Современное состояние и перспективы развития производства листа с полимерным покрытием 'ММК'
Содержание
Введение
1. Современное состояние и перспективы развития производства
листа с полимерным покрытием «ММК»
2. Анализ работы Агрегата полимерных покрытий №1
2.1 Технологическая схема процесса
производства полимерного листа
.2 Описание Агрегата полимерных покрытий №1 и анализ его
недостатков
2.3 Анализ существующей организации
обслуживания оборудования на Агрегате полимерных покрытий №1
.4 Заключение
3. Проектирование установки холодного ламинатора в линию
Агрегата полимерных покрытий №1 Цеха покрытий ОАО «ММК»
.1 Обзор существующих конструкций ламинаторов
3.1.1 Назначение, определение и основные параметры
.1.2 Классификация существующих ламинаторов
.1.3 Описание принятого для установки в Агрегат полимерных
покрытий №1 холодного ламинатора
.2 Технико-экономическое обоснование принятой конструкции
3.3 Расчетно-конструкторская часть
3.3.1 Проверка долговечности подшипников опорных роликов
холодного ламинатора
3.3.2 Уточненный расчет ролика ламинатора
3.4 Стандартизация, унификация и качество проектных решений
. Безопасность и экологичность
.1 Анализ опасных и вредных факторов
.2 Мероприятия по улучшению условий труда
.3 Охрана окружающей среды
.3.1 Защита водного бассейна
.3.2 Защита воздушного бассейна
.4 Предупреждение и ликвидация аварий и ЧС
. Технико-экономические показатели
.1 Организационно-правовая форма предприятия
.2 Маркетинговое исследования рынка сбыта продукции
.3 Финансовая оценка проекта
.3.1 Производственная программа участка
.3.2 Расчет капитальных затрат
.3.3 Организация труда и з/п на участке
.3.4 Расчет себестоимости продукции
.4 Расчет основных технико-экономических показателей
.4.1 Расчет чистой прибыли
.4.2 Рентабельность продукции
.4.3 Производительность труда
.4.4 Простая норма прибыли
.4.5 Срок окупаемости
.5 Выводы и предложения
Заключение
Список используемых источников
ВВЕДЕНИЕ
В настоящее время металлургическое производство использует все возможные
ресурсы, но для высокой конкурентоспособности этого мало. Чтобы остаться
крупнейшим по производительности и продажам металлургическим предприятием
необходимо выполнять желания потребителей, соблюдать четкую зависимость между
качеством и стоимостью продукции. С этой целью на «ММК» используют все
возможные решения для снижения себестоимости продукции и совершенствования
оборудования.
Оборудование должно отвечать ряду требований, таких как соответствие
технологии производства, высокая производительность, надежность и безопасность
работы, возможность автоматизации технологических процессов, совершенство
конструкций, долговечность узлов, ремонтопригодность, максимальный межремонтный
период, возможность проведения ремонтов максимально скоростными методами,
удобство обслуживания и эксплуатации.
Данный дипломный проект посвящен реконструкции агрегата полимерных
покрытий №1 с целью расширения технических возможностей и выпуску новых видов
продукции.
Исследуя рынок сбыта, выяснилось, что заказчики предпочитают закупать
рулоны с полимерным покрытием, покрытых защитной пленкой. При транспортировке
уменьшается риск повреждения поверхности металлического листа, то есть
сохраняется однородность полимерного слоя.
Данная реконструкция приведет к расширению рынка сбыта, к снижению
количества рекламаций. В ходе реконструкции, я предлагаю установить в линию
агрегата полимерных покрытий № 1 цеха покрытий ОАО «ММК» холодный ламинатор,
позволяющий наносить защитную пленку на поверхность листа.
. СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРОИЗВОДСТВА ЛИСТА С
ПОЛИМЕРНЫМ ПОКРЫТИЕМ
полимерный лист ламинатор холодный
Цех покрытий ОАО «ММК» является основным производственным структурным
подразделением комбината. Расположен на северной площадке цехов.
Начало строительства в 1971 году. Пуск первой линии (агрегат
электролитического лужения) был осуществлен 29 апреля 1973 года. В 1973 году
переименован в листопрокатный цех № 6.В 2002 году вернулось название Цех
покрытий. По первоначальному названию именована конечная остановка трамвая «Цех
покрытий».
Площадь главного корпуса цеха на 01.01.2010 г составляет 121 000 кв.
метров. Главный корпус состоит из 11 пролетов, максимальная высота 60 метров.
Отдельно стоящие здания: административно-бытовой корпус, блок нейтрализации
сточных вод, насосная оборотного водоснабжения, 3 градирни, лаборатория,
столовая.
Имеет в своем составе 4 технологических участка (участок электролитического
лужения, участок горячего цинкования, участок полимерных покрытий, участок
отделки и отгрузки готовой продукции), технические службы (механическая,
энергетическая, электрическая), участок нейтрализации загрязненных стоков,
мастерские, склады и т.д., а также арендованные участки: участок обработки
дорожных ограждений, участок хромирования валков и роликов.
Агрегат полимерных покрытий№ 1запущен в эксплуатацию в 2004 году.
Произведен фирмой «VOEST ALPINE Industrianlagenbau GMBH», Австрия. Годовое производство - 200 тыс. тонн.
Скорость полосы - 120м/мин.
Готовая продукция - рулоны оцинкованного проката с полимерным покрытием,
рулоны жести с полимерным покрытием для машиностроительной и легкой
промышленности и строительной индустрии.
Сегодня подобные агрегаты имеют все крупные российские металлургические
предприятия - ОАО «Северсталь», ОАО «Новолипецкий металлургический комбинат».
Технология производства постоянно совершенствуется. На сегодняшний день
лидером в производстве полимерного листа является ОАО «ММК». На АПП №1 и №2
освоено порядка 40 цветов покрытия, идет пробное производство цветов типа
«металлик». Металл выпускается как для стройиндустрии, так и для производства
бытовой техники и автомобилей. Продукция ОАО «ММК» одобрена крупнейшими фирмами:
«BSH Bosch und Siemens Hausgerate GmbH», «LG Group», «Samsung Electronics», FORD, Renault-Nissan, Volkswagen Group. Требования к качеству листа последних намного выше.
Необходим металл, имеющий высокую эластичность для глубокой степени вытяжки.
В настоящее время стоит вопрос о лицевых деталях бытовой техники. При их
штамповке на поверхности полимерного слоя появляются царапины и потертости. Для
предотвращения этого используются холодные ламинаторы защитной пленки.
В перспективе начнется производство металла не только с защитной пленкой,
но и листа, покрытого декоративной пленкой. Данную продукцию возможно
изготовить только с использованием горячего ламинатора. Разница горячего и
холодного ламинаторов в том, что на холодном пленка наносится на лист с температурой
окружающей среды, а на горячем - сразу после выхода металлической полосы из
печи, где температура достигает 270 ºС. На пленке, используемой на горячем
ламинаторе отсутствует слой клея.
Таким образом, производство металла с полимерным покрытием неуклонно
развивается и имеет большие перспективы в будущем.
. АНАЛИЗ РАБОТЫ АГРЕГАТА ПОЛИМЕРНЫХ ПОКРЫТИЙ №1

.Установка рулона на разматыватель, заправка и размотка полосы
.1 Исходные рулоны задаются для обработки в АПП-1 в соответствии с
производственным заданием.
.2 Перед задачей в агрегат оператором входной секции АПП-2 производится
отбраковка рулонов по дефектам: «надав», «пилообразная кромка», «завальцованная
кромка», «рванина на кромках», «смятый рулон». Входной контроль рулонов,
передаваемых с АП и АНГЦ-1,2 осуществляет бригадир по перемещению металла.
.3 Укладка годных рулонов для задачи в установку осуществляется мостовым
краном на укладочный блок - двускатную седловую опору. Тележка для перевозки
рулонов транспортирует рулоны к разматывателю (аналогично для обоих
разматывателей). Заправка полосы осуществляется при помощи
приемно-разматывающего устройства.
.4 Тележки для перевозки рулонов перемещаются на полу и оборудованы
автоматическим устройством центрирования рулонов по высоте и ширине. При этом
производится считывание диаметра и ширины полосы при помощи фотодатчиков и
соосное центрирование рулона на разматывателе.
.5 Разматыватели оснащены осевым центрированием полосы, и таким образом,
обеспечивают осевое центрирование поступающей полосы, если она имеет
серповидность. Оба разматывателя оснащены электроприводом, благодаря чему
обеспечивается автоматическое регулирование натяжения полосы.
Оба разматывателя оснащены резиновыми шпулями, предназначенными для
предохранения внутренних витков рулонов от забоин, вмятин, царапин. Замена
шпуль должна производиться один раз в три месяца с отметкой в технологическом
журнале (регламент замены шпуль может быть изменен в зависимости от их
состояния по решению начальника участка, зам. начальника цеха)
.6 От разматывателя полоса подается к тянущим роликам входных гильотинных
ножниц, где производится обрезка передних и задних концов полосы согласно
заданному количеству скрапных листов. Количество резов определяется качеством
полосы в начале и конце рулона.
Длина обрези переднего конца рулона ГЦ-проката составляет от 2 до 10 м,
заднего конца - от 2 до 8 м; холоднокатаного подката - по 20 м для переднего и
заднего концов рулона. Листы скрапа направляющей проводкой укладываются стопкой
в контейнер для скрапа. Максимальная длина листов обрези составляет 1 м.
Обрезь переднего и заднего конца рулона учитывается как технологическая
обрезь и отгружается в ЦПМ по ТС 14-101-567.
Обрезь сверх указанного норматива учитывается в соответствии с методикой
М 3 ТУ-05 «Методика учёта брака в прокатных цехах ОАО «ММК».
.7 Подготовленная полоса тянущими роликами передаётся в сшивную машину,
где происходит соединение (сшивка) с предыдущей полосой. Сшивная машина имеет
пробивной штамп, расположенный соосно установке. Отверстие для определения
места шва пробивается одновременно с прихваткой и находится на расстоянии около
190 мм от ряда прихватки.
При сшивке разница по толщине сшиваемых полос должна быть не более 50% от
большей толщины, разница в ширине - не более 250 мм. При переходе с узкой на
широкую полосу в месте сшивки необходимо обеспечить плавный переход от одной
ширины на другую, путем обрезки боковых кромок, с отсутствием заусенцев на
линии реза.
.8 Сшитая полоса направляется в устройство раздавливания швов. Контроль
шва осуществляется визуально оператором входной секции.
.9 После каждой сшивки оператор продувает матрицу сшивной машины
воздухом.
. Очистка и предварительная обработка полосы
.1 Щелочная очистка предназначена для удаления остаточных загрязнений с
поверхности холоднокатаных и горячеоцинкованных полос. Этот участок обработки
является одной из важнейших составляющих процесса. Очистка полосы -
определяющий фактор для качества адгезии лакокрасочного покрытия.
.2 Приготовление щелочного раствора:
На основе очищающего порошка и деминерализованной воды в баке
приготовления вместимостью 3,5 м3 готовится концентрированный
раствор. В бак приготовления засыпается 75 кг порошка (по расфасовке) «Ridoline C 72» и заливается 100-150 л деминерализованной воды,
концентрированный раствор перемешивается мешалкой в течение 3-5 минут и
дозировано подаётся в циркуляционную систему ванн, где разбавляется
деминерализованной водой до рабочих концентраций.
Для приготовления обезжиривающего раствора, а также для промывок полосы
применяется деминерализованная вода. Для корректировки растворов в баках
циркуляции, в предварительной и основной секциях химической очистки можно
использовать воду из баков системы промывок.
Корректировка и поддержание необходимого состава растворов обезжиривания
в ваннах очистки производится путем разбавления деминерализованной водой или
добавления концентрированного раствора очистки из бака приготовления в
соответствующие ванны через систему циркуляции растворов. Уровень растворов и
их температура в ваннах поддерживаются автоматически. Допускается корректировку
и поддержание необходимого состава растворов в ваннах осуществлять в ручном
режиме с добавлением обезжиривающего раствора из бака приготовления.
Анализ растворов выполняется на участке ЦП лаборатории аналитической
химии два раза в смену. Пробы растворов доставляются в лабораторию аппаратчиком
электролитического обезжиривания в первом и седьмом часу работы. В случае
отклонения результатов анализов от установленных в данной инструкции значений
необходимо выполнить корректировку растворов и повторный анализ на участке ЦП
лаборатории аналитической химии.
.3 Щелочной раствор подаётся на полосу с помощью системы коллекторов с
распылительными соплами.
.4 Замена щелочного обезжиривающего раствора осуществляется не реже 1
раза в 3 месяца. После слива обезжиривающего раствора стенки ванн необходимо
тщательно очистить от остатков загрязнений.
.5 Очистка холоднокатаной полосы выполняется при температуре раствора от
60 до 80 °С, а
горячеоцинкованной полосы - при температуре раствора от 50 до 70 °С.
.6 Установка очистки полосы разделяется на два участка:
предварительная очистка перед входным накопителем с ванной струйной
щелочной очистки и промывкой деминерализованной водой.
основная очистка после входного накопителя с ванной щелочной струйной
очисткой №1, очисткой в щеточно-моечной машине (ЩММ), щелочной струйной
очисткой №2 и каскадной промывкой деминерализованной водой.
.7 Особенности рабочего режима очистки:
предварительная очистка выполнена как одноступенчатая струйная очистка,
применяется для обработки холоднокатаного металла с высокой загрязненностью.
Очистительный раствор подается каскадами в противоположном движению полосы
направлении, т.е. используется раствор из 1-ой струйной очистки после накопителя;
после предварительной очистки полоса промывается деминерализованной водой
и сушится обдувкой воздухом;
основная очистка выполнена как двухступенчатая струйная очистка, где
очистительный раствор подается каскадами против движения полосы;
для горячеоцинкованной полосы используется 1-я либо 2-я струйная очистка,
для этого предусмотрена возможность отключения коллекторов форсунок в группах и
отключение ЩММ.
.8 Полоса непрерывно обрабатывается циркулирующим очистительным
раствором, который подается на поверхность через форсуночные коллекторы,
расположенные рядами.
.9 Щёточно-моечная машина предназначена для удаления загрязнений,
оставшихся после предварительной очистки, с помощью вращающихся щёток.
Щёточно-моечная машина оборудована соответственно двумя щётками на
верхней и на нижней стороне. Щёточные машины оснащены нейлоновыми щётками с
корундовыми включениями. Щётки вращаются навстречу движения полосы. При
пропуске сшивного шва или остановке полосы щётки автоматически разводятся.
Форсуночные коллекторы расположены таким образом, что они подают раствор
между щёткой и опорным роликом. С выходной стороны располагаются по два
форсуночных коллектора на каждую сторону полосы для смывания остатков
загрязнений.
.10 Промывка полосы водой предназначена для удаления с поверхности полосы
остатков загрязнений и химикатов после её очистки в щелочном растворе.
В предварительной очистке промывка устроена в виде одной секции, в
которой на поверхность полосы через коллекторы подается деминерализованная
вода.
В секции промывки после предварительной очистки полосы воду с поверхности
удаляют с помощью одной пары отжимных роликов с резиновым покрытием.
В основной очистке промывка устроена в виде каскада, состоящего из трёх
секций. В первую по ходу полосы секцию вода подаётся из второй секции. Во
вторую - из третьей. В третью секцию промывки подается чистая
деминерализованная вода с участка приготовления деминерализованной воды. При
этом достигается высокая степень промывки поверхности полосы при минимальном
расходе воды.
Температура воды промывки (до 40 °С) гарантируется технологией участка приготовления
деминерализованной воды, с отметкой температуры воды аппаратчиком ХВО участка
хим. прома в технологическом журнале АПП-1 не менее 1 раза в смену.
В секции промывки после основной очистки полосы воду с поверхности
удаляют с помощью трёх пар отжимных роликов с резиновым покрытием.
.11 Сушка полосы проводится в установке обдувки воздухом при температуре
окружающей среды.
.12 Работу распылительных сопел в установке обезжиривания, в щеточной-моечной
машине и в установке каскадной промывки АПП-1 проверяет два раза в неделю в
смену с утра аппаратчик электролитического обезжиривания с отметкой в
технологическом журнале.
. Нанесение конверсионного слоя на поверхность полосы
.1 Для улучшения антикоррозионных свойств проката с полимерным покрытием
и повышения адгезии грунтовочного слоя с поверхностью металла полосу
обрабатывают в химкоутере для создания конверсионного слоя.
.2 Химкоутер состоит из двух пар захватывающих (для транспортировки раствора
из ванн) и наносящих раствор роликов для лицевой и обратной стороны полосы.
Наносящие ролики поставляются с твердостью по Шору А от 48 до 52 единиц.
При перешлифовках до полной выработки ролика параметр твёрдости гарантируется
фирмой-изготовителем роликов.
Конверсионный слой должен быть сплошным. Сплошность конверсионного слоя
регулируется усилием прижатия между захватывающим и наносящим роликами и
скоростью их вращения.
