿùèé îò
âèäà îáðàáîòêè.
- êîýôôèöèåíò,
çàâèñÿùèé îò
âèäà îáðàáîòêè.
 ì/ìèí [1, ñòð. 322];
ì/ìèí [1, ñòð. 322];  [1, ñòð. 324];
[1, ñòð. 324];  [1, ñòð. 324];
[1, ñòð. 324];  [1, ñòð. 324];
[1, ñòð. 324];
 ì/ìèí.
ì/ìèí.
Îïðåäåëÿåì ÷àñòîòó
âðàùåíèÿ çàãîòîâêè
[3, ñòð. 174]:
 , îá/ìèí, (150)
, îá/ìèí, (150)
ãäå  - ðàñ÷åòíàÿ
ñêîðîñòü ðåçàíèÿ,
ì/ìèí.
- ðàñ÷åòíàÿ
ñêîðîñòü ðåçàíèÿ,
ì/ìèí.
Îáðàáàòûâàåìûé
äèàìåòð  ìì.
ìì.
 îá/ìèí.
îá/ìèí.
Ïðèíèìàåì
ïî ïàñïîðòó ñòàíêà
 îá/ìèí.
îá/ìèí.
Äåéñòâèòåëüíàÿ
ñêîðîñòü ðåçàíèÿ
[3, ñòð. 174]:
 , ì/ìèí, (151)
, ì/ìèí, (151)
ãäå  - ïðèíÿòàÿ
÷àñòîòà âðàùåíèÿ,
îá/ìèí;
- ïðèíÿòàÿ
÷àñòîòà âðàùåíèÿ,
îá/ìèí;
 ì/ìèí.
ì/ìèí.
Îïðåäåëÿåì îñíîâíîå
âðåìÿ [3, ñòð. 174]:
 , ìèí, (152)
, ìèí, (152)
ãäå  - ÷èñëî
ïðîõîäîâ,
- ÷èñëî
ïðîõîäîâ,  ;
;
×èñëî ïðîõîäîâ,
 .
.
 ìèí.
ìèí.
.14 Óòî÷íåííîå
íîðìèðîâàíèå
âðåìåíè îïåðàöèè
 ñðåäíåñåðèéíîì
ïðîèçâîäñòâå
îïðåäåëÿåòñÿ
íîðìà øòó÷íî-êàëüêóëÿöèîííîãî
âðåìåíè [3, ñòð.
79]:
 , ìèí,
(153)
, ìèí,
(153)
ãäå
 - ïîäãîòîâèòåëüíî-çàêëþ÷èòåëüíîå
âðåìÿ, ìèí;
- ïîäãîòîâèòåëüíî-çàêëþ÷èòåëüíîå
âðåìÿ, ìèí;
- êîëè÷åñòâî
äåòàëåé â íàñòðîå÷íîé
ïàðòèè;
 - íîðìà øòó÷íîãî
âðåìåíè, ìèí.
- íîðìà øòó÷íîãî
âðåìåíè, ìèí.
Íîðìà øòó÷íîãî
âðåìåíè [3, ñòð.
78]:
 , ìèí
(154)
, ìèí
(154)
ãäå
 - îñíîâíîå
âðåìÿ, ìèí;
- îñíîâíîå
âðåìÿ, ìèí;
 - âñïîìîãàòåëüíîå
âðåìÿ, ìèí;
- âñïîìîãàòåëüíîå
âðåìÿ, ìèí;
 - âðåìÿ íà îáñëóæèâàíèå
ðàáî÷åãî ìåñòà,
ìèí;
- âðåìÿ íà îáñëóæèâàíèå
ðàáî÷åãî ìåñòà,
ìèí;
 - âðåìÿ ïåðåðûâà
íà îòäûõ è ëè÷íûå
íóæäû, ìèí.
- âðåìÿ ïåðåðûâà
íà îòäûõ è ëè÷íûå
íóæäû, ìèí.
Âñïîìîãàòåëüíîå
âðåìÿ [3, ñòð. 78]
 , ìèí;
(155)
, ìèí;
(155)
ãäå
 - âðåìÿ
íà óñòàíîâêó
è ñíÿòèå äåòàëè,
ìèí;
- âðåìÿ
íà óñòàíîâêó
è ñíÿòèå äåòàëè,
ìèí;
 - âðåìÿ íà çàêðåïëåíèå
è îòêðåïëåíèå
äåòàëè, ìèí;
- âðåìÿ íà çàêðåïëåíèå
è îòêðåïëåíèå
äåòàëè, ìèí;
 - âðåìÿ íà ïðèåìû
óïðàâëåíèÿ, ìèí;
- âðåìÿ íà ïðèåìû
óïðàâëåíèÿ, ìèí;
 - âðåìÿ íà èçìåðåíèå
äåòàëè, ìèí.
- âðåìÿ íà èçìåðåíèå
äåòàëè, ìèí.
Ïðèâåäåííûå
âûøå ôîðìóëû ìîæíî
ïðåäñòàâèòü â
âèäå îäíîé ôîðìóëû:
 , ìèí,
(156)
, ìèí,
(156)
ãäå
 - âðåìÿ
íà óñòàíîâêó
è ñíÿòèå, çàêðåïëåíèå
è îòêðåïëåíèå
äåòàëè, ìèí;
- âðåìÿ
íà óñòàíîâêó
è ñíÿòèå, çàêðåïëåíèå
è îòêðåïëåíèå
äåòàëè, ìèí;  - âðåìÿ
íà îáñëóæèâàíèå
ðàáî÷åãî ìåñòà,
ïåðåðûâà íà îòäûõ
è ëè÷íûå íóæäû,
ìèí;
- âðåìÿ
íà îáñëóæèâàíèå
ðàáî÷åãî ìåñòà,
ïåðåðûâà íà îòäûõ
è ëè÷íûå íóæäû,
ìèí;
Òîêàðíàÿ
ñ ×ÏÓ 1:
 ìèí;
ìèí;
Òîêàðíàÿ
ñ ×ÏÓ 2:
 ìèí;
ìèí;
Çóáî-ôðåçåðíàÿ:
 ìèí;
ìèí;
Âåðòèêàëüíî-ôðåçåðíàÿ
ñ ×ÏÓ:
 ìèí;
ìèí;
Âåðòèêàëüíî-ñâåðëèëüíàÿ:
 ìèí;
ìèí;
Êðóãëî-øëèôîâàëüíàÿ:
 ìèí;
ìèí;
Âíóòðè-øëèôîâàëüíàÿ:
 ìèí;
ìèí;
Ñâîäíàÿ
òàáëèöà òåõíè÷åñêèõ
íîðì âðåìåíè
ïî îïåðàöèÿì íà
ñòàíêàõ ïðåäñòàâëåíà
â òàáëèöå 8.14.
