Технология автоматической сварки стали 18Г2АФпс автоматической сваркой под слоем флюса
Министерство
образования и науки, молодёжи и спорта Украины
Государственное
высшее учебное заведение
Приднепровская
государственная академия строительства и архитектуры
Кафедра
материаловедения и обработки материалов
Реферат
Технология
автоматической сварки стали 18Г2АФпс автоматической сваркой под слоем флюса
Днепропетровск
2015
Содержание
Введение
.
Общие сведения о стали 18Г2АФпс
.1
Химический состав
.2
Механические свойства
.3
Технологические свойства
.4
Ударная вязкость
.5
Температура критических точек
.6
Определение углеродного эквивалента
.7
Особенности технологии сварки низколегированной конструкционной стали 18Г2АФсп
.
Схема и сущность автоматической сварки под слоем флюса
2.1
Строение сварного шва
2.2
Назначение флюса и флюсовой подушки
.
Разработка процесса сварки плиты из стали 18Г2АФпс
.1
Подготовка металла под сварку
.2
Выбор материала и оборудования
.3
Выбор техники выполнения сварных швов
.4
Выбор режима сварки
.
Термообработка сварных соединений из стали 18Г2АФпс
.
Методы контроля качества сварных швов
.
Техника безопасности при дуговой сварке
.
Практическое задание
Заключение
Список
использованной литературы
Введение
Основные принципы сварки под флюсом были
разработаны Н.Г. Славяновым в 1892 году. В 1927 году Д.А. Дульчевский
разработал способ электродуговой сварки под слоем флюса и создал первую
автоматическую установку для сварки металлов. Дальнейшее развитие
автоматической сварки и внедрение ее в промышленность и строительство
осуществлялось Институтом электросварки им. Е.О. Патина, ЦНИИТмашем, ВНИИ
электросварочного оборудования и другими организациями.
Автоматическая сварка под флюсом - один из
основных способов выполнения сварочных работ в промышленности и строительстве.
Обладая рядом важных преимуществ, она существенно изменила технологию
изготовления сварных конструкций, таких как металлоконструкции, трубы большого
диаметра, котлы, корпуса судов. Вследствие изменения технологии изготовления
произошли изменения и самих сварных конструкций: широко применяются сварно-литые
сварно-кованные изделия, дающие огромную экономию металла и затрат труда.
Однако многие сварочные операции по
технологической необходимости выполняют ручной дуговой сваркой покрытыми
электродами. При этом непрерывность процесса обеспечивает сварщик, подающий
электрод в зону дуги и перемещающий дугу вдоль свариваемого шва.
Процесс ручной сварки, обладая рядом
преимуществ, имеет ряд недостатков - малую производительность и неоднородность
сварного шва, зависящие от квалификации сварщика. Кроме того, производительность
сварки покрытыми электродами ограничивается максимально допустимыми значениями
сварочного тока для применяемых при сварке диаметров электродов. При больших
значениях сварочного тока электрод длиной 350-450 мм сильно перегревается, что затрудняет
процесс сварки.
Механизация движения электрода позволила
автоматизировать процесс сварки. Для получения качественных сварных швов взамен
электродных покрытий применяют гранулированное вещество, называемое флюсом.
. Общие сведения о стали 18Г2АФпс
Марка стали: 18Г2АФпс
Классификация: Сталь конструкционная
низколегированная для сварных конструкций. Заменитель стали: 15Г2АФДпс, 16Г2АФ,
10ХСНД, 15ХСНД. Вид поставки: лист толстый ГОСТ 19282-73, ГОСТ 19903-74. Полоса
ГОСТ 82-70.
Назначение: Листовой прокат для несущих
элементов сварных конструкций, для производства сварных конструкций различного
назначения, работающих при переменных нагрузках в интервале температур до
-60°С.
Примечание: Сталь низколегированная
марганцово-ванадиевая с азотом. Степень раскисления - Пс. Сталь 18Г2АФпс
обеспечивает класс прочности листового, широкополосного универсального проката
и гнутых профилей КП 440 при толщине проката до 32 мм. без применения
дополнительной упрочняющей обработки.
.1 Химический состав
Таблица №1.1
|
Химический
элемент
|
%
|
|
Углерод(С)
|
0,14
- 0,22
|
|
Ванадий
(V)
|
0.08-0.15
|
|
Кремний
(Si), не более
|
0.17
|
|
Медь
(Cu), не более
|
0.30
|
|
Мышьяк
(As), не более
|
0.08
|
|
Марганец
(Mn)
|
1.3-1.7
|
|
Никель
(Ni), не более
|
0.30
|
|
Фосфор
(P), не более
|
0.035
|
|
Хром
(Cr), не более
|
0.30
|
|
Азот
(N)
|
0.015-0.025
|
|
Сера
(S), не более
|
0.040
|
1.2 Механические свойства
Таблица 1.2.
Сечение,
мм
|
s0,2,
МПа
|
sB,
МПа
|
d5,
%
|
|
Листы
и полосы (образцы поперечные)
|
<32
|
440
|
590
|
19
|
Таблица 1.3.
Механические свойства в зависимости от толщины
листа
|
Термообработка,
состояние поставки
|
s
0,2 , МПа
|
s
B , МПа
|
d
5 , %
|
|
Листы.
Нормализация 920-950 °С.
|
|
Толщина
листа 8 мм
|
530
|
670
|
26
|
|
Толщина
листа 12 мм
|
500
|
650
|
24
|
|
Толщина
листа 20 мм
|
455
|
610
|
26
|
|
Листы.
Закалка 940 °С, отпуск 650 °С.
|
|
Толщина
листа 20 мм
|
540
|
660
|
18
|
|
Швеллер
и балка № 11-13. Нормализация 920-950 °С.
|
|
455
|
580
|
25
|
.3 Технологические свойства
Таблица 1.5.
|
Свариваемость
|
|
сваривается
без ограничений.
|
.4 Ударная вязкость
Таблица 1.6.
Ударная вязкость, KCU, Дж/см2
|
Состояние
поставки, термообработка
|
-40
|
-70
|
|
Листы
и полосы (Образцы поперечные) толщиной 5-10 мм
|
44
|
34
|
|
Листы
и полосы (Образцы поперечные) толщиной 10-32 мм
|
39
|
29
|
1.5 Температура критических точек
Таблица 1.7
|
Критическая
точка
|
°С
|
|
Ac1
|
720
|
|
Ac3
|
880
|
|
Ar3
|
780
|
|
Ar1
|
620
|
.6 Определение углеродного эквивалента
Для оценки свариваемости сталей применяют такую
величину, как углеродный эквивалент (Сэкв). При определении углеродного
эквивалента учитывается химический состав сталей, так как влияние легирующих
элементов на свариваемость стали очень большое. Особенно сильно на
свариваемость влияет углерод (С). Для определения склонности металла к
образованию холодных трещин при сварке, применяют следующую формулу расчёта
углеродного эквивалента (данная формула принята для расчёта в Европейском
стандарте):
экв = C +  +
+
 +
+
 ,
%
,
%
где С, Мn, Cr, Ni, Сu, V, Mo - массовые доли
углерода, марганца, хрома, никеля, меди, ванадия и молибдена. Стали, у которых
Сэкв ≤ 0,45%, считаются не склонными к образованию холодных трещин при
сварке. При Сэкв > 0,45% стали становятся склонными к трещинам. [3,
c.195-196]
Определение углеродного эквивалента стали 14Г2АФ
Так, как углеродный эквивалент меньше 0,45%, то
данная марка стали не склонна к образованию холодных трещин при сварке. Никаких
дополнительных мероприятий по подготовке ведения сварочных работ не нужно.
.7 Особенности технологии сварки
низколегированной конструкционной стали 18Г2АФсп
Низколегированные низкоуглеродистые конструкционные
стали, как правило, используют для изготовления ответственных сварных
конструкций.