.3 Для нанесения конверсионного слоя перед нанесением полимерных покрытий
применяются средства, предназначенные для подготовки полосы перед нанесением
полимерных покрытий на агрегатах непрерывного действия. Эти средства могут
содержать трёхвалентный (Cr+3), шестивалентный хром (Cr+6) (например раствор «Alocrom NR 6022») или быть бесхроматными - на основе титана и других
веществ.
.4 В бак для приготовления раствора заливают 30 литров «Alocrom NR 6022» и добавляют 470 литров деминерализованной воды.
Концентрированный раствор перемешивается мешалкой в течение 20 минут. Из бака
приготовления раствора насосом приготовленный раствор подается в
.5 Для повышения концентрации в растворе на 1 точку Cr+6 на 1 м3 раствора
необходимо добавить 2,5 л концентрированного «Alocrom NR 6022».
.6 Полоса высушивается в сушилке горячим воздухом, нагретым до температуры
от 110 до 210 °С.
.7 После сушки полоса охлаждается в холодильнике, представляющем из себя
два водоохлаждаемых ролика. После охлаждения полоса поступает на праймер-коутер
для нанесения грунтовочного слоя.
. Подготовка полимерных материалов
.1 Бочки с полимерным материалом перед подготовкой к задаче в
производство выбирают согласно маркировке на них.
.2 Бочки с полимерным материалом на транспортной тележке доставляют в
помещение для приготовления полимерных материалов или, при необходимости, в
помещение коутера.
Подачу полимерных материалов осуществляют строго по партиям с соблюдением
очередности поступления на склад, в соответствии с производственной программой.
.3 Подготовку полимерных материалов к работе производит оператор
окрасочно-сушильной линии и агрегата в помещении для приготовления красок или в
коутерной в следующей последовательности:
.3.1 Протирает крышку ветошью и открывает замок бочки с полимерным
материалом. Крышку откладывает в сторону. Необходимо следить, чтобы в
полимерный материал не попали загрязнения.
.3.2 Для стабилизации вязкости полимерного материала его температура
перед приготовлением должна быть в диапазоне от 18 до 22 °С. Измерение температуры полимерного
материала производят термометром ТП-11. В случае если температура полимерного
материала не соответствует этим значениям, необходимо бочки с материалом
выдержать в помещении склада краски или в коутерной при температуре от 20 до 30
°С до достижения необходимой
температуры.
.3.3 Устанавливает в бочку мешалку.
.3.4 Перемешивает полимерный материал в течение 10-15 мин с помощью
мешалки, не допуская образования воздушных пузырьков и брызг.
.3.5 Измеряют вязкость с помощью вискозиметра DIN 4 (с диаметром сопла 4 мм) в одной бочке из партии
полимерного материала следующим образом:
корпус вискозиметра погрузить в полимерный материал и установить
вертикально;
поднять из емкости с полимерным материалом и в тот же момент включить
секундомер, удерживая вискозиметр рукой на высоте удобной для измерения;
в момент первого прерывания струи полимерного материала секундомер
остановить и отсчитать время истечения:
для повторного измерения вискозиметр прополоскать в растворителе и
очистить отверстие.
За показатель вязкости принимается время истечения полимерного материала
через сопло вискозиметра в секундах.
Вязкость полимерного материала должна соответствовать требованиям
сертификата качества на данный полимерный материал.
.3.6 В отдельных случаях для устранения дефектов покрытия допускается для
снижения вязкости производить разбавление полимерного материала разбавителем
(не более 5 % объёма), рекомендованным поставщиком полимерного материала. После
разбавления вязкость полимерного материала должна остаться в пределах допуска,
указанного в сертификате на полимерный материал.
Разбавление производит оператор окрасочно-сушильной линии и агрегата.
После разбавления полимерный материал необходимо перемешать в течение 5-10 мин
и снова измерить вязкость.
Температуру, исходную и рабочую вязкости полимерного материала каждой
партии, а также добавление растворителя оператор окрасочно-сушильной линии и
агрегата отмечает в технологическом журнале.
В отдельных случаях для получения качественного покрытия сменным мастером
принимается решение о разбавлении полимерного материала до вязкости, менее
указанной в сертификате, о чем делается запись в технологическом журнале.
После разбавления и перемешивания полимерного материала производится
пробное окрашивание, визуальный контроль качества покрытия и отбор образцов для
испытаний на участке по контролю и применению полимерных материалов (при
АПП-1). При получении полимерного покрытия соответствующего заказу и НД и
получении положительных результатов определения физико-механических и
декоративных свойств проката с полимерным покрытием производится дальнейшее
окрашивание.
.3.7 Допускается использовать для циркуляции полимерного материала
маркированные под определенный цвет пластиковые емкости вместимостью 1 м3.
Пластиковые емкости хранятся в помещении для приготовления полимерных
материалов. После окончания окрашивания емкости освобождаются от оставшегося
полимерного материала путем перекачки пневмонасосом из емкости в бочку согласно
партии полимерного материала.
.4 Для транспортировки в верхнее помещение коутеров бочку либо
подвешивают на подъемное устройство с помощью клещевого захвата, либо с помощью
специального погрузчика поднимают на верхний этаж, устанавливают на
транспортную тележку и подвозят к коутеру.
.Участок нанесения полимерных покрытий
.1 Участок нанесения покрытий состоит из двух частей:
праймер-коутера для нанесения грунтовочного слоя на лицевую и обратную
стороны, печи сушки № 1 - для грунтовочного покрытия и водяного холодильника №
1;
финиш-коутеров А и В для нанесения отделочного слоя, печи сушки № 2 - для
отделочного покрытия и водяного холодильника № 2;
.2 Подготовку к нанесению полимерных покрытий проводят в следующей
последовательности:
С помощью гидравлического устройства запускают головки коутеров и
аспирацию помещений для нанесения покрытий.
Перед установкой роликов в агрегат оператор поста управления визуально
проверяет поверхность наносящего и погружного роликов на отсутствие каких-либо
дефектов.
Наносящие ролики очищают растворителем для тщательного остаточного
удаления невидимых загрязнений и протирают ветошью ванну для полимерного
материала.
Располагают бочки или пластиковую емкость с полимерным материалом рядом с
ванной.
Устанавливают всасывающий патрубок в бочку или пластиковую емкость с
полимерным материалом, напорную трубу - в приемный патрубок ванны.
Устанавливают специальный фильтр для полимерных материалов, запускают насос и
качают до тех пор, пока не пойдет чистый полимерный материал. Замену фильтров
производят по мере необходимости.
Устанавливают напорную трубу в ванну и закрепляют на стороне,
противоположной сливной трубе.
Запускают насос и качают полимерный материал до достижения нормальной
циркуляции.
С пульта управления коутера запускают ролики. Настраивают скорости
вращения и направления вращения всех роликов коутера, а также усилие прижатия
наносящего ролика и положение дозирующего ролика (если используется) для
соответствующей системы нанесения полимерного покрытия и скорости полосы.
Измерение толщины покрытия осуществляется с помощью толщиномера
(оперативно) и по результатам испытаний проката с полимерным покрытием на
участке по контролю и применению полимерных материалов (при АПП).
.3 Переход с одного типа и цвета полимерного материала на другой
осуществляют после очистки растворителем поддона, рабочих и торцевых
поверхностей роликов работавшего комплекта или после полной замены комплекта
окрашивающих роликов.
.4 При нанесении полимерного покрытия толщину слоя полимерного материала
поддерживать не ниже минимальной толщины, указанной в сертификате качества
производителя этого материала.
В отдельных случаях сменным мастером для устранения дефектов принимается
решение о снижении толщины слоя полимерного материала ниже значения, указанного
в сертификате, о чем делается запись в технологическом журнале. При этом
минимальная толщина должна быть не менее указанной в СТО ММК 376-2005 и требования
потребителя.
После этого производится пробное окрашивание, визуальный контроль
качества покрытия и отбор образцов для испытаний на участке по контролю и
применению полимерных материалов в металлургическом производстве (при АПП-1).
По результатам испытаний при соответствии физико-механических и
декоративных свойств проката с полимерным покрытием требованиям СТО ММК
376-2005 производится дальнейшее окрашивание.
Длина одного участка полосы для пробного окрашивания должна быть не более
60 м, количество пробных окрашиваний на одну монтажную норму должно быть не
более 3-х.
Три участка полосы для пробного окрашивания (общей длиной не более 180 м)
учитываются как технологическая обрезь и отгружаются в ЦПМ по ТС 14-101-567.
При превышении указанного норматива учёт участков пробного окрашивания вести в
соответствии с методикой М 3 ТУ-05 «Методика учёта брака в прокатных цехах ОАО
«ММК».
В случае получения отрицательных результатов испытаний
физико-механических и декоративных свойств полученного проката с полимерным покрытием
сменным мастером принимается решение о дальнейшем проведении пробного
окрашивания до получения качественного покрытия, о чем делается запись в
технологическом журнале с указанием количества пробных окрашиваний, цвета RAL и
партии полимерного материала.
. Сушка полимерных покрытий
.1 Сушку полимерных материалов осуществляют в проходных печах: № 1 - для
грунтовочного покрытия и № 2 - для отделочного покрытия.
Каждая печь имеет пять зон: нагрева, сушки и отверждения полимерных
покрытий.
В зонах нагрева происходит нагрев полосы до температуры испарения
растворителей. В зонах сушки и отверждения полимерных покрытий происходит
нагрев полосы до температуры, при которой происходит полимеризация и
отверждение покрытий. Эта температура называется пиковой температурой металла.
Общая длина печи 60 метров. Такая длина соответствует времени выдержки в
печи 25,7 с при максимальной скорости линии 140 м/мин.
.2 Тепловой режим сушки полимерных материалов в печах сушки № 1 и № 2
устанавливается для каждого типа полимерного материала с учетом следующих
факторов:
толщины исходного материала;
скорости полосы в технологической части АПП-1;
пиковой температуры металла по сертификату качества на каждый полимерный
материал;
толщины наносимого полимерного материала.
Максимально допустимая температура воздуха в зонах печей № 1 и № 2 -400 °С.
.3 При окрашивании проката конкретные значения температур выбирает
оператор печей из диапазона допустимых температур по зонам печей с учетом
результатов испытаний физико-механических свойств.
. Охлаждение полосы
.1 После выхода из печи сушки № 1 полосу охлаждают в водяном холодильнике
№1, представляющем собой ванну из нержавеющей стали с крышками, с системой
коллекторов с форсунками.
Для охлаждения должна использоваться деминерализованная вода. Температура
воды в водяном холодильнике №1 после теплообменника - не более 50 °С. При охлаждении полосы с
полимерным покрытием должны быть открыты все коллекторы как верхнего, так
нижнего рядов. При этом полоса должна охлаждаться равномерно как с верхней, так
и с нижней стороны. Расход воды на охлаждение полосы должен составлять не менее
20 м3/ч.
.2 После выхода из печи сушки № 2 полосу охлаждают в водяном холодильнике
№ 2 с помощью системы коллекторов с форсунками. Для охлаждения должна
использоваться деминерализованная вода. Температура воды в холодильнике №2
после теплообменника - не более 35 °С. При охлаждении полосы с полимерным покрытием должны быть
открыты все коллекторы как верхнего, так нижнего рядов. При этом полоса должна
охлаждаться равномерно как с верхней, так и с нижней стороны. Расход воды на
охлаждение полосы должен составлять 30-70 м3/ч.
.3 В ППР (планово-предупредительный ремонт) оператор печи должен
производить осмотр работы форсунок водяных холодильников №1 и №2 с открытием
крышек ванны, при обнаружении засоренных форсунок необходимо восстановить
подачу воды. Допускается вести производство продукции при засорении не более 25
форсунок. Не реже одного раза в месяц необходимо производить очистку
циркуляционных баков и теплообменников водяных холодильников №1 и №2 от
накопившихся шламов.
.4 После охлаждения полосы воду с поверхности удаляют с помощью двух пар
отжимных роликов с резиновым покрытием.
. Сушка полосы
.1 После выхода из водяных холодильников № 1 и № 2 поверхность полосы
сверху и снизу обдувают воздухом с помощью системы воздушных ножей в сушилках
(звукопоглощающих установках воздушной обдувки) № 3 и №4.
. Обработка полосы на выходном участке
.1 После сушки окрашенный прокат проходит через выходной накопитель.
Затем полоса с покрытием проходит вертикальную и горизонтальную инспекции.
.2 В вертикальном положении инспекцию полосы производят с обеих сторон.
Контролер отслеживает качество поверхности идущей полосы с помощью
инспекционных зеркал, установленных в линии.
Для визуального контроля качества поверхности проката используют
стробоскоп модели «OgeIzosor 1080/2».
Стробоскоп состоит из блока питания, двух осветительных элементов Е4048/11,
каждый из которых состоит из кварцевой импульсной лампы и дистанционного
управления.
Стробоскоп генерирует световую вспышку высокой интенсивности и при этом
освещении становятся видимыми периодически повторяющиеся дефекты поверхности -
они кажутся «застывшими». Для улучшения визуализации дефектов с увеличением
скорости полосы необходимо увеличивать частоту вспышки.
Необходимо регулярно производить очистку защитных экранов ламп, чтобы
уменьшить влияние загрязнения стекла на силу освещения.
В горизонтальном положении инспекцию производят только с лицевой стороны.
.3 Отрезку полосы на заданную длину, вырезку шва и неокрашенных участков
до шва (до 6 м), и после шва (до 6 м), вырезку дефектных участков с полимерным
покрытием, отбор проб полосы с полимерным покрытием производят на выходных
ножницах. Вырезанные участки укладываются в пачку. Готовая пачка обвязывается
тремя поперечными обручками, взвешивается и маркируется с указанием
наименования продукции, НД, размеров и фактической массы. Учет обрези
осуществляет оператор выходной секции.
.4Смотка полосы с полимерным покрытием происходит на одну моталку. Качество
смотки обеспечивается с помощью системы центрирования полосы. Смотку рулона
производят при установленной резиновой шпуле на барабане моталки.
Замену шпуль производят по следующему регламенту: для шпуль с Æ610 мм один раз в нечетный месяц; для
шпуль с Æ508 мм - три раза в год через каждые
4 месяца с отметкой в технологическом журнале. Регламент замены шпуль может
быть изменен в зависимости от их состояния по решению начальника участка,
заместителя начальника цеха.
.5 Смотанный рулон (массой до 15 т) перегружается автоматически на
выходную тележку со встроенными весами. Взвешивание на встроенных весах и
обвязка рулонов осуществляется автоматически. Для обвязки рулонов используется
упаковочная пластиковая лента толщиной 1 мм и шириной 19 мм. В случае отсутствия
упаковочной пластиковой ленты допускается производить скрепление конца рулона
промышленным скотчем шириной 50 мм, не менее, чем в трёх местах по ширине
рулона.
.6 Затем рулоны маркируют и передают с помощью захватных приспособлений
на склад готовой продукции.
. Приемка готовой продукции
.1 Приемке подлежат обвязанные лентой или скотчем рулоны с полимерным
покрытием.
Рулоны должны быть испытаны на участке по контролю и применению
полимерных материалов (при АПП) согласно требованиям НД, аттестованы ОКП.
.2 На рулоны наклеивается маркировочный ярлык с указанием:
- НД на стальную основу и обозначение стальной основы;
НД на прокат с полимерным покрытием;
цвета полимерного покрытия;
материала полимерного покрытия верхней и нижней стороны;
толщины и ширина проката с полимерным покрытием;
длины полосы в рулоне в метрах;
- номера рулона, партии, плавки;
наличия слоя ламинации либо гофрирования;
массы нетто в тоннах;
массы брутто в тоннах;
номера бригады.
На прокат с полимерным покрытием наклеиваются 4 маркировочных ярлыка:
один - на внешний виток неупакованного рулона, второй - на внутренний виток
неупакованного рулона, третий - на внешнюю сторону упакованного рулона,
четвёртый - на внутренний диаметр упакованного рулона. Контроль за маркировкой
осуществляют оператор окрасочно-сушильной линии, контролёр ОКП.
. Упаковка проката с полимерным покрытием
.1 Упаковка и маркировка проката с полимерным покрытием осуществляется в
соответствии с ТИ 101-П-ЦП-232 «Складирование, упаковка, отгрузка белой жести,
оцинкованного проката и проката с полимерным покрытием».
2.2 Описание оборудования Агрегата полимерных
покрытий №1 и анализ его недостатков

Рис
2.2 - Агрегат полимерных покрытий №1
Перечень
используемого технологического оборудования
Передаточная
тележка - предназначена для приема отдельных рулонов с места укладки рулонов и
служит для перевозки их в позицию передачи на разжимной барабан разматывателя.
Количество
тележек - 2шт;
грузоподъемность
макс. - 30 т;
скорость
подъёма - 3м/мин;
скорость
перемещения - 15м/мин;
привод
- гидравлический;
подъёмный
механизм - гидравлический цилиндр.
Автоматическая
соосная загрузка рулона по оси линии и по высоте обеспечивается
фотоэлектрическим устройством, фотоэлементы сканируют диаметр рулона и ширину
полосы, рулон соосно центрируется на разматывателе.