Òàáëèöà 8.14 - Ñâîäíàÿ
òàáëèöà òåõíè÷åñêèõ
íîðì âðåìåíè
ïî îïåðàöèÿì íà
ñòàíêàõ (â ìèí.)
|
Îïåðàöèÿ
|
Òâ
|
Òî
|
Òîá+Òîò
|
Òøò
|
Òïç
|
Òøê
|
|
Òóñ+Òçî
|
Òóï
|
Òèç
|
|
|
|
|
|
|
|
Òîêàðíàÿ
ñ ×ÏÓ 1
|
0.54
|
0.2
|
0.98
|
40.4
|
4.04
|
46.16
|
18
|
500
|
46.2
|
|
Òîêàðíàÿ
ñ ×ÏÓ 2
|
0.54
|
0.2
|
0.98
|
2.11
|
0.21
|
4.06
|
18
|
|
4.1
|
|
Çóáî-ôðåçåðíàÿ
|
0.74
|
0.32
|
0.28
|
14.06
|
1.14
|
16.81
|
15
|
|
16.84
|
|
Âåðòèêàëüíî-ôðåçåðíàÿ
|
0.74
|
0.32
|
0.28
|
7.55
|
0.76
|
9.65
|
15
|
|
9.68
|
|
Âåðòèêàëüíî-ñâåðëèëüíàÿ
|
0.63
|
0.22
|
0.26
|
2.31
|
0.23
|
3.65
|
15
|
|
3.68
|
|
Êðóãëî-øëèôîâàëüíàÿ
|
0.72
|
0.05
|
0.28
|
0.097
|
0.009
|
1.16
|
12
|
|
1.18
|
|
Âíóòðè-øëèôîâàëüíàÿ
|
0.72
|
0.05
|
0.28
|
0.054
|
0.005
|
1.11
|
12
|
|
1.13
|
8.15 Ðàçðàáîòêà
óïðàâëÿþùåé ïðîãðàììû
äëÿ ×ÏÓ
Íà âåðòèêàëüíî
ôðåçåðíîì ñòàíêå
6Ò 13 ñ ×ÏÓ òèïà ÎÐØÀ-Ô
32ÃÔ 3 îáðàáàòûâàåòñÿ
âûñòóï íà øåñòåðíå,
íà êîòîðîì ïðèñóòñòâóþò
äâà ôðåçåðîâàííûõ
ïàçà è ÷åòûðå
ïðîñâåðëåííûõ
îòâåðñòèÿ.
¹ 001 G17
¹ 002 Ò 01S500Ì 03õ+000000ó+000000z+000000
¹003 G01 õ-013000ó+007000 F0712 L301
¹004 z-023800 L402
¹005 õ+026000 F0710 L103
¹006 ó-014000 F0712
¹007 õ-026000 F0710
¹008 z+023800 F0712
¹009 G40x+013000y+007000
¹010 Ò 02 S500
¹011 õ-007000 L304
¹012 z-023800 L405 M08
¹013 z-002500 L406 F0610
¹014 z +002500 F0712
¹015 õ+014000 L307
¹016 z-002500 L408 F0610
9. Áåçîïàñíîñòü
è ýêîëîãè÷íîñòü
ïðîåêòà
.1 Àíàëèç
óñëîâèé òðóäà
ïðîèçâîäñòâà
õîëîäíîãî ïðîêàòà
Ïðîèçâîäñòâî
õîëîäíîãî ïðîêàòà
ñ÷èòàåòñÿ îñîáî
îïàñíûì ïðîèçâîäñòâåííûì
îáúåêòîì èç-çà
ïðåâûøåíèÿ ïðåäåëüíîé
íîðû õðàíåíèÿ
è èñïîëüçîâàíèÿ
àììèàêà.
 ïðîèçâîäñòâî
õîëîäíîãî ïðîêàòà
âõîäèò ïÿòü îñíîâíûõ
öåõîâ:
– öåõ òðàâëåíèÿ
ìåòàëë
– öåõ ïðîêàòêè
è îòæèãà
– öåõ îòäåëêè
ìåòàëëà
– öåõ ïîëèìåðíûõ
ïîêðûòèé
– öåõ äèíàìíîé
ñòàëè
Öåõ òðàâëåíèÿ
ìåòàëëà ñ÷èòàåòñÿ
ñàìûì âðåäíûì
è îïàñíûì âî âñ¸ì
ïðîèçâîäñòâå.
 ñâÿçè ñ âûñîêèì
ïðåâûøåíèåì ïðåäåëüíî
äîïóñòèìûõ íîðì
âðåäíûõ âåùåñòâ,
ñîäåðæàíèÿ ìåòàëëè÷åñêîé
ïûëè, îêàëèíû,
ïàðîâ ñåðíîé êèñëîòû
è âûñîêîé âëàæíîñòè
âîçäóõà ðàáî÷åìó
ïåðñîíàëó ýòîãî
öåõà ïðèñâîåíà
ïåðâàÿ ñåòêà ïî
âðåäíîñòè. Â îñòàëüíûõ
÷åòûð¸õ öåõàõ
ðàáî÷åìó ïåðñîíàëó
ïðèñâîåíà âòîðàÿ
ñåòêà ïî âðåäíîñòè.
 ñâÿçè ñ áîëüøèìè
ïåðåìåíàìè ñ
ïåðâîãî ñåíòÿáðÿ
2015 ãîäà â óïðàâëåí÷åñêîì
ñîñòàâå, íà ÏÀÎ
"Ñåâåðñòàëü"
ñòàëè óäåëÿòü
áîëüøîå âíèìàíèå
óñëîâèÿì òðóäà.
Ïåðâûì ïðèêàçîì
íîâîãî ãåíåðàëüíîãî
äèðåêòîðà ñòàë
ïðèêàç î çàìåíå
âñåãî íåñòàíäàðòíîãî
è ñàìîäåëüíîãî
èíñòðóìåíòà.
Ýòîò ïðèêàç áûë
îáîñíîâàí òðàâìîé
ñî ñìåðòåëüíûì
èñõîäîì ïîëó÷åííîé
ýëåêòðîñâàðùèêîì
èç çà ïðèìåíåíèÿ
ñàìîäåëüíîãî
äåðæàòåëÿ ýëåêòðîäîâ
è íåäîñòàòî÷íîé
ïîäãîòîâêå ê âûïîëíåíèþ
ðàáîòû (íå èñïîëüçîâàëñÿ
ðåçèíîâûé êîâðèê).
Ðåçóëüòàòîì
äàííîãî ïðèêàçà
ñòàëî îáåñïå÷åíèå
ðàáî÷åãî ïåðñîíàëà
âñåõ ñëóæá êà÷åñòâåííûì,
áîëåå áåçîïàñíûì
èíñòðóìåíòîì.
Ïîñëå ïåðâîãî
âèçèòà íîâîãî
ãåíåðàëüíîãî
äèðåêòîðà íà ïðîèçâîäñòâî
ÏÀÎ "Ñåâåðñòàëü"
ó íåãî âîçíèêëè
âîïðîñû ïî îáåñïå÷åíèþ
óñëîâèé òðóäà.
Íà÷àëüíèêè öåõîâ
ñðàçó ñòàëè ïðîÿâëÿòü
èíèöèàòèâó è
óäåëÿòü áîëüøîå
âíèìàíèå ñîñòîÿíèþ
ðàáî÷èõ, ñàíèòàðèè,
ãèãèåíû. Â öåõàõ
ñòàëè äåëàòü
áîëåå êà÷åñòâåííûå
è äîðîãîñòîÿùèå
ðåìîíòû.
.2 Ìåðû
ïî îáåñïå÷åíèþ
áåçîïàñíîñòè
è óñëîâèé òðóäà
Ïî ðåçóëüòàòàì
ðàáîòû â 2015 ãîäó
â Îáùåñòâå çàôèêñèðîâàí
21 ó÷åòíûé íåñ÷àñòíûé
ñëó÷àé íà ïðîèçâîäñòâå.