По реакции на термический цикл низколегированная
низкоуглеродистая сталь склонна к образованию закалочных структур в металле шва
и околошовной зоне при повышенных скоростях охлаждения. При повышенных
скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют
также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах
мартенсит - бесструктурный, а бейнит представляет собой феррито-карбидную смесь
высокой дисперсности. Количество указанных структурных составляющих изменяется
в зависимости от температурного цикла сварки.
При небольшом количестве закалочных структур их
влияние на механические свойства сварных соединений незначительно в связи с
равномерным и дезориентированным расположением этих составляющих в мягкой
ферритной основе. Однако при увеличении доли таких структур в шве и околошовной
зоне пластичность металла и его стойкость против хрупкого разрушения резко
ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими
элементами способствует образованию в сварных соединениях закалочных структур.
Поэтому режим сварки большинства низколегированных сталей ограничивается более
узкими (по значению погонной энергии) пределами, чем при сварке
низкоуглеродистой стали.
Обеспечение равнопрочности металла шва с
основным металлом достигается в основном за счет легирования его элементами,
переходящими из основного металла. Иногда для повышения прочности и стойкости
против хрупкого разрушения металл шва дополнительно легируют через сварочную
проволоку.
Стойкость металла шва против кристаллизационных
трещин при сварке низколегированных сталей несколько ниже, чем
низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми
легирующими элементами, например кремнием. Повышение стойкости против
образования трещин достигается снижением содержания в шве углерода, серы и
некоторых других элементов за счет применения сварочной проволоки с пониженным
содержанием указанных элементов, а также выбором соответствующей технологии
сварки (последовательность выполнения швов, обеспечение благоприятной формы
провара) и рациональной конструкции изделия.
Технология сварки под флюсом.
В большинстве случаев применяют те же сварочные
материалы, что и при сварке низкоуглеродистых сталей (18Г2АФпс): плавленые
флюсы АН-348-А, ОСЦ-45 (однодуговая сварка), АН-60 (многодуговая сварка с
повышенной скоростью), а также сварочные проволоки Св-08ГА и Св-10Г2. Для
сварки микролегированных сталей, например 15Г2АФ, в ряде случаев применяют
низкокремнистый флюс АН-22 в сочетании с проволоками Св-08ХМ и Св-ЮНМА. Однако
при этом швы менее стойки против кристаллизационных трещин, вследствие чего
сварку рекомендуется выполнять с предварительным подогревом. Технология сварки
низколегированной стали под флюсом мало отличается от технологии сварки
низкоуглеродистой стали.
Для обеспечения пластических свойств металла
углового шва и околошовной зоны на уровне свойств основного металла сечение шва
следует выбирать в зависимости от толщины свариваемого металла. Иногда сварку
выполняют двумя дугами в раздельные ванны. Многослойные швы на толстом металле
также рекомендуется выполнять двумя дугами, а при сварке одной дугой перед
наложением первого слоя производить подогрев основного металла до температуры
150-200°С. Опытным путем установлена зависимость между толщиной основного
металла и сечением шва или слоя
Металл швов, сваренных под флюсом, благодаря
значительной доле участия основного металла и достаточному содержанию
легирующих элементов обладает более высокой стойкостью против коррозии в
морской воде, чем металл швов, сваренных покрытыми электродами обычного
состава.
Для уменьшения скорости охлаждения металла шва
следует применять стыковые и бортовые соединения, так как при тавровых и
нахлесточных соединениях скорость охлаждения выше. Рекомендуется избегать
соединений, имеющих швы замкнутого (жесткого контура), если же необходимы такие
соединения, то их сваривают короткими участками, обеспечивая подогрев и
замедленное охлаждение.
Сварку стыковых соединений металла толщиной до 6
мм и валиковых швов с катетом до 7 мм выполняют в один слой (однопроходную),
что уменьшает скорость охлаждения. Более толстый металл сваривают в несколько
слоев длинными участками. Каждый слой должен иметь толщину 0,8-1,2 диаметра
электрода. Сверху шва накладывают отжигающий валик, края которого должны
располагаться на расстоянии 2-3 мм от границы проплавления основного металла.
Отжигающий валик накладывают при температуре предыдущего слоя около 200°С. Для
металла толщиной до 40-45 мм применяют многослойную сварку способом
"горки" или "каскада". Длину участков (300-350 мм) выбирают
с таким расчетом, чтобы предыдущий слой не успевал охладиться ниже 200°С при
наложении следующего слоя.
Сварку конструкционных низкоуглеродистых сталей
производят электродами с фтористокальциевыми покрытиями марок УОНИ-13/45;
УОНИ-13/55; УОНИ-13/85; ОЗС-2; ЦУ-1; ДСК-50, ЦЛ-18; НИАТ-5 и другими, дающими
более плотный и вязкий наплавленный металл, менее склонный к старению.
Электроды с руднокислыми покрытиями (ОММ-5, ЦМ-7 и др.) применять при сварке
ответственных конструкций из низколегированных сталей не рекомендуется.
Низколегированные конструкционные стали лучше
типа 18Г2АФпс сваривать электродами типа Э42А, так как металл шва получает
дополнительное легирование за счет элементов расплавляемого основного металла и
временное сопротивление его повышается до 50 кгс/мм2; при этом металл шва
сохраняет высокую пластичность. Сварка электродами типа Э60А дает более
прочный, но менее пластичный металл шва вследствие более высокого содержания в
нем углерода.
. Схема и сущность автоматической сварки под
слоем флюса
Сварка под флюсом - это дуговая сварка, при
которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной
ванны от контакта с воздухом.
Принципиальная схема процесса автоматической
сварки под флюсом на флюсо-медной подкладке 1 приведена на рис. 1.

Электродная проволока 4 автоматически подается в
зону сварки. Дуга горит между концом электрода и изделием 2 под слоем
сварочного флюса 6, подаваемого из бункера 3 на изделие впереди перемещающегося
вдоль шва электрода.
Под действием тепла, выделяемого сварочной
дугой, плавятся электродная проволока и металл свариваемого изделия, а также
часть флюса, примыкающего к дуге. В области горения дуги образуется полость,
ограниченная в верхней части оболочкой расплавленного флюса. Эта полость
заполнена парами металла, флюса и газами, их давление поддерживает флюсовый
свод, образующийся над сварочной ванной. Плавящийся конец электрода находится в
непосредственной близости от переднего края ванны. Дуга несколько отклоняется
от вертикального положения в сторону, обратную направлению сварки 5. Под
влиянием давления дуги жидкий металл оттесняется также в сторону,
противоположную направлению сварки, образуя сварочную ванну 8. Под электродом
создается кратер с тонким слоем расплавленного металла, а основная масса
расплавленного металла занимает пространство от кратера до поверхности шва, располагаясь
наклонным слоем. Расплавленный флюс 7 вследствие значительно меньшей плотности
всплывает на поверхность расплавленного металла шва и покрывает его плотным
слоем.
Флюс защищает дугу и сварочную ванну от вредного
воздействия окружающей среды, осуществляет металлургическое взаимодействие с
металлом сварочной ванны и, кроме того, препятствует разбрызгиванию жидкого
металла. Расплавленный флюс, обладая низкой теплопроводностью, замедляет
процесс охлаждения металла шва, что облегчает возможность шлаковым включениям и
растворенным в металле газам 9 подняться на поверхность ванны, способствуя
очищению металла шва от загрязнений. Металл шва получается плотным и чистым,
без пор и шлаковых включений, с высокими механическими свойствами. Ввиду
непостоянства сил, действующих на сварочную ванну, последняя находится в
состоянии колебательного движения. В связи с этим при охлаждении поверхность
шва получается чешуйчатой.