Заправочный
стол - предназначен для направления переднего конца полосы от разматывателя на
входной протяжной ролик. Его подъём и опускание, а также выдвижение и
вытягивание осуществляется при помощи гидравлических цилиндров.
Нажимной
ролик - предназначен для предотвращения разматывания рулона в момент задачи
переднего конца полосы от разматывателя во входной протяжной ролик.
Автоматическое измерение диаметра рулонов (фотодатчик). Прижим и отжим осуществляется
при помощи гидравлического привода.
Разматыватель
- служит для приема и удержания рулонов, для их подачи в технологическую линию,
создает требуемое натяжение за счет электропривода. Предусмотрено
автоматическое перемещение разматывателя с целью регулировки движения полосы
соосно установке. Конструкция разматывателя предполагает операцию разматывания
сверху и снизу.
Барабан
- удерживает рулон на оправке разматывателя при помощи сегментов, плотно
растягиваемых внутри рулона гильзой, перемещаемой толкателем. Барабан
поддерживается наружным подшипником.
Диаметр,
барабана разматывателя - 508; 610 мм;
диапазон
режима - 475 - 525 мм;
направление
разматывания - сверху, снизу.
Наружный
подшипник - увеличивает грузоподъемность разматывателя, уменьшая отклонение и
напряжение полностью нагруженной оправки.
Тянущее устройство - предназначен для транспортировки полосы к ножницам
для обрезки концов.
Обводной ролик (не приводной) с полиуретановым покрытием:
диаметр - 400 мм;
длина бочки - 1800мм.
Тянущий ролик (приводной) с полиуретановым покрытием:
диаметр - 400 мм;
длина бочки - 1800мм.
Ножницы для обрезки концов - используются для отрезания переднего и
заднего концов полосы, если они повреждены или имеют нестандартную толщину.
Конструкция ножниц - нож с 4-мя лезвиями, с высоким содержанием углерода
и хрома;
раскрытие ножей - 100 мм;
длина ножа - 1800мм;
толщина отрезаемой части - 2 мм;
частота реза - 20 мин-1, не более 1000мм;
длина скрапных листов - 1000мм.
Система удаления обрези - проводковый стол приподнимается, обрезь падает
от ножниц в емкость для скрапа.
Емкость для скрапа:
длина - 1000мм;
ширина - 1800мм;
высота штабелирования - 500мм;
грузоподъемность - 5т;
путь перемещения - 2500мм.
Направляющий проводковый стол:
опорные ролики:
диаметр - 105мм;
длина бочки - 1800мм.
Обводной ролик с прижимным тянущим роликом №1 - предназначен для
транспортировки полосы по проводковому столу.
Обводной ролик:
диаметр - 600мм;
длина бочки - 1800мм.
Проводковый стол № 1 - направляет полосу от ножниц для обрези концов до
обводного ролика с прижимным тянущим роликом №2.
Диаметр опорного ролика - 105мм;
длина бочки - 1800мм;
количество - 11шт.
Обводной ролик с прижимным тянущим роликом №2 - транспортирует полосу по
проводковому столу №2 до обводного ролика с прижимным тянущим роликом №3,
который подает полосу к сшивной машине. С разматывателя №2 полоса после обрезки
концов сразу по проводковому столу попадает в обводной ролик с прижимным
тянущим роликом №3 и подается на сшивную машину.
Сшивная машина - предназначена для сшивания заднего и переднего концов
полосы внахлёст.
Модель - двухрядная;
время цикла стыковки - 11- 20 секунд;
толщина полосы - 0,2 - 1,2мм;
ширина полосы - 700 - 1650мм.
Устройство для раздавливания швов - предназначено для раздавливания шва в
месте сшивки, удаления заусенцев, а также для удержания конца полосы во время
операции сшивки.
Ролики - верхний ролик гидравлически прижимной;
диаметр - 250мм;
длина бочки - 1800мм.
Стол визуального контроля - поддерживает полосу при транспортировке между
устройством для раздавливания швов и клетью S-образных роликов, контроль шва на лицевой стороне.
Опорные ролики:
диаметр - 105мм;
длина бочки - 1800мм;
количество - 2 шт.
Клеть S - образных роликов - предназначен
для транспортировки полосы от входной секции во входной накопитель полосы,
увеличения и уменьшения натяжения полосы согласно технологическим параметрам.
Сохранение натяжения полосы во входном накопителе при остановках входной
секции.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Обводной ролик №1 - служит для транспортировки полосы в технологический
подвал.
Диаметр - 600мм;
длина бочки - 1900мм.
Предварительная щелочная очистка - служит для удаления масляных
загрязнений с поверхности полосы.
Рабочая емкость - сталь, покрытая полимерным материалом.
Отжимные ролики (вход):
диаметр - 240 - 260мм;
длина бочки - 1900мм;
ход верхнего отжимного ролика - 100мм;
количество - 1 пара;
материал - гуммированная поверхность.
Отжимные ролики (выход):
диаметр - 240 - 260мм;
длина бочки - 1900мм;
ход верхнего отжимного ролика - 100мм;
количество - 2 пары;
материал - гуммированная поверхность.
Предварительная промывка - служит для удаления с полосы остатков химикатов
после предварительной очистки.
Отжимные ролики:
диаметр - 240 - 260мм;
длина бочки - 1900мм;
ход верхнего отжимного ролика - 100мм;
количество - 2 пары.
Сушилка для сушки воздухом №1 - служит для сдувания с поверхности полосы
капель после прохождения отжимных роликов, высушивания остаточной влаги на
поверхности полосы.
Корпус - из оцинкованной листовой стали, усиленный рамой из профилей,
корпус теплоизолирован с наружной стороны;
длина - 2500мм.
Обводной ролик №3 - служит для транспортировки полосы в технологический
подвал.
Диаметр - 600мм;
длина бочки с полиуретановым покрытием - 1900мм.
Обводной ролик №4 - служит для транспортировки полосы в технологический
подвал.
Диаметр - 600мм;
длина бочки с полиуретановым покрытием - 1900мм.
Автоматически центрирующий ролик №1 - предназначен для центрирования
полосы с целью введения ее по оси линии во входной накопитель №1.
Ролик:
диаметр - 600мм;
длина бочки - 1900мм;
поверхность ролика бочки с неопреновым покрытием.
Обводной ролик №5 с прижимным - служит для транспортировки полосы во
входной накопитель, прижимной сохраняет натяжение полосы во входном накопителе
при остановках входной секции.
Ролик:
диаметр - 600мм;
длина бочки - 1900мм.
Прижимной:
диаметр - 250мм;
длина бочки - 1900мм.
Входной накопитель полосы - предназначен для поддержания скорости
движения полосы технологической секции во время операции сшивки, замедления,
ускорения входной секции.
Длина вмещаемой полосы - 200мм.
Направляющие ролики:
диаметр - 600мм;
длина бочки - 1900мм;
расстояние между направляющими роликами - 100мм;
количество ручьев полосы - 20.
Обводной ролик №6 с прижимным - служит для транспортировки полосы из
входного накопителя в технологический подвал основной очистки, прижимной
сохраняет натяжение полосы во входном накопителе при остановках технологической
секции.
Ролик:
диаметр - 600мм;
длина бочки - 1900мм.
Прижимной:
диаметр - 250мм;
длина бочки - 1900мм.
Обводной ролик №7 - служит для транспортировки полосы из входного
накопителя в технологический подвал основной очистки.
Ролик:
длина бочки - 1900мм.
Автоматически центрирующий ролик №2 - служит для центрирования полосы для
соосного движения полосы между входным накопителем и основной очисткой
Ролик:
диаметр - 600мм;
длина бочки - 1900мм;
поверхность ролика бочки с неопреновым покрытием.
Щелочная струйная очистка №1 - предназначена для очистки поверхности
полосы от загрязнений.
Рабочая емкость - сталь, покрытая полимерным материалом, толщина стенки
4,0 мм.
Опорный ролик (вход):
диаметр - 250мм;
длина бочки - 1900мм;
количество - 1шт;
количество рукавов с соплами - 2x10шт;
давление в выходном патрубке насоса - 0,2Мпа.
Щеточная машина - предназначеня для удаления выделенных при
предварительной очистке частиц грязи с помощью вращающихся щеток.
Рабочая емкость - сталь покрытая полимерным материалом, толщина стенки
4,0 мм.
Щетки:
количество щеток сверху - 1шт;
количество щеток снизу - 1шт;
диаметр - 250мм;
длина бочки - 1800мм;
тип щетки - нейлон с корундовыми включениями;
максимальная частота вращения - 700об/мин.
Опорные ролики:
количество - 2шт;
диаметр - 250мм;
длина бочки - 1900мм.
Отжимные ролики:
количество - 1 пара;
диаметр - 250мм;
длина бочки - 1900мм;
ход верхнего отжимного ролика - 100мм.
Щелочная струйная очистка №2 - предназначена для очистки остатков масла и
других загрязнений с поверхности полосы.
Рабочая емкость - сталь, покрытая полимерным материалом, толщина стенки
4,0 мм.
Опорный ролик (вход):
диаметр - 250мм;
длина бочки - 1900мм;
количество - 1 пара;
количество рукавов с соплами 2x10шт;
давление в выходном патрубке насоса - 0,2Мпа.
Каскадная промывка 1-3 - удаление с полосы остатков химикатов после
очистки.
Рабочая емкость - сталь, покрытая полимерным материалом;
толщина стенки - 4мм.
Отжимные ролики:
диаметр - 250мм;
ширина бочки - 1900мм;
ход верхнего отжимного ролика - 100мм.
Кол-во отжимных роликов:
каскад 1 - 1 пара;
каскад 2 - 1 пара;
каскад 3 - 1 пара.
Сушилка для сушки воздухом №2 - сдувание с поверхности полосы капель
после прохождения отжимных роликов, высушивание остаточной влаги на поверхности
полосы.
Корпус - оцинкованная листовая сталь;
длина - 2500мм.
Химкоутер - предназначен для нанесения конверсионного слоя определенной
толщины на одну или обе стороны, для обеспечения адгезии лакокрасочного
покрытия и защиты от подплёночной коррозии.
Система роликов - 2x2;
режим нанесения покрытия - прямой или реверсивный.
Наносящие ролики:
диаметр - 270 - 305мм;
длина бочки - 1900мм;
толщина покрытия - 22,5мм;
материал - EPDM, хайпалон;
твёрдость по Шору А - 50 ±2.
Захватывающие ролики:
диаметр - (275±10)мм;
длина бочки - 1900мм;
материал - сталь.
Сушильная печь(после химкоутера) - высушивание конверсионного слоя на
полосе.
Температура воздуха - 110 -210 ºС;
теплоноситель - природный газ;
длина - 4,5м.
Водоохлаждаемые ролики - охлаждение полосы после сушки конверсионного
слоя, перед нанесением грунта.
Два охлаждающих ролика:
диаметр - 1000мм;
длина бочки - 1900мм;
подвод и отвод воды производится через вертлюг.
Клеть S-образных роликов №2 - предназначен
для транспортировки полосы от участка очистки полосы до грунтовочного коутера,
увеличения или уменьшения натяжения полосы согласно технологическим параметрам.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Автоматически центрирующий ролик №3 - предназначен для центрирования
полосы с целью введения ее по оси линии в грунтовочном коутере и печи сушки №1.
Ролик:
диаметр - 600мм;
длина бочки - 1900мм;
поверхность ролика бочки с неопреновым покрытием.
Коутер для нанесения грунтовочного слоя - предназначен для нанесения
грунтовочного слоя на одну или обе стороны очищенной и подвергнутой
предварительной обработке полосы.
Ролики коутера:
лицевая сторона - возможность работы с двух или трехвалковыми системами;
обратная сторона - двухвалковая система;
режим нанесения покрытия - в прямом или реверсивном режиме.
Наносящие и дозирующие ролики:
диаметр - 265 - 305мм;
длина бочки - 1800мм;
материал - полиуретан;
толщина полиуретанового покрытия - не менее 5мм;
твёрдость по Шору А - 55± 2.
Захватывающие ролики:
диаметр - 275мм;
длина бочки - 1800мм;
материал - твердохромированный;
усилие прижима роликов коутера мах - 15кН.
Ролик перед нанесением грунта (лицевая сторона):
диаметр - 600мм;
длина бочки - 1800мм;
материал - твердохромированный, полированный.
Ролик перед нанесением грунта (обратная сторона):
диаметр - 300мм;
длина бочки - 1800мм;
материал - твердохромированный, полированный;
ход ролика для пропуска сварного шва - 75мм.
Печь №1сушки грунтовочного слоя - предназначена для выпаривания
растворителя из грунтовочного слоя и достижения пиковой температуры металла.
Необходимая масса и теплопередача достигаются путем направления воздуха при
контролируемых температурах и скоростях из форсунок на полосу. Печь имеет
горизонтальную конфигурацию.
Длина печи - 60м;
количество зон - 5;
используемый газ - природный;
максимальное время пребывания в печи - 25,7с;
максимальная нагрузка сольвента - 200л/ч;
максимальная производительность - 54,3т/ч;
мах рабочая скорость потока воздуха - 31м/с.
Автоматически центрирующий ролик №4 - служит для центрирования полосы по
оси.
Уровень исправления - ±76мм;
направляющий ролик - 1шт.
Водяной холодильник №1 - предназначен для охлаждения полосы после печи
сушки грунтовочного слоя.
Ванна выполнена из нержавеющей стали;
длина закалочной ванны - 5м;
давление в выходном патрубке насоса - 0,25 - 0,3Мпа.
Поддерживающий ролик:
диаметр - 240 - 290мм;
длина бочки - 1900мм, хромированный.
Отжимные ролики:
диаметр - 250мм;
длина бочки - 1900мм;
количество - 2 пары.
Воздушные ножи предусматриваются после каждой водяной закалки для сушки
полосы перед переходом на следующую секцию. Ножи установлены сверху и снизу
полосы.
Обводной ролик №8 - служит для транспортировки полосы из водяного
холодильника №1 в финиш-коутер.
Ролик:
диаметр - 600мм;
длина бочки - 1900мм;
Клеть S-образных роликов №3 - предназначен
для транспортировки полосы от участка печи грунтовочного слоя до финиш-коутера,
увеличения или уменьшения натяжения полосы согласно технологическим параметрам.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Поддерживающие ролики между печами - поддержка полосы под печью отделочного
слоя.
Диаметр - 105мм;
длина бочки - 1900мм;
количество - 20шт, с полиуретановым покрытием.
Автоматически центрирующий ролик №5 - предназначен для центрирования
полосы перед коутером отделочного слоя.
Уровень исправления - ±76мм;
направляющий ролик - 1 шт.
Коутер для нанесения отделочного слоя №1 - предназначен для нанесения
отделочного слоя на лицевую сторону очищенной и подвергнутой предварительной
обработке полосы.
Ролики коутера:
лицевая сторона - возможность работы с двух или трехвалковыми системами
режим нанесения покрытия - в прямом или реверсивном режиме.
Наносящие и дозирующие ролики:
диаметр - 270 - 305мм;
длина бочки - 1800мм;
материал - полиуретан;
толщина полиуретанового покрытия - не менее 5мм;
твёрдость по Шору А - 55±2.
Погружной ролик:
диаметр - 275мм;
длина бочки - 1800мм;
материал - твердохромированный.
Обводной ролик перед нанесением полимерного материала:
диаметр - 600мм;
длина бочки - 1800мм;
материал - твердохромированный, полированный;
ход ролика для пропуска сварного шва - 75мм.
Коутер для нанесения отделочного слоя №2 - предназначен для нанесения
отделочного слоя на одну или обе стороны очищенной и подвергнутой
предварительной обработке полосы.
Технические характеристики те же, что и у коутера для нанесения
отделочного слоя №1.
Печь №2 сушки отделочного слоя - предназначена для выпаривания
растворителя из отделочного слоя и достижения пиковой температуры металла.
Необходимая масса и теплопередача достигаются путем направления воздуха при
контролируемых температурах и скоростях из форсунок на полосу. Печи имеют
горизонтальную конфигурацию.
Корпус печи изолирован, внутренние панели печи выполнены из нержавеющей
стали, внешние - из оцинкованной стали. Между ними расположены пласты
минеральной ваты.
Длина печи - 60м;
количество зон - 5;
используемый газ - природный;
мах нагрузка сольвента - 300л/ч;
мах производительность - 54,3т/ч;
мах рабочая скорость потока воздуха - 31м/с;
max
время пребывания в печи - 25,7с.
Автоматически центрирующий ролик №6 - предназначен для центрирования
полосы между печью сушки финишного слоя и водяным холодильником №2.
Уровень исправления - ±76мм;
направляющий ролик - 1шт.
Водяной холодильник №2 - предназначен для охлаждения полосы после печи
сушки финишного слоя.
Ванна выполнена из нержавеющей стали;
длина закалочной ванны - 5м;
давление в выходном патрубке насоса - 0,25 - 0,3Мпа.
Поддерживающий ролик:
диаметр - 240 - 290мм;
длина бочки - 1900мм.,хромированный.
Отжимные ролики:
диаметр - 250мм;
длина бочки - 1900мм;
количество - 2 пары.