Ïî ðåçóëüòàòàì
àíàëèçà ïðîèçâîäñòâåííîãî
òðàâìàòèçìà
â 2015 ãîäó 47% íåñ÷àñòíûõ
ñëó÷àåâ äîïóùåíî
ïî ïðè÷èíå íåóäîâëåòâîðèòåëüíîé
îðãàíèçàöèè
ïðîèçâîäñòâà
ðàáîò ðóêîâîäèòåëÿìè
ïîäðàçäåëåíèé,
38% íåñ÷àñòíûõ
ñëó÷àåâ äîïóùåíî
ïî ïðè÷èíå íåâûïîëíåíèÿ
ðàáîòíèêàìè
óñòàíîâëåííûõ
òðåáîâàíèé îõðàíû
òðóäà. Â öåëîì
çà ïåðèîä ñ 2010ã.
ïî 2015ã. äîñòèãíóòî
îáùåå ñíèæåíèå
óðîâíÿ ïðîèçâîäñòâåííîãî
òðàâìàòèçìà
â Îáùåñòâå â 5 ðàç.
 2015 ãîäó â Îáùåñòâå
ðåàëèçîâàíî
142 ìåðîïðèÿòèÿ,
íàïðàâëåííûõ
íà óëó÷øåíèå
è îçäîðîâëåíèå
óñëîâèé òðóäà
ñ îáùèì îáúåìîì
ôèíàíñèðîâàíèÿ
ïîðÿäêà 125,1 ìëí. ðóá.
 2015 ãîäó â ïîðÿäêå
âûïîëíåíèÿ òðåáîâàíèé
ñò. 212 Òðóäîâîãî
Êîäåêñà ÐÔ çàâåðøåíà
ðàáîòà ïî ñåðòèôèêàöèè
îðãàíèçàöèè
ðàáîò ïî îõðàíå
òðóäà. Ïî ðåçóëüòàòàì
ïðîâåäåííîé ðàáîòû
ÏÀÎ "Ñåâåðñòàëü"
âûäàí ñåðòèôèêàò
áåçîïàñíîñòè.
 2015ã. êîìïàíèåé
ÎÎÎ "Äþïîí Íàóêà
è Òåõíîëîãèè"
â Îáùåñòâå ïðîâîäèëñÿ
àóäèò ñèñòåìû
óïðàâëåíèÿ îõðàíîé
òðóäà è ïðîìûøëåííîé
áåçîïàñíîñòüþ.
Ñ ó÷åòîì ðåçóëüòàòîâ
àóäèòà â Îáùåñòâå
ðàçðàáîòàíà
è ðåàëèçóåòñÿ
ïðîãðàììà ïî ïåðåõîäó
îò ðåàãèðóþùåé
ìîäåëè óïðàâëåíèÿ
ê ïðåäóïðåæäàþùåé,
ïðåäóñìàòðèâàþùåé,
â ÷àñòíîñòè,
îðãàíèçàöèþ
ïðîâåäåíèÿ ïîâåäåí÷åñêèõ
àóäèòîâ, âîâëå÷åíèå
â èõ ïðîâåäåíèå
ëèíåéíûõ ðóêîâîäèòåëåé,
ñîçäàíèå ñèñòåìû
ïîëîæèòåëüíîé
ìîòèâàöèè çà
áåçîïàñíûé òðóä,
âíåäðåíèå êëþ÷åâûõ
ïîêàçàòåëåé
ýôôåêòèâíîñòè
ïî áåçîïàñíîñòè
òðóäà è äð. Âíåäðåíèåì
ýëåìåíòîâ ïîâåäåí÷åñêèõ
àóäèòîâ, íà÷èíàÿ
ñ 2016 ãîäà, áóäåò
çàíèìàòüñÿ ñïåöèàëüíî
ñîçäàííàÿ â ñîñòàâå
óïðàâëåíèÿ ïðîìûøëåííîé
áåçîïàñíîñòè
ãðóïïà òðåíåðîâ.
Âíåäðåíèå ýëåìåíòîâ
ïîâåäåí÷åñêîãî
àóäèòà áóäåò
îñóùåñòâëÿòüñÿ
íå òîëüêî íà ïðîìûøëåííîé
ïëîùàäêå ×åðåïîâöà,
íî è ïîýòàïíî
íà âñåõ ïðåäïðèÿòèÿõ
äèâèçèîíà "Ñåâåðñòàëü
Ðîññèéñêàÿ ñòàëü".
 ðàìêàõ ñîçäàíèÿ
áèçíåñ-ñèñòåìû
ÏÀÎ "Ñåâåðñòàëü"
ïàðàëëåëüíî ñ
âíåäðåíèåì ïîâåäåí÷åñêèõ
àóäèòîâ íà ïðåäïðèÿòèè
ïðîâîäèòñÿ ðàáîòà
ïî âíåäðåíèþ ñîâðåìåííûõ
ìåòîäîâ ðåøåíèÿ
ïðîáëåì â îáëàñòè
áåçîïàñíîñòè
ñ ó÷åòîì ïîäõîäîâ
êîìïàíèè ÌàêÊèíçè.
Ïðîìûøëåííàÿ
áåçîïàñíîñòü.
 2009 ãîäó àâàðèé
íà îïàñíûõ ïðîèçâîäñòâåííûõ
îáúåêòàõ Îáùåñòâà
íå äîïóùåíî. Îáùåñòâîì
â ïîëíîì îáúåìå
îáåñïå÷åíî ïðîâåäåíèå
â 2009 ãîäó ýêñïåðòèçû
ïðîìûøëåííîé
áåçîïàñíîñòè
òåõíè÷åñêèõ
óñòðîéñòâ, çäàíèé
è ñîîðóæåíèé.
Íåñìîòðÿ íà òî,
÷òî â 2015 ãîäó áûëè
ñóùåñòâåííî
ñíèæåíû îáúåìû
ôèíàíñèðîâàíèÿ
íà óñòðàíåíèå
îòñòóïëåíèé
îò Ïðàâèë áåçîïàñíîñòè,
âûïîëíåíèå êîìïåíñèðóþùèõ
ìåðîïðèÿòèé ïîçâîëèëî
â òå÷åíèå ãîäà
íå äîïóñòèòü
èíöèäåíòîâ ñ
ïåðñîíàëîì è
îáîðóäîâàíèåì
ïðè ýêñïëóàòàöèè
îáúåêòîâ Îáùåñòâà
ïî ïðè÷èíàì, îáóñëîâëåííûì
íàëè÷èåì óêàçàííûõ
îòñòóïëåíèé.
 2015 ãîäó äîñòèãíóòî
ñíèæåíèå êîëè÷åñòâà
ïîæàðîâ è çàãîðàíèé
íà ïðîìïëîùàäêå
íà 13%, ïîæàðîîïàñíûõ
ñèòóàöèé - íà
44% ïî ñðàâíåíèþ
ñ 2011ã. Â 2015 ãîäó óìåíüøèëîñü
êîëè÷åñòâî ïîæàðîâ,
çàãîðàíèé è ïîæàðîîïàñíûõ
ñèòóàöèé, ïðîèñøåäøèõ
ïðè âåäåíèè òåõíîëîãè÷åñêèõ
ïðîöåññîâ ïðîèçâîäñòâà,
íà 80%. Ñíèæåíà íà
27% ïîæàðíàÿ îïàñíîñòü
ýëåêòðîñåòåé,
ýëåêòðîîáîðóäîâàíèÿ.