Нерасплавленный в процессе сварки избыточный
флюс пневматическим устройством 10 отсасывается со шва и используется в
дальнейшем при сварке. Расплавленная и затвердевшая часть флюса образует на шве
толстую шлаковую корку 11. После прекращения сварки и охлаждения металла
шлаковая корка легко отделяется от металла шва, усиление шва 12 получается с плавным
переходом к основному металлу.
Автоматическая сварка под флюсом производится
при помощи автоматической установки (сварочная головка или сварочный трактор).
Условия прохождения металлургических процессов:
· высокоэффективная защита сварочной
ванны (наличие изолированного пространства) от кислорода и азота воздуха (в
швах, выполненных под флюсом, содержание азота не превышает 0,008%);
· объем сварочной ванны больше, чем
при ручной дуговой сварке, дольше и время пребывания ее в расплавленном
состоянии, которое оказывает содействие более полному прохождению химических
реакций между жидким металлом и шлаками;
· стойкая зависимость между режимом
сварки и химическим составом расплавленного металла, которая позволяет с
достаточной точностью и стабильностью получать заданный состав металла шва;
· легирование шва марганцем и кремнием
путем восстановления их из оксидів MnO и SіO2, которые содержатся в флюсе
Достоинства сварки под флюсом:
· Дуговая сварка под флюсом отличается
высокой производительностью (для электрода диаметром 3 мм при ручной сварке
плотность тока составляет 11-18 А/мм2, при автоматической под слоем
флюса она равняется 50-85 А/мм2) и качеством получаемых соединений,
а также возможностью автоматизации процесса.
· Хорошая и относительно дешевая тепловая
изоляция сварочной дуги, повышенное давление газовой среды над ванной и большая
плотность тока (плотность энергии в пятне нагревания достигает 103 Вт/см2)
влияют на более глубокое проплавление свариваемого металла. Это, в свою
очередь, разрешает уменьшить глубину обработки кромок изделия, которые
сваривают, и сократить количество металла, нужного для образования швов (с 70
до 30%).
· Высокое качество металлов шва и
сварного соединения достигается за счет надежной защиты расплавленного металла
от взаимодействия с воздухом, его металлургической обработки и легирования
расплавленным шлаком. Наличие шлака на поверхности шва уменьшает скорость
кристаллизации металла сварочной ванны и скорость охлаждения металла шва В
результате металл шва не имеет пор, содержит пониженное количество
неметаллических включений. Улучшение формы шва и стабильности его размеров,
особенно глубины проплавления, обеспечивает постоянные химический состав и
другие свойства па всей длине шва. Сварку под флюсом применяют для изготовления
крупногабаритных резервуаров, строительных конструкций, труб и т.д. из сталей,
никелевых сплавов, меди, алюминия, титана и их сплавов.
· Экономичность процесса определяется
снижением расхода сварочных материалов за счет сокращения потерь металла на
угар и разбрызгивание (не более 3%, а при ручной сварке достигают 15%),
отсутствием потерь на огарки. Лучшее использование тепла дуги при сварке под
флюсом по сравнению с ручной сваркой уменьшает расход электроэнергии на 30-40%,
Повышению экономичности способствует и снижение трудоемкости работ по разделке
кромок под сварку, зачистке шва от брызг и шлака. Сварка выполняется с
применением специальных автоматов или полуавтоматов. Условия работы позволяют
сварщику обходиться без щитков для защиты глаз и лица. Повышаются общий уровень
и культура производства.
· Минимальные потери электродного
металла (не более 2%);
· Отсутствие брызг;
· Максимально надёжная защита зоны
сварки;
· Минимальная чувствительность к
образованию оксидов;
· Мелкочешуйчатая поверхность металла шва
в связи с высокой стабильностью процесса горения дуги;
· Не требуется защитных приспособлений
от светового излучения, поскольку дуга горит под слоем флюса;
· Низкая скорость охлаждения металла
обеспечивает высокие показатели механических свойств металла шва;
· Малые затраты на подготовку кадров;
· Отсутствует влияния субъективного
фактора.
Недостатки сварки под флюсом:
· Недостатками способа является
повышенная жидкотекучесть расплавленного металла и флюса. Поэтому сварка
возможна только в нижнем положении при отклонении плоскости шва от горизонтали
не более чем на 10-15o. В противном случае нарушится формирование
шва, могут образоваться подрезы и другие дефекты. Это одна из причин, почему
сварку под флюсом не применяют для соединения поворотных кольцевых стыков труб
диаметром менее 150 мм.
· К недостаткам процесса следует
отнести: более высокие требования к чистоте сварочных кромок и сборка деталей;
трудность сварки деталей небольшой толщины; выполнение коротких швов и швов в
положениях, отличающихсяся от нижнего. Затруднено визуальное наблюдение
положения электрода относительно свариваемог стыка.
· Этот способ сварки требует и более
тщательной сборки кромок под сварку и использования специальных приемов сварки.
При увеличенном зазоре между кромками возможно вытекание в него расплавленного
металла и флюса и образование в шве дефектов.
· Трудозатраты с производством,
хранением и подготовкой сварочных флюсов;
· Трудности корректировки положения
дуги относительно кромок свариваемого изделия;
· Неблагоприятное воздействие на
оператора;
· Нет возможности выполнять сварку во
всех пространственных положениях без специального оборудования.
.1 Строение сварного шва
В зависимости от реальных условий процесса
сварки, температуры, скорости нагрева и охлаждения различных участков металл
сварного соединения неоднороден и состоит из следующих зон (рис. 2).
Металл шва - это та зона, в которой в связи с
нагревом выше температуры плавления (линии ликвидус) свариваемый металл
расплавляется в процессе сварки, перемешивается с металлом электрода и затем
кристаллизуется. Металл шва имеет литую дендритную структуру и состоит из
кристаллов столбчатой формы. Особенностью кристаллизации сварочной ванны
является то, что в отличие от кристаллизации отливки в литейной форме, кристаллизация
металла шва протекает при одновременном его подогреве со стороны источника
тепла и быстром охлаждении за счет интенсивного теплоотвода в основной холодный
металл.
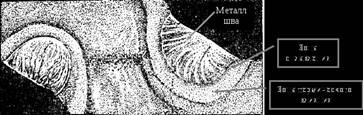
Рис. 2. Макроструктура нахлесточного сварного
соединения
Зона сплавления - расположена на границе
основного металла и металла шва. В данной зоне выделяется участок с крупными
зернами, т. е. участок металла, который в процессе сварки нагревался до
температуры выше линии солидус, но ниже линии ликвидус (в данной температурной
области происходит частичное расплавление основного металла). В нее попадают
химические элементы из металла электрода (из сварочной ванны). В месте
примыкания к границе сплавления основного металла со швом, из-за большой
разницы химического состава основного и электродного (присадочного) металлов
может образоваться химическая неоднородность. Эта неоднородность может привести
к скачкообразному изменению физико-механических свойств металла околошовной
зоны и снижению надежности сварного соединения. Ширина зоны сплавления
изменяется в пределах 0,1-0,4 мм и зависит от химического состава свариваемого
металла (от температурного интервала "ликвидус - солидус"), от
способа и режима сварки.
Зона термического влияния - часть основного
металла, примыкающая к сварному шву, с измененными в процессе сварки структурой
и свойствами. Общая ширина ЗТВ зависит от условий нагрева и охлаждения, от
теплофизических свойств и толщины свариваемого металла, от метеоусловий и пр.
(при дуговой сварке она составляет - 2-6, а при газовой - до 30 мм).
Изменение структуры в околошовной зоне, например
на однопроходном стыковом соединении, можно проследить, поместив над сечением
сварного соединения кривую распределения максимальной температуры, совместив ее
в том же масштабе температуры с диаграммой состояния железо-цементит. Намечая
на диаграмме состояния сплавов характерные зоны и участки, перенесем их границы
на график распределения температуры (рис. 3). Из точек пересечения
горизонтальных линий с кривой охлаждения опустим перпендикуляры на рисунок
сечения сварного соединения. Это позволит определить линейные границы отдельных
участков зоны термического влияния.