Установка дожигания - предназначена для разрушения паров растворителей в
отработанных газах. До подачи в камеру горения отработанный воздух
предварительно нагревается в первичном теплообменнике. Вторичный теплообменник
устанавливается после установки окисления для нагрева свежего воздуха,
поступающего в цех.
Максимальная нагрузка сольвента - 600л/ч;
расчётная камерная температура - от 800 до 1000 ºС;
Концентрация компонентов в выбросах:
летучие органические вещества - не более 20мг/м3;
СО - не более 100мг/м3;
NOx - не более 100мг/м3.
Клеть S-образных роликов №4 - предназначена
для транспортировки полосы от холодильника №2 до клети S-образных роликов №5, увеличения или уменьшения натяжения
полосы согласно технологическим параметрам.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Клеть S-образных роликов №5 -
транспортировка полосы от клети S-образных
роликов №4 до выходного накопителя, увеличение или уменьшение натяжения полосы
согласно технологическим параметрам.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Выходной накопитель полосы - предназначен для поддержания скорости
движения полосы технологической секции во время операции снятия рулона, вырубки
шва, замедления, ускорения выходной секции.
Длина вмещаемой полосы - 200м.
Направляющие ролики:
подвижных - 10шт;
стационарных - 10шт;
число ручьев полосы - 20.
Ролик направляющий:
диаметр - 600мм;
длина бочки - 1900мм.
Автоматически центрирующий ролик №8 - предназначен для центрирования
полосы по оси линии перед выходной частью агрегата.
Уровень исправления - ±76мм;
направляющий ролик - 1шт.
Клеть S-образных роликов №6 -
транспортировка полосы от обводного ролика №9 до моталки, увеличение или
уменьшение натяжения полосы согласно технологическим параметрам.
Два S-образных ролика:
диаметр - 600мм;
длина бочки - 1900мм, с полиуретановым покрытием.
Прижимной ролик:
диаметр - 250мм;
длина бочки - 1800мм, с полиуретановым покрытием.
Тянущее устройство - транспортировка переднего конца полосы к ножницам
для обрезки концов.
Обводной ролик с входной стороны:
диаметр - 250мм;
длина бочки - 1800мм.
Тянущий ролик с входной стороны:
диаметр - 250мм;
длина бочки - 1800мм.
Ножницы для обрезки концов - используются для вырубки сшивного шва.
Лезвие ножниц - прямоугольного сечения (4 резательные кромки);
раскрытие ножей - 100мм;
частота реза - 20мин-1, не более;
длина ножа - 1800мм;
толщина отрезаемой части - 2мм;
длина скрапных листов - 500 - 3000мм.
Система удаления обрези - проводковый стол приподнимается, обрезь падает
от ножниц в емкость для скрапа.
Емкость для скрапа:
длина - 1000мм;
ширина - 1800мм;
высота штабелирования - 500мм;
грузоподъемность - 5т;
путь перемещения - 2500мм.
Направляющий проводковый стол - сборка пробных листов, транспортировка
полосы через скрапное хозяйство к проводковому столу.
Опорные ролики:
диаметр - 105мм;
длина бочки - 1800мм.
Задающее направляющее устройство - транспортировка полосы к моталке и к
заправочному столу.
Заправочный стол - заправка переднего конца полосы в ременный
захлестыватель для намотки полосы.
Ременный захлестыватель - наматывание переднего конца полосы на барабан
моталки сверху или снизу.
Моталка - служит для смотки и удержания рулонов, создает требуемое
натяжение за счет электропривода. Предусмотрено автоматическое перемещение
моталки с целью регулировки движения полосы соосно установке. Конструкция
моталки предполагает операцию смотки сверху и снизу.
Масса рулона - не более 15т;
диаметр барабана моталки - 450мм;
ширина барабана - 1900мм;
центрирование моталки - ±75мм.
Диаметр рулона:
максимальный - 2200мм;
минимальный - 950мм.
Подъемная тележка - предназначена для приема рулонов с моталки, их
взвешиванию, передачи к станции обвязки и месту складирования.
Количество тележек - 1;
грузоподъемность макс. - 30т;
скорость подъёма - 3м/мин;
скорость перемещения - 15м/мин;
высота подъёма макс. - 800мм;
привод роликов - гидравлический;
подъёмный механизм - гидравлический двигатель.
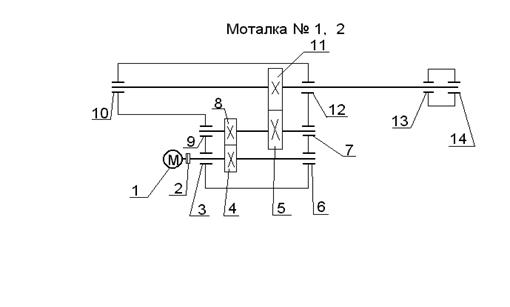
Рис.2.3 - Кинематическая схема моталки, где
1- двигатель;
2- муфта
, 9-подшипниковые опоры
, 8- зубчатые передачи
, 11- зубчатые передачи
, 7- подшипниковые опоры
- подшипниковая опора
- главная подшипниковая опора
,14 - откидная подшипниковая опора
Технологические характеристики и технологические параметры агрегата
полимерных покрытий № 1
. Производительность агрегата: 200 000 т/год.
. Характеристика рулонов, задаваемых в агрегат:
внутренний диаметр - 610 мм;
наружный диаметр - 1000 - 2400 мм;
ширина полосы - 700 - 1650 мм;
толщина полосы - 0,2 - 1,2 мм.
. Максимальная скорость прохождения полосы через агрегат:
на входной секции - 200 м/мин;
на технологической секции - 140 м/мин;
на выходной секции - 200 м/мин.
. Расход электроэнергии на тонну продукции: 32,1 КВт. час/т.
. Расход природного газа на тонну продукции: 29,6 кг у. т/т.
. Расход пара на тонну продукции: 0,072 Гкалл./т.
. Температура пара: 150 0С.
. Давление пара: 0,5 Мпа.
. Расход сжатого воздуха на тонну продукции: 25 м3/т.
. Давление воздуха: 0,5 Мпа.
. Расход промышленной воды на тонну продукции: 3 м3/т.
. Температура воды: 10…20 0С.
. Давление воды: 0,6 Мпа.
. Расход реагентов на одну тонну продукции:
порошкообразный, сильно щелочной очиститель Ridoline С 72 - 0,1 кг/т;
хроматный раствор Alocrom NR 6022 - 0,15
кг/т.
. Характеристика ванны обезжиривания (3шт.):
габариты, а*b*h - 2,3*1,22*4,555 м;
объем - 12,3 м3;
материал - сталь нержавеющая, толщина стенки 4 мм;
тип обезжиренного раствора - щелочной, на основе едкого натрия.
. Щеточная машина - удаление выделенных при предварительной очистке
частиц грязи с помощью вращающихся щеток:
рабочая емкость - сталь, покрытая полимерным материалом, толщина стенки 4
мм;
щетки:
количество щеток сверху - 1 шт;
количество щеток снизу - 1шт;
диаметр - 250 мм;
длина бочки - 1800 мм;
тип щетки - нейлон с корундовыми включениями;
скорость вращения max -
700 об/мин;
опорные ролики:
количество - 2 шт;
диаметр - 250 мм;
длина бочки - 1900 мм;
отжимные ролики:
количество - 1 пара;
диаметр - 250 мм;
длина бочки - 1900 мм;
ход верхнего отжимного ролика - 100 мм.
. Химкоутер - нанесение конверсионного слоя определенной толщины на одну
или обе стороны, для обеспечения адгезии лакокрасочного покрытия:
система роликов - 2*2;
режим нанесения покрытия - прямой или реверсивный;
наносящие ролики:
диаметр - 254 мм;
длина бочки - 1900 мм;
толщина покрытия - 22,5 мм;
материал - ЭПДМ, хайпалон;
захватывающие ролики:
диаметр - 225 мм;
материал - сталь;
привод всех наносящих и захватывающих роликов осуществляется от
двигателей трехфазного тока с регулируемой частотой, имеется возможность работы
с синхронным вращением или вращением в противоположном направлении.
. Характеристика коутеров нанесения ЛКМ (3 шт.):
ролики коутера:
лицевая сторона: возможность работы с двух или трехвалковыми системами;
обратная сторона: двухвалковая система;
режим нанесения покрытия - в прямом или реверсивном режиме;
наносящие и дозирующие ролики:
диаметр - 270 - 305 мм;
длина бочки - 1800 мм;
материал - полиуретан;
толщина полиуретанового покрытия - не менее 5 мм;
захватывающие ролики:
диаметр - 275 мм;
длина бочки - 1800 мм;
материал - твердохромированный;
усилие прижима роликов коутера max - 15 000 Н;
ход ролика для пропуска сварного шва - 75 мм;
ролик перед нанесением грунта (лицевая сторона):
диаметр - 600 мм;
длина бочки - 1800 мм;
материал - твердохромированный, полированный;
ролик перед нанесением грунта (обратная сторона):
диаметр - 300 мм;
длина бочки - 1800 мм;
материал - твердохромированный, полированный.
. Печь сушки грунтовочного слоя - предназначена для выпаривания
растворителя из грунтовочного слоя и достижения пиковой температуры металла.
Необходимая масса и теплопередача достигаются путем направления воздуха при
контролируемых температурах и скоростях из форсунок на полосу. Печи имеют
горизонтальную конфигурацию.
Корпус печи изолирован, внутренние панели печи выполнены из стали с
алюминиевым покрытием, внешние - из оцинкованной стали. Между ними расположены
пласты минеральной ваты:
длина печи - 60 м;
количество зон - 5 шт;
используемый газ - природный;
max
нагрузка сольвента - 200 кг/ч;
max
производительность - 54,3 т/ч;
max
рабочая скорость потока воздуха - 31 м/с.
. Печь сушки отделочного слоя - предназначена для выпаривания
растворителя из отделочного слоя и достижения пиковой температуры металла.
Необходимая масса и теплопередача достигаются путем направления воздуха при
контролируемых температурах и скоростях из форсунок на полосу. Печи имеют
горизонтальную конфигурацию.
Корпус печи изолирован, внутренние панели печи выполнены из стали с
алюминиевым покрытием, внешние - из оцинкованной стали. Между ними расположены
пласты минеральной ваты:
длина печи - 60м;
количество зон - 5;
используемый газ - природный;
max
нагрузка сольвента - 300 кг/ч;
max
производительность - 54,3 т/ч;
max
рабочая скорость потока воздуха - 31 м/с.
. Водяной холодильник (2 шт.) - предназначен для охлаждения полосы после
печей сушки.
Ванна выполнена из нержавеющей стали.
Длина закалочной ванны - 5 м.
Давление насоса - 2 - 3 bar.
Поддерживающий ролик:
диаметр - 240 - 290 мм;
длина бочки - 1900 мм;
материал - хромированный.
Отжимные ролики:
диаметр - 250 мм;
длина бочки - 1900 мм;
количество - 2 пары.
Эксплуатационные
данные. Анализ недостатков в конструкции
1. Загруженность АПП-1.
АПП № 1 является одним из основных агрегатов цеха. Загрузка агрегата по
месяцам меняется в зависимости от производственной программы. По опыту работы
наблюдается снижение спроса на металл с полимерным покрытием в зимнее время,
что объясняется снижением интенсивности деятельности строительной отрасли. Но
загрузка АПП № 1 в редком случае была менее 80%.
С развитием технологии производства металла для автомобильной
промышленности и производителей бытовой техники количество заказов возрастает,
что приведет к полной, 100% загрузке агрегата ежемесячно.
В настоящее время увеличились заказы на металл с полимерным покрытием и
нанесенной защитной пленкой. При штамповке и профилировании данного металла
посредством пленки сохраняется лакокрасочное покрытие, что очень важно при
изготовлении наружных панелей бытовой техники - холодильников, стиральных
машин, микроволновых печей, задних стенок телевизоров и т.д. Но данный вид продукции
возможно произвести только на АПП-2, имеющем холодный ламинатор.
. Отказы и простои.
На АПП-1 имеются свои «узкие места», из-за которых случаются простои
агрегата:
канаты противовесов накопителей полосы (установлены для уравновешивания
подвижной платформы). Нагрузка циклическая, «вверх-вниз». Происходит обрыв
каната и падение противовеса. Восстановление занимает 3-4 часа. В настоящее
время разработаны графики замены канатов исходя из опыта работы, кроме того,
ежемесячно проводится диагностика канатов методом магнитной дефектоскопии
приборами «ИНТРОС».
В целом оборудование фирмы « VOEST ALPINE» достаточно
надежное, изготовлено с высокой точностью, поэтому крупных отказов линии по
механическому оборудованию с 2004 года не случалось. Кроме того, используемый
подкат для полимерного покрытия прошел агрегаты цинкования, имеет
удовлетворительный профиль, обрезанные кромки полосы и хорошую поверхностную
чистоту.
. Анализ недостатков в конструкции:
ванны отжимных роликов после узла закалки полосы. Ванны изначально
изготовлены из 4-х частей и имели постоянные утечки ( используется
деминерализованная вода, поэтому ущерба экологии нет, но утечки влияют на
эстетику агрегата). В процессе эксплуатации многократно производились работы по
уплотнению разъемов ( герметиком или сырой резиной).В 2012 году полностью
переделана конструкция, изготовлена сплошная нижняя ванна и на сегодняшний день
проблема снята.
Как ранее сказано, агрегат спроектирован фирмой, которая выпустила не
один агрегат полимерных покрытий ( агрегаты «VOEST ALPINE» установлены по всему миру, включая европейские
страны) и особых претензий к проекту агрегата не имеется.
Анализ решений, принятых на стадии проектирования комплекса, с указанием
недостатков
. Агрегат полимерных покрытий № 1 был размещен в существующем здании,
построенном в 1972 году. Данное решение было принято с целью удешевления общего
проекта. Однако, длина агрегата оказалась больше длины пролета. Выход из
ситуации: сложить агрегат в несколько уровней, разместив часть оборудования в
подвальном помещении и нарастить здание на 7 осей в длину ( 42 метра).Кроме
того, в этом же пролете пришлось разместить участок упаковки готовой продукции
и железнодорожный тупик для отгрузки металла.
На АПП № 1 невозможно произвести защитное покрытие полимерного слоя.
. Недостатки данного решения:
.1 Защитное покрытие поверхности полимерного листа возможно произвести
посредством ламиноторов - холодного или горячего.
.2 Для размещения части оборудования на минусовых отметках необходим
котлован. В этой зоне высокие грунтовые воды. Решение - изготовить
металлический кессон. Но в процессе эксплуатации агрегата указанный кессон
пропускает воду, для устранения подтопления подготовили дренажный приямок и
установили погружные насосы, которые откачивают грунтовые воды в ливневую
канализацию.
.3 В связи с многоярусной конструкцией агрегата усложнились работы по
обслуживанию узлов, особенно в подвальном помещении. Мостовыми кранами,
имеющимися в пролете возможны работы только на верхнем уровне. Выход из
положения - установка дополнительных кран-балок и тельферов.
.4 В связи с многоярусной конструкцией агрегата и старым зданием ( высоту
здания не увеличивали) работы по подъему элементов оборудования верхнего яруса,
во время ремонтов, затруднены из-за малой высоты подъема мостовых кранов.
Например, стоя на накопителях полосы можно дотянуться рукой ло подвески крана,
хотя она в максимально верхнем положении. Для данного вида работ применяются
специальные траверсы и приспособления.
.5 Главный недостаток проекта - размещение участка упаковки готовой
продукции рядом с моталкой агрегата и устройство железнодорожного тупика. АПП №
1 выдает рулоны каждые 15-20 минут. Съем рулонов осуществляется мостовым краном
с дальнейшей установкой рулона на упаковочный стеллаж, при этом на соседних стеллажах
происходит ручная упаковка - работают люди. Кроме того, упакованный рулон
переносится или в вагон, или на стеллажи для готовой продукции с целью
формирования вагонных норм над участком упаковки.
2.3 Анализ существующей организации обслуживания
оборудования на Агрегате полимерных покрытий №1
За время существования цеха в нем сложилась устойчивая система
организации ремонтов, которая как показала практика, эффективно решает все
вопросы проведения ремонтов.
Профилактическим текущим обслуживанием оборудования занимается
механослужба подрядных организаций.
Проверяется исправность оборудования, ограждений, чистота рабочих мест.
Производится ознакомление с записями в журнале приема и сдачи смен,
выясняется у сменщика о произошедших в предыдущую смену неполадках и мерах,
принятых к их устранению. О замеченных неисправностях сообщается сменному
бригадиру слесарей до начала смены и до устранения неполадок к работе
приступать не разрешается.
Обходы агрегата (три раза за 12 часов в течение 20 минут) делают сменные
слесари.
Осмотры оборудования агрегата проводятся мастером механиков три раза в
неделю по 20 минут.
С учетом результатов осмотров и замечаний технологов, если во время их
работы на агрегате обнаруживаются какие-то неполадки (стук в зубчатых
соединениях, нагрев подшипников), механиком цеха составляется график ППР, т.е.