 ðàìêàõ îáåñïå÷åíèÿ
ïåðåðåãèñòðàöèè
îáúåêòîâ Îáùåñòâà
â Ãîñóäàðñòâåííîì
ðååñòðå îïàñíûõ
ïðîèçâîäñòâåííûõ
îáúåêòîâ (1 ðàç
â 5 ëåò) çàâåðøåíà
ïðîöåäóðà èäåíòèôèêàöèè
îïàñíûõ ïðîèçâîäñòâåííûõ
îáúåêòîâ è ïðîâåäåíà
èõ ïîñëåäóþùàÿ
ïåðåðåãèñòðàöèÿ.
 ïåðâîì êâàðòàëå
2015 ãîäà Îáùåñòâîì
ïîëó÷åíà ëèöåíçèÿ
íà ýêñïëóàòàöèþ
õèìè÷åñêè îïàñíûõ
ïðîèçâîäñòâåííûõ
îáúåêòîâ è ëèöåíçèÿ
íà ýêñïëóàòàöèþ
âçðûâîïîæàðîîïàñíûõ
îáúåêòîâ.
Ðàñ÷¸ò
âðåìåíè íà ýâàêóàöèþ
ëþäåé èç öåõà
îòäåëêè ìåòàëëà
â óñëîâèÿõ ×Ñ,
ìèí. Ðàñ÷åò âðåìåíè
ýâàêóàöèè ïåðñîíàëà
áóäåò ïðîèçâîäèòüñÿ
ïî ìàêñèìàëüíîìó
ïóòè ñëåäîâàíèÿ
ïåðñîíàëà îò
ìåñòà àâàðèè
äî ñàìûõ äàëüíèõ
âîðîò.
Ò= L/V+T1+T2+T3+T4 ;ìèí.,
(157)
ãäå Ò1 - ñðåäíåå
âðåìÿ íà îïîâåùåíèå
äèñïåò÷åðà öåõà
è îáüÿñíåíèå
ñèòóàöèè, 2 ìèí.;
T2 - âðåìÿ äèñïåò÷åðà
íà îïîâåùåíèå
öåõà îá ýâàêóàöèè,
1 ìèí.;
T3 - âêëþ÷åíèå
àâàðèéíîé ñèãíàëèçàöèè,0.3
ìèí.;
Ò4 - ðåàãèðîâàíèå
ïåðñîíàëà öåõà,5ìèí.;
V - ñðåäíÿÿ
ñêîðîñòü äâèæåíèÿ
ïåðñîíàëà ïî öåõó,
80ì/ìèí;
L - ïðîòÿæ¸ííîñòü
öåõà îòäåëêè
ìåòàëëà, L=700ì.
T=700/80+2+1+0.3+5=17,05ìèí.
.3 Ìåðû
ïî îáåñïå÷åíèþ
óñòîé÷èâîé ðàáîòû
öåõà â óñëîâèÿõ
×Ñ
×ðåçâû÷àéíûå
ñèòóàöèè ìîãóò
íîñèòü ðàçëè÷íûé
õàðàêòåð, â çàâèñèìîñòè
îò èõ ñóùíîñòè
ðàçðàáîòàíû
ïëàíû äåéñòâèé
âñåãî ðàáî÷åãî
ïåðñîíàëà öåõà,
âêëþ÷àÿ ðóêîâîäèòåëåé.
Ðóêîâîäÿùèé
ñîñòàâ íåñ¸ò
âñþ îòâåòñòâåííîñòü
êàê çà ïåðñîíàë
òàê è çà îáîðóäîâàíèå
öåõà, çà íå âûïîëíåíèå
äîëæíîñòíûõ
îáÿçàòåëüñòâ
ìîæåò ïîíåñòè
àäìèíèñòðàòèâíîå
è óãîëîâíîå íàêàçàíèå.
Ïðè âîçíèêíîâåíèè
×Ñ ó ðóêîâîäÿùåãî
ñîñòàâà îáúÿâëÿþò
êðóãëîñóòî÷íûé
ìàêñèìàëüíûé
îõâàò ïðîèçâîäñòâà.
Ïðè âåäåíèè òåõíîëîãè÷åñêîãî
ïðîöåññà ñîçäàåòñÿ
âîçìîæíîñòü
âîçíèêíîâåíèÿ
ïîæàðîâ.
Ïðè÷èíàìè âîçíèêíîâåíèÿ
ïîæàðîâ ìîãóò
áûòü:
– íåäîñòàòêè
â ñòðîèòåëüíûõ
êîíñòðóêöèÿõ,
– äåôåêòû îáîðóäîâàíèÿ,
– íàðóøåíèÿ
òåõíîëîãè÷åñêîãî
ïðîöåññà,
– íåîñòîðîæíîñòü
îáñëóæèâàþùåãî
ïåðñîíàëà.
Äëÿ ïðåäóïðåæäåíèÿ
âîçíèêíîâåíèÿ
ïîæàðîâ ñëåäóåò
ïîääåðæèâàòü
÷èñòîòó íà âñåõ
ðàáî÷èõ ìåñòàõ,
íå äîïóñêàòü
ðàçâåäåíèÿ îãíÿ
è èñêðîîáðàçîâàíèÿ
â ìåñòàõ, ãäå èìåþòñÿ
ãîðþ÷èå ìàòåðèàëû.
Ðàáî÷èå ðåãóëÿðíî
èíñòðóêòèðóþòñÿ
ïî òåõíèêå áåçîïàñíîñòè.
Íà ñëó÷àé âîçãîðàíèÿ,
â êàæäîé áðèãàäå
ñîçäàíû ïîæàðíûå
ðàñ÷åòû, ñòðîãî
îãîâîðåíû äåéñòâèÿ
êàæäîãî ïðè òóøåíèè
ïîæàðà.
Ïðè âîçãîðàíèè
ìóñîðà òóøåíèå
ïðîèçâîäèòñÿ
âîäîé. Òóøåíèå
ãîðþ÷å ñìàçî÷íûõ
ìàòåðèàëîâ ïðîèçâîäèòñÿ
ïåíîé. Ïðè âîçãîðàíèè
ýëåêòðîîáîðóäîâàíèÿ
òóøåíèå ïðîèçâîäèòñÿ
ïåñêîì èëè ñïåöïîðîøêîì.
Ñîäåðæàíèå ïðèðîäíîãî
ãàçà 10% äåéñòâóåò
óäóøàþùåå. Ïðèðîäíûé
ãàç ñîäåðæèò
94% ìåòàíà (ÑÍ4);
òåìïåðàòóðà âîñïëàìåíåíèÿ
710Ñ; Êîêñîâûé ãàç
ñîäåðæèò 5-8 % óãàðíîãî
ãàçà (ÑÎ), 2-3 % óãëåêèñëîãî
ãàçà (ÑÎ2), 57-61 % âîäîðîäà
è 23-27 % ìåòàíà, òåìïåðàòóðà
âîñïëàìåíåíèÿ
600 Ñ. Êîêñîâûé ãàç
äåéñòâóåò íà
îðãàíèçì îòðàâëÿþùå.
Êîíöåíòðàöèÿ
îêèñè óãëåðîäà
0,25 ìë/ë è âûøå äåéñòâóåò
ñìåðòåëüíî. Ãîðþ÷èå
ãàçû ñ âîçäóõîì
îáðàçóþò ïðè
îïðåäåëåííîì
ñîîòíîøåíèè
âçðûâ÷àòûå ñìåñè.