Рассмотрим зону термического влияния сварного
соединения (см. рис. 3):
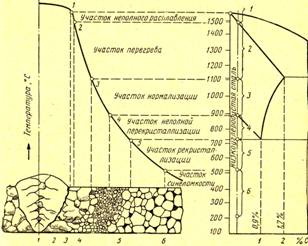
Рис. 3. Схема строения сварного шва
- переходный участок или участок сплавления,
обычно размер его невелик. Интервал температуры, для стали 20, около
1490-1520°С. Структура стали - крупнозернистая, возможно образование
видманштеттовой структуры;
- участок перегрева. Металл нагревается выше
1100°С, до температуры, близкой к линии солидус. В этом интервале температуры
за счет роста зерна аустенита формируется крупнозернистая структура перегретой
стали с пониженной ударной вязкостью. Часто на этом участке образуется
видманштеттова структура (крупнозернистая с зернами феррита иглообразной
формы), что еще больше повышает хрупкость стали. Ширина этого участка - 1-3 мм;
- участок нормализации. Металл нагревается выше
третьей критической точки Ас3 (от 900 до 1100°С). В процессе полной
перекристаллизации в аустенит, на этом участке образуется мелкозернистая
(сорбитообразная) структура, которая обеспечивает более высокие механические
свойства стали, по сравнению со свойствами исходного металла и свойствами
других участков зоны термического влияния. Ширина этого участка - 1,2-4 мм;
- участок неполной перекристаллизации. Металл
нагревается до температуры 725-850°С (между первой Ас1 и третьей критическими
точками Ас3). Процесс измельчения зерна происходит только за счет перекристаллизации
той части структуры, которая занята перлитом, а размер зерен феррита не
изменяется. Поэтому сталь на этом участке может состоять не только из мелких
зерен, но и отдельных крупных зерен феррита. Сталь с разнозернистым строением
имеет более низкие механические свойства, чем мелкозернистая сталь. Ширина
этого участка - 0,7-4 мм;
- участок рекристаллизации. Температура нагрева
этого участка ниже первой критической точки Ас1 (727°С). При сварке
горячекатаной или отожженной стали, на этом участке ЗТВ никакие структурные
изменения в металле не происходят.
- участок синеломкости. Температура нагрева
металла на данном участке сварного шва в интервале 200-400°С, при котором на
поверхности стали появляются синие цвета побежалости (пленки окислов). Характеризуется
тем, что прочность и твердость металла повышаются, а пластичность и ударная
вязкость - резко падают. Это явление получило название
"синеломкость". Вероятной причиной этого является старением металла -
выделение по границам зерен из пересыщенного твердого раствора дисперсных
карбидов и нитридов.
Зона термического влияния - это неотъемлемая
часть сварной конструкции и её свойства будут определять общую несущую
способность этой конструкции.
Есть некоторые значимые свойства, которые
необходимо обеспечивать почти в любом случае. К таким свойствам относится
стойкость зоны термического влияния к хрупкому разрушению.
Ещё одним необходимым свойством для зоны
термического влияния является сопротивление усталости. Но, как правило,
отдельно эту зону испытать очень трудно и испытаниям подвергают всё сварное
соединение.
Как уже говорилось, отдельно испытать зону
термического влияния на прочность затруднительно ввиду её малой ширины.
Косвенную оценку прочностным свойствам можно дать, если измерить твёрдость
зоны.
Наибольшее возможное значение твёрдости в зоне
термического влияния (да и, вообще, в металле), зависит, в основном, от
содержания углерода в составе стали. Углерод сильно влияет на свариваемость
стали. Давая оценку свариваемости сталей, можно утверждать, что стали с низким
содержанием углерода (менее 0,20%), свариваются без ограничений. А стали с
повышенным содержание углерода (более 0,25%), уже необходимо сваривать с
предварительным подогревом, последующей термообработкой (отпуском или отжигом)
и контролем погонной энергии сварки. [1, c. 94-96]
.2 Назначение флюса и флюсовой подушки
Сварочный флюс - один из важнейших элементов,
определяющих качество металла шва и условия протекания процесса сварки. От
состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие
шлака с металлом обусловливает определенный химический состав металла шва. От
состава металла шва зависят его структура, стойкость против образования трещин.
Состав газовой атмосферы обусловливает устойчивость горения дуги, стойкость
против появления пор и количество выделяемых при сварке вредных газов.
Функции флюсов. Флюсы выполняют следующие
функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию
дугового разряда, химическое взаимодействие с жидким металлом, легирование
металла шва, формирование поверхности шва.
· Лучшая изолирующая способность - у
флюсов с плотным строением частиц мелкой грануляции. Однако при плотной укладке
частиц флюса ухудшается формирование поверхности шва. Достаточно эффективная
защита сварочной ванны от атмосферного воздействия обеспечивается при
определенной толщине слоя флюса.
· Плавление электродного и основного
металлов осуществляется под флюсом, надежно защищающим расплавленный металл от
действия кислорода и азота воздуха.
· Флюс, обладая плохой
теплопроводностью, замедляет процесс затвердевания металла шва, что
способствует выделению газов, растворенных в расплавленном металле шва и
предохраняет металл шва от выгорания основных легирующих элементов (марганец и
кремний). При нейтральных флюсах металл шва по химическому составу близок к
основному металлу, а при марганцево-кремнистых флюсах происходит дополнительное
легирование металла шва марганцем и кремнием, вследствие чего улучшается его
качество. Флюс способствует получению чистого и плотного металла шва, без пор и
включений, с ровной однообразной внешней поверхностью, с плавным переходом к
основному металлу и высокими механическими свойствами сварного соединения.
Потери на угар и разбрызгивание при сварке под флюсом практически отсутствуют.
· При сварке под флюсом по сравнению с
ручной сваркой применяются значительно большие токи, обеспечивающие глубокое
проплавление основного металла, что позволяет производить сварку металла
значительной толщины без скоса кромок. А при большой толщине суммарный угол
разделки кромок можно уменьшить до 30-45° и, следовательно, можно уменьшить
сечение шва, а значит, и количество электродного металла, необходимого для
заполнения разделки кромок. Высокая скорбеть однопроходной сварки, легкая
отделяемость шлаковой корки и отсутствие брызг экономят время и труд.
· Применение больших токов
обеспечивает повышенную скорость плавления электродной проволоки. Потери на
угар и разбрызгивание практически отсутствуют. Коэффициент наплавки для
наиболее часто применяемых токов 400-1200 А при сварке электродной проволокой
диаметром 5 мм колеблется от 12 до 17 г/А • ч. При сварке электродной
проволокой диаметром 2 мм на токах 400-700 А он составляет 20- 28 г/А•ч.
· Наличие мощной ванны расплавленного
металла под слоем плохо проводящего тепло флюса является весьма благоприятным
фактором, способствующим стабильному горению дуги. Сварка обычно производится
на переменном токе, поэтому отсутствует явление магнитного выдувания дуги.
· Дуга горит под толстым покровом
флюса и невидима для оператора и окружающих лиц, вследствие чего не требуется
специальных устройств для защиты глаз.
· Процесс сварки под флюсом полностью
механизирован. Простота процесса позволяет использовать для обслуживания
автомата рабочих низкой квалификации, не требующей длительной подготовки.
Большие токи, высокая производительность,
хорошее формирование шва, высокое качество сварного соединения, отсутствие
брызг, пониженный расход электродной проволоки и электроэнергии, простота и
надежность процесса - отличительные особенности способа автоматической сварки
под флюсом.
К недостаткам флюса можно отнести высокое
содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых
пространствах (внутри котлов, резервуаров и т.п.), и также снижающее
устойчивость дуги.