план проведения текущего ремонта на месяц. Текущий ремонт проводится два раза в
месяц по 16 часов на основании годового графика ППР, утвержденного Главным
механиком ОАО «ММК».
Ремонт механического оборудования производится в соответствии с
«Положением об организации безопасного производства работ при проведении
ремонтов агрегатов, оборудования и механизмов в цехах комбината и о начальнике
ремонта агрегата, оборудования, механизма, производимого в цехах комбината» и в
соответствии с бирочной системой.
Работы повышенной опасности производятся при оформленном акте - допуске.
В текущих ремонтах принимают участие работники цехов МРК: ЦРМО - 7, ЦРМО-1 и
др.
Продолжительный ремонт проводится один раз в год в течение пяти суток.
Для проведения продолжительного ремонта, механиком цеха составляется график,
утвержденный зам. генерального директора ОАО «ММК» по производству. В графике
поэтапно перечислены необходимые работы с указанием сроков их выполнения,
наименование сторонних организаций и количество людей, задействованных в
ремонте.
Основные работы во время продолжительного ремонта: осмотр печей, чистка
коутеров с частичной их разборкой, тщательная очистка дренажных стоков, так как
оборудование работает в агрессивных средах.
Заявка на запчасти к продолжительному ремонту подается за шесть месяцев
до ремонта в Управление оборудования и в ЗАО «МРК».
Снабжение цеха запчастями осуществляется следующим способом: при поломке
какой - либо детали бригадир смены проверяет ее наличие на складе запчастей. В
случае ее отсутствия докладывает мастеру механиков. Мастер записывает в журнале
заявок, находящемся в техбюро, номер чертежа детали, наименование и необходимое
количество. Заявка должна подаваться за 40 дней до текущего ремонта. Начальник
техбюро оформляет заказ с приложенным к ней чертежом (три экземпляра) в ЗАО
«МРК». Если в ЗАО «МРК» невозможно изготовить какое-либо оборудование, заявка
подается через систему КИС в Управление оборудования.
Месячный бюджет цеха на изготовление деталей формируется на основе
годового бюджета.
Система ремонтов в цехе хорошо организованна и почти никогда не дает
сбоев.
2.4 Заключение
На современном этапе, в условиях постоянного производства на ОАО «ММК»
важное значение имеет ускорение научно-технического прогресса, в области
создания новых и совершенствования существующих машин и механизмов, всего
металлургического производства, повышение их производительности и надежности.
Дипломный проект посвящен установке холодного ламинатора, что приведет к
созданию нового вида продукции, расширению рынка сбыта, снижению количества
рекламаций.
. ПРОЕКТИРОВАНИЕ УСТАНОВКИ ХОЛОДНОГО ЛАМИНАТОРА В ЛИНИЮ АГРЕГАТА
ПОЛИМЕРНЫХ ПОКРЫТИЙ №1 ЦЕХА ПОКРЫТИЙ ОАО «ММК»
3.1 Обзор существующих конструкций ламинаторов
.1.1 Назначение, определение и основные
параметры
Ламинатор - оборудование, предназначенное для нанесения защитной пленки
поверх отделочного покрытия полосы.
Особенности конструкции: оборудование состоит из сборной стальной сварной
рамы, в которой закреплен приводной вал системы разделения (мерной отрезки).
Для торможения системы разделения при выполнении разматывания предусмотрен
электродвигатель. С целью обеспечения гарантированной адгезии защитной пленки к
покрытию на поверхности полосы предусмотрен один тянущий ролик аппликатора.
Система отклоняющих роликов обеспечивает соответствующий угол охвата при
выполнении операций, связанных с нанесением пленки и расположена между
устройством разделения и тянущим роликом.
Технические данные:
Рама - сварена из толстых стальных листов, вал с электроприводом.
Дозатор - два положения устройства разделения пленки.
Тянущий ролик - один.
Нижний ролик (опорный ролик) - диаметр 305 мм, длина 1900 мм, трубная
сталь, хромированный.
Верхний ролик (ламинирующий ролик) - диаметр 305 мм, длина 1900 мм,
трубная сталь, эластомерное покрытие.
Усилие прижима роликов - два гидроцилиндра.
Гидравлическая мощность - от насосной станции линии.
Привод ламинирующего и опорного роликов - электродвигатель.
3.1.2 Классификация существующих ламинаторов
Существует два вида ламинаторов: холодный и горячий.
Холодный ламинатор предназначен для нанесения липкой и снимаемой защитной
пластиковой пленки на металлическую полоску.
Ламинирование осуществляется за счёт прижима плёнки к поверхности полосы
приводным роликом, с силиконовым покрытием.
Над установкой холодного ламинирования расположено устройство для
разматывания защитной плёнки.
Нанесение клеевой защитной плёнки осуществляется по следующей технологии:
после выхода полосы из выходного накопителя на лицевую сторону наносят защитную
плёнку с помощью приводного ролика ламинирования, покрытого силиконом, после
этого прокат с плёнкой сматывается в рулон.
Обеспечение непрерывности процесса ламинирования обеспечивается
соединением концов плёнки старого и нового рулонов двухсторонним скотчем.
При нанесении защитной плёнки обеспечить соответствие ширины плёнки
фактической ширине полосы. Если фактическая ширина плёнки превышает ширину
металла, то произвести обрезку кромок защитной плёнки в специальном устройстве
ламинатора.
Горячий ламинатор предназначена для нанесения декоративной и защитной
пленок на поверхность полосы и тиснения поверхности проката, покрытого
пластизолем.
При отсутствии требований в заказе на горячее ламинирование и нанесение узора
тиснения, ролики ламинирования и тиснения отводятся от поверхности полосы.
Нанесение декоративной плёнки
Технология изготовления проката с декоративной плёнкой предусматривает
нанесение специального клея в коутере отделочного слоя, обработку клея в печи
сушки и нанесение плёнки в установке горячего ламинатора с последующим
охлаждением проката в холодильнике.
Нанесение бесклеевой легкоудаляемой защитной плёнки
Нанесение бесклеевой легкоудаляемой защитной плёнки осуществляется по
следующей технологии: после выхода из печи на лицевую сторону наносят защитную
плёнку с помощью водоохлаждаемого ролика ламинирования, после этого прокат с
плёнкой охлаждают в холодильнике .
Размотку рулона производят таким образом, чтобы к лицевой стороне проката
прилегала обработанная сторона защитной плёнки. Обработанная сторона должна
быть указана в сертификате на плёнку.
Тиснение
Тиснение, то есть нанесение рельефного рисунка на поверхность проката с
пластизолевым покрытием, осуществляется после выхода полосы из печи сушки с помощью
водоохлаждаемого ролика тиснения.
Режимы будут определены в ходе проведения опытно-промышленных испытаний.
3.1.3 Описание принятого для установки в Агрегат
полимерных покрытий №1 холодного ламинатора
Для того, чтобы устранить недостатки оборудования, а именно: после
выпуска рулона, при его транспортировки, штамповке и прочих перевозок,
появляются царапины листа, мною предложено установить холодный ламинатор. Он
представлен на рисунке 3.1.

Рисунок 3.1 - Холодный ламинатор
3.2 Технико-экономическое обоснование принятой
конструкции
На сегодняшний день производство продукции металла с полимерным покрытием
является достаточно молодым производством. Данная продукция использовалась
ранее в основном в строительной индустрии. Сегодня технология достигла высоких
результатов для получения металла, который можно применять для выпуска
автомобилей и бытовой техники. Но для производства данной продукции, заказчики предъявляют
увеличенные требования к качеству не только покрытия металла, но и для его
защиты от повреждений при транспортировки. При установки холодного ламинатора в
линию Агрегата полимерных покрытий №1 Цеха покрытий ОАО «ММК» мы достигаем
поставленной задачи, тем самым удовлетворяя требованиям покупателей.
Выпуская данный вид продукции, мы тем самым добиваемся высокого качества
продукции и увеличения ее стоимости, принося прибыль производству.
3.3 Расчетно-конструкторская часть
.3.1 Проверка долговечности подшипников опорных
роликов холодного ламинатора
Исходные данные для расчетов:
окружная сила  19757Н;
19757Н;
радиальная сила  7191 Н;
7191 Н;
Осевая сила отсутствует.
a=146мм;
b=310мм.
Расчетная схема нагружения ролика ламинатора представлена на рисунке 3.2.
Реакции опор:
в горизонтальной плоскости:
t · a - Rвг ·(a + b)
= 0;бг = Ft·a / (a + b) = 19
757·0,146 / (0,146+0,310) = 6 327 Н;
Rаг = Ft - Rбг = 19
757-6327 = 13 430 H.
в вертикальной плоскости:
r · a - Rбв ·(a + b)
= 0;вв = Fr·a / (a + b) = 7
191·0,146 / (0,146+0,310) = 2 302 Н;
Rав = Fr - Rвв= 7 191-2
302 = 4 895 H.
Максимальные изгибающие моменты:
в горизонтальной плоскости:
Мг = Rаг·a = 13 430·0,146 = 1 961 Нм;
в вертикальной плоскости:
Мв= Rав·a = 4 895·0,146 = 714,6 Нм.
Определяем суммарные реакции в опорах:
в опоре А:
 ;
;
в опоре B:

Осевые
составляющие нагрузки отсутствуют Fa4 = 0 H,
тогда:
Ра = 0 Н;
Ра / Рr
= 0 < е (без учета осевой нагрузки).
Рассмотрим подшипник по более нагруженной опоре А:
Эквивалентная нагрузка:
Рэа = V·Ra·Kб·Kт = 1·14 294·1,4·1 = 20 012 H,
где V=1 -
вращение внутреннего кольца подшипника,
Кб = 1,4 - для редукторов всех
типов,
Кт = 1 - температурный
коэффициент,
Сr= 2 080
кН.
Расчетная долговечность:

 ;
;
Расчетная долговечность:
 ;
;
Расчет долговечности подшипника показывает, что
расчетная долговечность  ч отвечает ГОСТ 16162 - 92. Найденная долговечность
приемлема.
ч отвечает ГОСТ 16162 - 92. Найденная долговечность
приемлема.
3.3.2 Уточненный расчет ролика ламинатора
Материал
ролика - сталь 40ХН, термообработка - улучшение.
Среднее
значение: σв = 930 Мпа.
Предел
выносливости при симметричном цикле изгиба: σ-1 = 400
Мпа.
Предел
выносливости при симметричном цикле касательных напряжений: τ-1 = 540
Мпа.
Сечение
посадки колеса:
Мг
= Rаг·а = 13
430·146 = 1 960 780 Н·мм;
Мв
= Rав·a = 4
895·146 = 714 670 Н·мм.
Суммарный
изгибающий момент:
 .
.
Момент сопротивления кручению:

Момент сопротивления изгибу:
 .
.
Амплитуда и среднее напряжение цикла касательного напряжения:
 .
.
Амплитуда нормального напряжения изгиба:
 ;
;
σm = 0 Мпа.
Коэффициент запаса прочности по нормальному напряжению:
 ,
,
где Eσ = 0,85;
Кσ = 1,9;
 .
.
Коэффициент запаса прочности по касательному напряжению:
 ,
,
где Кτ = 1,9;
Еτ = 0,73;
ψτ = 0,1;
 .
.
Общий коэффициент запаса прочности по касательному напряжению:
 .
.
Сечение под подшипником:
концентрация напряжений обусловлена посадкой подшипника с гарантированным
натягом.
Изгибающий момент:
М = F·l2 = 14 294·180 = 31 447 000 Н·мм.
Осевой момент сопротивления:
 .
.
Амплитуда нормальных напряжений:
 ;
;
σm = 0 Мпа.
Полярный момент сопротивления:
p = 2·W = 2·979 593 = 1 841 487 мм3.
Амплитуда и средние напряжение цикла касательных напряжений:
 .
.
Коэффициент запаса прочности по нормальному напряжению:
 ,
,
где
 -коэффициент для роликов,
-коэффициент для роликов,
 .
.
Коэффициент запаса прочности по касательным напряжениям:
 ,
,
где
 , ψτ = 0,1;
, ψτ = 0,1;
 .
.
Общий коэффициент запаса прочности:
 .
.
Для
обеспечения прочности роликов достаточный коэффициент запаса прочности
составляет  =1,7. При значениях более 1,7 отпадает необходимость
проверочных расчетов роликов на жесткость. Таким образом, динамическая
прочность ролика достаточная.
=1,7. При значениях более 1,7 отпадает необходимость
проверочных расчетов роликов на жесткость. Таким образом, динамическая
прочность ролика достаточная.
3.4 Стандартизация, унификация и качество проектных
решений
Разработка
дипломного проекта велась в соответствии с требованиями стандартов:
ГОСТ
2.109 - 73.ЕСКД. Правила выполнения чертежей деталей, сборочных, общих видов;
ГОСТ
2.105 - 79 ЕСКД. Общие требования к текстовой документации;
ГОСТ
2.703 - 68 Правила выполнения кинематических схем.
Все
стандартные детали узлов выбраны в соответствии с ГОСТами. Таким образом новый
узел выполнен согласно требованиям ИСО.
.
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ
4.1 Анализ опасных и вредных факторов
Основной
оценкой уровня производственного травматизма являются показатели частоты  и тяжести
и тяжести  травматизма,
определяемые в разных странах различными методами. В России, и в частности, на
ОАО «ММК» в качестве показателя частоты травматизма принимается число
несчастных случаев
травматизма,
определяемые в разных странах различными методами. В России, и в частности, на
ОАО «ММК» в качестве показателя частоты травматизма принимается число
несчастных случаев  за определенный календарный период, приходящихся на
1000 работающих:
за определенный календарный период, приходящихся на
1000 работающих:
 , (4.1)
, (4.1)
где
 - среднесписочное число работающих[1].
- среднесписочное число работающих[1].
Показатель
тяжести несчастных случаев определяется числом дней нетрудоспособности  , приходящихся на одну травму :
, приходящихся на одну травму :
 , (4.2)
, (4.2)
Коэффициенты
тяжести и частоты за последние 5 лет показаны в таблице 4.1.
Таблица
4.1 - учет несчастных случаев в Цехе покрытий за последние 5 лет
|
2007
|
2008
|
2009
|
2010
|
2011
|
итого
|
|
Всего н/случаев
|
1
|
-
|
1
|
1
|
1
|
4
|
|
смертельных
|
1
|
-
|
-
|
-
|
-
|
1
|
|
тяжелых
|
-
|
-
|
1
|
-
|
-
|
1
|
|
Кч
|
1,51
|
-
|
0,5
|
1,02
|
1,64
|
|
|
Кт
|
44,3
|
-
|
37,0
|
62,0
|
87
|
|
На персонал цеха действуют опасные и вредные факторы.
Источниками опасности в цехе являются:
работающие электромостовые краны;
движущаяся полоса, упаковочная лента, электропогрузчики, электрокары,
трансферкары, автотранспорт, ж/д транспорт;
вращающиеся валы, шкивы, муфты (приводы клетей);
острая кромка полосы упаковочной ленты, упаковочных реквизитов,
упакованных пачек белой жести;
электрическое напряжение: 220 - 600 В (человек может получить
электротравму в следующих случаях: при двухфазном прикосновении; при двухполюсном
прикосновении; при приближении на опасные расстояния к неизолированным
токопроводящим частям, находящимся под напряжением; в результате прикосновения
к оболочке (корпусу) электрооборудования, оказавшейся под напряжением; в
результате попадания под напряжение шага в зоне растекания тока; при попадании
под напряжение при освобождении человека от воздействия тока; при воздействии
атмосферного электричества, грозовых разрядов и статического электричества или
электрической дуги);
трубопроводы пара, гидравлики, сжатого воздуха, воды, природного газа,
водорода, азота;
горячие растворы кислоты, щелочи, электролита в ваннах и баках (агрегат
электролитического лужения);
сосуды, работающие под давлением;
высота.
Источниками вредных веществ являются:
испарения кислоты, щёлочи, электролита, технических масел, эмульсии для
прокатки, красящих материалов, растворителя;
шум (отрезные устройства, вращающиеся детали, приводы различных машин);
вибрация (вращающиеся механизмы, рабочий инструмент, приводы различных
машин);
абразивная пыль (сварочные установки, отрезное устройство).
Фактические и нормативные показатели по факторам, воздействующим на
персонал цеха приведены в таблице 4.2.
Таблица 4.2 - Параметры микроклимата
|
Температура, о С
|
Влажность воздуха, %
|
Скорость движения воздуха,
м/с
|
Шум, общий уровень звука,
дБА
|
Корректированное по частоте
значение виброскорости, дБ
|
|
Т.п.
|
Х.п.
|
Т.п.
|
Х.п.
|
Т.п.
|
Х.п.
|
|
|
|
ф
|
н
|
ф
|
н
|
ф
|
н
|
ф
|
н
|
ф
|
н
|
ф
|
Н
|
ф
|
н
|
ф
|
н
|
|
Аппаратчик
электролитического обезжиривания
|
22
|
18-27
|
21
|
17-23
|
50
|
15-75
|
52
|
15-75
|
0,2
|
0,1-0,4
|
0,2
|
0,1-0,3
|
112
|
109
|
-
|
-
|
|
Оператор поста управления
|
22
|
21-28
|
25
|
20-25
|
15-75
|
47
|
15-75
|
0,1
|
0,1-0,2
|
0,1
|
0-0,1
|
85
|
87
|
-
|
-
|
|
Машинист крана
|
23
|
22-24
|
20
|
17-23
|
73,5
|
15-75
|
64,9
|
15-75
|
0,1
|
0,3-0,1
|
0,1
|
0,4-0,1
|
92
|
89
|
112
|
120
|
Т.п. - теплый период;
Х.п. - холодный период.