Ïåðâûì ïðèçíàêîì
îòðàâëåíèÿ ãàçîì
ÿâëÿåòñÿ ñëàáîñòü
â íîãàõ, ãîëîâîêðóæåíèå,
òîøíîòà. Â ýòîì
ñëó÷àå ïîñòðàäàâøåãî
íóæíî âûíåñòè
èç çàãàçîâàííîé
çîíû, âûçâàòü
ñêîðóþ ïîìîùü,
ñäåëàòü èñêóññòâåííîå
äûõàíèå. Åñëè
ïîñòðàäàâøèé
íàõîäèòñÿ â áåññîçíàòåëüíîì
ñîñòîÿíèè äàòü
åìó ïîíþõàòü
íàøàòûðíûé ñïèðò
èëè ïîáðûçãàòü
íà ëèöî âîäû.
 ñâÿçè ñ òåì,
÷òî áîëüøèíñòâî
òåõíîëîãè÷åñêèõ
ïðîöåññîâ íà ïðåäïðèÿòèÿõ
ìåòàëëóðãèè
ýëåêòðîôèöèðîâàííû,
çàùèòà îò âîçäåéñòâèÿ
ýëåêòðè÷åñêîãî
òîêà èìååò áîëüøîå
çíà÷åíèå.
×èñëî ýëåêòðîòðàâì
ïî îòíîøåíèþ
ê îáùåìó ÷èñëó
íåñ÷àñòíûõ ñëó÷àåâ
íà ìåòàëëóðãè÷åñêèõ
ïðîèçâîäñòâàõ
ñîñòàâëÿåò îòíîñèòåëüíî
íåáîëüøóþ âåëè÷èíó.
Îäíàêî íè îäèí
âèä òðàâìàòèçìà
íå äàåò ñòîëü
âûñîêîãî ïðîöåíòà
òÿæåëûõ ñëó÷àåâ,
êàê ïîðàæåíèå
òîêîì.
Ýëåêòðè÷åñêèé
òîê, ÿâëÿþùèéñÿ
îñîáûì âèäîì
ðàçäðàæèòåëÿ,
äåéñòâóåò íà
íåðâíûå âîñïðèíèìàþùèå
àïïàðàòû (ðåöåïòîðû),
ïåðåäàþùèå ðàçäðàæåíèå
öåíòðàëüíîé íåðâíîé
ñèñòåìû.
Ïåðåìåííûå òîêè
ïðîìûøëåííîé
÷àñòîòû è ïîñòîÿííûå
òîêè â 0,1 À è âûøå
ñ÷èòàþòñÿ ñìåðòåëüíûìè
äëÿ ÷åëîâåêà. Ïåðåìåííûå
òîêè äî 0,02 À è ïîñòîÿííûå
òîêè äî 0,05 À ñ÷èòàþòñÿ
áåçîïàñíûìè.
Îäíàêî äëèòåëüíîå
ïðîõîæäåíèå òîêîâ
óêàçàííîé âåëè÷èíû
óæå ñòàíîâÿòñÿ
îïàñíûìè äëÿ
æèçíè.
Òîêè âûñîêîé
÷àñòîòû (500 Ãö è
âûøå) íå ìîãóò
áûòü ïðè÷èíîé
ýëåêòðè÷åñêîãî
óäàðà, íî îïàñíû
â îòíîøåíèè îæîãîâ.
Êðîìå òîãî, ïðè
òîêàõ âûñîêîé
÷àñòîòû âîçìîæíû
ïàòîëîãè÷åñêèå
èçìåíåíèÿ â îðãàíèçìå.
Ïîìåùåíèÿ, ãäå
íàõîäÿòñÿ ýëåêòðîóñòàíîâêè,
â îòíîøåíèè îïàñíîñòè
ïîðàæåíèåì ýëåêòðè÷åñêèì
òîêîì ïîäðàçäåëÿþòñÿ
íà òðè îñíîâíûå
ãðóïïû: áåç ïîâûøåííîé
îïàñíîñòè, ñ ïîâûøåííîé
îïàñíîñòüþ, îñîáî
îïàñíûå.
Ïî íàëè÷èþ âëàãè
ïîìåùåíèÿ äåëÿòñÿ
íà: âëàæíûå, ñûðûå
è îñîáî ñûðûå.
Öåõ âûïëàâêè ñòàëè
îòíîñèòñÿ ê âëàæíûì.
Ïî õàðàêòåðó
îáñëóæèâàíèÿ
ïîìåùåíèå îòíîñèòñÿ
ê ýëåêòðîïîìåùåíèþ
ñ ïîñòîÿííûì
îáñëóæèâàþùèì
ïåðñîíàëîì. Òàêæå
íóæíî îòìåòèòü,
÷òî â öåõå èìååòñÿ
ñëóæáà ýëåêòðèêà,
êîòîðàÿ äåëèòñÿ
íà îïåðàòèâíûé
è ðåìîíòíûé ïåðñîíàë.
 öåëÿõ ýëåêòðîáåçîïàñíîñòè
íà ïðîèçâîäñòâå
èìåþòñÿ ïðåäóïðåäèòåëüíûå
ïëàêàòû, ïðåäíàçíà÷åííûå
äëÿ ïðåäóïðåæäåíèÿ
îá îïàñíîñòè
ïðè ïðèáëèæåíèè
ê ÷àñòÿì íàõîäÿùèìñÿ
ïîä íàïðÿæåíèåì.
Òàêèì îáðàçîì,
ñîáëþäàÿ òåõíèêó
áåçîïàñíîñòè
è ñëåäóÿ èíñòðóêöèè
ïî îõðàíå òðóäà,
ìîæíî íå âîëíîâàòüñÿ
çà ñâîå çäîðîâüå,
íî ëþáîå îòêëîíåíèå
îò òðåáîâàíèé
ìîæåò êîí÷èòüñÿ
ïëà÷åâíî.
Îõðàíà òðóäà
- ýòî ñèñòåìà
îáåñïå÷åíèÿ
æèçíè è çäîðîâüÿ
ëþäåé â ïðîöåññå
òðóäîâîé äåÿòåëüíîñòè,
êîòîðàÿ âêëþ÷àåò
â ñåáÿ ïðàâîâûå,
ñîöèàëüíî-ýêîíîìè÷åñêèå,
îðãàíèçàöèîííî-òåõíè÷åñêèå,
ëå÷åáíî-ïðîôèëàêòè÷åñêèå
è äðóãèå ìåðîïðèÿòèÿ.
Òåõíèêà áåçîïàñíîñòè
- ýòî ñèñòåìà
îðãàíèçàöèîííûõ
ìåðîïðèÿòèé è
òåõíè÷åñêèõ
ñðåäñòâ, ïðåäîòâðàùàþùèõ
âîçäåéñòâèå
íà ðàáî÷åãî îïàñíûõ
ïðîèçâîäñòâåííûõ
ôàêòîðîâ.
Îñíîâíîå ìåðîïðèÿòèå
ïî îõðàíå òðóäà
è ÒÁ - ýòî èíñòðóêòàæ.
Îí áûâàåò ââîäíûì,
ïåðâè÷íûì, ïîâòîðíûì,
âíåïëàíîâûì
èëè òåêóùèì. Òàêæå
îðãàíèçóåòñÿ
çàùèòà ðàáî÷èõ
îò äåéñòâèÿ âðåäíûõ
ôàêòîðîâ. Íàïðèìåð,
îò òåïëîâûõ èçëó÷åíèé
óñòàíàâëèâàþò
ýêðàíû, âîçäóøíûå
çàâåñû, àýðàöèè.