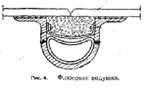
Сварка на флюсовой подушке
Не менее известным является способ односторонней
сварки на флюсовой подушке. На рис. 4, показан прорезиненный изнутри шланг,
уложенный на дно стального лотка, и слой флюса, отделенный от шланга
огнеупорной тканью. Такая конструкция устанавливается точно под стыком, затем в
шланг под давлением подается воздух, чтобы плотно поджать флюс к обратной
стороне листов для предотвращения утечки расплавленного металла.
Преимущество процесса сварки на флюсовой подушке
заключаеся в том, что из-за плохого контакта между флюсом и обратной стороной
листов дефекты почти не возникают, так как поршкообразный флюс подвержен
силовому воздействию жидкого металла сварочной ванны и дуги, в основном в
вертикальном положении.
Однако при этом процессе плотность флюса в
подушке неизбежно становится неодинаковой, так как флюс порошкообразный,
размеры частиц различны. Поэтому давление флюса от пневматического шланга на
обратную сторону листов будет различным. Таким образом, при сварке на флюсовой
подушке шов с обратной стороны формируется неравномерно. Известна повышенная
чувствительность процесса односторонней сварки на флюсовой подушке к величине
зазора между стыкуемыми листами, колебаниям режима сварки, изменениям угла
разделки кромок и притпления. Повышение тока сварки приводит к чрезмерному
увеличению геометрических размеров обратного валика шва. В большинстве случаев
процесс сварки на флюсовой подушке применяется при сварке листов толщиной до 12
мм.
За рубежом был разработан способ односторонней
сварки на двух-слойной флюсовой подушке (рис. 4). При этом способе нижний слои
содержит тугоплавкие материалы типа окисей кремния, алюминия, титана, циркония,
а верхний - более легкоплавкие, на основе окисей кальция, магния, марганца,
калия, натрия.
Верхний слой обеспечивает хорошее формирование
обратного валика, а нижний предотвращает провисание и протекание металла
сварочной ванны с обратной стороны. Судостроительные фирмы Японии широко
используют одностороннюю сварку на флюсовой подушке из самотвердеющего флюса,
который включает в качестве основной составляющей фенольную или
фенолформальдегидую смолы, являющиеся термореактивными, т.е. при достижении
температуры 100-120°С флюс при помощи смолы твердеет и переходит в состояние,
при котором отсутствуют недостатки, присущие односторонней сварке на медной
подкладке и флюсовой подушке, сохраняя их преимущества.
Сварка на флюсовой подушке принципиально
отличается от cпoсобов сварки на металлических подкладках из-за различного,
влияния характера теплоотвода и условий кристаллизации металла сварочной ванны.
При исследовании процесса сварки на флюсовой
подушке было показано, что диапазон возможностей этого способа может быть
существенно расширен, если изменить состав флюса сделав его более тугоплавким
на основе окисей кремния. Такой флюс, расплавляясь, обеспечивает благоприятные
условия формирования шва с обратной стороны в широком диапазоне температур и
времени, при котором различные технологические возмущения (удары, встряхивания)
не повлекут за собой изменения геометрических размеров обратного валика шва.
Двухслойная флюсовая подушка, состоящая из недефицитного и дешевого кварцевого
песка, обеспечивает хорошие условия для формирования обратного валика при
односторонней сварке под флюсом.
Данная технология обеспечивает двустороннее
формирование шва при отсутствии сквозного зазора между кромками листов.
При этом толщина слоя подкладчного флюса не
превышает 6 MM. На флюсовой подушке сваривают не только прямолинейные, но и
кольцевые швы. Но они, как правило, не односторонние, а двусторонние с
Х-образной разделкой. Интересная работа бьша выполнена по односторонней сварке
на флюсовой подушке продольных стыков трубопроводов в Ждановском
металлургичёском институте. Сварка выполнялась двумя электродами одновременно;
С-образным и обычной электродной проволокой, расположенной внутри изогнутого
электрода. Проплавление кромок обеспечивалось проволочным электродом,
заполнение шва и формирование обратного валика, равномерного по ширине и высоте
- профилированным электродом.
При помощи этого способа удалось добиться стабильного
процесса на обычных стандартных флюсах при существенном повышении
производительности труда. Оценивая в целом способы сварки на медной подкладке и
флюсовой подушке, следует сказать, что способов односторонней сварки на
флюсовой подушке более применим на практике, из-за большей возможности получить
бездефектный шов, меньшей стоимости, простоты конструкции подкладочных
устройств, легкого прилегания подкладки к листам. Предпочтителен этот способ
также в тех условиях, когда требования, предъявленные к точности сборки, менее
высоки.
3. Разработка процесса сварки плиты из стали
18Г2АФпс
Технология автоматической сварки под слоем флюса
разрабатывается такой последовательности:
· подготовка металла под сварку;
· выбор материала и оборудования;
· выбор техники выполнения сварных
швов;
· выбор режима сварки.
.1 Подготовка металла под сварку
Подготовка деталей и сборка конструкции для
сварки под флюсом должны выполняться особенно тщательно. Это вызвано
жидкотекучестью расплавленного металла и флюса, глубоким проваром. Поэтому
требуется соблюдать высокую точность размеров разделки кромок и равномерности
зазора между ними.
Подготовка металлопроката под сварку состоит из
предварительной правки металлопроката, очистки от смазки и грязи, и создания
кромок. Правку металлопроката выполняют механическим способом, используя
прокатку между валками, прессовку, а также термическим способом - с местным или
всеобщим нагревом деталей.
Чистить металл от смазки, грязи и ржавчины
необходимо, чтобы уменьшить количество неметаллических включений и пор в
сварном шве.
Разрабатывать кромки необходимо в соответствии
со способом и технологией сварки, учитывая толщину сварочных элементов и
положение швов в пространстве. Тип разделок кромок и их размеры, а также
условия их сборки и сварки зависят от конструкции сварного соединения, состава
(марки) свариваемого материала, условий сварки и т.д. и обычно указываются в
технических условиях на изготовление конструкций или должны соответствовать
ГОСТ 8713-79*.
После разметки деталей их вырезают, используя
механические способы, газовую или плазменную резку. После этого, если
необходимо, разделывают кромки согласно чертежу. Иногда операции вырезки детали
и подготовки кромок совмещают. Кромки подготовляют также механическими
способами, газовой или плазменной резкой. Перед сборкой деталей свариваемые
кромки зачищают по всей длине на ширину 25-30 мм металлическими щетками,
шлифовальными кругами и т.д. от грата, масла и других загрязнений до
металлического блеска.
Влага и образующийся при пониженных температурах
конденсат должны удаляться подогревом или обдувкой горячим воздухом. Особенно
тщательно следует зачищать торцы свариваемых кромок, предупреждать попадание в
зазор между кромками остатков шлаковой корки, грязи и др. При сборке соединения
под сварку используют струбцины, скобы в другие приспособления для фиксации
кромок в требуемом положении. Для сборки стыка на прихватках их длина должна
быть 50-80 мм, а сечение должно быть около 1/3 сечения шва, но не более 25-30
мм2. Расстояние между прихватками 300-800 мм.
Прихватки необходимо установить в местах сварных
швов, за исключением мест их пересечения. Длина прихваток должна быть не меньше
50 мм, а промежуток между ними не больше 500 мм. Прихватки изготовляют из тех
самых материалов, того же качества, что и материалы для выполнения основных
швов. [10. c. 108]
Прихватки можно заменять сплошным швом
небольшого сечения ("беглым" швом), выполняемым вручную электродом
хорошего качества или механизированно в защитных газах или под флюсом. Сварку
желательно начинать со стороны, обратной "беглому" шву. После сварки
поверхность прихваток и "беглого" шва, а также кромок зачищают и
осматривают. Не допускаются подрезы и трещины, которые следует исправлять
выплавкой или вырубкой и подваркой. При сварке прихватки и "беглый"
шов должны полностью перевариваться.