Анализ таблицы показывает, что нормы шума не соблюдаются на участке
аппаратчика электролитического обезжиривания и у машиниста крана. Поэтому
необходимо принять меры для его снижения.
4.2 Мероприятия по улучшению условий труда
Организационные мероприятия:
В цехе покрытий ответственные за безопасность - начальник цеха,
заместитель начальника цеха по производству, механик цеха, электрик цеха,
энергетик цеха и инженер по ТБ. В цехе проводятся инструктажи (первичные,
повторные, внеплановые) согласно приказу № 882 СТП ПБОТ-2-1-07-2005.
Первичный инструктаж на рабочем месте проводится до начала
самостоятельной работы.
Повторный инструктаж проводится со всеми работниками (кроме работников,
освобожденных от первичного инструктажа на рабочем месте) независимо от
квалификации, образования, стажа, характера выполняемой работы не реже одного
раза в шесть месяцев, если иные сроки не определены соответствующими Правилами
безопасности.
Внеплановый инструктаж проводится непосредственным руководителем работ
индивидуально с каждым работником, или с группой работников одной профессии
(выполняющих один вид работ).
Также проводятся проверки: комиссионные (по графику), целевые (вне
графика) по указанию начальника цеха, комплексные (по графику) проводит контролирующий
орган. Аудит экологический внутренний аудит проводится по графику, внешний
проводится 1 раз в год. Надзор проводит Гостехнадзор по графику.
Бирочная система. ОРД14-19.20-91. Бирочная система на предприятиях и в
организациях металлургической промышленности. Порядок применения.
Бирочная система применяется при эксплуатации оборудования и механизмов
(далее - механизмов), а также при их техническом обслуживании и ремонте,
выполняемом как без нарядов - допусков, так и по нарядам - допускам, когда безопасность
работ обеспечивается выполнением требований бирочной системы и наряда -
допуска.
ПОР (план организации работ) обязательно составляется на все виды
газоопасных работ, на капитальные и текущие ремонты основного оборудования. На
все другие виды работ составление ПОР не обязательно.
ПОР должен быть разработан специалистами структурного производственного
подразделения, в котором производятся газоопасные работы, капитальный или
текущий ремонт основного оборудования.
До начала производства ремонтных работ с содержанием ПОР должны быть
ознакомлены руководители и производители работ всех участников ремонтов.
Организация и производство работ повышенной опасности, выполняемых
работниками производственных структурных подразделений Общества должны
осуществляться с оформлением наряда-допуска.
Система планово-предупредительных ремонтов (ППР), типовая, для
периодически повторяющихся работ, целевая для разовых работ, разработанная
специалистами подразделения, выполняющие работы, и согласованная со
специалистами подразделения, в котором выполняются работы.
Наряд-допуск выдается заблаговременно с учетом необходимости выполнения
подготовительных работ. Запрещается увеличивать объем работ, предусмотренных
нарядом-допуском.
Наряды-допуски регистрируются в специальном журнале по образцу альбома
форм учетно-технической документации ГСС и хранятся в цехе не менее одного
месяца.
Технические мероприятия:
Вентиляция
Наиболее распространенным средством защиты работающих от перегревания,
переохлаждения и вредных веществ является вентиляция производственных
помещений.
В зависимости от способа перемещения воздуха вентиляция подразделяется на
естественную и механическую. При естественной вентиляции воздухообмен
осуществляется за счет естественных факторов (тепловой, ветровой напор) без
применения каких-либо механизмов побуждения движения воздуха. При механической
вентиляции воздухообмен осуществляется с помощью вентиляторов.
Из систем естественной вентиляции на металлургических предприятиях
наибольшее распространение получили аэрация и устройство дефлекторов.
Защита от шума
На некоторых рабочих местах вредным фактором является шум[6].
Эквивалентный уровень звука на рабочих местах не должен превышать ПДУ по
СН 2.2.4/2.1.8.562 «Шум на рабочих местах, в помещениях жилых, общественных
зданий, на территории жилой застройки». Периодичность контроля - 1 раз в год по
ГОСТ 12.1.050 «ССБТ Методы измерения шума на рабочих местах». Контроль
осуществляет лаборатория ЛООС.
Для предупреждения вредного воздействия шума на человека применяют целый
комплекс мероприятий:
применяют смазку соударяющихся деталей вязкими жидкостями, заключают в
жидкостные масляные и другие ванны вибрирующие и издающие шум детали
(шестеренчатые редукторы и т. п.);
заменяют подшипники качения на подшипники скольжения;
устанавливают изолирующие кожухи на шумные узлы агрегата (цепные,
ременные и др. передачи, соударяющиеся детали и т. п.);
снабжают глушителями все агрегаты, создающие чрезвычайный шум вследствие
вихреобразования или выхлопа воздуха и газов (вентиляторы, воздуходувки, пневматические
инструменты и машины, двигатели внутреннего сгорания, компрессоры и т. п.);
устанавливают оборудование в помещениях (без фундаментов) на амортизаторы
из пружин или других материалов;
устанавливают звукоизолированные кабины наблюдения и дистанционного
управления технологическим процессом;
создают зеленую заградительную зону из кустарников и деревьев вокруг
шумных цехов и территории предприятия;
применяют индивидуальные защитные средства (наушники, шлемы, вкладыши из
разных материалов, например, типа «Беруши» и др.)[5].
Защита от вибрации
На практике уменьшение вибрации достигается:
применением пружинных и резиновых амортизаторов, прокладок, виброгасящих
кареток и устройств, виброгасящих втулок и муфт на вставной инструмент,
динамических и инерционных виброгасителей;
использованием средств индивидуальной защиты: виброзащитных рукавиц,
виброзащитной обуви.
Рекомендуется производить местный обогрев кистей рук, регулярный прием
витамина В1.
Освещенность
Естественная и искусственная освещенности на рабочих местах должны
соответствовать СНиП 23-05 «Естественное и искусственное освещение» в
зависимости от разряда зрительных работ. Периодичность контроля 1 раз в год по
МУ 2.2.4.706 «Оценка освещения рабочих мест», ГОСТ 24940 «Здания и сооружения.
Методы измерения освещенности». Контроль осуществляет лаборатория ЛООС.
В цехе в зависимости от времени суток предусмотрено комбинированное
освещение. В дневное время для производства работ достаточно естественного
освещения, которое осуществляется через оконные проемы. В вечернее и ночное
время в цехе используется искусственное освещение лампами ДРЛ-1000 в один или
два ряда, которые установлены в светильники глубокого распределения света типа
ГСР[3].
Помещение цеха является сухим, с незначительной запыленностью, огнестойкое,
поэтому к защите светильников от воздействия внешней среды специальных
требований не предъявляется. Помимо рабочего, в цехе предусмотрено аварийное
освещение, предназначенное для бесперебойного обслуживания оборудования в
случае выхода из строя рабочего освещения. Аварийное освещение над агрегатом
электролитического лужения выполнено лампами накаливания типа Н 220 - 1000 и
питается от сети рабочего освещения с автоматическим переключением на
независимые источники питания при аварийных режимах. Главное достоинство ламп
накаливания заключается в том, что они не реагируют на колебания напряжения в
сети. Однако они имеют низкую световую отдачу и небольшой срок службы.
Аварийное освещение смонтировано в одном ряду с рабочим, но запитаны они
от двух независимых друг от друга источника тока. При отключении рабочего
освещения, аварийное продолжает гореть и находится в исправном состоянии[4].
Электробезопасность
Работники, принимаемые для выполнения работ в электроустановках, имеют
профессиональную подготовку, соответствующую характеру работы. При отсутствии
профессиональной подготовки такие работники обучаются (до допуска к
самостоятельной работе) в специализированных центрах подготовки персонала
(учебных комбинатах, учебно-тренировочных центрах и т.п.)[9].
Основные меры защиты от поражения электрическим током:
применение малых напряжений (12В, 36В, 42В);
2 электрическое разделение сетей (подключение электроприемников через
разделительный трансформатор);
контроль и профилактика повреждений изоляции (измерение её активного или
омического сопротивления с целью обнаружения дефектов и предупреждения
замыканий на землю и коротких замыканий);
защита от случайного прикосновения или недоступность токоведущих частей
(изолированные провода, кожухи, ограждения, запираемые на замок ячейки, в
электроустановках применение механических и электрических блокировок и т.д.);
компенсация емкостной составляющей тока замыкания на землю (применяется в
дополнение к другим защитным мерам - защитному отключению или заземлению, т.к.
самостоятельно безопасности в большинстве случаев не обеспечивает);
защитное заземление - преднамеренное электрическое соединение с землей
или её эквивалентом металлических нетоковедущих частей, которые могут оказаться
под напряжением;
зануление - преднамеренное электрическое соединение с нулевым защитным
проводником металлических нетоковедущих частей, которые могут оказаться под
напряжением;
защитное отключение - система защиты, обеспечивающая автоматическое
отключение электроустановки при возникновении в ней опасности поражения
электрическим током (релейная защита и автоматика);
защита от опасности при переходе напряжения с высшей стороны на низшую
(например, заземление вторичных обмоток трансформаторов тока);
10 двойная изоляция.
4.3 Охрана окружающей среды
Защита окружающей среды - это комплексная проблема, требующая усилий
ученых многих специальностей. Наиболее актитивной формой защиты окружающей
среды от вредных воздействий выбросов промышленных предприятий является полный
переход к безотходной и малоотходной технологии, и производствам. Защита
окружающей среды - это комплексная проблема, требующая усилий ученых многих
специальностей. Наиболее активной формой защиты окружающей среды от вредных
воздействий выбросов промышленных предприятий является полный переход к
безотходной и малоотходной технологии, и производствам.
4.3.1 Защита воздушного бассейна
Промышленные вредности в виде пыли, дыма и газов приводят к загрязнению
окружающей воздушной среды. Для предотвращения загрязнения окружающей воздушной
среды, а также воздуха производственных помещений применяется очистка воздуха.
В Цехе покрытий применяют мокрые газоочистители- скрубберы, в которых
взвешенные частицы отделяются от газа путем промывки его водой и уносятся в
виде шлама.
Отходящие промышленные газы содержат токсичные примеси, для
обезвреживания выбросов применяется сорбционный метод. Обезжиривание жидкостным
способом производится на тарельчатых скрубберах.
Для защиты воздушной среды от шестивалентного хрома (Cr2O3), и других менее вредных выделяемых веществ в Цехе покрытий
применяют центробежные скрубберы.
Скруббер ВТИ предназначается для средней и тонкой очистки воздуха от
сухой и влажной пыли. Отделение пыли в скруббере происходит под действием
центробежной силы и благодаря смыванию водяной пленки, прижатой к внутренней
поверхности скруббера.
4.3.2 Защита водного бассейна
В Цехе покрытий имеются расчеты на потребление воды цехом. Доля
водопотребления и водоотведения составляет:
·
на охлаждение
оборудования 49%;
·
очистку газов и
воздуха 26%;
·
обработку и
отделку металла 12%;
·
гидравлическую
транспортировку 11%;
·
прочие нужды 2%.
Сточные воды цеха образуются при охлаждении подшипников, гильотинных и
дисковых ножниц. Цех является значительным потребителем воды. Объем потребления
воды колеблется от 4 до 4,2 м3 на тонну выпускаемой продукции.
В цехе используется агрегат полимерных покрытий №1, поэтому сточные воды
содержат химические загрязнения. При производстве листа с полимерным покрытием
образуются фтористые соединения, поэтому можно сделать вывод, что Цех покрытий
в экологическом отношении является неблагополучным.
Для улучшения экологической обстановки рекомендуется создание систем без
сточного водоснабжения, уменьшением потребления химической воды, широкого
внедрения систем оборотного водоснабжения в сочетании с комплексной очисткой и
использованием очищенных сточных вод.
Кислотные стоки попадают в блок нейтрализации и там с помощью извести
нейтрализуются в нейтральные стоки. Затем попадают в осветлители и там
осаждаются взвешенные частицы, содержащие шлам, грязь, а очищенная вода
попадает в насосную станцию оборотного водоснабжения и подается снова в цех. Из
осветлителя взвешенные частицы насосами подаются к фильтр-прессу, происходит
обезвоживание и шлам подается по транспортеру в шламовую яму.
Предлагается в распределительную камеру добавлять 0,5% раствор
«аквапола», он укрупняет взвешенные частицы и облегчает осаждение их в
осветлителе, т. е. берет на себя всю грязь, образуя более крупные частицы,
которые легче осаждаются.

Рисунок 4.1 - Схема водного бассейна
4.4 Предупреждение и ликвидация аварий и
чрезвычайных ситуаций
Возможные аварии на агрегате и в цехе:
порыв полосы;
поломка шейки ролика печи;
разрушение фиксирующей перемычки на гибком траке тележки рулонов 2-й
моталки;
выброс кислорода в помещение с возгоранием (по причине механических
повреждений оборудования и трубопроводов кислорода или разгерметизации
оборудования и трубопроводов);
утечка серной кислоты со склада (по причине разгерметизация баков или
трубопроводов в хранилище);
разрыв трубопроводов станции водооборотного снабжения (в результате
коррозии труб, гидравлического удара);
утечка водного раствора Cr2O3 из участка приготовления растворов
и дальнейшее попадание в дренажную систему (по причине коррозии и механических
повреждений).
Предупреждение аварий и чрезвычайных ситуаций:
усиление контроля за работой технологического персонала;
проведение повторного обучения технологического персонала.
Источниками ЧС в Цехе покрытий являются пожар, взрыв, концентрированная
кислота. Концентрированная кислота хранится на складе кислоты в шести емкостях
из листовой стали толщиной 6 мм и объемом 125 м3 каждая (200 т).
Пожарная безопасность на предприятиях обеспечивается двумя системами:
предотвращение пожара (организационные, технические меры и средства,
обеспечивающие невозможность возникновения пожара), и системой пожарной защиты
(предотвращение воздействия на людей опасных факторов пожара)[10].
Пожарная и взрывная опасность прокатного производства определяется
следующими факторами:
наличием большого количества масла в маслоподвалах, насосно-умуляторных
станциях для гидропривода;
наличием сети масляных гидроприводов, в которых постоянно поддерживается
высокое давление;
применением огнеопасных красок и других покрытий на изделиях готового
проката;
наличием широкоразвитой сети кабельного хозяйства, в котором, как
правило, все кабели горючие.
Наиболее чрезвычайной ситуацией в цехе является возникновение пожара.
Пожар может возникнуть по причине выхода из строя электрооборудования, а также
при загорании разливов масла, образовавшихся в результате утечек при
эксплуатации гидравлического оборудования.
Для предотвращения пожаров вблизи пожароопасных мест располагаются
пожарные краны и гидранты, стационарные огнетушители.
В цехе действует система автоматической пожарной сигнализации, состоящей
из датчиков-извещателей, устанавливаемых в защищаемом от пожара месте, и
приемной станции, расположенной в помещении пожарной команды.
На случай возникновения аварии в цехе на каждую аварию разработан план
ликвидации аварии (ПЛА).
План ликвидации аварий содержит:
список возможных аварийных ситуаций;
оперативную часть;
список распределения обязанностей между отдельными лицами, участвующими в
ликвидации аварий, и порядок их действия;
список должностных лиц и учреждений, которые должны быть немедленно
извещены об аварии;
план эвакуации (план помещения цеха с расположением основного
оборудования с указанием: вентялиционных систем, входов и выходов, мест
расположения средств оповещения об аварии и средств индивидуальной защиты).
Оперативная часть ПЛА приведена в таблице 4.3.

Табл.4.3 - ПЛА
. АНАЛИЗ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
5.1 Организационно-правовая форма предприятия
Полное фирменное наименование эмитента на русском языке:
Открытое акционерное общество «Магнитогорский металлургический комбинат».
Полное фирменное наименование эмитента на английском языке:
Open Joint Stock Company «Magnitogorsk Iron & Steel
Works».
Сокращенное фирменное наименование эмитента на русском языке:
ОАО «ММК».
Сокращенное фирменное наименование эмитента на английском языке: OJSC
«MMK».
Сведения об изменениях в наименовании и организационно-правовой форме
эмитента: Акционерное общество открытого типа «Магнитогорский металлургический
комбинат»:
сокращенное наименование АО «ММК» введено: 17.10.1992г.
Открытое акционерное общество «Магнитогорский металлургический комбинат»
сокращенное фирменное наименование ОАО «ММК» введено: 4.06.1996г.
Текущее наименование введено: 4.06.1996г.