Âåäåòñÿ ó÷åò
è àíàëèç íåñ÷àñòíûõ
ñëó÷àåâ íà ïðîèçâîäñòâå,
à òàêæå ðàçðàáàòûâàþòñÿ
íîâûå èíñòðóêòàæè
ïî ÒÁ.
3.6 Ìåðû
ïî îõðàíå îêðóæàþùåé
ñðåäû
 2015 ãîäó Îáùåñòâîì
âûïîëíåíî 49 ïðèðîäîîõðàííûõ
ìåðîïðèÿòèé, çàòðàòû
íà ðåàëèçàöèþ
êîòîðûõ ñîñòàâèëè
275,4 ìëí. ðóá.
Âåëè÷èíû çàãðÿçíåíèÿ
îêðóæàþùåé ñðåäû
çà 2015 ãîä â ñðàâíåíèè
ñ 2011 ãîäîì ïðèâåäåíû
â òàáëèöå 9.1:
Îñíîâíûå ïðè÷èíû
ñíèæåíèÿ âûáðîñîâ:
çàêðûòèå ìàðòåíîâñêîãî
öåõà, öåõà ïîäãîòîâêè
ñîñòàâîâ, îáæèìíîãî
öåõà è ÓÎÔ ¹ 2 ÊÕÏ
ñíèæåíèå îáúåìîâ
ïðîèçâîäñòâà.
Ñóììàðíîå
êîëè÷åñòâî îòõîäîâ,
ðàçìåùåííûõ
íà îáúåêòàõ íàêîïëåíèÿ
îòõîäîâ â 2015 ãîäó,
óìåíüøèëîñü
ïî ñðàâíåíèþ
ñ 2011 ãîäîì íà 206,4 òûñ.
ò (íà 16,2%). Îñíîâíûå
ïðè÷èíû ñíèæåíèÿ
ðàçìåùåíèÿ îòõîäîâ:
ñíèæåíèå îáúåìîâ
ïðîèçâîäñòâà,
ñîêðàùåíèÿ îáúåìîâ
ðåàëèçàöèè èíâåñòèöèîííûõ
ìåðîïðèÿòèé.
Òàáëèöà 9.1 - Âåëè÷èíû
çàãðÿçíåíèÿ
îêðóæàþùåé ñðåäû
|
Íàèìåíîâàíèå
ïîêàçàòåëÿ
|
Åäèíèöà
èçìåðåíèÿ
|
Âåëè÷èíû
çàãðÿçíåíèÿ
|
Óìåíüøåíèå,
óâåëè÷åíèå
(-/+)
|
|
|
2011 ãîä
|
2015 ãîä
|
|
1. Âûáðîñû
â àòìîñôåðó, âñåãî
|
òûñ.
ò
|
316,1
|
287,8
|
-28,3
|
|
2. Ñáðîñû
â âîäíûå îáúåêòû,
â ò.÷.: 2.1. îáúåì ñáðîñà
2.2.êîëè÷åñòâî
çàãðÿçíÿþùèõ
âåùåñòâ
|
ìëí.
ì³ òûñ. ò
|
44,1 17,5
|
38,9 12,7
|
-5,2 -4,8
|
|
3. Îòõîäû
ïðîèçâîäñòâà:
3.1. Îáðàçîâàíèå
3.2. Óòèëèçàöèÿ
3.3. Ðàçìåùåíèå
|
òûñ.
ò òûñ. ò % òûñ. ò
|
9 397,8 8
398,0 89,4 1 269,2
|
7 916,2 6
722,4 84,9 1 062,8
|
-1 481,6 -1
675,6 -4,5 -206,4
|
Çàêëþ÷åíèå
 ÂÊÐ áûëè ðåøåíû
ñëåäóþùèå çàäà÷è:
Ðàçðàáîòàí
ïðèâîä ìåõàíèçìà
íàòÿæåíèÿ ñòàëüíîé
ïîëîñû àãðåãàòà
ïðîäîëüíîé ðåçêè:
Ýëåêòðîäâèãàòåëü
ïîñòîÿííîãî
òîêà Ä 808Ó 2, 220Â, 37êÂò,575îá/ìèí,
ñ ïîëóìóôòîé
äëÿ ïðèñîåäèíåíèÿ
òàõîãåíåðàòîðà
íà âòîðîì êîíöå
âàëà. Ýëåêòðîäâèãàòåëü
èñïîëüçóåòñÿ
â ðåæèìå 380Â, 64êÂò,
1000îá/ìèí.
- Òàõîãåíåðàòîð
ÒÏ 212-0,2-0,5-ΙÌ 1082-ÓÕË,200Â,
1000îá/ìèí.
Êàòóøêà ïàðàëëåëüíîãî
âîçáóæäåíèÿ
ÒÊÏ-400-Ó 2, 25%ÏÂ ê òîðìîçó
ÒÊÏ-400. Òîðìîç èñïîëüçóåòñÿ
â ðåæèìå 100%ÏÂ.
Òîðìîç òèïà
ÒÊÃ-400 ÃÎÑÒ 12.2.007.0-75
ñ ìàêñèìàëüíûì
òîðìîçíûì ìîìåíòîì
550 Í·ì.
Ðåäóêòîð òèïà
1ÖÓ-160 [4] ñ ïåðåäàòî÷íûì
÷èñëîì 2, ìåæîñåâûì
ðàññòîÿíèåì
160 ìì è äîïóñêàåìûì
êðóòÿùèì ìîìåíòîì
íà òèõîõîäíîì
âàëó ïðè ÏÂ = 100% è
ðåâåðñèâíîé íàãðóçêå
1250 Í×ì.
- Ìóôòà
ÌÓÂÏ 2000-65-2-90-2-Ó 3 ÃÎÑÒ
21424-93 ñ ìàêñèìàëüíûì
ïåðåäàâàåìûì
êðóòÿùèì ìîìåíòîì
2000 Í×ì
[5].
Ìóôòà ÌÇ-3 ÃÎÑÒ
Ð 50895-96. Ìàêñèìàëüíûé
êðóòÿùèé ìîìåíò
3150 Íì., ÷àñòîòà
âðàùåíèÿ 4000 ìèí-1.
. Ðàçðàáîòàí
ãèäðîïðèâîä ïåðåìåùåíèÿ
âåðõíåãî ïðèæèìíîãî
ðîëèêà ñîñòîÿùèé
èç ñëåäóþùèõ
ýëèìåíòîâ:
íàñîñíàÿ óñòàíîâêà
òèïà: 3Ñ 100.Â-ÐÃ
1.16.63,5.22,5-113 ÓÕË 4 ÒÓ 2-053-1781-86;
- ãèäðîöèëèíäð
òèïà ÃÖÏ ñ ìàêñèìàëüíî
äîïóñòèìûì äàâëåíèåì
Pmax = 8 ÌÏà 1-90õ 63õ 630 ÒÓ
2-0221050.004 - 88.
2. Ðàçðàáîòàíà
è ðàññ÷èòàíà
ðàìà ïðèâîäà ìåõàíèçìà
íàòÿæåíèÿ ñòàëüíîé
ïîëîñû àãðåãàòà
ïðîäîëüíîé ðåçêè.