В начале шва, где возможен непровар, и в его
конце, где образуется кратер, если они находятся на краю изделия, устанавливают
эаходные и выходные планки размером до 100x150 мм с толщиной, равной толщине
свариваемого металла. При сварке с разделкой кромок в заходной и выходной
планках кромки также разделывают. Требуемый режим сварки необходимо проверять
сваркой опытных образцов и контролем размеров полученного шва. сталь сварка углеродный флюс
Перед началом автоматической сварки желательно
на холостом перемещении автомата проверить правильность направления электрода
относительно свариваемых кромок. В процессе сварки положение электрода
корректируют с помощью указателей или копиров.
Складывают детали под сварку, используя
специальное оборудование (стягивающие планки, скобы и т.д.), а также с помощью
прихваток.
.2 Выбор материала и оборудования
Промышленность выпускает два типа аппаратов для
дуговой сварки под флюсом:
с постоянной скоростью подачи электродной проволоки,
не зависимой от напряжения на дуге (основанные на принципе саморегулирования
сварочной дуги);
аппараты с автоматическим регулированием
напряжения на дуге и зависимой от него скоростью подачи электродной проволоки
(аппараты с авторегулированием).
Сварное оборудование выбирается в зависимости от
толщины сварных деталей (по максимальному значению сварного тока). При сварке
толстолистового проката, когда необходимо установить плотность тока более 50
А/мм2, выбрать провод диаметром более 3 мм, а скорость подачи более
3-х м/мин., рационально использовать автоматы типа ТС с постоянной скоростью
подачи провода.
В сварочных головках с постоянной скоростью
подачи при изменении длины дугового промежутка восстановление режима происходит
за счет временного изменения скорости плавления электрода вследствие
саморегулирования дуги. При увеличении дугового промежутка (увеличение
напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению
скорости плавления электрода.
Уменьшение длины дуги вызывает увеличение
сварочного тока и скорости плавления. В этом случае используют источники
питания с жёсткой вольтамперной характеристикой.
В сварочных головках с автоматическим
регулятором напряжения на дуге нарушение длины дугового промежутка вызывает
такое изменение скорости подачи электродной проволоки (воздействуя на
электродвигатель постоянного тока), при котором восстанавливается заданное
напряжение на дуге. При этом используют аппараты с падающей вольтамперной
характеристикой.
Аппараты этих двух типов отличаются и настройкой
на заданный режим основных параметров: сварочного тока и напряжения на дуге. На
аппаратах с постоянной скоростью подачи заданное значение сварочного тока
настраивают подбором соответствующего значения скорости подачи электродной проволоки.
Напряжение на дуге настраивают изменением крутизны внешней характеристики
источника питания.
Необходимую скорость подачи электродной
проволоки устанавливают или сменными зубчатыми шестернями (ступенчатое
регулирование), или изменением числа оборотов двигателя постоянного тока
(плавное регулирование). Для расширения пределов регулирования скорости подачи
в последнее время - часто используют плавно-ступенчатое регулирование
(двигатель постоянного тока и редуктор со сменными шестернями).
На аппаратах с автоматическим регулятором
напряжение на дуге задается и автоматически поддерживается постоянным во время
сварки.
Заданное значение сварочного тока настраивают
изменением крутизны внешней характеристики источника питания.
Настройка других параметров режима сварки
(скорости сварки, вылета электрода, вы соты слоя флюса и др.) аналогична для
аппаратов обоих типов и определяется конструктивными особенностями конкретного
аппарата.
Правильный выбор марки электрода - один из
главнейших элементов разработки автоматической сварки под слоем флюса.
Химический состав электродной проволоки определяет состав металла сварного шва
и его прочностные характеристики.
При сварке малоуглеродистой стали используют
малоуглеродистую проволоку сипа СВ-08, СВ- 08ГА, СВ-1-Г2.
При сварке легированной стали используют
легируемую проволоку- СВ-08Х12Н10Г2Б, СВ1-Х20Н15, СВ13Х25Н18.
Плавленные флюсы типа АН-348 или ОСЦ-45
эффективно используют для сваривания углеродных и низколегированных сталей, а
также при сварке проволокой диаметром более 3-х мм. Применение флюса ОСЦ-45
ограниченно в плохопроветриваемых помещениях, т.к. он выделяет большее
количество вредных газов.
При сварке малоуглеродистых сталей можно также
использовать керамические флюсы типа К-1, К-2, К-11.
Тип производства выбираем исходя из массы,
габаритов сварной конструкции и заданной программой выпуска - крупносерийное;
3.3 Выбор техники выполнения сварных швов
Разрабатывать кромки необходимо в соответствии
со способом и технологией сварки, учитывая толщину сварочных элементов и
положения швов в пространстве.
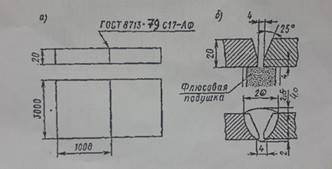
Произведем расшифровку обозначения сварки: ГОСТ
8713-79-С17-АФ:
ГОСТ 8713-79 Сварка под флюсом. Соединения
сварные. Основные типы, конструктивные элементы и размеры:
С19 - условное обозначение сварного соединения-
односторонний, на флюсовой подушке;
Данный тип соединения является стыковым. Форма
подготовленных кромок: со скосом двух кромок.
Скошенные кромки притупляют, чтобы предотвратить
сквозное проплавление корня шва. [7, c. 17]
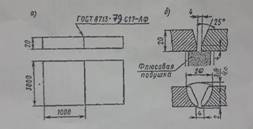
Рис. 5. а) Эскиз сечения шва с указанием его
размеров; б) Форма подготовленных кромок под сварку и характер сварного шва.
3.4 Выбор режима сварки
К режиму сварки при
автоматической сварке под слоем флюса необходимо отнести: силу тока, скорость
подачи проволоки, скорость сварки.
) Значение силы тока
вычисляется по формуле:
св =80…100)*h, (А)
где h- глубина проплавления, мм
св = 80*20 = 1600, A
2) Скорость подачи посадочной проволоки должна
равняться скорости плавления проволоки и рассчитывется по формуле:
Vпр =  ,
(см/час)
,
(см/час)
где: Iсв - сила сварочного тока, А;
αн -
коэффициент наплавки, г*А/ч;диаметр посадочной проволоки, см;плотность металла
проволоки, г/см3;
пр
= (4*16 *1600) / (3.14*0.42 *7,8)=261, (см/час).
Vсв =  =
261см/час =2,61м/час
=
261см/час =2,61м/час
Скорость сварки можно определить, если знать
часовую производительность сварки и погонный вес шва :
3) Площадь поперечного сечения
наплавленного шва вычисляется по формуле:
н =  B*(a
+ h), см2
B*(a
+ h), см2
где В - ширина наплавленного
шва, мм;
а - толщина наплавленного шва,
мм;- высота наплавленного шва, мм.
н = *20*(4+20)
= 240 мм2 = 2,4 см2;
) Скорость сваривания вычисляется
по формуле:
св =  ,
м/час
,
м/час
где  -
коэффициент наплавления =16 г/(А*час);
-
коэффициент наплавления =16 г/(А*час);
 - сила сварочного
тока, А;
- сила сварочного
тока, А;
 - плотность
металла, г/см3;
- плотность
металла, г/см3;
 - площадь
поперечного сечения наплавленного шва, см2.
- площадь
поперечного сечения наплавленного шва, см2.
св =  =
13,6 см/час =0,13 м/час;
=
13,6 см/час =0,13 м/час;
Количество флюса, который
расходуется при сварке, равно количеству наплавленного металла.
) Масса наплавленного металла
вычисляется по формуле:
=  *L*p,
г
*L*p,
г
где GHM - масса наплавленного
металла на всё изделие, г;
- площадь
поперечного сечения наплавленного шва, см2;- длина сварных швов на
всё изделие, см;
- плотность
металла, г/см3;= 300, см
= 2,4*300*7,8 = 5616, г
6) Определяем расход сварочной проволоки
пр= GHM *(1+ψ),
где GHM -масса наплавленного метала, гр;
ψ - коэффициент потерь
(ψ=0,5).