Приказом Всесоюзного промышленного объединения металлургических
предприятий «Союзметаллургпром» Министерства черной металлургии СССР от
22.12.76 г. №259 утвержден Устав Магнитогорского металлургического комбината
имени В.И. Ленина.
Распоряжением Госкомимущества России от 8.10.1992 года за № 531-р
государственное предприятие «Магнитогорский металлургический комбинат» было
преобразовано в Акционерное общество открытого типа «Магнитогорский
металлургический комбинат» АООТ «ММК».
Регистрацию АООТ «ММК» осуществила Администрация города Магнитогорска
17.10.92 г. В соответствии с Гражданским кодексом РФ, Федеральным законом «Об
акционерных обществах» постановлением мэра города Магнитогорска № 132-п от
04.06.96 г. зарегистрировано открытое акционерное общество «Магнитогорский
металлургический комбинат» ОАО «ММК».
Основным бизнесом ОАО «ММК» является производство и реализация
металлопродукции на рынках РФ, СНГ и стран дальнего зарубежья.
Кроме основной металлопродукции ОАО «ММК» реализует побочную и
сопутствующую продукцию связанную с основным бизнесом. Миссия ОАО «ММК»:
производство и сбыт высококачественной металлопродукции, удовлетворяющей
потребностям наших клиентов, для получения прибыли в объеме достаточном для
развития предприятия до уровня лидирующей мировой компании и проведения
разумной социальной политики.
Следование миссии ОАО «ММК» возможно только при наличии долгосрочной
возможности производить и продавать металлопродукцию. Поэтому основной целью
ОАО «ММК» является сохранение долговременной конкурентоспособности на мировом
рынке металлопроката.
Выполнение главной цели предполагает достижение ряда локальных целей:
повышение рыночной стоимости компании;
улучшение качества металлопродукции и освоение новых видов продукции для
удовлетворения текущих и будущих запросов и ожиданий потребителей;
сохранение и расширение рынков сбыта и снабжения;
повышение эффективности производства;
сокращение вредных воздействий на окружающую среду;
стимулирование всех работников на достижение целей на основе профессионального
развития, вовлечения в процесс управления качеством, удовлетворенности
результатами труда и социальных гарантий;
обеспечение гарантий эффективности, надежности и ликвидности для
инвесторов;
завоевание лидирующих позиций в области разработки и внедрения новых
технологий.
Текущая, среднесрочная и долгосрочная стратегия руководства:
• постоянное всестороннее развитие компании, предусматривающее замену
устаревших технологий и оборудования, использование с максимальной загрузкой
существующих и вновь вводимых современных высокотехнологичных, безопасных для
окружающей среды производственных мощностей;
• достижение более высокой эффективности при производстве чугуна, стали,
проката, продукции высоких переделов по отношению к конкурентам;
• усиление положения на рынке благодаря повышению качества продукции,
проведению маркетинговых исследований и выработке рыночной стратегии;
• сохранение в долгосрочной перспективе универсальности сортамента лист и
сорт, с преимущественной ориентацией компании на производство листового проката
с высокой добавленной стоимостью;
• внедрение риск - менеджмента во все основные бизнес-процессы ОАО «ММК»;
• увеличение производства высококачественного холоднокатаного листа,
листа с покрытиями, продукции высоких IV и V переделов;
• внедрение энергосберегающих технологий и расширение собственной
энергетической базы;
• внедрение системы экологического менеджмента в соответствии с
международным стандартом ISO 14001-2004;
• улучшение социального климата, благодаря увеличению уровня заработной
платы и наличия эффективного пакета социальных программ и гарантий;
• создание интегрированной финансово-промышленной структуры на основе ОАО
«ММК».
Структура управления цехом
Начальник цеха - зам. начальника цеха по технологии - механик цеха по
механическому оборудованию - электрик цеха по электрическому оборудованию -
старший мастер-технолог по технологии - технолог по агрегату электро-лужению -
технолог по агрегату непрерывного горячего цинкования-1, 2 - технолог по
агрегату полимерных покрытий-1, 2 - старший мастер по отгрузки готовой
продукции - мастер по отгрузки по отделениям.
Организационная структура цеха покрытий представлена на рисунке 5.1

Рисунок 5.1 - Организационная структура цеха покрытий
5.2 Маркетинговые исследования рынка сбыта
продукции
Открытое акционерное общество "Магнитогорский металлургический
комбинат" на протяжении многих лет является крупнейшим предприятием черной
металлургии России и обладает огромным опытом в области производства
металлопродукции. Наше предприятие располагает достаточными мощностями для
производства широчайшей номенклатуры металлопродукции высокого качества,
подтвержденного международными и российскими стандартами и сертификатами,
способной удовлетворить самого требовательного клиента.
ОАО "Магнитогорский металлургический комбинат" реализует
долгосрочную инвестиционную программу, направленную на удовлетворение
потребностей российских потребителей и увеличение объемов продукции с высокой
добавленной стоимостью. В 2010 году доля такой продукции увеличена до 34% от
общего объема производства.
Лидирующие позиции на российском рынке
Магнитогорский металлургический комбинат сохраняет лидирующие позиции по
производству металлопроката в России. В 2010 г. доля компании в производстве
металлопроката в РФ составила 17 %. Общий рост производства товарной
металлопродукции ММК в прошлом году составил 17 %, продажи на внутренний рынок
выросли на 44 % и превысили темп роста потребления в России. Во многом это
стало возможным благодаря освоению новых высокорентабельных видов продукции для
удовлетворения спроса на внутреннем рынке, в том числе посредством
импортозамещения.
Регионы
Исторически основной объем продаж ММК приходится на регионы Урала (37%) и
Поволжья (30 %), обеспечивающих сегодня две трети сбыта комбината в России.
Данная структура региональной отгрузки обусловлена концентрацией крупнейших
отраслевых потребителей в указанных регионах и существенно не меняется на
протяжении последних лет. Другим крупным рынком сбыта металлопродукции ММК
является Центральный регион, на который приходится 10% от общего объема
отгрузки на внутренний рынок, 7% отгрузки приходится на регионы Сибири.
Значительный объем продаж приходится на Белоруссию и другие страны СНГ. В 2010
году на рынках этих стран реализовано свыше 680 тысяч тонн металлопродукции
(около 10 процентов от общего объема отгрузки на внутреннем рынке).
Рынки сбыта
Ключевыми потребителями продукции ММК на внутреннем рынке традиционно
являются предприятия трубной отрасли (37% всех продаж на внутреннем рынке в
2010 году), машиностроительные предприятия (21%), а также предприятия
строительной (12%) и метизной отраслей (10%). Порядка 18% продаж ММК на
внутреннем рынке приходится на долю региональной дистрибуции.
Экспортные рынки
ОАО «Магнитогорский металлургический комбинат» с одинаковой
эффективностью работает практически на всех экспортных рынках. Продукция ОАО
«ММК» реализуется в 60 странах мира. Доля экспорта в 2010 году составила 31,2 %
(44,1 % - в 2009 году). Основными регионами поставок на экспорт являются страны
Ближнего Востока, Азии и Европы.
Крупнейшие партнеры
Доля поставок на внутренний рынок в структуре отгрузки металлопродукции
Магнитогорского металлургического комбината составила в 2010 году почти 69%.
Основные потребители продукции ОАО «ММК» - Урал и Поволжье.
Ключевые партнеры - трубные и автомобильные заводы, а также предприятия
строительной отрасли.
Среди них:
«АвтоВАЗ»
«КамАЗ»
ЧТПЗ
Объединенная металлургическая компания
ТМК
«НПК «Уралвагонзавод»
Челябинский тракторный завод
и многие другие.
5.3 Финансовая оценка проекта
.3.1 Производственная программа участка
Простои агрегата за год составили: на текущие ремонты 784ч, на
технические осмотры 20ч, текущие простои 17% от номинального времени.
Среднечасовая производительность агрегата 35 т/ч. В результате реконструкции
текущие простои агрегата и средняя часовая производительность осталась прежней.
График работы: непрерывный, 4-бригадный, 2-сменный. Рассчитать годовые объемы
производства в базовом и планируемых периодах.
 ,
,
где Тф - фактическое время работы оборудования,
Тн - номинальное,
Ттек - принимается в процентах от номинального.

 - календарное время,
- календарное время,
 - капитальных ремонтов,
- капитальных ремонтов,
 - текущих ремонтов,
- текущих ремонтов,
 - технических осмотров,
- технических осмотров,
 - время праздников и выходных.
- время праздников и выходных.
 ,
,
где n - количество смен в сутки,  - продолжительность смен.
- продолжительность смен.
Решение:
Для базового:




Для планируемого:

Годовая производительность  .
.
Все показатели сводятся в таблицу:
Таблица 5.1 - Баланс времени работы оборудования Агрегата полимерных
покрытий №1
|
Показатель
|
База
|
проект
|
Отклонения( + ; -)
|
|
Календарное время, ч.
|
8760
|
8760
|
0
|
|
Планируемые простои (ч), в
том числе: капитальные ремонты текущие ремонты тех осмотры выходные
|
0 784 20 0
|
0 784 20 0
|
0 0 0 0
|
|
Номинальное время, ч.
|
7956
|
7956
|
0
|
|
Текущие простои, ч.
|
1352,52
|
1352,52
|
0
|
|
Фактическое время, ч.
|
6603,48
|
6603,48
|
0
|
Текущие простои агрегата остались прежними, так как холодный ламинатор
требует время только на установку рулона с пленкой, что составляет 15 - 20 минут.
Данную процедуру можно проводить как на действующем агрегате, так и во время
замены роликов коутера (до трех - четырех раз за смену), которая длится около
часу. В связи с этим годовая производительность остается неизменной.
Годовой объем продукции не увеличивается, потому что мы покрываем
поверхность этого же металла пленкой.
5.3.2 Расчет капитальных затрат
Капитальные затраты на реконструкцию и модернизацию рассчитываются по
следующим формулам:
 ,
,
где Соб - стоимость приобретаемого оборудования,
М - затраты на монтаж нового оборудования.
Затраты на приобретение нового оборудования (Соб):
 ,
,
где  - цена оборудования на заводе изготовителя,
- цена оборудования на заводе изготовителя,
 - затраты на проектирование,
- затраты на проектирование,
 - затраты на транспортировку,
- затраты на транспортировку,
 - затраты на пуско-наладочные работы.
- затраты на пуско-наладочные работы.
Решение:
Сопт=10 000 000 руб;
Спр=1 000 000 руб;
Стр=800 000 руб;
Сп-н=2 500 000 руб;
М=6 500 000 руб.
Соб=10 000 000 + 1 000 000 + 800 000 + 2 500 000 = 14 300 000
руб;
К = 14 300 000 + 6 500 000 = 20 800 000 руб.
Капитальные затраты представлены в таблице 5.2.
Таблица 5.2 -Капитальные затраты
|
Наименование затрат
|
Количество, ед.
|
Цена, руб./ед.
|
Сумма, руб.
|
|
1. Приобретаемое
оборудование.
|
1
|
10 000 000
|
10 000 000
|
|
2. Затраты на
проектирование.
|
-
|
-
|
1 000 000
|
|
3. Транспортные расходы.
|
-
|
-
|
800 000
|
|
4. Пуско - наладочные
расходы
|
-
|
-
|
2 500 000
|
|
5. Затраты на монтаж
|
-
|
-
|
6 500 000
|
|
Всего затрат:
|
-
|
-
|
20 800 000
|
5.3.3 Организация труда и заработная плата на
участке
Строка 1. Указывается калькуляционная группа к которой относиться данный
работник:
ПР - производственный рабочий.
Строка 2. Разряд работы из штатного расписания - 4,5.
Строка 3. Указывается номер тарифной сетки - 4.
Строка 4. Часовая тарифная ставка.
Строка 5. Указывается система оплаты:
СПС - сдельно - премиальная,
ПП - повременно - премиальная.
Строка 6. Указывается тип графика работы:
- непрерывный, 4 - бригадный, 2 - сменный, продолжительность смены - 12
часов,
- б - 1- прерывный, 1 - сменный, 5 - дневный, продолжит. смены - 8час 15
мин.
Строка 9. Для непрерывных графиков работы  ;
;
где Тсм - продолжительность смены,
Ссут - количество смен в сутки,
б - количество бригад обслуживающих данный участок.
Для прерывных графиков работы ;
;
Строка 9.1  .
.
Строка 9.2  ,
,
 ,
,
где Tнорм - годовая норма рабочего времени.
Строка 9.3  ,
,
где  количество ночных часов в сутках.
количество ночных часов в сутках.
Строка 9.4  .
.
Строка 10.1 ЗПтар=tчас* ,
,
где tчас - часовая тарифная ставка
.2 ∆ЗПсд=ЗПтар *Нвыр-100%/100%;
где Нвыр - норма выработки, отношение планируемого объема к
базовому, в процентах.
.3 ЗПпрем=(ЗПтар+∆ЗПсд)Пр/100%;
где Пр - размер премии.
.4 ∆ЗПпр= tчас* *Нвыр/100%.
*Нвыр/100%.
.5 ∆ЗП= tчас* *kгр/100%;
*kгр/100%;
где kгр - коэф. учитывающий размер доплат за
переработку по графику, определяется действующим на конкретных предприятиях
положениям об оплате труда. Чаще всего значение этого коэффициента равняется
37,5%.
.6 ∆ЗПночь= tчас* * kночь /100%;
* kночь /100%;
где kночь - коэф. учитывающий размер доплат за
ночное время. kночь= 20%.
.7 ∆ЗПвеч= tчас* * kвеч /100%;
* kвеч /100%;
где kвеч= 100%.
Строка 10. ЗПосн=СУММ п 10.1. до 10.8.
Строка 11 ЗПдоп=ЗПосн*kдоп/100% ;
где kдоп - коэф. учитывающий соотношение между
основной и доп. зп. Размер данного коэффициента в наибольшей степени зависит от
продолжительности очередного отпуска. Длительность отпуска 28 рабочих дней,
коэф. kдоп=14% .
Строка 12. ЗПвс=ЗПосн+ЗПдоп.
Строка 13. ГФОТ=СУММЗПвс*строка7.
Таблица 5.3 -Штатное расписание производственных рабочих на Агрегате
полимерных покрытий №1
|
Профессия
|
Разряд
|
Количество рабочих,чел
|
Часовая тариф.
ставка,руб/час
|
Тарифная сетка
|
Отношение к производству
|
|
Бригадир на участках
основного производства
|
4-5
|
1
|
50
|
4
|
ПР
|
|
Бригадир по перемещению
сырья, готовой продукции в процессе производства
|
4-5
|
2
|
45
|
4
|
ПР
|
|
Шлифовщик
|
5
|
1
|
45
|
4
|
ПР
|
|
Оператор
окрасочно-сушильной линии и агрегата
|
5
|
5
|
50
|
4
|
ПР
|
|
Оператор поста управления
|
5
|
4
|
50
|
4
|
ПР
|
|
Аппаратчик
электролитического обезжиривания
|
4
|
1
|
40
|
4
|
ПР
|
|
Машинист крана
|
4
|
1
|
40
|
4
|
ПР
|
Расчет годового планового фонда оплаты труда по работникам участка
представлен в табл. 5.4.
Таблица 5.4 -Расчет годового планового фонда оплаты труда по работникам
участка



Решение:
. Для графика 5 - б - 1
Строка 9:  чел/ч.
чел/ч.
Строка 9.1: 0.
Строка 9.2: 0.
Строка 9.3: 0.
Строка 9.4: 0.
Бригадир на участках основного производства:
Строка 10.1: ЗПтар=50*1890=94500 руб.
Строка 10.2: ∆ЗПсд= руб.
руб.
Строка 10.3: ЗПпр= руб.
руб.
Строка 10.4: 0.
Строка 10.5: 0.
Строка 10.6: 0 .
Строка 10.7: 0.
Строка 10.8: ∆ ЗПрай=0,15*(94500+2268+87091)=27578,85
руб.
Строка 10: ЗПосн=94500+2268+87091+27578,85=211437,85 руб.
Строка 11: ЗПдоп= руб.
руб.
Строка 12: ЗПвсего=211437,85+29601,3=241039,15 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 241039,15*1= 241039,15 руб.
Бригадир по перемещению сырья, полуфабрикатов и готовой продукциив
процессе производства:
Строка 10.1: ЗПтар=45*1890=85050 руб.
Строка 10.2: ∆ЗПсд= руб.
руб.
Строка 10.3: ЗПпр= руб.
руб.
Строка 10.4: 0.
Строка 10.5: 0.
Строка 10.6: 0.
Строка 10.7: 0.
Строка 10.8: ∆ ЗПрай=0,15*(85050+2041,2+78382,08)=24820,9
руб.
Строка 10: ЗПосн=85050+2041,2+78382,08+24820,9=190294,2 руб.
Строка 11: ЗПдоп= руб.
руб.
Строка 12: ЗПвсего=190294,2+26641,2=216935,4 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 216935,4*2=433870,8 руб.
Шлифовщик:
Строка 10.1: ЗПтар=45*1890=85050 руб.
Строка 10.2: ∆ЗПсд= руб.
Строка 10.3: ЗПпр= руб.