3. Ðàçðàáîòàí
òåõíîëîãè÷åñêèé
ïðîöåññ èçãîòîâëåíèÿ
ïîëóìóôòû ïðèâîäà
ìåõàíèçìà íàòÿæåíèÿ
ñòàëüíîé ïîëîñû
àãðåãàòà ïðîäîëüíîé
ðåçêè:
- âûáðàí ñïîñîá
ïîëó÷åíèÿ çàãîòîâêè;
- ðàçðàáîòàí
òåõíîëîãè÷åñêèé
ïðîöåññ ìàðøðóòà
îáðàáîòêè;
âûáðàí òèï
è ôîðìà îðãàíèçàöèè
ïðîèçâîäñòâà;
âûáðàíî îáîðóäîâàíèå
äëÿ èçãîòîâëåíèÿ
ïîëóìóôòû;
âûáðàíû ðåæèìû
ðåçàíèÿ.
4. Ðàçðàáîòàí
òåõíîëîãè÷åñêèé
ïðîöåññ èçãîòîâëåíèÿ
ñïèðàëüíîãî ñâåðëà.
5. Îïðåäåëèëè
÷èñòóþ ïðèáûëü
îò ðåàëèçàöèè
ïðîåêòà, êîòîðàÿ
ñîñòàâèëà 2523524 ðóá/ãîä
è ñðîê îêóïàåìîñòè
- 19 ìåñÿöåâ.
. Ïðîâåëè àíàëèç
âðåäíûõ è îïàñíûõ
ïðîèçâîäñòâåííûõ
ôàêòîðîâ ïðè ýêñïëóàòàöèè
îáîðóäîâàíèÿ;
ìåð ïî îáåñïå÷åíèþ
áåçîïàñíûõ è
çäîðîâûõ óñëîâèé
òðóäà; ìåð ïî îáåñïå÷åíèþ
óñòîé÷èâîñòè
ðàáîòû öåõà â
óñëîâèÿõ ÷ðåçâû÷àéíûõ
ñèòóàöèé; ìåðîïðèÿòèé
ïî îõðàíå îêðóæàþùåé
ñðåäû.
Ìîäåðíèçàöèÿ
óñòàíîâêè ïîçâîëÿåò
óâåëè÷èòü ïðîèçâîäñòâî
ìåòàëëà, çíà÷èòåëüíî
ïîâûñèòü òåõíè÷åñêèé
è ýêñïëóàòàöèîííûé
óðîâåíü, à òàêæå
óëó÷øèòü ýêîëîãè÷åñêóþ
îáñòàíîâêó è
óñëîâèÿ òðóäà
öåõà îòäåëêè
ìåòàëëà.
Ñïèñîê
èñïîëüçîâàííûõ
èñòî÷íèêîâ
1. Äåòàëè
ìàøèí: ìåòîäè÷åñêèå
óêàçàíèÿ ê êóðñîâîìó
ïðîåêòó. Ýíåðãîêèíåìàòè÷åñêèé
ðàñ÷åò ïðèâîäà
/ ñîñò. Â.Ï. Ïîëåòàåâ,
À.À. Óñîâ. - Âîëîãäà:
ÂîÃÒÓ, 2003. - 16 ñ.
2. Äåòàëè
ìàøèí è ïîäúåìíî-òðàíñïîðòíûå
óñòðîéñòâà: ìåòîäè÷åñêèå
óêàçàíèÿ ê êóðñîâîìó
ïðîåêòó. ×àñòü
I: Ðàñ÷åò
çóá÷àòûõ è ÷åðâÿ÷íûõ
ïåðåäà÷/ ñîñò.
Â.Ï. Ïîëåòàåâ, À.À.
Óñîâ.. - Âîëîãäà:
ÂîÏÈ, 1985 - 57 ñ.
. ×åðíàâñêèé,
Ñ.À. Êóðñîâîå ïðîåêòèðîâàíèå
äåòàëåé ìàøèí:
ó÷åáíîå ïîñîáèå
äëÿ ó÷àùèõñÿ
ìàøèíîñòðîèòåëüíûõ
ñïåöèàëüíîñòåé
òåõíèêóìîâ / Ñ.À.
×åðíàâñêèé- 2- å
èçä., ïåðàá è äîï.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1988. - 416 ñ.
. Äóíàåâ
Ï.Ô Êîíñòðóèðîâàíèå
óçëîâ è äåòàëåé
ìàøèí /Ï.Ô. Äóíàåâ.
- Ìîñêâà: Âûñø.
Øê., 1998. - 447 ñ.
. Äåòàëè
ìàøèí: Ðàñ÷åò
è êîíñòðóèðîâàíèå
âàëîâ. Ìåòîäè÷åñêèå
óêàçàíèÿ ê êóðñîâîìó
ïðîåêòó / ñîñò.
Â.Ï. Ïîëåòàåâ.- Âîëîãäà:
ÂîÃÒÓ, 2001. - 25 ñ.
6. Áàëàáàíîâ,
À.Í. Êðàòêèé ñïðàâî÷íèê
òåõíîëîãà-ìàøèíîñòðîèòåëÿ.
Ìîñêâà: Èçäàòåëüñòâî
ñòàíäàðòîâ,
1992. - 464 ñ.
. Åäèíàÿ ñèñòåìà
òåõíîëîãè÷åñêîé
ïîäãîòîâêè ïðîèçâîäñòâà.
Ìîñêâà: Èçäàòåëüñòâî
ñòàíäàðòîâ.
1975. - 48ñ.
. Îáùåìàøèíîñòðîèòåëüíûå
íîðìàòèâû âðåìåíè
âñïîìîãàòåëüíîãî,
íà îáñëóæèâàíèå
ðàáî÷åãî ìåñòà
è ïîäãîòîâèòåëüíî-çàêëþ÷èòåëüíîãî
äëÿ òåõíè÷åñêîãî
íîðìèðîâàíèÿ
ñòàíî÷íûõ ðàáîò.
Ñåðèéíîå ïðîèçâîäñòâî.-
Ìîñêâà: Ìàøèíîñòðîåíèå,
1974. - 136 ñ.
. Îáùåìàøèíîñòðîèòåëüíûå
íîðìàòèâû ðåæèìîâ
ðåçàíèÿ äëÿ òåõíè÷åñêîãî
íîðìèðîâàíèÿ
ðàáîò íà ìåòàëëîðåæóùèõ
ñòàíêàõ. - Ìîñêâà:
Ìàøèíîñòðîåíèå,
1974. - ×. 1 - 416 ñ. × 2 200 ñ.
. Ñïðàâî÷íèê
òåõíîëîãà-ìàøèíîñòðîèòåëÿ.
 2-õ ò. Ò 1 / ïîä ðåä.
À.Ã. Êîñèëîâîé
è Ð.Ê. Ìåùåðÿêîâà.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1985. - 656 ñ.
. Ñïðàâî÷íèê
òåõíîëîãà-ìàøèíîñòðîèòåëÿ.
 2-õ ò. Ò 2/ ïîä ðåä.
À. Ã.Êîñèëîâîè
è Ð.Ê. Ìåùåðÿêîâà.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
1985 - 496 ñ.
. Ãîðáàöåâè÷,
À.Ô., Øêðåä, Â.À. Êóðñîâîå
ïðîåêòèðîâàíèå
ïî òåõíîëîãèè
ìàøèíîñòðîåíèÿ.
- Ìèíñê. Âûñøàÿ
øêîëà, 1983.-256 ñ.
13. Áóëàòîâ,
À.Ñ. Ýêîíîìèêà:
ó÷åá. äëÿ âóçîâ
/ À.Ñ. Áóëàòîâ, È.È.
Áîëüøàêîâà, Â.Â.
Âèíîãðàäîâ; ïîä
ðåä. À.Ñ. Áóëàòîâà.
- Ìîñêâà: Þðèñò,
2005. - 894 ñ.