Gпр=5616*(1+0,5)=8424г=8,42 кг;
) Значение напряжения на дуге
при использовании самых распространенных марок электродов составляет в среднем
25-28 В.д = 28 B
) Время сварки вычисляется по формуле:
св =  ,
час
,
час
где GHM - масса наплавленного
металла на всё изделие, г;
 - коэффициент
наплавления, г/(А*час);
- коэффициент
наплавления, г/(А*час);
- сила сварочного
тока, А.
св =  =
0,21 часа
=
0,21 часа
) Количество электроэнергии,
которая используется при сварке изделия, вычисляется по формуле:
= Iсв*Uд*tсв, (Вт*час)
где  -
сила сварочного тока, А;д - напряжения на дуге, B.св - время сварки, час.
-
сила сварочного тока, А;д - напряжения на дуге, B.св - время сварки, час.
= 1600*28*0,21 = 9408 Вт*час
. Термообработка сварных соединений из стали
18Г2АФпс
Соединения из низколегированных сталей обладают
высокой стойкостью против холодных трещин. Однако при сварке ряда сталей в
особенности с повышенным содержанием углерода и легирующих элементов необходимо
учитывать опасность их возникновения в зоне термического влияния. Для их
предотвращения предварительно подогревают начальный участок шва или участки с
повышенной жесткостью, а также ограничивают время между окончанием сварки и
термообработкой (кроме изделий из сталей 09Г2С, 10Г2С1, 16ГС).
Меры предосторожности против образования трещин
необходимо усиливать при сварке в зимнее время, когда скорость охлаждения
соединения возрастает. В этих случаях приходится еще более ограничивать время
до термообработки соединений и предусматривать эту меру, так же как и
предварительный подогрев, для менее жестких конструкций и менее легированных
сталей. Поскольку зарождению и развитию холодных трещин способствуют дефекты в
швах, рекомендуется сразу после окончания сварки их удалять.
Термообработка сварных конструкций из стали
18Г2АФпс (и подобных): при электрошлаковой сварке многих низколегированных
сталей, в особенности большой толщины, последствия перегрева могут быть
устранены только высокотемпературной термообработкой.
Нормализация наиболее часто применяется для
повышения свойств соединений в отдельных узлах либо в конструкциях сравнительно
небольших размеров или повышенной жесткости. Нередко низколегированные стали
поставляются в горячекатаном состоянии, и нормализация сварных узлов служит
одновременно нескольким целям: обеспечению требуемых свойств основного металла,
повышению стойкости сварных соединений против хрупкого разрушения и нагреву
металла для обработки давлением (например, для калибровки цилиндрических
обечаек с продольными швами или штамповки и гибки сварных днищ).
В остальных случаях применение нормализации
сопряжено со значительными затратами на оснащение предприятий мощными
высокотемпературными печами, с увеличением сроков и стоимости изготовления
конструкций.
Для многих же конструкций печная нормализация
вообще неприменима вследствие их деформации в процессе высокотемпературного
нагрева. Примером могут служить цилиндрические конструкции, в которых
недопустимые деформации в процессе нормализации возникают при соотношении
толщины стенки к диаметру, равном 1/15 и менее. Это означает, что при толщине
металла, например 50 мм, цилиндрический сосуд можно нормализовать только в том
случае, если его диаметр не превышает 900 мм. Однако на практике такие
конструкции имеют значительно большие размеры.
С учетом этих обстоятельств развиваются или уже
находят применение термообработка при более низких, чем нормализация,
температурах (в межкритическом интервале) и местная нормализация конструкций.
Местная нормализация сварных соединений возможна с использованием индукционного
или газового нагревов. Успешному ее применению способствует то обстоятельство,
что перекристаллизация и повышение до требуемого уровня ударной вязкости
металла различных участков соединений из многих низколегированных сталей
происходят уже при кратковременном нагреве до температур нормализации.
Вследствие этого местная нормализация может сопутствовать сварке. Индуктор или
горелки в этом случае устанавливают ниже зоны сварки и термообработку
соединения осуществляют со скоростью сварки. Однако большее применение находит
местная нормализация как самостоятельная операция. Нагрев при этом может быть
одно- или двусторонним, последовательным или одновременным по всей длине шва.
Температурный интервал нормализации для соединений из низколегированных сталей
составляет 1173-1273 К (900-1000°С), время выдержки 30 мин, перепад температур
по толщине металла обычно не более 40 К (40°С). Максимальная толщина металла
при двустороннем нагреве 160 мм, при одностороннем 80 мм. Местная нормализация
вызывает перераспределение напряжений в конструкциях. Поэтому для обеспечения
их высокой работоспособности необходим последующий общий высокий отпуск для
снятия напряжений.
Термообработку в межкритическом интервале
температур Ас1-Ас3, как и печную нормализацию, можно применять только для
конструкций повышенной жесткости. Однако вследствие более низких, чем при
нормализации, температур нагрева (на 150 - 200 К) она уменьшает опасность
возникновения в конструкциях недопустимых деформаций и во многих случаях может
быть выполнена в печах, предназначенных для отпуска.
Наиболее часто в строительстве применяют высокий
отпуск для углеродистых и легированных сталей с целью снижения сварочных
напряжений и улучшения структуры. При этом обязательна небольшая скорость
охлаждения после выдержки (300-400°С/ч) в интервале от температуры выдержки до
300°С, после чего охлаждение на спокойном воздухе.
Термический отдых применяют для сварных соединений
из низколегированной стали, имеющую склонность к образованию трещин вследствие
выделения растворенного водорода, диффундирующего из шва в зону термического
влияния. Нагрев производят до 250-300°С и выдерживают несколько часов.
Стабилизирующий отжиг применяют для тех же
сталей с целью снижения сварочных напряжений на 70-80%, обеспечения стабильной
структуры и предупреждения появления коррозионных трещин.
Улучшение относится к полной термической
обработке и производится в стационарных термических печах. Оно снижает
остаточные сварочные напряжения и полностью восстанавливает структуру и
свойства металла, изменившиеся от сварки.
Для термической обработки применяют несколько
способов нагрева: в стационарных термических печах; радиационный
(электросопротивлением и газопламенный), индукционный; термохимический и
смешанный (электросопротивлением и индукционный токами промышленной частоты).
. Методы контроля качества сварных швов
В процессе образования сварного соединения в
металле шва в зоне термического влияния могут возникать дефекты, т.е.
отклонения от установленных норм и требований, приводящие к снижению прочности,
эксплуатационной надежности, точности, а также ухудшению внешнего вида изделия.
Дефекты в соединениях бывают двух типов: внешние
и внутренние. В сварных соединениях к внешним дефектам относят наплывы подрезы,
наружные непровары и несплавления, поверхностные трещины и поры. К внутренним -
скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
и др. В паяных соединениях внешними дефектами являются наплывы и натеки припоя,
неполное заполнение шва припоем; внутренними - поры, включения флюса, трещины и
др.
Качество сварных и паяных соединений
обеспечивают предварительным контролем материалов и заготовок, текущим
контролем за процессом сварки и пайки и приемочным контролем готовых сварных
или паяных соединений.
К неразрушающим методам контроля качества
сварных соединений относят внешний осмотр, контроль на непроницаемость (или
герметичность) конструкций, контроль для обнаружения дефектов, выходящих на
поверхность, контроль скрытых и внутренних дефектов.
Сварные конструкции контролируют на всех этапах
их изготовления. Кроме того, систематически проверяют приспособления и
оборудование. При предварительном контроле подвергаются проверке основные и
вспомогательные материалы, устанавливается их соответствие чертежу и
техническим условиям.