Строка 10.4: 0.
Строка 10.5: 0.
Строка 10.6: 0.
Строка 10.7: 0.
Строка 10.8: ∆ ЗПрай=0,15*(85050+2041,2+78382,08)=24820,9
руб.
Строка 10: ЗПосн=85050+2041,2+78382,08+24820,9=190294,2 руб.
Строка 11: ЗПдоп= руб.
Строка 12: ЗПвсего=190294,2+26641,2=216935,4 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 216935,4*1=216935,4 руб
. Для графика 2
Строка 9:  чел/ч.
чел/ч.
Строка 9.1:  чел/ч.
чел/ч.
Строка 9.2: ∆τ = 2190 - 2000 = 190 чел/ч.
Τгр = 190 - 78 = 112 чел/ч.
Строка 9.3:  чел/ч.
чел/ч.
Строка 9.4:  чел/ч.
чел/ч.
Оператор окрасочно - сушильной линии и агрегата:
Строка 10.1: ЗПтар=50*2190=109500 руб.
Строка 10.2: ∆ЗПсд= руб.
руб.
Строка 10.3: ЗПпр= руб.
руб.
Строка 10.4: ∆ЗПпраздн.= руб.
руб.
Строка 10.5: ∆ЗПпер.гр= руб.
руб.
Строка 10.6: ∆ЗПночь= руб.
руб.
Строка 10.7: ∆ЗПвечер= руб.
руб.
Строка 10.8:
∆ЗПрай=0,15*(109500+2628+100915,2+3993,6+2100+7300+1825)=34239,3
руб.
Строка 10: ЗПосн=228261,8+34239,3=262501,1 руб.
Строка 11: ЗПдоп= руб.
руб.
Строка 12: ЗПвсего=262501,1+36750,2=299251,3 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 299251,3*5=1496256,5 руб.
Оператор поста управления:
Строка 10.1: ЗПтар=50*2190=109500 руб.
Строка 10.2: ∆ЗПсд= руб.
Строка 10.3: ЗПпр= руб.
Строка 10.4: ∆ЗПпраздн.= руб.
Строка 10.5: ∆ЗПпер.гр=руб.
Строка 10.6: ∆ЗПночь= руб.
Строка 10.7: ∆ЗПвечер= руб.
Строка 10.8:
∆ЗПрай=0,15*(109500+2628+100915,2+3993,6+2100+7300+1825)=34239,3
руб.
Строка 10: ЗПосн=228261,8+34239,3=262501,1 руб.
Строка 11: ЗПдоп= руб.
Строка 12: ЗПвсего=262501,1+36750,2=299251,3 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 299251,3*4=1197005,2 руб.
Аппаратчик электролитического обезжиривания:
Строка 10.1: ЗПтар=40*2190=87600 руб.
Строка 10.2: ∆ЗПсд= руб.
руб.
Строка 10.3: ЗПпр= руб.
руб.
Строка 10.4: ∆ЗПпраздн.= руб.
руб.
Строка 10.5: ∆ЗПпер.гр= руб.
руб.
Строка 10.6: ∆ЗПночь= руб.
руб.
Строка 10.7: ∆ЗПвечер= руб.
руб.
Строка 10.8:
∆ ЗПрай=0,15*(87600+2102,4+71761,9+3194,8+1680+5840+1460)=26045,9
руб.
Строка 10: ЗПосн=173639,1+26045,9=199685 руб.
Строка 11: ЗПдоп= руб.
руб.
Строка 12: ЗПвсего=199685+27955,9=227640,9 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 227640,9*1=227640,9 руб.
Машинист крана металлургического производства:
Строка 10.1: ЗПтар=40*2190=87600 руб.
Строка 10.2: ∆ЗПсд= руб.
Строка 10.3: ЗПпр= руб.
Строка 10.4: ∆ЗПпраздн.= руб.
Строка 10.5: ∆ЗПпер.гр=руб.
Строка 10.6: ∆ЗПночь= руб.
Строка 10.7: ∆ЗПвечер= руб.
Строка 10.8:
∆ ЗПрай=0,15*(87600+2102,4+71761,9+3194,8+1680+5840+1460)=26045,9
руб.
Строка 10: ЗПосн=173639,1+26045,9=199685 руб.
Строка 11: ЗПдоп= руб.
Строка 12: ЗПвсего=199685+27955,9=227640,9 руб.
Строка 13: Годовой фонд оплаты труда(ГФОТ) = 227640,9*1=227640,9 ру
Налоги, перечисляемые во внебюджетные фонды
Бригадир на участках основного производства:
ПФР (26%) = 62 670,2 руб.
Соц. страх. (2,9%) = 6 990,1 руб.
Ф.О.М.С. (5,1%) = 12 292,9 руб.
Бригадир по перемещению сырья, полуфабрикатов и готовой продукциив
процессе производства:
ПФР (26%) = 112 806,4 руб.
Соц. страх. (2,9%) = 12 582,3 руб.
Ф.О.М.С. (5,1%) = 22 127,4 руб.
Шлифовщик:
ПФР (26%) = 56 403,2 руб.
Соц. страх. (2,9%) = 6 291,1 руб.
Ф.О.М.С. (5,1%) = 11 063,7 руб.
Оператор окрасочно - сушильной линии и агрегата:
ПФР (26%) = 389 026,7 руб.
Соц. страх. (2,9%) = 43 391,4 руб.
Ф.О.М.С. (5,1%) = 76 309,1 руб.
Оператор поста управления:
ПФР (26%) = 311 221,4 руб.
Соц. страх. (2,9%) = 34 713,2 руб.
Ф.О.М.С. (5,1%) = 61 047,3 руб.
Аппаратчик электролитического обезжиривания:
ПФР (26%) = 59 186,6 руб.
Соц. страх. (2,9%) = 6 601,6 руб.
Ф.О.М.С. (5,1%) = 11 609,7 руб.
Машинист крана металлургического производства:
ПФР (26%) = 59 186,6 руб.
Соц. страх. (2,9%) = 6 601,6 руб.
Ф.О.М.С. (5,1%) = 11 609,7 руб.
5.3.4 Расчет себестоимости продукции
Калькуляция себестоимости одной тонны продукции металла с полимерным
покрытием представлена в табл. 5.5.
Таблица 5.5 - Калькуляция себестоимости одной тонны продукции металла с
полимерным покрытием
Базовые Планируемые
|
Наименование
|
Количество (тонна)
|
Цена (руб.)
|
Сумма ( руб.)
|
Количество (тонна)
|
Сумма ( руб.)
|
|
I. Заданно в производство
|
|
|
|
|
|
|
1. Лист металла с покрытие
|
1,0552
|
35464
|
33690,8
|
1,0552
|
33690,8
|
|
2. Отходы
|
0,0002
|
2500
|
0,5
|
0,0002
|
0,5
|
|
3. Брак
|
0,03
|
1000
|
30
|
0,03
|
30
|
|
4. Обрезь
|
0,025
|
1450
|
36,25
|
0,025
|
36,25
|
|
Итого заданно в призводство
за вычетом
|
1
|
|
33757,6
|
1
|
33757,6
|
|
II. Расходы по переделу
|
|
|
|
|
|
|
1. Инструмент
|
|
|
0
|
|
0
|
|
2. Вспомогательные
материалы
|
|
|
0
|
|
300
|
|
3. Энергия
|
0,0595
|
628,31
|
37,38
|
0,06
|
37,69
|
|
- электроэнергия
|
0,08
|
277,94
|
22,24
|
0,08
|
22,24
|
|
- вода
|
0,025
|
108,34
|
2,71
|
0,025
|
2,71
|
|
- пар
|
0,003
|
279,47
|
0,84
|
0,003
|
0,84
|
|
- сжатый воздух, тм3
|
0,0021
|
4466,27
|
9,38
|
0,0021
|
9,38
|
|
4. Основная зп
производственных рабочих
|
|
|
7,52
|
|
7,52
|
|
5. Дополнительная зп
производственных рабочих
|
|
|
5,25
|
|
5,25
|
|
6. Отчисления на социальные
нужды
|
|
|
3,8
|
|
3,8
|
|
7. Аммортизация основных
средств
|
|
|
368
|
|
389
|
|
8. Текущий ремонт и
содержание основных средств
|
|
|
300
|
|
300
|
|
9. Транспортные расходы
|
|
|
20
|
|
20
|
|
10. Прочие цеховые расходы
|
|
|
30
|
|
30
|
|
Итого цеховая себестоимость
|
|
|
34564,72
|
|
34886,03
|
|
11. Общезаводские расходы
|
|
|
0
|
|
0
|
|
Итого производственная себестоим.
|
|
|
34564,72
|
|
34886,03
|
|
12. Коммерческие расходы
|
|
|
150
|
|
150
|
|
Итого полная себестоимость
|
|
|
34714,72
|
|
35036,03
|
. В планируемых расходах увеличиваются вспомогательные расходы на 300
рублей. Это стоимость 1 тонны продукции пленки для ламинатора.
. Рассчитываем амортизацию основных средств:

Апр = .
.
5.4 Расчет основных технико-экономических
показателей
.4.1 Расчет чистой прибыли
Базовое:
. Выручка от реализации продукции:
В = 231 121,8 * 37 000 = 8 956 448 036 руб.
. Выручка от реализации продукции за вычетом НДС (-18%):
В-ндс = 8 551 506 600 руб.
. Затраты на производство:
З = 34 714,728 * 231 121,8 = 8 023 328 573 руб.
. Прибыль от реализации:
Пр = 8 551 506 000 - 8 023 328 573 = 528 178 027 руб.
. Налог на имущество:
Ним = 0,022 * 12 964 610 = 285 221 428 руб.
. Налогооблагающаяся прибыль:
Пнал = 528 178 027 - 285 221 428 = 242 956 599 руб.
. Налог на прибыль:
Нприб = 242 956 599 * 0,2 = 48 591 319,8 руб.
. Чистая прибыль:
Пчист = 242 956 599 - 48 591 319,8 = 194 365 279,2 руб.
Проектируемое:
. Выручка от реализации продукции:
В = 231 121,8 * 41 000 = 9 475 993 800 руб.
. Выручка от реализации продукции за вычетом НДС (-18%):
В-ндс = 9 023 038 887 руб.
. Затраты на производство:
З = 35 036,03 *231 121,8 = 8 097 590 318 руб.
. Прибыль от реализации:
Пр = 9 023 038 887 - 8 097 590 318 = 925 448 569 руб.
. Налог на имущество:
Ним = (12 964 610 + 20 800 000) * 0,022 = 642 821 420 руб.
. Налогооблагающаяся прибыль:
Пнал = 925 448 569 - 642 821 420 = 282 627 149 руб.
. Налог на прибыль:
Нприб = 282 627 149 * 0,2 = 46 525 429,8 руб.
. Чистая прибыль:
Пчист = 282 627 149 - 46 525 429,8 = 236 101 719,2 руб.
Таблица 5.6 -Необходимые показатели для расчета чистой прибыли
|
№
|
Наименование показателей,
руб.
|
базовое
|
проектируемое
|
отклонение
|
|
1.
|
Выручка от реализации
продукции
|
8 956 448 036
|
9 475 993 800
|
+ 519 545 764
|
|
2.
|
Выручка от реализации
продукции за вычетом НДС
|
8 551 506 600
|
9 023 038 887
|
+ 471 532 287
|
|
3.
|
Затраты на производство
|
8 023 328 573
|
8 097 590 318
|
+ 74 261 745
|
|
4.
|
Прибыль от реализации
|
528 178 027
|
925 448 569
|
+ 397 270 542
|
|
5.
|
Налог на имущество
организации
|
285 221 428
|
642 821 420
|
+ 357 599 992
|
|
6.
|
Налогооблагаемая прибыль
|
242 956 599
|
282 627 149
|
+ 39 670 550
|
|
7.
|
Налог на прибыль
|
48 591 319,8
|
46 525 429,8
|
+ 45 934 110
|
|
8.
|
Чистая прибыль
|
194 365 279,2
|
236 101 719,2
|
+ 41 736 440
|
5.4.2 Рентабельность от продажи продукции
Р=(Пр/затр)*100%,
прибыль от реализации деленная на затраты умноженная на 100%.
Базовая:
Р = (528 178 027 / 8 023 328 573) х 100% = 6,6%.
Проектируемая:
Р = (925 448 569 / 8 097 590 318) x 100% = 11,4%.
.4.3 Производительность труда
ПТ= V(базовый и проектный)/количество
человек;
ПТ= 231 121,8 / 15 = 15408,12 т/чел.
5.4.4 Простая норма прибыли
ПНП=∆Пчист/Кз,
изменение чистой прибыли деленное на капитальные затраты;
ПНТ=41 736 440 / 20 800 000 = 2,007.
5.4.5 Срок окупаемости
Сок=Кз/∆Пчист;
Сок=20 800 000 / 41 736 440 = 0,5 лет.
Технико-экономические параметры проекта представлены в табл. 5.7
Таблица 5.7 -Технико-экономические параметры проекта
|
Наименование показателя
|
База
|
Проект
|
Отклонение
|
|
1. Годовой объем выпуска,
т.
|
231 121,8
|
231 121,8
|
0
|
|
2. Себестоимость единицы
готовой продукции р/т
|
34 714,72
|
35 036,03
|
+ 321,31
|
|
3. Цена единицы продукции,
руб
|
37 000
|
41 000
|
+ 4 000
|
|
4. Фонд оплаты труда
производственных рабочих, руб/год
|
4 040 388,85
|
4 040 388,85
|
0
|
|
5. Средняя зп
производственных рабочих р/мес
|
22446,6
|
22446,6
|
0
|
|
6. Численность производственных
рабочих, чел.
|
15
|
15
|
0
|
|
7. Производительность труда
производственных рабочих, т/чел
|
15 408,12
|
15 408,12
|
0
|
|
8. Капитальные затраты,
руб.
|
|
20 800 000
|
|
|
9. Рентабельность продукции
%
|
6,6
|
11,4
|
+ 4,8
|
|
10. Срок окупаемости, лет
|
|
0,5
|
|
5.5 Выводы и предложения
В результате выполнения дипломной работы изучены экономические показатели
эффективности модернизации АПП-1. В результате установки холодного ламинатора
себестоимость продукции увеличивается, но не намного. Годовой выпуск и цена при
этом тоже увеличится. Рентабельность продукции равен 11,4%. По расчетам срок
окупаемости составит 0,5 лет.
Следует отметить что реально на предприятиях машиностроительного
комплекса необходимо внедрять больше новых технологий. В следствие таких
нововведений возможно получение больших прибылей на каждом отдельном
предприятии, что в свою очередь повлечет пополнение бюджета наше страны.
ЗАКЛЮЧЕНИЕ
Разработан и экономически обоснован проект установки холодного ламинатора
в линию Агрегата полимерных покрытий №1 Цеха покрытий ОАО «ММК».
При модернизации существующего агрегата, мы получаем новый вид продукции
- лист с полимерным покрытием с защитной пленкой. Данная продукция
предназначена для производства лицевых деталей автомобилей и бытовой техники.
Именно защитная пленка предохраняет полимерное покрытие от царапин и
потертостей при транспортировке и штамповке указанных деталей.
В данном проекте выполнены проверочные расчеты основных механизмов и
конструкций рассматриваемой механизации.
Оценены капитальные затраты на модернизацию, рассчитана плановая
себестоимость листа с полимерным покрытием с защитной пленкой, которая
составила 35 036,03 руб/т, срок окупаемости капитальных вложений составил 0,5
лет, чистая прибыль от реализации данного проекта составила 236 101 719,2 руб/год.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Машины и
агрегаты металлургических заводов. В 3-х томах. Т.3. Машины и агрегаты
прокатных цехов: Учебник для вузов./ Целиков А. И., Полухин П. И., Гребенник В.
М. - М.: Металлургия, 1988.
. Жиркин Ю.В.
Надёжность, эксплуатация и ремонт металлургических машин:
Учебник.-Магнитогорск: МГТУ, 2002.
. Гуле Ж.
Сопротивление материалов. М.: Высшая школа, 1985.-192 с.
. Ицкович Г.
М. Сопротивление материалов: Учеб. для учащихся машиностроит. техникумов. - 7-е
изд., испр. - М.: Высш. шк.,1986. - 352 с.
. В.А.
Девисилов «Охрана труда».
.
Технологическая инструкция ТИ 101 - П - ЦП - 521 - 2011
Производство
холоднокатаной и горячеоцинкованной стали с полимерными покрытиями на Агрегате
полимерных покрытий №1. Магнитогорск, 2011.
.
Безопасность жизнедеятельности. Учебник для вузов. С.В. Белов, А.В. Ильницкая,
А.Ф. Козьяков и др.; Под общ. Ред. С.В. Белова. 4-е изд. Испо. И доп. - М.:
Высш. Шк., 2004. - 606 с.
. Осипова
Г.И., Миронова Г.В. Экономика и организация производства. Учебное пособие -
Москва: МГУП, 2003.- 322 с.
.
Методические указания. «Расчеты по оплате труда», Немцев.
.
Методические указания. «Оплата труда на предприятии», Немцев.