. Ïðîèçâîäñòâåííûé
ìåíåäæìåíò / Ñ.Ä.
Èëüåíêîâà, À.Â.
Áàíäóðèí, Ã.À.
Ãîðáîâöîâ [è äð.];
ïîä ðåä. Ñ.Ä. Èëüåíêîâà.
- Ìîñêâà: ÞÍÈÒÈ,
2003. - 583ñ.
15. Áàíäàêîâ,
Á.Ô. Ðàñ÷åò è ïðîåêòèðîâàíèå
çóá÷àòûõ è ÷åðâÿ÷íûõ
ïåðåäà÷: ó÷åáíî-ìåòîäè÷åñêîå
ïîñîáèå / Á.Ô. Áàíäàêîâ.
- Ìîñêâà: ÌÃÈÓ,
2006 . - 147 ñ. : èë.
. Ïîëîõèí, Î.Â.
Íàðåçàíèå çóá÷àòûõ
ïðîôèëåé èíñòðóìåíòàìè
÷åðâÿ÷íîãî òèïà:
ñïðàâî÷íèê / Î.Â.
Ïîëîõèí, À.Ñ. Òàðàïàíîâ,
Ã.À. Õàðëàìîâ; ïîä
ðåä. Ã.À. Õàðëàìîâà.
- Ìîñêâà: Ìàøèíîñòðîåíèå,
2007 . - 235, [1] ñ.
. ×åðâÿ÷íûå
ïåðåäà÷è è ïåðåäà÷è
âèíò-ãàéêà: ñ
çàäà÷àìè è ïðèìåðàìè
ðàñ÷åòîâ: ó÷åá.
ïîñîáèå äëÿ âóçîâ
ïî ïîäãîòîâêå
áàêàëàâðîâ è
ìàãèñòðîâ ïî
íàïðàâëåíèþ
"Òåõíîëîãèÿ,
îáîðóäîâàíèå
è àâòîìàòèçàöèÿ
ìàøèíîñòð. ïð-â"
/ Ï.Í. Ó÷àåâ, Ñ.Ã. Åìåëüÿíîâ,
È.Ñ. Çàõàðîâ [è
äð.]; ïîä îáù. ðåä.
Ï.Í. Ó÷àåâà. - Ñòàðûé
Îñêîë: ÒÍÒ, 2007 . - 107 ñ.
. Ìåòàëëîðåæóùèå
èíñòðóìåíòû
/ Ã.Í. Ñàõàðîâ, Î.Á.
Àðáóçîâ, Þ.Ë. Áîðîâîé
è äð. - Ìîñêâà: Ìàøèíîñòðîåíèå,
1989. - 328 ñ.
Ïðèëîæåíèå
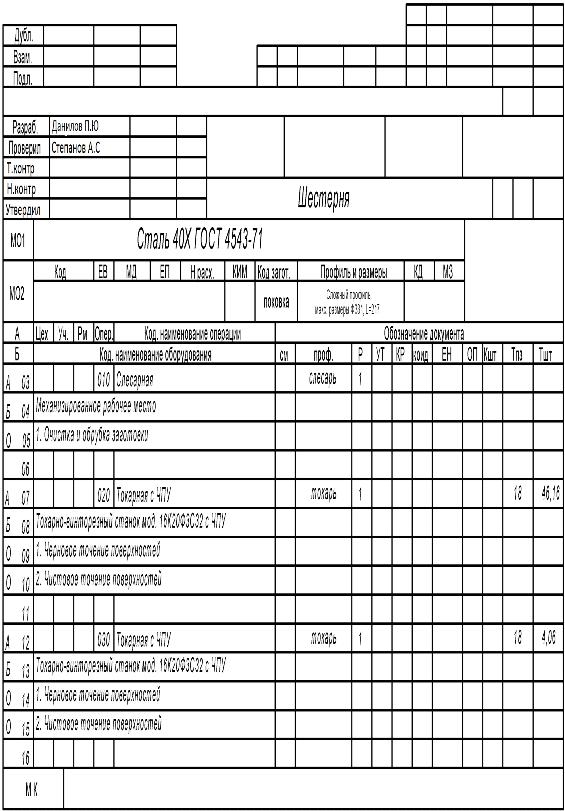





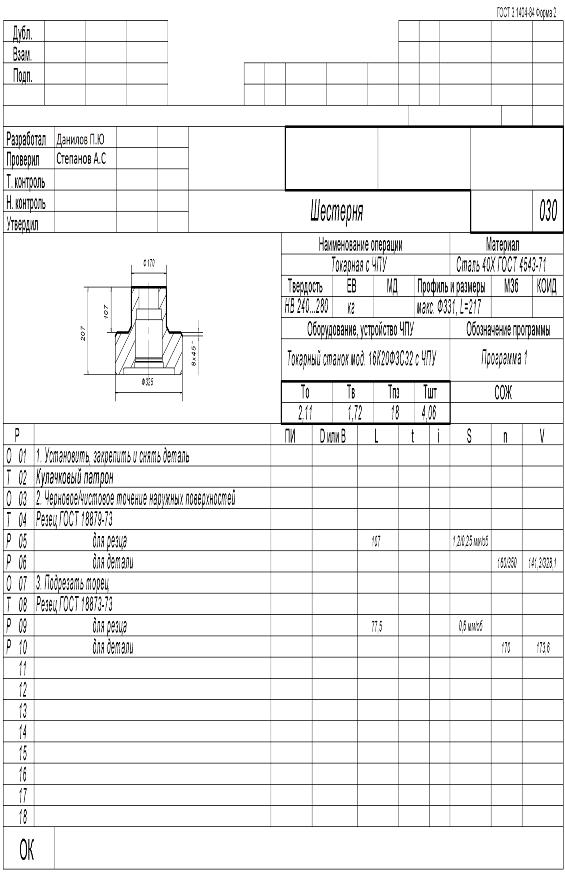


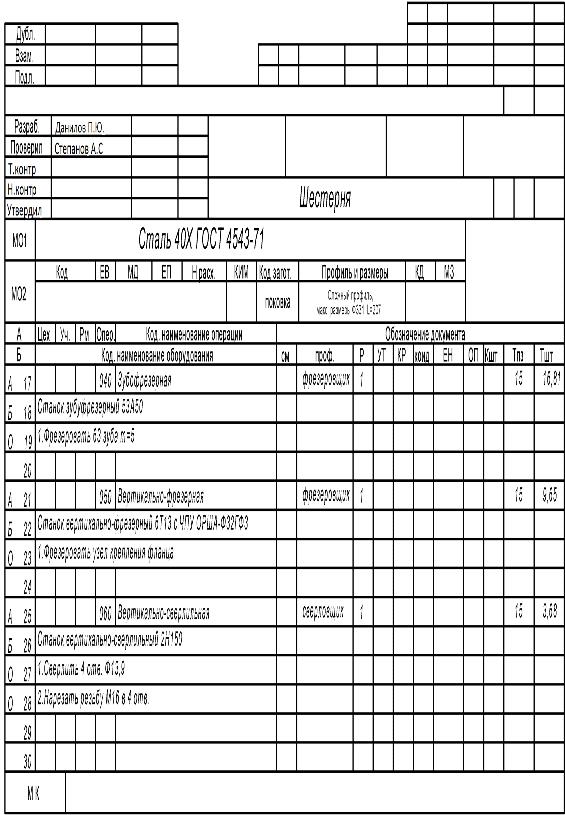
Ðàçìåùåíî
íà Allbest.ru