Наиболее ответственным моментом является текущий
контроль выполнения сварки. Организация контроля сварочных работ может производиться
в двух направлениях: контролируют сами процессы сварки либо полученные изделия.
Внешним осмотром сварных швов выявляют наружные
дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение
свариваемых кромок деталей и т.п. Визуальный осмотр производят как
невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве
сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком
большое - увеличивает внутренние напряжения и деформации. Размеры сечения
готового шва проверяют по его параметрам в зависимости от типа соединения. У
стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня
шва, в угловом - измеряют катет. Замеренные параметры должны соответствовать ТУ
или ГОСТам. Размеры сварных швов контролируют обычно измерительными
инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают
возможности окончательно судить о качестве сварки. Они устанавливают только
внешние дефекты шва и позволяют определить их сомнительные участки, которые
могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и
соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать
требованиям непроницаемости (герметичности) для различных жидкостей и газов.
Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая
аппаратура и т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид
контроля производится после окончания монтажа или изготовления конструкции.
Дефекты, выявленные внешним осмотром, устраняются до начала испытаний.
Непроницаемость сварных швов контролируют следующими методами: капиллярным
(керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим
давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении
капиллярности, которое заключается в способности керосина подниматься по
капиллярным ходам - сквозным порам и трещинам. В процессе испытания сварные швы
покрываются водным раствором мела с той стороны, которая более доступна для
осмотра и выявления дефектов. После высушивания окрашенной поверхности с
обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по
наличию на меловом покрытии следов проникшего керосина. Появление отдельных
пятен указывает на поры и свищи, полос - сквозных трещин и непроваров в шве.
Благодаря высокой проникающей способности керосина обнаруживаются дефекты с
поперечным размером 0,1 мм и менее.
Ультразвуковой контроль основан на способности
ультразвуковых волн проникать в металл на большую глубину и отражаться от
находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых
колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в
контролируемый шов. При встрече с дефектным участком ультразвуковая волна
отражается от него и улавливается другой пластинкой-щупом, которая преобразует
ультразвуковые колебания в электрический сигнал.
Эти колебания после их усиления подаются на экран
электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии
дефектов. По характеру импульсов судят о протяженности дефектов и глубине их
залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к
сварному шву без снятия усиления и предварительной обработки поверхности шва.
6. Техника безопасности при дуговой сварке
При выполнении работ по дуговой сварке на
человека воздействуют вредные газы и испарения, облучение сварочной дугой,
опасность поражения электрическим током.
При работе с электрической дугой возникают
летучие соединения (сварочная пыль). В состав такой пыли входят оксиды
марганца, кремния, железа, хрома, фтористых соединений. Первое место среди них
по вредному воздействию занимают хром и марганец. Кроме всего перечисленного
воздух при сварке загрязняется оксидами азота, углерода, фтористым водородом.
Наряду с кратковременным отравлением, которое проявляется в виде
головокружения, головной боли, тошноты, рвоты, слабости, отравляющие вещества
могут откладываться в тканях организма человека вызывать хронические
заболевания.
Больше всего воздух загрязняется при работе с
покрытыми электродами. Меньше всего выделений при автоматических способах
сварки.
Вредное воздействие сварочной дуги заключается в
том, что она является источником светового, инфракрасного и ультрафиолетового
излучений.
Инфракрасное излучение при длительном действии
вызывает помутнение хрусталиков глаз (катаракту), что может привести к
ослаблению и потере зрения, тепловое действие этих лучей вызывает ожоги кожи.
Защита органов зрения и кожи лица при дуговой
сварке обеспечивается с помощью щитков, масок или специальных шлемов со
светофильтрами.
Для того, чтобы защитить тело, необходимо
работать в одежде из плотного брезента или аналогичного материала.
Световые лучи оказывают ослепляющее действие,
так как их яркость значительно превышает допустимые нормы. Ультрафиолетовое
излучение даже при кратковременном действии (в течение нескольких секунд)
вызывает заболевание глаз, называемое электроофтальмией. Оно сопровождается
острой болью, резью в глазах, слезотечением, спазмами век. Продолжительное
действие ультрафиолетового излучения приводит к ожогам кожи.
Чтобы избежать опасности поражения электрическим
током необходимо соблюдать ряд условий. В общем и целом безопасность
обеспечивается:
. Надежной изоляцией, применением
защитных ограждений, автоблокировками, заземлением электрооборудования и его
элементов, ограничением напряжения холостого хода источников питания
(генераторов постоянного тока - до 80 В, трансформаторов - до 90 В);
. Индивидуальными средствами защиты
(работа в сухой спецодежде и рукавицах, в ботинках без металлических шпилек и
гвоздей);
. Соблюдением условий труда (прекращение
работы при дожде и сильном снегопаде, если отсутствуют укрытия; использование
резинового коврика, резинового шлема и галош при работе внутри сосудов, а также
переносной лампы напряжением не более 12 В; проведение ремонта
электросварочного оборудования и аппаратуры специалистами-электриками).
7. Практическое задание
1. Изобразите схему и опишите сущность
процесса автоматической сварки под слоем флюса. Укажите назначение флюса и
флюсовой подушки.
2. Разработайте процесс сварки плиты из Ст3
(рис. а, б).
Производство - крупносерийное. Укажите тип
соединения и форму разделки кромок под сварку. Дайте эскиз сечения шва с
указанием его размеров. Выберите марку и диаметр электродной проволоки и флюса.
. Выберите режим сварки. По размерам шва
подсчитайте массу наплавленного металла .Определите расход электродной
проволоки и флюса с учетом потерь, расход электроэнергии и время сварки изделия
.
4. Укажите методы контроля качества
сварного шва.
Заключение
Создание автоматической дугой сварки под флюсом
является крупнейшим достижением современной сварочной техники. Первоначальная
идея способа сварки под флюсом принадлежит изобретателю способа дуговой сварки
Н.Г. Славянову. В качестве флюса он применял дробленое оконное стекло.
Развитие автоматической сварки под флюсом
изменило представление о масштабах и возможностях автоматизации процесса
дуговой сварки. В ряде производств в настоящее время автоматическая сварка
почти полностью вытеснила ручную сварку.
Список использованной литературы
1. Дубинин
Н.П., Лиференко Н.Н., Хренов А.Д. Технология металлов и других конструкционных
материалов. - М.: Высшая школа, 1999. 374 c.
2. Металлические
конструкции: учеб. для вузов по специальности "Пром. и гражд. стр-во"
направления подгот. "Стр-во" / Ю.И. Кудишин [и др.]; под ред. Ю.И.
Кудишина. - 10-е изд., стер. - М.: Академия, 2007. - 680 с.: a-ил.- (Высшее
профессиональное образование)
3. Горев
В.В. Металлические конструкции: учебник для строит. вузов: в 3 т. Т. 1.
Элементы конструкций. / Б.Ю. Уваров [и др.]; под ред. В.В. Горева. - М.: Высш.
шк., 2002. - 551 с.
. Кабанов
Н.С. Сварка на контактных машинах. - М.: Высшая школа, 1985. 207 c.
. Колесов
С.Н. Материаловедение и технология конструкционных материалов: Учебник для
вузов / C.Н. Колесов. - М.: Высшая школа, 2004. - 512 с.
. Шишков
М.М. Марочник сталей и сплавов: Справочник. Изд.3-е дополненное - Донецк: Юго -
Восток, 2002. - 456 с.
. http://metallicheckiy-portal.ru/marki_metallov/stk/stal_konstrukcionnaa_nizkolegirovannaa
. http://metallicheckiy-portal.ru/marki_metallov/stk/14G2AF
. Большаков
В.І., Вашкевич Ф.Ф., Мухіна Л.В. Матеріалознавствота технологія конструкційних
матеріалів. Навчальній посібник для студентів будівельних спеціальностей. - 174
с.